Final Report - u.osu.edu.chicken
advertisement

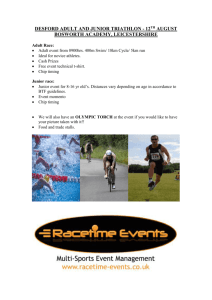
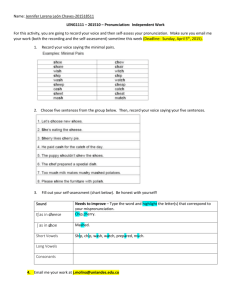
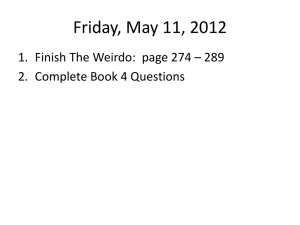
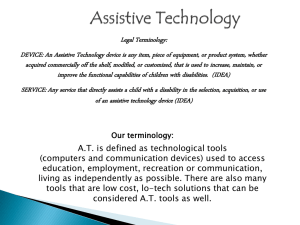
Lab on a Chip Team R Joshua Epperson, Brooke Ott, Luisa Parish, and Benjamin Weisman Engineering 1182.03 Section: 6388 April 21, 2015 Table of Contents 1.) List of Tables and Figures ………………………………………………………………………………………………………………… 2.) Executive Summary………………………………………………………………………………………………………………………. 3.) Introduction …………………………………………………………………………………………………………………………………… 4.) Requirements, Constraints, and Information Needs………………………………………………………………………... 5.) 1st Chip Design………………………………….……………………………………………………………………………………………… 6.) 2nd Chip Design………………………………………………………………………………………………………………………………… 7.) Circuit Analysis………………………………………………………………………………………………………………………………… 8.) Performance Analysis……………………………………………………………………………………………………………………… 9.) Fabrication Issues…………………………………………………………………………………………………………………………… 10.) Summary and Conclusion……………………………………………………………………………………………………………… 11.) Appendix………………………………………………………………………………………………………………………………………. List of Tables and Figures 1.) Figure 1: First Chip Design Drawing………………………………………………………………………………………………… 2.) Table 1: Calculations of Features of First Chip Design ……………………………………………………………………. 3.) Figure 2: Second Chip Design Drawing …………………………………………………………………………………………… 4.) Figure 3: Circuit after DAD integration…………………..………………………………………………………………………... 5.) Figure 4: LED readout.…………………….……………………………………………………………………………………………… 6.) Table 2: Data recorded from all Calibration and Testing labs …………………………………………………………… Joshua Epperson, Luisa Parish, Brooke Ott, Ben Weisman Group R – Instructor: Bruce Trott GTA: Mohini Dutt Lab on a Chip April 21, 2015 Executive Summary The lab on a chip project consisted of constructing a small, portable, device that can be used to quickly run tests on very small amounts of fluids. Lab on a chip has many practical applications such as detecting varying fluorescein concentrations in tears to identify dry eye syndrome. Two chips were designed over the course of the project. First, a generic chip was given to the group to run preliminary experiments on and to familiarize the group with how the chip should function. Using the data and observations from the generic chip, a new chip was designed and fabricated. Furthermore a circuit was configured. The circuit used a Detection Alignment Device (DAD) along with the chip (filled properly with fluorescein) to identify the concentration of fluorescein samples. This concentration was displayed as a binary number by LEDs constructed on the circuit. After many tests on the first chip, a second chip was designed, improving on many shortcomings of the first chip. The final design of the first chip consisted of a circular base with a diameter of 5.08 cm. This design contained four staging wells used to introduce fluid into the chip. Two of the staging wells were circular and two elliptical. Each staging well was connected to a channel containing a check valve to prevent fluid from flowing back into the staging well. Two of the channels contained two check valves, one close to the staging well and one close to the well centered at the middle of the chip known as the detection well. The detection well was an elliptical well where the fluorescein was held while being analyzed by the DAD sensor. Lastly, a large elliptical waste well was placed at the bottom of the chip to catch any excess fluorescein. The second chip designed was much simpler than the first. The second design only consisted of two circular staging wells. Each staging well had one check valve in the corresponding channel running to an elliptical detection well. This detection well was again attached to an elliptical waste well. The second chip design was used in the final test chip. The chip performed excellently. Three unknown samples were tested. Sample A was the first sample tested. The sample was tested a total of three times producing concentration readings of 328 ppm, 357 ppm, and 357 ppm respectively for each trial with an average of 347 ppm. Overall, the chip produced only a 2% average deviation from the actual concentration. Sample B was tested next. The chip produced concentration readings of 750 ppm for all three trials. These readings, although precise, were not accurate, producing a 21% deviation. Lastly a bonus sample was tested labeled sample X. All four trials for this test read 128 ppm, producing only a 9% deviation. Although the chip performed well, there was room for improvement. One possible way to improve the chip would be to try a different check valve design; all check valves on both chips were circular. A different