Corporate Standard STD 1122,58
advertisement

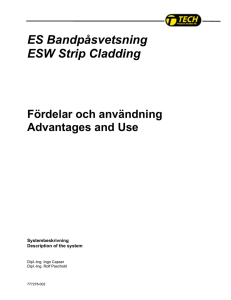
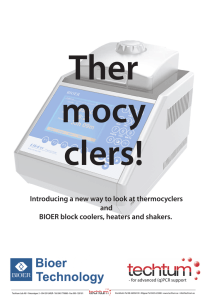
Corporate Standard Dept / Issued by 6857 Sten Beckman Issue 3 Established STD 1122,58 1997-08 JB Page 1(4) Stål 2258 Steel 2258 Legerat konstruktionsstål Alloyed structural steel Orientering Orientation Standarden överensstämmer med den svenska standarden SS 14 22 58, utgåva 2. The standard conforms to the Swedish Standard SS 14 22 58, issue 2. Denna utgåva skiljer sig från utgåva 2 genom en redaktionell ändring av tabell 2, som innebär att hänvisningen från tillstånd 2258-95 fått en ändrad utformning. This issue differs from issue 2 in a new layout of table 1 which means that the reference from condition 2258-95 is presented differently. Innehåll Contents 1 1.1 1.2 1.3 1.4 1.5 Krav Sammansättning Mekaniska egenskaper Struktur Kontroll vid leverans Övriga krav 1 1.1 1.2 1.3 1.4 1.5 Requirements Composition Mechanical properties Structure Delivery inspection Other requirements 2 2.1 2.2 2.3 2.4 2.5 Kompletterande upplysningar Jämförbar standard Smidning Värmebehandling Svetsning Diagram 2 2.1 2.2 2.3 2.4 2.5 Supplementary information Corresponding standard Forging Heat treatment Welding Diagrams 1 Krav 1 Requirements Värden inom parentes är inte bindande. Values within brackets are not binding. 1.1 Sammansättning 1.1 Composition Tabell/Table 1 C Si Mn P S Cr 0,95 0,15 0,25 - - 1,35 max % 1,10 0,35 0,45 0,030 0,025 1,65 min % OREGISTRERAD KOPIA - Eventuella ändringar meddelas ej UNREGISTERED COPY - Possible changes will not be notified STD 1122,58 Page 2 Issue Corporate Standard 3 1.2 Mekaniska egenskaper 1.2 Mechanical properties Tabell/Table 2 Materialbeteckning Material designation Stål/Steel Tillstånd Condition 2258-02 Mjukglödgat Soft-annealed 2258-06 Kallbearbetat Cold-worked 2258-08 2258-95 Härdat 1) Hardened 1) Form Tjocklek Hårdhet Thickness Hardness mm STD 1014,311 STD 1014,312 HBS HRC Band, stång, tråd, rör, smide Strip, bar, wire, tube, forging - max 207 - Tråd, stång Wire, bar - 225-260 - Rör Tube - (max 300) - Stång Bar 25 - min 61 Rör Tube 15 - Ersätts av / Replaced by 2258-08 1) Avser provstav och ej leveranstillstånd. 1) Applies to test piece, not delivery condition. 1.3 Struktur 1.3 Structure Stålet skall i leveranstillstånd vara fritt från lamellär perlit och korngränscementit samt ha hög renhet med avseende på icke-metalliska inneslutningar. When supplied, the steel is to be free from lamellar pearlite and grain boundary cementite and must be free, as far as possible, from non-metallic inclusions. 1.4 Kontroll vid leverans 1.4 Delivery inspection Eventuell överenskommelse om leveranskontroll skall ingå i köpeavtalet. Kontrollen skall utföras enligt gällande koncernstandard. Se STD 1006,001 (SS 11 00 01). Any agreement on delivery inspection shall be included in the contract of purchase. Inspection shall be conducted in accordance with the applicable corporate standards. See STD 1006,001 (SS 11 00 01). Provstycken och provstavar skall tas ut ur provenheterna enligt gällande koncernstandard. Samples and test pieces shall be taken from the sample units in accordance with the applicable corporate standards. 