UCT Masters programme: presented by Emeritus Professor Mike Nicol
i
MODULE
1
Introduction to Hydrometallurgical Processes
MODULE
Ions in Solution
2
MODULE
3
Chemical Equilibria in Hydrometallurgical Reactions
MODULE
5
Kinetics of Heterogeneous Reactions
MODULE
6
Leaching Chemistry
MODULE
7
Leaching Practice
MODULE
8
Solid-Liquid Separation
MODULE
9
Precipitation and Crystallization
MODULE
10
Solvent Extraction
MODULE
11
Adsorption and Ion Exchange
MODULE
12
Cementation and Reduction
MODULE
13
Electrowinning and Electrorefining of Metals
ii
1.1
1.2
1.3
1.4
1.5
1.6
1.7
Hydrometallurgical Processes
Objectives of Hydrometallurgical Processes
Typical Feed Materials and Products
Hydrometallurgical Process Routes
Unit Operations in Hydrometallurgy
Objectives and Structure of this Course
Appendix
2
3
4
6
8
10
11
1
1.1
1.2
1.3
1.4
1.5
1.6
1.7
Hydrometallurgical Processes
Objectives of Hydrometallurgical Processes
Typical Feed Materials and Products
Hydrometallurgical Process Routes
Unit Operations in Hydrometallurgy
Objectives and Structure of this Course
Appendix
2
3
4
6
8
10
11
2
3
4
5
6
7
8
9
10
11
2.1
2.2
2.3
2.4
2.5
2.6
2.6.1
2.6.2
2.6.3
2.6.4
2.7
2.8
2.9
2.10
2.10.1
2.10.2
2.10.3
2.10.4
2.10.5
2.10.6
2.10.7
2.10.8
Introduction
Metal Ions in Solution
Hydrolysis of metal ions in solution
Formation of inner sphere complexes
Formation of Outer Sphere Complexes
Thermodynamics of Ionic Solutions
Enthalpy of Mixtures
Heats of Mixing and Dilution
Activities of Chemical Species.
Ionic Activity Coefficients
Gibbs Free Energy Change for a Reaction
Thermodynamic properties of ions at high temperatures
Practice Problems
APPENDICES
Appendix A 1
Appendix A2
Appendix A3
Appendix A4
Appendix A5
Appendix A6
Appendix A7
Appendix A8
13
14
15
16
19
19
19
20
21
22
26
28
28
30
30
31
33
35
37
38
38
39
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
3.1
3.2
3.2.1
3.2.2
3.2.3
3.3
3.4
3.5
3.6
3.6.1
3.6.2
3.6.3
3.6.4
3.6.5
3.6.6
3.6.7
3.7
3.7.1
3.7.2
3.7.3
3.7.4
3.7.5
3.7.6
3.7.7
3.8
3.8.1
3.8.2
3.8.3
3.9
3.10
3.11
3.12
Equilibria involving hydrolysis
Equilibria involving inner-sphere complexes
Ammonia
Cyanide
Chloride
Equilibria involving outer - sphere complexes
Species Distribution Diagrams
Effect of Temperature on Aqueous Equilibria
Redox Equilibria
Electrochemical Potentials
Single Electrode Potentials
Reference Electrodes
Non- Standard Electrode Potentials
Effect of Complexation on Redox Potentials
Latimer Diagrams
Oxidation State Diagrams
Eh/pH Diagrams
Electrochemical stability of water
The diagram for the zinc – water system
General procedure for constructing diagrams
Interpretation of diagrams
Some other examples
Prediction of reactions in hydrometallurgy
Limitations in the use of E H - pH diagrams
Thermodynamic Software Packages
Thermodynamic Quantities H, S, C and G
Data Format in the HSC Database
Reference States
References
Practice Problems
Solutions to selected problems
Appendix
44
50
51
53
55
57
58
59
60
60
61
63
64
64
65
66
69
69
70
75
76
77
79
80
81
82
84
86
88
89
103
111
43
3
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
107
108
109
110
111
112
113
114
115
116
117
118
119
120
121
122
123
5.1
5.1.1
5.2
5.2.1
5.2.2
5.3
5.3.1
5.3.2
5.3.3
5.4
5.4.1
5.4.2
5.4.3
5.4.4
5.4.5
5.5
Homo- and Heterogeneous Processes
The Rate-Determining Step
Slow Chemical Reactions
Integrated Forms of the Rate Law
Effect of Temperature on Kinetics
Electrochemical Kinetics
Reactions at electrodes
Potential Dependence of Electrode Kinetics
Characteristics of the Butler-Volmer Equation
Mass Transport Processes
Mass Transport Correlations
Influence of Mass Transport on Electrochemical Kinetics
Mass Transport in Leaching and Adsorption
Mass Transport across Interfaces
Mass Transport of Ions
Practice Problems
125
126
127
128
130
131
131
132
135
137
141
142
142
142
145
148
125
126
127
128
1.20
[A] mol/L
1.00
0.80
0.60
0.40
0.20
0.00
0
10
20
30
40
50
60
70
Time (s)
129
0.5
0
Ln([A])
-0.5
10
0
20
30
40
50
60
70
50
60
70
-1
-1.5
-2
-2.5
-3
Time (s)
12.0
10.0
1/[A]
8.0
6.0
4.0
2.0
0.0
0
10
20
30
40
Time (s)
130
131
132
133
134
135
136
137
138
139
140
141
142
143
144
145
146
147
148
149
150
151
152
153
154
155
156
6.1
Types of Leaching Reactions
6.2
Thermodynamics of Leaching Reactions
6.2.1
Example: The Cyanidation of Gold and Silver
6.3
Kinetics of Leaching Reactions
6.3.1
Rate-determining step
6.3.2
Behaviour of particles in leaching
6.3.3
The Dissolution of Groups of Particles
6.3.4
Mechanisms of Dissolution Processes
6.3.5
Oxidative Leaching Processes
6.3.6
Application to the Cyanidation Reaction
6.4
Leaching of Oxide Minerals
6.4.1
Zinc Oxides and Silicates
6.4.2
Bauxite
6.4.3
Uranium Minerals
6.4.4
Nickel Laterites
Reduction Roast - Ammonia Leaching Process
Pressure Acid Leach Process
6.4.5
Other Oxides
6.5
Sulfide Minerals and Mattes
Acid Pressure Leach Processes
Ammoniacal Pressure Leaching
Chloride Leaching
6.6
Appendix
6.7
Problems – Leaching
158
160
161
163
163
164
169
170
170
175
177
177
179
180
184
184
184
186
187
190
190
191
192
194
158
159
160
161
162
163
164
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
180
181
182
183
184
185
186
187
188
189
190
191
192
193
194
7.1
Leaching Methods
7.1.1
Leaching Methods
7.2
Typical Leaching Processes
7.2.1
Batch Leaching Kinetics
7.2.2
Continuous Leaching – Micro- and Macro Fluids
7.2.3
Residence Time Distribution in a CSTR
7.2.4
Counter-Current Leaching
7.3
Bacterial Oxidation and Leaching
7.3.1
Process Parameters for Biological Oxidation
7.3.2
Bio-oxidation Reactor Kinetics and Design
7.4
Pressure Leaching
7.5
Heap Leaching
