API Standard 682: Pumps-Shaft Sealing Systems
advertisement

Pumps-Shaft Sealing Systems for
Gentrifugal and Rotary Pumps
API STANDARD 682
FOURTH EDITION , MAY 2014
AMER I CAN P ETROLEUM INSTITUTE
Reproduced undar licer,se of the American Petroleum Institute No psrt of the electronic flre may be reproduced or Iransmitted in any
form. lncluding Iransmittal by e-mail, by !ile Iranster pratocol (FTP ), or by being part of a network accessible system except under lice nse.
Special Notes
API publications necessari\y ad.dress problems of a general nature. With respect to particular circumstances, local,
stale, and federallaws and regulations should be reviewed.
Neither API nor any of API's employees, subcontractors, consultants, commiltees, or other assignees make any
warranty or representa!ion, eilher express or impl ied, wilh respect to the accu racy, completeness, or usefulness of the
information contained herein, or assume any liability or responsibility for any use, or the results of such use, of any
informat\oo or process disclosed in tilis publication. Neither API nor any of API's employees, subconlractors,
consultants. or olher ass1gnees represent that use of this publication would not infringe upon privately owned rights.
API publications may be used by anyone desiring to da so. Every effort has been made by the Institute to assure the
accuracy and reliability of the data contained in them; however, the Institute makes no representalion, warranty, or
guarantee in connection with this publication and hereby expressly disclaims any liability or responsibility for \oss or
darnage resulting from its use or for tile violation of any authorities having jurisdiction with wilicil this publication may
conflict.
API publications are published to facililate the broad availability of proven. sound engineering and operating
practices. These publications are not intended to obviate the need for applying sound engineering judgment
regarding when and where these publications should be utilized_ The formulation and pub\\cation of API publ!cations
is not intended in any way lo inhibit anyone from using any other practices.
Any manufacturer marking equipment or materials in conformance with the marking requirements of an APJ standard
is solely responsib!e for comp!ying with alt the applicable requirements of that standard_ API does not represent,
Warrant, or guarantee !hat such products da 1n fact conform to the applicable API standard.
Usersofthis Standard should not rely exclusively on the information ccntained in this document. Sound business, scientific, engineering. and safety judgment should be used in employing the Information contained herein.
All rights reserved No part of this work may be reproduced, translated, stored in a retrieval system, or Iransmitted by any means,
eleclronic, mechanical, photocopying, recording, or otherwise, without prior writlen permission from the publisher. Contact the
Publisher, API Publishing Services, 1220 L S\reet, NW, Washington, DC 20005
Copyright© 2014 American Petroleum Institute
Foreword
Nothing conlalned in any API publication is to be construed as granting any right, by implication or otherwise, for the
manufacture, sale, or use of any method, apparatus, or product covered by letters patent. Neither should anything
contained in ttle publication be oonstrued as insuring anyone against liability for infringement of Jetters patent.
Shall: As used in a standard, "shall» denotes a minimum requirernent in order to conform to the specification.
Should: As used in a standard, "should" denotes a recommendation orthat which is advised but not required in order
to conform to the specification.
This docllment was produced under API standardization procedures lhat ensure appropriate nolification and
participation in the developrnental process and is designated as an API standard. Questions concerning the
interpretation of the content of this publieation or comments and questions concerning the procedures under which
this publication was developed should be directed in writing to the Director of Standards. American Petroleum
Institute, 1220 L Street, NW, Washington, DC 20005. Requests for permission to reproduce or translate all or any part
of the material published herein should also be addressed to the director.
Generally, API standards are reviewed and revised, reaffirmed, or withdrawn at least every five years. A one-time
extension of up to two years may be added to this review cycle. status of the publication can be ascertained from lhe
API Standards Department, telephone (202) 682-8000. A catalog of APl publications and materials is published
annually by API, 1220 L Street, NW, Washlngton. DC 20005.
Suggested revisions are invited and should be submitted to the Standards Department. API, 1220 L Street, NW,
Washington, DC 20005, standards@api.org.
Contents
Page
1
Scope . .. .. .... . . ... . ....... . .. . .................. . ..... . ........ . .... . ................. 1
2
Normative References... . .......... . .. .. . . .... . ......... . .......... . ... . .................. 1
3
3.1
3.2
Terms, Definitions, and Symbols ..... . ........ . . . .. . .. . ... . ....... . .... . ............ .. ...... 3
Terms and Definitions ........ . .. . ............... .. ... .. . . .............. . ... . .... . .... . .. . . 3
Symbols ... ...• . ... . ... . . . . . ......... . . . . . . . . . ........ . .... . .. ... ..... . ... . . . . . ....... . 12
4
4.1
4.2
4.3
Sealing Systems ........•. .. . .. . . . • ........ . . . .... . ........... . .....•.... .. . . ......... . . 13
Seal Categories, Types, and Arrangements . . . ............. . ... .. ... . . . . . ....... .... ......... 13
Objectives .. .. ...... . ...... . .. . ...... . . .. ......... . .. .. .. . . . ............ .. ........... . .. 15
Specifying andlor Purchasing a Sealing System . . . . ...... . . . .. . . . ...... . . . .. . ... . ....... . .... 15
5
5.1
5.2
General ....... . .. . ....... . .. . ......... . ... . . . . .. . . . . ........... . .. . .............. .. ... . 23
Unit Responsibility .......... . . .. .................... .. ......... ... ........ . .. . . . ... . .... 23
Dimensions . .. . ..... . ... . . . .......... .. ... . . .. .... . ..... . ..... . . . .. . ..... . .. . .•...... . . 23
6
6.1
6.2
Design Requirements .....•. . ............. . ... .. .... . ....... .. ...•..... . .. .. .... . . . ...... 23
Common Design Requirements (All Categories) ........... .. ..... . . . .. . ...................... 23
Design Requirements (Category-specific) ....•. . . .. .. . ..... . . . ... . .......... . ....... . .... . .. 45
1
·7.1
7.2
7.3
Specific Seal Configurations . . ... . ..... ... .. . . .... .. .. ... ...... .. .. . ...... . .. . ............ 48
Arrangement 1 Seals .. . .......... . . .. . .. . . ......... . ... . ... . ............................ . 48
Arrangement 2 Seals .. • ... . . ... . .. ... . ............... . ........ . . .. ......... . ...... . . . .. . . 49
Arrangement 3 Seals ........ . . . ......... . ... . ................................. ... ........ 52
8
Accessories .......... . . . .• . ..... . .......... . ............... . ... . ......... . .... . . . ...... 54
lt 1 General .. ....... .. ............ . .. . ....... . .... . .. ...... . .... . .. . .... . ............ . .. . . ,. . . '54
6.2 Pipi ng f o:r S.eall AuxiiUary Systems ........•. . ..•. .. ........•... .. .. . . .......... . ............... 56
8.3 rCo:m:ponents of Seal Au.xilia~ry Sy.ste.ms (1if Specified in Anrn ex G) .... ,. .. ,. ... .... . .. . ....... • .• . . 59
9
9.1
~ nsi!rumentailiion .. .. . .... . . .. ....... . .. . . . ...•...... .. .. . ....... . ...... . .. . .... .. .. .• ..... . 72
G·ene•.r.a~ ... ,. .... ,. .. . ................... .. .............. ,. .......... . . ,. . .. .................. 72
~9.2
T.emperature-irndicating Gauges ... . ....... . .... . . . ....... . .. . ,. ......... . .•.........•... ,. .. 72
Tiher:mowe.l ls... .............. . . . .. . .... . ...... . . . .. . ... . . . .... . . ,. ......... . ... . .. .. •...... 73
'Pr:essure lndicators ....... . .••. • . " ..........•.•....•........ . .... .. ..... . .. • .. . ....•...... 73
Transmitlets a1rnd Swi~ches • ... ,. .... • ........ .. •...... . ............. . ........ . .............. 73
Level ~ rndicato.rs ............ . .... • ..... . .. . ,. •................... . ... . .......... . ......... 74
Fl-o w h11·s lllrumemits ...... . .... . .. . .................. . .. . . . ..... . ......................... . ... 74
Relief'Valve.s .. .. . .. ..... . .......... . .... . ....... .. ....................... .. . . . . . . .......... 74
IP,ress,vJr.e C·o.mtro' ·val-v.es . . . . . . . . . . . . . . . . . . . . . • . . . . .. . . . . .. . . . . . . . . . . . . . . . • . . . . . . . . . . . . . .. . . . . 7.5
'9.:~.11 !Pressure Am;plifiers.... .. ... . .. .. .. .......... ..................... .. ........... . .... .. ......... 75
9.3
9.4
9.5
:9.6
9.7
9.8
9 :9
10
~nspecti:on, Te'Sli.n,g, a!Jfd Preparati.Gn ifor :Sl'il'i~prnent .. • ~ ........................ . . .. .............. 75
·~ 0; 1 .ß ·e.ll'e'mll . . . . . . . . .. . . . -. . .. . . .. . . . . . . . .. -. . . .. • . . . . • . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . .. . . . • . . . . . . '15
-~ 0.·2
lnspe:ction . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . .. • .. . • . . • . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . • .. . ...• 7 5
........ . ............................. .. ................................ .. .......... .7r6
tG A IP1eparati o.n .fQ'r :st.riliJ.m·en.t . . . • . . . . .. . . . . . . . . . . . • . . . . . . • . . . . . . . . . . . . . . . . . . . . . . . . . . . . . • • . . . . . . fßß
·~,0. 3 Testl1
n:g
·11 lllata irmn·s'fe:r . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . • . . . . . . . . . . . . . .. . . . . . . . . . . . . . • . . . . . . . • . . . . . . ·-a·1
11.1 :&eme.r.al ....... . .................. . ................................ .. ......... .. ........ . . ·8·1
·11...:2 Da'ta Requlre:rneot lf.o~m.s ................................................ . .................. 1'82
11.3 i[)a;tasfheet . .. . . . . . . . . . . .. . . . . . . . . . .. . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . .•... • .. ·82
·n1.4 1nspe.ctor CQh:eo'klli.s:t . • . • . . • . . • • . • . . . . • . . • . .. . . • . . • . . . . . . . . • • . . . . • . . . . . . . . . • • • . • . . . . • • • . . • •• <82
V
Contents
Page
Annex A (informative) Recommended Seal Seiaction Procedure .............. .. ................. ... . 83
Annex B (informative) Typical Materialsand Material Specifications for Seal Chamber and Mechanical
Seal Components . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111
Annex C (informative) Mechanical Seals Datasheets . . .......................... . .... .. . . ......... 127
Annex D (informative) Seal Codes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 132
AnnexE (nonnative) Mechanical Seals Data Requirement Forms . ........ . . . ... ... . . ... .. ......•... 137
Annex F (in·formative) Technical Tutorials and Illustrative Calculations ....................... . •..•... 140
Annex G (normative) Standard Piping Plansand Auxiliary Hardware .. ... ............... ..... . ...... 183
Annex H (infonnative) lnspectors' Checklist for All Seals .......................................... 230
Annex I (normative) Seal Qualification Testing Protocol ........ . ............. . ........ . ......... .. 231
Bibliography ......................... ....•. . .......... . .................................• . . 254
Figures
Seal Configurations .................................. . . . •....... . ....... .. ............... 16.
2
Arrangement 1: One Seal per Cartridge Assembly ..... ........................... .......... .. 17
3
Arrangement 2: Two Sealsper Cartridge Assembly with a Liquid Buffer Fluid .... . . .. ............ 18
4
Arrangement 2: Two Sealsper Cartridge Assembly with orWithout a Gas Buffer Fluid .. . .. ........ 19
5
Arrangement 3: Two Seals per Cartridge Assembly with a Liquid Barrier Fluid . . .•............... . 20
6
Arrangement 3: Two Seals per Cartridge Assembly with a Gas Barrier Fluid ... .. ................. 21
7
Arrangem:e nt 1 lype A S ·eaas ... .. ............ ..................... .......... ... .... ........ .. 22
B
Arrarng·e ment ·1 Jype IB 'Se:a[s .................................. .. .. ... .. .. ..... .... ..... ... ... 22
·9
Alrr:angem.e nt 1 iyiPe C Seals ............... .. ......... . .................................... .22
10 Retentiorn of Seal Com,pone:nts in Vacl!lum Serv~ces a!f11d Arrangemernt 3 Inner Seal . . ..•..•••••••.• 25
11 Se:a'l Chamber Types ..... . . . .. . .. . ............... .. .. ... ................ . .. ... . . ....... ... 26
12 Sea'l C lhamb'er Register Concentricity.... ...... ............... . ............ .......... , ...... 29
13 Seollio:n Show,ing Seall Gtantil Plate Shoulde.r ..................... ............................ 29
14 'Seal Chamber Face Run.o ut ............................. .. . .. ....................... , .. , • , •.
15 Mechanicai.SeaUPip:ing Co:rnnectio:ns .................. ... .. ..... . . . ........ . .. . .... . ......... 34
16 PJ,a.stic P1lug with Center irab and Example of War;ning lag ........ • ............................ 34
17 Seal ClilamiberlGiand Plate for Verticat Pumps ..... ............. .. . .. . . . ........ ..... ...... ... 34
'118 Matirng Joint Gasket ...•••.•..•••.•••••. -. ... ...... .. ....... ................ .. . .. .......... .. '3·5
'11·9 SeaJI .SJe:e ve Rt~tloud ................. .. ........... .. ............ . ....................... .. ... 3ti
2D AuxHiacy :&leev-e Arrane~e.r.nemit .......................................... ................. .. .. .3B
21 .Seafl Sleev'e ~ttac}'!lllflt~fil:t by Shrinlk Ois_k .... .. ......................................... . . ...... :! 9
2.l
~Sea'l Sleev.e Atta:olllmeAt by SJl)l:it Rh~g ....•..•..••.•.•..•.......•.••.... • .......•..•....•...• -4G
23 1CJam:~ed lface.s ........•............... . • ........ -. ............................. .. ........ ..1,1: 0
~4
lllis:tdb!.det!l Flush Sy.stems .•..•..•.••.........•....•.••. .. ...... • ..•.••..•.••.............• '47
25 .Alttaobnrernt of Key Onl:v-es to S.baft ... .. ...... . .. .. .......•...•. .. .. .•• .. ......• • ............... • ,47
'26 Saation Stnowing •Conlalinm:en;t.:SeaJ Cbamlber Bus'h~_mg fo·r 2CW..ZC'S alitt!L~NC..iCß Co:nftguratior.ls..... 'S1
27 ~s.eall ifestin.g Seql!le:nce •• .............. .. , . " ...............•....•. .. ............. , .......... Tl
A.·j :s'e:a1 :s:e~lel!tion ~og·ic .......................... .. ... -. .. .............. .. . " ......... .. ...... .. .. 1<07
A.l Group fil S:e:ai .Arramgem:ent 'Se:lectiDill Charit, . •..• ...............•.......... , •.............. , "iiiß:S
1
:;ro
vi
Contents
Page
Gonversion of mg/m3 to ppmv at 25 oc (77 °F} and Atmospheric Pressure ...................... 109
Tamperature Gorreetion Factor for Figure A.3 ...... . .... . ... .. . .. ....... ... . ................ 11 0
Relative PV Comparisons for Seal Face Combinations .................... ... ..... .... ....... 121
Estimated Gas Leakage for 50 mm Shaft at 0.7 bar, Expressed in Normal Litersper Minute ........ 142
Estimated Liquid (Water} Leakage for 50 mm Shaft at 2.75 bar, Expressed in Cubic
Cantimetersper Minute......................•........................................... 143
F.3 Illustration of Alternative Vapor Pressure Margin Calculation Options ............... .. ... . ....• 145
F.4 Illustration ofVapor Pressure Margin Calculation Methods as Applied to Propane ................ 145
F.5 Illustration of Balance Ratio Measurement Points .......... . ............... . ................ 149
F.6 Gland Plate Model .. .. ............................................................... . . . 156
F.7 System Model. .................................................................. .. ...•. 156
F.8 Pipe System Friction Curves .....•........... ..... ....................................... 157
F.9 Tubing System Friction Curves ............... . ........................................... 158
F.10 Circulating Device Performance and System Resistance in Tubing System Curves •••.•.•.•••••.• 160
F.11 Circulating Device Performance and System Resistance in Pipe System Curves .... ... .......... 160
F.12 Typical Required Flush Flow for Arrangement 3 CW Seals Without Heat Soak Considered and a
Pumped Fluid Temperature of 54 oc (130 "F) ................................................ 161
F.13 Typical Required Flush Flow for Arrangement 3 CW Seals with Heat Soak Considered and a
Pumped Fluid Temperature of 176 .. c {350 °F) . .. ........................... . ................ 161
F.14 Typlcal Required Flush Flow for Arrangement 3 CW Seals with Heat Soak Considered and a
Pumped Fluid Tamperature of 260 oc (500 °F) ....................... . .... . ....... .... ....... 162
F.15 Typical Required Flush Flow for Arrangement 3CW Seals with Heat Soak Considered and a
Pumped Fluid Tamperature of 371 oc (700 °F) ............................................... 162
F.16 Calculation Points for Piping Plan 53A Systems ..•.......................................... 165
F.17 Pressure Alarm Without Temperature Bias ................................................. 169
F.18 Barrier Liquid Pressure versus Accumulator Gas Volume .................................... 170
F.19 Barrier Liquid Pressure Against Barrier Liquid Volume ... . .................... . .............. 171
F.20 Drive Collar Holding Capab!lity ................................ .... ....................... 178
G. 1 Instrument Symbols ... . ..... . ..... .. ......... . . ............................. . . .. . . ..... 184
G.2 E.quipment Symbols ......... . ....... •.. ..... . ............ • ................ . . . . .. ....... 185
G.3 Standard Seal Piping Plan 01 ............................................................ . 186
G.4 Standard Seal Piping Plan 02 .... ............. . . .... ..................... ... .............. 187
G.5 Standard Seal Piping Plan 03 .................................................... .. ....... 188
G.6 Standard Seal Piping Plan 11 ............................................................. 189
G.7 Standard Seal Piping Plan 12 ...................... . ...................................... 190
G.B Standard Seal Piping Plan 13 ........................ . .. .. . .... ........................... 191
G.9 Standard Seal Piping Plan 14 ............................................................. 192
G.10 Standard Seal Piping Plan 21 ... . ................................................ . .......• 193
G.11 Standard Seal Piping Plan 22 .............. ..... ....... . . ... .. .. . .. . . ..................... 194
G.12 Standard Seal Piping Plan 23 ............................................................. 195
G.13 Standard Seal Piping Plan 31 . ...................•...•.................................... 197
G.14 Standard Seal Piping Plan 32 .. . ............................... . .. .... ...... . ............. 198
G.15 Standard Seal Piping Plan 41 .......................... . . . ................................ 199
G.16 Standard Seal Piping Plan 51 ............................................................. 200
G.17 Standard Seal Piping Plan 52 .............. . ...................... . ...... . ................ 201
A.3
A.4
B.1
F.1
F.2
vi1
Contents
Page
G.18 Standard Seal Piping Plan 53A ... ....... .......... ... ............ .. ....... ............... 203
G. 19 Standard Seal Piping Plan 538 ...................... . . . ........ . .... .. . . ...... . .. ...... .. 205
G.20 Standard Seal Piping Plan 53C ........................ .. ................................. 207
G.21 Standard Seal Piping Plan 54 .... ...... ....... ............... . ....... ..................... 209
G.22 Standard Seal Piping Plan 55 .................... ..................... .. .. ..... . .......... 210
G.23 Standard Seal Piping Plan 61 .................................. .. ...•..................... 211
G.24 Standard Seal Plping Plan 62 ..........•.......... ... . . . •. . •. ... . .... ..................... 212
G.25 Standard Seal Piping Plan 65A ................ .......... . .. ... ..... ..................•... 213
G.26 Standard Seal Piping Plan 658 ..............•......... . . ..... . ... ......... . .•............ 214
G.27 Standard Seal Piping Plan 66A •........................ . . ..... ... ...... . .. . ... ....... . ... 215
G.28 Standard Seal Piping Plan 668 ........................ ......... . .... ..................... 216
G.29 Standard Seal Piplng Plan 71 ...... . .... . ..•............... .. ......... . .. . ....... .. . ... ... 217
G.30 Standard Seal Piping Plan 72 ............. . .. . .. . ........................ .. ... . .. . . .. ..... 218
G.31 Standard Seal Piping Plan 74 . . . .. . ....... . .. . .. . ....................... .................. 219
G.32 Standar'd Seal Piping Plan 75 . . ... •. . . ....... ..... .. ...................... .......... ..... . 221
G.33 Standard Seal Piping Plan 76 ....... .. ...... . .............. ... ...................... . ..... 223
G.35 Standard External 8arrier/Buffer Fluid Reservoir ................................... ..... .... 225
G.36 Alternative External 8arrier/Buffer Fluid Reservoir................................ . . . ........ 226
G.37 Typicallnstallation of a Piping Plan 23 Circulation System ..... .. ............... . . . ..... . .... . 227
G.38 Typicallnstallation of a Barrier/Buffer Fluid Reservoir . .. ........ . .... . . . . .. . .... . .. . ... ...... 228
H.1 lnspectors' Checklist. ................................... .... . .. .. . ...............•...... 230
1.1 Water Test Parameters . ...... . ... ..... .. ... ................. . .. . . .. .. . ........ . .. ...... . 244
t2 Propane 1est Parameters ......... • .............. . .. ...... . . ... . .. ... . .... ........... .. ... 245
1.3 Caustlc (iNaO:HI) 'fest Parameter s ................... ......... .. .. . ........... .............. .24'6
lA Mine.r al Oi~ test Parrameters for Applications Between s oc a•rnd 17·6 oc -(23 °F and 348..:8 o,F) . .•••••. 247
1.5 M~ newa1 Oi~ Te st P.arrameterrs for A!PP I~catio ns IBetween '116
and 400 °C (348•.8 "'F and 750 °F) ..... 246
t 6 .Seal Manufacturer Qualdfication Test Pr.ocedu111e .............. .. .. . . .. ..... . ...............•.. 249
11.7 Se.al M a:nufacturer QuallificaHo:n Test !Procedure for 'Con:taijnment Seals ........ ............ , . , .. 250
11.8 Seal Mamllfacturer Qualijificatlion 'Test IProcedure fo:r Gas Barrie·r .Seal s ............. , .. ........... 251
t9 IMec!hanica~ Seal Qualiftication Test Form '(1CW, 2:CW-CW, 3CWJFB, 3CW-if1F, and '3 CW-BB) ......... 252
1.10 Mechaniical Seal .Q l!lalification Test Form o(2CW-CS, 2NC-CS, 3NC·Ff, 3NC -E!8, and 3NC-FBJ ....... '2:53
oc
Tab'l es
1
Clearances Between Rotary and Stationary Components ...................... .. ...... . .. . .. . . 28
2
Symbü~s aod Size for Sea'I .Cnamber awo Gland Plate Connections . . ............ . . . •. ....•. . ... . 3'3
3
!Minimi!Jm 'Sieeve Th id~mess i11 tll:e Area of Componen1·drive SetScrews ...... .......... , . . ... . .. 37
4
Min:im~r~m Requirer:nen1s for .Auxili ary Piping ................................... . .. . .... .. .... 57
'5
Fl1Unimum Pi pe WaU Thickness • . . . . . . .. . .. . . . ............. . ................ . . . .. ... .. . .... . '58
6
Mjnimum Tubing Wall ihickmess . . . .... . .. . ............... ..... ...... . . .. . . ........ . , ..... . SB
'Conditiolils Af:fecting Codling WaterSystem Design . .. ........... .. ............. . .. . ... . . . ... CG1
:8
Approxi1,n ate Denstt1es of Materlalls Foumß jn Proc ess Streams ...... .. . ... . .. . . ... ........ . .. . . :63
9
;sj~Jng of BI adeder Acoumulators ........... . .. . . . .............. . . . .. . .. . ..... .. .... . ....... 66
10 Nameplate for Bladder ·A ccumli'lato.r . .... . .......... . ... ....... ...... . .......... . • . ......... ·69
A.1 RiPhrase Grouplng irial!llle ......... .... ... . ........... . . . ... .. . . ...... ... ....... ........ ... 1 (!}:5
A/2. H :Staltemant GroU>p.ing 'Table .. .. .. . . ...... .. . .. . .. . ..... . . . ............. . ...... . .. ..... ... 1t(!H~
7
viii
Contents
Page
8.1 Materials Standards ..................................................................... 112
8.2 Miscellaneous Materials Specifications ....... .. . ................. ... ....... . . . . ...... ..... 117
8.3 Typical Temperature Limits for Seal Face Materials .......................................... 118
8.4 Typical Tamperature Limits for Secondary Seals ........•.•................................. 122
8.5 Typical Hardness Range for Selected Secondary Seals ....................................... 125
0.1 Example of an Arrangement 1 Mechanical Seal Code ........................................ 132
0.2 API 610 Mechanical Seal Code (Obsolete) .................................................. 135
F.1 Pipe and Tube Dimensions for System Loss Calculations .................................... 157
F.2 Typical Hardness Ranges for Set Screw Materials ......•.•.................................. 179
F.3 Typical Hardness Ranges for PumpShaft Materials ..... ..................................... 179
F.4 Estimated Sleeve Axial Loads ............................................................ 179
1.1 Organization of Qualification Testing ...................................................... 233
1.2 Qualification Test Fluid and Pumped Fluid Selection Chart...... . ................ ...... ....... 237
1.3 Seal Qualification Test Parameters ................................................. ....... 241
ix
Pumps-Shaft Sealing Systems for Gentrifugal and Rotary Pumps
1
Scope
This standard specifies requirements and gives recommendations for sealing systems forcentrifugal and
rotary pumps used in the petroleum, natural gas. and chemical industries. See A.1.1 and A.1.2. lt is the
responsibility of the purchaser or seal vendor to ensure that the selected seal and auxiliaries are suitable
for the intended service condition. lt is applicable mainly for hazardous. flammable, and/or toxic services
where a greater degree of reliability is required for the improvement of equipment availability and the
reduction of both emissions to the atmosphere and life-cycle sealing costs. lt covers seals for pump shaft
diameters from 20 mm {0. 75 m.) to 11 0 mm (4.3 in.).
This standard is also applicable to seal spare parts and can be referred to for the upgrading of existing
equipment A classification system for the seal configurations covered by this standard into categaries,
types, arrangements, and orientations is provided.
This standard is referenced normatively in API 610. lt is applicable to both new and retrofitted pumps and
to pumps other than API 610 pumps (e.g. ASME 873.1, ASME 873.2, and API 676 pumps).
This standard might also be referenced by other machinery standards suctl as other purnps, compressors,
and agitators. Users are cautioned that this standard is not specifically written to address all of the
potential applications lhat a purchaser may specify. This is especially true for the size envelope specified
for API 682 seals. The purchaser and seal vendor shall mutually agree on the features taken from this
standard and used in the application.
2
Normative References
The following referenced documents are indispensable for the application of this document. For dated
references, only the edition cited applies. For undated references, the latest edition of the referenced
document (including any amendmenls) applies.
API Recommended Practice 520 (al! parts), Sizing, Selection, and Installation of Pressure-relieving
Devices in Renneries
API Standard 526, Flanged Stee! Pressure Relief Valves
API Standard 610, Gentrifugal Pumps for Petroleum, Petroc/1emica/ and Natural Gas lndustries
API Standard 614 Lubrication, Shaft-seaHng and Control-oil Systemsand Auxiliarfes for Petroleum.
Chemical, and Gas /ndustry Services
ASME V 1 , ASME Boiler and Pressure Vesse/ Code, Section V, Non-destructive Examination
ASME VIII, ASME Boilor and Pressure Vesse/ Code, Section VIII, Ru/es for the Constraction of Pressure
vessels
ASME IX, ASME Boiler and Pressure Vessel Code, Seclion IX, Welding and Brazing QIJalificalions
ASME 81.1, Unified lncfl Screw T!?reads (UN and UNR Thread Form)
ASME 81.20.1 , Pipe Threads, General Purpose, Inch
ASME 816.11 , Forged Fittings, Socket-welding and Threaded
ASME 816.20, Metallic Gaskets for Pipe Flanges-Ring Joint, Spiral-wound, and Jacketed
: ASME International, 3 Park Avenue. New York, New York 10016-5990, www.asme.org.
API SrANDARt:>682
2
ASME 831.3, Process Piping
ASM E 873.1, Specification for Horizontal End Suction Centrifugal Pumps for Chemical Process
ASME 873.2, Specification for Vertical In-fine Gentrifugal Pumps for Chemical Process
ASME PTC 8.2, Gentrifugal Pumps, Perfotmance Test Codes
AWS D1.1 2, Structural Welding Code-Steel
EN 287 (all parts) 3 , Approval testing of welders-fusion welding
EN 288 (all parts). Specification and approval ofwelding procedwes formeta/Jic materials
EN 13445 (all parts). Unfired pressure vessels
EPA Method 21 \ Appendix A of Title 40, Part 60 of the U.S. Code of Federal Regulations, Environmentaf
Protection Agency, United Slates, Determination of Vofatile Organic Compound Leaks
IEC 60079 (all parts) 5 , Electrical apparatus for explosive gas atmospf1eres
IEC 60529. Degrees of protection provided by enclosures (/P code)
ISO 7 (all parts) 6 , Pipe threads where pressure-tight Jointsaremade on the threads
ISO 261 JSO general-purpose metric screw threads-Genera! plan
I
ISO 262, /SO general-purpose metric screw threads-Selected sizes for screws. bolts, and nuts
ISO 286-2, ISOsystem of Iimits and fits-Part 2: Tab/es of standard tolerance grades and Iimit deviations
for flOles and shatts
ISO 724, ISOgeneral-purpose metric screw threads-basic dimensions
ISO 965 (all parts), ISO genera/-purpose metric screw threads-Tolerances
ISO 7005-1 Metallic flanges-Part 1: Sieel tlanges
I
ISO 15649, Petroleum and natu.ral gas industries-Piping
NEMA 250 1 , Enclosures forElectrical Equipment {1,000 Volts Maximum)
NFPA 7·0 8 , National Eleotrical Code
T1ilae 1, Part A, Section 112. U. S, National Emission Standards for Hazardous Air Poilufants (NESHAPs)
.( Clean Air Act Amendment, AirPollution Preventlon and Cantf(O/, AirQuaJ;ty .and Emissions Umitationsl
Hazardous Air Poflutants)
1
.AIIT'lerican Weläim_
g Society, 550 NW LeJe.une fRoalil, Miami. Flonda (3.3126,, WW1iv.aws..·o:rg.
~ IEu·r.opean C0mmittee f0r Standardizatio.rnl Avem.1 e ~Jiarni~ 17. B-1GOD Brussels, Belgium. www...:::ern.-eu.
• 'U ,S Envk.onmentai iRrGie.otion Agencyl .Ariel Rios Bullding, 1200 Penrn>y.lltariia Avenue, Wasmingtom, DC 2.0460.
wwtw.J e,pa.:gov_.
" lnJcmnationai iEiectrotedhn'ical Conmnission., 3, rue de Varem;;~e. P •O.IBox 1'31, CH-1211 Hene·va 20. SwirzerJamd,
www.iec,.o~.
e hnlerna(mmal Grganizatjon for Stanüarc;iization. 1, :eh. de .Ia Voia-Cr:euse, Case postale 56, C HI-1211 Geneva 20.
1
'Switzrerl amd, .lf\/W1!J.iso.·or-g,
NatiGilla'l El.ectricar Manufacturers Ass:oc.iationl 1300 _N.orth 17th S.tr.e:et, Suite 1752, Rosslyo. Virg1nia 22209..
·www.1m·ema.:or:g.
u !National Fir-e Pr.otedlion AssGo:atio.n,. 1 B .a tteryman:'h Park, ·Qu'inoy, MHssach.l!Jsetts 02169-747 1, www.n(pa.org.
PI!!Mrs- •SH,\FT SEALIK3 SYST5MS FöR GENTRIFUGAL AND ROTAR" PUMPS
3
'T erms, !De·l ini\tlons, .amd Symb:Gl s
For tlile purposes of this ,docu.mel'lt, if he follow.ing terrms and def,imHions .apply.
3.1
TemilS .atrild [!)efthnlti:O!ns
3.1.d
.a:nlir:.otati:am device
Devioe ·wsed ito prevent lfo'tatron of C!lfle componerlt ~relative to an a'djacent compGrn-emt in .a seal assennbly,
EXAMPLES
Key., pin.
3.1.2
Arrarngernen;f 1 sea:l
'See4.1.4.
3.1.3
Arrangement 2 s:e al
See4.1.4.
3.t. 4
Arrangement 3 ·s eall
See4.1.4.
3.1.5
a•tmospheric ~ eakage ·coUector
Extema!J reservoir arranged to ·capture liquid seail leakage from an Arrangement 1 seal.
3.1.6
auxiliary sleeve
Separate sleeve mounted on the outer diameter of the seal shaft sleeve that facilltates assembly of seal
components,
3.1.7
back-to-back configuration
Dualseal in which both of the flexible elements are mounled between the mating rings, the sealed fluid is
on the ID of the inner seal, and the barrier or buffer fluid is on the OD of lhe inner and outer seal.
3.1.8
balanced seal
Mechanical seal in which the fluid closing forces have been modified through seal design.
NOTE
l.n this standard the seal balance ratio is less than 1 {see balance ratio calculation in Annex F).
3.1.9
barrier fluid
Extemally supplied fluid at a pressure above the pump seal chamber pressure, introduced into an
Arrangement 3 seal to completely isolate the process liquid from the environment.
3.1.10
barrierlbuffer seal chamber
Component or aggregate of components that form the cavity into which the outer seal of a pressurized or
unpressurized dual seal is installed and in which a barrier or buffer fluid is circulated.
4
API STANDARD 682
3.L11
bellows seal
Type of mechanical seal that uses a flexible metal bellows to provide secondary sealing and spring
loading.
3.1.12
buffer fluid
Externally supplied fluid, at a pressure lower than the pump seal chamber pressure, used as a lubricant
and/or to provide a diluent in an Arrangement 2 seal.
3.1.13
cartridge seal
Completely self-conlained unit (including seal/rings, mating ring/s, flexible elements, secondary seal, seal
gland plate, and sleeve) that is preassembled and preset before Installation.
3.1.14
Category 1 seal
See 4.1.2.
3.1.15
Category 2 seal
See 4.1.2.
3.1.16
Category 3 se-al
See 4.1.2.
3 .1. 17
connection
Threaded or f langed joint that rnates a port to a pipe or to a piece of tubing.
3.1.18
co:ntacting seal
Seal design in which ltfile mating faces are not designed to intentionallly create aerodyrnamic or
hyd:rodynamic "Vorces lo sustain a specific separatiorn g.ap.
NOTE Conlactijng seals can aotually develop a fu11 1illlid film, but this is not typical. Contacting seals dc not
incorporate ,geometry {e.'g. gr-ooves, pads, face waviness) to ens'l!lre •thlat ~rne ffa ces do not .t ollcl!'n . Ttfue amou 1'11 of contact
is goenerally very low arnd permits treliaöle operatlon wi!\1 low leal'<age.
3,1.19
containment device
Se.a l or bushing ~nat is fntended 1
to man1age Jeakage from ~h.e inliler or Ol.!ller seal and divert it to a locatior~
determined by tfhe user.
See AriHilHX F for ~~uJ rther description.
3.1.20
coiJ'ilitaii nmernt sea~
Special ve.rsion of ,an outer seal used in Arrangement 2 and that normally ope~ates j(j) a vapor (gas buffer
or no bu:tfer) lbut will S'eal tihe prooess !fluid ti'OJ .a lfumite(jj time in the ·event of an inr:Jer seal faüure. See 4.1:4
3.'L21
'C·orn'rtainmernt seal :dmam'I'Der
GGlmpornent Gr .agg~egCile ·of oonnpoments tl'lat form the caviity 1nto whid.h the con~aimm ent 'Se.al :is •installed.
PH!ifi>S-SH-,..Fir SEALING SYSTEMS FOR CENl'RIFUGA<_ ANI"l ROT!'\9V P..Jr.IPS
3.1.22
containnmerni: :seal cihambe.r 'leakage cd1lector
Reservoir con,lilected tby- -p1pewor'k lo lhe cGn.tainment sea'l char:mber for .tMe
c('lmdenseä leaka~e trolilil the in111er sea\ of an Armnger.nemt 2.
p\l~p>ose
of collecting
3.~.23
·crystalilizing tlu·id
F,luid ithait is in the process Glf focming solids ·or that may f0rm ·soUds lb>ecause of ·dlehydration or c.li1emical
reao1i0n a111d •ca11 .a'Jso be .cause·cl by ,f! change of state swchl a.s C02 .
3.1.24
distribuite:d llush sys1'em
Arrangoeme11t Gf lhdles, passages, baffles, etc. designed to promote an even distro'buliion of flush flu1id
around the drcumference of ~he sea~ taces.
Theseare normally required whe7n piping ~lans provide flu.sh ·;,r~'to the s·e al chamber.
NOTE
3:1.25
drive ·coUar
External part of the seal cartr~idge thal transm'i'ts torqure to the seal sleeve arnd pre1.1ents axäal movement of
~he sea1sleeve relative lo ~he s'haft
1
3.1 ..26
du.al m.eclhanical seal
Arrangement 2 or Arrangemeliltt 3 seal of any type.
3.1.27
dynamic sealing pressure rating
Highest pressure differential that the seal assembly can conlinuously withstand at the maximum allowable
temperature while the shaft is rotating.
NOTE
Thereafter, the seal retains its static sealing pressure rating.
3.1.28
dynamic secondary seal
Secondary seal that is designed to slide or rnove relative to other cornponents to allow axial movement of
the flexible element
3.1.29
engineered seal
Mechanical seal for applications with service conditions outside the scope of this standard.
NOTE Engineered seals are not required to meet any of the design or testing requirements of this standard. See
4.1.3 and A1.2.
3.1.30
external circulating device
Device located outside of ttle seal/buffer/barrier chamber to circulate seal chamber fluid through a cooler
ot through a dual mechanical seal.
3.1.31
face-ta-back configuration
Dual seal in which one mating ring is mounted between the two flexible elements and one flexible element
is rnounted between the ~No mating rings and the pump process fluid is on the 00 of the inner seal and
barrier or buffer fluid is on the I D of the inner seal and OD of the outer seal.
API STANDARD682
3.1.32
tace-to-face configuration
Dual seal in which both of the mating rings are mounted belween the flexible elements.
3.1.33
fixed bushing
Cylindrical device with a close clearance to the shaft or s!eeve that restricts flow between two regions and
that does not have a clearance an the ouler diameler relative to the housing in which il is mounted.
3.1.34
fixed throttla bushing
One-piece cylindrical device that is fitted to the stationary part of the containment seal chamber and has a
radial clearance to a rotating component; it is used to help isolate one region frorn another and assist in
channeling liquid leakage to an exit port, and the design is intended to maintain a fixed radial clearance
over the operating life of the seal, these devices have a low LID ratio 0.2 or lower.
3.1.35
flashing
Rapid change in fluid state frorn liquid to gas.
NOTE ln a dynamic seal, this can occur when f1ictional energy is added to !he fluid as it passes between lhe primary
seal faces, or when fluid pressure is reduced below the fluid's vapar pressure because of a pressure drop across lhe
seal faces.
3.1.36
flashing hydrocarbon
flashing fluid
Liquid hydrocarbon or other fluid with an absolute vapor pressure greater than 0.1 MPa (1 bar) (14.7 psi)
at the pumping temperature, or a fluid !hat will readily boil at ambient conditions.
3.1.37
flexible element
Combination of elernenits that accomnnodale axial movement between ;rotating and statiornary parts.
3.1 ..38
fllexiilble graphlte
ExfiO:Ii·a ted and recompressed graphitematerial used ~or static (secondary seal) -gaskets rirnmechanical se.a'l
design, ~rom cry0genic to ho1 seNtioe.
3:1.39
~loatin:g buslhing
Gylindnical dev~ce with a close clearance to the slhaft o1r 51eeve that r.esltriicts flow be·t ween two regions and
thet has a cleararnce on the outer diarneter rrel.ativ<e 1!0 ~he lhousing in which it is mounted to allow radnal
motion ("floating") of the b.ushing shou1d it corne in contact with the rnotating s!haft or sleeve.
3.·1 .40
filu~ rpßla.stom er
FKM
Satma.ted pdlymer in vJrhich hydrogen a'toms have been rreJPiaced wi~h 'rrluorine; rit is ch.aracterizeGt by
e:x.cel\\ent nydrocarbc:m arKl ~enera\ ch:emicel resistance
3;~ .4~
fJIJI-stil, nown
Fluid fhal is rrntroduced ~nto rthe seal ·cl'ilamber ·On the pnocess if:hiitl siele rin dose proximity to the seal face.s
a:nd typically us·ed for coOiing .and lubricating the seal ~ace$ arndlor to keep .t hem o!earn.
PUMPS-SHAFI SE.ALING SYSTEMS FC" Ct:NBIFUGAL ANO Rou,~Y P J MPS
7
3.1 .42
gland plate
gil:llld eno plate
Pressur e--retain in.g componenL(s) sim ilar to a flange, w hic h connects Lhe statio nary assembly of a
mechanical seal to the seal cham ber.
NOTE A gla.nd plate may con sist of mme t111an one press•.sre-conlahing component, for ex.a mple the two gland
plates often used in a dual seal. .
'3.~ .43
lhook sl:eevt!
Slecve, wittl .a step ar hook at the product end, p!aced over the ·shaft to pmtect it from wear and corrosiam.
INJOTE The step ls ~Jsually abutted ~gainst l·he im.p·efler ·tQl ho.IJ!l ~t ifi'I IPiace with a gasket betweefil the sha'ft and thle
slep (hook}.
3.1 .44
lnmer seal
(A rrangement 2 arnd A rrangement 3} ifhe seal closes~ to the pump impeller or process fluid.
3. 1.45
i nt em al ci.rculating dev i ce
Device located in t he seal/bufferfbarrier ch amber to circulate fluid through a cooler or through a dual
mcchanical seal.
NO T E There are various designs to amieve radial or axial flow. Tlhe internal circulating devir.e can be integral with
other SE)al parts or a separate part. (This device was fonncrly kno\•m as a "pumping ring.")
3 .1 .46
intemally mounted seal
Sea l conflguration in wt1ich the seal is mounted within the boundaries of the seal cham ber or containment
sea l chamber or gland plate.
3.1-47
leakage concentration
Measure of the concentralion of a volatile organic compound or other regulated emission in the
environment immediately surrounding the seal.
3.1.48
leakage rate
Valurne or rnass of fluid passing through a seal in a given length of time.
3.1-49
light hydrocarbon
Hydrocerbon liq uid that will readily boil at ambient conditions.
NOT E
Typically lhis definition inciudes p ure and mixed streams of pentane (C 5) and lighter liquids .
3 .1.50
mat ing ring
Dis k- or toroida l-shaped member, mounted either on a sleeve or in a housing such that it does not move
axially relative to the sleeve or the housing on or in which it is mounted a nd that provides the mating seal
face for the seal ring face, the mating seal face is perpen dicular to ttle axis of the shaft.
3.1.51
maximum allowable temperature
Maximum continuous temperature for which the manufacturer has designed the equipment (or any part to
which t he terrn is referred) when handling thc specified fluid at the specifled m aximum operating pressure.
API S TANDARD 682
8
NOTE 1 This Information is supplied by the seal manufacturer.
NOTE 2 The maximum allowa ble te mperature is usually set by material considerations. This may be the material of
the casing or a temperature Iimit imposed by a gasket or ü-ring. The yield slrenglh and ultimate strength are
temperature dependent. A component's stress Ievei can depend on operating pressure. Thus, the margin between the
strength Iimit of the material and the operafing stress depends on both the material's operating temperature and the
component's stress Ievei. lf the temperature is lowered, the matenal's strength increases and the stress Ievei of the
component may lncrease. Tilis is the reason for associating the maximum allowable temperature to the maximum
specified operatlng pressure.