1.5 Övriga krav 1.5 Other requirements STD 1006,001 (SIS 11 00 01), Allmänna tekniska leverans- och kontrollbestämmelser för metalliska varor, gäller i tillämpliga delar. STD 1006,001 (SIS 11 00 01), General technical requirements for delivery and inspection of metal products, applies in relevant parts. För stång och smide av stål gäller dessutom STD 1006,235 (SIS 21 93 35). In addition, STD 1006,235 (SIS 21 93 35) applies to bars and forgings of steel. OREGISTRERAD KOPIA - Eventuella ändringar meddelas ej UNREGISTERED COPY - Possible changes will not be notified Corporate Standard STD 1122,58 Issue 3 Page 3 2 Kompletterande upplysningar 2 Supplementary information Följande upplysningar är inte fastställda som standard och är inte bindande. Ytterligare data lämnas i facklitteraturen eller av materialtillverkaren. The information contained under this heading is not standard and is not to be considered binding. Further information can be obtained from trade literature or from the manufacturer. 2.1 Jämförbar standard 2.1 Corresponding standard Internationell ISO 683/XVII, type 1 International ISO 683/XVII, type 1 2.2 Smidning 2.2 Forging 800-1100 °C. Svalning fritt i luften. Godstjocklekar över 50 mm långsam svalning i isolerande material. 800-1100 °C. Uncontrolled cooling in air. Material thicknesses over 50 mm slow cooling in insulating material. 2.3 Värmebehandling 2.3 Heat treatment Mjukglödgning Soft annealing 800-810 °C. Hålltid 2-5 h efter genomvärmning. Svalning 15-20 °C/h till ca 650 °C, därefter svalning fritt i luften. 800-810 °C. Holding time 2-5 h after through-heating. Cooling 15-20 °C/h to about 650 °C, then uncontrolled cooling in air. Avspänningsglödgning Stress relieving 550-650 °C. Hålltid 1/2-2 h efter genomvärmning. Svalning med ugnen till 500 °C, därefter svalning fritt i luften. 550-650 °C. Holding time 1/2-2 h after throughheating. Cooling in furnace to 500 °C, then uncontrolled cooling in air. Härdning Hardening Släckning i olja från 830-870 °C eller i etappbad från 850-875 °C. Etappbadets temperatur ca 240 °C. Quenching in oil from 830-870 °C in stage bath from 850-875 °C. Temperature of the stage bath about 240 °C. Anlöpning Tempering Temperaturen väljs med hänsyn till önskad hårdhet med ledning av anlöpningsdiagrammet. Tidens inverkan på hårdheten vid låga temperaturer, d.v.s. omkring 200 °C, är relativt liten men ökar med stigande temperatur. The temperature is chosen with respect to the desired hardness on the basis of the tempering diagram. The influence of time on hardness at low tempering temperatures, that is to say about 200 °C, is relatively small, but it increases as the temperature rises. 2.4 Svetsning 2.4 Welding Stålet är ej avsett för svetsning. Det kan dock under vissa villkor smältsvetsas, t.ex. vid enklare reparationer. De riktiga svetsningsbetingelserna är emellertid ofta komplicerade och beroende av arbetsstyckets form, storlek, värmebehandling med mera. Det rekommenderas att från fall till fall rådgöra med sakkunniga. This steel is not intended for welding. However, it can be subjected to fusion welding under certain conditions, for example in simple repair work. The actual welding conditions, however, are often complicated and depend on the form and size of the workpiece, heat treatment, etc. It is recommended that experts are consulted in each individual case. OREGISTRERAD KOPIA - Eventuella ändringar meddelas ej UNREGISTERED COPY - Possible changes will not be notified STD 1122,58 Page 4 Issue Corporate Standard 3 2.5 Diagram 2.5 Diagrams Fig. 1 Anlöpningsdiagram Tempering diagram Fig. 2 Diagram för isotermisk omvandling (cirkavärden) Diagram for isothermic transformation (approximate values) OREGISTRERAD KOPIA - Eventuella ändringar meddelas ej UNREGISTERED COPY - Possible changes will not be notified