Task
•
Conventional control charts are to be
used on a process manufacturing
small components with a specified
length of 60 ± 1.5mm. Two identical
machines are involved in making the
components and process capability
studies carried out on them reveal
the following data : Sample size, n = 5
1.
2.
Calculate the control limits to be used
on a mean and range chart for each
machine and give the reasons for any
differences between them.
Compare the results from each
machine with the appropriate control
chart limits and the specification
tolerances.
Sample Number
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
Machine 1
Mean
Range
60.1
2.5
59.92
2.2
60.37
3
59.91
2.2
60.01
2.4
60.18
2.7
59.67
1.7
60.57
3.4
59.68
1.7
59.55
1.5
59.98
2.3
60.22
2.7
60.54
3.3
60.68
3.6
59.24
0.9
59.48
1.4
60.2
2.7
60.27
2.8
59.57
1.5
60.49
3.2
Machine 2
Mean
Range
60.86
0.5
59.1
0.4
60.32
0.6
60.05
0.2
58.95
0.3
59.12
0.7
58.8
0.5
59.68
0.4
60.14
0.6
60.96
0.3
61.05
0.2
60.84
0.2
61.01
0.5
60.82
0.4
59.14
0.6
59.01
0.5
59.08
0.1
59.25
0.2
61.5
0.3
61.42
0.4
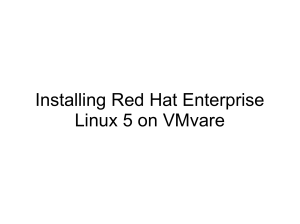
Mean Chart Machine 1
Mean Chart Machine 2
Action Lines at: X ± A2 R =
60.0315+(0.58*2.385)=61.414
60.0315-(0.58*2.385)=58.648
Action Lines at: X ± A2 R =
60.055+(0.58*0.395)=60.284
60.055-(0.58*0.395)=59.825
Warning Lines at: X ± 2/3A2 R =
60.0315+(0.39*2.385)=60.961
60.0315-(0.39*2.385)=59.101
Warning Lines at: X ± 2/3A2 R =
60.055+(0.39*0.395)=60.209
60.055-(0.39*0.395)=59.900
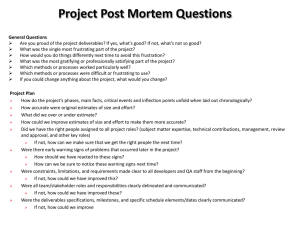
Range Chart Machine 1
Upper Action Line at: D’0.0001 R
Upper warning Line at: D’0.025 R
Lower Warning Line at: D’0.975 R
Lower Action Line at: D’0.999 R
Range Chart Machine 2
=
=
=
=
5.581
4.317
0.882
0.382
For n = 5, A2 = 0.58 and A2 * 0.66 = 0.39
X = 60.0315
R = 2.385
X = 60.055
R = 0.395
Upper Action Line at: D’0.0001 R
Upper warning Line at: D’0.025 R
Lower Warning Line at: D’0.975 R
Lower Action Line at: D’0.999 R
=
=
=
=
0.924
0.715
0.146
0.063
Mean Chart M1
61.41
60.96
60.0315
59.10
58.64
60.1
60.37
59.92
59.91
60.57
60.18
60.01
59.67
60.22
60.54
60.68
60.2 60.27
59.98
59.68
59.55
59.24
59.48
59.57
60.49
Mean Chart M2
60.96
60.86
61.05
60.84
61.5
61.42
61.01
60.82
60.32
60.28
60.20
60.14
60.055
60.05
59.1
59.90
59.82
59.12
58.95
59.68
59.14
58.8
59.25
59.01 59.08
Range Chart M1
5.58
4.31
3.4
3
2.38
2.7
2.5
0.38
3.6
2.7
2.7
3.2
2.8
2.4
2.2
2.3
2.2
1.7
0.88
3.3
1.7
1.5
1.4
0.9
1.5
Range Chart M2
0.924
0.71
0.7
0.6
0.6
0.5
0.39
0.5
0.4
0.063
0.5
0.4
0.3
0.2
0.146
0.6
0.5
0.4
0.4
0.3
0.3
0.2
0.2
0.2
0.1
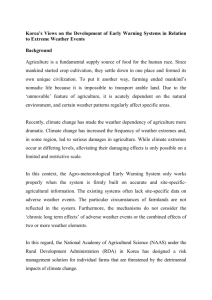
• Each machine is identical so the differences in
stats for each machine can be explained by
random causes of variation impacting on
machine 2.
Accuracy and Precision
•
•
•
•
•
•
•
•
•
NO Mean or Range values which lie outside the Action Limits
(zone 3)
NO more than about 1 in 40 values between the Warning and
Action Limits (zone 2)
NO incidence of two consecutive Mean or Range values which lie
outside the same Warning Limit on either the mean or the range
chart (zone 2)
NO run or trend of five or more which also infringes a warning or
action limit (zone 2 or 3)
NO runs of more than six sample Means which lie either above or
below the Grand Mean (zone 1)
NO trends of more than six values of the sample Means which are
either rising or falling (zone 1).
M1 is stable in both accuracy and precision. Special causes of variation are
absent.
M2 is unstable in its accuracy but stable in precision. If this range chart for M2
is in fact unstable (with multiple values in the warning zone, i.e. more than
one in forty) then we need to assume that the mean chart for M2 is unstable
since the Range is used to calculate the lines in the mean chart.
Since M2 and M1 are identical we must assume that the instability of M2 is
caused by random causes.
Tolerances
• The VOC is for a specified length of
60mm ± 1.5mm. Therefore σ is 0.5mm
and 6 σ is 3mm.
• We can disregard M2 because it is
unstable
• M1 with a 60.03 mean and 3SE at 61.444
and -3SE at 59.825 will meet the VOC
 0
0