3.1.52
maxlmum allowable working pressure
MAWP
Maximum continuous pressure for which the manufacturer has dQsign ed the equiprnent (or any part to
which the term is referred) when handfing the specified fluid at the specified maximum operating
temperature [cf. static sealing pressure rating (3.1.84), dynamic sealing pressure rating (3.1.27)].
3.1.53
maximum dynamic sealing pressure
MDSP
Highest pressure expected at the seal (or seals) during any specified operating condition and during
start-up and shutdown.
NOTE ln determining this pressure, con~ideration is given to the maximum suclion pressure. the flush pressure, and
the effect of clearance changes viiihin the pump. This is a process c ondition and is specified by the purchaser.
3.1.54
maximum operating temperature
Maximum tempcrature to which the seal (or seals) can be subjccted.
NOTE
This is a process condition and is specified by the purchaser.
3.1.55
maximum .static se-alirng p ressure
MSSiP
Highest [pres·sure, ~excl u d ing pressur·es encountered du ring lhydrostatic testing, to w:hich the seal (or seals)
can lbe subjected w ,hile the ,pump is shut down.
1
NOTE
ifhis 1is a process cmndition and is specified by ithe 1
pun;rnaser.
3.1.56
noncontacting ·seal
self-acting seal
Seal desigril in which title faces are designed to intentionally .cH~·a te aerodynamic or hyd rodynamic
separ:ating forces to sustain a specific separation gap lbetween the saal ring and the mating ring.
1'\JOTE Noncon1acting seals are specifically designed so that there is always a n operating gap between 'the
stationary and rotating face.
3.1 .57
nonfla·sh\ng h.ydrocarbon
nonflashing fluid
Liquid hydruca rbon or other fluid wlilo.se vapor pressure al any specified operating temperature is Jess than
an absolute pressure of 0.1 1\!lPa (1 1bar) (1-4.7 psi), or a rluid tlilat will nct readily boil at ambien t conditions.
f~.U.MPS- 'SHAFT SEALING 'SYSTEMS FOR .Co'Jc Rff"jGAL.AND !ROT,01<V RJ.:MPS
9
3;rt.·5:8
,uanihydrocartborl ;senlice
Servtice 1in wt,lit.:h ·the 'fluid, such .as sour water, I:Joiler feed water, ·sC!ldium lhydroxide, acids, and amines,
contains nG hydr.ocarbons or the fluid tilas rslative•ly small qua1~tities cif entrained !hly dmcarboms.
zu .s9
.obs:enr~a-cl
te:st
Prodl!ldt iteS:! ,flila't is observed at the diiscret10n ·of the pt1rchaser, w:JnG has beem f)ive.n Mtice df ithe te.st by
lthe manwfadu·r:er, but d.oes not consmwte a manufacl'..rring lroold point
3.'1.60
orifke nippl·e
Pipe nipple made ,of solid bar stodk with an .arriflce ho!e dnlled thr.a:l!lgtl it l o restriet leakage 1in ~he event of
an auxiliary syst·em pipe or ·compornent failur~e.
NOTE
Orifice nipples are commonlyfound on Pip~ng Plan 11 :systems.
3.1 ..61
0 -:ring
B astomeric sea'l ing rinQI w'ithl an 0-shaped (circular) cross-section, which may lbe ~Jsed as eilh~r a stalic or
dy11amic secmndary .sea'l.
3.L 62
oute-r seall
{A nrangement 2 and Anr-angennernt 3) Trhe seallocated farthest from tlhe pump 1impeller or process fluid.
3.1.63
perfluoroelastomer
FFKM
Fully fluorinated fluorocarbon elastomer commonly used as a secondary seal in high-temperature and/or
corrosive service.
3.1.64
piping plan
Gonfiguration of accessories, instruments, controls, and/or fluids designed to manage or control the
environment araund the seal.
NOTE
Auxiliary piping plan.s vary with the. app!ication, seal type, and arrangem ent.
3.1.65
polymerizing fluid
Fluid that is in the process of changing, or is capable of changing, from one chemical composition to
another with Ionger-ehain components and different properties, usually becoming significantly more
viscous and/or tacky.
3.1.66
port
Fluid passageway, typically located in the gland plate.
3.1.67
pressure casing
Composite of all the statio nary pressure-l'.ontain ing parts of the seal. including seal chamber barrier or
buffer fluid chamber, conlainment seal chamber, and seal gland plate, and excluding seal ring, mating ring,
bellows, sleeves, miscellaneous internal seal parts, and atmospheric side gland connections, which
cannot be isolated from atmospheric pressure.
NOTE
The MAWP of the auxiliary systern is specified in Section 8.
API STANDARD 682
10
3.1.68
product temperature margin
Difference between lhe vaporization temperature of the fluid at the seal chamber pressure and thc actual
temperature of the fluid.
NOTE For pure fluids. lhe vaporization temperature is the Saturation temperature at seal chamber pressure; for
mix.ed fluids, the vaporization temperalure is the bubble poinl temperature at the seal chamber pressure.
3.1.69
pump manufacturer
Agency that designs, manufactures, tests, and prcvides service supporl for t11e pump.
NOTE
The pump manufacturer may also purchase the sealing system and perform the installation.
3.1.70
pumped fluid
process fluid
The process stream designated in the datasheet for the pump service.
3.1.71
purchaser
Agency that issues the order and specifications to thc vcndor .
3.1.72
pusher seal
Seal that incorporates a dynamic secondary seal to allow axial movement of the flexible element: the axial
movement is driven (pushed) by mechanical andfor hydraulic force.
3.1.73
quench,noun
Neutral fluid, usually water, steam, or nitrogen, introduced on lhe atmospheric side of the seal to retard
formation of solids that may interfere wilh seal movement, or for olher purposes such as prevention of
cokfrng, crystallization, er icing.
3.1.74
s .e al
end faoe mecharnica'J seal
Device Vhat prev·ents the leakage of .flulids between a sihaft a:nd .housing ilil relative lliloticm.
NOTE SeaJing 1is accomplished by a stationary seal face lbearing against.a notating s·eal faoe; the seallng faces ar•e
mournted iPerpendic\JIIar to tlile shafit axis.
3.1.'75
se:a~ balance rat:io
Ratio of seal face area exposed to closing force by liydrat!Jiic diifferential pressure .acmss tihle seal face to
the itotal sea'l iace area (see Annex F).
NOTE
1t 1is :sGmetimes expressedas a percentage.
3:1..76
seal clilambet
Oompo.nenl, eiui1er imtegral with or .se,parate frorn ithe JJll!lm:p ,case (ho,UJsingj, wl<lichl for;ms the rregion
lbetween the:shaft and casing iinto whictn tlile;seatl is instaJiad
PUMPS-SHAFT SEALINS SYSTEMS FOR GENTRIFUGAL AND RCTARY PUMPS
11
3.1.77
seal face
seal faces
The lapped surface of a mating ring or seal ring that comes in contact or close proximity to the other ring
and provides the relative rotary motion sealing surface(s)_
3.1.78
seal manufacturer
Agency that designs, manufactures, tests, and provides service support for seals and associated support
sealing systems.
3.1.79
sealring
Disk- or toroidAI-shaped member, mounled eilher on a sleeve or in a housing such that it is able to move
axially relative to the sleeve or the housing on or in which it is mounted and that provides the mating seal
face for the mating ring face, the seal ring face is perpendicular to the axis of the shaft.
3.1.80
seal sleeve
Hollew cylindrical compot1ent that fits an the outer diameter of the shaft with a close tolerance fit,
incmporates a static secondary seal with the shaft and extends beyend the seal gland plate, it is used in
the assembly of the seal components and ensures they rotate with the snaft.
3.1.81
secondary seal
Oevice (such as an 0-ring, flexible graphile ring, flexible graphite filled spiral wound gasket or bellows)
that prevents leakage of the sealed fluid, barrier fluid, buffer fluid, or quench medium through paths other
than the inner or outer seal faces, the containment device, or designatecl drain.
3.1.82
segmented floating bushing
Throat or throttle bushing that is composed of circumferential segments retained by a tensioning device.
3.1.83
service condition
Maximum or m inimum temperature or pressure under static or dynam1c conditions.
3.1.84
static sealing pressure rating
Highest pressure that the seal can continuously withstand at the maximum allowable temperature while
the shaft is not rotating.
NOTE
Thereafter, the seal maintains its dynamic sealing pressure rating_
3.1.85
static secondary seal
Secondary seal between two surfaces that have no relative motion.
3.1.86
strainer
A relatively low pressure drop device designed to remove solid particles from the flush or other fluid.
3.1.87
throat bushing
Device that forms a restrictive close clearance around the sleeve (or shaft) betv~een the seal chamber and
the impeller.
API STANDARD 682
12
3.1.88
throttle bushing
Containment device that forms a restrictively close clearance around the sleeve at the atmospheric end of
a gland plate_
3.1.89
total indicator reading
total indicated runout
TIR
Difference between the maximum and mm1mum readings of a dial indicator or similar device when
monitaring a Face or cylindrical surface during one complete revolution of the monitared surface_
NOTE Fora perfect!y cylindrical surface, the indicator reading implies an ecce11tricity equal to half the reading. Fora
perfectly flat face, the indicator reading gives an out-of-squareness equal to the reading. lf the diameter in question is
not perfectly cylindrical or flat, interpretation of the meaning of TIR is more complex, and may represent ovality or
lobing_
3.1.90
Type A seal
See 4.1.3.
3.1.91
Type 8 seal
See 4.1.3.
3.1.92
Type C seal
See 4.1.3.
3.1.93
vendor
Manufacturer of the equipment, or his/her agent, normally responsible for service support.
NOTE This ,standard :addresses the ,responsibi!ities between twc parties, defined as the purchas-er arnd the venGJor.
T'here are m any par:ties t:hat -are nnv.o!ved in ithe purchase and manufacture of tihe equipmen'i. These parties an~ given
different lities depending on thie.ir order in the chain. Thoey may ioe called buyer, contr.a ctor, manutacturer, ·Or subvendor.
1F0r example, f,li'le [panty supplv,!ng a :Juhricating oil console may be the console vendor of Ihle compressor manufacturer.,
the s-utvendor of the purchaser, and the purchaser of compo.nents within t.he ·console. All of tlilese terms, h owever, can
be reduced to t he purchaser <:md vendo:r. ll is for this reascn !hat o111!y these twc terms .a re defirned_ Attempts to define
these other terms V-lould on'ly cau.se cornfu siorn.
3.1.94
vol.atile hazarrdous aii r pollutant
VHAIP
Any oeompound as defined b>y "fitle 1, Part A, Section 112 of the U. S. NationEJI Emission Standards for
Hazardous Air Rolliutants (NESHAPs) (Clean Air Act Amendment).
3.11.95
Wiflnessed i llSpectiorn
w ilt nessed test
lnSif])e.otton ·or t:est fm Whbch the purclllaser ~s ~~otiJieGl 'Of tih e Um1ng ,amd a holcl is placed un prooucticn wntil
the ,purchlaser or his1her rr:~presentativ:e is in atitendance.
For th.e lßUrposes of flnis doownent, the ~ollow"ing S}lmbols apJ):Ily.
iJ
~lüe area ofthe seal face. e;oqpressed in 'Sq~are miflimelers
13
PUM?S-SHJ\FT SEALING SYSTEMS FOR GENTRIFUGAL AiiJD RoTARY PUM PS
F0
the opening force, expressed in Newtons
f
the effective coefficient of friction
K
the pressure drop coefficient, dimensionless
f/%Ai\
volume percentage of component A in mixture B
!'J..p
the differential pressure. expressed in megapascals
PA
density (specific gravity) of fluid A
PB
density (specific gravity) of fluid B
wAa
mass percentage of component A in mixture B
4
Sealing Systems
4.1
Seal Categories, Types, and Arrangements
4.1.1
General
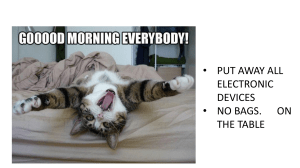
The seal configurations covered by this standard can be classified into three categories (1, 2, and 3), three
types (A, B, and C) and three arrangements (1, 2, and 3). Further, Arrangement 2 and 3 seals can be in
three orientations: "face-ta-back,'' "back-to-back," and "face-to-face" These categories, types,
arrangements, and orientations are defined below.
See Figure 1, Figure 2, Figure 3, F1gure 4, Figure 5, Figure 6, Figure 7, figure 6, and figure 9 for typical
representations.
4.1.2 Seal Categ·o ries
There are throee seal categori·es, as follows.
Cat~g<}.nJ 1 s.eals a f'e ln•te11~ed ~er use in non-API 610 P'l.'lmp seal chambers, meetimg the dimens\~r~al
reqw;ir.emetilts of Ä'SME IB73, 1, and ASME 8732 seal 'dhambt:r dimenslons alilc!l ·their application "is
rimited ·to sea1 c.lilamber ~emperatwres ~rrom -40 "C (-40 ·QF) lo ~6G 'OC (500 GF) alfld gau9e ·pressmes
up to 2 MPa (ZQ bar) {30Cl psi)
·Catego(Y 2 .seals ~me inteooed tfor .lilse in seal cmarnbers rmee~img the rlismber envelope dlrneP.siOnal
'fequirememts ef AP1 .611 0. lfheir~pplioatioo is lirnited to seal chamber tenlPeratutres.from -40 "C (--40 "Fj
to 400 'C C7:S8 'aF1 alflti·gl'lt'lge p:"Msures up tc 4 .M.Pa (40 bar).(600 IP.Si),.
·catflgl:lr-; ,3 proviEles the rmC!lsl rigorously :teS.ted .aml:t .documemted ·seal des·i!:Jn They r,meet ·the s:eal
cl;1ambler ·envelope reqai~erments Of Äp;l 6 W (or eql!.lal). T;heir -af!>pl1tati0m ris limiled to se.ar chamber
lemperat~res ~rolil'l --40 •Oe (-40 ~F) to 400 "C ,(7.50 °F,) <
and gal'lge pressll!r.es :qp ttil 4 MPa {40 bar)
·(SGO ,psi•}.
1
A sumu1a~y of 'the 'finain dififere:mces in ·seaJ.categaries •is:g''ivemlin Amnex A
"Termper-alures and JXessures-.o utsiäeltherangcs of:.these•cate.gGries, or.wlnich invdlvr;:'fll)l"i\!Js'r.Jot. ineluded .in
Am nex :A, ·may reql!lire engineenirm.an<l ·seal •sEileetion :gJ.ii.ä ance ·dth_er than providc'ä in !his stancilar.d.
4..:1..3 S:eallype-s
API STANDARD 682
14
Type A seal is a balanced, internally-mounted, cartridge design, pusher seal with multiple springs.
Secondary sealing elements are elastomeric 0-rings.
Materials are specified in Section 6. Guidance on equivalent materials standards is given ill Annex B.
Figure 7 depicts a Type A seal.
Type B seal is a balanced, internally-mounted. cartridge design (metal bellows) seal. Secondary
sealing elemants ar6 elastorneric O·rings.
Materialsare specified in Section 6. Guidance an equivalent materials standards is given in Annex B.
Figure 8 depicts a Type B seal. A metal bellows seal offers the advantage of having only static
secondary seals. lt may be specified instead ofthedefau lt Type A seal for low-temperature service.
Type C seal is a balanced, internally-mounted, cartridge design (metal bellows) seal. Secondary
sealing elementsareflexible graphite.
Materialsare specified in Section 6. Guidance on equivalent materials standards is given in Annex B.
Figure 9 depicts a Type C seal. Bellows seals are inherently balanoed. Stationary meta! bellows seals
are the primary choice for high-temperature Arrangement 1 seals.
Type A and T ype B seals are sultable for temperatures up to 176 oc (350 'F). Type C seals a re for high
temperatures up to 400 oc (750 °F). Seals outside the scope of Type A, B, and C are termed engineered
seals and referred to as ES.
NOTE
For Seal Arrangement 2 and Arrangemenl 3 the seal types can be rnixed across configurations.
4.1.4 Seal Arrangements
4.1.4.1 Arrangement 1, 2, and 3 Seals
There are three seal arrangements, as follows.
Arrangement 1-Seal configurations having one seal per cartridge assembly.
Arrangement 2-Seal configuralion having two seais per cartridge assernbly, with the space between
the seals at a pressure less than the seal chamber pressure.
Arrangement 3-Seai configurations having two seals per cartridge assembly. utilizing an externally
supplied barrier fluid at a pressure greater than the seal chamber pressure.
NOTE 1 The principal diffierence between Arrangement 2 and Arrangement 3 configurations is the concept of
containment of leakage versus the elim ination of process fluid l eakage. Refer to the associated definitions and
Annex G piping plan descriptions.
NOTE 2 ln Arrangement 2, the outer seal can be a wet seal or a dry-running seal. The inner seal utilizes a piping
plan typical of Arrangement 1 seals. lf the outer seal is a wet seal design, an unpressur·ized liquid b uffer fluid is
supplied to the outer seal chamber. lf the outer seal is a dry-running seal it is defined as a containmenl seal (3.1.2.0); a
gas buffer may be used.
4.1.4.2 Alternate Technology Designsand Sealing Methods
Alternative technology designs and sealing methods are also considered, as follows.
Contacting wel (CW) seals-Seal design where the seal faces arenot designed to inlentionally create
aerooynamic or hydrodynamic forces to sustain a specific Separation gap (refer to 3.1.18).
Noncontacting (NC) seals (whether wet or dry)-Seal design wl1ere the seal faces are designed to
intentionally create aerodynamic or hydrodynamic separating forces to sustain a specific separation
gap (refer to 3. 1.56).
Containment sea/s (CS). wherher contacting or noncontacting--Seal design with one flexible element.
seal ring and mating ring mounted in the containment seal chamber (refer to 3.1.20).
IPLIM"B-SI-IAFT SEALNC SYSTEMS FOR GSNTRIFUG,A!_-A ND ~OTARY PUMPS
Fi~we 1 ;places '·all tlnt.:-se ·conaepts rim rQT1e
?.5
diagram, pmv-idimg ,-a oonr]preher:Jsi.v e way 1(!) llndk at !Hrteir
riOtBTrel:ationsh1ips.
4. \.:5 ~Se:al ·Config.ur:a:tians
Arrangalili1ent.2 anCI ArranQJelinen't -3 sealis can ,be hrtbe fdllowin,g three con'figurations:
.f:ace1t0-back H~fer :to 3.1._3n;
back-to4ba_ck: f-eTer .to 3. ~ . 7;
face-to-=
'faGe: r efer to 3. ~ .32;
Refer t0 fiigi!Jre 1,
Othler Gon'fi_glllratlon sudli1 ras concemtric s·eaLs rmay be agreed lby t he purrchaser an.d vemdor arnd are
·consldered a111 engimesred seat
4:2 Objeötive;s
S:haft sealing s.ystems conl[Orlining to tt~ls standard are intend€d [o meet the following objectives:
a) all seals stnouJd operate contimmusly for 25,000 t1 wii1out nsed for replacement;
b)
Arrangement 2 ,_outer seals should operate for .at least 25,000 h without need for rreplacement (wet or
dry seals) at a~y containment seall chamber or huffer f luid ctuarnber pressure .equal to or less than the
seallea'kage IPressure switch setting [not to exceed .a gaug-e pressure of (l07 MPa (0.7 1bar) (10 ps'i)1
and fo.r at ~east 8 h at the seal chamber CO'ndiNons;
c)
-
all seals should operate for 25,000 h without need for replacement while either complying with local
emissions regulations, or extlibiting a maximum scre~mi ng value of 1,000 ml/m3 (1 ,000 ppm vol) as
measured by the EPA Method 21, whichever is more stringent.
4.3
Specifying and/or Purchasing a Sealing System
The datasheet (Annex C) shall be used to convey purchasing requirements. Default requlrements are
identified therein that allow the purchaser to specify a seal "vith minimum Information. The minimum data
required on the datasheet to obtain budgetary prlc!ng on a sealing system ls expressed in the seal code,
Typical seal codes !hat can be used are given in Annex D. This assumes all standard defaults
(construction features and materials). The minimum Information required on the datasheet to purchase a
seal with assurance thal the selectlon will satisfy the objectives of 4.2 is the pump data, fluid data, and seal
specification.
API Srt.NDARD 682
16
Arrangement 1
Arrangement 2
Arrangement 3
One s~l per c<~r1rioge
Two seals per cartridge assembly with a
containme11t seal chamber that is at a
pressure less than the seaJ chamber pressure
Two seals per cartridge assembly
thal utilize an exlernally supplied
barrier fluid
assembly
I
Liquid buffe r fluid
Gas buffer fluid or
no buffer fluid
I
I
Contacting
single wet seal
with a fixed
th rottle bushing
Dual t:ontacting
wet seals
Gonfiguration
l
Liquid barrier fluid
Gas barrier fluid
I
I
Contacting wet
inner seal with a
containme nt
seal
Contacting wet
seals in a
face-to-back
configuration
Noncontacting
seals in a
back -to-back
configuration
Genfig uration
Configuration
Caniiguration
Gonfiguration
1CW-FX
2CW-CW
2CW-CS
JCW-FB
3NC-BB
Figure 2
Figure 3
Figure 4
Figure 5
Figure 6
1
I
Gontacting
single wet seal
with a floating
throttle bushing
Noncontacting
inner seal wilh a
'-containment
seal
Contacting wet
seals in a
back-la-back
configuration
Noncontacling
seals in a
face-to-face
conflguration
Gonfiguration
1CW-FL
Configuration
2NC-CS
Gonfiguration
3CW-BB
Figure 2
Figure 4
Figure 5
Gonfiguration
3NC-FF
Fi gure 6
Contacting wet
sea!s in a
face-to-face
configuration
Noncontacting
seals in a
face-to-back
configuration
Gonfiguration
3CW-FF
Figure 5
IFigur.e 1-Seal Confi:gu rations
I
Gonfiguration
3NC-F'B
I
Fi gure6
P !ll\ll?s:-swAFT"S-= AuNG.SI'STEMS FOR C 8 NrRin!IGAL AXIf"J R.OT.O.RY PUMPS
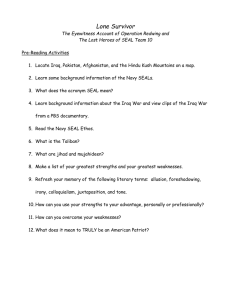
a) 1CW-FX_,(Contaoting Stngle :We'l S.ea~ w'jth ·.a lfhted ilit:rr.o'Mie Bl!lshlrng
b) 1CW-FL, Contactin!] Single Wet Seal with a Floating Throttla Bushing
c) Typical Gland Plate Connection Orientation
NOTE
For connection designations, see Table 2.
Figure 2-Arrangement 1: One Seal per Cartridg e Assembly
17
18
API STANDA~O 682
a) 2CW-CW, Dual Contacting Wet Seal
b} Typical Gland P~alte Connection Odentation
NOT E
For connection designat ions, s ee Table 2_
Figure 3-Arrangement 2: Tw,o Seals per Cartridge Assembly with a Liquid Buffer Fh.iid
19
a) 2CW-CS, Contacting Wet lnrner Seal with ;a Contaii nmtmit Seal[
b) 2NC-CS, Noncontacting Inner Seal with a Containment Seal
NOTE
c) Typical Gland Plate Connection
d) Typical Gland Plate Connection
Orientation for 2CW-CS
Orientation for 2NC-CS
For connection designations, see Table 2.
Fi gure 4-Arrangement 2: Two Seals per Cartridge Assembly with or Without a Gas Buffer Fluid
20
API STANDARD 682
a) 3GW-FB, Gontacting Wet Seals in a Face-to-Back Gonfiguration
b) 3GW-BB, Gontactlng Wet Seals in a Back-to-Back Configuration
c) 3GW-FF, Gontacting Wet Seals in a Face-to-Face Gonfiguration
G~
~
0\f
._
.. ,
'\.
0
..-r-~
't
,.
\ 0/'~~\
~,/
I
I
I
0/
/
oG' -~-­
d) Typical Gland Plate Connection Odentation
NOTE
For connection designations, see Table 2.
Figure 5-Arrangement 3: Two Seals per Cartridge Assembly wlth a Liquid Barrier Fluid
I
PUMPS-SHAFT SEALING SYSTEMS FCR CENTRIFIJGAL liND ROTARY PUMPS
a) 3NC-BB, Noncontacting Seals in a Back-to-Back Configuration
b) 3NC~FF, Noncontacting Seals in a Face-to-Face Gonfiguration
c) 3NC-iF'B , Noncontacting Seals in a Fa.ce-t·o-Bac.k Configuraltiion
·d) lfy:pic,;:j I ·GJancl fAl::a1e :-Co:nnad:tiiam ~Orie'ntafi'olil
i~J(.HE
IFQr .conli\eeti:on uesi~r.atroms see lt~e 2.
21
22
APt STANDARD 682
a) Rotating Flexible Element
b) Stationary Flexible Element
Figure 7-Arrangement 1 TypeASeals
.a) Rotating ,B eUows Assembty
b) Stationary Bellows Assembly
Frigure .8 -Arrangement 11 Type B Seall·s
a~
Stanio1mary Bell ows Assembly
lb} RGtattirn g ,BeHows Assembly
Fri gure 9-ArrangemeJJtl: 'i1 Type C S:e:als
PUMPS- -SHAFT SEALINS SYS1 EMS FORCENTRIFUGAL AND ROTARY PUMPS
5
General
5.1
Unit Responsibility
23
Unless otherwise specified, the pump vendor shall have unit responsibility for the seal system if the seal
system is purchased as pa1rt of a pump system. lf not purchased as part o•f a pump system, the seal vendor
shall have unit responsibility for the seal system. The vendor who has unit responsibility shall ensure that
all subvendors comply with the requirements of this standard. Annex E specifies the interface
responsibilities of the pump and seal vendors.
5.2
•
Dimensions
The purchaser shall specify whether data. drawings, han:Jware (inclu ding fasteners). and equipment
supplied lo this standardshall use SI units (or U.S. Customary units)_
6
Design Requirements
6.1
Common Design Requirements (All Categories)
6.1.1
General Information
6.1.1.1
All mechanical seals, regardless of type or arrangement shall be of the cartridge design, without
hook s!eeves.
API 610 requires that pumps be designed to enable seal removal without disturbing the driver . lf pumps
are being retrofitted that are not back-pullaut design, it should be verified that adequate shaft end spacing
exists by comparing the seal cartridge length to the distance between shaft ends.
•
6.1.1.2
Unless otherwise specified the flexibleelementshall be rotating for Type A and Type 8 seals. lf
specified, or if recommended by the seal manufacturer and agreed by the purchaser, a stationary flexible
elemeot s\ya\1 b:e 'i!.upp\\ed fo.r Type A or Type B sea\s.
NOTE WJtimin the scop!:! of th\s standard, rotating and statior:~ary fte.xible elernents .are c.onsidered to b:e 'technically
equiv-alenl lb1!1t t he optiml!lm choice is linflu.enced by many different lfaotor-s. The defau:ll fo.r rota~ing or stationary
elememts for different .seal types and l·be'ir arrangements ·have been lbas·ed •o!il insta.lled popu1ation arnd reliable
opeva\ic;m.
Tih.e.re .are a rnumber of'fadors rela:t ed to ~he design 1mamufactt1.re, imstalla!fio.n, •amt!.l r.epc:ür 0f the :eguipment
ithat sh.auld be comsidered Whelil lillak1ng the selectton of .a rotatimg or stationary ßexib.lc element. ifhe
:relative liTilerits of rotary .al'i'Jd stationary ·,flexible element seats ar~d the faot~rs 1ir•lfih:~ee~cing rthe choice are
·aarJressed tim,0fher'subsecti0ns in this section a rnd F .5.
•
~s.. 1.':L.3
Unless •dttnerwis:e ·specified "{he iftexible elerner.1t :slilall be ·stalionary ·forTyp.e C ·seals. !hpeciJie~
•oriif mcGmi•Tilenäcd -~y the ·seal trlnnllif~:clu.rer and agrced .by ttile porchas·e r ;a •rotating f!exi~le element shalfl
-b eJJse.dJorilype·C se-al:s.
lNUi.'.E
'See'i\IIDE ·in 6. 1.1 ..2.
'll.~rt ..1-4-
ifhe ~cat'trr<I!.<s€ -'.<>e<=ik;lhall itincorpma:te a -setttn.g ·delllce ' {sULch as s,.emin@ plates) tt.trat1is suffici~:mtl:;
lrobust t::J &lnable~t~e ..assemb_ly to be·pushed or·pulled d~ ri11g installation ,, rclt@r, atJjijstment,' or ·d[sas.S'eml:illy
·.·N:ithodt transferring r.adfal or a·xiall loatl itolthe:s-ea.·,,taces.
~6.1 ..rt.:5
'A ~statiema~y · fl-e.~i9le-'eleme-r1t s_eal "Shall t.t;e ,pr0vided -~f .c$eaJcface .,surfac;::e -sp:eed ' at .the m.e.an
:oliametcr-ciUhe",se·al'faG_e.Bxcee'ds23·.m/s.(•45·oo;ftlmin).
1NOTE As--~peed iincreas:es, the·Jlexible~element:rnf a rotaUr,tg-seaT-'flexes..at; a correF,>pon'dJngly'faster ,f ate to' kt!ep.the
rseal ·.fac:.es; olosed..At very~·hjglrspeeds·. (and' fort.Ja.rge cs~eaU;iz~;;s.), tt:lel'forces ·r:c~uirectao. keep.theifa-ces· closetl~be.come
· s:o: ia[,Cle':that ~ü~v, n.~aalivejv .affa~~. the;seai .life.
24
A"RI STNIDAR:J 682
·Gonsideration .stnould ibe ,giveo ,for,reqjuiring :a siationary ilifexible :olement iff:
'bJ 1;Jurmp case or gtalild p'late .dist0rt!ion :and:i 'misalignmer1t eX~ist due ·to pipe l0aCfs, tlirerrmal disto.r.tiotl,
p~essurre distortio_o, ,etc.;
c) 1tti1e 1 parpe1'1~icularity •ofithe .seal c:haniber rnounting ;surface to the shaft is ..a p.ro.bler:n, .aggtavate.d 'by
toig.h mta'tiGoal :,':1peed; .or
a:) · t~e ·s.ea'l chamber · face rnno.l:.it .requirememts desQribed im 6:1.2. ~ 3 ·Canm.o.t lb"e 'met {a:s Jound 1ir1
ASME 87.3. ~ ar;rd 1ASME IBY3.2 pi.Hmps anl] with sofilile slendl'er~sh.aft, m11ltistage pum~ ,ltfes'igns).
6. ~ .1.6
Tbis &tand:a~d does not cover fhe desigR of the C<DiiYlJDornen1 parts of mec'lilamicar seaJs; ,fuowever,
tl1e c!les·igfl a nd mateJii als -af ~he component parts Shall lbe 'S'J•itabile for1the specified serv~ice comdilions. irhe
maxiir:rilum allow,a'ble workl ng pressure ~MAWP) Sha'll appl,y lo all partts re'feHed ·~o in ithe C!fefinli tium {}f
pr.essure casin,g
NOTE
lt 'is not trnormal pracbioe for ssals tobe raled far the IMA\1\fiP lfor the pump in W1hich bliley are installed.
t6 .1 .1 :7
The sea'l manutact,L.rrer slha'I'J design the ·.seal faces and sea'l balance r.atio to minimize
seal-fa:ce·g.er~·er.ated hea't ootn sistent with o,ptimum liife ex,pectat~orns ~n 4.2 arnd emissions Iimit requ irements.
Balance diameter varlies wi~'h se al desi,gn, but for spring pustlier seals 'it is nonna'Jiy thc diameter of the
sUding contaot surface of lhe dynamic 0-rin.g. For Une inner seal of a dual seal the sliding ·s UJrface c-an vary
depending orn whethe.r tlhe pressUJre 1is internal or extemal. IFor weldled metal beHows-type s-eals., ·t he
balance diameter is normally the mea n diameter of the beJiow.s, but lthis \ivjll vary w,ith pressure. Contact the
see'l vendor for determination of the oalance diameter under varying pressure condi!ions.
NOTE 1 Tetn~etature of th~ environment eround the seal as influenced by se~l face generated heat and heat soak
will have an impact on seal performance. Refer to F.2.1 and F.2.2 for discussion of seal balance diameter, seal
generated heat, and heat soak.
NOTE 2
Starting torque and seal power can be significant issues for small pump drivers, seals at or above the
balance diameter and pressure boundaries of this standard, and for Arrangement 3 seals.
The seal supplied shall be capable of handling normal and transient differential axial movernenl
between the rotor and stator.
6.1.1.8
NOTE Maximum axial movement is of particular concern in hot multistage pumps. During start-up conditions, it is
not unusual for a large amount of differen tial thermal grovll.h to occur between the shaft and casing. This differential
can exceed the capabilities of some seals. Appropriate warm-up procedures r.an minimize this problem. Axial
movement is also a concern in some vertical pump designs !hat rsly on the motor bearing for thn.Jst positioning (i.e.
in-line pumps without pump bearing housings and vertical can pumps). ln certain conditions. process pressure can
result in an upward thrust. Shaft axial movement is only lirnited by motor-bearing axial float in these cases.
6.1 .1.9
Uniass otherwise specified, 0-ring sealing surfaces, including al! grooves and bares, shall have
a maximurn surface roughness (Ra) of 1.6 ).Im (63 !Jin.) for static 0-rings The surface against which
dynamic 0-ring slide s hall have a maximum surface roughnass of 0.8 fJm (32 fJin.).
Seal to pump interface sealing diarneters shall have a minimum 3 mm (0.12 in.) radius or a m inimum 1.5 mm
(0.06 in .) cham fe red lead-in for static 0-rings. Chamfers shall have an angle of between 15c and 30Q.
Ch.a mfers or radii internal to the cartridge seal shall be adequate to prevent 0-ring darnage during
assembly and shall be identical to the specification used in the qualificat ion test.
NOTE
Lead-in chamfers internal to the cartridge seal ca.h vary from the values specified in this section.
6.1.1.10 0-rin g grooves shall be sized to accommodate perfJuoroelastomer (FFKM) 0-rings.
PUMPs-8/iAFl S~L!NG SVST~MS FORCEN fRIFUGAL AND ROTAAY PUMPS
25
NOTE 1
Some FFKMs have a greater thermal expansion than most olher 0-ring materiais, such as
fluoroe/astomer (FKM) !nsta!ling a FFKM in a groove designed for FKM can Iead to darnage to the 0-ring. On th~
other hand, FKM 0-rings function properly in the !arger FFKM grooves. Choosing the wider groove as a standarn
eliminates this potential causa of 0-rlng failure and reduces the number of necessary spares.
The thermal expansion darnage in FFKM 0-rings ls offen confused with damage due to chemical-induced
NOTE 2
swelling of the 0-rings and vlce versa.
6.1.1.11 For services where the seal chamber pressure can be below atmospheric or for Arrangement 3
inner seat, alt seal components shalf be designed with a means of ret~ining the sealing components to
prevent t~1em from being dislodged by atmospheric or barrier pressure (see Figure 10 for examples of such
designs). The seal design sha!l be adequate to seal under vacuum conditions when the pump is not
operating (see 6.1 2.14.1 for recommended operating conditions).
t
D~;
1
Key
1
a) P.osltive ReteJ;ttiom
iFJg.ure 1'0.-:RetentLon ;3 f Seal Components in Vacuum ·serv:ices and :A.:rrcangemen't 3lnn~r :S.eaJ
tt1.:2.2
Unless orherwise specified, sea'l chambers shall be provJded by the pHmp manu1
facturer.
6.1.2.3 .Seal chambers are one 'Of three types: ~raditional. externrally mounted. or imternally mounted.
Seal :'Cmanibers ar.e ,no't 1reqLI!reCI 1l0 _accorrnnodta'te :.patitüng. ,! fi1gure "' t1 s'Mws ;~lll:e iinree .typ.es ot -sea'l
-eliramber.
AP l STANDARD 682
26
-..="'--------,
~,}=-==- ----.-· _J}_
'·b) ·Extemally~Mounte:ß
1.N0T.<E ""J3'iPe'B, tthe extemally moulilted .seal.chamber,·.offers,the1mostiflex1bilitydn •term.s of i'ts-.abllity.:to ac:c;omr:wd~le
ArraFl§ement .2 :-and -3 seats.llire ,seal ~hamber ·ca~ , b.e opt'mizech':or t!he ·;axia I :piacemertt of flust1, barfier, ~and ·liH.'If fer
;pnrtimgref.acilita t1ng <Lnre'StricteCI ifl0w path.s.
R.igure rl1-.:seaJ .'CtnartibeTryp_es
6:1..2-4
litile defau/l ·seal dtramber 1ls lhe traaillonal type (cy.l)m~rica'l charmber, integral -t o the casing of the
pl!lrqp) •SU,P.p'lied by 'the pw.rm,p manutactl!Jrer..
Cat;egory 1 :seals -snall be desi!J)ned tG fht into tlle dimensional envel:o·pe ·defimed by ASMiE 873.1 and
ASME '873..2.
Cat·egory 2 arrd Category 3 Seals shaill be desJgned tö ~it into the dimensional enveiDpe of APl 6-11 0.
Seal chambe.r desigrr1s that .wtilize a /l the d·e sign reatures of th:is standard should result in improved
reliability and general standardization of components Reduced seal radial clearance requires the user to
1
address piping plans and construction requirements for noncompliant seals.
The reliabllity of a rnechanical seal is affected by the radial clearance between its rotating parts and the
seal chamber bore. Meeting the minimum radial c!earance requirements of this standard is particularly
important when sealing difficult services, such as those with significant solids content or those that can
result in excessive seal face temperature. Alternative seal chamber designs used in some chemical
industry pumps, such as large-bore or tapered seal chambers with flow modifiers, may eliminate the need
for a flush or enhance performance based on design of the chamber.
lt is expectea that the majority of Category 1 sealswill be appliecl to ASME 873.1 and ASME 873.2 pumps,
and the majori1ty of Category 2 and Category 3 sealswill be installed in API 610 applications. However,
there is a recognized possibility that Category 1 sea/s may be installed in API 610 appllcations, and
Category 2 and Category 3 seals, in certain configurations, may be installed in ASME 873.1 and
ASME B73.2 pumps. Careful consideration should be given to correctly applying seal categories into pump
types or servieoes ror which they are not intended.
•
6.1 .2.5
lf specified, an internaliy mounted or externally mounted bolt-on seal chamber shall be provided
by the seal manufacturer (Figure 11 ).
6.1.2.6 The minimumdiametral clearance betvveen rotary and stationary components shall be sufficient
to prevent contact between parts in relative motion and shall conform to the values in this section and
Table 1.
a)
For contacting seals, the minimum diametral clearance between the rotating components of the seal
and the stationary surtaces of the seal chamber and gland plate shall be 6 mm Cl4 in.) in order to
promote fluid circulation and cooling araund the seal faces.
b)
For Arrangement 2 or 3 seals where the inner seal is a noncontacting type (2 NC-CS or 3 NC-XX) the
minimumdiametral clearance between the rotating components of the seal and the stationary surfaces
I FIJMPs--S~A'?T Sl;.A:.!lNC'S'i'STEMS FOR CENTRIFUCAL AND .RGTI\RY P~MPS
27
,of fhe .se·aJ clila:miber -ar:1d _glamd p'la!e .sl1a'rl he 3 oonn (!e i·n.). Nlon cantactimg seals generate minimal
amoum't of heat. <Only thal resulting from the vi scows shear Gf tl~e ·s.ealed 1iluiä
'C)
The if.irst point of radial contact by a metal componemt of the seal shall trnot be at the ·s.eal ring ·o:r mating
ring {see NOTE 2}.
NOTE 1
The .in'lelilt .of setting minimal d!earalilces :shol!lld in n o way he const,ni!Jed as irnpl.ying thal any seal
connpo·memt can .be used to re:Strict s·lilaft moveme_n t kil 'tl<le ·event af bearing faill!lfe or olliler 1\Tlachinery or operation
!Problem.
!NOTE 2 The .rP-(\lw1rernent in '6. n.2:6 rc) is to minirnrz.e po;!e:~ti.sl le<~~il.ge Ievei$ and:l.or a ·flictian .g enerated ignifiorn
:sounce in lhe r.are .fault ev.enl 'wher-e the relatii•lH r-adial iJYOsinicn -of .t he r0t.atii.n§ compomemts 1to 'the sta~ionary
·mrn~onenls ·Wol!Jic1 be 'beyond the minimum eliamelral cl.eara:lices 1
Im lfab:le 1. l he ilillporitance .of lha>Jing s~m~ient
·design clearane-e to e nsur<e sde.quate reliability amJ personal satety in hazafdous, 11Jixic and flarnr:milire services is
paramoUJnt. !Diame~ral desrar!.ces may be comprornised ln lihle event of t\'J.e followi1ilg .scen.arios:
wear of shaft beari'ril,g s beyond their design Iimits;
o,peration ofthe purmp beyond its allowable ope:rating rang•e.
ex.ist•i'lilg pumps that have ·d amaged, corroded. or wonr~ parts :t hat -cont:rol 'the 1ra.dial Jocalion of m<: shaft to the
casing.
lt ls im[portant to e.n-sure pump imstaHation lo the appropriate standards -o n llllazardous ·s-ervices. Operalienal condition
monitoriog and con troJied m.alrl't'$nanoe and reconditianiq g pmc:edures am alw<:1y::> ap,plied.
NOT E 3
Th es'tl mirnimal clearances will b e adequate in equipnnent tl'ila:l is lb uilt amdlor maintained to the
specilications O'f API 610 and ANS1 873. For other equipment auilt, repaired, ar operated to differen·t sp-ecifications
these clearances might not be sufficient. Larger clearances should be considered for:
pump desig ns unable to conform to the shaft, casing and seal design Iimits in API 610, API 682. and the
shaftlcasing Iimits in ANS I 873.1 and ANS I ß73.2. Potentially vulnerable p ump des1gns are discussed in API 6 10.
pumps insta!led with mounting and flange strain, from connecting pipe work, arebeyend the recomme nded Iimits
of A PI 610 <11nd ANSI 873.1 and ANSI 873.2.
NOTE 4
These minimal clearances are ta prevent contact between rotary and stationary parts. but intcrnal
clearances in Arrangement 2 and Arrangement 3 CW sealsalso need tobe sufficient to insure proper circulation of the
barrier/buffer fluid and cooling of the seal faces. This is particularly important in face-ta-back configuralion whore
barrier/buffer fluid circulation to the inner seal is inherently physically remote from the connections. lnadequate cooling
of the inner seal can result in reduced seai reliability. Selection of 3CW-BB or 3CW-FF configuration or use of process
fluid seal chamber cooling may resolve an inner seal cooling p roblem_
28
l\PI STANDARD 682
Table 1- Ciearances Betweern Rotary and Stationary Components
Outside Diameter (OD)
Ins ide Diameter (ID)
ID seal chamber bore
and gland plate
ID stationary seal part
ID stationary gland
part
ID containmenl fixed
busl1ing
2CW-CS, 2NC-CS
OD rotating seal part
OD rotating seal part
00 internal circulation device
OD rotating seal part
Minimum Diametral
Clearance a
CW sealtype
6 mm (0.25 in.)
NC sealtype
3 mm (0.125 in.)
shaft s 60 mm
1 mm (0.039 in.)
shafl > 60 mm
2 mm (0.079 in.)
shaft s 60 mm
1 mm (0.039 in.)
shaft > 60 mm
2 mm (0.079 in )
shaft s 60 mm
1 mm (0.039 in.)
shaft > 60 mm
2 mm (0.079 in.)