7.5.1
Copper
7.5.2
Gold
7.6
In-Situ Leaching
7.6.1
Uranium
7.7
Leaching of Gold and Silver
7.7.1
Fundamentals of Gold Dissolution with Cyanide
Thermodynamic Considerations: Dissolution of Gold in Water
Kinetics and Mechanism of Gold Cyanidation
Cyanide Chemistry Relevant to Gold Leaching
Oxygen in Gold Leaching
Reactions of Cyanide in a CIP/CIL Circuits
Fate of Cyanide in the Plant: Mass Balance - Some Case Histories
7.7.2
Alternative Lixiviants for Gold
Stability of Gold Complexes
Reduction Potentials of Gold Complexes
7.8
Problems – Leaching
7.9
Solutions to Selected Problems
196
198
199
200
201
201
206
208
209
210
211
214
215
218
221
221
223
223
223
224
225
227
230
234
237
237
237
241
250
196
197
198
199
200
201
202
203
204
205
206
207
208
209
210
211
212
213
214
215
216
217
218
219
220
221
222
223
224
225
226
227
228
229
230
231
232
233
234
235
236
237
238
239
240
241
242
243
244
245
246
247
248
249
250
251
252
253
254
255
256
257
258
8.1
SEDIMENTATION
8.1.1
Settling Velocity of a Single Particle
8.1.2
Settling of Slurries
8.2
THICKENERS
8.2.1
Dewatering Thickeners
8.2.2
Thickener Area Calculations
8.2.3
Wash Thickeners
Counter-Current Washing Calculations
8.3
FILTRATION
8.3.1
Filtration Theory
8.3.2
Constant Pressure filtration
(as in my practical applications)
261
261
265
267
267
268
270
271
274
276
278
260
261
262
263
264
265
266
267
268
269
270
271
272
273
274
275
276
277
278
279
280
9
Module
9 PRECIPITATION AND
CRYSTALLIZATION
9.1
9.2
9.2.1
9.2.2
9.2.3
9.2.3.1
9.2.3.2
9.2.3.3
9.3
9.3.1
9.3.2
9.4
9.5
9.6
Introduction.
Thermodynamics of Precipitation
Metal Hydroxides
Metal Sulphides
Other Metal Precipitates
Gypsum
Arsenic Precipitates
Alunites and Jarosites
Kinetics of Precipitation
Nucleation
Crystal Growth
Dissolution-Precipitation Processes
Problems
Appendix
282
283
283
290
291
291
292
295
296
297
298
299
300
302
9
Module
9 PRECIPITATION AND
CRYSTALLIZATION
P
recipitation of metal ions from solution has been the traditional method for the
purification and concentration of solutions produced by the various leaching
processes described in the previous sections. Although precipitation has been replaced by more
modern techniques such as solvent extraction and adsorption processes in many cases, it still
remains the most important method for removing some metals such as iron, aluminium and calcium
from solutions. When the product of precipitation is a crystalline material which is often the final
product of a hydrometallurgical process, the technique is often referred to as crystallization. The
distinction between precipitation and crystallization is often not clear.
9.1
Introduction.
Precipitation of metal ions from aqueous solution is widely used in hydrometallurgical processes as a
means of separation, purification and disposal.
Some examples are
Removal of iron from zinc sulphate solutions as jarosites, goethite or haematite.
Precipitation of high-purity aluminium trihydrate in the Bayer process.
Control of sulphate by precipitation as gypsum.
Removal of cobalt from nickel sulphate electrolytes by precipitation as a cobalt(III) hydroxide.
Separation of nickel and cobalt from solutions derived from acid pressure leaching of laterite ores by
precipitation as sulphides.
Removal of arsenic from solution as a ferric arsenate precipitate.
Precipitation under some circumstances is highly undesirable such as
282
Gypsum in tanks, pipes and cathode bags when treating ores or calcines containing calcium or in the
use of lime for sulphate disposal.
Alunites on the walls and the impellors in pressure leach reactors treating laterite ores.
Silica as a crud in solvent extraction settlers.
Copper sulphate as a passivating layer on the anodes in the electrorefining of copper.
A major consideration when dealing with precipitation is the filterability of the product which can cause
problems due to
Fine particle size which causes blinding of the cloths
Blinding by heterogeneous nucleation of supersaturated solutions
Formation of gelatinous precipitates such as Fe(OH)3
Entrainment of solution in amorphous precipitates which makes washing difficult and incurs high
soluble losses of valuable components
Difficulty in flocculating fine or amorphous precipitates resulting in inefficient thickening and CCD
operation
Entrainment of solids in solution feeds to solvent extraction, ion exchange and electrowinning
operations.
The most common precipitates used in hydrometallurgical processes are the metal oxy-hydroxides (and
basic sulphates), sulphides and calcium sulphate and these will form the focus of the following sections.
9.2
9.2.1
Thermodynamics of Precipitation
Metal Hydroxides
The hydrolysis of metal ions in solution to form metal hydroxides or hydrated oxides is the most
common form of precipitation and can be represented by the general equations
Mn+ + nOH- = M(OH)n
……………..(1)
or
Mn+ + nH2O = M(OH)n + nH+ ……………..(2)
The equilibrium constants can be written as,
K 1 = 1/{ [Mn+].[OH]n } = 1/K s
283
where K s is the solubility product.
K 2 = [H+]n / [Mn+] = K w.K 1 = K w / K s
where Kw =10-14 at 25oC is the ionic product of water.
There are several methods available to graphically represent this equilibrium ( E H/pH diagrams, for
example), the most convenient of which is the solubility diagram which follows from re-writing the above
equations in the form,
log [Mn+] = log K s – n.log K w – n.pH
This results in a linear relationship between log[Mn+] and the pH as shown below for a number of metal
ions, mainly divalent, which are encountered in hydrometallurgical processes.
