Purpose Data Retention Bake tests are performed to ensure the
advertisement

Data Retention Bake
Test Purpose
Data Retention Bake tests are performed to ensure the performance of data stored
in memory devices, such as EPROMs. These type of tests measures the ability of the
floating gate of the product to retain data.
Test Principle
In an electrically erasable device, the floating cell is programmed by forcing electrons to
tunnel through the tunnel oxide into the floating gate. Ideally, these trapped electrons
mean that the device remains programmed indefinitely. Actually, the charge cannot
remain indefinitely, but its lifetime is normally extremely long. The stability of the program
charge is known as data retention—i.e., the ability of the device to retain its charge as
programmed, or to retain its data.
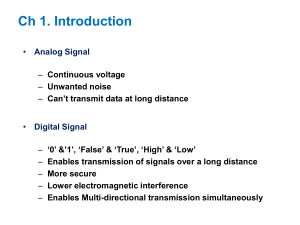
Temperature Dependence of Semiconductors
Since the average energy of a solid, and its components
(atoms, electrons, etc.), is in direct relation with its
temperature, temperature must be considered as one of the
most important parameters impacting the behavior of
semiconductors, and electronic devices. Basically, the higher
the temperature, the more (thermal) energy is available for
use by the atoms and electrons of a solid. Consequently,
temperature shall have a significant impact on the energy
state of electrons in a semiconductor, and thus the behavior of
electronic devices.
Note the difference in energy states occupied by an electron at temperatures of 300 K
and 604 K. At a higher temperature, the electron distribution is more gradual, because
the higher thermal energy promotes more electrons from lower states to higher states.
Charge Loss in EPROMs
Leakage is normally dominated by thermal
charge decay. On one side of the energy
barrier, there are electrons with a distribution
of energies. Some have enough energy to
escape over the top of the barrier. As the
temperature is raised, more electrons achieve
the energy required to overcome the barrier.
Test Conditions
• Plastic encapsulated devices are tested at a maximum bake temperature of 150C, 2,000
hours for Data Retention Bake testing.
• Moisture Bake-out requires a temperature of 125C for a period of 24 hours.
Associated Failure Mechanisms
• Molding compound or die attach impurities may be released due to thermal induced
chemical reactions.
• Programmable products may demonstrate charge loss due to defects on oxide.
• Interdentally growth at bonds of dissimilar metals may be observed—e.g., Gold wire
bonds.
Temperature Cycle
Test Purpose
Temperature Cycle (TC) test, also called Temperature Cycling, determines the ability of
integrated circuits components and solder interconnects (of electronic assemblies) to
withstand the mechanical stresses induced by the alternating high and low temperature
extremes.
Test Principle
TC test is an accelerated test by which IC packages are exposed to a number of cycles of
extreme air temperatures that may be as low as 65°C and as high as 150°C. Thermal
cycling is likely to initiate mechanical fatigue degradation mechanism in all circuit
materials, but the processes are greatly accelerated where mechanical or chemical defects
have created stress concentrators—e.g., microcracks, hard precipitates, and abnormally
thin features.
Test Conditions
• -55°C~125°C
• -40°C~150°C
• 1-3 cycles per hour
Cracked Passivation
Associated Failure Mechanisms
• Cracked packages and die
• Cracked passivation and thin film
• Broken or sheared bond wires and bonds
• Bond pad cratering
• Die attach separation or failure
• Interlayer dielectric voids or cracks
Passivation Damage
• Stress-induced metallization voids
• Displaced metallization
• BGA substrate damage to trace and via
• BGA–beam lead damage
• Loss of hermeticity on hermetic package
Die Top Delamination
delamination
Delamination
Ball Neck Broken
b
Sheared Ball Bonds
High Temperature Operating Life
Test Purpose
High Temperature Operating Life (HTOL) Tests, also known as Steady-state life tests, are
performed for the purpose of demonstrating the quality or reliability of devices over an
extended period—i.e., to estimate the useful life of a product under normal operating
conditions.
