Aluminium
advertisement

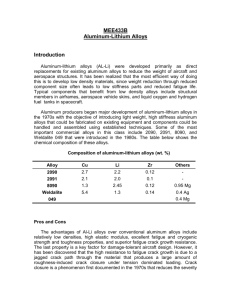
Prepared by: A.L. Mwahid S. Jaafar Kufa University College of Engineering Materials Eng. Department Introduction The ferrous alloys even stainless steels and cast irons use similar methods for controlling microstructures and properties. However, the structures and behavior of the different groups of nonferrous alloys have enormous differences. Melting temperatures, for example, vary from near room temperature for gallium to over 3000°C for tungsten. Strengths vary from 5 MN.m-2 to over l500 MN.m-2. Aluminum, magnesium, and beryllium (the light metals) have very low densities, whereas lead and tungsten have exceptionally high densities. In many applications, weight is a critical factor. To relate the strength of the material to its weight, a specific strength or strength-to-weight ratio, is defined: Specific strength = strength/density Table 6.1 compares the specific strength of some light-strength nonferrous alloys. Table 6.1 Specific strength and cost of nonferrous alloys Another factor in designing with nonferrous metals is their cost, winch also varies considerably. Table 13.1 gives the appropriate price of metals in 1992. One should note, however, that the price of the metal is only a small portion of the cost of a part. Fabrication and finishing, not to 1 mention marketing and distribution, often contribute much more to die overall cost of a part. Aluminum and Its Alloys Extraction of Aluminum The only important ore of aluminum is bauxite, which contains aluminum oxide (AI2O3). Unfortunately, this cannot be reduced to the metal by heating it with coke (as in the case of iron ore), because aluminum atoms are, so to speak, too firmly combined with oxygen atoms to be detached by carbon. For this reason, an expensive electrolytic process must be used to decompose the bauxite and release aluminum. Crude pig iron can be purified (turned into steel) by blowing oxygen over it, to burn out the impurities, but this would not be possible in the case of aluminium, since the metal would burn away first, and leave us with the impurities. Instead the crude bauxite ore is first purified by means of a chemical process, and the pure aluminium oxide is then decomposed by electrolysis. When the electric current passes, Al ions being positively charged, are attracted to the lining of the furnace, which constituents the negative electrode(or cathode). Figure 6.1 Production of aluminum in an electrolytic cell. General Properties of Aluminum Aluminum has a density of 2.70 g/cm3 or one-third the density of steel, and a modulus of elasticity of 10x106 psi. Although aluminum alloys 2 have low tensile properties compared with those of steel, their specific strength (or strength-to-weight ratio) is excellent. Aluminum is often used when weight is an important factor, as in aircraft and automotive applications.. Aluminum also responds readily to strengthening mechanisms. Table 6.2 compares the strength of pure annealed aluminum with that of alloys strengthened by various techniques. The alloys may be 30 times stronger than pure aluminum. Aluminumʼs beneficial physical properties include high electrical and thermal conductivity, nonmagnetic (paramagnetic) behavior, and excellent resistance to oxidation and corrosion. Aluminium reacts with oxygen, even at room temperature, to produce an extremely thin aluminium oxide (Al2O3) layer that protects the underlying metal from many corrosive environments. Aluminium does not, however, display a high fatigue limit, so failure by fatigue may eventually occur even at low stresses. Because of its low melting temperature, aluminium does not perform well at elevated temperatures. Finally, aluminium alloys have a low hardness, leading to poor wear resistance. Table 6.2 the effect of strengthening mechanisms in aluminum and its alloys Example: Strength-to-Weight Ratio in Design A steel cable 0.5 in. in diameter has a yield strength of 70,000 psi. The density of steel is about 7.87 g/cm3. Based on the data in Table 6.5, determine (a) the maximum load that the steel cable can support, (b) the diameter of a cold-worked aluminum-manganese alloy (3004-H 18) required to support the same load as the steel, and (c) the weight per foot of the steel cable versus the aluminum alloy cable. 3 SOLUTION a. Load = F = σy A = 70.000 (π/4) (0.5 in.)2 = 13,744 lb b. The yield strength of the aluminum alloy is 36,000 psi. Thus: A = (π/4)d2 = F/σy = 13,744/36,000 = 0.38 in.2 d = 0.697 in. Density of steel = ρ = 7.87 g/cm3 = 0.284 lb/in.3 Density of 3 3 aluminum = ρ = 2.70 g/cm = 0.097 lb/in c. Weight of steel = Alρ = (π/4)(0.5in)2(12)(0284) = 0.669 lb/ft Weight of aluminum = Alρ = (π/4)(0.697)2 (2) (12) (0.097) = 0.444 lb/ft Although the yield strength of the aluminum is lower than that of the steel and the cable must be larger in diameter, the aluminum cable weighs only about half as much as the steel cable. When comparing materials, a proper factor-of-safety should also be included during design. Example 2: Design/Materials Selection for a Cryogenic Tank Design the material to be used to contain liquid hydrogen fuel for the space shuttle. SOLUTION: Liquid hydrogen is stored below -253oC; therefore, our tank must have good cryogenic properties. Lightweight aluminum would appear to be a good choice. Aluminum does not show a ductile to brittle transition. Because of its good ductility, we expect aluminum to also have good fracture toughness, particularly when the alloy is in the annealed condition. One of the most common cryogenic aluminum alloys is 5083-O. Aluminum-lithium alloys are also being considered for low-temperature applications to take advantage of their even lower density. Designation Aluminium alloys can be divided into two major groups: wrought and casting alloys, depending on their method ol fabrication. Wrought alloys, which are shaped by plastic deformation (hot and/or cold working), have compositions and microstructures significantly different from casting alloys, reflecting the different requirements of the manufacturing process. 