-4
log[Mn+]
Fe(III)
-3
Al(III) Pb Cu
Fe Zn Ni Co Mn Mg
Ca
-2
-1
0
0
2
4
6
8
10
12
14
pH
Thus, in this diagram, solution compositions that lie to the left of the lines are stable whereas to the right
of the lines, precipitation will occur. Thus, at the pH shown as the vertical dotted line, Fe(III) and Al(III)
will be essentially quantitatively precipitated , Cu(II) and Pb(II) will be partially precipitated with residual
ionic concentrations of about 10-3M and all other metal ions to the right will be soluble. This, of course, is
the basis for the selective precipitation of iron, provided it is in the +3 oxidation state, in the processing of
zinc calcines and nickel laterite pressure leach solutions.
In many cases, these diagrams are an oversimplification of the process of hydrolysis which can involve a
number of intermediate species between the hydrated metal ion and the solid hydroxide and also soluble
species formed at higher pH values.
EXAMPLE : the solubility of ferric ions as a function of pH at 25ºC….
284
In the ferric system there are a number of possible solid phases including several Fe 2O3 phases (including
haematite, maghemite) and hydrated iron(III) oxides of various formulae (e.g. goethite, lepidocrocite,
feroxyhite, ferrihydrite, akaganèite). Most of these can be formed from aqueous systems under suitable
conditions but thermodynamic data is not available for many of these phases. Of the few phases which
have data available equilibrium equations can be drawn up to determine the most stable.
Fe 2O3 + 3H2O ⇒ 2Fe(OH)3
∆G = +44.1 kJ mol-1
(3)
FeOOH + H2O ⇒ Fe(OH)3
∆G = +21.6 kJ mol-1
(4)
Fe 2O3 + H2O ⇒ 2FeOOH
∆G = +0.8 kJ mol-1
(5)
Clearly, both goethite (FeOOH) and haematite (Fe2O3) are more stable than Fe(OH)3, this is not
unexpected as Fe(OH)3 does not appear in nature whereas goethite and haematite are abundant. There is
only a small difference in stability between goethite and haematite, with haematite only slightly more
stable. However, the source and, hence, quality of data for these two phases is somewhat different with
the data for haematite seemingly more accurate, consequently, the apparent difference in stability is
probably within the error of measurement of the data for the two phases and which is the actually more
stable cannot be determined with any confidence. For these calculations, goethite was chosen as the solid
iron(III) species, it has been shown that raising the pH of acidic iron(III) solutions results in the
precipitation of either goethite or akaganèite and has been detected in the hydrometallurgical oxidation of
pyrite. However, using haematite makes only a slight difference to the position of the lines in the diagram.
There are a number of aqueous ferric species known, these include the relatively simple Fe3+, FeOH2+,
Fe(OH)2+, Fe(OH)3(aq), Fe(OH)4- and the more complex Fe 2(OH)24+ and Fe 3(OH)45+ species. Data for
the polynuclear species are less well known than for the simple ones and for this example can be ignored.
In reality these species (and others which are mooted from time to time) need to be added to the
calculations to be comprehensive.
Thus, equilibria between goethite and aqueous iron(III) species can be formulated :
Fe3+ + 2H2O = FeOOH + 3H+
(6)
FeOH2+ + H2O = FeOOH + 2H+
(7)
Fe(OH)2+ = FeOOH + H+
(8)
Fe(OH)3 = FeOOH + H2O
(9)
Fe(OH)4- + H+ = FeOOH + 2H2O
(10)
From the free energies of reaction the equilibrium constant can be calculated using :
∆G = -2.303RT log(Kn )
(11)
at equilibrium
K6 = {FeOOH}{H+}3/{Fe3+}
(12)
285
K 7 = {FeOOH}{H+}2/{FeOH2+}
(13)
K8 = {FeOOH}{H+}/{Fe(OH)2+}
(14)
K9 = {FeOOH}/{Fe(OH)3}
(15)
K10 = {FeOOH}/{Fe(OH)4-}{H+}
(16)
taking logarithms and rearranging......
log{Fe3+} = -log K 6 + log{FeOOH} - 3pH
(17)
log{FeOH2+} = -log K 7 + log{FeOOH} - 2pH
(18)
log{Fe(OH)2+} = -log K8 + log{FeOOH} - pH
(19)
log{Fe(OH)3} = -log K 9 + log{FeOOH}
(20)
log{Fe(OH)4-} = -log K10 + log{FeOOH} + pH
(21)
The activity of a solid phase is considered to be unity and the log{FeOOH} terms therefore become zero
and can be removed.
The total soluble iron(III) in solution is simply the sum of the concentrations of the individual iron
species :
{FeIII} = {Fe3+} + {FeOH2+} + {Fe(OH)2+} + {Fe(OH)3} + {Fe(OH)4-}
(22)
and can be calculated from equations (17-21) as a function of pH.
This diagram for this system can be seen below….
0
log{FeIII}
-2
Fe3+
-4
FeOOH
-6
-8
FeOH2+
Fe(OH)4-
-10
Fe(OH)2+
-12
-14
Fe(OH)3
0
2
4
6
8
10
12
14
pH
286
Thus, in all cases, successive replacement of a water molecule in the inner co-ordination sphere of the ion
by a hydroxide ion results in species which become more stable at increasing pH values.
Similar diagrams can be produced in the presence of ligands which form aqueous complexes with ferric,
e.g. FeCl2+, FeCl 2+, FeCl 3 and FeCl 4- with chloride and FeSO4+, Fe(SO4)2- and Fe 2(SO4)3 with sulphate.
These systems have the added complexity that the distribution of the complexes changes with both ligand
concentration and pH, thus a comprehensive model can be extremely complex with interpretation equally
complex.
The diagrams below show the contours for iron(III) in equilibrium with goethite as a function of either
sulphate or chloride concentration and pH. Clearly, these ligands only have a noticeable effect when they
are at fairly high concentration and only at low pH.
1
0
log{SVI}
0
-1
-2 -4 -6 -8 -10
-2
FeOOH
-10
-8
FeOOH
-10
-8
-3
-4
-5
0
log{Cl-}
0
-1
-2 -4 -6 -8 -10
-2
-3
-4
-5
0
2
4
6
8
10
12
14
pH
It should be emphasised that these diagrams should be used with care as they normally do not allow for
non-ideal solution behaviour at high ionic strengths and they also do not take into account kinetic effects
which can often result in the formation of metastable solid precipitates which can often form in
preference to the stable oxides. This is illustrated in the data shown below for the iron oxides in sulphate
solutions containing potassium ions which can form potassium jarosite ( KFe 3(SO4)2(OH)6 ) at low pH
values.
287
200
Temp. oC
160
Fe2O3
120
80
FeOOH
40
Fe(OH)3
0
0
2
4
6
8
10
pH
Stability Fields for the Iron Oxides and K Jarosite(shaded area).
