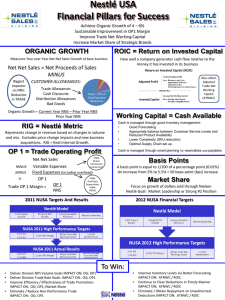
2010 PowerPoint Template

2nd Quarter
Contractor Business Meeting
Facilities Session
June 14, 2013
Yesika Castro-Hernandez
Plant Engineering
Agenda
• Welding & Brazing Documentation
• Pneumatic and Hydrostatic Tests
• Near Miss
– Sanitary Clamps
• Heat Exposure
• Pre-Task Planning (PTP)
• Preparing for Hurricane Season
• Excavation Outside of NNS Gates
• Marking Gas Cylinders
2
• Protection of Naval Nuclear Propulsion
Information (NNPI)
• Lifting & Handling Quality Team
• New OSHA, Alliance, NIOSH FACE
Products
• Labeling Oil and Grease Containers
• Guard Rail Installation
• Genie GTH-1056
– Service and Parking Brakes
• Standard T&M Sheet
Welding & Brazing Documentation
• Maintain accessible records of all welding and brazing work on piping, anchors and supports identifying:
– Welder Name
– Welding Procedure Specification (WPS) and Procedure Qualification Record (PQR)
• Base and Filler Metals called out in PQR
– Prior to any production welding, provide to Owner's Representative statement that welders have demonstrated ability to produce sound welds in accordance with qualification requirements
• Welder’s log with date and WPS used is acceptable
• Welding filler metal
– Welding filler metal must be protected from moisture
– Welding electrodes must be stored in a rod oven as described in AWS D1.1 structural welding code, or
QAI312.1
• Flux coated weld rods (i.e., 7018) must be stored in hot boxes after the container has been opened.
• Wet flux coated weld rods have to be reconditioned or baked in accordance with manufacturer’s instructions.
– Welders are only allowed to carry ONE type of welding filler metal at any point in time
– All welding filler metal remnants must be collected and disposed in containers provided by NNS (North side of B222 and East of B4691)
• All filler metal must be controlled at all times (navy agreement)
• Facilities Master Specification Section 15059 Welding and Brazing
3
Pneumatic & Hydrostatic Tests
• Refer to EH&S Volume II, Chapter 8
– Danger signs
– 10’ minimum barricade around pneumatic testing
– When using air or any gas for testing a system or component whose integrity has not previously been proven by hydrostatic test, the maximum test pressure used prior to inspection for leakage shall be 50% of design pressure or 100 psig, whichever is less.
– When there is no evidence of leakage, the test pressures may be increased in 25psig increments up to and including desired test pressure as long as no leakage is verified at each increment increase.
• Refer to ASME standards B31.1
– 137.5.5 Required Pneumatic Test Pressure
• Pneumatic test pressure shall be no more than 1.5 times the design pressure of the system.
• Test pressure shall not exceed the maximum allowable test pressure of any non-isolated component, such as vessels, pumps, or valves, in the system.
• The test pressure shall be continuously maintained for a minimum time of 10 min.
• Test pressure shall then be reduced to design pressure or 100 psig and held for such time as may be necessary to conduct the examination for leakage.
• Examination for leakage detected by soap bubble or equivalent method shall be made of all joints and connections .
4
• ASME PCC - 2- 2011
– Article 5.1, Mandatory Appendix II, Stored Energy Calculations for Pneumatic Pressure Test.
• Pneumatic Test Stored Energy
5
Pneumatic & Hydrostatic Tests
• Pneumatic and hydrostatic testing on O46 owned systems shall be witnessed by O46 personnel.
– Coordinate test witnessing with O46 as necessary:
• O46 Piping South Yard: John Parker (757-869-4630)
• O46 Piping North Yard: Jermaine Bellamy (757-880-3545)
Near Miss – Sanitary Clamps
6
• Near Miss
– When two mechanics were trying to connect a water hose, a 2” sanitary clamp and rubber gasket blew 15 feet off a manifold.
– There was trapped pressure inside the manifold between a check valve and the sanitary clamp which was mostly air with a small amount of water.
• Causes
– Pressure was locked into the manifold end connection downstream of the check valve following a hydrostatic test.
– There was a small leak on the valve upstream of the check valve during the post installation pressurization and depressurization cycles which resulted in pressure buildup between the check valve and the sanitary blank.
