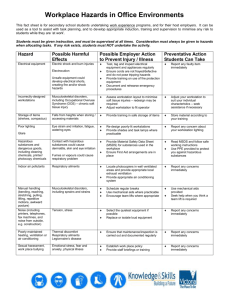
Assembly Line Balancing
advertisement

Assembly Line Balancing Introduction to Industrial Engineering The Line Balancing Problem The problem is to arrange the individual processing and assembly tasks at the workstations so that the total time required at each workstation is approximately the same. Nearly impossible to reach perfect balance Things to consider Sequence of tasks is restricted, there is a required order Called precedence constraints There is a production rate needed, i.e. how many products needed per time period Design the line to meet demand and within constraints Terminology and Definitions Minimum Work Element Total Work Content Workstation Process time Cycle Time Precedence Constraints Balance Delay Minimum Work Element Dividing the job into tasks of a rational and smallest size Example: Drill a hole, can’t be divided Symbol – Time for element j: Tej is a constant Tej Total Work Content Aggregate of work elements n Twc Tej j 1 Workstation Process time The amount of time for an individual workstation, after individual tasks have been combined into stations Sum of task times = sum of workstation times Cycle time Time between parts coming off the line Ideally, the production rate, but may need to be adjusted for efficiency and down time Established by the bottleneck station, that is station with largest time Precedence Constraints Generally given, determined by the required order of operations Draw in a network style for understanding Cannot violate these, an element must be complete before the next one is started Balance Delay Measure of line inefficiency due to imbalances in station times nTc Twc d nTc Method – Largest Candidate Rule List elements in descending order of T Assign elements to first station, from top to bottom of list, minding constraints, and not causing sum to exceed cycle time Continue assigning elements to stations where each station < cycle time, largest assigned first, until all assigned EXAMPLE