Reference
6.1 .2.6.a)
6.1.2.6
7.1.2.9
7.2.5.1
a The mir.imum diametral clearances are ca.l cula!ed by subtracting the maximurn outside diameter (of the internal part) frorn the
minimum inside diameter (of lhe external part).
Inside Diameter (ID)
Outside Diameter (OD)
20 mm to 50 mm
ID floating carbon bushing
00 rotating sleeve
51 mm to 80 mm
81 mm to 125 mm
Maximum
Diametral
Clearanceb
0.18 mm (0.007 in.)
0.225 mm (0.009 in.)
Reference
I
6.1.2.23
0.28 mm (0.01 1 in.)
ID fixed throttled bushing
00 rotatin9 sleeve
20 mm lo 50 mm
0.635 mm (0.025 in.)
51 mm to 75 mm
0.762 mm (0.030 in.)
76 mm to 100 mm
0.889 mm (0 035 in.)
6.1.2.22
101 mm to 125 mm
1.01 6 mm (0.040 in.)
b Tha maximuliTl diametral clearanco;.s are caileulaled by sublractin{l t he minimufinl outs,de diameter (of the intem al part) ·frorm !h.e
rnaxin1Will 1ns1de d1ame.ter (af the ,exrremal ,:Jart)
(6.'iL2.7
All boU and s·t ud sfures.ses shall be in acoo,rdance with tohe pressure :design code at the MAWP.
IFaur studs shall be 111sscl The diameter of the ·s tuds stoal1 be in accordance w1th the se.al chamber
dimensiona'l referermes in 6. ~ .2 4. larger studs shall~ be ,fum:1ished only if required to meet 'lhe stress
requirements of EN 13445 or ASMIE VII I I or tto sufficien,t ly compress spnra'l*wo1und gaskets in accordance
witlh ASME 81:6..20.
6.1.2.8
The 11\iJAWP of tlhe seal prressure .c asing shaill be equaJ to ()r greater than !hat of the pump
pressure ca:s•ing Olil whic'h it is installed, This vaiJJJe sitnall be pwvided by the pump r.nanufacturer. The se.a l
pressure casing shall have a corrosion ,aJiowance of3 mm Cts in.) and sha11 have swfficient 1~igudity to alfoid
any dlistortion that would impa1r seal operatiolil, indludlng distornon -~hlat may occUJr duri11g tighter~'i ng of Ule
bol;t s toset gaske.tililg. n approved by the pur.chaser. .a smaHer :con·os!·on allowance may be acce,pta'ble for
some lh igher .alloy mate:rials.
irhe 'fdF:ow-ing .shafll allso apply.
.a)
IUrnless .otherwjse specified, 'glland rplate.s shaH b e provided w'ith h1c.;les (rnot slots~ for atLaGtm1ent .s luds.
b)
IProV:isions ·shall l:!le rmade for centering Une seal !!Jia!J~ plates and/or dl\lamber wi~h e1ther au insit;le- or
·an owtside-diameter tregister fit. T:lile tTegister-fit surface shall lbe concentric to 1tbe sha'ft and shall lrlav.e
a ~otal 1indficated m:Hir<l>ul (lliR) ,o f not mor,e 1ha111 <U25 :rmm ~O.GD-5 in.~. se.e Figure 12. The rabbel
diarnetri·cal clearamoe shall be Hi7/f7 in .;:occordance •OJ:ith !SO 2'8'6-2.
PUMPS-SHAFT SEALING SYSTEMS f'OR CENTRIFUGAL AND ROTARY PUMPS
c)
29
A shoulder at least 3 mm Cis in ) thick shall be provided in the seal gland plate to support the axial
Ioad generated by seal chamber pressure acting on the seal components see Figure 13.
I
l
0 JI _ ______,____ _l_
_ _ _ __
!__~---
_ __)
~-
[fjj_____~~ "~ HL
l--- -~----~---._...·/
a) Outside Diameter Fiit
b) Inside Diameter Fit
Figure 12-Seal Chamber Register Concentricity
Key
1
seal gland plate shoulder
Figure 13-Section Showing Seal Gland Plate Shoulder
6.1.2.9 Stress values used in the design of the pressure casing for any material shall not exceed the
values used in the design of the pump casing on which it is installed_ Where lhe original pump design
values arenot available, the slress values shall be in accordance with API 610.
6.1.2.1 0 Manufacluring data report rorms. third party inspections, and stamping, such as those specified
in codessuch as ASME VIII, arenot required.
6.1.2.11 The use of threaded holes in pressurized parts shall be minimized. To prevent ieakage in
pressure sections of casing, metal equal in thickness to at least half the nominal bolt diameter, in addition
to any corrosion allowance , shall be left around and below the bottom of drilled and tapped holes.
6.1.2.12 Threading details for bolting for pressure casings shall be in accordance with ISO 261, ISO 262,
ISO 724, and ISO 965, or wilh ASME 81.1. Melric fine and UNF threads shall not be used.
Unless otherwise specified, sluds in acccrdance with API 610 Table H.1 shall be used, rather than ottler
fasteners such as cap screws for connection of seal chamber to pump and seal gland plate to pump or
seal chamber.
Adequate clearance shall be provided at bolting locations to permit the use of socket or box wrenches.
1
Manufacturers marking shall be located on all fasteners 6 mm ( /4 in.) and !arger (excluding washers and
headless set screws). For studs, the marking shall be on the nutend of the exposed st ud end.
30
API STANDARD 662
NOTE 1
A sei screw is a headless screw with an internal hex opening on one end.
NOTE 2 Adeq uate clearance to use socketorbox wrenches at gland plate bolting locations might not be feasible on
small pumps.
6.1.2.13 The seal manufacturer shall design for seal chamber face runout (TIR) up to 0.5 ~mlmm
(0.0005 in./in.) of seal chamber bore, see Figure 14.
NOTE 1
Same multistage, slender-shaft designs, and some ASME 673 pumps may not be able to meet the
requirements of this section (sea 6.1.1 5).
NOTE 2 Mechanical seal pertormance can be adversely affecled by excessive nJnout at the rnechan1cal seal
chamber. Seal chamber face runout or seal chamber interface runout is a measure of the squareness of the pump
shaft with respect to the face of the seal e:harnber mounting.
(
I
-1--------
-·-·-·-·-·-·-·-·-·~·-
)
Figure 14-Seal Chamber Face Runout
tii.1.2.~4
For .Arrangement 1 and Arrangement 2, sea1 clilamber pressure aod support systems for
contadting wet sea1s (excluding coJ1rtainment seals) shaH be designed for proper seal opera~ion. Pumps
t1hat develop l.ow diff.errentiat pressure and pumps ~hat handle high vapor pressure fluids may not acrhieve
the 1reqlJir<ed margiins specifie·d in 6.1.2. 14.1 and 6.1_2.14.2. Jf the se:a\ dhamber conditions do not meet the
s:peo'ified marg~n1s. the seal man'L~facturer slilall:
a)
confirm the adeqtuacy of the seal selection and p.iping jp lan based 0:1 the spedftied fluid;
b)
recommend the seal chamber opera!Jing condihons (minimum P'~esSLJI1e and maximum temperatrure)
!hat will result in a seal rinstaUaticm that has a high probalbilirly of achievring three (3) years of
uninterrupted service;
c)
fvrrnish ·~e seal gland plate rar sea~ cham'ber w ithi a second frlus'h ·connection to permit measurement of
seal dilamber pr<Sssure directly; .and
d) 'furnislil a distributed f!ush system lllrnless space Hmitations preolude iits us·e.
INOTE Rder ito rf .1-4 lor spe~ific recommend.ations.
'6.1,:2.~4.1
IDuming ,Operation, t he -se.aJ dhcrrmber pressuJe .shall be at leasl 0.035 MPa (0.35 bm) ·(5 rpsi)
a'0ove .a:t mospheric pressur:e. Thls is particularly ilililportant li f the linlet p~essurre r1o the purmp ~s below
atmo~pheric.
PUMPS-8HAFT SEAUNG SYSTEMS C'OR GENTRIFUGAL AND ROTARY PUMPS
31
6.1.2.14.2 During operation, a vapor pressure margin (VPM) (i.e. the difference between the seal
chamber pressure minus the maximum fluid vapor pressure) shall be maintained as required in
6.1.2.14.2 a). lf it is not possible to achieve this margin the crileria in 6.1.2.14.2 b) shall be met.
a)
Not less 0.35 MPa (3.5 bar) (50 psi).
b)
A minimum ratio of 1.3 between the absolute pressure in the seal chamber and the absolute vapor
pressure of the pumped fluid at pumping temperature.
NOTE 1 For high vapor pressure fluids. (e.g. NGL's like ethane or olefins like ethylene). it is recommended that the
user consult the sealvendar for seal design and appropriate VPM.
NOTE 2
For additional guidance on VPM. lhe user should consult Annex F .1.4.
6.1.2.15 lf supplied, throat bushings shaH be renewable and designed so that they cannot be forced out
by hydraulic pressure.
•
6.1.2.16 lf sper::ified, or if recommended by the seal rnanufacturer, close-clearance floatnng throat
bushings shall be furnished. Materials and clearanC'.es shall be suitable for the service and approved by the
purchaser
NOTE Closc-clearance thmat bushings can be used for any or all of the following purposes aiOil9 with the
appropriate piping plans:
to increase or decrease seal c:hamber pressure;
lo isolate the seal chamber flu id; and/or
to control the flow into or out of the seal chamber.
See F.5.3 for additional guidance concerning the use of throat bushings.
6.1.2.17 Datasheet-specified gland plate and seal chamber connections shall be identified by symbols
permanently marked (e.g. starnped or cast) an the component. The syrnbol, size, and location in Table 2
shall be used (see Figure 15 for the relative axial position of the process and atmospheric connections}.
Where appropriate, the letters "I" and "0" (marking ln and Out} shall be used in conjunction with these
markings. For horizontal pumps, 0" is vertical on top. For vertical pumps, the location of the flush (marked
with Ietter "F") connection defines oo (see Figure 2 to Figure 6). Where the size of the pump or seal gland
precludes the inclusion of the required connection on the seal gland. the seal vendor shall advise the pump
vendor to include the necessary connection on the pump or seal chamber. lftangential porting is used, the
location of the drilled port into the seal chamber shall comply with Table 2. However, the associated
locations for the gland plate tapped connections may differ from those specified in Table 2.
The Iack of space for tap and port connections in the seal chamber area may require that these be
included within the pump manufacturer's scope of supply. Annex E specifies the interface responsibilities
of the pump and seal vendors.
Differential sizing minimizes the possibility of improper assembly, particularly during maintenance in the
field. The purchaser should be aware that the specified connection size and location in Table 2 might not
be practical on srnaller purnps.
6.1.2.18 Connection Pointsand Plugs
6.1.2.18.1 The seal gland threaded connection points shall be plugged with plastic plugs for shipment.
These plugs should be international red in color and have a center tab to be easily pulled and
distinguished from meta! plugs. (See Figure 16.) A warning tag in international yellow color shall be
attached to the plugs or seal indicating that the plugs shall be removed prior to operation. The warning tag
shall include the international warning symbol and the following text in English, French, Spanish, German,
32
API STANDARD682
Japanese, and Mandarin Chinese: "Remove red plug. lnstall rnetal plugs or piping as specified on seal
drawing." See Figure 16 for an example of such a tag. Plastic plugs, tags, and seal gland plates shall not
be painted over on any equipment. Threaded connections other than on the seal gland shall have metal
plugs inserted for shipment.
6.1 .2.1 8.2 Metal plugs of the same material as the gland, or with superior corrosion resistance for the
intended service, and sufficient in number to p!ug all openings in the gland plate shall be furnished and
packaged separately in a plastic bag with a warning Iabel that all unused seal Connections shall be
plugged. The same warning shall be included in the seal drawing and inslructions. One copy of the seal
drawing is to be included in the plastic bag that contains the metal plugs in addition to the copy of the seal
drawing that is included in the box with the seal. The meta! plugs shall be solid rmmd or solid hexagonal
head plugs furnished in accordance with the dimensional requirements of ASME 816.11. Square head
plugs shall not be used because of their tendency to be damaged during installation and removal
NOTE ASME B16.11 is referenced to prevent the supply of ho·llow or cored plugs; failures of such plugs have
or.c.urred within the industry.
6.1.2.18.3 During installation follow plant practices applying a lubricant/sealant on the threads to ensure
the threads are vapor light. Polytetrafluoroethylene (PTFE) tape, antiseize, or antigalling compounds used
on gland plate connections can create the possibility offouling the seal and should be applied with caution.
Category 1 seal gland plates and seal chambers may not be t=~ble to meet this standard plug requirement
because of space constrainls. ln such cases, flush-mount socket head plugs are acceptable.
NOTE The head on a pipe plug interferes with the installation and actual ability lo fit an many !;maller Category 1
pumps if the bearing bracket inner diameler is close in size to the gland p!ate outer diameter. Also, a head on the plug
utilized on the seal chamber port can interiere with the back side of the gland plate because ofthe limited axial space.
6.1.2.19 All piping or tubing connections shall be suitable for the hydrostatic test pressure Df the seal
chamber or gland plate to which they are attached.
6.1.2.20 Gland plates and/or seal cha mbers for contacting wet seals including the barrier or buffer chamber,
and conlainme:nt seal ohambers shaJI lbe designed such 1that the sea11 ·Chamoer and piping sys1em is
self-venting du ring starl~up anal •Operation through the p1iping system Desigrns, olher than Piping :P1Ian 23,.
requiring manmal seal cham'ber ven~ing shall be approved by the purchaser. The following S:liiall apply.
a)
On small horizontal fp urnps where the elevation of the dischar.ge 1rwzzle ils not high enoug'h to achieve a
contiir;mol!lsly rilsing Pipi11g IPlaTll 11 flush llne, then the oonnectio:n may be located in thce p.rocess p ipi1ng
1JipSt1ream of the dheck valve if .approved by the IPJ..Hchaser.
b)
The seal chamber or -gland platte shall.have a port rno ~ess tha111 3 rm:rn Cis ·in.) abovc the seal faces tu
allow the icemoval of l:rap,ped gas 1if cont acti.ng wet se:al arrarngements aroe vertically onient-ed. I "his port
sha'll be uppermost ~ n the c'hamber (see Figur·e 17). ThLs applies to ports fo.r boih sets of ifaces i111
Arrangement 2 (2CW-'CW confoguration) and the outer seal face of Arrangement 3 coJiltactälilg wet
sea'ls when they are v-erlically orieHted.
c)
Horizcdal or Vie;rtical pumps tmving a Pipin.g !Plan 23 or vertical pum ps tmving P1ipirng Plans 11, 21. 31,
a111d 41 shall be providled with a se;parnte vent connection in the piping. Vertucal pumps having IPiiPing
Plalil 02 shall lhave a vent cormection in the glaRd plate. Designs, other ~har1 these, requiring manual
sea'l chamber venting require p urchaser's approvaiL
d~
Low-)/olume seal flush systerms ithlat lhave po&:tive 'flow •d1ue to ·different.iaf pressl!lres wit:hil'l the pump
may not nequire rnanual venlimg (i.e . .a s.hort Pipin~ Plan ·1 ~ 0r PitDing PJan 1.3 on ·a s1111all 1pump").
5ntra:ined gas ··w ill ·quid.l<ly ii)U(Ql€ from rthe ,piping and seal ch.amber lJlipOn start-\Jp of rl.ffie pump.
'PUMPS~SHAF\ S5ALJNG SYSTEMS FC~'CENTRIFUGAl.. AND ROT ARY P:O.J MPS
'Seal
II Oonfig.
~
.
1, ·symbß'l
,C:O!lmecticrn
I·
1cw~rx II
10N-FL I
IF
Rl
IFO
II
fFiu:sh
flu,~h l:ri' (Plan 1-4•& 23 only)
~ · L'ßoa1ior~
I 1800
'lluih out (F'I<m M '&.2ß orily)
,Q'rain
que.rrch
hea'tfng
I
co0ling
'
pressurfl senrsing pi]•rt I
'0
·a
![-ll
·C
IPiif
F
ILB'I
LJBO
D
Q
2CW-CS
F
i
prom:ss
·pmce1>s
1/2 c:
90
I
~l2
ws-s
:318
112 -d
1!2"
1/2:d
3781>
'318 e
1J2 d
318
WS
.3/8
I
WS
process
1/2
process
~ !2 'C
I
required
180
1/2
1/2
0
112 c
drain (outer se-al)
18IT
que.nch (outer seal)
90
0
I
p rocess
process
process
atmospheric 0
atmospheric b
F
WS
YN.S
1'/2
proc.e ss
pmcess
:atmaspheric b
a.t mospheric 0 1
90
GBI
GBO
D
Q
V
required
process
atmospheric b
31\JC-FF
r
Ii
·O
'9 0
3NC-BB
c
'lt/2
~11/S
1'80
D
process
alrnosp!;e.ric b
Q
.r.equired
'flustl ·(inner seBI)
liquid bUJfferifll:lid 'ir'l
liql!lid lbuffedlüi.GJ .ol!it
HJO
F
.3/8
3/B
1!2'c
•·
1'80
LBI
LBO
0
,r.equired
WS
.318
§0
containmerilt seal nrain
drai!il {.al!lte:r seal)
quench (oufer s eal)
3CW-FF
3CW-BB
i
\.las buffer fluid in
containment seal vent
containment seal drain
drain (outer seal)
quench (outer s·eal)
flush (seal chamber)
liquid barrier fluid in
liquid barrier fluid out
drain (outer seal)
quench (outer seal)
flush (seal chamber)
gas barrier fluid in
gas barrier fluid out
drain (outer seal)
quench (outer s·eal)
process vent
0
180
180
90
0
180
0
180
90
0
process
barrier
barrier
atmospheric b
atmospheric b
90
process
banier
barrier
atmospheric b
atmospheric b
0
process
0
180
180
I
I
I
I.
requ'ired
r-equired
;required
WS
1/4
1/2
1/4
WS
112
1/2
requir-ed
1/2
1/2
required
3liP
3/8e
3/,8
318
WS
WS
1/4
1/4
1/2
1/2
1/2
WS
required
required
WS
WS
3/ae
3/8 e
1/2
3/8
3/8
WS
1)2
112
WS
1f2 d
1f2d
1i2 d
3/8!
3/8 a
1/2 d
required
required
WS
WS
3/8
3/8
1/2
1/2
1i4
1/4
1i2
1/2
3/8
vvs
3/8 9
318 3
3/8
WS
1/2
1/2
WS
WS
required
WS
(.)
All sizcs listed in this table are NPT tapered thread connections.
b
These COnnections are rarely providec because they are. only required when a lhrottle bushing is provided. A thmttle bushi119
is not provided wilh standard Arrangement 2 and 3 (;Onfi-gurations.
c
A ';!a NPT Cl.mneciion may be Llsed if '12 NPT is not possible because of space conslraints.
d
'12 NPT required for shaft diameters 60 mm (2.5 in ) or smaller, '.14 NPT for larger shaft sizes.
e
A 1/4 N?T connection may be Llsed if 3is NPT is not possible be?cause of spacs constraints.
f
VVS = Conneclio;1is prcwided only wt1en th~ appropnale piping ;1lar. is sp~cified.
g
PIT porl for indicating pressure tr<1nsmitter required for Piping P!n11 66A ancl Piping Plan 558.
I
I
1/i!
11i2
1/2
utility
ih'strum.entation ,
CSD
3CW-FB
I 11;2
I
-
:process
D
Q
3/.8'e
2/B.e
n12 c
·Cat. :J
utility
u
CSD
I
n':l::ti~f!l
II c.at. ;1 :anrtl' <?an
Reqmre"ä f
-
90
GBI
mc
.atmosplner.ic
atmospheric
cont'liinmerilt sea:r vent
csv
I
,-o
GB~
n
'
Dat.1
~.ao
csv
D
I
1/2. G
pr.ocess
[proces.s
FO
3NC-FB
't~pe
flusrn (inner se.:1l)
flush in {Plan 23 .ornly)
fluslil out {Pl an 23 only)
gas lbuffedJuicl in
Fl
2NC-CS
II
·.Size'a
·r>rc.cess
I
2GW-GW
1
33
I
I
I
AP! STANDA~D 682
34
Key
1
2
process side
atmospheric side
Figure 15-Mechanical Seal Piping Connections
Remove red plug.
InstaU metal plugs or
piping as specified on
seal drawing
Figure 16--JPiastic IP!ug with Center f .ab a nd EKample of Wam'i ng Tag
Figure 17----"Se-al ClilarmberJG~ aod PJate 1for Wertlcall Pumps
PUMPS-SHIIFT Si::AIING SYSTEMS i'O'<- CENT'<IFUGAL ANO ROTARY PUMPS
e)
35
Venting of the seal chamber for Arrangement 3 noncontacting seals prior to start-up and during
operation may be necessary to avoid the collection of gas in the pump.
NOTE Drilling of throat bushing wall at top dead center, for horizontal shaft pumps, will allow natural venting of the
seal chamber inside the pump. This can be a practicai alternative w.1en venting through the piping is eilher impractical
or not possible.
6.1.2.21 Drilled passages shall be siz ed for the application and shall have a minimum diameter of 5 mm
ehe in.).
6.1.2.22 The diametricaJ clearance at a fixed throltle bushing bare shall not be more than specified in
Table 1.
6.1.2.23 Floating throttle bushings made of carbon shall have a sleeve clearance as shown in Table '1 _
NOTE lf the bushing is designed to have the maximum diametrir.al clearance at a given pumping temperature, but
ihe Operation is below this temperature. the clearance will be greater than the one indicated ir, Table 1. lf the
purchaser wishes to minimize the clearance over a range of oper.ating conditions, and therefore leakage past the
bushing, consult the seal manufacturer for recommendation on material or a restriction devic.e such as a segmented
floating carbon bushingthat can maintain a given clearance over a range of temperatures.
•
6.1.2.24 tf specified, heating jackets or inserts shall be provided on seal chambers. Heating requirements
shall be agreed between the purchaser, vendor and seal manufacturer.
NOTE The jacket can be used for temperature conlrol, and this includes cooling as weil as heating. Use of the jacket
f or cooling purposes is not recommended because of the relative inefficiency of the method and !he tendency of
plugging and fouling. Steam has been used effectively for cooling purposes on hot purnps and can prevent
soiidification of the process medium when idle. When a jackel is used, caution sl'lall be exercised if skim cutting of the
seal chamber bore is done, to insure !hat rninimum wall thickness is maintained.
•
6.1.2.25 The supply of connections shall satisfy the requirements in 5.1. The Iack of space for tap and
~o(1; c.oo.n~?.cti.o.ns o« tb.e gla~.d .~late OO.RIJ (e.Q,tÜ('l t.h.at the~e lbe ir:v::J.IJded wtti:Ü\1, ttv~ f,lU.m.'iJ .ma!;'.lJW--tur'Cr.''»
SCOpe ·öf SUJJDp'ly, i'f anprov:ed by l he plr;rc/laser..
6.'1.2.2.6 All rmating ~oimls 1betwe.en the :s·ec:i! gland plale.• the sealchamber, .the comlalmnent sea1 chamber
at':ld ttle p1:1mp case ·s'ha'll iinc:orpor.ate a .ccmf!ined gasket ·to 1ßre:verft [blowot!lt (se:e Figl!lre H3).. C0ntr.ot!e.d
cGrnpr.essiom of the ._gasliet (e.g . .an 0-i ing 0,.. a spiral-wound gasket) ~thal.l :be .acooriTiJl :Jli.S:hed with
mertaiAo-roetal -contact ·be.twe.em lthe :§'lcwd plate and 1the .sca1 .olilCIITilber ,face. fl7he desigm ,of iflne jdir:it o.slnall
lp revemMxtrusi·on:oT the•y,askfi.t,tcdhe·intertor [l:lf•the sec'~I dln.aniber .wliler:e it·migh't ,iJ1tertere:With .S'Cai ·CG~Iir:l~.
'Where ..sprace :or .desigf1l 'limltatiol'l:S mak.e thi·s :re~;jukememi lirnpratticnl, am -alternati.ve ,se_a l .glanG! plate
·~@Y'<>~~tzW fo".R; "'l~iti&Ri !a,'l,lt'R; 'fJI\'Ii'C!rt2F-R!i ·~~ S~i'j.';IYt'\'J~<I/,.
;a) ~O ..ril}g
API STANDARD 682
36
11\lOT:F To·minintze runout. metal:to!meta.L.contact ·is Acetietl to k~~jJ.faces -a-r.dlthe shatr~perpendicular for seals·v,rith
1rotating if1exitl1e ek:-memts.
.~fi-1 .3.1
·se.al ~sleeves stlall :oe furriislrred by ithe seal manufaßturer. .~ he .-sleev.e shall :be rmade of nme
,pie0e.antj sea led at .en:e<el!ld_ {See '6 ~1 '3:'1-f,) c_onmernjf1r!J _
auxWary siB'eV:es.·) tThe seal.slecve assemtl_ly :Strmll
exte~rd fbeyond·th"tn.1uterJace clfrthe·seal glali'ld :fliRte.
ifhe se:al ll'lilanutactl1rar ·shall obtain (the sh:Elft '<liiameter artcl •t0leranr.e :fnllm ltbe 1punnPJ
mamCJia-ctur.er .a nd ··etnsure a <shaVt-to-<SierJVe fit df F7/h6 ir.J -accordlance wifh 'ISO 286~2. lTh.is .oonelates to .a
clearanc-e ·of I.Y020mm (0!0008 fn.) ft0 0.•093 rnm ·(O..'!il037 in.) for t~e ramgB Of 'seFJI sizes covered 'by this
standard.. .amd val'les as ,a lfunotion Qf ·dliameter. The 'ilillerit ,;s 110 'fifilin·imize sleeya rttnol!lt { see Figure '19),
w.bil!) aH.owing ·,f or ease or asser,rib\yld1sassernl!>ly. Slillir:ik di·sk·s ~y,pioa~ly 'Jteq]\!lire itighter ~ cl~aretnc-es ·and
shmulä if:oltow .Hne shriß-k-disk ·rmamifactmers desig·lil r:Jiiteria (see Fiigure 21 ).
·li.1.3.:2
1
API1131 0 raquires a shaft diameter tol erance of h6; however, ~peoial cas·e s liT'la'Y eiist ti n Whiot1 .pt~mps are
su,ppl'ied w,ith shaftt cliianneter tol:erances outside th\s.. in swoh ·cases, ittrle seal mna!71ufadurer shall ensur-e an
~ap,pmpriate fit
!NOTE Other rmethods tG achieiJe the same level ot concentrioity :are avai'lable. The purchaser may wish to discuss
thesealternatives w.itlii the plllmp and seal vendor.
)
-t·-·- --- · - - - - - ·- \
' -----
- · -·- - - · --- ---
--~------
Figure 19-Seal Sleeve Runout
6.1.3.3
A clear means of guidance for setting the proper axial positioning of rotating elements on
sleeves shall be provided_
NOTE
This provision is intended to help the assembler of the seal properly locate seal components axially so that
the co~rect spring Ioad is attained Features such as shoulders. or holes tn receive dog points or pins, are exarnples of
such clear means. This minimizes the possibility of error during assembly due to imprecise measurements or similar
mistake_ The intenl is not to Iimit the seal <lesigner to only one method.
6.1.3.4 Unless otherwise specified, shaft-to-sleeve sealing devices shall be elastomeric 0-rings or
flexible graphite rings. Metallic sealing devices are often unreliable, damage the shaft, and make
disassembly difficult. Sealing devices should be softer than the shaft
6.1.3.5
Shaft-to-sleeve 0-ring seafs shall be located at the impeller end of the sleeve. For shafts that
1
require the 0-ring to pass over the threads, at least 1 6 mm ( hs in.) radial clearance shall be provided
PUMPS-SH!'.i'T SCALING SYSTEMS FOR CENTRIFUGAI. AND ROTA~Y PUMPS
37
between the threads and the internal diameter of the 0-ring, and the diameter transilion shall be radiused
or chamfered (see 6. 1.1.9) to avoid darnage to the 0-ring_
NOTE
This location prevents pumpage from accumulating under the sleeve and making disassembly difficult.
6.1.3.6
Shaft-to-sleeve sealing devices located at the outboard end of the sleeve shall be captured
between the sleeve and the shaft.
NOTE
Flexiblegraphiteis commonly used on metal bellows seals located on lhe outboardend of the sleeve.
6.1.:3.7
Sleeves shall have a minimum radial thickness of 2.5 mm (0.10 in.) at their thinnest section,
exd uding a groove on the outer diameter of the sleeve to accommodate a seal-setting plate external to the
gland plate.
The sleeve thickness in the area of component drive set screws shall be in accordance with Table 3. Using
these dirnensions dirnples on the outside diameter of the sleeve to accommodate component drive set
screws shall be no more than 0.50 mm (0.020 in.) deep.
NOTE 1
The sleeve thickness in the proximily of set-screw !ocations prevents sleeve distontion due to tightening of
lhe set screws.
NOTE 2
Excessively thin sleeves distort easily.
6.1.3.8
The sleeve shall be machined and finished throughout its length such that the bare and outside
diameter are concentric within 25j.Jm (0.001 in.) TIR.
Table 3-Minimum Sleeve Thickness in the Area of Component-drive Set Screws.
Minimum Sleeve Radial Thickness
Shaft Diameter
mm
(in.)
<57
(<2.250)
57 to 8G
>BO
6.1. :l.9
NOTE
I
mm
(in.)
2.5
(0.'100)
,(2250 to 3.250)
3"8
(0.150)
(:>3.250)
5.0
(0.200)
I
~
S'leeves shall be relieved atong their bare, lleav,in:g .a locating ·frit at or near each end.
Relievi'mg the bore makes assembly and disassembly ,easie.r with ~lile fequired clo.se ti'Ls.
'6,1.3.10 Wihere possible sea! sleeves sJhall be d.esigned as oille piece. Cartridge designs for
Arrangement 2 and 3 sea'ls that i rilco~porate an auxi!Jiary sleeve to facilil.ate {he assembly of ~h1e inner or
OL~ter seal componcnts :are aoceptable. The auxiliary sl<eeve shall lbe axially Jocated an ili/11e seal sleeve by
positive means as spec,ified in 6.1.3..3. Auxiliary sleeves shalll be mounted concenbr,ically to the sleev.e and
shall nol extend beyond ~he sl·e eve. {See Figura 20 for an illustra~ion of a:n aUJxiliary sleeve.)
6.1 ..3.1'1 Onive-collar set sor<e\VS sha'JI :not pass through cleararilce iho'les wJ!ess the sleeve bare is relieved.
For between-bearing iPUrnps, fhe shaft shall bc relieved in this area. This relieved area should be
chart!fered ·a,p,pro,pr.iately to ·a'loid 0-riog .damage durJn~ seal jnstallati0rn,
lf-seLsme·..-Js are ~ightened againstthe ·shaift, the holes upset the metal on 1tl;n~ ·Shaft surfaee. lf this dam.age rs
ur~der the ·sl.eeve,, it camnol be ·conrecled iPrilGr •lO sle-eve vernoval. F 0r between-bearing pumps, the f ull lengt~ ·Of ,t he
NOTfE
sle~ve will llilen 1
mee.d to be J;l'!!Jiled ov~r ithe <!Jamaged avea. T his can .c ause •t he sleeve 't o gall to t,he sha:f:t -or o'therw:i;se
be dämaged. Tl'roe 1prciblem is les·s 'Severe with overhun:g pumps wtlere ·OnJy a ·.s mall le~gth of the slf:leve n ee6s ,fo be
pullad :over fhe ,damage<11 area.
API STANDARD 682
38
Figure 20-Auxili;ary Sleeve Arrangement
6.1.3.12 Drive-collar set screws shall be of sufficient hardness to securely embed in the shaft. Unless
otherwise specified the design shall be suitable for a maxirnurn shaft hardness of 38 HRC (353HB). The
pump and sea l vendor shall ensure that adequate relative hardness exists between the pumpshart and
Lhe drive-collar set screws. See F.3.
6.1.3.13 lt is the responsibility of the seal vendor to ensure that the drive-collar set screws shall be of
sufficient number and size to ensure !hat rotational drive and axial positioning are adequate for 1he service
conditions. For purposes of determining what is adequate the collar and set screw arrangement shall be
able to statically rnaintain axial positioning under the axial Ioad generated by a minirnum of 150% of the
rnaximum pressure rating of the seal category according to 4.1.2. The axial Ioad is calculated by
multiplying the pressure by the annular surface area defined by the shaft and the seal balance diameter.
See F.3 for calculation details.
6.1.3.14 Designs using nine or more set screws to drive and/or axially position the sleeve require
purchaser approval.
The use of spot drilling on shafts for overhung pumps is not recommended, as this creates a stress riser
th8!t can reduce the fatigue life of the shaft.
Spot drilling should be done only after the axial position of the shaft is set. Ensure holes are drilled in line
with the set screw holes an the drive collar so t hat no distortion of the collar or sleeve occurs when the set
screws are tightened.
NOTE 1 As shaft size ana sealing pressure increase. the axial force on the sleeve (pressure multiplied by area)
increases. As the number of set screws increases. the drive collar is weakened and the amount of additional force
each set screwwill resist decreases.
NOTE 2 Dirnpies drilled in the pump shaft to accommodate set screws will result in a protruding lip araund the
drilled hole unless it is chamfered or otherwise eliminated. This lip will darnage flexible graphite secondary seals and
could darnage 0-rings.
NOTE 3
lt rnay not be possible to use preexisting spot drilling for replac®ment seals.
NOT E 4 A shaft recess can aid in rnaintaining the axial location of the seal while lessening the possibility uf shaft
seal damage du1ring installation.
•
6.1.3.15 lf specified, or if recommended by the seal or pump manufacturer and approved by the purchaser.
devices other than set screws may be used for axially positiorning and driving the sleeve. Examples include
a shrink disk (see Figure 21) or a splil ring engaging a groove in the sha fl (see Figulfe 22).
NOTE These designs are expensive and are usually used only on unspared pumps. Use of these designs avoids
shaft darnage by dimpling the shaft for dog-point set screws when high thrust Ioads exist on the sleeve.
PUMPS-SHAFT S EI'.LING SYSTEMS FOR GENTRIFUGAL AND ROlA:;;Y P u MPS
6.1.4
39
Mating Rings
6.1.4.1
Antirotation devices shall be designed to minimize distortion of the seal faces Clamped faces
shall not be used uniess approved by the purchaser (see Figure 23)
NOTE Flat seal faces are essential for achieving low emissions and good seal periormance_ Clamped rings are
easily distorted
6.1.4.2 The arrangement of lhe rnating ring and its mounting into the seal gland plate shall be designed
to facilitale cooling of the ring and to avoid thermal distortion.
NOTE Mating rijngs that are mmmted deep in the gland plate and have minimal contact with the process fluid !end to
not transfer heat away effectively_ The resulling temperature gradients can cause distortion of the faces_
6.1.5
•
Flexible Elements
6.1.5.1
lf specified by the purchaser and agreed by the vendor, a single-spring Type A seal shall be
fumished.
NOTE 1 Multiple coil-spring seals !end to b@ more a,xially compact than single coil-spring saals. This gives wider
applicability when dual seals are considered. Multiple springs also te.nd to provide more even loading_
NOTE 2 Single-spring seals generally add 6 mm (0.25 in.) to 13 mm (0.5 in.) to the axial space requirement of a
sealing application. For single seal applications, the single spring has advantages and disadvantages. The single
spring allows a lower spring rate to achieve the same face loading. This makes lhe singlespring moretolerant of axial
misalignment resulting from changes in the relative axiallocation of the shaft with respecl to lhe seal chamber (such as
in case of differential thermal expansion_) The use of cartridge seals has largely eliminated errors in axial setting of
the seal.
NOTE 3 For corrosive services, lhe wire in single spri ngs is significantly greater in cross-section, providing a greater
corrosion allowance. Multiple springs can more easily be located outside the process, thus eliminating immersion of
the spring in the corrosive media.
J\_·-·------====-----)-- ---------- ~-
Figure 21-Seal Sleeve Attachment by Shrink Disk
~0
API STANDARD 682
\
\
--~-==-·- -·Figure 22-Seal Sleeve Attachment by Split Ring
\
\
J
~-----------------+
---- -- -
- - -- --
Figure 23- Ciamped IFaces
6.1.5.2
f lexüble elemern ts s lilall ,nol re~y on stati-c !apped Joints for .sealing.
lfhis r equiremenit me:ans that designs sudh as Japped-'joirnt rolatiing se.al rings ar€ IProhibited, as they
emp!oy an umretaii ned slip fit ~rnto a flexäble element urnit. D esigns retaining tlhe seal ring wiith an
inteliference fi,t and/or gas.kiet are acceptable"
'6.'1,/6.1
Gerrerai
'Ei.1.:6.t .1
1Url1\less •otheP;vise specified ~on the datash-e~s. s.eal oomponents sllla:!l be ~umisli\ed with ~ne
materii'lls ref.eremced in '6.1.6...2 lo 6..1.'6.9.
NJOTf: 1
P,roper material .sele:ction 1i-s cri tical to N1e- relia.b.te ope.:ra'tiom a'f a mechanica'l se-al. Seleclion depends ·on
ilile ·0:1aracte,· is.tfcs of .the •co.ntacting lluic . Variah!e.s -s1..1ch .a.s rn;9erating •t emperatu·e, tJlressure, speed, lubricity, and
chemi-::al cormpa:tibitity .are lkey para.meters. The purchaser !'imould sGJicit ·seal rmanufa.cturer Jinput wtl:emi n doubt a.bt >ut
lhe cam p-atibili~y of tthese m aternals with the i nterndeo service See 'NAGE Corroslon Enp,•ineer's Re.fere.nce Book for
on-e •SOJJrc-e tJ>f 'SLÜtable ma.tei ials
PUMPS- SHAFT SEALING SYSTEMS FOR GENTRIFUGAL AND ROTARY P UMPS
41
NOTE 2
Material seleclion can vary depending an the function o.f the part and its proximity to, or conta<:t with, the
process fluid. Thus, it is not uncammon in corrosive services for· dual seals to have different material used for
camponents in the outer part of the seal !hat arenot wetted by the process fluid.
6.1.6.1.2
Superior or alternative materials recomrnended for the service by the seal manufacturer si"Jall
be stated in the proposal.
6.1.6.1.3
Materials identified in the proposal other than those specified in this standard, or materials for
an engineered seal, or exceptiuns to materials in this slandard, shall be identified with their applicable
specification numbers (e.g. ISO, EN, ASTM, etc.) and the material grade. lf no such clesignation exists, the
manufacturer's material specification, giving physical properties, chemical composition; and test
requirements, shall be made available upon request.
6.1.6.2
Seal Faces
6.1.6.2.1
Each sealshall be comprised of a sealring and a mating ring.
This standard does not apply to split mechanical seals where ring segments are used.
NOTE 1
NOTE 2 The following aregenerat guidelines. There are many face material available, each having relative benefits
and disadvantages. Consult thle seal manufacturer for the best face combination in a particular service. No material or
matanal combination 1s excluded simply from the fact !hat it is not specifically mentioned, but in order to fall within the
scope of this standard the material or combination shall pass the relevant qualification testing.
Except as required by 6.1.6.2.4, one of the rings shal! be premium grade, blister-resistant
carbon graphite, witll manufacluring treatrnent to reduce wear;, provide chemical resistance, and rninimize
porosity consistent with the intended service.
6.1.16.2.2
•
For all seal categories the material for one of the rings shall be reaction-IJonded §ili~on carbide
(RBSiC) or self-sintered Silicon carbide (SSSiC), depending on the chemical compatibility and
recommendation by the seal vendor. Several grades of these rnaterials are available; therefore, the
manufac\urm sha\1 state the type of silicon carb.i de offered \or each service.
6.1.6.2.3
NOTE
Se"e B.2..3 for guidance related to manufaclu1e and use rof RBSiC versus SSSiC.
6.1 .'6 .2.4
Abrasive, viscous, and h'ig.h-pressl!lre servi·ces may requii re two lh.ard materia'ls For such
services, unless otherw-ise specified, the default matetria~l for bo~h the seal ring .a nd the rnating rings s'h all
be silicon cartlide. OHner hard face mmbinations .of SSS1C, RBSiC, and gra~hite loaded SSSiC, graphltite
loadled IR BSiC, •Ot twilgsten -carbide are w,idely ·u sed and are a.oceptable w.ith pu:rchaser ap.prova!l.
NOTtE
See B.2.4lor .gu'tdamce r~ga~diog .the selecfu:m of 'Op\imurm nard face-.mstema\ oom'o'lnations_
:s.eal .and ma'til1§ rings :slilall be of homogeneaus matenial. exoepHiilat ir:~herenrtly wear-resistant
mtitenials &l!lch as :sHican ·carbide or tungsten carbide 11il'lay !be -enhlanced lb>;y app!lyimg a ooating.. Ove~lays -er
coatirngs shall trnot be used :as the ·Sole tifleAAs ·of ,p rcviding wear resistance..
:s.1.6.2.'5
N0iliE 1remper<.1.1!.:ure lifillitations for·se8P:f<OGe m<~:mials '2ire Jistetl iin 6.2.
f6:~.6..2.B
1he ·seal 1rmar.n.1faotmer •shall .adY-isc Hf the speoifieiiJ face .material cm:r.itiinatiGn nua_y not lbe
:SI'Jitable 'l o: perlfonmamc:e tes'Nfilg 0f tl'ile pamp Olil .water. 11 r so, the :seal mamufadl!lrer .s.hall recomrnend
alteroative lmäteriats Jfor ws.e (Jtumng PJ!lr:rJP perforifllance tesfing.
<6.1 ;6.3
.'S:e:aJ 'Sle.eves
tl.Jnle·ss "otherWLse .spetiifieo, seal ':Sie~ve.s slnall be -stain'Less ·s.teel :[Al!ls-terni~ic 'SJainless .Steel lTy:pe 3:16,
316l, m .31ßlli. .OT equiv;:lient (-seeoB 1)J. .Sleeves for:ß iloy pumps in e>orrosiv-c services,sfllall tJe dflthe sa1rm:e
alloy •as the·casing . .or one ·With superior IJG)rro.s.ion r:eslstance..
42
6.1.6.4
API S TANDARD 682
Springs
Unless otherwise specified, seals with multiple coil-springs shall be Alloy C-276 or Alloy C4 spring material.
Single coil-springs shall be Austenitic Stainless Steel Type 316 stainless steel spring material.
NOTE Cross-section lhickness of the spring is Iaken into consideration when selecting spring materia ls_ Heavier
cross-section springs, such as those found in single-spring seals, are not as prone to stress corrosion cracking as the
thinner cross-section type found in multiple-spring seals. For example, Al!oy C-276 is the material most suited to
multiple-spring seals. whereas Austenitic Stainless Steel Type 316 stainless steel may be just as suitable in lhe same
service using a single spring.
6.1.6.5
Secondary Seals
6.1.6.5.1
Unless othef"''Jise specified, 0-rings shall be FKM. Tamperature lirnitations forelastemers are
listed in B.3.
6.1.6.5.2
Unless otherwise specified, if operating temperatures or chemical cornpatibil1ty preclude the
use of FKMs, 0-rings shall be FFKMs. See B.3 far additional details.
6.1.6.5.3
Seal manufacturers shalll use secondary seals from vendors having experience equal to at
least !wo installations in operation in similar se!I'Vice for at least one year in the refining, chemical, or
pipeline industry and shall use material types and grades selections based on successful prior use in the
refining, chemical, or pipeline industry. One vendor/material grade/type/durometer shall be used in the
qualification test. Similar grades, types with the same nominal durometer in the dynamic secondary seal
location (with a tolerance range of +5 Shore A hardness) from other vendors may be substituted in the
commercial product without additional qualification testing specified in Annex I.
6.1 .6.5.4
Unless other.vise specified, if the temperature or chemicallimitations of elastemers have been
exceeded, secondary sealls shall be flexible graphite.