• When performing hydrostatic testing, ensure that all air is removed from the system and that all pressure is bled off after the test is completed.
• Manifold stations or systems with multiple branches and connections require additional air high point vents and low point drains.
• Always TRUST, BUT VERIFY that a system is in a zero energy state before removing any connections.
7
Heat Exposure
<91 ° F
91
Heat Index Risk Level
° F to 103 ° F
Lower
(Caution)
Protective Measures
• Provide drinking water
• Ensure that adequate medical services are available
• Plan ahead for times when heat index is higher, including worker heat safety training
• Encourage workers to wear sunscreen
Moderate In addition to the steps listed above:
• Remind workers to drink water often (about two 16 oz bottles/hour)
• Review heat-related illness topics with workers: how to recognize heat-related illness, how to prevent it, and what to do if someone gets sick
• Schedule frequent breaks in cool, shaded area
• Acclimatize workers
• Set up buddy system/instruct supervisors to watch workers for signs of heatrelated illness
103 ° F to 115 ° F
>115 ° F
High In addition to the steps listed above:
• Alert workers of high risk conditions
• Actively encourage workers to drink plenty of water (about two 16 oz bottles/hour)
• Limit physical exertion (e.g. use mechanical lifts)
• Have a knowledgeable person at the worksite who is well-informed about heatrelated illness and able to determine appropriate work/rest schedules
• Establish and enforce work/rest schedules
• Adjust work activities (e.g., reschedule work, pace/rotate jobs)
• Use cooling techniques
• Watch/communicate with workers at all times
Very High to
Extreme
Reschedule non-essential activity for days with a reduced heat index or to a time when the heat index is lower
Move essential work tasks to the coolest part of the work shift; consider earlier start times, split shifts, or evening and night shifts. Strenuous work tasks and those requiring the use of heavy or non-breathable clothing or impermeable chemical protective clothing should not be conducted when the heat index is at or above 115 ° F. If essential work must be done, in addition to the steps listed above:
• Alert workers of extreme heat hazards
• Establish water drinking schedule (about two 16 oz bottles/hour)
• Develop and enforce protective work/rest schedules
• Conduct physiological monitoring (e.g., pulse, temperature, etc)
• Stop work if essential control methods are inadequate or unavailable.
8
Pre-Task Plan (PTP)
• Fill out PTP daily
– If new hazard is introduced to the job site, update PTP to include hazard and mitigation.
• All personnel on job site must understand hazards, mitigation strategies, and execution of mitigation.
– All employees must sign PTP
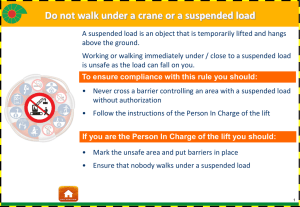
• Recent events have raised crane envelop awareness concerns.
9
Hurricane Season
• June 1 st through November 30 th
• Construction sites must be left secured and in orderly fashion.
• Keep employees informed on inclement weather conditions.
• Strong wind projections.
• Action plan for days leading up to the storm.
• Remove any trash from job site.
• Secure all items that have the potential to become air-borne.
• Plastic barricades used to protect excavation sites must be filled with water.
10
Excavation Outside of NNS Gates
• Shall obtain both Miss Utility Dig Permit & NNS Dig Permit.
• Proper barricades, lights, and signs are required outside of NNS gates.
– NNS Owned Property
– NNS Project Work
11
Marking Gas Cylinders
Abandoned contractor gas cylinders have been found at the NNS Gas
Farms.
Clearly mark all cylinders with your company name & POC.
Contact D.G. Smith (O43) at 757-688-
4716 if you’re looking for lost gas cylinders.
12
Protection of Naval Nuclear Propulsion
Information (NNPI)
• Effective October 1, 2013, all suppliers issued unescorted access badges will be required to be NNPI qualified by the NNS Supplier Data
Team.
• Suppliers must obtain a cage code number and a Joint Certification
Program (JCP) number.
– Instructions on obtaining a JCP number are located at: http://www.dlis.dla.mil/JCP/
• Newport News Form #9575 must be completed and returned to
Supplierdata@hii-nns.com
.
Lift Plans
Every crane lift shall have a properly written lift plan.
Supervisors or hourly team members can write the lift plan.