Thus, although the above diagram shows the regions of stability of the various species, kinetic effects will
often determine the initial products. For example, the kinetics of the precipitation of the K jarosite and
goethite(FeOOH) are slow at temperatures below about 80oC with the result that the first product of
hydrolysis is often amorphous Fe(OH)3 which is very difficult to filter compared to the crystalline jarosite
and goethite phases.
The table below summarises the important characteristics of the iron oxides.
Operating
Conditions
Product
pH
Temp
Anion
Cations reqd.
Residual Fe3+
Filterability
Adsorbed Cations
Adsorbed Anions
AmorphFe(OH) 3
Fe(OH) 3
>3
20-70o
Any
<0.1g/l
v. poor
v. high
v. high
Goethite
Jarosite
Hematite
β-FeOOH
M.Fe 3 (OH) 6 (SO 4 )
Fe 2 O 3
2-3.5
70-90o
Any
<1g/l
Good
Med.
Med.
2
1.5
90-100o
SO 4 2+
Na , K+, NH 4 +
1-5g/l
v. good
Low
High
<1
150-200o
Any
3 g/l
v. good
Low
Med
Some of the important considerations in the selection of a process for the precipitation
of iron in the conventional zinc roast-leach process are summarized in the following
table.
288
The other important feature of these hydrolysis reactions is that, as a general rule, the pH for hydrolysis
falls by from 1 to 3 pH units for reactions between ambient and 200oC. This is illustrated in the data in the
table below for several different types of solids.
Solid
Solution
CuSO 4 .Cu(OH) 2
FeOOH
NaFe 3 (OH) 6 (SO 4 ) 2
Ni(OH) 2
NaAl 3 (OH) 6 (SO 4 ) 2
1M Cu2+
0.001M Fe3+
0.1M Fe3+
0.01M Ni2+
0.5M Al3+
pH 25
pH 100
pH 200
3.9
2.6
7.5
3.0
2.0
1.3
0.9
7.0
1.8
1.0
0.3
5.1
1.0
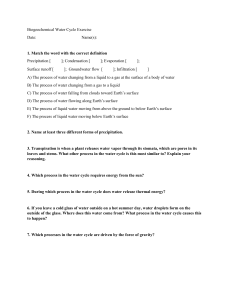
The complexity of the precipitation processes which can occur at elevated temperatures is illustrated by
the data in the figure below which summarises the equilibrium concentrations of Fe(III) and sulphuric
acid under various conditions which are typical of pressure leaching of zinc and copper concentrates and
lateritic ores.
289
An important high temperature hydrolysis process is that associated with the Bayer process for producing
alumina from bauxite ores and this will be dealt with in more detail in a later Section of the course.
9.2.2
Metal Sulphides
The precipitation of metal sulphides is generally carried out using gaseous H2S and the equilibria involved
can be written as
H2S(g) = 2H+ + S2-
K p = [H+]2.[S2-] / pH2S
and
Mn+ + n/2.S2- = MSn/2
K = 1/{ [Mn+].[S2-]n/2 } = 1/K s
These relationships can be written in the forms,
pH = -½.log K p - ½.log pH2S + ½.log [S2-]
and
log [Mn+] = log K s – n/2.log [S2-]
and, for a given pH2S , each can be plotted on a sulphide solubility diagram as shown below.
This diagram can be used in several ways, the most common of which is shown by the dotted lines. Thus,
for a solution saturated with H2S at a pH of 3 (horizontal dotted line), the equilibrium [S2-] = 10-17 as
shown by the vertical dotted line. This line intercepts that for Fe2+ at a metal concentration a little above
10-4 M which is the solubility of Fe2+ under these conditions. All metal ions to the left of the vertical line,
such as Co2+ and Ni2+, will be more or less insoluble at pH 3 while those to the right, such as Mn2+ will be
soluble.
290
0
log[Mn+]
Cu+
Cu2+
Pb Zn Co Ni
Fe 2+
Mn2+
9
H+
pH
-1
7
-2
5
-3
3
-4
1
-50
-40
-30
log [S2-]
-20
-10
0
This is the basis for the use of sulphide precipitation in the selective precipitation of Ni and Co from
laterite leach solutions, the removal of Pb from Ni electrolytes and the purification of Mn leach solutions
by the selective precipitation of cobalt and nickel.
9.2.3
Other Metal Precipitates
Gypsum
Gypsum is the most important method of removing sulphate from solutions. It is one of a family of
three calcium sulphates which can all be formed by precipitation.
Anhydrite CaSO4
Hemihydrite CaSO4.½H 2O
Gypsum CaSO4.2H 2O
These can be transformed from one to another by either contact with water (e.g. hemihydrite to gypsum –
Plaster of Paris) or by thermal transformation (e.g. hemihydrite to anhydrite). Nature also transforms one
form to another depending upon local conditions.
However, from a hydrometallurgical viewpoint by far the most important of the three is gypsum.
Anhydrite does not precipitate below about 90ºC, even if seeded and is difficult to form unless there are
other dissolved salts present. Hemihydrite is often formed at elevated temperatures due to its faster
formation kinetics than anhydrite. However, hemihydrite will only form if the temperature is above that
required for the partial dehydration of gypsum which is reported as 40-80ºC depending upon ionic
strength, water activity, ions present etc
291
Gypsum is slightly unusual for a precipitate in that is moderately soluble, this is shown in the diagram
below (the units for the y-axis are the slightly unfamiliar mol/kg or molality, 0.01 mol/kg = 1.36g CaSO4
/ kg). Thus, at ambient temperature there is approximately 2 g/L of calcium sulphate in solution.
The solubility is dependant upon the ionic strength of solution with high ionic strength leading to a
decreased solubility. The actual solubility may be as much as four times greater than that indicated above,
the diagram below shows the effect of sodium chloride concentration on the solubility at 25ºC.
The main problem with gypsum is its tendency to supersaturate in solution. This leads to subsequent
problems due to the rapid crystal growth evident after nucleation. Gypsum scaling can occur both
gradually and relatively suddenly depending upon solution conditions.
Arsenic Precipitates
An increasingly important class of precipitates is that of the arsenites (AsIII) and arsenates (AsV) of iron(III)
and calcium. Their importance arises from the increasing use of biological and pressure
oxidation/leaching processes on arsenical ores and the disposal problems for the leach residues. In
292
general, arsenites are more soluble than arsenates and are not regarded as suitable phases for the safe
disposal of arsenic. Therefore, the oxidation of arsenic(III) to arsenic(V) is a significant topic for
discussion and investigation.
