Bore sighting between a laser and other optical - New
advertisement

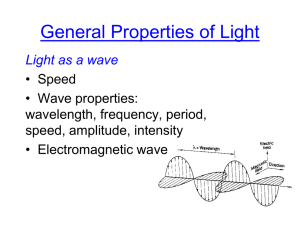
Modern technologies are characterized by extreme complexity, and by the fact that one system is built by fusing several technologies together. A typical system could involve such technologies as accurate mechanics, lasers, vision systems, computers, electronics and packaging. The present article will concentrate on several aspects of alignment between lasers, vision systems, optics and state of the art mechanics. Alignment is achieved by new techniques involving special state of the art electronic autocollimator and new laser straightness measurements. The autocollimator device comprises of two instruments fused into a single unit, one being an electronic autocollimator and the second is a laser beam profiling system. This combination with some additional optics will be very useful for bore sighting application between an optical sight and laser systems. Another aspect of this article will be, using laser in specific industrial alignment applications. The alignment effect is achieved by a specially designed instrument the Alingmeter. Two of the most important advantages of lasers over other light sources is their ability to propagate over long distances without spreading significantly (that is, to be highly collimated), and their capacity to travel along perfect straight lines without any deviation(assuming no significant air turbulence).The easiest way to characterize deviation between a perfect laser line and a mechanical body is to attach a measuring device capable of measuring incoming laser beam direction position and angle Figure 1: Using an Alignmeter to check deviations from a lasers strait line Description of the Laser Autocollimator Known autocollimators are high-precision instruments for measurement of angular reflections. Main applications are calibration and measurement tasks in optical and mechanical engineering. Autocollimator projects a reticule pattern as a collimated beam to infinity by a telescopic lens. A mirror positioned in its optical propagation path will back reflect the beam into the autocollimators' aperture. The reflected beam generates the auto collimation image which is observed by the users eye via an eyepiece, The autocollimation effect and name is derived from the fact that the same telescopic lens is used to project the image and collect its back reflection from a mirror element. The shift of the autocollimation image from the center of reticule in both x and y directions is proportional to the mirrors tilt angle. Because of the laws of reflection which double the angle of the back reflected beams, autocollimators are calibrated to show half the angle of the total incoming beam deviation. Thus when the mirror is perpendicular to the optical axis, the beam is reflected into itself and the displayed back reflected image will be exactly centered. Figure 2: Working principle of an Autocollimator Applications are roughly divided into two fields - optical and mechanical engineering. Several typical examples will demonstrate the main area of application and usefulness of this century old technology. Most common applications in the optical field are: -Testing of Parallelism of optical surfaces of optical wedge or windows -Testing of prismatic elements -Relative Measurement of Angular Error of Prisms -Testing of Camera Objectives -Radius Measurement of Concave and concave Spherical Surfaces -Measurement of the Centration Error Applications in Mechanical Engineering: -Measurement of Parallelism of Two Surfaces -Measurement of Perpendicularity of Two Parallel Setting of Rolls -Pitch and Yaw Measurement of Slides -Measurement of Roll-Angle -Straightness Measurement -Flatness Measurement Development in the laser field created a need for accurate alignment of a laser beam to its mechanical datum. Many other applications require alignment of the laser beam to its optical cavity or to other optical elements. Lasers are frequently found in similar areas as autocollimator application such as straightness measurements, machine alignment and wide-bed printers. Alignment of lasers to an optical or mechanical datum, while adjusting the laser divergence angle along the optical axis will greatly improve the optical performance of laser systems The new apparatus is based on a state of the art autocollimator combined with an imaging laser beam profiler. The technology presented allows fusing data of alignment autocollimator with incoming laser beam information to increase the overall performance and possible applications. Laser beam deviation is compared with the autocollimators’ center axis and allows intricate alignment of lasers to optical or mechanical datum planes. Bore sighting between a laser and other optical sights A special interest is the alignment of two or more line of sights, one from a laser source and the second from one or more cameras with a significant parallax distance between the devices. We will regard this layout as a bore sighting problem and analyze a solution using the newly introduced laser analyzing autocollimator. Originally Bore sighting is defined as the adjustments made to an optical scope to be aligned to the firearm barrel. A device called a bore-sighter or collimator is used to accomplish this. It consists of an optical head and a bore-diameter adaptor which is inserted into the muzzle of the rifle. By observing an external target, once through the bores' optical head and secondly through the weapon scope, an adjustment could be made such that both will point at the same target. Traditional boresighting, as the name suggests, involves adjusting the guns sight to the bore of a gun using an external fixed point target. A more modern method of boresighting is to use a laser rather than by visual inspection to illuminate the distant point. This method is preferable because the adjustment through the weapon sight is made by a single observation through the instrument scope. As laser technology has become less expensive, laser bore sighters have become popular for sighting in rifles. Frequently this concept is borrowed to aligning multiple lines of sight although there is no iron weapon involved but, laser to sights, or sight to sight. All these applications have a common trait with the original application, the fact that one has to have a remote external target in order to perform the line of sights alignment. The newly invented Laser Analyzing Autocollimator, will allow boresighting between multiple lines of sights to a laser, or laser designator or some other boresighting application. It is the purpose of this setup to allow alignment of lasers to its mechanical axis or external sights without the need of an external target with high accuracy and reliability. Two enabling technologies for performing the laser& sights boresighting are required, one is using an accurate periscope to achieve the required offset to neutralize the parallax between the laser and sights, and second the LAA instrument. Typical ray trace for a periscope is demonstrated bellow. Figure 3: Periscope working principle Recent advances in