All lift plans must be reviewed and signed by your Foreman or Supervisor.
Support information must be included with the lift plan (calculations, drawings, etc.).
All hazards and actions to minimize or eliminate them shall be listed on the plan.
If there is going to be “incidental” contact of the load and structures it must be approved by L & H Quality and written on the lift plan prior to starting the job.
(contact contractor coordinator to get approval)
If any part of the hook, block, hauling wire, or rigging gear will make ANY contact with ANTYHING it must be approved by X36 Technical (engineering) before the lift can be made.
Work the job as it has been detailed in the lift plan.
If conditions change, revise the plan and record changes in the “Lessons Learned” section.
All Lift plans must be reviewed and briefed before the lift is made.
13
If you have any questions or require assistance in writing your lift plan, contact the
L & H Quality group or X36 Technical.
L & H Quality contact ---Lee Edmunds… 688-7755 (Office) or 757-912-6521 (cell)
X36 Technical contact---Jennings Spease…688-9988 (office) or 747-869-5122 (cell)
Brief the Plan/Job
14
A successful lift begins with a well-written lift plan. However, the most detailed lift plan is only as effective as the pre-job brief that communicates the details to the entire team. Everyone involved in the lift, including trades personnel, must be involved in the briefing.
A good briefing assumes nothing and covers everything related to the lift. At a minimum all pre-job briefs shall include the following:
Discuss the crucial information on the lift plan – load weight, CG, type and capacity of gear and equipment, lift points.
Make sure all gear and equipment is listed, available and in compliance with safety guidelines.
Discuss the entire operating envelope – lift site, travel path, landing site, close tolerances - and check that all areas are clear.
Assess the risks and hazards of the job and avoid or eliminate them.
Identify past problems with this type of lift. Look at “lessons learned” from similar lifts.
Review the job and ask open-ended questions to ensure all team members, including trades personnel working the job with you, understand their responsibilities in the operation and how they will accomplish them.
Anticipate problems and discuss the conditions under which the work will “ STOP !”
If conditions change, STOP, revise the lift plan and re-brief the team .
Pre Job Briefing is not an option. It is a requirement!
15
Typical Crane Deficiency Observations
• Improper Rigging
– Using damaged slings
– Failure to use packing
– Using handling equipment improperly
– Improper sizing of equipment
• No Plan or Inadequate Lift Plans
– Failure to have a lift plan on the job site.
– Inadequate risk assessment and mitigation.
– Failure to conduct a pre-job brief with the crane crew.
• Travel Path
– Parking vehicles in NNS yellow travel path.
– Leaving material in yellow travel path.
• Operator Error
– Removed Anti Two-Blocking Device
– Side loaded crane boom
– Not setting outriggers properly
– Operating with damaged running rope
– Talking on cell phone while operating crane
– No operators daily check list
(ODCL) performed
• Working Under/On Load
– Passing loads over people’s head
– Allowing personnel to work on or under a suspended load
16
Accident Prevention
The pictures below are accidents from other companies that were working with cranes. Lets be thankful that we have not had any crane accidents like these that resulted in a serious injury, fatality, or as much damage.
To prevent accidents we need to ensure that we always focus on our job and conduct the proper risk assessment prior to beginning any lifting and handling evolution.
We must all assume full responsibility for watching the crane and the load every time the crane moves as well as staying focused on the job at hand. Everyone on the crane team must commit to properly planning each job, communicating the plan to everyone involved, and staying focused throughout the entire lifting evolution.
We must work together to S.T.A.R.T. increasing our safety and attentiveness to the work being performed.
During your lifting evolution, think of the word START. Any crane job can be completed safely, as long as everyone on the job can START each lift by completing the following:
Making the Right Call – IF YOUR UNSURE REPORT IT
While no one wants to go through the process of an accident investigation, it is very important for us to consider the consequences of not reporting an incident immediately. It could have adverse results later on if the accident is not reported as unforeseen damage to a ships component, rigging gear or crane equipment, that does not get identified, can lead to another incident or someone getting injured.
A crane accident occurs when any one or more of the elements in the operating envelope fails to perform correctly during operation, maintenance or testing resulting in the following: a.
Personal injury or death. b.
Material or equipment damage. c.
Dropped load. d.
Derailment.
e.
Two-blocking. f.
Overload. g.