A further requirement for disposal is that the phases are stable for long periods of time to prevent release
of arsenic. It has been found that calcium arsenate phases have problems with respect to conversion to
calcium carbonate by reaction with CO2 ….
Ca 3(AsO4)2 + 3CO2 + 3H 2O = 3CaCO3 + 2H 3AsO4
which results in the release of arsenic into the environment. Thus, calcium arsenates are not regarded as
suitable phases for the long term sequestration of arsenic.
The best technology at date (BTAD) is disposal of arsenic as an iron phase. There are also some
problems with this technology as the phases formed are usually non-crystalline and these are more soluble
than their crystalline equivalent. A further problem is the conversion of FeAsO4 to Fe(OH)3, this is
illustrated by a calculated solubility diagram for the iron(III)-arsenic(V) system given below.
Solubility Diagram Fe(III)-As(V) at 25C
0
FeAsO4
log[Fe,As]
-2
-4
Fe(OH)3
-6
-8
-10
0
2
4
6
8
10
pH
To partially overcome the problem of transformation the ratio of ferric to arsenate is kept high, typically
in excess of 4:1. This results in the sorption of any AsO4 onto the local ferric oxide present thereby
hindering release.
These diagrams are of considerable value in establishing the conditions required to precipitate the various
phases and in assessing the environmental stability of the products. Thus, it is apparent from the diagram
that ferric arsenate is stable only in a very limited pH range and will dissolve to form ferric ions and
H3AsO4 at pH values below about 2.5 and will be converted into Fe(OH)3 with release of arsenate ions at
higher pH values.
FeAsO4 + 3H+ = Fe3+ + H3AsO4
FeAsO4 + 3H2O = Fe(OH)3 + H 3AsO4
depending upon pH)
(or H+ + H 2AsO4- or 2H+ + HAsO4- or 3H+ + AsO43-
293
There are a number of further complications in this system,
1) the precipitate formed is not crystalline
Amorphous precipitates are invariably much more soluble than crystalline precipitates, this is
shown in the diagram below.
Crystalline FeAsO4.2H2O can be formed from solution, but requires solution temperatures of
>90ºC. Since arsenopyrite oxidation (the major source of arsenic) often takes place in autoclaves
this usually isn’t a problem. However, small amounts of arsenic are present in many sulphides
treated hydrometallurgically and it is uneconomic to heat solutions to 90ºC in order to dispose of
As.
2) thermodynamic data is contradictory
Thermodynamic models are only as good as the data used to construct them. Only recently has
the disparity between two different Gibbs free energy values for FeAsO4.2H 2O been resolved –
one set of workers used crystalline material whilst the others used precipitated material. The
effect of this is also shown in the diagram below.
2
no Fe-As complexes
Fe-As complexes
log{activity}
0
-2
FeAsO4.2H2O (ppt)
-4
FeAsO4.2H2O (c)
-6
-8
-10
0
1
2
3
4
5
6
7
8
9
pH
3) thermodynamic data doesn’t exist
Models of these systems are typically derived from experimental data and that is often of poor
quality resulting in poor quality models and thus, inaccurate thermodynamic values. The poor
data may also hide the presence of an important solution species, in the diagram the initial models
(dashed lines) did not contain solution iron-arsenic complex species (FeH2AsO4, FeHAsO4+ and
FeAsO4 (aq)), however a more accurate model was derived by adding these species, primarily the
neutral FeAsO4(aq) which is the major species formed by solubility of FeAsO4 under
circumneutral conditions. This more complex model fits the available experimental data much
more closely than the old model.
294
4) storage conditions are crucial
The usual disposal of arsenical wastes is in tailings dams, although this is becoming less practical
where there is a high arsenic content. As the dam grows, the original wastes are continually
descending in the water column and the pore solution may become anoxic due to bacterial action.
Anoxic conditions can lead to the reductive dissolution of FeAsO4 and release into solution.
FeAsO4 = Fe2+ + AsO43+ + eEqually, the presence of high sulphide in the tails may also give problems due to localized bacterial
oxidation resulting in a decreased pH and dissolution.
Alunites and Jarosites
Alunites and jarosites have already been mentioned and these form a group of precipitates of great
importance in hydrometallurgy. Although, jarosite is by far the more important, alunite occurs in systems
where significant quantities of aluminium are solubilised, such as in acid leaching autoclaves. The
formulae previously noted are somewhat misleading as there are a whole range of compositions which can
form according to the composition of the starting solution. Indeed, jarosite / alunite act as a sink for a
wide range of minor elements from solution with much research being conducted to determine the
maximum amount of toxic or minor elements which can be incorporated.
The phases have essentially the same crystallographic structure and can be described by the general
formula MG3(TO4)2(OH,H2O)6. M is typically a monovalent cation, notably K+, Na+, NH 4+, Ag+,
H3O+ but may also be divalent with Pb2+ the only notable occurrence. G is a trivalent cation, most
frequently Fe3+ or Al3+ but, more rarely Ga3+ or V3+. If Fe3+ > Al3+ then the phase is a jarosite, if Fe3+ <
Al3+ then it’s alunite. TO4 is most commonly SO4 but can also be PO4 or AsO4 with electrical neutrality
maintained by the interchange between OH_ and H 2O. In most cases of hydrometallurgical interest SO4
is >95% of the TO4 site. The presence of chloride ions has been reported to enhance jarosite formation
but substitution of Cl- for OH- is limited.
Silver bearing jarosite (argentojarosite) was common in the gossan ores from Rio Tinto in Spain and was a
major source of silver in pre-Roman times with an estimated 2 million tonnes mined.
The jarosite process for removal or iron from zinc solutions was discovered by a number of companies in
the 1960’s and they collaborated to market the technology. The product was easily filtered, would settle
rapidly and did not result in significant losses of divalent metals such as Cu, Zn, Ni in the residue.
However, jarosite is now recognized as an unsuitable phase for long-term disposal due to decomposition
and its’ use will eventually be superceded.
Jarosite forms slowly at room temperature but the rate of formation increases with temperature and is
nearly complete after several hours at 100ºC, higher temperatures also favour jarosite formation but there
seems to be an upper limit of 180-200ºC at which haematite becomes predominant. The ideal solution
pH is 1.5-1.6, below this the rate of formation is decreased and above this other iron phases precipitate,
higher temperatures can be used to offset the effect of acidity.
295
Concentration of the monovalent cation should be slightly above the 1:1 stoichiometric level with regard
to Fe3+, above this no major effect is found, except at extreme levels where alkaline ferric sulphates form.
Lower levels hinder formation. Jarosite can be formed from a wide range of iron concentrations (1.4-170
g/L) but the yield of iron as jarosite increases to 100% for ~30g/L Fe3+.