6.1.6.6
Metal Bellows
Unless otherwise specified, m•etal !bellows shall be Alloy C-276 for Type B seals and Alloy 718 for Type C
sea!s. lf reo.ommended 1by the seal vendor and agmed .to .by the pu~rclilaser, A!lloy 7'18 may a'lso be used for
Typ e B seals.
6.1.6.7
G llal'ild Plattes
6.1.6.7.. 1
Ur~ less ol1iherwis.e specified, gllalild plates -slha'll be stainless steel [Auste.nitic Stainless Steel
Type 31 '6, 316L, or 316Ti, or ·equivalemt (.see 8. ~ )]. Glalild plates for alloy pumps in oorrosive services sllall
be of thie same aHoy as the casing, or one Wiith supen1or corrosion resistance.
•
Un'l~ss ·Othe1twise speci'fied, th8 gl:and plate to sea'l ,chamber gasket shall be an 0 -rü'ilg for
ser vices below· 175 "C (350 OF) of the same material r·equired by 6.1.:6.5.1 and oß. 1.6.5.2. For temperatures
over 175 "C {350 OF) or it s:peci~ied, graphi~e-Med type Austenitic Sta1inless Steel Ty1pe 304 or Austenitic
Stainless St·eel TyiPe 316 sftain1ess steel sp:i ral-wound g.askets shall be usecL
6.1 :6.7.2
NOTE
Spiral-wound ·g-askets 'lrtav.e bolt ltorque reqU:irements fo.r full :oo.mp.ression. See 6.1.:2 .7 for bolting
req ui;ements for spiral-wound gaskets.
6.. L6.7 :3
'Namep>lates amd rotation am:w:s (if atl!acli1edl~ sham be o:f .austenit'i.c s:tain'less steel 0r lnickel.copper {l!JNS N04400) ,a'floy. Stamp top ~cf se~l gllamd with rota~i0n >anrow for be:tween lbearil'lg iPum,ps that
lhave ulilidirectional -seals_ Attach ment pins ~hall !b:e oarne same matsniaL Weldimg ,!:fhall not 'b e per1111itted.
PUM?S-SH.~.FT SEAUNG SYSTEMS FOR CENTRL~UGAL AND ROTARY PUMPS
6.1.6.8
43
Bolt-on Seal Chambers
6.1.6.8.1
Bolt-onseal chambers for alloy pumps shall be of the same alloy as the casing, or one with
superior corrosion resistance and mechanical properties. Unless othe!VI'1se specified, seal chambers for
other pumps shall be stainless steel [Austenitic Stainless Steel Type 316, 316L. or 316Ti, or equivalent
(see 8.1 )].
The user should consider thermal expansion properlies of the materials to avoid stress or gasket-related
problerns if bolt-on chambers are supp!ied for high-temperature services in material dissimilar tothat of the
pum p or attachment stud.
6.1.6.8.2
6.1.6.9
Charnber-to-casing gasket material requirements shall conform to 6.1.6.7.2.
Miscellaneous Parts
6.1.6.9.1
Unless otherwise specified, spring-retaining cornponents, drive pins, antirotation pins, and
internal set screws shall have strength and corrosion resistance equal to or better than AISI Type 316
stainless steel (see B. 1 ).
6.1.c.9.2 The pump and seal vendors shali ensure that outside drive components have suitable
corrosion resistance for lhe service (see F.3)_ lf used, set screws shall have sufficient hardness and design
to carry the Ioad. Alternative methods may be used, such as spot drilling, split rings, or shrink disks. See
also 6.1 .3.12 and 6.1.3.13
lf hardened carbon steel set screws are not suitable for the service, ttlen a hardened stainless steel set
screw should be provided.
6.1.6.1 0 Welding
6.1.6.1 0.1 Welding of piping, pressure-containing parts, rotating parts, and other highly stressed parts,
weid repairs anti any d~s.s\milar meta\ welds sha\1 be performed and inspec\ed by opera\C)rs a111d
procedures qua 11fied in aCGordamce with the appropr'ial:e part of EN 287 and EN 2.88, or ASME IX. Metal
bellows UJsed are e'Xempte:d from this requir~ment lbeca;tJJse they a~e manufäcbUred llsing a proprietäry
welding ,prooess n~at is not covered lb y general weJding codes or indust.ry standards.
1
'6.1 :(:3.1:0.'2 The manufadtLmrer shall be iresponsJ01e for "rt he revie•w ofal.l re,pairs andl re-pair welclJs ito ensum
that they ar:e pfoperly heat itreated and nondestructive.ly exar.n~ned for ·S0l!lndness and ·c<mt;r.llianGe Witln the
appHcable .quali,fied procedores. Hepair wetds shall, be no:rrdestmctively testeä @.:Y the same rmet'hod used
to delect .tlile ·orig;ililal ·flaw As a minimulill, the inspection s'ba'Jl b.e lb y liquid pen-etrant ·~or stair.less .sl eeJ
cCZJI1r.lponetn.ts·and , rl'lag~.1 e~ic particle·rhilT termus maten1a1s.
16 : ~:6.Hl:3 Un,ess :othlerwise .specifier.d, lilon-pressure-retaining strwdtur:al welt!Jit:1g, .SIJCh :as weldi:l'!g ·on
lbas€p.lates, rnt!lnpres.s-ure ductiny, laggir:1g, an-d co.M'trol panels, ·shE'II be perfonued 1in acoonilance w3th
A.WS IIJn..t.
6. ~ :'6;~1ll.•~ Pres-sw:e cas'ill@.S ,rnade dfwr0ught rmaterials .Of'•l!!om_öinalions d9f wmt~:ght "·Ofrttl ;_c_ast materi.lals
shall t0nform rtiD 'the coml!fiti0ns ~pecified in llterns -a,), Lb), c), .amtr:l d) .betow. 'This iinclultie.s 'bol't-'on $6<31
chamb.e-rs1if·. (mf'lsJ~wcted .by·welaing.
·a) ;:Riate 'eOQ!es::shall :be ijnsp.eoted ~b.y ·ma..Qrnetic pc:rrl.iciB •Cilf liquid , pen0:t[ant.~xamination .;as .re-r.Juired l by
.-1l.:SME' VIII ,il~iv tsiol'l .1, 1 UB ~93(d)(3 ).
1b)
Ac:Gessibte Jil!li'facl!S· of weli::ts •shall _b.e -Jin~peGteö .. byrmagnetic;partide;.or, liquid,.p.ene.trant BXaminatio"!l
:afte ( batk-.cnipping· orcg(!) ugi ng,~and ~~gain . atte-r p.u stwelt!' toeailtceatmer.Jt
, c)
~Pre·ssure~c0"11itaimil}Q W:!i!ld:s,AnöiLJdi r~g wel:ds :öf th-e cas.erld'hmr.izontaLan'd ve'rticai,jiDinHI.an~e-s shall~_be
rflill~.penetfaton·,welds.
API s-ANJARo saz
44
d)
Fabricatcd pressure-retaining parts (regar:d!.ess of thickness) sllall be postweid neat-treated.
6.1.6.1 0,5 Connections welded to the pressure-retaining parts shall be installed as foilows_
•
•
a)
100% radiography, magnetic particle examination, ultrasonic exammatiolil, or \iquid penetrant
examinatio n of welds shall be performed, if specified andin addition to 6.1.6.1 0. 1.
b)
Auxiliary piping welded to alloy steel pressu re~reta ini ng parts shall be of a material with the same
1nominal properties as the casing materrial cor shaU be of low-carban austenitic stainless steel. Other
mate~·\a ls com,pati'dle with the casing materia l and .intended scrvice may oe used witll the purcnaser's
approvAI. .lf ltleat treatment is required, plping welds stnall be tmade before ~tne component is lleat
!rreatec.l.
c')
Rroposed oonrnection des·igns ""'lin:lll be submitted to 1tlne rpurcnaser for ap,proval before ~al:il ricatic;m, l f
spedfied. Thc draw,i ngs shall show weid designs . .size, materials. and pre-weld and postweid rleal
treatments.
d)
All w e'lds shall be ltneat treated in aocordanoe with ~he rnethods desonibed in EN 13445 or ASME Vllll,
!Division 1, UW-40.
6.1.•6.11 ILow Tem~ratur.e Service
•
oc
6.1.6.11.1 For operating temperatures below -30
(-20 "F) or, if specified, for other low ambient
temperatures, steels shall have properties as described in 6.1.6.11.2 to 6 .1 .6.11.6.
NOTE
Also see 8 .3, which covers temperattJre Iimits for elastomer.s.
To avoid brittle failures. materials of construction for low-temperature serviceshall be suitab/e
for the minimum design metal temperature in accordance w ith the codes and other requirements specified.
The purchaser and the vendor shall agree on any special precautlon!> necessary with regard to conditions
that may occur during operation, maintenance, transportation , erection. commlssioning, and testing.
6.1 .6. 11.2
Good design p ractice should be followed in the selection of fabrication mcthods, weldmg procedures,
and materials for vendor-furnished steel pressure-retaining parts that may be subject to temperatures
below the ductile-brittte transition temperature. The published design-allowable stresses for metallic
materials in standards such as the ASME Boifer and Pressure Vassel Code are based on minimum
ten sile properties. Some standards do not differentiale between rimmed, semi-killed, fully-killed
hot-rolled and normalized material, nor do they take into account w hether materials were produced
under fine- or course-gra in practices. The vendor should exercise caution in the selection of materials
intended for services between -30 "C (-20 °F) a nd 40 "C (1 00 "F).
6.1.6.11 .3 All pressure-retaining steels applied at a specified minimum design metal temperature below
-30 "C (- 20 °F) require a Charpy V-notch impactlest of the base metaland the we id joint unless they are
exempt in accordance w ith ASME V II I, Division 1, UHA-51. Impact lest results shall meet the req uirements
of ASME VIII, Division 1, U G-84 .
6.1 .6.11.4
Garbon and low alloy steel pressure-retaining parts applied at a specified minimum design
me tal temperat ure between -30 "C (- 20 CF ) and 40 " C (100 °F} shall require impact testing, as follows.
a)
Impact test ing is not required for parts with a governing thickness (see 6.1.6.11 .5) of 25 mm (1 in. ) or
less.
b)
Impact testing exemptions for parts with a goveming thickness (see 6.1.6.11.5) greater than 25 mm
(1 in.) shall be establ ished in accordance with ASME VIII, Division 1, UCS-66. The rninimum design
metal temperature without impact testing may be reduced as shown in A SME VIII. Division 1,
FigLtre UCS-66.1. lf the material is not exempt, Charpy V-notch impact test results shall meet the
minimum impact energy requirements of ASME V III, Division 1, UG- 84.
PU).o\PS-SHAFT S i'Ai lNG S YSTEMS FOR CENTRIFUG."'.l ANC ROTARY PuMPS
45
6.1.6.11.5 The governing thickness used to determine impact-testing requirements shall be the greater
of the following:
a) the nominal thickness of the largest butt welded joint;
b) the largest nominal section for pressure containment, exc\u ding:
1)
2)
structural support sections such as feet or Iugs: and
structural sections required for attachment or inclusion of mechanical features such as jackets
or seal chambers.
c)
•
one-fourth of the nominal flange thi ckness, including glancl plate and seal chamber flanges.
6.1.6.11.6 The purchaser shall specify the minimum design meta! temperature to be used to establish
impact test reqUiirements.
NOT E Normally , this wili bc the minimum surrounding ambient temperature or minimum liquid pumping temperature,
whichever is lower. However, the purchaser may spccify a minimum design meta! temperature based on pumpage
properties; such as autorefrigeration at reduced pressur~s.
6.2
Design Requirements (Category-specific)
6.2.1
Category 1 Seals
General Information (Category 1)
6.2 . 1.1
This subsection provides design details for Category 1 seals, as described in Section 4. Specific
information provided here is in addition to the common seal design features lisled in 6.1.
Seal Chamber and Gland Plate (Category 1)
6.2.1.2
•
lf specified, or if required by 6.1 .2.14, a distributed seal flush system such as a circumferential
or multiport arrangement shall be provided for Arrangement 1 and Arrangement 2 seals. T he seal flush
6.2.1.2.1
arrangement shall be located to maximize the un iformity and degree of cooling of the seal faces. For
multiport systems, ports having a minim um diameter of 3 mm Cis in.) shal l be used
6.2.1 .2.2
The seal flush passages shall be designed so that they can be cleaned (see Figure 24).
NOT E ln many cases, effective seal operation is dependent on distributed flush systems that maximize heat removal
from the seal faces lo ensure effective film formation and prevent asymmetrical thermal distortions in sealing
components. There are other methods for distributing the flush in addition to those illustrated in Figure 24. Depending
on face orientation and space available on sorne seal designs a distributed flush system as shown in Figure 24 may
not be required for Arrangement 2 seals because this may become unnecessarily complex and expensive. ln these
circumstances, consult the seal manufacturer for detailed Information on the features and benefits of variations to the
flush distribution systems to achieve even cooling around the circumference of the face components.
6.2.2
6.2.2.1
Category 2 Seals
General Information (Category 2)
This subsection provides design details for Category 2 seals, as described in Section 4. Specific
information provided here is in addition to the common seal design features listed in 61.
6.2.2.2
Seal Chamber and Gland Plate (Category 2)
6.2.~ ..2.1
A dist ributed flushsystemshall be provided for Category 2, Arrangement 1 and Arrangement2
seals except when Piping Plan 13 and Piping P lan 23 are specified. The seal flush arrangement shall be
46
API STANDARD 682
located to maximize the uniformfty and degree of cooling of the seal faces. For multiport systems, ports
having a minimum diameter af 3 mm Cis in.} shall be used.
6.2.2.2.2
NOTE
The seal flush passages shall be designed so that they can be cleaned (see Figura 24).
See NOTE in 6.2.1.2.2.
6.2.2.3
Cartridge Seal Sleeves (Category 2)
6.2 .2.3.1
Standard seal sizes sha!l fit shafts in even 10 mm increments.
6.2.2.3.2
lf key drives are supplied, keys shall be positively secured to the shaft (see Figure 25).
NOTE
Keys located on the shaft deep in traditional stuffing box.es cannot be easily reached for seal assembly.
6.2.3
Category 3 Seals
6.2.3.1
Generalinformation (Category 3)
Thi-s subsection provides design details for Category 3 seals, as described in Section 4. Specific
inforrnation provided here is in addition to the common seal design features listed in 6.1. Category 2
information from 6.2.2 applies to Category 3 seals, except as amended in this subsection.
Seal Chamber and Gland Plate (Category 3)
6.2.3.2
6.2.3.2.1
A distributed flush system shalll be provided for Category 3, Arrangement 1 and
Arrangement 2 seals except when Piping Plan 13 and Piping Plan 23 are specified. The seal piping
arrangement shall be located to maximize the uniformity and degree of cooling of the seal faces. For
multiport systems, ports having a minimum diameter of 3 mm Cte in.) shall be used.
6.2.3.2.2
NOTE
The seal flush passages shall be designed so that they can be cleaned {see Figure 24).
See NOTE in 6.2.1.2.2.
PUMPS-SHAFT SEALING SYSTEMS FOR C'CNTRIF'UGAL .;>,ND RO-AR Y P UMPS
a)
Rotating Flexible Element
b)
Rotating Flexible Element
c) Stationary Flexible Element
These :are ronlly examples-0ther configurations may be used.
Hgure 24-Dlsllrilbuted Flush Systems
Figure .25---:AUachmentt o,f !Key [i)t ives to Shaift
47
48
API STANDARD 682
7
Specific Seal Configurations
7.1
Arrangement 1 Seals
7.1.1
Seal Sleeves
Seal sleeves snall be in one piece.
7.1.2
Seal Chamber and Gland Plate
7.1.2.1
Unless otherNise specified:
a)
fixed throttle bushing made of carbon shall be installed in the gland plate for Category 1 seals;
b)
close-clearance (fl oating) throttle bushing made of carbon shall be installed in the gland plate for
Category 2 seals;
c)
close-clearance (floating) throttle bushing made of carbon shall be installed in the gland plate for
Category 3 seals;
d) segmented carbon bushing shall be an option for Category 2 and Category 3 seals as given in
6.1.2.24
Throttle bushings shall be positively retained against pressure blowout to minimize leakage if the seal fails.
Alternative leakage control devices may be provided as specified.
Bushings may be sized to allow forthermal growth of the shaft.
NOT E Carbon bushing material is suitable fo r chemical plant and refining services, but is more sensitive to im pact
darnage than a spark resistant meta! bushing. Category 2 seals are designed to tii into API 61 0 seai chambars and will
be used in most refinery services. PTFE (and PTFE-graphite composites) is a less desirable bushing material because
of its thermal expansion properties and Iack of memory. Refer to 8.4 and F.5.
•
7.1.2.2 lf spedified, a close-c1earance {floating) throttle lbushing made of ·carbon shall lbe furnished for
Cat•egory 1 seals..
7.1 ..2.3
When P-ipjng PJ,an 6ßA is specif·ied, an inner segmeJilted floating carbon bushing .and an outer
noatri:n:g solid carbon bushing sha 11 be rused. lf ~he nistance bebneen the seal gland face and the near·est
obstr.uction is i msuJficlent for an inner frloatin.g segmented ca;rbm b L.O shing, use Piping !Plan :668 or consu:lt
the seal vendorfor recommendations.
1
Wl"nen IPiping Plan 66B is specified a Floating segmernted carbom bushirng shall lbe used. H ile dral n portshall
be !Piugged w,ith an ·orifice plrug as specified ifl 8.;3)i6. lf the dJstance between the seal gland face alild the
nearest obstmdion ijs ijnsufficient for a floating segmented carbon bu.shin.g use a floating solid carbon
bushirng or cornsullt the sea'l vendor for reoommendat ions.
7..1.2.4
l!Jnless o-ulnerw,ise specified, flush/venl, arnd drain connections s'halll lbe IP'rovided -and plugged..
·
Plugs ~or threaded conmections shall comply with 6.1.2:18.
·•
\f ~peaif,ied., m ~ reql!l\Ted by \he seal maruufacturer, an el>:.ternal ·quench <(see Fi~l!lre G.24) sha.l'l
be provicted to the .seal gJJand plate in 'aocor.dan,cewit'h 1lhe folllowir1!r
7.1.2.5
a) 1
t he design ;shall cflrect the ,qu.elilch to the .seal ·raoe and seuandary .seals;
lb)
seals equipped with a water ·!;!Uer:rch sh-atl be desig1med to allow quench water to .exlt V:ia the dra1n
cm~tnection;
'PUMPS-S!-:i!(ff SEAL:NG SYSTEMS .FORCE~TRI RJGAL ANn 1"tOi ARY PUMPS
49
c) if a stealiTJ quench lis ·speci1iicd and if space allows, •tlit.e s.ea'l glaml plate s.haM be eq.wipJ:Ded viitth ·a
que.noh blafHe; and
d)
lhe baffle shall .be non.s;paJ'klng rrnalerial d.es·igned n'ot •t o comtact adjacen.t relatively moving
cormponents due to dHstortiom or heating_
NOTE 1
•Quer:u::ihing invdlves {he imtroduction of a medium, usuaiJy wate~. nitrQ:\[1en 0r .~tearm, on !he ;;lmosp!Ttenic
side M a ,mectaaaical seal: <>s-s~;mbJy. Que.nching is narr;nal'ty app:lied ifthe nnateiial be'ing seafed is noxiGus. tlammable.•
ox;,di2!es,. IPOiyr;neniz.es.. '0r ·will ery.sta.fJJ:z:e •Ml'ilem dliit!d Quendhr.ng can als0 be used tor hea'ting or DOC'>Iillg. The gland
plate is equipped with a throttle bwshh'!;;J to preven t mcislu1re ar :s team leak:age·from a quemched sea'1fram entening the
bearing llilousi mg and com~aminating the h.11bri\cating oil, and to maxim1ize cornlaimnent of'tfire q.uench l luid.
This baffl.e directs lhe ste.a m to the awea whe1re cok.e ·wolilld temd to collect, and routes the steam t<l carry
material away from the seal am.d seal :faces. By cooling the !ea.kage ·on •lhe abrnospheric side of the sea'l faces, a steam
.quench jprevents co:ke formation and subsequent seal lhang-up in ltwl [above 150 •c (300 °F}] services. l·t also keeps
viscolils procjuot •!hin when ~b.e pump üs not r;unning llf stocks thioken at lhe fac·es, scals can be damaged at start-up.
C.ondensation ·c o.lleoti11g atthe seal faces can vaporize amd äamag•e U1e seal ~aces.
NOiE 2
7.1.2.'6
Un 1ess otherwise specified, Type C, A nrangement 1 sea1s shall imclude a quenc'h baWe,. The
quenc'h baffle s'h all meet the requirements of 7 .1.2.5 d).
1
7.'1.2.'7
:Seal systems that uHli2Ce lntermil circula•ling rdeviices, suoh as a pump'in,g ring" and rely on the
rotation of {he mec:lJanicall seal to maintain circulation shall be designed with lthle iil11et at the bottom of ithe
seal and the outlet at 'the top O:f it he seal :as space allows..
llhis requirement enhances venting and thermosyphoning when tihe p üirTl,P shaft is not rotating.
INIOTE
7.1.2.8
The internal c:irculat1ng device shall provide the required flow rate using the speclfied
flush/barrier/buffer fluid, at all operating and start-up conditions based upon the accessory components
supplied and the maximumdimensional criteria in Figure G.17 and Figure G.18.
NOTE The internal circulating device needs to be very carefully checked for pump speeds !hat vary from those
specified in the performance curves provided according to 7.1.2.9 and for pumps equipped with variable-speed drivers.
FIIJid properties such as viscosity will also affect flow rates, and these are often dependent on temperature conditions
Thus all transient as weil as steady state conditions shall be Iaken into account. Refer to F.2 for delailed discussion of
these factors.
•
7.1.2.9
For Category 3 or if specified, the seal manufacturer shall provide U1e performance cuJVe for
head versus flow for the internal circulating device based on actual qualification tesl results.
NOTE
For conditions other than those encountered in tlle qualification test, calculated performance curves shauld
be based on modeling and/or additional tests as needed.
7.1 .2.10 The minimum diametral clearance between the rotating elemenl of a circulation device and
stationary component, seal chamber bore or Containment chamber bore shall be in accordance with the
values listed in Table 1.
7.1.2.11
Designs of mechanical seals utilizing intemal circulating devices shall ensure that the device
inlet and outlet ports properly align with the barrier/buffer fluid or seal-f!ush supply and return connections
when installed in the seal chamber.
7.2
Arrangement 2 Seals
7.2.1
General
7.2.1.1
Unless otherwise specified, the innersealshall be a contacting wet seal (2CW-CW, see Figure 3,
or 2CW-CS, see Figure 4a) with a face to back configuration. The inner seal :shall have an internal
(reverse) balance feature designed and constructed to withstand reverse pressure differentials up to
0.275 MPa (2. 75 bar) (40 psi) without opening or disiodging components. Refer to Figure 10.
API STANDI'.RD 682
50
NOTE 1
The containment seal chamber pressure is normally less than the inner seal chamber pressure The
containment seal chamber is usually connected through an orifice to a vapor recovery system, in which case il will
operate at the pressure of the system to which it is cannected. I! i1s unusual for a vapor recovery system to reach a
gauge pressure of 0.275 MPa (2. 75 bar) (40 psi) even under upset conditions.
NOTE 2
The default face to back configuration is based on installad p·opulation, but there is no technical
requirement for t his ccnfiguration as the pressure on the outer seal is low. Other configurations are just as appropriale
subject to the requirernents of 4.2 b).
•
7.2.1.2
lf specified a noncontacting inner seal (2NC-CS, see Figure 4b) shall be provided.
NOTE
Noncontacting inner seal designs utilize a Iift-off face pattern, such as grooves or waves, which can provide
reliable operation in liquid or gas service. Often it is difficult to pravide adequate vapm suppression margin when
sealing clean high vapor pressure or mixed vapor pressure ftuids with contacting wet-face designs. A noncontacting
inner seal can give the option of sealing a Iiquid/gas mixture by allowing the product to flash into a gas across the seal
faces, effectively using the noncontacting design inner seal as a gas seal. The leakage rate from a noncontacting
design is normally higher than a contacting wet design.
7.2.1.3
Unless otherwise specified, a contacting wet sealshall be used with liquid buffer systems and a
noncontacting containment seal shall be used if a liquid bufter system is not provided.
lf recommended by the seal manufacturer and agreed by the purchaser, a contacting containment seal
face design may be provided.
NOTE 1
Noncontacting containment seals ulilize a face pattern (grooves, waves, etc.) to provide Iift-off of the seal
faces. Relative t·o contacting "dry-runningft containment seals, nonc()ntacting face designs:
a)
have a lower wear rate in Operation;
b)
are more to•lerant to a buffer gas environment with dew points below -40 "C (-40 "F);
c)
are designed for higher surface speeds and press ure differentials: and
d)
may expelfier1ce leakage .rat!ls an mder of rmagnitude greater tha'lil thal of cuntacting oonta~nment seals.
NOTE 2
GorTtacting conta'inment s.ea•l designs rnorma'lly provide the lowest I.E*Ikage of vapo.rs and liqu'ids_
IManufacl!Jrer's standard dry corntacting seal designs ar.e p~essure ~imited for confirnuous serv.ice, usually b.elow :a
gauge press·UJr.e of 0.07 IVJPa (0.7 bar} {1 0 psi)_ However, desi,g ns ane :suitable rin a gas environment of ,p;oduct VafPors
fl)f co,11·Nnuous operation with excllrs'iuns in gauge presMre to 0_275 MPa (2.75 bar) (40 rpsi) to allow if or variation in the
vapor recovery system pressure. Fricticn .and rubbing wear is depended'n1 on ~he shaft speed., ·Cont ainment seal
chamber IPressure, and propelllies of th.e vapor being s-ea'l ed. Use of "bone-dry" nitrog.en .as a buffer gas can o-esult in
~a,pid ·carbon face we.ar.. Refer to F _11 for further information.
•
7.2:1.4
ff ulilized, Whe buffer fluid shafJ tre specified on 1the daitasheet.
NOTE Many rexistlng 2CW-C'S install.a1ion.s do r11ot use airn •extemal buff€r gas_ lf a bu:ffer gas is not used, the
containmern1 s.e al chamber is fr1led w·rth va,porized IProcess flund.
7.2.2
•
Sea~ Chambe.r and Gland Plates
7.2.2.1
lf speci~ied and if addttrional length for the seal arrangennent i'S avai!albte, a fixed throttile bushlng
made of .carrbort1l shall be nns:lalled in the gland p'la.te arnd posilively relain ed agairrst [pressure blowouL
NGTE 1 A 1hr.o111e bushing is rarely reG;Uire~ ~·Miil a d::~al seal bot mray ibe usecit in •eO:•d services whe:re a qwBnd:1 i s
uselll to :avdid icimg .
.NOTE 2 Um'ited axial s,pace rb-etween ;:he seal Chamb.er face ·and the bea~ing hC!l.uslng often m:akcs li~e use ol a
fu.r.o:ttile bushing wilh an Arrang·ement 2 se~l imp:ractical.
PUMPS-SI iAFT S EALING SYSTEMS FOR G ENTRIFUGAL AND ROTARY PUMPS
51
7.2.2.2 Seal systems that utilize internai circulating devices shal.l comply with the provisions of 7 .1.2. 7
through 7.1 .2. 11.
7.2.3
7.2.3.1
Contacting Wet Seals with a Liquid Buffer Fluid (2CW-CW)
Liquid buffer systems shall be designed such that the maximum temperature differential
between the buffer fluid inlet and outlet immediately adjacent to the seal chamber is:
8 cc (15 F) for glycol/water or buffer fluids with viscosity close to that of water and
Q
16 oc (30 "F) for oil buffer fluids.
NOTE The allowable temperature diffe.-ential includes the effects of both "heat soak' and seat-face-generated heat.
The allowable temperature differential across the seal should not be confused with the bulk temperature rise of tne
buffer fluid during steady-state opetation or with the differential temperature between the process fluid and
steady-state buffer fluid temperature.
7.2.3.2
There are various ways to achieve enhanced flow in and out of the seal chamber such as
tangential ports, internal dams or cu!'Naters, radial and axia! flow rings, and modified seal chamber designs.
The seal shall meet the temperature rise criteria, and the vendor qualification testing of Section 10. See
71 .2. 7 ttlroug h 7.1.211 for requirements on internal circulating devices.
7.2.4
Seal Chamber and Gland Plates for Contacting Wet Inner Seal with a Dry-running
Containment Seal (2CW-CS)
A fixed spark resistant bus.hing, or equivalent device approved by the purchaser, shall be
7.2.4.1
installed to separate the containment-seal faces from the containment seal vent an drain connection ports.
The bushing shall be posiltively retained to prevent axial movement and darnage to seal components. The
rninirnurn diam~tral clearc~nce between the bushing and rotating parts in the seal ch<::~mber shall be in
accordance with Table 1 (see Figure 26).
Purchaser's approval is required for any alternative seal chamber layollt that deviates from the Standard
Iayout described above
NOTE The bushing helps isalate the containment-seal faces from normal inner-seal leaksge by directing it toward
the containment-seal vent or drain conneclion. Space limitations might requ ire the seal supplier to propose an
alternative cantainment-seal chamber Iayout.
Key
1 containment-seat chamber bushing
Figure 26- Section Showing Containment-Seal Chamber Bushing for
2CW-CS and 2NC-CS Configurations
Al=' I STII.NDt\RO 682
52
7.2 .4.2
The use of the containment-seal vent or drain Connections for buffer gas injection is permitted
only with the purchaser's approvaL
7.2.5
Seal Chamber and Gland Plates for Noncontacting Inner Seal with a Dry-running
Containment Seal (2NC-CS)
7.2.5.1
A fixed spark resistant bushing, or equivalent device approved by the purchaser, shall be
installed to separate the containment-seal faces fröm th~ containment vent and drain conneclion ports.
The bushing shall be positively retained to prevent axial movement and darnage to seal components. The
minimum diametral clearance between the bushing and rotating parts in the seal chamber shall in
accordance with Table1 (see Figure 4b).
Purchaser's approval is required for any alternative seal chamber Iayout that deviates from the standard
Iayout described above.
NOTE
The bushing helps isolate the containment-seal faces from normal inner-seal leakage by directing il toward
the containment-seal vent or drain connection. Space limitations might require tt1e seal supplier to propese an
alternative containment-seal chamber Iayout.
The use of the containment-seal vent or drain connections for buffer gas injection is permitted
only with the purchaser's written approval
7.2.5.2
•
7.3
Arrangement 3 Seals
7.3.1
General
7 .3.1.1
The barrier fluid shall be a liquid or gas, as specified.
NOTE 1
Barrier fluid pressure is usually regulated between a gauge pressure of 0.14 MIP a (1.4 bar) (20 psi) and
041 MPa (4.1 bar) (60 psi) over the pressure in the seal chamber.
NOTE 2
Gas-barrier seal designs might nof be appropriate for services in which dissolved or suspended soiids in
the pumped fluid tend to adhere to the seal faces er ca use hang-up. This is especially true if the process fluid is on the
ID of the inner gas-lubricated seal. Liquid-barner seal designs arranged suchthat the process fluid is on the OD of the
seaj ·faces he!p it o m'irnimi~e solids accumu'lation ·On the tar:es and rrnin1imize hang-up.
NOTE 3
Whiije .stationa.ry, capillary action of sticky or polymenizing fiu.ids between gas-ba:~~ier-luJbricated fac.es ·can
cau!>e to fique faJiufie up.on slart-up, even ,j f the gas-barrier pressljre is maintained while the pwmp is iidle.
7 .3.1.2
IUrnless otherwis,e specified:
il"he .inner seal s'hall have an interna'l {revers.e ) baiance Jeattu1r.e desi.gned and constmcted to wit'hstand
rever se pressure diiFferentiaJs witho~Jt opening. Refer to 6.1.1.11 and Fig.u re 10.
a)
l n static operation, the seall shall lbe ab~e to oontairn the ra1ted tprocess pressl'lre 1i111 the event tlilat lbarrier
fluid pressure is lost.
'b)
l1n static ·operatiom, ~he se~ shall lbe ab~e to oontain the rat•ed barrier pressu:re in the event that process
prHssu1r•e is atmospherlic. (This ~s a seal qualifiicatinn test point)
c)
ln dynamte operation, itlile sea'l sha!l be capable of operation for a time per,i od .agreed between the
purehaser .and ruhte vendor to atlow orderly pump shl.ltdow,n upon iloss of gas or ~[quiGi ba:rrier fluid
,pressure.
·d)
!n coliltinl!l(!)Us •dynarriic o~eratioru, fhe ~mrchaser •shall 1inform the seal vendGr if the seal sl'la\l.be r.equired
to operate ·.COIThYinuously wnäer :abnofimal condiflons stldh as at rate.d .barrier pressl!lre with atmosp:he~ic
pressure in the IP.Uiil'lP "(gas ßr liquid barrier) Qr.at rated proGess presswre 1iflbarrier pressure ris llost for gas
fbarrier seals. The ,pl!lrdmaser shall zn:tvis.e lthe ventfor of tli\ese abnon.nal conciiition s.
PUMPS-SHAFT SEALING SYSTEMS FOR GENTRIFUGAL AND ROTARY P UMP$
53
NOTE
The internal or reverse bal.ance feature requires thal the mating ring and the secomdary seal be designed to
sfay in place and contain pressure in the event that eilher the barrier fiuid or the process pressure is lost. Continuous,
dynamic operation under these special conditions rnay have an impact on the selection of the seal design and
configuration as weil as the selection of the seal cooling system.
7 .3.1.3 Standard Arrangement 3 configurations shall utilize two ssal rings and two mating s€al rings. lf
recommended by the vendor and approved by the purchaser, a common rnating ring (mono-block design)
may be provided.
7 .3.2
•
Seal Chamber and Gland Plates
7 .3.2.1
lf specified as a result of the process conditions and if additional length for the seal arrangement
is available, a fixed throttle bushing made of carbon sha!l be installed in the gland plate and positively
retained against pressure blowout.
The specification of a throttle bushing foradual seal1s rarely required, but may be used in services where
a quench is used to avoid icing.
NOTE Limited axial space between lhe seal-chamber face and the bearing housing often makes the use of a throttle
bushing with an Arrangement 3 seal impractical.
•
7.3.2.2
lf specified, or recornrnended by the seal supplier and appmved by the purchaser. a rtush
connection to t he process side of the seal chamber shall be provided with Arrangement 3 confi gurations.
Sorne Arrangement 3 configurations may require a fiush an the process fluid side of the seal chamber to
isolate the process fluid fmm the seal parts or to assist in heat removal from the inner seal. Toxic and/or
difficult-to-seal applications may utilize a flush in the seal chamber in addition to an Arrangement 3 seal.
7.3.2.3
Seal systems !hat utilize internal circulating dev1ces shall comply with 7.1 .2. 7 through 7.1.2.11 .
7.3.3
Contacting Wet Seal Gonfiguralions with a Liquid Barrier Fluid (3CW-FB, 3CW-FF, 3CW-BB)
7.3.3.1
General
Liquid-barrier systems shall be designed such that the maximum temperature differential b€lween the
barrier fluid inlel and outlet immediately adjacent to the seal chamber is:.
8 ~c (15 °F) for glycol/water or barrier fluids with viscosity ciose tothat of water and
16 "C (30 "F) for oil barrier fluids.
NOTE 1
The· allowable temperature differential includes lhe effecls of both "heal soak" and selll-face-generated
heat. The allowable temperature differential across lhe seal should not be confused with the rise in bulk temperature of
the banier fluid during steady-slate operation or with the differential temperature between the punnp fluid and
steady-state barrier fluid temperature.
NOTE 2
See NOTE 2 in 72.3.1.
7.3.3.2
Default Seal Types and Arrangements
7.3.3.2.1
Unless otherwise specified, the configuration shall have the inner and outer seals arranged in
a Facetoback configuration (see Figure 5, 3CW-FB).
NOTE
Theseries configuration is preferred because any abrasive contamination is centrituged out and has less
effect on the inner seal and, in the event of loss of barrier fluid pressure, the seal will behave like an Arrangement 2
seal.
API STANDARD 682
lf specified, a face-to-face (3CW-FF) or a back-to-back {3CW-BB) configuration shall be
provided (Figure 5).
•
7.3.3.2.2
NOTE Theinstallad population of Arrangement 3 seals arranged in series (3CW-FB) is relatively small compared to
the other configurations (3GW-FF and 3CW-BB). Both back-ta-back and fac-..e-to-face configurations (3CW-BB and
3GW-FF) potentially offer more compact designs and can provide higher Ieveis of performance. A purchaser's option
for altemative Arrangement 3· configurations (3GW-FF and 3CW-BB) is provided.
7.3.4
Default Seal Typesand Arrangements for Noncontacting Seal Configur ations with a Gas
Barrier Fluid (JNC-FB, 3NC-FF, 3NC-BB)
The default seal shall be a back-to-back (3NC-BB) configuration (Figure 6), lf the pump seal
chamber and casing is a not a self-venting design, then gas from inner seal leakage may accumulate in
the pump during lang idle periods and may require the pump to be vented prior lo operation.
7.3.4.1
7.3.4.2
The purchaser should verify that any specia! pump casing vent needs are satisfied.
8
Aceesseries
8.1
General
Sealing systems consist of a seal arrangernent and external accessories to operate the seal
arrangement according to specified piping plans. The selection of th e piping plans depends on tt1e
application and is described in Annex A sheets 7 to 9.
8.1.1
8.1.2
The pu rchaser and the mechanical sea! manufacturer shall mutually agree which piping plan or
plans (refer to Annex G) shall be realized to meet the seal chamber pressure and temperature
req uirements or 61 .2.14.
•
8.1.3 lf specified the arrangement of the equipment, inciuding piping and auxiliaries, shall be developed
jointly by the purchaser and the vendor. The arr angement shall provide adequate clearance areas and
safe access for operation and maintenance.
8.1.4 Piping, components, and appurtenances in seal flush, vent and drain, buffer, and barrier systems
services shall have a pressure-temperature rating at least equal to the maximum allowable working
pressure and temperature of the pressure casing to which the systemwill be attached, but in no case shall
they be suitable for gauge pressures less than:
Category 1: 2.0 MPa (20 bar) (300 psi) at ambient temperature;
Category 2 and Category 3: 4.0 M Pa (40 bar) (600 psi) at ambient temperature.
NOTE 1 For high-discharge pressure pumps, where the seal chamber pressure can get higher lhan the MAWP of
the seal, purchasers may want to consider the instal!ation of a pressure relief valve in the suction piping uf the pump,
downstream of the suction block valve, 1nstead of building the seal auxiliary system to the MAWP of the pump casing.
The relief valve may be arranged to exit on the upstream side of the suction block valve. For further information about
relief valves refer to 9.8.
NOTE 2 The gas pressure in a Piping Plan 53A rnay in sarne combined circumstances resull in an oparational
increase in lhe reservoir pressure in excess of the design MAWP. This is caused by a combinal10n of supply valve
arrangement (not covered by lhis slandard) and increases in ambienl Iamperature and liquid volume (see Annex F).
The purchaser s hould evaluate the impact af temperature and liquid volume changes on the reservo1r pressure.
NOTE 3 This risk is low on systems pressurized by plant gas supply systems that rarely operate ai:love gauge
pressures of 1 MPa (1 0 bar) (150 psi).
8.1 .5 Some piping plans require the provision of a buffer or barrier medium at a specific pressure.
Therefore, the corresponding seal auxiliary systems are connected to external pressurization systems,
P UMPs-SHi>.FT SEALING SYSTEMS FORCENTRIFUGAL AND ROTARY P UMPS
55
which are provided by the purchaser A pressurization system shall not exceed the dynamic pressure
rating of the seal and the MAWP of the seal auxiliary system.
NOTE For Piping Plan 53A and Piping Plan 538 the liquid barrier medium can be pressurized by an external gas
system. lf necessary e_g_ to reduce the pressure differences within the seal, the same can be done for Piping Plan 52.
The pressurization system for Piping Plan 54 can be part of lhe seal auxiliary system or also be extemal. The seal
auxiliary systems for the Piping Plan 72 and Piping Plan 74 are connected to external gas systems !hat provide
pressurized gas._
8.1.6 Filling/refilling systems for liquid buffer and barrier mediums can also be atl:ached to some closed
seal auxiliary systems. These filling/refilling systems shall not exceed the dynamic pressure rating of the
seal and the MAWP of the seal auxiliary system.
NOTE
Filling/refilling systems for buffer and barrier systems are normally used for the Piping Plans 52, 53A. 538,
and 53C. Users should consider l he effect of filling an lhe system pressure. While the standard dass not allow the
pressure to exceed the seal or system MAWP, the pressurewill rise when closed systems are refilled and may exceed
the pressure of the gas supply systern. See Annex: F for exarnples.
8.1.7
Unless otherwise specified, all components for piping plans listed in Table 4 and in the column
"Process-Fiush-Buffer-Barrier" shall be the same material as the seal gland or one with superior corrosion
resistance and mechanical properties. For further information about suitable metals, refer to Table B. ·1.
NOTE
When specialized alloys may be required for the flush piping and barrierlbuffer systems. purchasers may
consider whether these materials are required for services such as Piping Plans 32, 53. 54, 55, 72, and 74 as the
components do not normally see tllo process fluid.
8.1.8 Local operation, venting, filling and draining shall be accomplished from grade. Unless otherwise
specified systerns that require the use of a ladder or step or !hat require climbing on the baseplate or
piping are not acceptable
8.1.9 Unless other.vise specified fill and vent of seal auxilia ry systems shall be accomplished from grade.
Systems that require the use of a ladder or step orthat require climbing on the baseplate or piping are not
acceptable.
8.1.10 Closed systems (Piping Plan 52, 53. 23, etc.) shall be designed with adequate fil l and vent
connections to allow initial and top up filling without trapping air or other vapor in the system_
8.1.11 All seal auxiliary systems shall incorporate vents as necessary to remove air and vapor and drains
to a llow saferemoval of liquids.
8.1.12 When designing the vent piping to a vapor recovery system , the purchaser should take into
account the potential for condensation of hydrocarbon vapors from other sources connected to t hat system.
Additional condensation-collection vessels and/or he:::Jt tracing of lhe vent lines may be required to avoid
buildup of a static liquid head in the vent piping and the possible contamination of the barrier/buffer fluid.
8.1.13 The method of filling the system shall be considered during the engineering phase of a project to
provide a means to fill the seal; this may be requiired tobe achieved under pressure (to prevent a pressure
reversal for barrier fluid applications). A c!osed-fill system , one which enables the operator to fill the
reservoir without exposure to the barrier/buffer fluid is required. Manual filling by using a funnel is not
permitted Some examples include:
a. centrally located tankthat is permanently connected by piping to various reservoirs andlo r day tanks
utilizing, a transfer pump, or inert gas pressure to transfer the barrier/buffer fluid;
a handpumpthat can be connected to a day tank or drum with a hose or removable spool piece;
a small vesseL located adjacent to the reservoir, which can be pressurized with an inert gas to force
the barrier/buffer fluid into the reservoir.
56
AP! S TANDARD 682
8.2
Piping for Seal Auxiliary Systems
8.2.1 Seal aux:iliary systems are part of the seal piping system and shall comply with the requirements of
Table 4, Table 5, and Table 6.
8.2.2
Seal auxiliary systems shall include tubing, piping, i solating valves, control valves, relief valves,
temperature gauges and thermowells, pressure gauges. sight flow indicators, orifices, barrier/buffer fluid
reservoirs, and all related vents and drains as shown in Annex G.
Unless otherwise specified the supplier specified an the datasheet shall furnish all seal auxiliary piping
systems, including mounted appurtenances, located within the confines of the associated pump's base
area, any banier/buffer fluid reseNoir base area,, or any auxiliar; base area. lf piping is furnished , it shall
terminale with flanged connections at the edge of the base. The purchaser shall fumish only
interconnecting piping or tubing between equipment groupings and off-base facllities.