design such as the fishbone structure could have been experimented with to obtain more accurate readings. Another way to improve the chip would be to build a better circuit. The circuit used did not always produce consistent readings. The LEDs would occasionally fluctuate between two separate readings. Using new LEDs, a different DAD, or simply constructing a new circuit may have remedied the LED fluctuation issue. Introduction The concentration of fluorescein detected when tears are collected from an eye after inserting fluorescein can be used to detect whether a person has dry eye syndrome. The team set out to design a Nano-chip that would detect the concentration of fluorescein in a patient’s eye to determine, if enough tears were produced in the eye. Work in this field could lead to faster diagnoses for patients with dry eye. Similar devices may be applied to other medical procedures in the future to identify conditions such as HIV, diabetes, or even cancer. The future of nanotechnology has potential and could greatly increase the efficiency and speed of medical testing along with many other applications. Section 1 discusses the constraints, requirements and information needs after being given the product request. Section 2 takes a look at the concept and performance of the first chip design. The second chip design’s performance and design concepts were discussed in section 3. Section 4 of this report analyzes the circuit used for detection and concentration identification. Section 5 analyzes the chips performance during experimentation. Section 6 discusses issues in fabricating Nano-chip technology. Finally, section 7 summarizes the Nano-chip project as a whole. Requirements, Constraints, and Information Needs To create a successful chip many requirements had to be met. Most importantly, the chip had to be able to pass fluorescein samples of varying concentrations to a detection well for testing. This requirement was constrained by the size of the chip and its features. The chip itself had to fit within a 5.08 cm circle, all features on the chip were to have a depth of 200 microns, channels had to be 300 microns to 400 microns in width, and the detection had to be designed to hold 3 microliters of fluid. Information needed from these constrains include; what shape of features allow for most accurate readings, for example circular vs. elliptical staging/detection wells. Information on channel shape and width was also needed; for example, would straight channels or channels that have curves or sharp edges in allow for more efficient sample transportation. Secondly, the chip was required to be able to be cleaned quickly and effectively in between trials. This requirement was constrained by the chip not being able to be removed from the chip holder for cleaning between tests. Information needs that arouse from these constraints included; how to effectively flush the chip of all sample from a previous test; what types of fluids should be passed through the chip for proper cleaning as well as how to know that the chip was completely clean. Next, the chip was required to be designed to fit in a specific chip holder. This requirement was constrained by the type of chip holder; only three hole and four hole chip holders were available. Information had to be gathered on the location of the holes in each chip holder to properly place staging wells and waste wells. Thirdly, the chip was required to be able to communicate the concentration of sample detected to the operator. This requirement was constrained by the materials available; subsequently a circuit was designed to give a binary reading corresponding to the concentration of sample tested. Information had to be gathered on which binary readouts correspond to known concentrations of fluorescein. These reading were used to create a calibration curve and equation for the chip. Lastly, aside from being able to be cleaned between trials, the chip was required to be thoroughly cleaned before chip testing began, and after all testing was completed. This requirement was constrained by the fluids and equipment available for cleaning. Information was needed on how to use an ultrasonic cleaner as well as which available fluids were best fit for cleaning. 