Jarosites are inevitably seeded by recycling a small quantity of the precipitated jarosite from one batch the
subsequent batch. This will be covered in more detail in the next section.
The stability of jarosite is limited by transformation to, for example goethite…
KFe 3(SO4)2(OH)6 = 3FeOOH + K+ + 2SO42- + 3H+
Clearly, for this jarosite the decomposition is a function of pH, sulphate concentration and potassium
concentration. The diagram below shows contours of the solution iron concentration in equilibrium with
jarosite as a function of both sulphate concentration and pH. The dashed line represents equilibrium for
the above decomposition reaction.
In storage facilities where there is run off the sulphate and potassium concentrations will change with flow
rate and jarosite will decompose to maintain equilibrium concentrations. On decomposition all of the
minor elements incorporated during precipitation become solubilised and disperse.
1
-1
jaro
s
-2
-8
-3
-2
-4
-4
0
-5
0
2
-6
-2
-4
0
2
-6
jaro
s
goe ite
thite
log{SVI}
ite
0
4
6
8
10
12
14
pH
Jarosite and goethite co exist in nature suggesting that the rate of transformation from jarosite to goethite
at near neutral pH is fairly slow. However, both jarosite and goethite are present in fresh gossan, but after
a year of exposure to the elements only goethite was present.
9.3
Kinetics of Precipitation
296
The kinetics of precipitation and crystallization processes are complex involving a number of steps both
homo- and heterogeneous in nature. The two most important observations that must be borne in mind in
describing these processes are
the normal solubility of any substance may be exceeded without incurring a phase change i.e. solutions
can be supersaturated.
the spontaneous formation of a stable solid phase from solution must be accompanied by a decrease
in the free energy.
These two concepts are the driving force for the processes of nucleation and crystal growth and each will
be discussed in turn.
9.3.1
Nucleation
The degree of supersaturation of a solution can be defined in various ways, the most appropriate of which
is
S = (C-C e)/C e
where C is the solute concentration and C e the equilibrium or saturated solubility.
As S increases, there is an increasing tendency for ions of the solute to become associated with each other.
Such clusters are continually forming and redispersing. If S becomes high enough, these clusters will grow
into stable new solid particles. For this spontaneous process, known as homogeneous nucleation to
occur, there must be a reduction in free energy
i.e. Change in free energy = Surface free energy(+) + Volume free energy(-) <0
The surface free energy is associated with the creation of new surface area and the volume free energy
results from the interaction between the ions in the crystal lattice.
As the cluster size increases, the net free energy goes through a maximum value known as the critical free
energy of nucleation. When this value is exceeded, it is possible for stable nuclei to form. Although the
critical size varies from solute to solute, it is often no larger than the unit cell of the crystalline solid. The
critical radius(rc) of a spherical nucleus is related to the supersaturation by the equation,
rc = A.T.M/ρ.ln(1/S)
where M is the molecular mass and ρ the density of the solid and T the temperature.
This equation shows that the size of a critical nucleus decreases as the supersaturation increases.
The rate of homogeneous nucleation (B) can be described by the relationship,
B = A 1 exp { - A 2/T3.S2}
where A1 and A 2 are constants. This equation reveals the very strong exponential dependence of the rate
of nucleation on the degree of supersaturation and the temperature.
The above two relationships show that increased S increases the number and decreases the size of the
nuclei formed by homogenous nucleation. Thus, for example, in the precipitation of a metal hydroxide by
297
the addition of alkali, the chemical reaction proceeds rapidly and very high levels of supersaturation can be
achieved making homogeneous nucleation the dominant mode of nucleation.
In most practical applications in hydrometallurgy, other secondary mechanisms for nucleation are possible
and often more important. These involve nucleation on fine suspended solids which may be seed material
consisting of the same solid to be precipitated. In these cases, the rate of nucleation is generally a linear
function of S.
9.3.2
Crystal Growth
After nucleation has taken place, the smaller nuclei may reduce their free energy further by growing to
larger sizes. Growth continues until supersaturation of the solution is eliminated and the equilibrium
solubility is attained. The rate of growth has also been found to be a linear function of S.
Generally, larger crystals grow at the expense of smaller ones because the smaller ones have a higher
solubility and the solution is supersaturated with respect to the larger ones. This is the basis of the
technique of precipitate aging to increase the filterability of the solid.
The figure below summarizes the effects of supersaturation on the various processes discussed above.
Nucleation rate
Crystal growth
rate
Primary
Nucleation
Critical
nucleation
Secondary
Nucleation
Growth
Supersaturation, S
The effect of inducing secondary nucleation in a precipitation process which operates at low degrees of
supersaturation because of slow chemical reactions preceding precipitation is shown below for the
precipitation of ammonium jarosite.
298
Kinetics of Jarosite Precipitation at 100C
30
No seed
[Fe(III)], g/l
25
20
50g/l seed
15
10
200g/l seed
5
0
9.4
1
2
3
Time, h
4
5
6
Dissolution-Precipitation Processes
Typical of these processes which are becoming increasingly important as the use of high temperature
processes such as pressure oxidation and leaching become more prevalent, is the conversion of goethite
and goethite-like minerals in laterite ores into the more stable hematite at the temperatures typical of the
acid leach processes (250-280oC). In its simplest form, the reaction is
2FeOOH = Fe 2O3 + H2O
However, the reaction is not simply a solid-state transformation but involves the dissolution of the
goethite in the acid followed by precipitation of the hematite as shown in the following reaction scheme.
2FeOOH + 6H+ = 2Fe3+ + 4H2O
[FeSO4OH]
Fe 2O3 + H2O +6H+
i.e. dissolution of the goethite releases nickel and cobalt which are contained within the goethite lattice and
a large fraction of the dissolved iron then re-precipitates as hematite with a basic iron sulphate as an
intermediate product.
The role of the acid in this reaction is illustrated by the data below which shows that, in the absence of
acid, little transformation occurs at 150oC and that the rate increases with increasing acid addition as
shown by the acid/ore ratios from 0 to 0.3 by mass. The relative rates of dissolution and precipitation vary
with the type of ore and with the pressure leach conditions.
299
Kinetics of Goethite-Hematite Conversion
120
acid:ore
0.3
% Conversion
100
0.2
80
60
0.1
40
20
0
0
0
9.5
20
40
60
Time, min
80
100
Problems
1. A sulfate leach solution contains 50 g/l of copper and 30 g/l of ferric ions. Use the hydroxide
precipitation diagram to estimate
a) the pH at which copper and iron start to precipitate as their hydroxides at 25oC.
b) the concentration of iron in solution at the pH when 1% of the copper is precipitated.
c) the pH when 99.9% of the copper has precipitated.