8.2.4 in order to reduce t he pressure drop within the system. the length of the lines and the use of fittings
between the reservoir and gland plate shall be minimized. Alliines shall slope up from the pump gland to
the reservoir at a minimum of 40 mm per 240 mm ('12 in. per ft), using smooth lang radius bends.
8.2.5 Unless otherwise specified the total length of connection piping between the mechanical seal and
the seal auxiliary systemshall not exceed 5 m (16.4 ft) in length. For piping diameters refer to 8.2.8 and for
further general information to Annex F.
8.2.6
The rnechanical design of auxiliary lubing or piping systerns shall achieve the following:
a)
proper support and protection to prevent darnage frorn vibration or from shipment , ope ration, and
maintenance;
b)
proper flexibility and normal accessibility for operation, maintenance and thorough cleanin9;
c)
installation in a neat and orderly arrangement adapted to the contour of the machine without
obstructing access to pump coup ling frorn at least one side or other access openings required for
maintenance;
d)
elimination of air pockets by the use of valved vents or nonaccumulating piping arrangements;
e)
complete drainage through low points without disassembly of piping, seal, or gland plate components;
f)
reduction of the number of potential emission sources and pressure drop by minimizing the use of
threaded connections, flanges, fittings and valves;
g)
the system should be suitable for any special cleaning/decontamination procedures identified by the
purchaser (i.e. steam cleaning, solvent wash, etc.).
8.2.7
Unless otherwise specified, se8m!ess pipe or tubing shall be furnished in accordance with Table 4,
Table 5, and Table 6 for all auxiliary systems.
8.2.8 Unless otherwise specified, lines connecting the barrier/buffer fluid system to the mechanical seal
shall be tubing in accorclance with 8.1.7, Table 4, and the following:
12 mm Cl2 in.) minimum, for shaft diameter 6·0 mm (2.5 in.) and smaller;
20 nun (% in.) minimum, for shaft diameter greater than 60 mm (2.5 in ) or if flush flow rat e exceecls
8 Llmin (2 U.S. gallmin} or ifthe totallength of connectioll pipewerk between seal and auxiliary systern
exceeds 5 m (16.4 ft) in length.
NOTE
Refer to Annex F.
57
PUMPS-SHAFT SEALING SYSTEMS FOR CL::NTRIFUGAL AN D ROTARY P UMPS
Table 4-Minimum Requirements for Auxiliary Piping
Component
Fluidsand Pioinq_ Plans
-~
Qu ench
Cooling Water
to/from almospheric seal area
tolfrom heat exchangerlcooling coii
Process-Fiush-Barrier-Bamer
inner seal
bel•.veen
I
'
leakage
seals
recoveri'
11,12,13, 1
52,53A,53
65.66A,66
4,21 ,22,23,
8,53C,54.
8,75,76
31,32.41
55,72,74
62
Flui d Characteristics
nontlammable,
nonhazardous
Gauge Pressure
Nominal Size
Standaro
s DN 25
Optional
(5 bar)
>Q. ~ MP"
(5 bar)
(75psi)
{75 osil
(NPS 1)
(1\IPS 1 /2)
flam mable,
:;;o5 MPa
hazardous
seamless
Pipe
21 ,22,23,41,52,
53A538,53C,54,55
seamless
:aDN 40
1
carbor> steel
(ASTM A120
Schedule .:.o
galvani.:.ed to
ASTM /\153)
Tubing
sta1nless steel (ASTM A:269
steinless steel (ASTM A269
stainless steel
seamless Type 3 16)
seamless Type 316)
(ASTM A269
seamless
TvDe 316'
1
All Valves
Class 800
Class 800
Gate and
t-olted bannet and gland
bolled bon net and gland
Class 2.00 bron ze
Globe Valve
Pi pe Fittings
fcrged
forgec
and Unions
Class 3000
Class 3000
malleable iron (ASTM A33ß
and A 197Ciass 150)
_g__aiv amzed to AST M A 153
Tube Fittings
- - Fabricated
Joints SDN 25
manufacturer's standard
man UJfecturer's standan.!
m anufacturer's
standard
threade<l
socket-welded
threaded
socket-welded
threaded
socketwelded
{NPS 1)
Fabricated
P urr.h.;ser to
Joints 2:DN 40
(NPS 1 .,/2)
specify
i
Flange
Type 304
Gaskets
·::lr 316 stainless
or 316
st eel spiral
stainless steel
Type 304
wo und
spiral wo und
Flange
Low alloy steel
Low alloy steel
Bolting
(AST M A193
(ASTM A193
Plugs
Grade 67
Gra-::le B7
ASTM A194
ASTMA194
G rade 2Hl
Grade 2H\
----~
metalli~ s:Jiid round or solid hexiJgcnal tltJäd plugs in accordanoe with lhe dimensional requiremtJrlls of
ASME 8 16.
T f!c ASTM standards listed are examples af acceptable materials fnr each type. Altem ate malerials may be used if ag reed by the
purchaser (Annex 8 may be used far guidance). Examples of acceptable m aterials are:
-
carbon steel pipe: ASTM A53 Grade B, ASTM A 106 Grade B, AST M A524 or API Spec 5L Grade A or B
-
carbon steel fittings, valves and 1anged camponer1t~: AST M A 105 and ATMS J\.1 81 ,
.
-
sta1nless steel pipiny AST M A312 Type 3 16L;
sla inless steel fittings, valves and flanged componants· ASTM .11812 Type 316L.
These requirements only refer to the external piping T he design requiremenls for heat exchangers and caaling coits are
specified in 8.3.2 and 8.3.6.2.13.
API STANDARD 682
58
Table 5-Minimum Pipe Wall Thickness
Nominal Pipe Size Minimum
Materials
Garbon steel
ON
NPS
Schedule
DN 15 to ON 40
1/2 to 1 1/2
80
DN 50 to DN ZOO
2 to 8
40
>8
20
/2 to 1 1/2
80S
>DN 200
DN 15 to ON 40
Stainless steel
1
1
ON 40 to ON 75
1 12 to 3
40S
DN 100
4
10S
Table 6-Minimum iubing Wall Thickness
a
•
Nominal Tubing Size a
Minimum Wall Thickness
mm
in.
mm
in.
12
112
1.5
0.065
20
J/4
2.0
0.095
25
1
2.6
0.109
Ti1e tubing size is the outside diamtlier.
8.2:.9 lf specified, Schedule 80, austenitic stainless steel piping in accordance with Table 4 and the
following shall be provided:
12 mm
·Ch in.} mlnimum, ro.r shaft diarneiter 60 mm {2.5 1irn.) and smaller:
.2G mm ('14 in.) minimum, ~or shaft diameter greater 1lha1t1 60 mm (2.5 in.) or if flush ~~low rate exceeds
8 Um'in (2 U ..S. gaVmilil) or 1
if ~he t-otal Jengitt1 of connedtion pirpework between seal and auxiliary system
·e xceeds 5 m (16.4 ft) Ö
lil length.
8.2.16 P1iping des~gn and 9oir:1t lfabrication, examination and inspecticm shaU com;p:ly w-lth .JSO 15649 or
ASME B3 ~ .3. Welding shrall be performed by operato-rs a:nd prGcedures q:ualified 'i n accGrdarwe witlil the
apprropriate part of ENJ 2-8 7 ar>d EIN 2'88, -or ASME IIX.
8 ..2.11 IPiping shall be fahr1cated by bending and we'lding to minimize the lJlse af flanges and ·fitllings where
pract1ical. Welded flanges are permitted only at 8QUipment con:nections. at ithe edge of .any base, .and t o.r
.e ase of mainitenance. The use of 1flanges at other polnts is pcrmitted only w1th the purchaser's specific
a-ppro"lal Otber ·than ·~ee.s and reducer:s, welded fi~li!~gs a~e rPemiliit~e.d only to facititate pipe rlayout in
cm11gested H~eas. Threaded cammections sfhall 1te \1eld to a minirmwli11. Pipe :buslilirilgs shaJillil0t be used
8.2:12 Tulbing .sha)l ·h e 1fabnicated by lbending arnd it he u.se of cor.npressbn f\Jttin.gs. p,jping •o.ritubifilg sma.ll mot
@e welded iif rthe wall 'thic.kness js lless 1tman 2 5 mm .~0.1 in ..). This ,indu!!l-es fixation of extem-:1al ifins or ·olher
swriface :area extension devices on ·tll1e 00 ohhe 1pipe or tube. Camn-ectkms 1~ hait .are 1i1:1termal to auxlllary
devices are not permitted incll!l!!ling ooolers ana seall :•eservoir$. ifhi-s ind.ludes lbwt ls mot limned to weldilng,
lbrazing, .and ·compression tiltings. Cormection meth0ds for fir:ls :on pipe ·or t.ube shall be sLiitablE!! for t1he
mal'limum .specified ·opetating temperalure of the purrnp. Fabricated joints for .Riping Pla!i1 72 andJ PipirJg
Pllan 74 awdliary sy.sterms s.hall ti>e but.t welded .instead of sockeLwelded.
NOTIE ~
Lea.ky -ir:item.al connec1'1ons a·e ·diffi·cult .to discover .amd 1may ·cause the ·colil'tam\iMtion, vap~:~~ization .and
.e:xc.es·sive 1presswrizaJion !ilf :the Clilolin.g wateT..
.5 9
INOifE 2
•
Socket weldinQl cr.eates a cav~ty for debris accumulaJiion that can -subsequentl.v darnage a gas seal.
.8 .2. 13 Pipe shatll h<'lve tapere·d threads in accorrlance wlfit~ ISO 7 or ASME 81.20.1, as specifflied by the
;purctlaser.. Flangas shall be ·im ·accGl:rdlamce with IISO '700:5-1. Srip-on ~langes nway be nse0 o nly with l he
purrchaser's approVcal. Forsocket-weldel!l oonstruction :a ·1.5 rrrnm ( 11e ~n. ~ .g ap .shall rbe left beiween the pip,e
eßd ar:1d the bO'ttGm af trhe socket
NOil"IE
F.or.the-purpase of lhese provisions. A'SM E 8'1•6.'5 is equiv·alent'to ISO 7:(;•05-1.
8.2,. 14 T:he following nominal s1zes of connectflons, piping, va'l ves arnd fit~ings shall rmot be used: ON 30
1
1
1
(NPS 1 /4), DN 65 rmm (NPS 2 /2}, ION 90 (NPS 3 /2), DN ~ 25 {NPS 5), ON 175 (NPS 7), or DN 225
(NPS '9).
•
8.2.15 Special requiremen[s for piping" flanges, gaslk·e t,s and o-rin,gs, ~alves and ~other appurtenances in
Special afild/or lhazardous serviceshall ·b e specified by Lhe purchaser.
•
8,2.16 The pu~chaser sha'll specify •i f chlorides are presernt in a oo:noentra'lion .a bove 10 my/kg {parts per
million by weight). Cau~iOI'l should tl11·en be used in applying stainless stee1 becawse of ~li1 e potential for
chloride stress-corrosion crac~ing.
8.2.17 'flire minimum rnominal .size of any connectio1rn-o~her ~han Lh·e gland p!late-o.r piping shall be
1
ON f 5 (INPS h). G~arld plate conrnectiolils shaU be in accor·dance witih ß.1 .2. 17. The s·i z,i ng of the internal
piping ancl con neotioms in a urxiliary system for rPriping !Plan 72 arnd Pip:ing P lan 74 shall be .aoco.rding ito the
V8!Ji1-dor standard.
8..2.18 Pijping ·systems furnished by the vendor sha\11 be fabricatedl, ir~stalled in the s hop, and properly
1
supported. rson tlo!es ~or tlanged connecl1ons shall straddle lines parallel to the main horizontal or verNcal
centerline of the equiprnent.
8.2.19 Tapped openings not connected to piping shall be plugged with solid round or solid hexagonal
head plugs furnished in accordance with the dimensional requiremenls of ASME 816.11. Square head
plugs shall not be used because of their tendency to be damaged du ring installation and removal. All plugs
shall be of the same material as lhe gland plate. An anaerobic lubricant/sealant shall be used on the
threads to ensure the threads are vapor tight.
8.2.20 For pressure ratings above ASME Class 900, block valves shall be of welded-bonnet or no-bannet
construction with bolted gland; these valves shall be capable of being repacked under pressure.
•
6.2.21 Galvanized pipe shall be used for cooling water lines.
•
8.2.22 lf specified, sight ilow indicators (open or closed as specified) shall be furnished in each cooling
water outlet line.
8.2.23 Cooling-water lines shall be heat traced in freezing climates.
•
8.2.24 lf specified, each ulility, such as air and inert gas supplies, cooling water supply and return lines,
and others as specified, shall be manifolded to a common cannection. The manifold shall be of sufficient
dimensions to handle the maximum flow-through of all components that may require simultaneaus use of
t he specified utility.
8.3
Components of Seal Auxiliary Systems (if Specified in Annex G)
8.3.1
General
lf a piping plan in Annex G includes a component described in this section, that component shall meet the
requirements of this section. Notall piping plans will have all of lhe components described in th is section.
60
8.3.2
API STANDARD 662
Coolers
8.3.2.1
General
8.3.2.1.1
lf furnished, external-seal flush coolers shall be in accordance with 8.3.2.1.2 to 8.3.2.1.12
Requirements for coolers mounted within or integral to barrier/buffer fluid reservoirs are given in
8.3.6.2.13.
NOTE External-sealflush coolers mounted in the seal flush piping may be considered as ä viable means of creating
the required product temperature margin (see 6.1.2.14 ).
•
8.3.2.1.2
lf specified by the purchaser, or if required by local regulations, the seal flush coolers shall be
designed, fabricated, and inspected in accordance with ISO 15649 or ASME 831.3 using piping
cornponents.
8.3.2.1.3
For all between-bearing pumps, a separate exl:ernal seal flush cooler shall be provided for
each mechanical seal.
8.3.2.1.4
An austenitic stainless steel tag shall be securely fastened to all coolers provided with seal
Piping Plan 23. ln letters a minimum of 6 mm Ct2 in.) high, this lag shall read: "IMPORliANT: ALL
TRAPPED GAS SHALL BE VENTED FROM THIS SYSTEM PRIOR TO OPERATION TO PREVENT
DAMAGE TO THE MECHANICAL SEAL."
8.3.2.1.5
Fm separate coolers mounted in Piping Plan 23 flush loops and for external ooolers in
buffer/barrier systems see Figure G.37 and Figure G.38 for recommendations.
NOTE When the pump shaft is stalionary and in a standby mode, localized cooling to improve the seal life can be
achieved wilhin the auxiliary system by use of a thermasyphon principle. This mechanism requires a minimum
difference in height between the heat exchanger and the seal
•
lf Piping Plan 23 is specified, a positive circulating device shall be provided. The circulation
device shall be in accordance with 7.1 .2.7 to 71 .211. The purchaser shall specify if an external circulating
pump or a flow~lhrough system frorn an external source is required.
8.3.2.1.6
8.3.2.1.7 The tubes shall be of austenitic stainless steel and shall have a minimurn outside diarneter of
12 mm (0.5 in.) and a minimum wall thickness of 1.5 mm (0.065 in.). No tubing connectors, fittings, or
seams mounted internal to the reservoir are allowed.
8.3.2.1.8
Seal flush coolers shall be sized for the seal manufacturer's recommended seal flush flow
rates but shall not be sized for less than 8 L/min (2 U.S. gallmin) per seal.
8.3.2.1.9
The criteria forthermal sizing of tt1e cooler and internal cuoling coils of reservoirs shall be
provided by the seal manufacturer. The seal manufacturer shall confirm that the selected cooler will meet
the expected thermal duty requirements at the site utility conditions specified on the datasheets For
buffer/barrier s.ystems the performance of the internal or external pumping device, combined with the total
resistance of the flow circuit shall provide sufficient flow rate to achieve the Iimits defined in 7 .2.3.1 and
7.3.3.1 (see a lso Annex F).
8.3.2.1.10 At low ambient Iernparature or high wind chill localions the selection of water coolers and air
coolers should be reviewed because of possible freezing inside the cooler or connection piping.
8.3.2.1.11 The usershall design the cooling water system to avoid shell overpressurization resulting from
blocking-in of the water side while high-temperature process fluid is passing through the tubes. This can
be accomplished through adequate pressure rating of the shell, the addition of pressure-relief protection,
or operating procedures.
PUMPs--SHAFT SEALING SYSTE'MS FORCENTRIFUGAL ANC ROTIIRY PUMPS
61
8.3.2.1.12 Unless otherwise specified the cooling-water system shall be designed for the conditions
specified in Table 7.
Water Coolars
8.3.2.2
B.3.2.2.1
Unless otherwise specified, seal flush coolers shall be arranged with the sealflushfluid on the
tube side and the cooling water on the shell side.
8.3.2.2.2
lf suitable cooling cannot be achieved with the given design and service parameters the
vendor shall notify the purchaser. The vendor and the purchaser shall agree on an alternative solution.
8.3.2.2.3
Unless other.vise specified or required by 8.1. 7 and 8.2.15 lhe tubes shall be of austenitic
stainless steel type 316!316L or equivalent. the shell shall be of carbon steel.
The seal flusll cooler shall be arranged for cornplete draining and venting of both tlle water
and process sides. A drain valve (not just a plug) shall be mounted at the lowest point on the sh ell side.
6.3.2.2.4
Table 7--Conditions Affecting Cooling Water System Design
Valu~
Condition
I
a
Velocity over heat exchange surfaces
1.5 m/s to 2.5 m/s (5 ft/s to 8 ft/s)
Maximum allowable working pressure, gauge
0.7 MPa (7 bar) (100 psi)
Tes! pressure, gaUge
See 103.3
Maximum pressure drop
0. i MPa (1 bar)(15 psi)
Maximum inlet temperature
32 "C (90 °F)
Maximum outlet ternperature
49 °C (120 9 F)
Fouling factor on water side
0.35 m KlkW (0.002 hr-ff-"F/Btu)
She:11•cormsio.m aHowance a
3 mm o(iQ.125 ,i n.)
2
!Not applicatJie tor piping
8.3.2.2.6 Welding of hdbes or fil\et welds ,at t ube sheets "W:\th a t\lbe wa\1 ithiC:\{;ness ,less than 2.5 mm
(0 ~in.) ris not .allowed inside the codJer.
8.3.2.3
a.3;~. (U
Air rcaole.rs
Ulinless ·otberw:rse s~:e.cified ·the .air c.:odler:sl:lall ·b:e ·caf)lslructed Wifu finned tub!ng arMlf <ar:ranged
wiUnJthe seal tflus.til fllui(;l 'GI'il tlile i~ I!Joe sida. O nle·ss other:w~ise spe'Cifiem :or ree0rmmende.d by 'th.e ·seal vendor
,rrhe r.no.ler .sh<:~ll'be a natural air draft cooler.
e
·8.3.:2.3.2 'llf specif\'et!l or ,r.erornmencled by tlhe .s.eal v:endror anrl agreed ·by tlile user tforced ·dra1t aJr
·comlers 'Sm
ar: 'IDe supplieitl. if,he desj'Ql n al'ild ·en;~ineetimg ofifm:::.<:rtUiraft air Gotilar $Y,Stems ,sball be trgreed!
helweem 'the pur:dhi?J.ser amd·seal vendor.
·ß;::.\.2.3.?3
IUnles-s öt.hBf.'niSe ·~pec.iired ,Df .re<i;ui~ed b:t 8 ~ :r the lube .sli\Bil ·be ·of austen\1icrstaimless steel
t.yp:e _31~~6. 3M6 L,.Br 316ilii. lf finned:lltlil:lim.g is.usetJ ·ttile :fins sh·a'll b:e .o f alt.~mintl.lm t>r stäinless:~t.e,€!1 arrd lü<e'd
,,~ith ;03 .sJ.iitat)l:e h01ldimg ,l netho-c!J . . Äuste-nüic staitiless ;steel type 3~6L .o r 3:1.'ßili i sh-8.11 fbe !llsed 'if finc1t:Jbe
.c_®nnect.i0ns .ar tuße~·m:~m'b.l.er -corilllile.dtion"s 'ar.e ·wel~c.ru. fFor ,weldeä oom~edion:scthe .rriininiHumwall tliiokn:e·s,s
shall tc acc_o rding' to,'B2J12.
liW 'FE !lt a ·f~Jrced ·:dc:oift'<moler: i:;; used] f1<;> purcha:rer may consiöeri·the tirrclusion G1h1 highLtemp.erature"alarm•tc.warn
. r>ii ;O"ss·.a ri lJn'i.ited air'ftowrate.
API ST.A.\'DARD 68l
62
8.3.2.3.4
The aircooler design shall be arranged for complete draining and venting on tf1e l ube side_
8.3.2.3.5
Unless otherwise specified the design of tln~ air cooler ::;hall include a fouling factor
0.1 m'l,KikW to 0.4 m~KJkW (0.0006 hT-ft' -"F/Btu to 0.0023 hr-tt'-°F/Btu) on the air side.
8.3.3
stralner
8.3,3.1 Strainers :are l!lsed in Pip·ing Alan 12, Pip'tng Plan 22, and Piping Plan 32 to remove large
IPartidlcs from rnormally c lean fluids.
Strainers sho~:~lö be d.hecked regulac1y'lo av~id blockage .and lass of,effecliveness .
NOirE
The snraimer mes.h s!hall U.A of sta·i nless steel and .a mirnimum mesh slz.e ·Of 125 l!Jiil1.
.8.3.3.2
8.3.4 Cyolone Separator
8.3.4.1
Unless otherwise speoified, trne seal f~us'h :system shall be designed so thlat the cyclone
separater is the flow-limiting device.
6.3.4.2
Cyclone separators shaiJ be selected to optirnlze rrernov~l o f solids for a specific :pump stage
differential . lf the pressore differential ·e~ceeds the cyclone separater design differential, a flow orifice may be
used. Cyclone separators shall not be used with a pressure tlifferentialless than 0.1 7 MPa (1.7 bar) (25 psi).
NOTE 1
ln order to effactively remove solids from the nush stream, the solids shoOJid have a dansity of at least
tvolice thal of the fluid. Some common materials treqllenUy found in refinery process sb'eams and their a!)pmximate
densities are listed in Tabla 8. T herefore, for mcst hydrocarbon services where, except for initial start-up. lhe most
likely solid contaminate is coke, a cyclone separator would most likely be ineffect1ve. However. for inlet-water pumps
taldng suction from a river bay or werr, a cyclone separater can work if proper1y installed. Many users, however,
specify cyclones for all pumps based on the assumption !hat during construcl ion and major unit overhauls, debris,
such as weid beads, sand and slones, can get into the piping and could cause a seal failure during slartup.
NOTE 2
The efficlency of separation (percentage of so Iids carried over) of a cyclone aiso depends on differential
pre ssura and particle size. As l he differential pressure across lhe cyclone vari es (increases or decreases) from the
design differential, the Separation efficiency usually is reduced. As the particle size decreases, separation efficiency
also decreases.
8.3.4.3
For between-bearing pumps, a separate cyclone separator shall be provided for each
mechanlcal seal.
8.3.4.4
Unless othcrwise specified or required by 8.1.7. cyclone separators shall be austenit1ic stainless
steel type 316, 316L, or 316Ti per Annex B.
6.3.5
Flow Control Orifice
8.3.5.1 The number an d location o f flow con1rol orffices needed shall be determined by the vendor
specified to furnish the auxiliary piping system, as specified in 8.2.3. An orifice may be required in the seal
flush system solely or in oonjunction with a throat bushing and/or cyclone separator to
Iimit the seal flush circulation rate to the seal;
control the seal chamber pressure.
NOTE 1 Freql.Jently, buffer fluid reservoirs for Piping Plan 52 are continuously vented lo a vapor recovery system. A
flow control orifice, sized specifically for t he system, is normally installad in the venl line to restriet the flow from the
reservoir and to provide a back pressure an it.
NOTE 2 The pump vendor and the seal auxiliary system vendor have to clarify which orifices belang to their scope
of supply.
PUI'IIPS-SHIIFT SEt.l iNG SYSTEMS FOR C ENTRi f'UGAL AN D ROTARY P UMPS
63
Table 8-Approximate Densities of Materials Found in Process Streams
Density
Substance
Material
3
kglm
lblft3
Cement, sand, stone
2307
144
Clay
1762
110
Coke
513
Earth (mud)
1538
721
32
96
45
2595
162
Gasoline (relative density 0.7)
Glass
I
Kerosene
Limestone
50
2355
147
Paraffin
897
569
Sand
2018
126
Steel
7801
487
Sulfur
2002
125
Tar
1201
75
Water
993
432
62
Wood (pine)
•
I
801
·-··
27
8.3.5.2
When piping is supplied a plate orifice or orifices s!hall be furnished and mounted in the auxiliary
piping between a pair of flanges. lf tubing is specified the same design shall be used with the flanges
connected by unians to the tube. lf specified or recommended by the vendor and approved by the
purr::haser a barstock orifice (also called an orifice fitting or orifice nipple) shall be supplied. Orifice unions
shall not be used . To prevent leakage orifice fittings relying on a threaded connection shall not be used. A
drilled piece af barslock that is fixed with compression fittings shall be used. All orifices shall have a
m!nimum bore of :3 mm e13 in.). Un~ess othelW1se speci~ied, ·O'Ii fice plate.s sh all h ave :a tang j,h at ext·ends
beyend the ·outside diameter Gf l he lflange_ The tang 'Shalll be stamped wi1
th llhe bore diamet,er, IJne size,
a md p1ate material.
NOTE
Orifice bores ·smaller than 3 mm (!ein.) become blac'!{ed more •eaSiily nrn.d can cause a se.allailure.
8.3.5.3
M.ulti[ple orif·i ces, instaHed in series, may be used lf rnore pr·essure drop i.s required than can be
takern in a single 3 mm
in.) o rjfJce. Noise ~hrouglh arn ·Otrifice cal'il be exoessive, e~pecially when the flow
r:ate is high. The purchaser and supplier sball ensure proper sizirng of bhe mi1f.ice to minimize .airborne noise.
ClB
•
llf spechfied an .onifice n ipple (not an orifice 1U!1ion) shall be fumished at the pump discharge
and/or suction nozzle to restrrct lea1<;age in lhe event uf an aux11iary system pipe or component fail.ure.
8.3,..5..4
8 .3.5.'5
f he material ~or ~low conil:rol -or.ifices shafll be in acooi'idance with 8.1 .7.
8.3.5. 6
lif P,ipirng Plarn 661ß is appjied the drain cormection of the g!afild plate shall be plugged with a
1
s-oc'k.et hex-head plug of au:stenihc stainless steel typ~ 316 with .a drilled hole. F·or clean ifi1 u.ids '<Vith a
v1scos·lty le.ss or eqwa1 to 5 1nnn~Js (5 cSt), 1thle ln0le 'S:'hall havB a diameter of n 5 nnm ~O.Q625 in.). For flurds
2
wittil a viscosity above S milm1 /s {5 cSt) or {hat tcmtaim Sßlids ~ha't may •c-aus.e p'lu~gimg, tthe hole s'hrill i;)ave .a
·driarneter of 3 rmm (0.125 in.).
Tme 'Seal rmanU:factwrer slila II ·con'firm t h at tfhe telililperatwre ai tthe exiit of the orifice in tl'<1e vent lin.e
ifrom tihe r.eservair is ·above ~Irre nil dl!lctllity rt ransiliolil temperatwre for the rrnaterials oi corn s]P~Jolion The
C:ffe:d s of bar-tiel ibuffer W
JI!Iid telil1perature and aulGrEiftiger.atißrr Gf lei:i'ka~e OC!\OSS Nie orifice sball :be
re\1\iewe:d ito determilile tha desi!::Jn temperature o'f the compo111ents.
.a ;3.'5.7
64
8.3.6
API ST.A.NDARD 682
Barrier/Buffer Fluid Reservoirsand Accumulators
8.3.6.1
•
General
8.3.6.1.1
lf a barrier/buffer fluid reservoir or an accumulator 1s specified, the purchaser and the
mechanical seal manufacturer shall mutually agree on the siz.ing, instrumentation requirements, fluid
selection, and general arrangement.
8.3.6.1.2
AsepArate reservoir or accumulator shall be furnished for each mechanical seal.
8.3.6.1.3
The barrier/buffer fluid reservoir or accumulator shall be mounted on a substantial support as
specified an the datasheet and should not be affected by pump Vibration (see 8.2.3).
8.3.6.1.4
Reservoirs and accumulators shoul d be located leaving sufficient room for operation and
maintenance and should not be located directly above the pump and should not be affected by pump
Vibration.
NOTE Provision should be made Ia prevent the heating effects of solar radiation on pressurized vessels and bladder
accumulators (sce Annex F).
8.3.6.1.5
Unless otherwise specified, all connections to a reservoir or an accumulator shall be lhreaded.
8.3.6.1.6
Unless otherwise specified, Piping Plan 53 accumulator and reservoir designs shall achieve a
refill frequency of grea!er than twenty-eight days (28 d). The refill frequency shall be calculated by the
vendor using 2 times the actual qualification test leakage rate adjusted linearly for the job seal size and
barrier pressure versus the qualification test barrier pressure. The vendor and purchaser shall mutually
agree to a solution for systerns that do not meel the twenty-eight day (28 d) minimum refill frequency
requirement.
• 8.3.6.1.7
lf Piping Plans 52, 53A, 538, or 53C are specified, a positive-circulating device shall be provided.
The circulation device shall be in accordance with 7.1.2.6 to 7.1.2.1 0. The purchaser shall specify if an
external circulating pump or a flow-through systern from an external source is required. Systems that rely
only on a therrnosyphon to maintain circulation during normal operation shall not be used.
•
8.3.6.1.8 The purchaser shall specify on the datasheets the characteristics of the barrier/buffer fluid
(see Annex A, Sheet 10 of the recommended selection procedure).
•
8.3.6.1.9
lf specified the seal andlor purnp rnanufacturer shall review the purchaser's selee-'1:ion of a
barrier/buffer fluid.
8.3.6.1.10 The minimum barrier pressureshall ensure a pressure of 0.14 MPa (14 bar) (20 psi) above
the maximum seal chamber pressure.
8.3.6.2
Barrier/Buffer Fluid Reservoirs
8.3'.6.2.1
Unless otherwise specified, the barrier/buffer fluid reservoirshall be arranged as shown in
Annex G (Figu re G.35 and Figure G 36).
8.3.6.2.2 The height of the normal liquid Ievei (NLL) in the barrier/buffer fluid reservoir above the gland
plate of the associated pump shall be established by the seal manufacturer. lt shall not be less than 1 m
(3ft). lt shall be based on required flow rate, barrier/buffer f luid ambient conditions, reservoir location,
system hydraulic resistance. and the positiv€! circulating device's head versus now performance
characteristics and net positive suction head requirements.
8.3.6.2.3
Unless otherwise specified, the reservoir for 52 and 53A shall be equipped with an indicating
pressure transmitter PIT sensing the vapor space above the high liquid Ievei (HLL) in the reservoir.
PuMPS-SHAFT SFAI ING SYSl EMS FORCENTRIFUGAL AND ROT..o,RY P UMPS
65
NOTE Arrangement 2 seals equipped with a buffer fluid reservoir normally utilize a high-pressure alarm to indicate if
the primary seal has failed. Arrangement 3 seals equipped with a barrier fluid reservoir normally utilize a Iew-pressure
alarm to indicate a drop or loss of barrier fluid pressure.
•
8.3.6.2.4
Unless otherwise specified, the reservoir shall be equipped with a ~evel transmitter and
low-level alarm (LLA). When specified, a high-level alarm (HlA) shall be provided.
8.3.6.2.5
Unless otherwise specified, the reservoir shall be designed to meet the sizing criteria as
follows (see Figure G.35 and Figure G.36)
a)
The volurne of liq1,1id in the reservoir, at NLL, shall be a rninirnum of
1)
12 L (3 U.S. ga~ ) for shaft diameters 60 mm (2.5 in.) and smal!er,
2)
20 L (5 U.S. gal) for shaft d iameters !arger than 60 mm (2.5 in.).
b) The NLL shall be at least 150 mm (6 in.) above the LLA point
NOTE
c)
A distance of 150 mm (6 in.) .allows a convenient visual reiference.
The volume of the vapor space in the reservoir above the NLL shall be equal to or greater than the
liquid volume between the NLL and the LLA point.
NOTE The requireinents in ltems b) and c) provide adequate volume to allow for fluctuations in Ievei while ensuring
adequate vapor space above the liquid.
d}
The HLL alarm point, if furnished, shall be at least 50 mm (2 in.) above the NLL.
A distance of 50 mm (2 in.) minimizes the amount of leaked product entering the reservoir while providin~
sufficient volume to prevent spurious alarms due to normal tluctuati,ons in Ievei.
NOTE
e) The low-:level a'lanm p o1nt shall be .a l ~east 50 mm (2 in.) a!bo~;e il he top of ~h e return ooAnediGn.
NOf iE
irrne distanoe specified im ltem e9a!llo•.vs the Ievel to fiucbJate lbu:t still cover the return noz:zlc.
f~
Tli\e barr~erlb:u«er retum (in!et) to ~r.e reser-10ir stlall rbe at l! east 25G mm (10 irl.l above it.he barriBrl
b l!Jfrfer su,pply (o.utlet) coJimectiorn.
gl
iT"he lbar~ier/buJfer supply (ol!lflet) "Lfrom tlne r.eservoir slnall be a:t least ·5(!) mrrn {2 irn.) above the bottarm of
th·e r.ese.rvoJr.. ln ,add1~ion, a valvec:J drain ·oon nectro:rn, onientated to allow com,plete drai.liling, sha"ll be
rprovided.at thc fbofto.IJl1 of the reservdir.. An intemal stallld-pipe m ay be instal;led io .ttne reserv0.ir.
IJIIJOTE ~av.ing the supply line e~it the reservoir {;lbc...-e th.e .bdlhHlrqprevents any pantio;l;late that-m~:w havc settiP.ci out
in lhe reseiVOi'" from lbei.ng ,carr•ed into tifle me!;;hariical :sesl.
h) The lype ·alilGl size ofthe reservok-comneofions 'sha'll 'be im ancorsalilce wi:Ui Tat11e 4 and B2 .8 JJr -8.2.9.
8.'3.'6 .:2.6
ir.he tbar~ierlbtlfrfe:r ifluid tre·servoir ~.hall tbe tfäb~icated Üil ·accordalilce w·ith :-g. 3:6. 2..7 to '8..:3. 6.:2.113
·D :8 ~3..6.2 ::7
mhers tandf.lr.d .r:es0rvoir .shall be:ima~or>da1~.c.e .Witln -Fig.ure G.35 11f spccif~ed, :t he.r es.ervQir'.ihall
fbe irhBCCo~damGe wi.tln F:iQJure:G.36.
8:'3..1L2.,B ffhe rreservtiir is .part of the ,pwm,p pi,ping -systeli11. •Uinless ·otm-cr.v.rse -~.pedifietj or reqJJired >b,y
loc:al <c:od.e, ;the I j:EfSBrYDJr·sh'e:!ll :'()e ·dles[gned, fa\:nü;_ateq, atrd i-ins.pecr.ad iin ,acc:or_
danc'C .witn \lS:Gl r5~49 ·or
ASME lB3.1.3 trsin[l·piplrT9"J•comp011ents.
.A.PI STANDARD 682
66
8.3.6.2.9
lf the reservoir is built entirely of piping components, ISO 15649 or ASME 83 1.3 can be
applied and provides adequate design for the reservoir just as it does for the pump suction and discharge
piping. lt is the user's responsibility to ensure that local codes do not require that reservoirs be built in
accordance with a pressure vessel codesuch as EN 13445 or ASME VIII, Division 1. Unless otherwise
specified, reservoirs shall be fabricated as follows:
12 L (3 U.S. gal) reservoirs shal! be fabricaled from ON 150 (NPS 6) Schedule 40 pipe;
20 L (5 U.S gal) reservoirs shall be fabricated from ON 200 (NPS 8) Schedule 40 pipe.
8.3.6.2.10 A nameplate, stamped w ith the MAWP, hydrostatic test pressure, and the minimum and
maximum allowable temperatures, shall be permanently attached to the reservoir.
8.3.6.2.11 Unless otherwise specified, the barrier/buffer fluid reservoir Ievei gauge shall be a reflexweid
pad with a visible range extending from 25 mm {1 in.) below the low-level alarm point to at least 75 mm
(3 in.) above the NLL or, if furnished, 25 mrn (1 in.) above the high-level alarm poinl, whichever is greater.
Permanent marking to indicate normal Ievei shall be provided.
8.3.6.2.12 Unless otherwise specified, the barrier/buffer fluid reservoir and any piping or components
welded directly to the reservoirshall be austenitic stainless steel type 316L.
8.3.6.2.13 Unless other.111ise specified, the barrier/buffer fluid reservoir shall be equipped with a cooling
coil as follows.
a} The design of the cooling coil shall comply with 8.3.2.1.7, 8.3.2.1.9, 8.3.2.1.10. 8.3.2. 1.12, and
8.3.2.2.5.
b) The coil shall be mounted internally to the reservoirsuchthat the top of the coil is below the bottom of
tt1e return (inlet) connection. The cooling liquid shall be on ths tube sid@.
c)
Reservoirs equipped with cooling coils that will not be used in the field installation shall have the
cooling water inlet and outlet connection plugged with meta! plugs.
d) The cooling coil shall lbe arranged so that il can be completely drained.
8.3.6.3
Bladder Accumulator
8.3.6.3.1
The siz;e of the bladder accumulator shall be in accordance with iable 9.
Table 9- Sizing of Bladder Accumulators
Shaft S ize
Seal Gategory
Less than or equal to
60 mm (2.5 in.)
Category 1
Greater than 60 mm (2.5 in.)
Seal Chamber
Gauge Pressure
Less than 1.2 MPa
( 12 bar) (175 psi}
Category 2 and 3
Less than 2.5 M Pa
(25 bar) (360 psi)
Cat~ory 1
Less than 1.2 MPa
{12 bar) (175 psi)
Categary 2 and 3
less than 2.5 MPa
Accumulator Nominal
Size, Minimum
20 L (5 U .S. gal)
35 L (9 U.S. gal)
(25 bar) (360 psi)
Any
Category 1
Greater than 1.2 MPa
( 12 bar) (175 psi)
Category 2 and 3
Greater than 2.5 MPa
(.25 bar) (360 psi)
Designed
I
PUMPS-SHAF'T SEALI\IG S YS":"EMS !=Ort CE.NTRIFUG/,L AND ROTARY PUMPS
67
NOTE 1 Designing the size ofthe accumulator should include the site maximum ambient temperature and MAWP of
the seal auxiliary system andi the seal. A raview ofthe irnpact of site maximum ambient temperature data on the barrier
pressure should be made to check the MAWP of the auxiliary system and the dynamic seal pressure rating of tlie seal
cartridge is not exceeded. lf this occurs the purchaser and seal vendor should mutually agree a solution.
NOTE 2 The choice of accumulator sizes in this standard has been based on achieving comparative working liquid
volurnes to the reservoir size·s in 8.3.6.2 (refer to Annex F for more details).
NOTE 3
When the seal chamber pressure is greater than the values in this section there is the potential that high
ambient temperature rises increasing the barrier press:ure above the scope of this Standard. Refer to F .3.3.3 for ways
to I imit the impact of ambient temperature variations on barrier pressure.
NOTE 4 The accumulator working liquid volume can be the liquid volume difference between maximum and
rninimum barrie r liquid volume, but couic:l be significantly less depending on the instrumentation and alarm strategy
employed. Refe r to F.3.3.3 for more detail.
8.3.6.3.2
The minimumliquid volume retained in the accumulator at the accumulator minimum .barrier
pressure condi tion shall be a minimum of
0.2 L (0.05 U S. gal) for 20 L (5 U.S. gal} nominal accumulator,
0.35 L (0.09 U.S. gal) for 35 L (9 U.S. gal) nominal accum ulator.
Th-e precharge gas pressure value shall be provided by the vendor based on rninimum ambient
temperature and recalibrated for setti ng at the temperature of gas in the bladder or ambient temperature
during cornmissioning
8.3.6.3.3
The maximum and minimum barrier pressure shall be calculated by !he seal vendor at minimum
ambient temperature, 25 oc (77 OF) and maximum ambient temperature. These values togeither with a
method of estimating the maximum operating barrier pressun~! at intermediate temperature conditions shall
be provided to the purchaser for the initial Setting and subsequent replenishment of barrier fluid.
NIOTE 1
The maK·imwr;n operating lbarrisr pressure l s odependent on the tellilperat ure of tilile gas in the bladder at the
t ime of ifiliing nr refi'!ling. See Annex F for more delail on ]p.r.e charge gas amd barrier pressure calculations.
NOTE 2
The bladder a.ocu.mu~at~r is normally p iped and situated such tllat its bladder gas vo'Jume .ls nat affected !b y
t he bannier liql'lid temperatura ·changes, but is primaril"y inf~ uenoed by 1ccall amb:ient temperature oonditions. The
correspondin.g 'bannier p r·e:>sure ifluctu.atio:rls will assume 'the hig:t11 ,anä low .ambient c0rnditions apply •to the gas in t he
bladder. Reifer to Annex F for details 1regarding barrier pressure calculations.
8.3.6.3.4
Unlless otheroise speclfied, bladderr acoumti!:lators shall be equipped wi~h a tpress.ure
tra111.smitter Or:'i ~rne !liquid ,s ide anrl a tewoper.at\!l're 1r.ansmitter on the ~as side tG pro'>l\de ,a J~ressure ~\arm
wJ.oJ";J a temperatur.e .b.ias. The :ten:rperature tr.amsmiHer shall rneasure the gas ~emperature !r<~ the
acDWiifiLiiator The 'output signal fr.om these tmnsnrritte~s shall be a\J:ailab\e fc:>.r connedtLon to the p'l ant
diistributed.l ·con;trol systern ~DGS) tor alarm caloulatiom anö ·furuotioi"l. &pedifi-c 1irwwt for programming the
DCS to estab'lisffil the ifloatin!J:l pressure -atarm algori:th!'l'l shaijl be ,provided lby ft,le vendor.
'NOl'E
~pecific r input re.q ~Uired .fonthle "a"larm·a\gor:lthm will typicany iinclude the rninimum l:lmil rnaximum bar.rier liquid
volume, (fhe aa:ou:m.ul.ator votume, anti Jhie 1m1ni11um lii.arrier syster.n [ptessor.e at minimulm ,arrii>iem't C
temperature. iThe
vendor .wi'll •wse ·lhis iJI.ata .amd the site anibient lempera'tur.e .ßata •to op:timi"Ze s_ystem 'des.ign.• lminimi·z:s rthe f requency .of
1refilling, anä velifYJinat t!lne s~stem d:le:si·gn is sti:taJjlei o nthe local in:siall.alion. A typicaboorkin.g 'liquiirl ·Yolur>me is 15 '% to
2 5% .ofitheEncuitlilulatorvohume. RefPr1to Annex F f:on moredeia!L
•
8:3..:6.3.4.1
il'f speoi.fied or.ifltle p'!ant1DCS sys1em is not availab'le: a llocally mcmnted sil11g'le lloop contrOIIsr
skallbe p.rovided for·eadl'il accwmulator..P.arar;neter:s CJSed lqy tlile coriltrollcerto•es.ta'bHsh ll:re f<loatimg pressure
allarm -algorlth nn ·srnall be(prov·ldetl 'toy Jthe ver.~(C!CDr.
68
•
API S 'IANDARD 682
8.3.6.3.4.2
lf specified, a pressure transmitter shail be supplied without a temperature transmitter.