diamond turning technologies offer the capability of manufacturing a periscope from a single metal piece with very high accuracies. Such unique capability is offered in Israel by the very high tech shop Levanon located in Haifa In the next two schematic drawing we outline two applications one of alignment between laser and optical sight and the second between the laser, its mechanical axis and external sight. Both application involve the use of newly invented Laser Analyzing Autocollimator (LAA) combined with an optical invariant capable of offsetting the parallax between the Laser and other lines of sights. An optical invariant refers to an optical device that will keep the parallelism of incoming and outgoing radiation through its apertures regardless of its mechanical orientation. The most known devices in this area are optical periscopes and retro-reflectors. In the following setup examples a boresighting application between a laser system and an optical sight will be demonstrated. In this case the parallax between the two systems is about 20cm and the periscope optical offset is 10cm. The boresighting procedure is performed in two stages. In the first stage the periscope is deployed to cancel the parallax between the laser and the LAA. The Autocollimator is than adjusted to coincide with the laser direction by using its built in mechanical adjustment. The adjustment is performed in both axis’s pitch and yaw. Than the periscope is rotated 180 degree to cancel the parallax between the sight and autocollimator. The built in Autocollimators' cross is than projected to the sight which will be adjusted to coincide with the projected cross direction. This procedure will bring the sight to be perfectly aligned to the laser direction, if a small angular offset is required between the two it also can be easily achieved. Because of this special set up, the effective Autocollimator aperture for bore sighting applications will exceed 200mm, these effective aperture conversion is a function of the length of the used periscope. Figure 4: First step, aligning of Autocollimator to the laser using the periscope In a second application the basic requirement is to bring the laser and its sight to be aligned with a mechanical mounting interface. In this application the LAA will be first aligned to a mirror surface representing the mechanical interface. Than the periscope will be mounted to cancel the parallax between the laser and the LAA, allowing adjustment of the laser to the Autocollimator and than in a similar way as previously explained adjust the sight to the LAA. This procedure will ensure perfect alignment between the mechanical interface to its optical means. In Bore sighting applications the final accuracy and feasibility is crucial. This new technology achieves better results in a shorter time and without the need of external targets, enabling various sensors and lasers to have their line of sight perfectly aligned. So far the system works well with lasers and sighs from UV to communication and eye safe lasers of 1550nm although this technology could be further expended to longer wavelengths. Figure 4: First step, aligning of Autocollimator to the mechanical reference using a mirror Straightness and general mechanical alignment using an Alignmeter In general, a laser is used for alignment by making it parallel to reference points or a datum and using a target to measure deviations from those points. For straightness and alignment along a line the natural reference will be a laser line combined with a position sensitive device for variations readings. The laser is detected, or intercepted, by position-sensing detectors (PSDs). The center of energy of the laser spot is detected and converted to an electrical signal proportional to its location on the surface of the target. Using a variety of handheld readouts or computer interfaces for use with proprietary software, the signal is converted into a calibrated reading,. In order to perform straightness measurements the incoming direction of the laser beam relative to its optical aperture is also needed .The Alignmeter offered by Duma Otronics does exactly that by combining two detectors into a single instrument. For straight-line laser applications, measuring beam straightness, aligning several mechanical section into one, two reference points are needed. The straightness of machine components, like guide ways, or the straightness of lines of motion of machine components, can be checked with the Alignmeter and a base mounted laser. The Alignmeter is moved step by step along the guideway which is to be measured. When the Alignmeter base is tilted or laterally shifted because of unstraightness of the slide-way, the angle of tilt and the lateral movement will be measured by it. The measuring accuracy depends on the number of measuring points along the line. Similar application from the measuring point of view is assembling a slide way built out of sections. Although similar from the measuring point of view this is actually an enabling mechanical technology, it allows building large accurate slides out of sections, thus significantly simplifying manufacturing and transportation while allowing building high accuracy slide-ways at the site. Every application involving a long haul experiences the same problem, should the manufacturing of the mechanical large beam be from a single piece or from several sections. Single piece manufacturing of rail and slide systems requires large and very accurate machining and poses special challenges on transportation and final assembly. On the other hand, manufacturing based on sections and assembly into one large rail and slide-way at a later stage, has many advantages from the manufacturing point of view, but poses a great challenge on final accuracy and assembly. By using the Alingnmeter in a similar way as in the drawing bellow the rail and slide way could be manufactured from sections and later assembled with high accuracy to create a highly accurate single piece. Figure 7: Using the Alignmeter to assemble a number of segments to a strait line. The advantages of this approach are obvious. The machining could be performed on smaller more accurate machines, transportation and assembly is easier and more accurate since accuracy is checked in real time. The idea of using lasers in conjunction with high accuracy measurement of the beam location and its pitch and yaw values for real time straightening appears at first glance a simple one, but the implementation on a single compact measuring instrument is opening new application possibilities. Conclusions The development and implementation of state of the art measuring instrumentation that fuse between laser analyzing and traditional optics allow for a significant advancement in the area of target-less boresighting and accurate alignment. New approaches to alignment and lasers combined with diamond machining of intricate optical assemblies will lead to proper assembly of mechanics, lasers and optics. The demonstrated alignment and bore sighting process will allow industrial users outstanding results with real time verification procedures.