2. Use the sulphide precipitation diagram shows the solubility of various metal sulphides at 250C. Given
the equilibrium constant for the reaction
H 2S(g) = 2H+(aq) + S2-(aq)
as being 10-21 at 250C, draw on the diagram the line for the concentration of S2- as a function of pH for
a partial pressure of H 2S of 1 atmosphere.
Most new laterite projects in WA will to produce a Ni/Co mixed sulphide concentrate by sulphide
precipitation from a solution produced by sulphuric acid leaching of the ore. It is proposed that the
precipitation will be carried out at pH 2.
a) What will be the maximum recovery of nickel and cobalt from a leach solution
mol/l nickel and 0.01 mol/l cobalt?
containing 0.1
b) The leach solution also contains trace amounts of copper, lead, manganese and zinc ions all having
a concentration of 10-3mol/l. Which of these will report to the Ni/Co sulphide concentrate. Give
reasons.
300
3. Sea water contains approximately 0.05 mol/l Mg2+ and 0.01 mol/l Ca2+. Magnesia can be recovered
from sea water by reaction with calcined sea shells by the following reaction
Mg2+ + CaO + H 2O = Mg(OH)2 + Ca2+
Given the following thermodynamic data, calculate the concentration of magnesium ions at
equilibrium in a batch of sea water in contact with excess lime at 298K.
Species
Mg2+
Mg(OH)2
Ca2+
CaO
H2O
∆Ho (kJ/mol)
-461.5
-923.8
-542.6
-634.9
-285.5
So (J/mol.K)
-117.9
63.1
-55.2
39.7
9.8
4. A process stream in a nickel refinery contains 59 g/l Ni2+, 3.25 g/l Zn2+ and 0.3 g/l Cu2+ at pH 2.0. It is
intended to use H 2S to selectively precipitate the copper and zinc from this solution by injecting the gas
into a pipeline reactor at 25oC. Calculate the rate of addition of H2S (g/min) to a stream of solution
flowing through the reactor at a rate of 1m3/min in order to precipitate the zinc and copper without
co-precipitating any nickel.
K so NiS : 3.10-21 K so ZnS : 9.10-25 K so CuS : 1.10-35
H2S(aq) = 2H+ + S2- : K a =1.10-18
a) Calculate the concentration of Zn2+ and Cu2+ remaining in solution after precipitation under these
conditions.
b) Describe qualitatively, with reasons, the effect of decreasing the pH to 1.5 on the precipitation of
each of the metals.
5. A solution containing 0.1M zinc and 0.01M cadmium can, in principle, be treated either with H2S or
H2 gas to selectively remove cadmium from solution.
a) Using the hydroxide precipitation diagram determine the highest pH of this solution
before either zinc or cadmium start to precipitate. Why can one not use this method for
separation of the ions?
b) Using the sulfide solubility diagram determine the approximate pH required to precipitate
99.99% of the cadmium using H 2S gas at 1 atmosphere without precipitating any of the
zinc.
c) If the solution is held at pH 6, calculate the concentration of Zn2+ and Cd2+ in equilibrium
with 0.01M H2S (aq).
301
K sp ZnS = 9x10-24 , K sp CdS = 1x10-29, K=10-21 for H2S(aq) = S2- + 2H+
6. A leach solution contains 10 g/l of nickel and 0.45 g/l copper. The copper is removed as CuS by
reaction with H 2S at 25oC. The H2S gas is mixed with the solution in a reaction vessel in the
proportion of 0.25g H 2S per litre of solution. Assuming that all the copper is precipitated as CuS,
calculate the maximum pH below which the solution should be maintained in order to prevent loss of
nickel as NiS due to reaction with residual H 2S.
7. In the electrowinning of zinc from sulphate solutions, small amounts of magnesium accumulate in the
electrolyte and must be periodically removed. You are given the following thermodynamic data and
are asked to suggest a method which will permit the separation of the magnesium from the zinc by
selective precipitation. The precipitation will be carried out using lime(Ca(OH)2) from the spent
electrolyte which has a composition of 65.4 g/l zinc, 24.3 g/l magnesium and 98 g/l sulphuric acid.
You should demonstrate that this is possible by calculating the solubility of each metal ion at pH
values of 6.0 and 7.0.
Estimate the rate of addition of lime (tonnes/hour) required to control the pH at a value of 7.0 for a
stream of electrolyte having the above composition at a flow-rate of 1 m3 /hour at 25oC. Assume unit
activity coefficients for all species. (RT = 2.48 kJ/mol at 298K)
Species
Zn2+(aq)
Zn(OH)2 (s)
Mg2+(aq)
Mg(OH)2 (s)
OH- (aq)
H2O (l)
9.6
∆Gfo (kJ/mol)
-147.1
-557.2
-445.1
-832.9
-157.4
-236.9
Element
Zn
Mg
Ca
O
Atomic Mass
65.4
24.3
40.1
16.0
Appendix
Case study for cobalt sulphide precipitation
Raffinate from an SX process extracting nickel from an ammoniacal solution of nickel(II) and
cobalt(III) ammines is pumped through a pipe reactor where liquid sodium hydrosulphide (NaSH) is
added, and cobalt sulphide is precipitated. Cobalt sulphide is a very fine black solid, most of which
is flocculated and recovered in a thickener. The thickened ‘slurry’ is then steam stripped to remove
ammonia. The slurry is then stored in tanks, decanting takes place to further thicken, and then sent
on to filtering in Hoesch vertical pressure filters (at 1600 kPa). The filter cake is stored on a
conveyor, and then bagged as final product. Typical packaged product contains 45 per cent
moisture and 20 per cent cobalt.
Control issues
302
Control of sodium hydrosulphide (NaSH) addition is very important. Design control was based on
use of a Redox probe, which has proved unreliable to-date. Manual NaSH monitoring was instigated
and is still the primary control. NaSH addition is critical and must be added in very close tolerances.
Too little NaSH results in not precipitating all the cobalt, and down stream ammonia stripping
causes the cobalt to precipitate. Too much NaSH means excess sulphide in solution returning to the
ammonia leach area.
Thickener operation has been difficult. The thickener is enclosed, due to the ammonia vapours, so
no visual observations can be made. The normal bed level and pressure controls are very different.
Cobalt sulphide does not form a defined bed, and has very little weight. Typical per cent solids in the
underflow is 8 to 12 w/w.
Often, poor extraction of nickel in SX has led to significant nickel tenors reporting to the cobalt
sulphiding area. This has led to loss of control of sulphiding (as nickel is also sulphided), and a large
change in solids loading and solids characteristics are evident in the thickener. Usually control of the
thickener is lost, with dirty overflows and large volumes of low per cent solids being recovered in
the underflow.