1st Chip Design The first chip was designed by the team to test the concentration of fluorescein on a micro level. The chip was required to allow the flow of liquids into the detection well in order to correctly determine the concentration of an unknown fluorescein sample. The team worked on an initial chip design that would appropriately fit the constraints and requirements of the assignment and ideally perform the task of properly identifying the concentration of fluorescein. The first chip design consisted of a chip with four channels designed with slightly different features. Figure 1 (below) displays the first chip design. As seen in figure 1, staging wells 1 and 4 were circular while staging well 2 and 3 were elliptical. The variance of geometry was done in order to determine which staging well shape was most effective in consistently filling the detection well. Another chip component experimented with was location and number of capillary check valves. In staging wells 3 and 4, check valves were placed directly below the staging well; in staging wells 1 and 2 check valves were placed below the staging wells as well as before the detection well. This variance in number and location of check valves was attempted in order to see if the different concepts had any effect on decreasing the backflow of fluid to the staging wells. At the time backflow appeared to be a major concern however, it was later discovered that the amount of back flow did not greatly impact results. 3 4 2 1 Figure 1: First Chip Design Drawing The team discovered that the staging well was not extruded properly, consequently changes were made regarding the size of the staging well. Originally, the staging well was bigger than the constraints allowed. This issue was corrected by completely redesigning and refining the chip using the same basic design structure. Table 1 on the following page shows the calculations for the first chip design (Sample calculations can be referenced in the Appendix). Table 1: Calculations of Features of First Chip Design Staging Wells Volume of Circle Staging Wells Volume= 4.42 µL Volume of Ellipse Staging Wells Volume= 4.34 µL Capillary Check Valves Check Valve Closest to Staging Well 1 Volume=0.198 µL Check Valve Farthest from Staging Well 1 Volume= 0.298 µL Check Valve Closest to Staging Well 2 Volume=0.309 µL Check Valve Farthest From Staging Well 2 Volume=0.26 µL Check Valve From Staging Well 3 Volume= 0.33 µL Check Valve From Staging Well 4 Volume= 0.45 µL Detection Well Detection Well Volume= 3.14 µL Waste Well Waste Well Volume=44.6 µL Channel Flow Length (including Capillary Check Valve Channel Connecting Staging Well 1 Distance = 11314 µm Channel Connecting Staging Well 2 Distance= 14675 µm Channel Connecting Staging Well 3 Distance= 14435 µm Channel Connecting Staging Well 4 Distance= 11440 µm Many features from the first chip were analyzed and changed for future designs. To minimize air bubbles, the number of staging wells was reduced. It was decided that capillary check valves immediately above the detection well were not necessary and were removed. Lastly, the channels were connected before they released into the detection well to minimize air bubbles. The second chip’s concept was to be simple and effective. This goal was accomplished by including only two circular staging wells. Circular wells allowed for a higher volume of fluorescein to enter the staging well within the same amount of space. Two staging wells gave the team fewer places to insert fluid but, fewer places for fluid backflow and air to enter into the staging wells. The capillary check valves were reduced to one on each channel in order to allow smoother fluid flow into the detection well. All of these changes were implemented in order to simplify the design and to improve consistency and results. 2nd Chip Design After testing the first chip and noting its shortcoming and successes the second chip was designed and fabricated. Figure 2: Second Chip Design Drawing The second chip design (shown above in Figure 2) only had two staging wells compared to the first chip design which had four. The second chip was 50900 µm in diameter. Both staging wells were circular with volumes of 5.03 µL (Please refer to appendix A for sample calculations for finding the volumes of the features). The closest edge of the chip to a feature on the chip was 2700 µm which was the distance between the staging wells and the edge of the chip. The channels are straight because testing on previous chips showed that the straight channels worked the best to effectively transports liquid to the detection well. Each channel has a check valve to prevent back flow immediately following the staging well. The two channels meet right before the detection well to avoid air bubble formation, an improvement from the first chip. An elliptical detection well was placed at the center of the chip. An ellipse was used because it allows the most amount of light from the DAD sensor to excite the liquid. The volume the detection well is 3.02 µL. From the bottom of the ellipse a channel leads to a waste well which is the largest feature on the chip having a volume of 24.3 µL. The entire design was created in SolidWorks and