NOTE The use of a fixed pressure alarm (pressure transmitter without a temperature bias) can only indicate
accumulator minimum liquid volume based on a specific temperature_ Even though the outpul from a single pressure
transmitter can be used to indicate multiple alarm sei paints, the maximum ambient temperature should be used to
calculate the pressure alarm sei point bec.ause no local Iamperature compensalion is possible (see 8.3.6.3.3)_ The
alternate alarm strategy in this section cannot adapt tha indic.atian of accumulator minimum liquid volumes at more
than one value at ambient temperature and as a consequence may significantly reduce the available accumulator
working liquid volume (refer to Annex F for more detail).
Unless otheJWise specified, when a fixed pressure alarm stralegy is ulilized the alarm set point
shall not be less than the accumulator minimum barrier pressure calculated at the maximum ambient
temperature.
8.3.6.3.5
NOTE
This section only applies to fixed pressure alarm strategies in 8.3.6.34.2. See Annex F for more details.
8.3'.6.3.6
Bladder accumulator shells shall be of carbon steel. Unless otherwise specified bladder
materials shall be according to manufacturer's standard and 'compatible with the barrier liquid. Elastomeric
components of seal auxili.ary systems for Piping Plan 538 are often not suitable for temperatures above
200 oc (392 °F). The process and barrier fluid temperatures next to these components are normally much
lower than the maximum allowable working temperature. Provided that a failure of these components
doesn't represent a loss of containment, their temperature rating may be lower than the maximum
allowable working temperature to whict1 !he system will be allached.
8.3.6.3.7
An austenitic stainless steel nameplate, stamped with at least the Pump ltem Number,
auxiliary piping system MAWP, the mirlimurn and rnaximum allowable temperalure, H1e barrier liquid the
nitrogen precharge pressure at minimum ambient temperature and every 5 •c temperature increment to
maximum ambient pressure and the maximum barrier pressuretobe achieved when the system is full at
1
the specified nitrogen pre charge pressure. Letteringshall be a minimum of 6 mm ( /4 in.) high and shall be
easily readable from grade. An example is given in Table 10.
8.3.6.3.8
The MAWP of the bladder accumulator shell shall exceed the maxi mum possible supply
pressure of the nitrogen precharge system used.
8.3.6.3.9
The barrier fluid cooling circuit should be arranged in accordance with Figure G 37. lf a water
cooler is selected lhe height of the cooler in the barrier fluid circuit above the seal gland plate shall be
established by the seal vendor. The height of the cooler shall not be less than 450 mm (18 in.).
Piston Accumulator
8.3.6.4
8.3.6.4.1
The barrier system shall contain an accumulator with a mechanism to provide the barrier fluid
with a positive differential pressure above the seal chamber pressure. The differential pressure shail be a
minimum 0.14 M Pa (1.4 bar) (20 psi).
NOTE This ensures thc inner seai aperates with a minimal differential pressure and a positive barrier pressure is
provided with unplanned exc'lJrsions in the seal chamber pressure.
8.3.6.4.2
For shafl diameters equal or smaller than 60 mm the barrier m1n1mum liquid volume in
accumulator sihall be 0.2 L (0.05 U.S. gal) and a maximum liquid volume of at least 2.8 L (0.7 U.S. gal).
For shaft diameters above 60 rnrn lhe barrier minimum liquid volume in accumulator shall be of 0.35 L
(0.09 U.S. gal) and a maximumliquid volume of at least 5.1 L (1.28 U.S. gal)
NOTE
These working volumes arc similar to the working volume of the two barrier reservojrs in 8,3.6.2.
8.3.6.4.3
-
Piston accumulators shall be equipped with a:
differential pressure transmitter with a low-level alarm;
69
PUMP3-SHAFT SEALING SYSTC:MS FOR CE.NTRIFIJGALAND ROTARY PUMPS
Ievei indicator and Ievei transrnitter with a low- and high-level alarm to warn if piston reaches minimum
or maximumend position.
8.3.6.4.4
Unless otherwise specified piston accumulators and any piping or components welded directly
to the accumulator shall be of the same material as the gland plate or one of a superior corrosion
resistance (see 8.1.7). The secondary seals of the accumulator shall conform to 61.6.5.1 and 6.1.6.5.2
and be of a material compatible with both the process liquid and barrier liquid. Elast'omeric components of
seaf auxiliary systems for Piping Plan 53C are often not suitable for Iamperatures above 200 "C (392 °F).
The process and barrier fluid temperatures next to these components are normally much lower than the
maximLim a!lowable working temperature. Provided that a failure of these components does not represent
a loss of containment the component temperature rating may be lower than the maximum allowable
working temperature to which the system will be attached.
8.3.6.4.5
A nameplate, stamped with at least the Pump ltem Number, seal auxifiary system MAWP, and
the barrier liquid, shall be permanently attached to the systern.
The barrier fluid cooling circuit should be arranged in accordance with Figure G.37. lf a water
8.3.6.4.6
cooler is selected, the height of the cooler in the barrler fluid circuit above the seal gland plate shall be
established by the seal vendor but sh-all not be less than 450 mm (18 in.).
•
8.3.6.4.7
lf specified a temperature indicator shall be supplied.
Table 10-Nameplate for Bladder Accumulator
RefilllPrecharg(' Accumulator
For ltem No.:
~------------------------------------
For ltem
Alarm Setting
No.:
Temperature
•c
1
-17
min.
"F
1
II
Cautioo:
Gauge Pressure
Refill
r------·----------,-=~
I
Precharg_e
MPa
(bar)
(psi)
35.0
50J
MPa
F;
(bar) I (psi) .
--
______________
Alarm
MP-a------;=("-,b'a-'--r'--)-.
il -('o-s-i)---1
35.3 'I 512
~ 'i'/'ct, ,?.difetN• ~:~ ·IJi~!i'r<teye· 'fl'm<;'"ii.:J'(;!; '1~1/c, liR,(~d. ~ilt2r.r.'IC'i r~~~~ Wo (.'Jo'C":;i<l~ ;"., \io'fc '?JI:i.<i'liocri'y :t.itPo'i'fB
~~
-,Jt1-
11
I
XXX
l
max.
1 ·. Calllfion:
lCXX
syste~n.
-~~~-~-~--~~~-~--- ---~~~-- ---
Do notad.d•barrier, lig~id •t o ,f!X::!eed m;sximu~ r-e.tllliproessur_e '@'te.r:nperall!lre
.70
ÄPI STAijDAF!D 682
lf $P8G:ifretl, 0 n lf :alfll interrlal oirm.Hating .d1evrce•canndtrbei provide(lito m-Get ä.eslred.·flow rotes, 1m
·externa; foJ:ce-d-.cimu.lation :pump will! bJe-re-q!!iirerl Dirculation purT)lps elcotr0n slialll b:e.mutuaJiy·ag(e.e.dH\fpon
by th.e i\3Urch·aser "and :the :'Seal r mara~:fadturer VVhe:te ;.a failure of the .external · drctlllati·lilg :PUmp •.rtouid
.potErtfiEHiy re.suHtiim alfaHuF:e af:tt.te rnechar.lical ·seal 1in the ; maifii 'Pi!t~p, . an inter'todk ·betwe-em-th-e c::irculatitlf!J
_. ._8.3:7.1
pl!Ulilp ;anWthet main :pump ~qlireiPb.e m:msidered.
;.s:a:-7-.2 'BlectriLral equjpmet:tt 'shall cnnilpjy ·w ith 1lEG:"BDD79 Jilr iNFPA f'D Atticle:s '500-502 {0T ithe
t:lazardo.UJs :are_a dlas.sirim:ition speditfed by tlne ipL:Jrcmaser.
40
J3.B,B.i'l
Uf Ripimg Pl,arf32, tf l')ping R:an 54, .GJr P.ipim~ 'R ian 55 is seJeiDted (Figur-e G N, .F.igure G.2t,
,Rigur.e G:22l. rthie purclnas.er shall sp.ec:ify the m
luii<ll dhara.oter•iStics. l he ·seal mamufactt~rer shail Sfole"clfy :tbe
mrmim~m _
ßow·rattt, lillimimum t~ressure .anru 1tennper-atu~~ lll'e.(j1 ulilfed, wherce 1tMes€ are factors.
•
llf :S!YecifJied i! lile seal and/or :PUrllP mamifadurcr.slnall re~iewthe pwr.dhaser's se'lacNou of e·~temal
\8.:3.8:2
flush.
NGTE
lnappro,priate seJectiQm 0f nusli! ·.or·excessive f.l·t!i.s'lil Row rra'tes can ·affect IP'&Il1P performance.
8.3.9
Od.ll! ecl/o:n !R eservoir for l'iqjgid Le.alka·g e
,6.3.9.1
•
:8.3.9.1.1
Gen·e:ra~
lf ! ea:ka:ge can soHdify at ambient temperatures, the ooUector llines shal~ be hea1-tracecl a1nd
insulated. ff specified, the purcnaser shafl fdentify type and specification for heat lracing.
8.3.9.1.2
The purchaser shall provide any additional requirements for drain disposition.
8.3..9.1.3
The pipe from the gland plate to the collector shall have a minimum slope of 42 mmlm
1
towards the col!ector. The m inimum pipe size shall be DN 15 (NPS /2).
Ch in./ft)
8.3..9.1.4 All components supplied within the scope of Piping Plan 65 and Piping Plan 75, tagether with
interconnecting pipework shall be considered part of the pump casing and rneet the requirernents of 8. 1.4.
8.3.9. 1.5
l.lnless otherwise specif ied, each seal assembly shall have an independent collection
reservoir with instrumentation as specified in Figure G.25, Figure G.26, and Figura G.32.
8.3.9.2
Reservoir for Atmospheric Leakage (Piping Plan 65A and Piping Plan 658)
8.3.9.2.1
The systemshall comply with 8.:j.9.2.2 to 8.3.9.2.5 and F'igure G.25 or Figure G.26. Unless
otherwise specified the reservoirshall include a Ievei transmitter with a I ocal indicator.
8.3.9.2.2
The reservoir sllaJI have a volume of at least 3 L (0.75 U.S. gal).
8.3.9.2.3
The orifice for Piping Plan 65A shall have a bare diameter of at least 5 mm (0.2 in.).
8.3.9.2.4
The reservoirshall be in accordance wlth 8.3.6.2.8, 8.3.6.2.10, and Table 4. The components
of the reservoir shall be fabricated from appropriate size, Schedule 40 pipe.
The upper drain connection of the reservoir shall be positioned below the drain connection of
8.3.9.2.5
the gland plate.
PUMPS- SHAFT SEAUNG SVSTGMS FOR CE~TRIFJGAL AND ROTARY PUMPS
8.3.9.3
71
Reservoir for Containment Seal Chamber Leakage {Piping Plan 75}
8.3.9.:t 1
lf a condensate collection system is provided, the system shall comply with 8.3.9.3.2 to
8.3.9.3.5 (see Figure G.32).
8.3.9.3.2
a}
The condensate collectio.n reservoir:
shal! be at least 200 mm (8 in.) d iameter carbon steel, Schedule 40, and 12 L (3 U.S. gal) minimum
capacity in accordance with 8.3.6.2.8, 8.3.6.2.10, and Table 4;
b) shall have at least one flanged end cover for internal maintenance access;
c)
shall be fitted with a Ievei gauge mounted on the flanged end cover;
d)
3
shall have a ON 20 (NPS /4) minimum drain connection that terminates with a fully ported globe valve;
and
e)
1
shall have a ON 15 (NPS 12) minimum vent connection, to which a pressure indicator, a pressure
transmitter with a r·ILA and a restriction oril'ice is installad to detect primary seal Jeakage.
A transmitter with a high-Ievei alarm shall be provided, if specified.
•
8.3.9.3.3
•
8.3.9.3.4
A test connection shail be installed for injection of nitrogen to test COntainment seal and/or
purge collector, if specified.
8.3.9.3.5
The vent restriction orifice of the leakage collection reservoir shall be below the drain
connection of the seal gland plate.
8.3. 10
8.3.1 0.1
Barrier/Buffer Gas Supply Systems
lf a barrier/buffer gas system is specified, the purchaser and the mechanical seal
mallill!lfacturer shall mut,ually agree Olil the instmmentati~on rcquü.reme:nts -and general arrangement
8.3.10.2
BarrierlitJUJffer gas supp~y systems shall ibe prov1ided by the seal supplier and include
co:mponents a-nd instrumentailion as speoified in Fig'u re G.30 arnd !Figuore G.31.
if'he rruinimum an-d maximum aperating pressr.Jr,es shall a'l so be within the f arnge of the
irnstrumenil. lf IPOSsiblle, the prressure ,regulator. indicator, -and lransm1titers shall be selected such that the
nonmal operating pressurre is in the rn,iddle third of the range.
8.3.'H L3
:8.3;11'0:4
A ·coalescing ifilter "'~ith .a repJaoea"ble elernent or carlrldge desfgn shall l;;ie supplied ·a nd lnclude
a valvet?l Gf<aJil"' and liquid~level iirndicator. irh.e coaiMct~g Me.r sha1ll lrnave ar:~ -effiii':ienc_y .of't~"B-8% .on paräcles
!Of diamaler equal or ~greater tharn 4 f!Jrn with a beta raitio ß~ ~ '85 lt is ·cl'litic~l Lha~ f he supply of ;gas lbe
effectively filteredt. -Secfi fac.e gro.oves ca.n easily become bliocked, v~here rUJpon seal 1fac.e separabion
·decreases and rapiG lfacc wear cam occu;r,
~
:8 ;3,'~1D.5
Unless 0therWise ~speoliiied ~atl indic~ti~g rpres-sure :tramslii1litter and imdicr:üillg (flow .tl:anslll-lltter
sha'il be prG>vid-ed upstrea·m ,of the c!lecl< ·valve. _Hiyb pre:ssure high !flow, amd low f.iow sh;,31l be remotely
:ciJc:mmed Trrom tirle ,transrmitters. lf -spedfied .a hig.fn.:now s<Mildh shall be jp.rovWeti! .alilä ,_installed betweem rtm.e
'flow1meter alild tme:ch,e ck valv.e { sec Figur:e G.:ßO amd Fi!]lJJre •,G,3~ ).
8ß.1-0 :fi
Unless ö"thefWise specified. ·each .seal arrangemerilt :shall .h ave an Independent itTJarni~r/buffer
:gas SLHllP!V -systerilil.
1
8,.3.10:7
fili Extlernal,connections oftthe ·system $hall be 'Of\1 '15 1(1\!PS h) rminiil11lum aliull im .acrJ)r.danGC
w.lth n:al31e-A.
APJ 8TANDl;RD 68?:
72
6.3.Mil.f8
IUmless ottnerwjse s;pecified gas ·supply systems sli1all b.e ~m:oun:ted on a mela'llic pamel On-at lhas
a miniimum ,ttvickness .of ·ö tmm (0.25 in.. ). All components st\aiJ .be su1itably supported to avoid .damage to
ihe c.ompo:nents and intemfll piplrn!,Jl/tubing"
9
lh~·str•l!U1i\~entatio1i'l
:9.1
G.eJire:na~
9.1.1
tUnless otherwise ·sj]ecified, ,ifilstrumentatiort~ and rinstallation shall conforliTl to this starndard.
9.1.2
IJnless otherw~ se S:Peclified, ·c-ontro1s afild Ü1s~rumenta't1on shan be designed f<or outdoor i11stalla't!ion
and shallcomply wJth IEC 60529 desiignation IP 56 o:r wiith NEMA 250 enclosure Type 4.
9.1 ..3 Cor*o.ls arnd rirnstrumenta1Jiarn shall be made of mater1a.ls compatible wi1lh the environment and ·fluids
to which they will be exposed. SpeciaUco.nsicleration shall be given to al1 contJds a!ld inslrumentation, such
as level gauges and switches, exposed to the pLJJ·fillped fluid and barriar/buffer fluid (if any).
9.1.4 lnstmmentatioril and ·con~rols shall be designed and marmfactLJJred for use in the speci~ied area
classification {class, group, and div.ision or .zone) stated in tlhe datas~eet.
9.1.5
Allml'ltro'ls and instruments s.hall be located .a nd .arrarnged to pellmit easy visibility by the operators,
as w.ell as aocessibHity for tes[s, a~justments, and maintenance.
;9 .1.6
UnJess .otherw1
ise -speo.ified the MAWP ü'f instruments and accessorles shall be at least equa'l to the
piping or device into which they are mounted.
9.1.7 lnstnume11ts in contact with bL.UfferJbarrierffll.ilsh mediums sha:IJ lbe suitable f01r •t he norma'l operatiorn
temperatures of lhe bufferlbarrier circuit but their temperature Iimit shall not be below 100 oc (212 °F).
Provided that a failure of ttle Instruments in a bu·ffer/barrier circuit does not represent a lass of containment
the temperature Iimit of an instrument may be lower than the maximum allowable ternperature of the pump.
NOTE Tha temperature Iimit of some common instruments can be below the possible maximum allowable
temperature of .a pump. Many bourdon tube pressure gauges with liquid filling, for example. do normally have a
temperaturelimil of about 100
(212 "F). The operation temperature of a buffer/banier medium is offen much lower
than the maximum allowable ternperature of lhe pump. II instruments need tobe suitable for the possible maximum
temperature of the pump special design features for the instrumentation have !o be considered by the seal vendor.
oc
•
9.1.8 lf specified by the purchaser instrumentallen in buffer/barrier circuits shall be suitable for the
maximum allowable ternperature of the pump.
9.2
Tempel"ature-indi cating Gauges
Dial temperature gauges shall be heavy duty and corrosion resistant The gauges shall be
bimetallic or liquid filled with a rigid stem suitable for mounting as needed. Mercury-filled thermorneters
shall not be acceptable. Black printing on a white background is standardstyle for gauge faces.
9.2.1
9.2.2 Dial temperature gauges shall be installed in pipe sections or in tubing runs as specified. Auxiliary
equipment may be either piping or tubing. The o\ovner shall specify whether gauges shall be placed in
tubing or piping.
9.2.3
The sensing elements of temperature gauges shall be in the f lowing fluid to the depth specified by
the gauge manufacturer.
9.2.4 Temperature gauges installad in tubing shall be a minimum of 38 mm (1.5 in.) in diameter, and the
stem shall have a minimum length of 50 mm (2 in.). All other gauges shall be a minimum of 90 mm (3.5 in.)
in diameter, and the stem shall have a minimum length of 75 mm (3 in.).
PUMPS-SHAFT SE.A._ING SYSTEMS FOR Ci;NTRIFUGA~ AND ROTARY PUMOS
73
NOT E The use of90 mm (3.5 in.) gauge diameter instead of Standard 125 mm (5 in.) is due to the normally small
size of piping used in seal systems.
9.3
Thermowells
Temperature gaugesthat are in contact with ftammable or toxic fluids or !hat are located in pressurized or
tlooded lines shall be fumished with separable threaded solid-bar thermowells made of austenitic stainless
steel or another material more compatible with the liquid as defined by the manufacturer. Thermowells
1
installed in piping shall be ON 15 (NPS 12) minirnurn. Thermowells for use in tubing shall be approved by
the purchaser. Thermoweil designs and installation should not restriet liquid flow.
9.4
•
Pressure lndicators
9.4.1
Pressure gauges :shall be in accordance with API 614.
9.4.2
Pressure gauges shall have b lock-bleed valves.
9.4.3
lf specified, oil-filled pressure gauges shall be furnished.
9.5 Transmittersand Switches
9.5.1
General
9.5.1.1
Unless otherwise specified, each alarmed variable shall be fumished with one indicating
transmitter located to facil~tate inspection and maintenance.
•
9.5.1.2 lf specified, switches shall be provided in place of transmitters. Switches shall be in accordance
with API 614.
9.5.1.3
The purchaser shall specify outpul signal type, indicating or nonindicating (blind} type, analogue
or digital type, housing and power supply requirements.
fhe purchaser S tnall spedfy ~ransmitters that are nonhiaz:ardous. nonincendive, explosion-proof
or intrinsically safe {IS ), as 1requirced by the electrkal area cl.assif1cabio:n ..
9.5.1 .4
1
Uinless othern,ise spec'ified transmJtters shall he analogue, two-wire type and have arn ou~put of
4mAto20mA
9.5:1 .. 5
•
9.5:L6
Each indicating ·bransmiUer sha[l be located to faoillitate tmobstnucted viewing_ Read-out units
shalll be specifled by the purchaser.
1
9.5.1.7 Ul'llless o~hetwise specifi.ed or required in ,accorda.nce with 8. 1.7, sensirng -E:Iements shall be M
aus:tetllitic slainless steel.. Each transmittershall be equlpped with a man'ifold to allo•,•• adjl.lsting and ltesting.
Each transm'itfter shal! be arra111ged to permit testin:g, includir1g, whe,m jpossible lhe actualing element.,
wLfuou't rntetife ring ·w.ith .nornnal equiplillent operati·on.
lf switdhes :are ~pecified .ililstead df tra:nsmitt ters 'flilese devices sholild be subs'tituted at loc:a~ions
showm ta>r itrarnsmitters ·ö_n Ant~ex G.
9.5.1.8
9:5~~
IPressure T(l';atnsrmfiitter_s
9.5;2..1
Pressur-e 'bmmsmitter shall b:e designed for fhe maximum press~•re to which the trar.1smüter may
be exposed. lf.ransrmitters :expose.ctl t o vaouwm .shall be ·su1lable for ,full v.aC'uurn.
.9.i5.2.2 The measl!JriAg eleme1~l and all pressl!lre-nonlairning p2rnts ·shr:~IJ be austemlUc S:tainless stcel
'type :il1'6 'l!lli1]ess lhe pumpeGJ fluid ffequir.es the :use •\11f a'lternative 1materials as dete.nmimed by the ·seal
manuf.aoturer. Conmecti.oms f.o.r pressmre ililr:>l!lt shall tl>e tNPir ~I~.
74
API STANDARD 682
9.5.3
Level Transmitters
Unless otherNise specified, Ievei transmitters shall be hydrostatic.
9.5.4
Flow Transmitters
Flow transmitters provided with buffer/barrier gas systems shall be inline, mechanically actuated, that
respond to gas motion within the line.
9.6
Levellndicators
9.6.1
•
The standard Ievei indicator shall be the weid pad reflex design.
9.6.2 lf specified, an externally mounted, removable, reflex indicator shall be fum ished instead of the
standardweid pad design_
9.7
Flow Instruments
9.7.1
Flow lndicators
lf used, flow indicators shall be of tha nonrestrictive bull's-eye type and shall have a steel body. To
facilitate viewing of the flow through the line, each flow indicator shall be installed in accordance with the
manufacturer's instructions. The diameter of the bull's eye shall be at least one-half the inside diameter of
the· line and shall clearly show the minimum flow.
9.7.2 Flow ~eters
Flow meters shall be armored rotameter or internal magnetic float design in accordance with the following.
a)
Rotameters shall be installed in the vertical position and piped in accordance with the vendor's
recommen.dation s.
b) The capacity of the rotameter selected shall besuch tha.t normal flow rate falls in the middle one-third
of the scaie.
c)
Acheck valve shall be installad on the outist of the rneter to prevent back flow.
d) Glasstube flow meters may only be user:l on air or inert gas at temperalures of 60 'C (140 ~F) or less,
and gauge pressures of 0_7 MPa (7 bar) (1 00 psi) or less.
9.8
Relief Valves
9.8.1
Unless otherwise specified, the manufacturer shall furnish the relief valves that are to be installed
on equipment or in piping and tubing !hat the rnanu faclurer is supplying. Other relief valves shall be
furnished by the purchaser Relief valves for all operating equipment shall meet the limiting relief-valve
requirements defined in API 520, Parts I and Parts II, and if applicable in API 526 •(diameter 2. 1 in.). The
manufacturer shall determine the size and set-pressure of all relief valves related to the equipment. The
manufacturer's quotation shall Iist all relief valves and shall clearly indicate those to be furnished by the
manufacturer. Relief valve settings. including accumulation, shall take into consideration all possible types
of equipment failure and the protection of piping systems.
9.8.2
•
Unless otharwise specified, relief valves sha!l have steel bodies.
9.8.3 lf specified, thermal relief valves shall be provided for components that may be blocked in by
isolation valves.
PUMPS-SHAFT SE:AUNG SYSTEMS FOR C ENTRIFL!GAL AND ROTNW PUW.!'S
9.9
75
Pressure Control Valves
Pressure control valves tor gas buffer and barrier systems shall be supplied in accordance with the
following.
a)
Pressure control valves shall be self-contained, spring-loaded with an internal pressure-sensing
connection.
b)
The pressure control valve shall be designed suchthat the regulated pressure is applied directly to the
diaphragm through the valve body.
c)
An adjusting device shall be provided with a !ocking mechanism to ensure !hat the control point cannot
shift or be changed inadvertently.
d)
The pressure control valve body sha!l be rated for the maximum upstream and downstream pressure
and temperature to which it may be subjected.
e)
Cast-iron valve bodies are not permitted. Cast aluminum, if approved by the purchaser, is permitted
only in air or nitrogen service; spring and diaphragrn housings shall be steel or s!ainless steel.
f)
Pressure control valves shall not be self-venting.
9.10 Pressure Amplifiers
Agas-pressure boostershall be provided if necessary to increase utilily gas supply pressure.
10 lnspection, Testing, and Preparation for Shipment
10.1 General
"'ß.."' -~ '!Jm~ess o'(flrerw:rse ~Spec'r'freo, tne pvrc'nase:r's rref]resen\a'lirve s'na'r\ rnave eniry 'ro a'r) vendor a!"ld
subver'ldor plantswhere rnatllufactur:irng, 't esting, Gr'insp,e ction oHhe equipment is in pmgress
t0..1co.2 llhe venGl0r stläH rr0tify subrnanufacturers ,of the rpumtmasefs nnspection and tesling req·l;Jirements.
10.1.3 111:1e vendor sh·aJ! provide Sl'ltficient 'adv-ar;~c:e ,nbt(ce to 'the t,p_urd'lRser 'b:efore ·comi!uoting ,any
i!ilspoctiam or .ltesUMrtMe ·pUirchaser ·has specifried ·s!l[lulä :be Ci ,witmesseci t'B.st or an ·db..servem tsst
•
tO.t.4 ·lfhe pumlilaser. _s!llal!"speoily J;be ,e.Xtelit of hisiher,partioipafiolil im ,'t he ir:r!.wection aaG! lesting. l.llJrif€,:ss
.,0tfler:wise ·s.!ileoffied ,'lhe vend0n1haH give'theAllA.rrC?haserH m imimcrm 6f1five,workir:Jg jd~ys· (5,d) notic:e•for-ell
abser.veö anö•witnessed tests,
J10.1.:5
Ut:~less
<ötherwise speniified, •the
pLJrchaser's ,-repres.eliltative
sh<:ll! I have .::a ccess ,.to the
;m:anJIWJttl~L'ir'":.,Q-fl!üf)iy'':.r'~ntmri]}c;wtr71T';,fur;c_~,~,t">v-1
10.1.'6 Equipment for the sp·ecifi·ed ,Jnspection and tests shall be provided 1by the v.endo'i.
•
10.1. 7 lf spec1fied, the purchaser, the vendor. or both, :shall varify compliance w!th this standard and initial
.an~d -<Jlate ~a,cormpleted .ci'le:ckl\st. Arn examfille 0f;an ·inspector'-s ·chec!<list is ,g iven,im.An n'ex ~ITJ .
1 0.2 J.nsp_ec.tioo
l'n.:·u , '.J?r.<ecz.~.!li~~-c~t.nif.'~ll'~ -~~ _,_w;;UI, r;o«J, :.~ .'ft~t.'t.~~ ,_w.Wi. t.~ ~tiR..'.t i iJN<:!~&RiifYo', .'ff. ..\7~e ~-u.1''"' .i~
·conrpletetJ.
76
AP! STANOAR0682
parts that s'Ma/1 be S(JOjeotecJ to swfaoe and suhsurface examinat~on and
the type Gf exarnination required, such as magnetic-partide., liqtuid-pel1letr.ant rad,ogr.aptlfc, or
•UJI!raso.nic examination.
10.2.3 The nondestructive examination (NDE) shall be performed as required by the material
specitication lf additional radiographic, ultrasonic, magnetic particle, or liquid penetrant examinations of
the welds or materials are specified by the purchaser, the methods and acceptance criteria shall be as
follows. Alternative standards rnay be proposed by the vendor or specified by the purchaser.
1b) -The ~ radioSJ r.<t1btlic ~acC_EJ:pt:anc-e ,.s.t::nldard ' use.d ~for ·welded [abricatlons :shall -b:e -ASME''illll, ~.8ivision 1,
JJW~S1 •(tor t1.0€J'% •r:a di.GJJraphy)·and'HW-o23for sp_
Qt (adiag(ejphy·).' litre ac:c-eptan.ee stand'ard .vsed fcr
casHng-s.sh.aiUJe ASME Vll'l, ,Division 1, ApJ')endix 7.
q)
IUftrasonicli.nspedfion .s·lnai'l '.be in-accordamre 1iVHh ASM E V, .Ä-rticl.e ·-5 al'illil Plt1i:dle 23.
d)
Tlhe iU1trasonic acccplar:rce .Standard usecl 1for ·welded fabrications shal/ rbe .ASME VW, !Division 11
Appendix ~ 2. lfhe acc.eptartce stanl!lar:d usecH0r casftr"~gs .shall beASME V 111, ClivisioJ'il ·~ , Appendix 7.
11
·e)
IMagnetic ,parfiele in~pection sl:latl ,bc in -accor.darnce with ASME V, AftjdJe 7 .and Arr!Iide 25
f)
The magnetic particle aoceptance standar.d used ifor welcled fabricati.ons sha'l l be ASME VIII,
Division 1, .Appendnx 6_ The acceptance standard used for castings shall be AS'ME VJIII, Division 11
Appendix 7_
g)
Liquid penetrant inspectfon shaU be in accordance with ASME V, Article 6 and Artic'le 24.
h)
The liquid penetrant acceptance standard us:ed for welded fabrications shall be ASME VIII, Division 1,
Appendix 8. The acceptance standard used for castings shall be ASME VIII, Division 1, Appendix 7_
•
i)
Regardless of the acceptance criteria in ltems b), d). f), and h), it shall be the manufacturer's
responsibility to review the design Iimits of the equipment in lhe event that more stringent requirements
are necessary. Defect s that do not meet the acceptance criteria imposed in ltems. b}, d), f), and h) above
shall be removed to meet the quality standards cited, as determined by the inspection method specified.
j)
During assembly of the system and befon~ testing, each component (including cast-in passages of
these components) and all piping and appurtenances shall be cleaned chemically or by another
appropriate method to remove foreign materials, corrosion products, and mill scale.
k)
lf specified, the hardness of parts welds, and heat-affected zones shall be verified as being within the
allowable values by testing of the parts, weldsl or zon·es. The method, extent, documentation, and
witnessing of the testing sllall be mutually agreed upon by the purchaser and the manufacturer.
10.3
Testing
10.3.1
General
The sequence for seal testing is shown in Figure 27.
10.3.2 Seal Qualification Testing
10.3.2_1 Purpose
10.3.2_1.1 ln order to provide the end user with a high degree of confidence that a manufacturer's
commercial product seal will perform o=JS required by this standard, each seal configuration in combination
with other sea! system attribules as noted in Annex I shall be suitably qualification tested by the seal
J
PUMPS-SHAFT SEALING SYSTEMS FOR CENTRIFUG.A.L AND ROTARY PUMPS
77
manufacturer prior to its market availability. The qualification test does not constitLite an acceptance test.
The intent is not to perform the qualificalion lest rar every individual seal cartridge or seal size in every
qualification lest ßuid but to qualify specific seal configurations and attributes in specific qualification fest
fluids to simulate various process fluids and typical plant operation.
Mcdified seal
(Option-al)
(Standatd)
II
OK
St11p pump
wilh j ob seal
inslalled
lf 1-------"
lf-"lea=k----t--1
OKI..,-
-----.
or
Either
(Standard
opiion)
S 1hippump
Shippump
Ship pump
Ship pump
with job seal
with job scal
wit!1 jotl seal
installad
inst<l!led
with job seal
separate
installad
Figure 27- Seal Testing Sequence
10.3.2.1.2 lf specified, optional testing shall be performed as mutually agreed upon by the seal
manufacturer and the purchaser. The purchaser may specify test conditions that differ from the standard
qualification test, as applicable.
10.3.2.2 Scope of Test
10.3.2.2.1 Qualification tests shall be conducted using an appropriate test rig by the seal manufacturer in
accordance with Annex I.
10.3.2.2.2 Tobe qualified for a particular pumped fluid, a manufacturer's commercial product shall be
successfully tested using the appropriate qualiiication testfluid as given in Table 1.2.
A seal manufacturer's commercial product need be tested only in the representalive qualification testfluid to
its required service. lt is not necessary to test a eomrnercial product in all qualification lest flui;ds. See Annex I for mare
NOTE
information.
10.3.2.3 Minimum Perfo1111ance Requirements
10.3.2.3.1 Unless ot herwise specified to meet more stringent local e missions regulations, when single
seals are tested in accordance with 1.4.2, 1.4.3, 1.4.4, and 1.4.9, the permitted leakage shall be:
API STANDARD682
78
a concentralion of vapors less than 1000 ml/m 3 (1 000 ppm vol);
an averageliquid leakage rate of less than 5.6 glh perpair of seal faces.
NOTE 1
All mechanical seals require face lubrication to achieve reliability; t11is results in a minimal Ievei of leakage,
see F.1.1. On a water pump test of a contactir:g wet sea! (1 CW), the leakage typically evaparates and is not visible.
Face design features. however. can increase leakage Ievels and visible dropleis may occur. Pressurized dual
contacting wet seals (3CW), when used with a nonevaporative, lubricating-oil barrier fl uid, can also produce visible
leakage in the form of droplets, but at a rate less lhan 5.6 g/h (two drops per minute}.
NOTE 2
The owner or purchaser determines the applicable emission/leakage Iimits at the intended point of
application and compares lhese Iimits to the values listed above for the qualification lest Local Iimits may be Jower
than the stated values. lf an Arrangement 1 seal does not comply with local emission or leakage requirements, th~n
Arrangement 2 o r Arrangement 3 may be required to meet the applicable Iimits.
1 0.3.2.3.2 Unless othel"\vise specified to meet more stringent local emissions regulations, when
conlainment seals are tested in accordance with 1.4.5, the maximum permitted leakage concentration of
vapors shall be 1000 ml/m3 (1000 ppm vol).
10.3.2.3.3 After completion of the qualification test, the total wear of the primary seal faces shall be less
t han 1 % of the available seal-face 1Near.
NOTE 1
Excessive 1.vear of a single seal in a particular lest can 'oe an indication that a dual seal is the preferred
sele ction for thal service.
NOTE 2
Seal-face wear varies with size, speed, pressure and fl uid, and is very nonlinear. Most seal-face wear
occurs du ring startup or shoritly thereafter.
10.3.2.3.4 For containment seals, the sum of the wear during testing according to 1.4.2 to 1.4.5 shall be
less than 1 % of the available seal-face wear.
1 0.3.2.4 Results of Test
The seal m-armt:acturer shall p rovide the results of the qualiftcauion t·ests and ce.rtification in acoordanc:e
with Annex E. T1he msults of the tests shall nnclude atl-:east the info:rmation shown on the quali~ioat'ion lest
resu:tts form Figure 1.9 or Figur e l. ~ G.. Any conditions observ.ed <that would jeopan.ii.ze th:e .a'b:iiJty of the sea'l
to meet the reliability and performanc-e reqruirements ofthis standardshall be mported.
10.3"3 Hydrostatic Test for Pre.ssure-conta1
i ning M·e d hanrical Sea! Parts arnd Accessori:es
10.3..3.1 IPressure-.casing se-al components, exoept glarul p lates machined from a single pjece of wrol!lght
materia'l or bar stock, shall lbe tested h ydrostatically writh liquid at a min irnum ·of -~ .5 times it he MAWP of the
pump casing to which the component is cornnected but not ~·ess tharu a gauge pressur.e of 0. 14 'M Pa
0 A bar) (20 psi).. n ne te.st liquid shall be at a higher tempcrat1J11re thalil the n•i'l dructillity oransition
tempe~atull'e of the matenia'l being 1test-ed.
ll f I hle parttesteeil is t.o .oper ate at :a temperature at whiich the strerngth of a. material is below the
str·engVh ofthat 1111ale;r1
ial .a:t mom temrperature, th-e hycir.ostalic test pnes:s'l~ re shall lbe multi~lied by a rf adtor
obta1irned by div.iding the allowab~le working ·s tress fotr the materiia'l ait room ~emperature by that at ithe
operatiing ·temperature. The stress va~ ues used .s hall con form t0 those give111 in ASME 631.3 for piping or lir~
EN B445 'o:r ASMIE VIII, [)ivision 1 for vessels. l'trle jpPessure thus ·ObtaineGI sha11 rl hen be the minümum
tpr.essl'.lre al vJr1ich fhe hydrostatic test ·smal'l t>e rperforlilled mme tiiatasheets 'Shall Iist actuall lilydrostatic test
10.:3 .3.2
pressuras_
10.3.'3 .3 Wlilere applicable, ttests shal! be in accardlance w:ith the .EN ~ 3445 or A.S'ME VIII I. Irr the evHnt
that a discrepancy •exists beMeem 1!he oode ri est pr.essure 8Jitd ~i';le test preSS'UJre in t!;)is .starndardl, the higher
pressure sha'IJ govern.
PUJMPS-----'S~ÄFTSEALING SYSTEMS F"Cn'GENTRIFL~2./,I -~D IROTARY P.Ufo!PS
1l0~3-1l.4 Tlne ohloriGle .co:mtemt of liquids used to test al.'lstenllic stairll~ss steel maternals Slilafl rn0t ·exceed
50 I"J'lglkg {50 I~Pfl"l ·Wt). To p:r.event äepositiM of ·chloildes :as a ;resulit of eva~oratrive drying, all 1resitlwal
liquid slilall lbe ·1\ennoved iflfor.n tested parts at the cnnclusio.n of M;re lesl.
10..3:3 ..'5 Tests shall lb.e ~maintained ·ror :a suiffiojent iperiodl of1time t0 permit ·complete examination of pa:rrt:s
L:m der IPres·sLire.. The lhydros1atic lest .shal1 !Oe oonsiäer.e d satisifaoiGry when neTtlner Je'aks n~r seep;lage
1thro.ugh the palt are observed ;f or a m inimum of .3'0 min.
10..3.4 Teslt ·o f J·o b Seal by Seal Marn ufaclurer
1 0.3..4.1 Each meclhanical sea\ shall be tes'ted with .air by ~he seal manufaot·urer .after final a-ssembly in
aecordance with Hl3,'5. P~ovisions far the lest shall nnclude the •f equirernents in 10.3.4. ~ a) to i 0.3.4.1 c).
a)
Sea'ls s'halll be ~horoughly rililspected, cleaned, and faces verified to be liree of !ubricants and grease as
trney are a:ssernbled The job typ·e, size, material, .and part rilUmber -gas'ketililg specimied sha11 be u.sed.
b)
The test fixture sllall be capa~le of accommodating 1the eliltir<e seal withoul modifica'tion to the seal
carilddge, ·seal chamber if proMided by the seal rmanufachum:r, or Uile gland plate_
c)
Arrangement 2 seals shall have p rovisions to tes-1 E>.ach seal1ing sediOiil inc!lependeliltll y.
10.3.4.2 FoH0wü'ilg Ihle S'UJccessftul completiolil of the air test, the tested seal caritridge ·sna'lJ not be
disassemb1ed. The cartridge assembly shall be tagged W1ith itlhe words ".oerbified seal malilufactur:er air test
aocepta'b le," giving the test dale and the inspectCJr''s lilame.
10.3.4.3 Jn the evenl fhat !he seal assembly does no't pass 1he air tesi, the enNre test shal! be repeated
until a successful test has been accomplished.
10.3.5 Assembly lntegrity Test
10.3.5.1 Purpose
10.3.5.1.1 ln order to provide the purchaser with a high degree of confidence that a manufacturer's
commercial product seal has been conectly assembled, each new or repaired cartridge assernbly shall be
tested in pressurized air or nitrogen by the seal manufacturer in accordance with 10.3.5 prior to shipment.
This integrity test is an acceptance test.
NOTE The intent of the assembly integrity lest is to show that the seal cartridge was assembled correctly. Theseals
are not expected tobe leak-free; see A 1.3 for a tutorial on leakage. Many years of practical experience 'have shown
that this simple low-pressure lest is beneficial. Results from the assembly integrity lest are not representative of the
seal performance in liquid.
•
10.3.5.1.2 lf specified, optional air or nitrogen testing shall be performedas mutually agreed upon by the
seal manufacturer and the purchaser. The purchaser may specify test conditions that differ from t he
standard assembly integrity test, as applicable.
10.3.5.2 Scope of Assembly lntegrity Test
10.3.5.2.1 lntegrity tests shall be conducted using an appropriate test rig by the seal manufacturer in
accordance with 1 0.3.5.2.2 to 10.3.5.2.5
NOTE Typical ly a lest rig simulates a large seal chamber using a canister having various connections. bolting,
valves. and instrumentation. Adapters are used to accammodate a range of seal sizes.
10.3.5.2.2 The test rig shall have cormections to test the simulated seal charnber, lhe buffer chamber, the
barrier chamber, or the containment chamber independently in aocordance with 10.3.5.3.
80
API STANDARD 682
10.3.5.2.3 The lest rig shall have a fill and pressurizing system capable of being isolated from the
sirnulated seal chamber. the buffer chamber, the IJarrier charnber or the containment chamber that is being
tested.
10.3.5.2.4 The volume of gas to be pressurized and tested in any of the chambers shall be a maximum
of 28 L (1 ft3 ).
10.3.5.2.5 The pressure gauge used for the lest shall have a range so that the gauge pressure of
0.17 MPa (1 .7 bar) (25 psi) is close to the midpoint
10.3.5.3 Procedure for Assembly lntegrity Test
10.3.5.3.1
Each sirnulated seal charnber, buffer chamber, barrier charnber, or containment chamber
being tested shall be independently pressurized with clean gas to a gauge pressure of 0.17 MPa (1.7 bar)
(25 psi).
10.3.5.3.2 After pressunz1ng according to 10.3.5.3.1, isolate each simulated seal chamber, buffer
chamber, barrier chamber, or Containment chamber from the pressurizing source for five minutes.
10.3.5.4 Minimum Performance Requirements for Assembly lntegrity Test
10.3.5.4.1 The maximum pressure drop during the lest according lo 10.3.5.3 shall be 0.014 MPa
(0 14 bar) (2 psi).
NOTE 1
Pressuredrop is inversely proportional to lhe volume being tested_ This is an important consideration ifthe
test cr.amber contains only a small volume of gas. When testing noncontacting seals, two sets of core seal
components simultaneously, or field testing dual seals having a small volume of gas, special test conditions and/or
acceptance criteria may apply For example, assembly integrity tests of dual seals by testing both sets of core seal
components simultanaously or fteld tests ~Jsing small volumes of gas may exceed the criteria of 10.3.5.4. 1 yet operate
successfully in the intended service.
NOTE 2 Bec-.ause of variations in vo!ume, installation, and alignment. the results of the assembly integlity test may
not be repeatable after installation_
10.3.6 Test of Job Seal by Pump Manufacturer
10.3.6.1 Modified Seal Faces
•
lf specified, the air-tested seal shall be supplied to the pump manufacturer with modified seal faces for
operation during the pump performance test. Following the pump performance test, the job seal faces
shall be installed in the seal and air tested in accordance with 1 0.3.5.
10.3.6.2 Seal Not Operated During Pump Performance Test
•
lf specified, the seal being supplied shall not be operated in the pump during the pump performance test,
in order to prevent darnage During the pump performance test. the pumpshall utilize a seal supplied by
the pump manufacturer. The seal being supplied, and the seal chamber (if applicable), shall be installed
after the pump performance test and air tested in accordance with 10.3.5. lt shall be specified if the seal is
to roe shipped uninstalled.
