Ch7_SizeReduction
advertisement

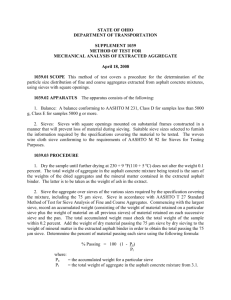
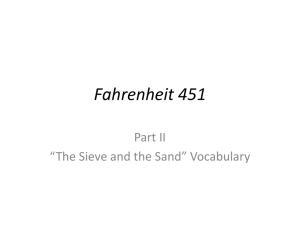
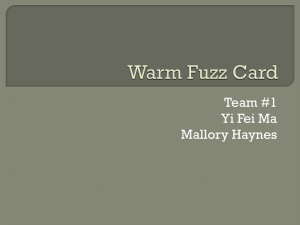
Size reduction Theory Force for reduce the size of food Compression Impact forces forces Shearing(or attrition) forces Stress-strain diagram for various foods Relationship between stress and strain force in size reduction When stress (force) is applied to a food the resulting internal strains are first absorbed, to cause deformation of the tissues. If the strain does not exceed a certain critical level named the elastic stress limit (E), the tissues return to their original shape when the stress is removed, and the stored energy is released as heat (elastic region(O–E)) Relationship between stress and strain force in size reduction If the strain area exceeds the elastic stress limit, the food is permanently deformed. If the stress is continued, the strain reaches a yield point(Y). Above the yield point the food begins to flow (Y– B) Finally, the breaking stress is exceeded at the breaking point (B) and the food fractures along a line of weakness. Part of the stored energy is then released as sound and heat. Relationship between stress and strain force in size reduction The size of the piece is reduced, there are fewer lines of weakness available, and the breaking stress that must be exceeded increases. When no lines of weakness remain, new fissures must be created to reduce the particle size Force for size reduction in food Friable or crystalline foods Compression force Fibrous foods Impact force Shearing force Other factor Other factor which influence the energy input; Moisture content of the food Optimum moisture-easily breakdown e.g. wet milled Exceed moisture-agglomeration of particles which block the mill Heat sensitivity of the food high speed mill temperature increase so necessary to cool the mill Size-reduction Equipment The size-reduction equipment Using to reduce the size of food materials fibrous foods (as meats, fruits and vegetables) to smaller pieces or pulps dry particulate foods to powders. Size reduction of fibrous foods slicing and flaking equipment dicing equipment shredding equipment pulping equipment Slicing and flaking equipment used to slice the products including cheeses, pizza toppings, cooked meats, cucumber and tomato. Meats are also cut using circular rotary knives with a blade at right angles to the path of the meat. The blade advances with the product on the conveyor to ensure a square cut edge regardless of the conveyor speed or cut length which can be adjusted. Dicing equipment The products are first sliced and then cut into strips by rotating blades. The strips are fed to a second set of rotating knives which operate at right angles to the first set and cut the strips into cubes Shredding equipment is a modified hammer mill in which knives are used instead of hammers to produce a cutting action. Pulping equipment This uses a combination of compression and shearing forces for juice extraction from fruits or vegetables, for cooking oil production and for producing pureed and pulped meats. For example; a rotary fruit crusher consists of a cylindrical metal screen fitted internally with high-speed rotating brushes or paddles For bowl chopper is used to chop meat and harder fruits and vegetables into a pulp (for example for sausagemeat or mincemeat preserve). Food may be passed several times beneath the knives until the required degree of size reduction and mixing has been achieved. Size reduction of dry foods Ball mills Disc mills Hammer mills Roller mills Ball mills These have a slowly rotating, horizontal steel cylinder which is half filled with steel balls 2.5–15 cm in diameter. At low speeds, the small balls are used. At higher speeds, the larger balls are used. They are used to produce fine powders, such as food colourants. Disc mills • Single-disc mills in which food passes through an adjustable gap between a stationary casing and a grooved disc, which rotates at high speed. • Double-disc mills which have two discs that rotate in opposite directions to produce greater shearing forces. Pin-and-disc mills which have intermeshing pins fixed either to the single disc and casing or to double discs. These improve the