the chip was fabricated using a milling machine. The second chip design differed slightly from the first chip design. The first chip had four staging wells, two of which were circles and the others ellipses. In the first chip two of the channels had two check valves which did not significantly decrease back flow and actually made pumping fluid to the detection well more difficult. Therefore, the second check valve was removed from the channels in the second design. The purpose of the check valve is to stop the back-flow into other staging wells. This back flow stoppage occurs because the flow speed in the check valve is slower than in the channel. This difference in flow rate is due to a larger width and volume in the channel at the location of the check valves. The amount of time to get the same amount of liquid through the check valve is longer than that of the channel because it is larger. Fishbone check valves were considered, however this idea was scrapped because the milling machine could not cut the small sharp corners required for the fishbone design. Circuit Analysis At the beginning of the design process, the team designed a circuit that would be used for all preliminary and final testing. The circuit was designed to determine the amount of fluorescein present in a given sample. To test the samples the circuit was first connected to a power source. The electricity from the outlet flowed through a 47 Ohm resistor and then into the DAD detector. There were two cords from the DAD: one with three prongs, the other with two. The two-pronged wire powered the light. Figure 3: The circuit after the DAD integration The prong farthest to the left, marked with a silver line (seen in figure 3 above), was connected to ground, and the other prong powered the blue light of the DAD. The three-pronged cord also powered the photodetector. The prong farthest to the left (marked with a silver mark) was connected to ground, the middle prong sent electricity to the photodetector, and the prong to the farthest right (not marked with a silver line) was used to return the analog signal to the binary voltmeter. Figure 4: LED readout The binary voltmeter changed the signal from analog to digital, and subsequently lit up 8 LEDs in a pattern that corresponded to the analog signal (as seen in figure 4 above). Using the eight LEDs as a binary reading the team was able to extract the decimal value which corresponded to the amount of fluorescein in the sample. One suggestion for an alternative circuit was based upon the reading of the chip. In a mass-production use fluid would enter through a compartment of the device and be directed through channels on a chip to a detection well. To more accurately simulate this form of detection, the chip holder and DAD should be one unit. Many of the team’s errors arose from dirt, soap or air bubbles present in between either the holder and the PDMS or the chip and the holder because the chips and the holder would be separated for cleaning and storage purposes. To avoid these errors while still maintaining the integrity of the experiments a permanent holder should be created to house both the DAD and the base. The holder would be circular and have a slight ridge around half of the circumference of the chip so that the chip could simply slide into place perfectly centered above the photodetector. The use of a permanent chip holder would ensure that it does not dirty as long as the chips are thoroughly cleaned before and after each experiment and the holder is cleaned to remove dust and other particulates accumulate on the holder during storage. While this circuit worked well for the team’s purpose, there are precautionary measures that could have been taken to avoid discrepancies in the testing. One thing the team noticed was that the prongs on both of the cords for the DAD were rusted from years of use. Rust hinders the movement of electrons, which is necessary for accurate signal conversion. To avoid discrepancies the prongs should be cleaned with sandpaper. This would allow unimpeded electron movement and more accurate readings. Another adjustment that could be made would be to adjust the schematic used to create the circuit board. In the schematic the wires that lead to the three- and two-pronged cords are separated by 1 wire space. This close range can lead to confusion as to where each cord is placed. To adjust for this discrepancy the wires leading to their respective cords should be placed farther apart. The team’s recommendation would be to place the three-pronged wires closer to the binary voltmeter to show a better difference in functions of the cords. Performance Analysis This section gives an overview of the performance of each of the Team’s chip