10.4 Preparation for Shipment
10.4.1 Unless otherwise specified, the equipment shall be prepared for the type of shiprnent as described
in 10.4.3.
10.4.2 The manufacturer shall provide the purchaser with tlle instructions necessary to preserve the
integrity of the storage preparation after the equipment arrives at the job site and before start-up.
l
8.1
~·0.4"3 Tili1e equipmen~ shall 'be prepared fcx sh~prnent ,aJft1er all tes1:in,g amd 1
inspectior.1 have :been
cormpleled andl1he equiip>ment lrnas been 1re,eased I:Dy the pUJrcl'ilasar. 'TI;!e preparation shall include the
follrnwilil:g.
a)
Exte:riar surfaoes, exoo,pt for maa.l'limed SllHifaces, s.hall be glvem a:t least one coat ·Of ~he rmanufac{Ulrer's
sta.mGlarcl painlt irh'e pairft shaH not contain 1ead OT chmm.ates. Sta:inless steel parts Ji1eed not be
painted.
b}
üaribom ·steel ex'1eriGr rnachined s!JJrtace~ st~a'll be coate<fl witb1 a suj.table rust prevefiltive.
·c)
lfhe 1intenior of the eqliipment !S'ha'll lbe ·clean and tree :from -Scale, weldililg s~atter, and fmeign objects.
di)
l~ntema'l stee1 areas of carbon steel sys~erns of any a(!Jxi/iary equipmenlt, ·such as reservoirs, shaiJ be
coa,ted wi!:hi a 'Suitable oll-soluble rust prevenlive.
e)
Flanged openings shall be p rovuded with metal dosures at l·east 4..8 mm (j11ß in.) ~hick, wit;h elastomer
gas.kets and at ijeast four full-diameter bo!ts.. For sllldded openings, all tnrl]ts r~eededl ~or the intended
service shal:l be installed.
f)
Threadedl openlngs sha!Jl be p'lugged in accordance wit~ 6.1.2.18.
g)
Liftingpoints .and 'lhe center of gravity shal! b e oleanly ldentified on rohe eqtui,pment IPacka,g.e if the mass
exceeds 23 k.g {5G Jb) or if required by 'local regulations. The manuifa-cturer shall Jlrovide the
recommended liifting arran!:Jemel'ilt
h)
For Category 3 seals, the equipment shaH be identified with item and serial numbers. Material shipped
separately shall be icllentified with securely affixed, corrosion-resistant metal tags indicating the itern
and serial number of tl1e equipment. and sllall be shipped with duplicate packing lists, one inside Md
one on the outside of the shipping container.
10.4.4 Auxiliary piping connections shall be die starnped or permanently tagged to agree with the
rnanut~cturer's connection table or general arrangement drawing. Service and connection designations
shall be indicated.
1 0 ..4.5 One copy of the seal manufacturer's installation instructions shall be packed and shipped with the
equipment.
11
Data Transfer
11.1 General
11.1.1 The transfer of the required data and documents is the joint responsibility of the purchaser and
vendor. Unless otherwise specified the following Checklists and forms shall be used to facilitate the
efficient transfer of data for inquiries, proposals and contracts. The purchaser may submit the required
data to the vendor in a form other than that indicated herein. However, the alternative forrns shall inc:lude
at least all the Information specified in Annex C and AnnexE.
•
11. 1.2 Other or additional documentation requirements for proposals and contracts shall be specified in
the. inquiry of the purchaser.
11.1.3 The rninirnum Information to be furnished by the seal vendor is specified in the Data Requirement
Forms and shall be sent to the address or addresses noted on the enquiry or order
11.1.4 The following information shall be identified on proposai letters. contract cover sheets, and on
mechanical seal datasheets for Category 1 and Category 2 installations. Category 3 Installations shall
API STANDARIJ 582
82
have the information an cover letters, mecharnical seal datasheets, arrangement drawing s, and on
installatian, operation, and maintenance manuals.:
a)
the purchaser or user'·s corporate name;
b)
the job or project reference;
c)
the equipment item number and service name;
d)
the inquiry or purchase order number;
e)
any other identification specified im the inquiry or purchase order; and
f)
the manufacturer's idenlifying propasal reference, shop order nurnber, serial nurnber, or other
reference required to uniquely identify return correspondence.
11.1.5 Unless otherwise specified at the inquiry stage, the installation, operation, and maintenance
rnanuals shall be in English. A copy shall be included with the supplied seal and auxiliary system. lt shall
provide sufficient instructions and a cross-referenced Iist of all drawings and bills of materials to enable the
purchaser to correctly install. operate, and maintain a!l of the equiprnent covered by lhe purchase order.
11.1.6 A copy of the seal drawing !las lo be put into the box in which the seal is shipped and analher copy
has lo be pul into the bag that also contains the metaI plug s for the gland plale (see 6.1.2.18). The bag
then has to be put into the box with the seal.
11.2 Data Requirement Forms
The inforrnation to be fumished for inqumes, proposals and conlracts is described in the Data
Requirements Fonns (see Annex E). These forms specify the required data for Category 1, Category 2,
and Category 3 and on which document it shall be placed. The Data Requirement Forms a lso specify
which party is responsible for the provision of which data.
11 .3 Datasheet
Campletion of the datasheets (Annex C) is the joint responsibility of the purchaser and the vendor. The
purchaser may submit the datasheets to the vendor in a form other than that indicated herein. However,
the alternative datasheets shall include at least all the information provided in Annex C. Mechanical seals
can be describ·ed in a general manner by using rnechanical seal codessuch as those given in Annex D.
NOTE
This Information is the basis for the se!ection, the specification and the purchasing agreement.
11 .4 lnspector Checklist
This Iist can be used to check the compliance and completeness of the delivered seals and seal auxiliary
systerns according to this standard.
I'
AnnexA
(informative)
Recommended Seal Selection Procedure
A.1 Assumptions and lnstructions
A.1.1 Application Range
This seal selection procedure provides a recommended seal type, arrangernent , p1p1ng plan and
barrier/buffer fluid given the intended service condition, provided the condltions meet the seal operating
envelope of Category 1 seals, Category 2 seals, or Category 3 seals.
The fluids covered by this selection process include:
a) w ater;
b}
sour water (containing hydrogen sulfide H 2S);
c)
caustics;
d) amines;
e)
some acids; and
f)
most hydrocarbons.
A.1 .2 Add1itional Engineering Required
Tlhis is a 1recommet1ded pr<ocedur;e only lt is the responsibility of tihe p urchaser or seal vendor using this
procedure to e mrure thal lhe selected seal and aux1
iliaries are suit.able ~or ·~he imtended service condi-tio~.
lliJe use of other seleotion criteria and nnme detailed elilginecring review is specifica'lly recommended for
the followirng service condiitioms:
a) press't.Hes or temperatures outside the ranges definecl in Sectio.n 4 of this standard;
b)
installations into seal chambers not included in Sectiolil 6 of this 'Standard;
c) seal types and arrangements not listed in this st.andard , e.g. ooaxial seals;
d)
surtace speecl above 23 mls (-4500 ftimin};
e) highly corrosive fluids forwhich the materials specified in lhis standard ar-e not suitable;
f)
fluids with absolute vapor pressures in excess of 3.4 MPa (34 bar) ( 493 psi):
g} unstable liquid properties, for example multiphase or non-Newtonian ~Ju ids, etc.;
h)
high solids ooncentra'lion;
i)
shaft diameter.s above 110 mlill '(4.3 in.) or below 20 M!ill {0.75 in.);
B
high visoosity ar pour point above on.V.ith.i.n ZO <c (36 °F) of mimirmum ambienliternperatu~e; and
API STANDARD 682
84
k)
fluids with special and/or unusual properties such as pharmaceuticals, liquid oxygen, hydrof luoric acid ,
food grade materials, and other specialty liquids.
A.1.3 Seal Leakage
There is always a mass flow rate across the face of a mechanical seal, so all seals "leak" to some extent
Leakage can occur regardless of seal category, type or arrangement; however, with Arrangement 2 and
Arrangement 3 seals, the leaked fluid could be buffer or barrier fluid instead of process fluid. See F.1.1 for
more detail.
A.1.4 lnstructions and Seal Selection Sheets
To use these seal selection sheets, begin on Table A.1 (Sheet 1) and consult the approp riate sheet
according to the relevant service condition and fluid. Where alternative seal types are listed, they should
be considered an acceptable equ1valent to the default seal shown.
RECOMMENDED SEAL SELECTION PROCEDURE
SHEET 1 OF 10
Start
lntended service identified
Select seal category desired (refer to Sheet 2)
Non-h drocarbon
!
H drocarbon
Sheet 3
Select type
I
Sheet 6
Select arrangement
----------
----r---L--~
Sheet 10
Select buffer
or barrier
fluid
as required
Done
85
P UMPS-SHAI'T SI::ALING SYSTEMS FOR GENTR IFUGAL ,O,ND ROTARY PUMPS
RECOMMENDED SEAL SELECTION PROCEDURE
SEAL CATEGORY, TYPE, AND ARRANGEMENT SUMMARY
SHEET2 OF 10
Seal calegory shall be Category 1, Category 2, or Category 3 as specified.
The major features of each category are summarized below. Options. where they exist for each feature,
are listed in the text as "ir specified." Subsection numbers in parentheses indicate where the requirements
are specified.
Category 1
Category 2
Category 3
Seal chamber size
(4. 1.2)
ASME 873.1 or
ASME B73.2
API610
API610
Seal chamber temperature
range
-40 oc to 260 'C
(-40 °F to 500 °F)
(-40 °F to 750 "F)
2.0 MPä
(300 psi)
(600 psi}
-40 oc to 400 oc
(4.1.2)
Maximum seal c:h~mber
pr9ssure, gauge
4.0 MPä
(4.1 .2)
Facematerials
carbon/graphite vs sintered
silicon carbide
(6.1 .6.2)
carbon/graphite vs reaclion-bonded silicoo carbide
Oistributed inlet flush
req uiremenls,
Arrangements 1 and 2 with
rotating flexible elements
lf required by 6.1.2.14
or if specified (6.2.1.2.1)
Grand plate metal-to-metal
contact requirement
Required
(6.1.2.28)
Required inside and outside of the bolt circle diameter
Gartnidge seal s!hafl size
incr.eme.rnts rrequ·ired
None
~tO nnnn in crements.
iT'h ro.ltle billshing design
Fixed carbon
Floating carl:lon option
(7 .1.2.2)
Required
(6.2.3. 2)
(6.1.2.28)
(6.2.2 ..3.1 )
reqtJirernent for
A rran,gemenl 1 se-a:Js
Rloatlng car,bol1
F:Joatil]g c.arbon
I
I
{7.1.2.1)
I
Dua~-seal circl!Jiation de\liice
head ftow• 'curve 1Provid.eu1
Sco:oe of vendoir
quallification tesl
Required.
(6.2.2.2.1)
--
Proposal dala r.eqUJirements
Required
lf sp ecified
(7. t .2.8)
(Y.1L8}
J est -3s Category 1un less
a~J the fdllowing have beem
tesled to Category 2 ar 3:
a) CO!'e seal components
bj adaptive haedware
c) sealtype
d) configuration faces
lf,e st as Category 1 unless
a'l l the ifo'llow:ing fh,ave been
lested
Calegory ~:
a) core seal ·com,ponernts
0) adaptive lhardwa re
c) sealtype
·d) oonriguration faces
(L35}
{1.3,5)
Test as Categ()ry 3. entire
seal assembly as a unit
ro
Minimal.
{:AnnexE)
(1.3.5)
Rigorous, including
I
~ualification 1
test reslrlts
:(AnnexE)
'Go.r.t.raot data rrequ irements
M.i ntmal
~igorous
,(Anm:ex E~
(AnnexE)
AFI STANDARD 682
86
SHEET 2 OF 10 (continued)
Seal type shall be Type A. Type B, or Type C as specified.
The major features of each type are summarized below. Options, where they exist for each f eature, are
listed in the text as "if specified." Subsection numbers in parentheses indicate where the requirements are
specified.
Feat·ure
Standard Iamperature
application range
(4.1.3)
Hydraulic balan ce
requirement
(4.1.3 and 6.1 .1.7)
Type A
Type C
TypeB
-40 ~c to 1 76
·c
-40 " C to 400
·c
(-40 •F to 750 •F)
(-40 •F to 350 •F)
Belanced (e.g. lhydraulic balance less than 1)
Inside the seal chamber
Maunting requirement
(4.1.3)
Cartridge design
Cartridge requirement
(4. 1.3 and 6.1.1.1)
Flexible element style
(4.1.3)
Flexible element orientation
(4.1.3)
Bellows material
Pusher (e.g. sliding
e lastomer)
Nonpusher (e.g. bellows)
Rotating
Stationary option
(6.1.1.2)
Not applicable
Stationary
Rotating option
(6.1.1.3)
Alloy 718
Alloy C-276
(6.1.6.6)
Spring type
(4 .1.3)
Maximum surface speed for
rotating elemont application
(6.1.1.5)
Secondary sealing element
material
(4.1.3)
Multiple-coil springs
Single-spring option
(6.1.5.1)
Single bellows
23 m/s
Not applicable
(4500 Wmin)
Elastomer
Flexiblegraphite
87
P :JMPS-SHAFT SEALING SYSTEMS FOR C iENTRirUGAL /1Nrl ROTARY P UMPS
SHEET 2 OF 10 (continued)
Se-al arrangementshall be Arrangement 1, Arrangement 2, or Arrangement 3 as specified.
Th€ major features of each arrangernent are summarized below. Options, where they exist for each
feature, are Jisted in the text as "if specified'' Section numbers in parentheses indicate where the
requirements are specified.
Arrangement 1
Arrangement 2
Arrangement 3
Number of core seal
components per
cartridge, see Annex I
One
(3 2 and 4. 1.4)
Two
(3.3 and 4.1.4)
Two
(3.4 and 4.1.4)
Uses a barrier or buffer
fluid (4.1.4)
No
A llows noncontac.ting
{wet or dry) seals (4.1.4)
No
Throtlle bushing
require ment. (7.1.2.1)
Category 1 F ix:ed carbon
Category 2: F loating carbon
Category 3: Floating carbon
Feature:
Sometimes, but not required. Yes, barrier fluid required,
Liquid or gas buffer permitted. liquid or gas permitted
Yes. Figure 4
Arrangement 2
Containmentseal
chamber bushing
requirement
Not applicable
Maximum bufferlbarrier
flu id temperature rise
Not applicable
Yas. Figure 6
lfspecified
Required with dry-running
Containmentseal regardless
of inner :seal design (7.2.4.1
and7.2.5.1)
Not applicable
B •c (15 T) aqueous or
8 "C (15 •F) aq ueous ar
dieseI,
16 •c (30 OF) mineral oils
(7.3.3.1)
die sei,
·c
16
(30 "F) mineral oils
(7.2.3.1)
Seal ch.a mber pressure 0.35 'MPa {3.5 bar) (~0 psi) above fluid
Seal chamber
. pres-surelflllls1til ·destgn
None
vapor ;pressrure
I
N~ql.!Ji;reroent
(6.L2. 14)
· M1rt1nrum ope:rating sea!
.0..035 MP:a .('0.35 bar) (5 psi) abowe atrnosplheric pressure
cl:mifTilber pFessl!lre
1 reqi'Jirernerlt '("6.~ .2. ~ 4)
IIMlomo.~ ••md p late
com;•.n~c11o:n ·~rzes and
-~rientattan
J'Mini"t'1141m baßrier:/biJlffer
fl1~ia 1
1iqll id .r:e.s-eNoir
Te~ , reqr.:iiremel\ts
I
No.oe
I
See ·r atJie 1
I
I
I
'
I·
II
fNoi :app!licable
-
'I ·n llitars (3 LJ:·s. gal) forshaft d_iamejer·&o ,rnm (.~ 5 in) a md [
snnalla·rlbar.~ler; otbJe!M!Ji!.e 20 hter.s (!ii V .S .. galh8 :~.o.2..5)
{i 0.3:2,2):Anr-1eX I
·
86
API STAND.a.RD 682
'RECO'MiMENOED S.E,AL TYPE SEltECTION PR.@CEDURE
S'l-1itE ET3 .Of Uro
tilonhydrocarbon !Servl.oes
I
;2
'3
'4
'5
6
7
II
.l l
I
f-------"----------'--------+--------J.__------H-----·-'-- ·------+,------------1
lFbJiids
Sß.ur .water
W.alcr
Acids 9
'-' so
Caustic<.amines
'I
''·z
4,
I
I
I
I ------------L·-----c-~_s__tai~----~~ ---~-M_3r_~~---l
-------------+----~------------~.------+---Pump'llilf:!
(:,·:,} I
1;~·:,:
terillperat~re.
;;) I
S~;al c'hamber
IMPa
<.2.0
g;qge pr;;;ssure,
Category 1 ·seals
(bar)
(<_2Gl)
I
<80
<2.D
N01
<2.0
1No1
Not
·<~:ophcable
{<20)
(<300)
(<:3QO)
(<lOO)
~ -S~-~-(-r~-a-m-,b-e_r____,__M_P_a-+--<~2~.D
~~----2-.ü-t_o,_4-.0----~--~--2~.~0-- --2--.-0-to--4.-iQ--r--<~2~.0~~~---2.0;~40
(<300)
1
gauge pressure,
Cate,gory ,2 and 3
.s eals
applicaiJJo
.applica'ble
(<2G)
(<20)
·(psi,)
(bar
{<20)
(20 Jo 40)
(<20)
{2{l to 40)
{<2!ll
(psi)
{<300!
(3QO l o 600)
(<300:)
(3DrH::~6GG)
,(<SOG)
1
I
(20 to 40)
(300 !Cl '6GO)
Type A
Type B
TypeC
OptJörns H
specified
Required spec1BI
I
I
Not applicable
GirCLJiating
features
Type 8
TypeC
1
Type B
Type C
Perfluoroelastomer
devi<;e
(<20}
________
~-----------~----~---~--------------~----~--------~------._
Defm.rlt S'eal ty;pe
<2.0
\<:300)
~------~
ES b
r ype :B
Type C
Amine·resrstant
Perfluoro·
perfluoroelastomer
elas:omer
and sing!e
spring for
TypeAseals
Specialfeatures for contaminants c
Abrasive particulatel>
Hardface versus hardface
This selecUon procedure chooses seal designs consistent with the derault oositions throughoul this st<~nd.3ro . Li~ted oplions
meeting the requirements or lhis standard might perform equally weil.
U~· to :.10% HßO. at 25 'C (77" r) only. Up to 20% H3P01 at 80 •c (176 'F) only. All other acids. inc\uding hydrofluoric, fummg
nitnc. and hydrochloric acids, require special engineering agreed between purchaser and vendor.
b
Totally engineered seaiing system. Consult ve>1dor to ensure specia\ design considerations are accountec' for.
c
Special featu res listed apply only in m xtures having pH betw~~n 4 and 11 .
d
NaOH applications require self-sintered SiC.
89
PLJMPS-S•MFT SEALING SYSTEMS FOR CENTRIF\JGAL ,A,ND ROTARY PUMPS
RECOMMENOED SEAL TYPE SELECTION PROCEDURE
SHEET 4 OF 10
Nonflashing hydrocarbons
Oparating Conditions, Recommended Seal Types, and Special Features
~l-------.---------.------.--------,-------,----------.-------.-------4
1
3
2
5
4
8
7
6
,;c
- 40 to ..s
-5 to 176
176 to 260
260 tc 400
(oF}
(-40 Ia 23)
(23 to 348 8)
(34.8.8 Iu 500)
(500 to 700)
«2.0
MPa
(bar)
(..:20)
(psi)
(<300)
MPa
<2.{)
(bar)
1<20)
_::j
(psi)
<2.D
Not
«2.0
Not
(<:20)
applicable
2.0 to 4 .0
(<;20)
applicabte
(<30(})
2 o io 4.0
"'2.0
Not applicable
(<300)
<2.0
2.0 to 4.0
<?..0
i20 to 40)
(<20)
(20 to 40)
(<20)
(20 io 40)
(<20)
(300 Ia 600)
(<300)
(300 Ia 600)
(<300)
(300 to 600)
(<300)
2.0 lo 4.0
(20 to40)
(300 ta
600)
--------~------~-··---t----+1-----+---+------­
~------------+----;-------,--------T-yp·e-A---------~~--~--T-y_p_e
~
__
c__r-_E_·s_·_a__
ES a b
Type 8
No~
I
TypeC
Not
Type B
ES
ES a
applicable
ES 6
Not
applicable
Type C
appl;cable
I
I
Nitrile 0-rings
[Not applicable
I
Spe!!:la.l t.eatores for 'econtam'inants c
Not...applicable
~~
PerfU,:;roela.stamP-r
.....
lij ___________N_o_t_ap-pllc:_a_'o'ie- - - - - - - -- -1
1
Hl·artiffacc .ver:stL"!': '17iarc,fa~
~sT-
-------.;-------------rr-----------------------------~
~~ :Per.fluoroe'lasto_m_e_r__,...'_________ ___'N-ot_.a_p_p_·li_c·a _h_lc--------- --..,.t
I AFomalic:; ·amMio~ _ tN:Ot..appl :caöl~
~
,Arnnes
''il
i
N::Jt>applicable
I
!J
il
P.\mina-re_5istant
1'<<-':( fluoroelastomer
.Not ~f.1plicaöte
~
~ 7\.~is-selection )JrG!."'~dur.<;cho~Js-e,<K<:ea·: tles.ign.~ con:~istent with'thecb.afa~ lt po-siti'ons•H~roughout<this~~anda.·d. U..lFiterJ,options-rneetiog ~
1.thls'·stantiar:J rr.rg 11~ oeiform Bj:H.;:aJ,(y .well
IT:'aJIJJIIy·.en~il'leered."Stt<ll,r::g,, sys!'em. Consutt.vendbr.t~rensl.lre·::;peaial de.sigrrcer;s·'deralionS.ilre-a.ecountetf'lcr.
llingineered (high+op'ressur!)o)l De lows
::s~ect<J :~eä!I.JreS: tiste'd~p:ply-orly' irl',miictl:n:rsHiä'ilil?rr+"~H·batween 4··an::J 11.
f
API STANDARJ 682
90
RiECONlMENIIOED SEAIL TlfiP·E 'SELE\C'TilON PlRiO:CEDUIRE
S!H8E1T ~ OF 'ii'O
Flas'h.in·g hydrocarbcms
'qpeTaiJJl.9 ·C onJfitrons, .Reco.rume.1od:ed Saal irypes, an!ll S'pedi·al E~a.tore-s
-
·r
Fluids
I
......
V
Pum;::l:ng .t emp
Seal •Chamber
gauge pressure,
Cale~o.-y 1
seals
t
1
t•r )
'·
I -40 ito -5
(-40.to _23)
(bar)
I
-
I
MPa
3
'2
.f
iNol
(psi)
(<300)
MPa
<2. 3
2.0 to 4.0
(bar)
(<20)
(psi}
( <300,
'5
IJ
II
I
I
7
076 to 1-50
26Qto4>JO
(23 Ia 348.. 8·)
.(348.8 to 50q)
\500 to 7:0-~)
(<20~
applicable
I
-5lo 176
:8
I
<.2 (J
.:2.0
<2.0
(<20)
4
!Not
app1i:.;able
(<300j
{<20)
Not app\icable
(<300)
____
._
Seal t:ihamber
·ga ug.e pressure..
1
I
<2 0
2AHo 4.rC:l
<2.0
2.0 1\o 4.C
<2.G
2 0 to 4.0
(2.0 1::>40)
'{<20)
(20 t o 40)
{<2.0)
{20 to 4-J)
(<ZQ)
(20 'lo40)
(300 to 6GO)
(<300)
(300 to600)
{-<.3GOJ
<(300 to:>:JO)
{·<300)
(300 to :600)
Gategory 2 an:l
3-sea!s
Standard '5eal
-
TypeA
Option if
spacified
Required
special features
ES a
r~·pe 'C
I Type Ad
type
ES ab
Nitrile 0-rings
ES a
ESa 0
ES 8
ES ab
Type C
Not
ES a iO
Not
applicable
ES a
applicable
Not applicable
Specialfeatures for contaminants c
Caustic
Not applicable
Not applicable
Hardface versus hardfacs
Abrasive particles
Aromalies and/or H2S
Not applicab!e
Amines
Not applicable
Ammonia
Perfluoroelastomer
Perfluoroelastomer
Amine"resistant
Perfluoroe!astomer
Not applicable
Not applicable
N!-! 3 resistant carbon graphite
This selection procedure chooses seal designs consistent witih the dcfault positiof1S throughout H1is standard. Listed options meeting
this stan::lard m.ght perform equally weil.
a
b
c
d
Totally engir1eered sealing system Consuit vendor to ensure special design considemtions are accounted for.
Engineered (high-pressure) bellaws.
Special featu;es listed appl•r only in mixtures having pH belween 4 and 11.
Requir;s S?eciaf feature (circulating device) above 60 "C (140 "F), and special realure (perf1uoroelastomer) if pumping
temperature is above 176 •c (350 ''F)
I
PUMPS-SHAFT SE/1LI~G SYST!'OMS FOR GENTRIFUGAL AN'D RoTARY PUMPS
91
RECOMMENDED SEAL ARRANGEMENT SELECTION PROCEOURE
SHEET 6 OF 10
Considerations in the selection of a seal arrangement
Assume Arraogemanl 1 to begin
Start
'
Do Natlon~l. regional. lo.::al or olher
be used?
_t
I ..
I
Yes
st~ndanJ.s mandate the seat arrange ment to
Usc oompany/owncrloperator sßal
seleclion procedure,
Arrangemanl select<On ls complete_
YQs
t No
~ !he owi'\Ar heve good experlence w ith ~
nonn~l
Yes+.-
"""""m""
l
"::J
Will normal teakage from an ArrangeTTlen\2
I seal present a personnel expo&urs hazard
"~"''"' ~ ~"''"''""'"'"•''"' ••m
fmm
"""' ~moWog VHAP
·~
Woll 1normal laakage from ~.n An-angemr>nl 1
ld
t~
Yes
.. I Select Arrangement ;'1.
Anangam<~nt
s<ilection is conoplete. '
_.
--
-- -
WJII ncnnal lerokiig& from a_n A11:;~ngem.ent 2
,L
E?
Yes
tcmperature. or very high pressures).
saat prestm: an u.naccepl<tbl~ va.Pour clou~
:.<'al presenl an unscc"iPtEible v;:,p0ur c loud
or f1re 'o's~ accomlmg lo gu1oelmesJ
Y.es ·
or fire risk ~cccm:irg to gtudelir~e~l
re·q, urements f rom t l!e •0\'imor? ___j
requiremenl'-' from the owner?
6
7
flo"'acids.
ooololo"' VHAP ••""'" " H2S
streamg at high or VGI)IIow
Select i\rra11genoent 3.
Arrang.eme11t
selectlon i:. completll.
-
the owne,-? (Same stre<uns to c:onslder are
Y~
m""'''''' m
<~cids. stl"tlams ~~high or very iow
tempe;atme. or very high pressures).
JJ
!O be saaled. l';~"AA.
I
-rn•o
lo goiO,.,..t...,ok•m'""
thc
owner? (Seme streams to consider are
5
"'~"''' s"....,
{GHS) H~z:etd
classification of liqui:;l
SoloO ~e!eclion is com~lete._
Arrangement
No
leakage f:om an Arran9ement 'I
se3l presunt a personne I l!l(posure haz:urd
'NilI
J
.
_j
I
No
,___Arrangement 1 seaa; in this servic:e?
Allernale melhod rar
selecti og Seal
Arrangem ent using
the G!ooally
r
l Yes
4
I
All
ls :he pumpsd flllid an acic <1tt1er tf1an HF
acid? ( The :salection of arrsngement and
sevling !<'{lilem fcr HF acia is not within !he
scop~ of tnis internation<ll sla11darcl)
3
~-
No
Oo ~mpany/ownerlopemtor standard!l
provide e methodology for selecti~ the seal
srrangemant?
2
Use man~ated s sal arrangemer:~t.
Arrangemenl selaction is compl~\e.
_
·~
I
I
No
,, .W1H nomt~l'leal<age _from.;m __
~I'T~ngem!"1 1
~ - 111/il' ,Dc;<mali!eäl<iige {ncm <111 An_a"ge:m"'~
]
.sea .. '"~·c:al>d"lolial ·_<m~lrom.!'nJa-1!<mo_$SIOn
'stt?.lf ~xce~<J ''-<fcal e~vrrorn~~tll-l!!-·~rll$sk'~-•
SP.:J3cl Är•angemor:i! :1.
·i •requir-~miJnts a1d/ar lactory lim ts ,inol).osed Ye-s requ•o;:o:ments·a~d:or ;_e-ote r.y.hmlts'omp,osad j'""·---:•--~1
-Arranyement
·l
!Jy guoü_!Jiinecsh&.guirwTients fn:om•the .o-.vner
by gu,oalmeslrequoremlfnl~ ,f rom.ttle.ownf'r
Yas
ol säl~ctiom i~; c:ow.plale.
1
1
,
•:>r'local rer,uiatoffi! _ __ _ _
ur l:>t;~l rvgu'a.tor.s?
J
I
I
I
I
1-
tr--------<·f~·N_c,
'I
·a
I
.
.L.
j
I
--~
-?f~
_
ls:.l'llof\:.t onng of·se:;l.emissic ns fron1 -a~
Arrar.gemll'n: •', ~-e-6• •er;urred .b•(llallon~t 1
r;rgiW':l<l.l,.!oc'ill o.-.otl'fer_~tan:lara:;:, 'cr
,~NI1Et rafue·dl:lan cn<>r:r;,\ng''t\'le seal
'Eirr.;;or:rgenmrit?
i!f' Yes
I
J
l
,
t·
1ls monltori"g oh>PJ\1en"is~;itMrs from .. an
"'"Y .I
r<;-e:>oll~ar:~d 'innonitoriro._g.dhosoq by· ~110
i
J
i
I
•A:r:<ar;___"lement'2.•~eai'r:u~'-'ire~ _bymati-1lnat
·:.-<!.9 hl''l<tl,'lcil<ll_or·ollrar ,sta nOa(ClSI'<> -. aoy
(.
Selflct·Arrangemen-1"3 .
'hr:iH1!l"merit
_&electil.on ls .oorr•pllita . ', \
'---- ---,--.,.-'('*'_ _ _____.
'---- - -·---_1;
' Ul:l!~n a·nd i;;_ morrito(ing··r.-aquir~d .raJh:tfr
MQ 1,
~
I
·.~rh-an cl-raflg 'ng. ~he."'e~l- a:m "geme ",t?
I
r - - - - - - - - - - -- ------,~ - -- - - - -- - ' N_o.or -•W',I Arr-an_ge 't1-ent1rrneebrel iahilit~ ·ilrnils'-for .
1':Wiii, Ar-rc·r)gemernt·2· oneet •relia.bilily_~r;.a4stf::>r j 1- ~.nKn<lwr.
-s a:P..ct·Arrange-ment·n.i
I
set'llice!>_ov,eo(:<60ec_r5QO"F)..b~_ored a n the
owner's experience?
,
No
I
-se•vio::u__s _o~.er- 260"C't500 ;Fi ) basact·u ~ 11he _
owroer's axperienc.e?
1
J
Y!IS
..
l
-Ana·nge.11enl
>election ls wmpk>te.
j
92
$HliB En :6 OF 10 (contiinl!led)
1
·~~,Jil A.rrartgem_c.rri:
< rnP-ct r-at.ab"ifity !;jo.ars.·fc·r
1
s~;lo_es .c.onta}nin!l ,~·:i"fi!:ls c~Jer tQ ~ "%Jll.l-:O
10
ttr..lctloli ..or tllJicl$'1h3"t ·;,:.r.t~ {J.d•yrn~<)tiag
at.J:UOO.~ ·a:,·n<f"i,~I01S nndlnr lt1\t•~ are
~ 1w-ro \~.o,h.t:v~ PQot hjb"lcii~y?
~~
~-----------,--------------~
f Y1;s
r.1
1
,12
~s
I .,.. . . ,_ ,
1
l&aKa.ge de-teclion ,requmeo for aoy
~
~'"""
ctiG111 l11'1<!1 or preSSIJNl
t_ NO
13
Arr.angement j .:>clcc.led. Younm-an~ememt
selectio~ is C'.!lllllp!ete. II lleakagn jeter.lion
<>lher .ft,a/1 Jevel C•r f'H1"5'""' is fequired il
sh.a ll be e n.ginecred by Im& J>Un:haser
se.r\ke.s·cc;:ll'i!c:i.lri1ng.:o-:)llds ovar .G-.s··,% ma:ss
l..:l;"'\. -or .nu·~t~• -.to.il a•B p-6/yo~eri:llin§
ca1 U'üO"P ·Cflf.ld_.ri outo ·a·t~io· ·n:at.-are
:oe::1;Wm .to ha'~'e: ~o~ lubiicil)''i
:; :o::np.l •)tll
l M\'fs
l'lliU ·.A,nan)err.e·nr ~ ''reel re
1-;f"
r" tiiloty ,g "•ls ror
.N~·or
~ry1~ ~i_th :"E3 retl;J.K·.:e de~1sily il-~ punp
I!JUkr ~wt1
tamperature ,te;s..s.lhf!1 'CI.4- rlr!rlFo-r Y'apor
pre·••ore ex~e<odina'O ..:.-;~ f)Apa [<ob>)
(ß·)lllßle)'al 37.6"C {tOO"H!
1-----~
I
______., l s lea:-:a.~e de(ecla.ble OJf~•1fJ Anrangemant 2
Yes
in~lrumer..t;:fion"?
-setact Arrar~s·eme«l 3.
,Arr.an.!)!!-menLs:eJe.c.tion is
c~m. :llelP..
t-- No
C<)I!Jf::ler whelher
ArrD<>g1: rnenl .3 i s s ui\.!!ble.
- •.;t' II :!ffi&. select Arra~gemenl
3. lf no, lhe detecUun
m~1ho<i" if or Arr:<mq"ment 1
sh"SI I It<e ·liln'Q~1<19celed
i
l Yes
- -- ---,
Do you exped !hat the pumr> will lbe snu.l
<lown and üe-pr,e~s\!ltlzed .wi(h: n .a lh of
delen!ion of a leak and ls d'le A11'angement
2 select~(l ~~.PI!l of op'ß<;!llng rar i'ltie""S!
S h at s~el d1arnbe~ cooditions?
No
p~lymerizirog at pump co~d~icns afdlnr
that are k_
nr.wn lo hava poor lubriciw?
:a. tiql!Jid bl!ff-er
Arrangement 2 nr
An"''l ngc rn e!ll 3 s11all be
U$ed
Dot::> lhe pumpai:! fluid c.ont!ll,, sclios over
0.5% rrtiJ:>~ tractJon. fluids tn ~ are
14
Select Arrnngematll J.
Arr:aogame.n.t s.!iJe<:t ion :u
··~-------------r------------_J
·V'AIIII.rr.~n;rom"nt , :me.e!r~.(abillty 9~"'' lur
:ser.,oiaes wiUl a rela•:o:..e: density~a~ pur.-1p
rtempeta11ln:~ IIBss ·lhan 0.4 aoe..':Jr vqpor
P""'S"'" e•u~e<li>:g U.4H 'Mpo ~!llls)
<(llnlpsiai ;o!~l_,ß•c l'lOO'F)?
!Noor
1.un:-<.nnwn
'N111 Ar.ra·l1f}P.mo-nt 2 mwt !.f91t:ab'f11ty •.p :Jal_~ fo.-r
Yos
15
ambient Iamperature or•d bulfer Huic
colleclion systern preGsure?
A liquid ouffer
Arrangement 2 or
Arrangement 3 shall oe
useo
Yes
An Arrangement 2 s~al ~~ :.~e:~n selscted.
The pump fluid characlerisbos al•o i(l(l;,.;ot~
tllat a dfJ'-JU!"1nino con1ainme1ll seal ma)' be
16
Fle cautious ol uslng
apPropriate_ ln addition~ a nonoontaclin!J
irt ners seal mav also pnr~·tde better
rellatlllty for pump•ti ßuids haYing a vap~r
pms;;uru aM•e 0.4 i4 Mp.a (abö)
\60 psia)al ~7.8'C (1CO'F).
Jlo.l iätiOemel'!t 2 wi!J, dry·
No
.
1
___]
No
Does the puoro1Jed no.•iO complately
e'</BpQmle leaving no re.!öidue at the lowe t;l
1
rurming ccnlainmertt seals
"~ a huild-up may oJ;en
con!Einment seal
PUMPs-SHAFT SEALING SYSTFMS FOR CENT~IFUGAL AND ROTARY P UMPS
RECOMMENDED SEAL PIPING PLAN SELECTIONI PROCEDURE
SHEET7 OF 10
Nonhydrocarbo n
.----- - - - ...:..._--;
Start
.Start
Arrangement 3
Arrangement 1
Pressurized du.al seal
Sirogle seal l!.'ilh Plan 11
Ade Plan 76
Considar l iushing
<OIIlO ve:-.ting
(See footllate I)
16 pumpe<J r.uid water > su·c (11lO"F)
or a fluid wilh very thlle IIJbricily?
AddPian23 j
(See footnote c}
·
Yus
H<~s Plar1 23 bec"
adderl?
iScc loc~ot•e c )
Yes
.411
----r
~an~ltv
ls ,..,tallve
sd•ri! 2;c liquid "J'
den•ity ard pump
c:;·.I~t~"enti-a, preasuJe
..,. a n 1\o'pa i25 PSI)?
._________.,..-
i .
I
API STANDAR:J 682
94
IRE:COMMENfDED :S.E!AL PJPIIlM:G PiL~N :SBL!EC~IC!l'N IPR'OCJEIYLIRiE
SMEEiT" <S tQF ·1 0
Nmiflashing hydr0caibon
Start
Start
Armnger:ment 1
Arr;~ngemsn:t 2
·Si!)~ III nal wrc1 :Plan 1'11
1Unpr!!css-oi.nd ~ual sell
Ja seal Type A or ll
wi•.h.a T'> 11~'C
(350 '"F) beio~
lr'~~
~~-~?
No
[-
-Start
l
Arrangem·ent 3
'PJ'!d!>JJ..rizc~J -duä[ 5Etaf
!l.dd Plan 53 ur 54
(soe NOTE I
.Alt
Change lo Plan 32
removc intemal corculatmg öevlce
1s rela:,·;;e den9-it\' of
solids > 2>:: li-~uid ar.d is
pump dilf<!r..,lial
l)f'essure > 0 17 Mpa
(25 ;ltoi)1
ls f>"mp V9tlicari
(See foo lnole a)
~9 Ar1;mg~ment 1
lea~age morülnring or
'
coUectbr1required?
95
PUMP5--SHAFT SEALING SYSTEMS FüR CENTRIFUGAL AN D ROTARY PUMPS
RECOMMENDED SEAL PIPING PLAN SELECTIONi PROCEDURE
SHEET 9 OF 10
Flashing hydrocarbon
stan
Slart
Arrangement 1
Arrangement 2
8ir'lgla SC:li Wtl.n P .111 I"'
Uopressur i;c,ed dua~ t~~l
- ......___ Yll$ llstul11!1nuirt~-l
...01111lf------ -------------1l MGFt~nfi;>
•ncr f'lilfi 11 --.,--------l;qlllid ., - l
-
tNo
''· a Gas
l
'-----------+ .
loMt 'W~I !e~kägö 1~
I ~ S<tal ä T\1)e A Or
8 wlthe T>oo·c
MO Piar. 76
(14(1"F)?
No
butterlol
~--------'
Start
Arrang ement 3
Prmt~riz'9d Oual SS<l
Chafige to Armngerrent 3
liquid barrier
l.;Onn'el'1sa or .::ollectiml
96
NOTE
AP! S TANDARD 682
See F.2.7 and Annex G for guidance on selecting Piping Plan 53A, 538, or 53C.
Footnotas for Sheets 7, 8, and 9
a T he user should evaluate whether ta add Piping Plan 13 or not, considering such factors as the inclusion of a
bleed bushing, contamination ofthe seal chamber with pumped fluid, the need for venting of the seal charnber, and the
need to reduce seal chamber pressure due to static or dynamic pressure rating af the seal versus the expected slatic
and dynamic seal chamber pressure.
b
When a Piping Plan 13 alone is selected, if there is insufficient pressure difference between the seal chamber and
lhe pump suction to ensure the required f lush flow, then select a Piping Plan 14. For services with suspended solids
where Piping Plan 31, 32, or 41 is required and vertical pumps are selected, then a bleed bushing should be provided
instead of a Piping Plan 13. The objective is to avoid excessive head bushing wear and the unnecessary introduction
of suspended solids into the seal charnber.
Oiscussion: An sxample 1s charge service in a Gas Oil Separation Plant: Piping Plan 32 is used because of
suspended solids and it makes fittle sense to apply Piping Plan 13 (or 14) !hat requires the process flow with
susp€nded solids to pass the head bushing below the seal chamber Suspendedi solids in the process f luid passing the
head bushing will increase the bushing wear and clearance reducing the effectiveness of the bushing. Solids
inlroduced into the seal chamber can collect on seal parts causing premature failure.
Cooling is needed because of low lubricity at etevated temperature. The recommended piping plan is Piping
c
Plan 23 bacause field experience has shown H1at tilis plan is much less prone to plugging than Piping Plan 21
because of recirculation of cooler fluid from the seal charnber. However. the user rnay wish to reconsider us!ng Piping
Plan 21 because of the added seal complexity imposed by Piping Plan 23 (size and cost), and other factors such as
the use of an aircooler for Piping Plan 21 in areas where watBr canr1ol be used or is not available. (An aircooler works
better on Piping Plan 21 because of the higher temperature difference between the pumped fluid and the c..ooling
medium.) The user may also wish to consider the use of Piping Plan 32 if a suitable fluid is available. especially if the
fluid is normally injected into the process anyway (such as make-up water). See the flush descriptions later in lhis
annex for additional detail.
,d Cooling is needed because of temperature Iimits of the standard secondary elastomers for Arrangement 1 and
possibly for Arrangement 2 (consult the seal vendor). Consideration may be given to changing to perfluoroelastomer if
cooling is not possible. The recommended piping plan is Piping Plan 23 because fie!d experience has sh<lwn that this
plan is much less prone toplugging than Piping Plan 21 because of recirculation of cooler fluid from the seal chamber.
However, the user may wish to reconsider using Pipi ng Plan 21 because of lhe added seal comp!exity imposed by
Piping Plan 23 (size and cost) and other faclars such as the use of an air cooler for Piping Plan 21 in areas where
v11at er cannot be used or is not available. (An air cooler works better an Piping Plan 21 because ot the higher
temperature difference between the pumped fluid and the cooling medium.) The user may also wish to consider the
use af Plan 32 if a suitable fluid is available, especially if the fluid is normally injected into the process anyway (such as
make-up water). See the flush descriptions later in this annex for additional detail.
e
Cooling is recommended to suppress flashing within the seal faces. Because of cooling-water temperatures, this
is usually only effective above the temperature shown. Below this temperature, or as an alternative to adding coo!ing,
the user may wish to use e:xperience at their site or other alternatives such as high nushing rates. distributed flush
systems, increased seal chamber pressure, or combinations lhereof, to obtain satisfactory seallife. There may also be
the opportunily to use Piping Plan 32 if suitable flush fluid is available or, if experience is available, a change to
Arrangement 3 may be appropriate.
Consider th.e need to adid additional fl ushing to the process side of the inner seal. Flushing is sometimes needed
for Arrangement 3 FB Ol'ientation to provide additional cooling, and Piping Plan 11 or Piping Plan 13 may b e a suitable
choice. Other services may require a Piping Plan 32 flush if the pumped fluid is extrcmely corrosive, aggressive, or
solids laden. Cansider the need fm venting an vertical pumps. Special attention may be needed on Arrangement 3 NC
configurations to ensure effective pump operation. Consult the pump vendor if the purnp is vented thraugh the seal
chamber, and consider the effects listed in foolnote a above.