Test Principle
HTOL tests are accelerated tests by which IC packages are subjected to electrical tests that
simulate normal operating conditions, performed at elevated temperatures to provide
thermal acceleration. The tests are specifically designed to evaluate the different portions—
i.e., early life, inherent life, and extended life—of the useful life of a product where parts with
manufacturing defects would fail.
Early life tests are specifically designed to evaluate the reliability of the product during the
first 4,000 hours of field use at 55C. Inherent life tests evaluate the reliability from
approximately 4,000 to unbounded.
Life tests are usually performed on a relatively large sample in order to detect small
percentages of defective products.
Test Conditions
Temperature: Ambient temperatures can range from 100C to 150C .
Bias voltage: Voltage and signal levels are device specific.
Associated Failure Mechanisms
• Silicon defects: Numerous crystallographic defects occur during the growth and
subsequent processing of silicon crystals and wafers. These defects involve lattice
imperfections and can be divided into three categories: local (which have minimal longrange disorder), aggregate, and miscellaneous.
• Oxide defects are primarily charge trap centres that are created during manufacturing and
by exposure to high-energy radiation. Charge trapping plays a major role in degrading the
performance and causing failures in semiconductors and is of great significance as size of
the devices are reduced.
Masking Defect
• Masking anomaly:Close up
view of the masking defect
between the floating gate of
the failing bit and its adjacent
bit. Arrows pointing at the
failing bit and masking defect.
• Manufacturing defects (mechanical damage).
• Diffusion or implant anomaly.
• Ionic contamination: Mobile charges, including surface inversion.
Highly Accelerated Stress Test/Steam Pressure Pot
Test Purpose
HAST:The Highly Accelerated Stress Test (HAST) is performed for the purpose of evaluating
the reliability of non-hermetic packaged solid-state devices in humid environments—i.e., to
determine the integrity of plastic packages to moisture ingress.
SPP:Steam Pressure Pot (SPP) test—also known as Saturated Pressure Cooker test, or
Accelerated Moisture Resistance-Unbiased Autoclave test—is performed to evaluate the
survivability of plastic packages when moisture is forced through the encapsulant to the die
surface.
Test Principle
HAST:Under conditions of high humidity and temperature, moisture can permeate the
molding compound of plastic packages, or travel up leads. The presence of contaminants
within a package in combination with moisture can eventually lead to electrolytic corrosion of
the die metallization.
SPP:The non-hermetic structure of plastic packages virtually exposes the die to humidity
and chemical attack. Routes of moisture ingress and chemical penetration to the die include
diffusion through the bulk paths due to delamination of encapsulation from lead frames, and
through cracks in the encapsulant.
Test Conditions
HAST: Temperature, Relative Humidity & Vapor Pressure:
P ackage
T e m p e ra tu re
R e la t iv e
T e m p e ra tu re
V apor
D u r a t io n
T ype
D r y B u lb ( C )
H u m id it y ( % )
W e t B u lb
P re s s u re
(H o u rs )
( C )
P s ig / M P a
Leaded
1 3 0 + /- 2
8 5 + /-5
1 2 4 .7
1 8 .6 / 0 .2 3 0
9 6 (-0 , + 2 )
BGA
1 1 0 + /- 2
8 5 + /-5
1 0 5 .2
3 .0 / 0 .1 2 2
2 6 4 (-0 , + 2 )
SPP: Temperature, Relative Humidity & Vapor Pressure:
Temperature(
º C)
Relative Humidity
(%)
121
Pressure (psig)
100
Bias voltage
15
Duration
Duration(hours)
None
168
Associated failure Mechanisms
• Electrolytic electromigration
Dendrites
producing gold, copper and silver
dendrites resulting in dendritic
shorts across metallic conductors
through insulators.
• Open metallization: Galvanic corrosion of aluminum. Galvanic
corrosion describes corrosion of metals accelerated by an
electromotive force resulting from a chemical reaction between
dissimilar metals—i.e. a galvanic couple.The galvanic couple
formed by a gold ball bond on aluminium provides a driving
electromotive force that accelerates corrosion.