designs as well as the effectiveness of the system in producing accurate results. Fluorescin Concentration (ppm) 0 125 250 500 750 7A 12.00 37.00 52.00 74.00 85.00 7B 13.33 24.00 34.67 43.33 48.00 7C 14.00 35.33 52.33 74.00 84.67 7D 17.33 36.67 51.67 64.00 77.33 8A 10.00 38.33 50.67 66.67 79.67 7F 9.70 26.00 41.00 55.00 66.67 7J 12.00 35.00 63.67 87.00 93.67 7I 11.33 41.00 63.66 83.33 91.67 7G 9.00 40.33 55.33 75.33 87.00 7H 9.00 35.67 64.33 94.67 99.00 Table 2: data recorded from all of the calibration and testing labs. Labs 7A-7F used the first chip design, Labs 7J-7H utilized the second design. The results of all preliminary testing can be seen above in table 2. The system that the team used for the duration of the labs remained unchanged from one lab to the next. However, the second chip design led to values within a closer range than that of the first chip design—the standard deviation for the first chip ranged from 2-14 while the standard deviation of the second chip ranged from 1.5-8. This narrower range and lower average—4.4 for the second chip compared to 8.5 for the first—led the team to believe that the second chip design would be better for the final testing since the accuracy of the chip was better. The first chip’s design included 4 staging wells with each channel connecting directly to the detection well. Often times during testing before the detection well was fully filled the fluid would backflow into the other channels. This often led to air bubbles in the detection well. To counteract this problem, the second chip design had 2 staging wells and a connection of the channels prior to reaching the detection well. Since there were fewer channels and the channels were more parallel the fluid flow back-flow did not occur as often and less air bubbles were observed in the detection well. Discrepancies in readings and testing came from the cleanliness of the chip—slight soap residue, a small bubble in the detection well, dust, etc.—back-flow of the liquid, or air bubbles in the detection well. When identifying how to counteract the latter two of these difficulties the team decided to change the number and orientation of the channels. The team decided that the majority of the air bubbles arose from the back-flow of the liquid, thus less fluid entering the detection well to fill it completely. The second chip design addressed these issues by creating straighter and more parallel channels. This led to less backflow, and thus less air bubbles in the detection well. The second chip was much more accurate in the readings. A fluorescein concentration of 750 ppm had the widest range of values, which can be seen above in table 2. For the first chip design the values ranged from 48-85—a range of 37— meanwhile the second chip design ranged from 87-99—a range of 12. While the values for the second chip were generally higher the team reasoned that this was because of either a cleaner chip or more accurate readings from the detection well. Evidently, the fewer staging wells and more parallel channels created a positive outcome on the accuracy of the fluorescein readings. Fabrication Issues Nano-manufacturing has been of great interest in the past few years due to its potential medical and consumer product applications. However, in order for nano-manufacturing to be success and prevalent in the future the equipment and facilities needed to create nano-products needs to become less expensive and more accessible. Companies and education institutions are investing in the R&D and infrastructure for the production of nano-scale products. The nano-scale is where classical mechanics meets quantum physics and it is in that gray area where properties of materials can change from one to the other. An example of this is gold. Gold at the macro-scale is yellow in color, but if it is cut to be 1 nm in width the color at the nanoscopic level is red. This unpredictability in the nano-scale makes it hard to predict how materials will react on such a small scale and if the materials will retain their properties at a macro-scale. Because of this, nano-technology is of much interest to the scientific community. If this chip was to be scaled down to nano scale there would be problems with accuracy. To be considered nano-scaled the chip would have to three times smaller. To test the fluorescein samples at the nano-scale, a machine would have to be used instead of an operator using a syringe. This machine would be the best option to get an accurate prediction of the fluorescein concentration. Also the sensor that would test the chip would also have to be extremely small. Factors such as dust, dirt, and air bubbles would affect the results even more than the micro scale chip that was created for this