4 Within each major group we can divide the alloys into two subgroups: heat-treatable and non heat-treatable alloys. Aluminium alloys are designated by the numbering system shown in Table 6.3, The first number specifies the principle alloying elements, and the remaining numbers refer to the specific composition of the alloy. This IADS (International Alloy Designation System) numbering system has been adopted by most countries. The degree of strengthening is given by the temper designation T or H, depending on whether the alloy is heat-treated or strain-hardened (Table 6.4). Other designations indicate whether the alloy is annealed (O), solution-treated (W), or used in the as-fabricated condition (F). The numbers following the T or H indicate the amount of strain hardening, the exact type of heat treatment, or other special aspects of the processing of the alloy. Typical alloys and their properties are included in Table 6.5. Table 6.3 Designations system for aluminum alloys 5 Table 6.4 Temper designations for aluminum alloys Table 6.5 Properties of a typical aluminum alloys 6 Aluminum Heat Treatment Heat treating is a critical step in the aluminum manufacturing process to achieve required end-use properties. The heat treatment of aluminum alloys requires precise control of the time-temperature profile, tight temperature uniformity and compliance with industry-wide specifications so as to achieve repeatable results and produce a high-quality, functional product. The most widely used specifications are AMS2770 (Heat Treatment of Wrought Aluminum Alloy Parts) and AMS2771 (Heat Treatment of Aluminum Alloy Castings)-SAE standards (Society of Automotive Engineers), which detail heat-treatment processes such as aging, annealing and solution heat treating in addition to parameters such as times, temperatures and quenchants. Wrought aluminum alloys (Table 6.3) can be divided into two categories: non-heat treatable and heat treatable. Non-heat-treatable alloys, which include the 1xxx, 3xxx, 4xxx and 5xxx series alloys, derive their strength from solid solutioning and are further strengthened by strain hardening or, in limited cases, aging. Heat-treatable alloys include the 2xxx, 6xxx, 7xxx and 8xxx series alloys and are strengthened by solution heat treatment followed by precipitation hardening (aging). Cast aluminum alloys (Table 6.3) cannot be work hardened, so they are used in either the as-cast or heat-treated conditions. Common heat treatments include homogenization, annealing, solution treatment, aging and stress relief. Heat Treatment Processes In general, the principles and procedures for heat treating wrought and cast alloys are similar. For cast alloys, however, soak times tend to be longer if the casting is allowed to cool below a process-critical temperature for the particular alloy. Solution soak times for castings can be significantly reduced to durations similar to that for wrought alloys if the castings are placed into the solution furnace while still hot (above the 7 process-critical temperature) immediately following mold filling and solidification. The reduction of stress in complex cast shapes is achieved in large part by the control of quenching parameters such as agitation rate, quenchant temperature, rate of entry and part orientation in the quench. Aging The goal of aging is to cause precipitation dispersion of the alloy solute to occur. The degree of stable equilibrium achieved for a given grade is a function of both time and temperature. In order to achieve this, the microstructure must recover from an unstable or “metastable” condition produced by solution treating and quenching or by cold working. The effects of age hardening or precipitation hardening on mechanical properties are greatly accelerated, and usually accentuated, by reheating the quenched material to about (100˚C-200˚C). A characteristic feature of elevated-temperature aging effects on tensile properties is that the increase in yield strength is more pronounced than the increase in tensile strength. Also ductility – as measured by percentage elongation – may decrease. Thus an alloy in the T6 temper has higher strength but lower ductility than the same alloy in the T4 temper. In certain alloys, precipitation heat treating can occur without prior solution heat treatment since some alloys are relatively insensitive to cooling rate during quenching. Thus they can be either air cooled or water quenched. In either condition, these alloys will respond strongly to precipitation Heat treatment. In most precipitation-hardenable systems, a complex sequence of timedependent and temperature-dependent changes is involved. The relative rates at which solution and precipitation reactions occur with different solutes depend upon the respective diffusion rates, in addition to solubility and alloy contents. 