• Metal deposition process (chemical impurities)
• Passivation composition (mechanical stress)
• Passivation integrity (porosity)
Corroded Die Pads
Proconditioning
Test Purpose
The purpose of Preconditioning is to simulate stresses encountered by surface mounted
packages from the time products are shipped to customers through the assembly process onto
PC boards.
Test Principle
Surface mount packages are exposed to a variety of stresses including extremes of humidity
and temperature in shipping and storage, as well as fluxes and solvents used in the board
mounting and cleaning operation. The series of examinations and tests that make up the
Preconditioning test flow are designed to simulate these conditions.
Test flow
Electrical Test
External Visual Inspection
All units. 40X and Naked Eye
1
Scanning Acoustic Microscope Examination
(SAM)
High Temperature Storage
1. Non-Destructive Test using SAM
2. Simulate Drying Process of silica gel by
2
dry pack. The normal condition is
24hrs@125C.
Moisture Soak
(see traveler)
3
3. Simulate Moisture Absorption in
Production line. Different level base on
customer’s requirement.
Was the soak duration
within the specified tolerance
Yes
No
44
Convection Reflow
3 passes
External Visual Inspection
All units. 40X and Naked Eye
Floor Life Time after
Unpack
1
T&H Cond.
( C/ %RH)
85/85, 168 HRS
Unlimited
2
85/60, 168 HRS
1 Year
3
30/60, 192 HRS
4
30/60,
96 HRS
72 HRS (3 Days)
5
30/60,
72 HRS
48 HRS (2 Days)
6
30/60,
6 HRS
Level
168 HRS (1 Week)
6 HRS
4. Simulate Soldering Process.
Scanning Acoustic Microscope Examination
(SAM)
Electrical Test
Associated Failure Mechanisms
• Popcorning
• Crack
• Delamination
Popcorning
Die Crack
Delamination
Write/Erase Endurance
Test Purpose
This test is used to verify that floating gate products can be programmed and erased the
number of times guaranteed by their databook, typically from 10,000 to 1,000,000 cycles.
Test Principle
Flash memory is a non-volatile memory that basically represents a synthesis of EPROM and
EEPROM memory cells—i.e., Flash consists of a single transistor (like EPROM) and is
programmed and erased electrically (like EEPROM). Flash properties include high speed,
nonvolatility and in-system updateability.
Flash memory cells hold data by adding or removing charge from a floating gate (FG)—i.e., a
conductive material layer between the gate and the channel and completely surrounded by
insulator. Shifting charge on the floating gate changes the threshold voltage levels of the
transistor (high-low), corresponding to the 2 states of the memory cell.
Schematic Cross Section of Flash Cell
Flash basic
In a generic FG device, the upper gate is the
control gate, and the lower gate, completely
isolated within the gate dielectric is the
floating gate (FG). The FG basically acts as a
potential well to store charge.
Flash Programming
Flash Programming
To move charge in the FG, Flash generally uses HEI
(Hot Electron Injection) whereby hot electrons are
injected in the FG, thus changing the threshold
voltage level of the FG transistor to high.
Programming is obtained by simultaneously
applying pulses to the control gate and to the drain
when the source is grounded.
Flash Erasing
Flash Erasing
Electrical erase is typically achieved via FN (FowlerNordheim) tunneling of charge from the FG to the
source. The erase operation requires a high voltage
pulse with a controlled width applied to the source
(common to all the transistors in the array/block)
when the control gates are grounded and the drains
floating.
Associated Failure Mechanisms
• Charge loss or gain
• Time dependent dielectric breakdown
• Oxide trapping
• Erase time degradation
Scanning Acoustic Microscope (SAM)
Test Purpose
The initial and final acoustic microscope examinations are performed to detect internal defects
such as package crack, die crack, voids in mold, die tilt, and delamination at die, die pad and
lead frame.