report. As stated before in the “Circuit Analysis” section if there was a way to have the chip and chip holder one piece this would eliminate the potential of air bubbles and dust in between layers of the chip and holder. Mass production of the chip at the nano-scale would not be plausible because of its price and as well as how easily factors such as dirt and dust would affect the results. As stated earlier nano-scale products are very expensive to create because of the facilities needed to produce such a product. The chips were made of acrylic wafer and the features were created with a milling machine which is a top-down manufacturing method. Due to the nature of the milling of the process there were some limitations on the design of the chip. For example, the features could not have any sharp corners because the bit that was used for the milling was circular. The edges had to have at least a 200 micron radius and a channel’s opening could not be smaller than 300 microns. Also slopes could not be used in the channels because the milling machine could not smoothly create this. When the chip was put under the light box the lines that the milling machine made could be seen. Although this did not seem to affect the performance of the chip, those uneven edges could reflect light back into the sensor on the DAD and skew the results. If the team wanted smaller channels or a sloping channel this would be a problem using this particular milling machine. Other options would have to be explored like getting a smaller bit to do the milling or creating and using a mold. If the chip was to be mass produced, at the micro-scale, a milling machine would not be the most efficient means of production. A more efficient way to create a large volume of chips would be to have a mold created and to use some sort of melted material. This material would then be allowed to cool and then removed from the mold. This process would not only be more efficient but it would allow sharp corners to be created as well as slopes in the channels. Even if the cooling time took longer than the milling machine multiple molds would allow a large number of chips to be created at one time. Also the molds would be reusable. Conclusion In conclusion, the second chip design performed more consistently. This report contains a look into the requirements, first chip design, first chip’s analysis, second chip design, a circuit analysis, a performance analysis, and fabrication issues. These explain the reasoning behind the chip designs as well as the final performance. In the future, the design process could be improved by understanding the results required before beginning to design the part. As a whole, the project could be improved by further analyzing how to effectively use this technology on a smaller scale to detect results for a patient. The team learned about the design process and the steps required in order to complete a design. The team members would like to remember to keep the information up to date at all times for future projects. Also in the future, the team would work to improve communication about meeting times. Appendix Sample Calculations First Chip Staging Well Volumes: 1 1 Equation= 𝑉 = 4 𝐴𝐵ℎ𝜋 𝑉 = 4 (6350𝑢𝑚)(4358𝑢𝑚)(200𝑢𝑚)𝜋 = 4.34𝑢𝐿 (A1) Equation= 𝑉 = 𝑉= = 4.42𝑢𝐿 (A2) 𝑉 = (1201𝑢𝑚)(1050𝑢𝑚)(200𝑢𝑚)𝜋 = .198𝑢𝐿 (A3) 1 𝐴𝐵ℎ𝜋 4 1 (6350𝑢𝑚)(4427𝑢𝑚)(200𝑢𝑚)𝜋 4 Capillary Check Valve Volumes This is the first check valve reached when liquid flows from the well. 1 4 Equation= 𝑉 = 𝐴𝐵ℎ𝜋 1 4 This is the second check valve reached 1 Equation= 𝑉 = 4 𝐴𝐵ℎ𝜋 Equation= 𝑉 = Equation= 𝑉 = Equation= 𝑉 = Equation= 𝑉 = 1 𝐴𝐵ℎ𝜋 4 1 𝐴𝐵ℎ𝜋 4 1 𝐴𝐵ℎ𝜋 4 1 𝐴𝐵ℎ𝜋 4 1 𝑉 = 4 (1192𝑢𝑚)(1594𝑢𝑚)(200𝑢𝑚)𝜋 = .298𝑢𝐿 1 𝑉 = 4 (1446𝑢𝑚)(1362𝑢𝑚)(200𝑢𝑚)𝜋 = .309𝑢𝐿 1 𝑉 = 4 (998𝑢𝑚)(1639𝑢𝑚)(200𝑢𝑚)𝜋 = .26𝑢𝐿 1 𝑉 = (1885𝑢𝑚)(1127𝑢𝑚)(200𝑢𝑚)𝜋 = .33𝑢𝐿 4 1 𝑉 = 4 (1398𝑢𝑚)(2067𝑢𝑚)(200𝑢𝑚)𝜋 = .45𝑢𝐿 (A4) (A5) (A6) (A7) (A8) Detection Well Volume 1 𝑉 = 4 (3661𝑢𝑚)(5322𝑢𝑚)(200𝑢𝑚)𝜋 = 3.14 𝑢𝐿 1 4 𝑉 = (14897𝑢𝑚)(19052𝑢𝑚)(200𝑢𝑚)𝜋 = 44.6 𝑢𝐿 Equation= 𝑉 = 4 𝐴𝐵ℎ𝜋 1 (A9) Waste Well Volume Equation = 𝑉 = 𝐴𝐵ℎ𝜋 1 4 (A10) Channel flow lengths (including capillary check valve) Distance= 11314um Distance= 14675um Distance= 14435um Distance=11440um Second Chip: Staging Well Volume: Staging wells 1 and 2 are identical circles Equation= 𝑉 = 𝜋𝑟 2ℎ 𝑉 = 𝜋(2.83𝑚𝑚)2 (0.20𝑚𝑚) = 5.03𝑢𝐿 (A11) Capillary Check Valve Volume: Although the check valves were created using a circle they will be treated as elliptical cylinders because they are not closed circles. 1 4 Equation= 𝑉 = 𝐴𝐵ℎ𝜋 1 4 𝑉 = (1𝑚𝑚)(1𝑚𝑚)(200𝑢𝑚)𝜋 = .198𝑢𝐿 (A12) Detection Well Volume: 1 𝑉 = 4 (5156𝑢𝑚)(3728𝑢𝑚)(200𝑢𝑚)𝜋 = 3.02 𝑢𝐿 1 𝑉 = 4 (14186𝑢𝑚)(10914𝑢𝑚)(200𝑢𝑚)𝜋 = 24.3 𝑢𝐿 Equation= 𝑉 = 4 𝐴𝐵ℎ𝜋 1 (A13) Waste Well Volume: Equation = 𝑉 = 4 𝐴𝐵ℎ𝜋 1 (A14)