Collision, including unplanned contact between load, crane, and/or other objects.
Items c, d, e, f, and g are accidents even if no damage or injury occurs.
Every member of the L&H crew has a responsibility to stop immediately anytime there is an unplanned event involving a lifting and handling operation.
Contact your foremen who will get with the contract coordinator and the Accident
Response Team.
The L&H Accident Response Team will investigate the event and determine whether or not it fits the definition of an accident.
Your Responsibilities if a crane accident occurs!
1.
Stop Work!
2.
Call 380-2222 for emergency assistance, if needed!
3.
Make the area safe, but do not otherwise alter the scene of the accident!
4.
Notify your Foreman and
Contractor Coordinator.
5.
Notify the maintenance service desk at 688-9888.
Remember, your responsibilities are not optional! If you are questioning whether an accident has occurred, your next action should be to call it in and let the L&H Accident Response Team investigate and make the determination!
17
18
New OSHA, Alliance, NIOSH FACE Products
19
Labeling Oil and Grease Containers
• When containers are used to transport oil to a job site or when a grease tube is placed inside a grease gun, the containers are required to be labeled .
•
The grease gun has clear sides which allow the user to see the manufacturer’s label.
•
Since the original manufacturer’s label is clearly visible, a NNS Hazard Warning label (NN4694) is not required.
•
On grease guns that do not have clear sides a laminated NNS Hazard Warning label (NN4694) is required.
•
This container has a NNS Hazard Warning label
(NN4694) attached to the handle with a zip tie and has been laminated for protection. This method secures the label and prevents it from becoming damaged from oil exposure.
Guard Railing Installation
When accessing Safeway staging, you may notice the guard rails mounted in the welded double cups instead of the traditional method of mounting in the upper single cup. This change is being made to strengthen our staging as well as remain compliant with OSHA regulations.
20
Old method of attaching hand rails on Safeway staging (Single cupped).
New method for attaching handrails on Safeway staging
(Double cupped).
Genie GTH-1056
• Service and Parking Brakes
– Part Number Affected: 117505 (Front Axle, Dana Model 213/142)
• Model 213/142 Drive Axles installed on machines and sold as service parts replacement from July
26, 2012 to September 25, 2012.
– The service and parking brakes on these axles may malfunction due to improper assembly of the internal brake components. Malfunctioning service and/or parking brakes may result in unintended machine movement, collision or loss of control.
• You can find the safety notice at the following web address:
– http://www.virginiashiprepair.org/file/Genie.pdf
21
22
NNS Standard Time-and-Material Ticket
Overview
•The NNS Standard Time-and-Material
Ticket shall be used to document all T&M work performed on NNS contracts
•A fully completed T&M ticket shall be submitted daily to the NNS Field Engineer
•A blank Microsoft Excel 2007 formatted version will be provided to the Contractor
•All fields must be completed prior to submittal to NNS
•All subcontractor back-up must be attached to the T&M ticket
NNS Standard Time-and-Material Ticket
Header Information
All NNS information shall be provided
23
All Contractor contact information shall be provided
The work description shall be detailed and include the location of the work
NNS Standard Time-and-Material Ticket
Labor Cost
Labor rates (previously accepted by NNS)
24
Mark-up in accordance with applicable Contract Terms and Conditions
Running totals
•Previous total
•Daily total
•New total
NNS Standard Time-and-Material Ticket
Equipment Cost and Subcontractor Cost
Equipment rates (previously accepted by NNS)
25
Mark-ups in accordance with applicable Contract
Terms and Conditions
Attach copies of invoices to
T&M ticket
Running totals
•Previous total
•Daily total
•New total
NNS Standard Time-and-Material Ticket
Rental Equipment Cost and Material Cost
Attach copies of invoices to T&M ticket
26
Mark-ups in accordance with applicable Contract
Terms and Conditions
Running totals
•Previous total
•Daily total
•New total
NNS Standard Time-and-Material Ticket
Approval and PO Summary Information
T&M ticket must be signed by Contractor
Running totals
27
QUESTIONS?
Please contact your Contract Coordinator.
Purchase order information
28
Comments
29
QUESTIONS?
• If you have questions regarding this presentation, please contact your
Contract Coordinator or:
Yesika Castro-Hernandez
O41 – Plant Engineering
757-353-2772
Yesika.L.CastroHernandez@hii-nns.com