Test Principle
Internal Defects
W ire B o n d s
M o ld C o m p o u n d
A Scanning Acoustic Microscope, or SAM, uses
D ie
D e la m in a tio n
L e a d F ra m e
V o id
P a c k a g e C ra c k
D ie T ilt
D ie P a d
ultrasonic waves that freely propagate through liquids
and solids, and reflect at boundaries of internal flaws
and changes of material, to provide detailed images of
D ie A tta c h (E p o x y )
the internal structures of packages. SAM scanning
S A M IN S P E C T IO N M O D E S
P u ls e -E c h o
T h ru T ra n s m is s io n
T ra n sm it
&
R e ce ive
T ra n sm it
basically involves mechanically scanning a transducer
back and forth over a sample to generate images of
the internal structures of a sample. The equipment
enables 2 scanning modes—Pulse Echo Mode, and
Through Transmission Mode—each with its own
R e ce ive
characteristics, advantages and limitations.
Pulse Echo Methods
• A-scan : Inspection with waveform
A -S c a n
C -S c a n
DATA G ATE
displayed on oscilloscope.
• B-scan : Inspection with vertically x-
N o rm a l
sectioned 2-d image.
• C-scan : Inspection with horizontally xsectioned 2-d image..
• TAMI : C-Scan with multiple gate.
TAMI Scan
Thru-Transmission Method
P h a s e In v e rte d
P h a s e In v e rs io n C -S c a n to in s p e c t
d e la m in a tio n a t d ie , d ie -p a d a n d le a d fra m e :
R E D = D e la m in a tio n
Y E L L O W = P a rtia l D e la m in a tio n
B-Scan
T-Scan
• T-scan : Inspection with transmitted
signal.
D ie A tta c h a re a
Introduction to Reliability Testing
What is Reliability?
• The probability that a device or a system will perform a required function under stated conditions for a stated period
of time.
• The Reliability Function R(t)
- R(t) is the probability of surviving to time t
- F(t) is the probability of failure by time t
- The probability of surviving and the probability of failing is equal to 1
R(t) + F(t) = 1
- Therefore the Reliability is:
R(t) = 1 - F(t)
• The bathtub curve has traditionally been used to describe the failure rate.
•
(EL)Early Life Region
- Rapidly decreasing failure rate.
- Defective fraction of population resulting from
manufacturing variations.
- First 4000 hours of field life or (FEH) Field Equivalent
Hours at 55°C ambient.
• (IL) Inherent Life - Constant Failure Rate Region
-“Useful or working life”
- Random failures caused by long-term failure mechanisms or aggravated by the operating conditions.
- The time period past the 4000 FEH with no upper limit.
• Wear out
- Rapidly increasing failure rate.
- Not generally observed for today’s integrated circuits(obsolescence).
What is Accelerated Testing?
•
In accelerated testing, the devices or system are operated at or subjected to stress levels
significantly more severe than they would normally experience in order to make failures occur
faster.
•
It is important to ensure that the failure mechanisms observed under accelerated conditions are
the same as those that would be observed under normal operating conditions in the application.
•
The acceleration factor is a constant relating times to failure at two stress levels.
- The Thermal Acceleration Factor (TAF) is: TAF = RF / RS = exp[(Ea / k) (1/TJF - 1/TJS)]
- The Voltage Acceleration Factor (VAF) is: VAF = exp [{230 (Vs - Vn) / Tox }] (for Dielectric Breakdown)
VAF = exp (Vs - Vn) (for Charge Gain in Flash Memories)
Main reliability test types
Preconditioning: simulate stresses encountered by surface mounted packages from the time
products are shipped to customers through the assembly process onto PC boards.
Device level accelerated testing: High Temperature Operating Life, EOS/ESD classification tests,
Write/Erase Endurance.
Package level accelerated testing: Temperature cycling, High Temperature Storage, Steam Pressure
Pot, Temperature Humidity Bias, Highly Accelerated Stress Test.