8 Annealing Annealing is used for both heat-treatable and non-heat-treatable alloys to increase part ductility with a slight reduction in strength. There are several types of annealing treatments dependent to a large extent on the alloy type, initial and final microstructure and temper condition. In annealing it is important to ensure that the proper temperature is reached in all portions of the load. The maximum annealing temperature needs to be carefully controlled. During annealing, the rate of softening is strongly temperature dependent – the time required can vary from a few hours at low temperature to a few seconds at high temperature. Full annealing (temper designation “O”) produces the softest, most ductile and most versatile condition. Other forms of annealing include: stress-relief annealing, used to remove the effects of strain hardening in cold-worked alloys; partial annealing (or recovery annealing) done on non-heat-treatable wrought alloys to obtain intermediate mechanical properties; and recrystallization characterized by the gradual formation and appearance of a microscopically resolvable grain structure. Homogenization (Ingot Preheating Treatments) The initial thermal operation applied to castings or ingots (prior to hot working) is homogenization, which has one or more purposes depending upon the alloy, product and fabricating process involved. One of the principal objectives is improved workability since the microstructure of most alloys in the as-cast condition is quite heterogeneous. This is true for alloys that form solid solutions under equilibrium conditions and even for relatively dilute alloys. Preheating Preheating of aluminum ingots prior to rolling, extruding, forming, forging or melting (Fig. 4) is used to reduce energy consumption by improved process efficiency, reducing cycle time and increasing safety. 9 Solution Heat Treatment The purpose of solution heat treatment is the dissolution of the maximum amount of soluble elements from the alloy into solid solution. The process consists of heating and holding the alloy at a temperature sufficiently high and for a long enough period of time to achieve a nearly homogenous solid solution in which all phases have dissolved (Fig. 5). Care must be taken to avoid overheating or underheating. In the case of overheating, eutectic melting can occur with a corresponding degradation of properties such as tensile strength, ductility and fracture toughness. If underheated, solution treatment is incomplete and strength values lower than normal can be expected. In certain cases extreme property loss can occur. The solution soak times for castings can be reduced significantly by placing the casting directly into the solution furnace immediately following solidification. The casting is maintained at a temperature above a process-critical temperature (PCT), and the alloy solute is still in solution. In general, a temperature variation of ±10˚F (±5.5˚C) from control set point is allowable, but certain alloys require even tighter tolerances. Tighter thermal variation (±5˚F) allows the set point to be controlled closer to the eutectic, thus improving proportion and reducing required soak time. The time at temperature is a function of the solubility of the alloy solute and the temperature at which the aluminum casting or wrought alloy is removed from the mold and placed into the solution furnace. This time may vary from several minutes to many hours. The time required to heat a load to the treatment temperature increases with section thickness, air space around the casting for hot air to flow and the loading arrangement. Quenching Rapid and uninterrupted quenching in water or poly (alkylene) glycol in water is, in most instances, required to avoid precipitation detrimental to mechanical properties and corrosion resistance. The solid solution formed by solution heat treatment must be cooled rapidly enough to produce a 10 supersaturated solution at room temperature that provides the optimal condition for subsequent age (precipitation) hardening. Quench types include hot water immersion, ambient water immersion, water spray, forced air, forced air with mist and poly (alkylene) glycol in water. Quenching is, in many ways, the most critical step in the sequence of heat treating. In immersion quenching, cooling rates can be reduced by increasing the quenchant temperature. Conditions that increase the stability of a vapor film around the part decrease the cooling rate. Four factors that minimize distortion in the aluminum include: Temperature of the quenchant Agitation rate of the quenchant Speed of entry of casting into the quenchant Orientation of the aluminum part as it enters the quenchant Stress Relief Stress-relief annealing can be used to remove the effects of strain hardening in cold-worked alloys. No appreciable holding time is required after the parts have reached temperature. Stress-relief annealing of castings provides maximum stability for service applications where elevated temperatures are involved. Tempering Tempering can be performed on heat-treatable aluminum alloys to provide the best combination of strength, ductility and toughness. These may be classified by the following designations: “F” - as fabricated “H” - strain hardened “O” - annealed “T” - thermally treated “W” - solution treated The temper designation (Table 3) follows the alloy designation and consists of letters. Subdivisions, where required, are indicated by one or more digits following the letters. 11