effectiveness of milling by creating additional impact and shearing forces. Hammer mills These have a horizontal cylindrical chamber, lined with a toughened steel breaker plate. A high-speed rotor inside the chamber is fitted with swinging hammers along its length. Using for crystalline and fibrous materials including spices and sugar. Hammer mill Roller mills Using to mill wheat. Two or more steel rollers revolve towards each other and pull particles of food through the ‘nip’ (the space between the rollers). The size of the nip is adjustable for different foods and overload springs protect against accidental damage from metal or stones. Applications of size reduction equipment Properties and applications of selected size reduction equipment Energy for size reduction The energy required to reduce the size of solid foods is calculated using one of three equations, as follows: Kick’s law Rittinger’s law Bond’s law Kick’s law the energy required to reduce the size of particles is proportional to the ratio of the initial size of a typical dimension to the final size of that dimension d E K K ln 1 d2 E(J.kg-1) = the energy required per mass of feed (W/(kg/s)) KK = Kick’s constant, d1 (m) = the average initial size of pieces, d2 (m) = the average size of ground particles. d1/d2 = the size reduction ratio (RR) and is used to evaluate the relative performance of different types of equipment. Coarse grinding has RRs below 8:1, whereas in fine grinding, ratios can exceed 100:1 Rittinger’s law the energy required for size reduction is proportional to the change in surface area of the pieces of food 1 1 E K R d 2 d1 E(J.kg-1) = the energy required per mass of feed (W/(kg/s)) KR = Rittinger’s constant, d1 (m) = the average initial size of pieces, d2 (m) = the average size of ground particles. Bond’s law E 100 100 W d2 d1 E(J.kg-1) = the energy required per mass of feed (W/(kg/s)) W (J kg-1) = the Bond Work Index (40,000–80,000 J kg-1 for hard foods Such as sugar or grain) d1 (m) = diameter of sieve aperture that allows 80% of the mass of the feed to pass d2 (m) = diameter of sieve aperture that allows 80% of the mass of the ground material to pass. Kick’s law gives reasonably good results for coarse grinding in which there is a relatively small increase in surface area per unit mass. Rittinger’s law gives better results with fine grinding where there is a much larger increase in surface area Bond’s law is intermediate between these two. However,equations Rittinger’s law and Bond’s law were developed from studies of hard materials (coal and limestone) and deviation from predicted results is likely with many foods. EXAMPLE 1 Food is milled from 6 mm to 0.0012 mm using a 10 hp motor. Would this motor be adequate to reduce the size of the particles to 0.0008 mm? Assume Rittinger’s equation and that 1 hp 745.7 W. Given 1. d1 = 6 mm. = 6 x 10-3 m. , d2 = 0.0012 mm. = 0.0012x10-3 m. E1 = 10 hp. x (745.7 W/hp.) 2. E2 = ? When d2 =0.0008 mm. = 0.0008 x10-3 m. Assume rate of throughout no change From Rittinger’s equation 1 1 E K R d 2 d1 1 1 (10hp.)(745.7W / hp) K R 3 3 0 . 0012 x 10 m . 6 x 10 m . Therefore, K R 0.0089W .m. To produce particles of 0.0008 mm. 1 1 E 2 (0.0089W .m.) 3 3 0.0008x10 m. 6 x10 m. E 2 11,123W 15hp. Therefore the motor is unsuitable and an increase in power of 50% is required EXAMPLE 2 Sugar is ground from crystals of which it is acceptable that 80% pass a 500 m sieve (US Standard Sieve No.35), down to a size in which it is acceptable that 80% passes a 88 m (No.170) sieve, and a 5-horsepower motor is found just sufficient for the required throughput. If the requirements are changed such that the grinding is only down to 80% through a 125 m (No.120) sieve but the throughput is to be increased by 50% would the existing motor have sufficient power to operate the grinder? Assume Bond's equation. Given : 1st condition E1 = 5 hp. , rate of throughout = M kg./s. d1 =500 m. = 500x10-6 m. , d2=88 m. = 88x10-6 m 2nd condition E2 = ?. , rate of throughout = 1.5M kg./s. d1 =500 m. = 500x10-6 m. , d2=125 m. = 125x10-6 m Assume Bond's equation. E 100 100 W d2 d1 100 100 5hp. 1st condition M W 88x106 m. 500x106 m. 618.7899W 1 100 100 E2 2nd condition 1.5M W 125x10 6 m. 500x10 6 m. 447.2136W 2 2 1 (E2/1.5M) = 447.2136 W (5 hp./M) 618.7899 W So, E2 = 5.42 hp. So the motor would be expected to have insufficient power to operate the grinder equal 5.42 hp. Size Determination Sieving Sieving is a mechanical size Separation process. Widely used in the food Industry for * separating fine from larger particle * removing large solid Particle from liquid stream Sieve Analysis Involves : - Passing the material being sized through openings of a particular standard size in a screen. - The particle-size distribution is then reported as the weight percentage retained on each of a series of standard sieves of decreasing size and the percentage passed of the finest size. Sieving is a gravity-driven process. usually a stack of sieves are used when fraction of various sizes are to be produce from a mixture of particle size The shaker may be in the form of an eccentric drive which a screens a gyratory or oscillating motion or vibrator which gives the screens small-amplitude, high frequency, up and down motion When the sieve are inclined, the particles retained on the screen fall off at the lower end and are collected by a conveyor. Screening and particle size separation can thus be carried out automatically Standard sieve size Sieves may be designated by the opening size, US sieve mesh or Tyler sieve mesh The US-sieve mesh designation is the metrication The Tyler mesh designation refer to the number of opening per inch. The two mesh designations have equivalent opening size although the sieve number designations are not exactly the same. Standard US-sieve size Method for sieve analysis * The percentage frequency curve graph *The cumulative percentage curve graph or The probability curve graph * Calculate method The percentage frequency curve graph Figure 2 : Schematic of relative percentage frequency distribution curve. The probability curve graph Plot opening sieve diameter against probability percentage The diameter at 0.5 or 50% probability is particle size The cumulative percentage curve graph Figure 1 : Schematic of cumulative percentage frequency distribution curve. The probability curve graph Figure 3 : Schematic of the probability curve Calculate method Method 1 Particle size = 1 Xi Dpi Method 2 Particle size = (Wt .x log dia log Wt . 1 Example The mass fraction of a sample of milled corn retained on each of a series of sieves. Calculate a mean particle diameter which should be specified for this mixture. U.S. Micron Wt. Sieve Size grams 6 3,360 8 X (%) % accumulate 1.6 1.62 1.62 2,380 3.2 3.24 4.85 12 1,680 7.9 7.99 12.84 16 1,191 19.4 19.62 32.46 20 841 18 18.20 50.66 30 594 15 15.17 65.82 40 420 11.6 11.73 77.55 50 297 8 8.09 85.64 70 212 6.6 6.67 92.32 100 150 3.4 3.44 95.75 140 103 3.2 3.24 98.99 200 73 0.9 0.91 99.90 270 53 0.1 0.10 100.00 Pan 37 0 0.00 100.00 Sum. 98.9 98.9 100.00 The percentage frequency curve graph Frequency curve % Wt.(frequency) 25.00 20.00 15.00 10.00 5.00 0.00 0 500 1,000 1,500 2,000 seive 2,500 3,000 3,500 4,000 The accumulative percentage curve graph accumulative arithmetic curve 100.00 90.00 80.00 Percent 70.00 60.00 50.00 40.00 30.00 20.00 10.00 0.00 3,360 2,380 1,680 1,191 841 594 420 297 seive 212 150 103 73 53 37 Method 1 U.S. Micron Wt. Sieve Size grams 6 3,360 8 % Xi Dpi Xi/Dpi 1.6 1.62 0.016 3,680 4.40E-06 2,380 3.2 3.24 0.032 2870 1.13E-05 12 1,680 7.9 7.99 0.080 2030 3.93E-05 16 1,191 19.4 19.62 0.196 1435.5 1.37E-04 20 841 18 18.20 0.182 1016 1.79E-04 30 594 15 15.17 0.152 717.5 2.11E-04 40 420 11.6 11.73 0.117 507 2.31E-04 50 297 8 8.09 0.081 358.5 2.26E-04 70 212 6.6 6.67 0.067 254.5 2.62E-04 100 150 3.4 3.44 0.034 181 1.90E-04 140 103 3.2 3.24 0.032 126.5 2.56E-04 200 73 0.9 0.91 0.009 88 1.03E-04 270 53 0.1 0.10 0.001 63 1.60E-05 Pan 37 0 0.00 0.000 45 0.00E+00 98.9 100.00 Sum. 1.87E-03 D = 1/(Xi/ Dpi) = 1/1.87E-03 = 535.75 m Method 2 U.S. Micron Wt. Sieve Size grams 6 3,360 8 log dia Wt*log dia 1.6 3.526 5.642 2,380 3.2 3.377 10.805 12 1,680 7.9 3.225 25.480 16 1,191 19.4 3.076 59.673 20 841 18 2.925 52.646 30 594 15 2.774 41.607 40 420 11.6 2.623 30.430 50 297 8 2.473 19.782 70 212 6.6 2.326 15.354 100 150 3.4 2.176 7.399 140 103 3.2 2.013 6.441 200 73 0.9 1.863 1.677 270 53 0.1 1.724 0.172 Pan 37 0 1.568 0.000 Sum. 98.9 277.11 277.11 ( Wt . x log dia 1 98.9 Dvg log 10 633.72m. Wt .