Cobalt sulphide filtration is also difficult due to the very fine sizing of the material. The pressure
filters have achieved good filtration, but have required considerable maintenance. Correct operation
of the filters required a minimum feed per cent solids (to avoid undue wearing of the membranes).
This was difficult to achieve at high production rates of cobalt. A change to the decanting strategy
improved this significantly, but it is still subject to some variations.
303
10.1
A TYPICAL SX PROCESS
10.2
CHEMISTRY OF SX PROCESSES
10.2.1
Extraction Equilibria
10.2.2
Extractants
Organic Acids
Chelating Extractants
Solvating Extractants
Ion-Pair Extractants
10.2.3
Mechanism of Solvent Extraction Reactions
10.3
EXTRACTION METHODS
10.4
COMMON SX CONTACTORS
10.4.1
Mixer Settler Contactors
10.4.2
Mixer Characteristics
10.4.3
Settler Characteristics
10.4.4
Column Contactors
10.4.5
Configuration of Loading and Stripping Stages
10.5
SX PROCESSES
10.5.1
Copper Heap Leach
10.5.2
Recovery of Uranium
10.5.3
The recovery and separation of nickel and cobalt
10.5.4
The concentration and purification of zinc
10.6
PROBLEMS - SOLVENT EXTRACTION
10.7
SOLUTIONS TO SELECTED PROBLEMS
10.8
APPENDIX 1
305
306
307
308
308
311
313
314
316
317
321
321
321
323
324
326
326
327
327
328
331
332
338
340
305
306
307
308
309
310
311
312
313
314
315
316
317
318
319
320
321
322
323
324
325
326
327
328
329
330
331
332
333
334
335
336
337
338
339
340
11.1
Ion Exchange Processes
11.1.1
Ion Exchange Resins
11.1.2
Synthesis of Ion-Exchange Resins
11.1.3
Ion-Exchange Equilibria
Exchange of Multivalent Ions
11.1.4
Loading Isotherms
11.1.5
Application to Batch Adsorption
11.1.6
Ion Exchange Kinetics
11.1.7
Ion-Exchange Processes and Equipment
Fixed bed columns
Multi-Stage Semi-Continuous Contactors
Resin-in Pulp Contactors
11.1.8
Example -- Extraction of Uranium
11.2
The Carbon – in – Pulp Process
11.2.1
Adsorption of Gold on Activated Carbon
Factors Affecting the Adsorption of Gold
11.2.2
Models for the Adsorption of Aurocyanide
Batch Absorption
Continuous Absorption
Multi-stage Counter-Current Absorption
Extension to Carbon-in-Leach Processes
11.2.3
Elution
Some Other Aspects of the Elution Process
11.2.4
Reactivation
Importance of Maintaining High Carbon Activity
Factors Affecting Carbon Activity
Processes Occurring During Thermal Regeneration
11.3
Appendix
11.4
Problems
11.5
Solutions to Selected Problems
342
342
343
345
348
349
349
351
354
354
356
356
357
358
359
359
361
363
363
364
367
368
371
372
372
373
373
374
377
381
342
343
344
345
346
347
348
349
350
351
352
353
354
355
356
357
358
359
360
361
362
363
364
365
366
367
368
369
370
371
372
373
374
375
376
377
378
379
380
381
382
383
384
385
386
12.1
12.2
12.2.1
12.2.2
12.3
12.3.1
12.3.2
12.3.3
12.3.4
12.4
12.4.1
12.4.2
Introduction
Cementation
Thermodynamics
Kinetics
Reduction by dissolved gas
Thermodynamics
Kinetics
Practicalities
Sherritt-Gordon process
Some problems
Questions
Worked solutions
388
388
388
390
395
395
400
402
403
404
404
405
388
389
390
391
392
393
394
395
396
397
398
399
400
401
402
403
404
405
406
407
408
13.1
13.2
13.3
13.3.1
13.3.2
13.3.3
13.3.4
13.4
13.4.1
13.4.2
13.5
13.5.1
13.5.2
13.5.3
13.5.4
13.6
13.6.1
13.7
13.8
13.9
13.9.1
13.9.2
13.9.3
13.10
Introduction
Redox Equilibria
Electrochemical Kinetics
Faradays Laws
Characteristics of the Butler-Volmer Equation
Influence of Mass Transport on Electrochemical Kinetics
Mass Transport of Ions
Electrocrystallization
Influence of Kinetics on Deposit Morphology
Application to Metal Deposits
Current distribution in a cell
Primary Current Distribution
Secondary Current Distribution
Tertiary Current Distribution
Current Distribution in 3-Dimensional Electrodes
Materials for cells and electrodes
Anodes and cathodes
Cell design
Tankhouse current distribution
Mass Transfer at Vertical Electrodes
Natural Convection
Application to Copper Deposition
Effect of Gas Evolution
Energy consumption
411
413
415
415
415
417
418
418
419
422
423
425
426
428
429
431
431
432
433
437
437
437
438
439
13.11
13.11.1
13.11.2
13.11.3
13.11.4
13.11.5
13.12
13.12.1
13.12.2
13.12.3
13.13
13.13.1
13.13.2
13.13.3
13.13.4
13.14
13.14.1
13.14.2
13.15
13.15.1
13.15.2
13.16
13.16.1
13.16.2
13.17
13.17.1
13.17.2
Copper electrorefining
Cathodes and starter sheets
Electrolytes
Current density
Anode passivation
Deportment of anode impurities
Electrowinning of copper
Competing Reactions
Quality of Copper Cathodes
Anodes for Electrowinning
Zinc electrowinning
General Aspects
Current efficiency
Cathode Purity
Anode Corrosion
Electrowinning of nickel and cobalt
Nickel
Cobalt
Electrowinning in Novel Cells
Packed or Fluidized Bed Cells
Forced Flow Cells
Gold and silver
Electrowinning
Design and operation of electrowinning cells
Exercises
Questions
Worked solutions
440
442
442
443
443
444
444
446
447
450
451
451
453
456
456
458
458
462
463
463
465
466
466
467
471
471
479
410
411
412
413
414
415
416
417
418
419
420
421
422
423
424
425
426
427
428
429
430
431
432
433
434
435
436
437
438
439
440
441
442
443
444
445
446
447
448
449
450
451
452
453
454
455
456
457
458
459
460
461
462
463
464
465
466
467
468
469
470
471
472
473
474
475
476
477
478
479
480
481
482
483
484
485
486
487
488
489
490
491
492
493
494
495
496