PU)APS-SHIIFT SE.A.LING SYSTEMS FOR GENTRIFUGAL AND ROTARY PUMPS
97
RECOMMENDEDSEALARRANGEMENTSELECTIONPROCEDURE
SHEET 10 OF 10
Buffer/barrier fluid selection
The following should be considered when selecting a barrier/buffer fluid:
a)
compatibility of the fluid with the process fluid being sealed, so as not to react with or form gels or
sludge if leaked into the process fluid or the process fluid into the barrier/buffer fluid;
b)
compatibility of the fluid with the metallurgy, elastomers, and other m aterials of the seal/flush system
construction;
c)
compatibility of lhe fluid assuming it reaches the process fluid temperature (high or low)
On pressurized barrier fluid systems where the method of pressurization is a gas barrier, special attention
should be given to the application conditions and barrier fluid selection. Gas solubility in a barrier fluid
increases with increasing pressure and decreases w ith increasing barrier fluid temperature. As pressure is
relieved or temperatures rise, gas is released from sölutiön and can result in foaming and loss of
circulation of the barrier fluid. This problem is normally seen where high er viscosity barrier fluids, such as
lubricating oils, are used at pressures above 1.0 MPa (10 bar) (150 psi).
The visGOsity of the barrier/buffer fluid should be checked over the entire operating-temperature range.
w!U1 special attention bei11g given to start-up conditions. The viscosity should be less than 500 mm /s
(500 cSt) at the minimum temperature to which it is exposed.
The following barrler fluid performance facts should be considered.
a)
Hydrocerbon barrier/buffer fluids having a viscosity below 100 mm2/s (100 cSt) at operating
temperature are considered as acceptable and have performed satisfactorily.
b) The mostt desiir:able v~scosity for hydrocarborn banrier/bu'ffer fluids is lbetwee.rn 2 mm2ts {2 eS~) and
1'0 mnn2Js ( ~ 0 cS't) at operat1ng temperature.
c)
For aqueo1us streams, m:ixi.Jures of water 'a nd .ethylene glycol or pmp y~ene ·g~ycol .are usually adequate.
Gcmmercially availa'ble B'Utom otive antikeez·e should never be Used. The addiit iv.es in arnt\freeze tend
to plate ourt .o:n seal [parts and cause ·failure as a result of gel formati.on.
1
d) The fluid :s.hou ld not t:ree:z,e .at ~:ihte mllil:imum ambient temperature at the .sijte.
FlluiC!l volatility ·and toxicity dJ thefJu.id :sha'll be sl!lch ~hat leakage to the atmC9sphere or ·disposal ttloes r,mt
imrpose an ;env,itonrnental prablenn. The bar.rier/buf.f.er ,flUid' '.c an be .dlassUicd as hazardous, depellldimg rupon
the tlocal regulations .at it he pump site. A ver.ificail0n of the barrierfblf~fer ilu1d ~afety dalasheet shoul.d be
>C<ltiried m:it to ensure rthiaf thelleakage acn;,ss tl:le ou'ter seaJ dOeS 11101 imf.rin!!Je llocal persotilnE'il OC<Jupationa'l
e>;p0slllre Iimits. 'llil ·.ad(ijifio!n:
·a) the flt.iid ·sli10Lild lha.ve am initia·l b~::ii ling ,po\nl at ·least·28 "C (50 ~F·) :abQve .tt:1e temperature ·to whidij it wl!l
be exp0sed;
b) iff0X;y,ge.lll Jis preselilt tkle fluid sho11.11a have ;a flash rpoin'f higmer Jfrlam Urbe serv:ice temp-er<ature;
c) ,ethy'lerue ·gi.YC01 oalil be cornsidered H 'haz:ar,dollls 1rnateriial artd/or !hazantious waste wlilen use0 ·a s a
ba~riier flwid.
-;fhe fluid should be able tu 'tililB.B! Lth'e !min'imurn rt hree-year{3-y;r) C.Ontiml!JDUS seall qpenitipn Ortite ria Vldhout
.:adverse '(leterioration. !lit ·S'hOJ.JidJ ,not form slwdge p0l~mer,~ze, >Of'GOke ~alit'eNextendeQ USB.
APi STANDARD 682
98
For hydrocarbon streams" mineral oil is known to degrade at temperatures greater than 70 oc (158 oF),
however, paraffin-based high purity oils having little or no additive for wear/oxidation resistance. or
synthetic-based oils have been used successfully.
Antiwear or oxidation-resistance additives in commercial turbine oils have been known to plate out on seal
faces.
A.2 Tutorial Section
A.2.1 Seal Selection Justification
A.2.1.1
a)
All seal selections by service were made with the following considerations in mind:
to produce a reliable sealing system that has a high prcbability of operating for three (3) years of
uninterrupted service, rneeting or exceeding environmenlal emission regulations;
b) to ensure personneland plant safety in hazardous services; and
c)
to minimize spare parts inventory required for insurance stock.
A.2.1.2 All selections were made using experience gained in engineering, purchasing, operating,
retrofitting, and maintaining mechanical seals in various servlces and localions. Thc selections were made
to ensure that the best seal for the seNice will be installed. This standard does not attempt to prevent the
selection of other seals. HoweveL if a sealnot specified by this standard is chosen, special engineering is
recommended for successful operation.
Any seal operating with a seal chamber gauge pressure above a gauge pressure af 2.0 MPa (20 bar)
(300 psi) for Categol)l 1 seals or a gauge pressure of 4.0 MPa (40 bar) (600 psi) for Category 2 and
Category 3 seals requires special engineering. Any product temperature above 260 "C (500 cF) for
Category 1 se:als and above 400 ·c (750 'F) for Category 2 and Category 3 seals also requires special
engineering design considerations. Therefore, the selection categories are llmited to the above pressures
and temperatures for this standard.
A.2.1.3
The seal references in this standard are:
a)
Type A, pusher seal;
b)
Type B, bellows seal w1th elastomeric secondary seals; a nd
c)
Type C, bellows seal with flexible graphite secondary se:al elements.
See Section 3. Section 4, and sheet 2 of lhis annex ror further description.
NOTE
Pressure Ieveis listed apply to Category 1. Category 2, or Category 3 as noted on the applicable shcet.
A.2.2 Nonhydrocarbon Services-Sheet 3
A.2.2.1
Clean Water Below 80 oc (180 °F) and Below a Gauge Pressure of 2.0 MPa (20 bar)
(300 psi)
The recommended seal isaType A pusher with no speciai features required.
The recommended option is either a Type B or Type C meta I bellows with no special features required.
PUMP<:i-SHAFT SFP.UNG SYSTEMS FOR CENTRIFUGALAND ROTARY PuMPS
A.2.2.2
99
Clean Water Below 80 "C (180 °F) and a Gauge Pressure of Between 2.0 MPa {20 bar)
(300 psi) and 4.0 MPa (40 bar) (600 psi)
The recommended sealisaType A pusher with no special teatures required.
Any seal other than a Type A should be special!y engineered for high pressure. Seal manufacturers
normally rate their metal be!lows designs for gauge pressures of less than 2.0 MPa (20 bar) (300 psi). The
seal manufacturer should be consulted for specific performance data above this pressure.
A.2.2.3
Water Above 80 "C {180 °F) and at a Gauge Pressure Selow 4.0 MPa (40 bar) (600 psi)
The recommended seal isaType A pusher with special features. The special features are a single-spring
seal with an internal circulating device to circulate through a Piplng Plan 23 closed-loop system_ As shown
on sheet 7, a P\ping Plan 21 can a\so be used, especial\y if an air coo\er is used. The alternative sea\ is a
Type A rccommended pusher wfth special features to include an Interna! circulating device to circulate
through a Piping Plan 23 closed-loop system, and a close-clearance bushing in the bottarn of the sealing
chamber.
A Piping Plan 23 flushing arrangement is the most efficient way of providing a cool flush t.o the seal taces.
Use of an internal circulating device to circulate the fluid through a closed-loop cooler al!ows the cooler to
continuously cool a recirculated stream rather than a continuous (hot) stream from the discharge of the
pump (Piping Plan 21 ). The cooler now has to cool only that fluid in the loop, and the duty cycle is much
less severe than a Piping Plan 21.
A survey in one tacillty revealcd that the average temperature ot the inlet flush to the sealing chamber was
50 ec {122 "F). The average pumping temperature of the product was 219 ~c (426 °F). The idle pump's
averege inlet temperature was 38 "C (100 "F). The idle pump relied only on the thermosyphon through the
cooler to cool the fluid. The cooler should be mounted in accordance with this standard to ensure proper
therrnosyphüning.
A.2.2.4
Sour Water Below 80 cc (180 "F) Up to a Gauge Pressure of 4.0 MPa {40 bar) (600 psi)
The recommended seal is a Type A pusher with special features. The elastemers should be changed to
FFKM toresist the H 2 S, as H 2 S is generally the agent that sours water.
The recommended option up to a gauge pressure of 2.0 MPa (20 bar) (300 psi) is either a Type 8 or
Type C seal with the special feature of FFKM for the Type B.
The use of a Type 8 or Type C seal above a gauge pressure of 2.0 MPa (20 bar) (300 psi) requires special
engineering for the high pressure.
This selection is made to maximize the standardization process, as the Type A seal is recornmended for all
pressure ranges. Sour water can become flashlng as the temperature and H 2S contenl increase.
A.2,2.5
Caustic, Amines, and Other Crystallizing Fluids Below 80 "C (180 ~F) and Below a Gauge
Pressure of 4.0 MPa {40 bar) (600 psi)
The recommended seal ls a Type A pusher with the special features of FFKM.
The recomrnended alternative, up to a gauge pressure of 2.0 MPa (20 bar) (300 psi) !s a Type B metal
bellows seal with FFKM _
The use of Type C seals up to a gauge pressure of 2 0 MPa (20 bar) (300 psi) with flexible graphite
secondary seais should be specially cngineered, as graphite is not recommended for sorne caustic
a pplications.
/\Pt STANDARD 682
102
Metal bellows seals in flashing service are prone to fatigue failure, induced by "stick-s!ip" if marginal vapor
suppression occurs. lf metal bellows are desired, the seal should be a tota!ly engineered seallng system
with special attention to vapor suppression under aH operating conditions of the pump, including, but not
!imited to, start-up, shutdown and p!ant upsets.
A.2.4.2
From -5 cc to 176 cc {20 "F to 350 "F) and a Gauge Pressure Below 4.0 MPa (40 bar)
(600 psi)
The recommended seal is a Type A pusher with special features to maintain adequate vapor suppression
lf the temperature is above 60 "C (140 "F), an internal circulating device and a Piping Plan 23 closed-loop
system should be considered as an alternative to help reduce flashing at the seal face. lf the temperature
is above 176 "C (350 cF), FFKM should be used.
The recommended alternative is a totally engineered sealing system with an engineered metal bel!ows.
Vapor suppression by coo!ing is always preferred over pressurization. Therefore, a Type A seal with
interna! circulating device and a Piping Plan 23 closed-loop system is selected if the temperature is above
(140 ~F) Iimit is based an the cooling-water temperature in the hat manths,
60 "C (140 ~F). The 60
where little caoling of a product be!ow 60 °C (140 GF) will occur. Various locations can require a higher or
lower Iimit based an the maximum cooling-water temperature in that specific location.
ec
A.2.4.3
From 176 "C to 400 oc (350 °F to 750 °F) and Below a Gauge Pressure of 2.0 MPa (20 bar)
{300 psi)
The recommended seal is a Type C seal. The recammended alternative ls a totally engineered sealing
system_
A.2.4.4
Above 176 oc {350 °F) and a Gauge Pressure from 2.0 MPa (20 bar) (300 psi) to 4.0 MPa
(40 bar) (600 psi)
The seal should be a totally engineered sealing system.
A.3 Tuterial Seal Selection-Sheet 6
A.3.1 S heet 6 is i ntended as a guide to some of the aspects that mig ht be considered in the se lection of
a seal arrangement The user should evaluate the cost benefits and risk associated with any selection.
A.3.2 Question 1 is whether there are any regulations effective at the site of the equipment that require
specific hardware. This hardware could include Iew-emission single sea! or dual seals. The question is
intended to alert the user so that he/she can investigate the possibility that specific designs might be
required.
A.3.3
Question 2 alerts the user to examine the pumped stream to determine if any owner or operator
standards exist that would dictate or help define the required arrangement from the owner or operator.
These standards might deem the stream hazardous and require specific methods of controi or Iimits of
exposure on emissions, even if local regulations da not Seal designs should then employ the required
hardware or be designed to meet the required emission Iimit.
A.3.4
Question 3 addresses selection of arrangement for acids. Jf the stream is not acid, the user can
skip from question 3 to question 5.
A.3.5 Question 4 selects the arrangemenl for an acid stream as either a single seal or a pressurized
dual seaL Unpressurised dual seals are not recomrnended because of the potential for buildup of acid in
the buffer system or Containmentseal chamber.
PUMPS-Si-(A~T SEALING SYSTEMS i'OR CENTRIFUGAL l\ND ROTARY PUMPS
103
Question 5 addresses materials that can pose a personnel hazard, such as rich (in H 2 S) arr1ine
streams, to highlight the need for control beyond a single seal without extemal flush. The highlight is
needed because specifications often overlook the need for added contro l measures on this type of stream_
A.3.6
A.3.7
Question 6 is simflar to question 5, except it addresses streams for wl1ich an Arrangement 1 seal
will not meet safety requirements of the owner concerning a potential vapor cloud or fire risk.
A.3.8
Question 7 addresses the need for additional sealing control on those streams that will not meet
local emission requirements with an Arrangement 1 seal. Arrangement 2 or Arrangement 3 is chosen as
needed instead.
A.3.9 Question 8 alerts the user to the fact !hat in certain countries, Arrangement 1 seals in specific
services are required to be monitared (or "sniffed") for emissions. lf lhe user wishes to perform this
monitaring then Arrangement 1 is suitable. However, the option is given to change the arrangement and
possibly avoid monitoring_
A.3.1 0 Question 9 addresses reliability considerations for hot services. Experience has shown that
Arrangement 2 or Arrangement 3 can provide better reliability.
A.3.11 Question 10 addresses reliability considerations for polymerizing agents, solids, and !ow~lubricity
fluidsout of the seal faces in order to help meet the goal of three~year (3-yr) uninterrupted service life.
A.3.12 Experience has shown Arrangement 1 and Arrangement 2 used in very light nuids often cannot
meet the goal of a three-year (3-yr) service. Special sealing arrangements involving the use of
noncontacting inner seals in an Arrangement 2 have been known to provide very reliable service in fluids
such as methane, arnmonia, propane, and other hydrocarbon mixtures of high vapor pressure.
A.3.13 Question 12 is intended to alert the user to the possible need for provision of an alarm for leakage.
An arrangement other than Arrangement 1 is gen erally needed if leakage shall be detected.
A.3.14 Question 13 deternni.nes how the user inte.nds Io use Une oon tainf'l11enl (eature Gf an uri1,pressurized
du al seal Because of heat generattiom and face Ioad, dry containment s·ea!s can have 'linnited :11fe at full sea1
~chaTinber condit ions.
A.J. ~'5 This 's:tep ·chan~es to an Ar.rangemelilt 3 m reoo.r:nmends a liquid .buffer ti f the pum.page coflictilils
.s ol! ids or pol.y,lit1e·~izing ag·e nts. Tlrnese oontamirJali'lts ;earn nedu·ce tbe lr,elia'bility :af dry conlt airnment se:als..
A.3:1ß Am Arrangemenit 2 seal ~has beern -selected and funt~1er .guiclance is provided Olil ltl'ne possiöle ws.e ·of
noooomtac.;ting 'imner :seB.Js_
AAl. ;AJJter.ma~i.v,e Se:aJ A 'r:ra::rng.em ent ,ß'BJeotin:m tMefhod Us ing Mat~nlal ~Satety
rD.ata:Shaett ln f,o:n.maiti om
~A.~ .1
The ,c;&.lection :pmced u r€ rpr_q pos~.d .belo.w seledts 'tln.:c -af:lplica biE '_Se-il I•arrrangemerit, ·b ased ~on :_the
.s ealed .fluid iJ;raz:ar;tl {wtte .-accur.äing -to _tha JlJ!lQ7 cse·cond reviseä :eäiti0n ,-Qf'the IUmited ' Nati-ccuns Gl.Obally
0T cQI~.rs:sificatron and llalileling ·Of •:Chennica!s ,(GHS) and Jlrrc E&rop_ean Mnion
fHarmonized {~y,c;tem ._
.Rf;!gulatiotii_(EC)'11272120081!lnJthe;:itlassifrcation, 11-abe\il'):g.and'pack-agitJg '6f.st!lf.Jsta!lces.and tmixturres.-Thts
~pmcedurfe ,ma,,y :aJs0 , be --applica@te 1 usin:g :the ~o-angemus ~: stllbsta nces ffijrectiv_
e .67l5481EE.C , risk phrase
_ctJ-assifftaation of't~e J:ilum:peälfluid'. tonese.al:ed .
.Ä1~?2 --;Ih'e',s.eat' }Yp.e· st.toi!ild:b€'S'9(ed!ted according•t O•i:h.e sele-atton lo_g icilil"lll(VQ8.df ln ·Annex fvshcets. '!3, 4,
.ar~d-5cafld ttt:le;-a-ppli_cämle:_s_eminns·;of this _
stamdar.d.
'Af4:'3 '1t:te _p,i~ir·l9'-P'lan~shollll'dl-be<selected·-aceordingi·to Ure, se!eotionl· l.qgiC: ;nolutledi'in.A nnex =/A"sheets 7,
8, 'an.0'-9.an't1thc~apfblicable secticms. of tnis sta:ndard:
APl STANDARD 682
104
A.4.4 To use this selection method the purchaser shall generate and supply the vendor with the Material
Safrety Datasheet (MSDS) for the pumped fluid and any buffer or barrier fluid. There can be more than one
MSDS for variations in pumped fluid. Forthis procedure, the areas of most interest in the MSDS are as
follows.
Chapter 3-Composition/component data, especially constituent components contributing to hazards.
Chapter 8-Exposure controls/personal protection, especially occupational exposure Iimits.
Chapter 15---Regulatory data especially the applicable H statement codes or R phrases.
A.4.5 All possible comb inations of R-phrases or H-statements have been grouped into four groups and
are listed in Table A.1 and Table A.2.
A.4.6 Using ihe data from Chapter 15 of the MSDS, the pumped fluid R phrases or H statements should
be examined individually to establish the applicable group and the most severe (lowest group number)
should be used for the selection procedure.
A.4.7 lf the applicable R-phrases or H-statement codes Iead to a selection of Group III or Group IV but
Chapter 8 of the MSDS recommends or imposes exposure Iimits then the pumped liquid should be
considered Group II.
A.4.8 Entering the Seal Selection logic chart (Figure A.1) at the top left-hand corner the seal
arrangement selection can be simply established The Group II seal arrangement selection chart
(Figure A.2) should be used for all Group II liquids and should be applied for each of the constituent
components contributing to the hazard that are listed in Chapter 3 of t he MSDS.
The x-axis of this chart represents the mass fraction (as a percentage) of the component that contributes
to the hazard (e.g. 1 % benzene in gasoline). This data can be found in Chapter 3 of the MSDS. The
sloping lines represent the threshold Iimit value for ~n eight hour (8 h) time weighted average (TLV-TWA)
exposure Iimit for !hat component (e.g 3.25 mg/mJ for benzene}. The intersection of the mass fraction
component line and the TLV-TWA exposure limi11ine can be read on the y-axis as the seal arrangement
required.
A.4.9 lf the fraction percentage of the component is given as volume percent instead of mass percent
the conversion is as follows.
(A.1)
where
ü.lMJ
is the mass percentage of component A in mixture 8;
l-''%An
is the volume percentage of component A in mixture B;
PA
is the density (specific gravity) of fluid A;
PCI
is the density (sp~cific gravity) of fluid 8.
A.4.10 lf required, conversions from parts per million (volume) (ppmv) to milligrams per cubic meter
(mgfm3} at different temperatures can be made using the conversion charts in Figure A.3 and Figure A.4.
105
PUMPS- ,S HA FT SE.A.UNG S YSTEMS FOR GENTRIFUGAL ANO ROTARY PUMPS
A.4.11 Buffer or barrier fluids should also be tested using this procedure to ensur.e that they satisfy the
req uirements for an Arrangement 1 or 1+ seal.
Table A.1-R-phrase Grouping Table
R-phrase
Group
R-phrase
Group
R-phrase
Grou__Q_
111
R 48-/20/22
111
R2
!II
R 3:...:1_ _ _ __ _ __f--......:..:;lll'---ti-'-'
R....:4..:::.B/2;.c..
-:.:: 1_ _____-+-_l'-'-'ll-~
R3 _ _ _ _+1__1'--~~~R~3~2'---------+--~I~I-~~R~4~B-~/2.C1~/=22~-----I----lli___
R4
I I
R 33
111
R 48/22
111
R5
111
I R 34
111
R 48/23
II
R6
I
R 35 ___.__ ____ -+__ 111
R 48/23/24_ _ __ __-+-_-----i
II
r:-:c.::....------f-----'---lf-c..:....:;;:__
R7
111
R 36
IV
R 48/23/24/25
II
R8
111
R 36/37
IV
R 48/23i25
II
R9
111
R 36/37/38
IV
R 48-/24
I 111
R 10
IV
R 36138
IV
R 48-/24/25
I 111
R 11
I
111
R 37
IV
R 48/25
111
R12
I 111
R37/38
IV
R49Cat1
11
R 13
n/a
R 38
IV
R 49 Cat 2
111
R 14
I
R 39
111
R 49 Cat 3
111
R1
I
R 30
_:_:_:__i~:____:_.=c=.:;:c..::...;
R 14/15
R 15
R 15/29
R 16
I
R 39123
111
R 39/23/24
II
111
R 39/23/24/25
R 39/23125
I
I
II
II
R 50
II
R 51
R 51/53
IV
IV
I_'{__
IV
IV
R 50/53
II
R 17
I I
R 39/24
III
R 52:
~R....:1~8_ _ _ _~
1 --~
111___11~R~39~/2=4..:::./..:::.25;:___ _ __,__1""'11_-If-R
~
5=
2/~5~
3 ._ _ _ _ _ _4-~IV~-4
R19
111
R39125
R5~
111
IV
~R~2=0________1__~1~V--~fi~R~
39~/=26~----------tf---~II---R~R
~~S4
~-----------+--~IV
~-4
R 20/21
IV
R 39/26/27
II
R 55
IV
R 20121122
IV
R 39126/27128
II
R 56
IV
R 20/22
IV
R 39126/28
1'1
R 57
IV
I
~..
IV
R 39127
111
IR 58
I IV
R 21122
IV
R 39./27/2S
1111
R 59
I
IIV
I
1
I
1
R 22
R 23
IR 23/2-4
IV
R 39/28
111
IR 40
R 41
R 23124125
R 23/25
--
111
111
""'
II)I
1111
I
R60
I R 61
I
I
~~~------11--~--,r~~---- ------_,--~---
R 62
! R 42
1111
I R 63
r-___;_;,;lll__u_R_ 42---'-/4
-'
' 3_ ____ _-+__11_
1---n-"R-'-64"'-- ~R~2::..::4_ _ _ __1--___:_:IV_-It-:I:..:...R43
IV
R 65
IV
R 44
l]il
R 6.6
R 24/25
c-R25IV
R45Gat1
II
R ·67
R26
I
111
R45 Cat2
111
IR'68
1
I
I
I
II
II
11'1
'111
111
IV __
iiV
1IV
~V
l-~~------~------~~~--~~-------+------~r--'--------------1- ~~~
1; R 45 Cat 3
R 26127
111
111
R ,6.8120
1111
I R26/2 Y/28
II
R 4B
II
I R 68/20/21
IJII
R 26/28
II
R 47
II
R 68/20/2'nl22
111
~~~------f--~---~~~~------------1--~--1~~~~~~-----~--~---~
R 27
1111
R 43
Hl
R 68/20/22
1
111
1
R 27.t28
1111
'R '48120
III
IR 68f21
IIV
1
r--~~-----+----'---1r-~~-----------+--~--1r-~~----------+--~~- R 26
111
R 4ßl2C/21
111
IR 68/21122
!IV
iR 29
111
R 48/2Cll21/22
111
IR 68-f22
IV
API STANDARD 682
106
Table A.2-H Statement Grouping Table
H
Statement
Group
EUH001
I
EUH006
I
EUH014
I
EUH018
111
''
I
I
H
Statement
Group
H242
9
III
H332
IV
H250
I
H333
IV
I
1-1251
I
H334
III
I
H252
I
H335
IV
1-1260
II I
H336
IV
H261
III
H340
II
. - ·- ·
EUH019
111
111
EUH031
III
H270
III
H341
II
EUH032
II
H271
III
H350
II
EUH044
111
H272
111
H350i
II
EUH059
IV
H280
n/a ll
H351
II
EUHOS6
IV
1-1281
n/a b
H3600
II
-
EUH070
IV
H290
n/a b
H360Df
II
EUH071
!I
H300
111
H360F
II
H200
I
H301
IV
H360FD
I
H302
IV
H360Fd
I
II
I
H303
IV
H361d
i
II
I
III
H203
I
I
H304
IV
H361f
III
I
I
I
H204
III
H305
IV
H361fd
I
III
III
H310
II
H362
I
III
III
H311
IV
H370
I
II
III
H202
H205
I
H220
H221
I
III
H312
IV
H371
I
H222
I
I
III
H313
IV
H:!72
I
III
H314
111
H373
I
III
H315
IV
H400
III
H316
IV
H401
IV
H317
IV
H402
IV
H318
111
H410
H223
H224
H225
H226
I
H227
I
I
II
III
IV
IV
IV
i
IV
H228
I
n/a b
H319
IV
H411
IV
H240
I
I
I
H320
IV
H412
IV
!
H330
II
H413
IV
111
H331
111
H241
H242
b
I
Group
EUH029
H201
a
H
Statement
Self-reactin·~ liquid.
Not applicable, rerers to soli<.Js and gases.
107
PUMPS-SH AFT SEAUNG SYSTEMS FOR CENTRIFUG1\L AN D ROTARY PUMPS
SEAL
ARRANGEMENT
SEAL SELECTION LOGIC
A3
A3
NO
'
(
/bc~osure~
racommendl.!o ;~r
'--~
'~mp~:p~Ms//
8
~':J
YES
-<,'l>l%vXT~
NO~
/
"' ~
Group 111
YES
/-v-E5
•'~ '-......
VES
NO
"
YES
~:>0.1•k
YES
1
--..,0
Fl~shi'lg ~t ........,_
~i~~.:
_/
,'1()
NO
"
/ ' ' R45, R49 ' )
~/ J-.,--e-s-~
.~ l
A1+
&
Piping
plan 65
A1+
A1
Sealtype (A, 8, ar C} should be in accordance with Annex A Sheets 3, 4, and 5.
Pipjng Plan should be in accordance with Annex A Sheets 7, 8, and 9.
Key
A1+
Arrangement 1 seal with floating carbon bushing in accordance with 7.1.2.2
T
temperature of pumped fluid, expressed in Celsius rc) [Fahrenheit ("F)]
V."t
rated viscosity, expressed in (millimeters per square millimeter) per second mlmmus [centistokes (cSt)]
Figure A.1-Seal Selection Logic
API STANDARD ßß2
108
II
I,
ll
I' .i
A1
I
I
I
y
z
i
r
10,000
A1+
5,000
500
A2
100
I'
I
A3
I
50
I
10
I
I I IiII
5
2.5
10
0.1
___.
)(
Key
X
mass fraction (as a percentage) of component contributing to hazard
Y
selected seal arrangement
Z
threshald Iimit value for an 8 h time weighled average (TLV-TWA) af fh,e camponent in mgfm 3
NOTE
lf (Z/(14,965 X X) < 0.05, "A3." lf (Z/(14,965 X X)< 0.5. "A2." lf (21(14,965 X X)< 25, "A1+," 'A 1 "
Figure A.2-Group II Seal Arrangement Selection Chart
100
PUM~S---Sit:.b,I"T S!:AUNG SYSTEMS FOR'Gf:NTt<t=UJG,A.L ANC R::>TARY PUM PS
.,
~~
·®
0
0
'~
,Q
"'
'"'
_x
·0
"'
1
·o
~
l1(
0
0
q_
.;::;,
,.,
:::"'J
-
1
N
0
0
0
.-
0
0
0
~--~---+--------~--------~------~~~~~~ 0
0
0
0
0
0
q
0
>--
Key
X
ppmv exposure Iimit for contributing componsnt (TLV-TWA)
Y
mg/m3 exposure Iimit for contributing component (TLV-TWA)
Z
molecular weight of component contributing to hazard
Y
Xx Z/24.45
Figure A.3- Conversion of mglm to ppmv at 25 oc (77 °F) and Atmosplheric Pressure
3
API STANDARD 682
110
0
0
X
0
0>
0
CO
l
0
"'
0
N
0
0
0
I
0
7
.(I
j
. ~·
:--1
.0
l()
CO
I
0
Key
X
ambient ternperature, ~c
Y
correction factor (multiply result of Figure A.3 by)
r
298.151273. 15-X
Figure A.4-Temperature Gorreetion Factor for Figure A.3
:~n;nex fi!
! i,fil fo rma:tive)
T;Y~pica1 Jll~tarii:alls amä ~alterial ·S(p,ecii:cati.orns ·f:a.r ~s:eal C.llla fJliib:er <'cnilJft
Wl:eromafil1:eaJ -S:-e.a'J'Camp:ol1elil'~ts
U:alille B 1 amd l :.a.lille 18.2 roay ~be l!.lsed ,lor ~guidance re:gardimg mate.tials ·~peoifications. ll1f this tal!fe ;is used,
rit stwul~ not be assl!lmed ctl'i1At t"lile material .sp.eciffealioms -a re BCCE!ptab'le withowt lak'i mg Juli accom-ut Gf ffile
:servioe in Vlih'i dhl they will be .a,pplied. T-atile 8.1 Jisits corr.espmcli~g in,t emat1onalmaterials, whic'h rrnay be
aGOeptabte These materinls representlfam11y1tytp-e .a:nd grade only. ift.le·lfrnal reqUJired comd.ition or li1arßness.
Ievei .{w'rhere apprqpriatt:e ) is trnot ~s):!leciJied. These materJals miPlt;Jt tmot be 'inte-rclnangeable for all
applications.
111
API STANOAR0662
112
Table 8.1-Materials Standards
Material
Class
International
Appllc-
USA
Japan
Europe
ations
Material
ISO
ASTM
UNSa
Elll b
Grade
Pressure
castings
165/Gr 250
A27811~278M
F12401
EN 1561
EN-GJL-250
JL 1040
G 5501, FC 25-:l
General
caslings
185/Gr. 3CO
A481A48M
Class 25/30/40
F1117011
F12101
EN 1561
EN-GJL-250
EN-GJL-300
JL 1040
JL 1050
G 5501, FC 250/300
Pressure
casti ngs
4991
A216iA216M
J03002
EN 10213
GP 240 GH
1.0619
G 51ti1, Cl SCPH 2
C23 45AH
GrWCS
Wroughtl
forgings
683-18-C25
A266 Class4
KD3506
EN 10222-2
P 260 GH
1.0426
G 3202, Cl SFVC 2/l.
Bar stock:
pressure
683-18-C25
A596 Gr 840
G10200
EN 10273
P 295 GH
1 .Ot1B1
G 4051, Cl S25C
Bar stock:
general
683-18-C45e
A576 Gr 1045
G1 0450
EN 10083·2
c 45
1.0503
G 4051, Cl S45C
Bolts and
studs
2604-2 -F31
A193JA193M
Gr87
G41400
EN 10269
42 Cr Mo 4
1.7225
G 4107, Class 2,
SNB7
Nuts
683-1-C45
A194/A1~4M
K04002
EN ·10269
C 35E
1 '1181
G 4051, Ci S45C
K02403/
K02700
EN 10021::!-3
G 3106, Gr SMLLOOG
EN 10208-1
No.
JIS
Class 30
Cast iron
Carb·:m
steel
I
-
Gr 2H
Plate
P •pe
Fittings
9328-4,
P 355 TN/
PL 355 TN
A5161A516M
9329·2
PH26
A106lA106M
GrB
K03006
-
AH'l5/A10.5M
ll(c::J3504
Gr-65170
-
al\o~
Bolts and
2B04-2-F31
steel
slUJ.ds
4~40
•S83-1C45
I
-
L 245 GA
1.0459
-
-
·- - -
I
G4~400
A1S.31A1:93M
A194JA194M
·Gr 2H
G 3456,
I
K040Cil2
G 4051, Cl S25C
G 3202, oCl SFVC ZA.•
SFVG2B
A4.3 4 Clzss 88 G41400c EN 10~83·1
A434
Ci ass BC
Gr!B7
Nuts
1.0562
1.0566
Gr. STPT 370/410
I
··--Bar s;tock
P 355N
P 355 NL1
'
42 CrMo 4
1.7225
G4105, CJSCMA4\l
EN 10269
42 Cr Mo4
1.7225
G 4107. Class 2,
SNB7
IEN 1·0269
C45E
1.11'91
G 40:51., Ci S45C
I
I
H3
"T.aljl-e iEiiJt-"Matertals :Standards,:f:aontinued)
~
rMater'iar}
•-C lass r
Jn'terII
;naJiturJJ
Ap plic.afio;ns
I
IRI"fl93Ure
- Ge·,'lor'Cil
--- I,
I
:~iSiT!M
!IS•O
iEW b
Urci!S 3
I
1'
-
J
U91540 ' 6 N ·W 213
I l\.1187/M B?iM
I.
-
.A7'4:3UA74'ßM '
GrC A.6Ni't.
.A'i.;8.2;'A t8'2•M
F 6 W...~
•683-1 3-2
A4f3 T ype 410
i
12%
Chrom e
steel
'C::N ·.10?.83 '
SCSJ>.X
1 41Jril1
GX •12 -Cr 12
1)9 1540
GN 10.28E
I
GX4CrNi
1:3-4
S 4 1'(il'00 I E N 1·0.250-4 f
Xd 2 Cr~.3
EN 10222-5
X 3 .0nNiMo
S4 t500
13-4-~
I
S4'~ 000
8 N 10068-3
~ ~· ·
Bar stecK'.
I
140!')6
I
'
1.4:3~ 3
I
G 5121 : CI SC S ~ .
--·-
scs ·t X1
·G sn21, c r.scs 6,
SCS 1X1
•G 321-4.
Gr. SI.:IS >1'1~-A
·G 3214-.. Cl ·S'.JS
F6 N M
1 4006
G 3214,
- I
683-1 3-3
A479/A47.9M
'S41GOO
E N lG272
X 120r1 3
'
I 14006 I G 4303, Gr. S 'J S 4 10
ifype 410
·883-13-J
I 4.2'76 T~pe 4 10
or 403
EN 10088-3
.S41 400
X ~2 Cr B
H OOG G 4303, Gr. SU S -110
or t.0 3
I
6ß3-1.3-4
forgings "
11276 l"',•pe 4 2 0
A473 Type 416
A582/A582M
Type 416
S420:1C
S41600
S41600
rEN 10088-3
1.402i
X20 Cr 13
X 20 CrS 13
X 20 Cr S 13
1.4005
1.4005
G -13 03,
Gr. SUS 420J1 or
420J2
Bolts and
studs d
3506-1
C4-70
A1931A193M
Gr B6
84"!000
EN 10269
X22CrMoV 12-1
1 4923
G 4~03, Gr. SUS 4 10
or403
Nuts d
3506-2,
1\194/A 194M
841000
EN 10269
X22CrMoV 12-1
1.4923
G 4303, Gr. SUS 410
C4-70
Gr6
683-13-3
A2401A240M
Type 410
Plate
I
Gr. SUS 410-A
-gerneral
Bar s:ock:
I
~ .4317
1
x 12 er 13
genoeral
Bar stock·.
pressure
G .5t 2'i, C~ SC.S f.\,
·1.4317
I
for.gings:
I
1
,f):JS
Jilo.
I
AU821A11 82M
Gr F6a ·OI 1
·f.nr:llings;
_presstJre
i
Gr CA15
I Wrmug'lltf I esscn3-3 '
I .Gr
tMa't eri:aI
I
;
A743o'A7-'(<~~1 l' J91'150
-
Xi-rad:e
•GX4 Gr ,f:ii i
·n3"4
-GrCMNM
:castings
\IIJiroughti
-.J.ap:alil
I
•-::asting·5
I
B urope
•U:SA
-or403
541000
EN 10088-2
X 12 Cr 13
1.4C06
G 4304/4305
Gr. SUS 403 or 410
I
114
Table 8.1-Materials Standards (continued)
International
Europe
USA
Japiln
Applic·
Materlai
Class
alions
Pressure
castings
ISO
ASTM
UNsa
683-13-10
A~51/A351M
J9250 0
GrCF3
683-13-19
-
General
lllo.
851/BS/
GX2 Cr Ni 19-·11
EN 10213-4
JIS
14309
0 ;5121, C i SC$ 19A
A351/A351M J92800
BSI!BS/
GrCF3M
EN 10213-4
GX2 Cr Ni Mo
19-11-2
1.4409
G 5121, Cl SCS 16A,
SCS 16AX
A743/A743M J92500
EN 1028:.1
GX2 Cr Ni 19-11
1.4309
G 5121, Cl SCS 19A
EN 10283
GX2 CrNi Mo
19-11-2
1.44C9
G 5121, Cl SCS 16A,
SCS16AX
A1621A182M S30403 EN 10222-5 X2 Cr Ni 19-11
1.4305
G 3214, Gr. SUS F 30dl
X2 CrNi Mo
17-1:::'-2
1 4404
G430414305
Gr. SUS 304L/316L
A479AI479M S3C4D3 EN 10088-3 X2CrNi 19-11
1.4306
1.4404
G 4303, Gr. SUS 316 L
X2 CrNi Mo Ti
17-12-2
1.4571
G 4303, Gr. SUS 316 Ti
-
-
-
1.4306
G 4304/4305,
Gr. SUS 304U
J16L
GrCF~
castings
Wrought'
9327-5,
forgings
XCrNi18-10
9327-5,
XCrNiMo17-12
9327-5
Bsr
stocke
X2CrNi 1 8-1 0
A743iA743M J92800
Gr CF 3M
Gr F 304L
A182/A182M S31603 EN 10222-5
Gr F 316L
EN 10250-4
Type 304L S316D3 EN 10088-3
A479/A479M
Type 316L
A276.
Austenitic
stainless
steel
Pjate
I
I
I
X2Cr Ni Mo
17-12-2
683-13-19
831635
A276,
grade 31ö Ti
9327-5
A479iA479M 820910
-
9328-5
X2CrNi1Mo17-12-2
A240/A240M 830403 EN 10028-7
Gr304LI
S31603 EN 10028-7
31ßL
'flB3-13.-l.O
663-13--l9
A312/A3·1:1M 831)4@3
Type 304L
316L
X2 Cr Ni 19-11
X2Cr Ni Mo
1.4404
H --12-2
-
-
I
I
G 3459,
-
-S 31603
-Gs. SUS 304 LTP/316 LTP
I
9327-'5,
Ai 82lA1ß2M S3D403 EN 10222-5 X2 Cr Ni 19- 11
X2C.rN i1 ß-10
X2 CrNi Mo
G.r F304L.• S31603
1
Gr 31ßL
17-12-2
9327-5, _ 1
'-'i'lNI1lgs
G 4303, Gr. SUS 304L
EN 10088·3
grade 316L
X2CrNiMo17-12 Type XM19
Pipe
Malerial
Grade
EN b
I
1.4306
1.4404
G 3214.
Gr. SUS F304LIF316L
X5Cr NI Mo
17-12-2
1.4401
G 43G3, Gr. SUS 316
X5CrNi M.o
14401
X2C;NIMo17-1L
Solls
and
st•t•Jds
I
11\'.uts
I
3.506-1,
I
M -70
A193/An9SM S31600 EN 1025>3-4
GrBBM
:3!':•:J€-2,
M-70
A1 '1l4/A194M S31600 EN 10250-4
GrBßM
---.-
-
'17-12-2
G 4303. Gr. SUS 316
'
115
IPUM!"'S-Sh!AFT SEALINC SYSTEMS FOR GENTRIFUGAL AND ROT!\RY PUMPS
il
I ihltcr- i
l.....".,j··Aorm~ I
1
.\ ..lass
I
~l!JSA
natio!lla·l
I
-
'Pressure I
c<Jstings
JI
I
-
I. A.89.Qt:Jl,89!JM Gr 1 g
I cA8B'l'i!cAß~li.M Gr 3 A f ,'19337 11
I
I
torgh1,g s
X2Cr!NiM0N
j
A.890iA89flM Gr 4 A
Duplex
'A 16l2fAF82M \Gr r 51 •S-31.803
-
A47.91A479M
S3255G
lBar stock
9327-5..
X2CrNiMo
-
Pipa
-
Fittings
9327-5,
X2CrNiMo
N22-S-3
Nuts
-
jr
-
I
Ei'O
-
I
GX2 CrNiMoQ.'iKI2!i-633
10213-4
EN
10250-4
EN
'
G -5121"
Br. SCS 11
G 5121,
Gr. SCS 1G
r
/\276-S31603
I S31B03
JI.2401A24DM-S31603 531803
A790/Al90M-S31803 ~~1803
A182/A182M Gr F 51
831803
831803
A276-S31803
S31803
~-.·-
I X'20rNiMnCt~N-25-:6-3
I
!
1.4'507
-
1.4462
8 231:2!.5 2316
Gr SUS 329 j JL
IEN
X2Crt\JiMo'N-
22-5-3
EN
1A462
10028-7
X2CrNiMoN22-5-3
G 4:3041G ·43'35.-Gr. SUS 329 J3L
-
-
-
G 3459,
EN
10250-4
X2CrNiMoN22-5-3
1.4462
Gr. SUS 329 J3LTP
8 2312/B 2315
Gr. SUS 329 J3L
X2CrNiMoN22..5-3
1.4462
X2CrNiMoN22-5-3
1.4462
EN
10086-3
-
I
'22-'5-3
i OOM-'3
-
EN
I
I
14462
X20rNI MoN-
I
EN
A276-S31803
l
I
I
t r1.4517
I
-
1.4_!51_7 '
I
-
10088-3
-
GX:E 'QrNiMoCuN..25-ß.-3-3
J IS
J'~n..
~
10222-5
Bolts and
studs
I
10088- 3
N22-5-3
Piste
llli la t~ tia11
~Grade
10222-'5
I
stain'Je.ss
1
131'\1
22-5-3
I
EN
I 0213-4
I
.J92.2G:; BSII/BSi I.
J82205
9327--5.
I
.J.9~371
.M95;';.'{99'5M G• 4 A I
Wro~1gll1t/
'ENb
!JS:II'BS/ 1_
11:995'/~.m:Isl\?1 'Gr n A
-·
I
I
Utii'Sa 1:
.'ABB.~l'A995~f Gr 1 r~ I );'93:<.72
1
.
!A'SliM
,tlapan
'
I
.atioos
TSG
steel
tEurope
I
G 4303.
Gr. SUS 329J3L
G 4303,
Gr. SUS 329 J3L
I
API STANI:IARC 68-2.
116
Table 8.1-Materials Standards (continued)
InterI national
USA
ISO
ASTM
UNS a
A890/A890M Gr SA
J93404
AB90/A890M Gr BA
J93380
l
Applications
Material
Class
Pressure
castings
Wroughlf
forgings
-
Bar stock
-
Plate
Pipe
-
A182iA182M Gr 55
BSIIBSl
EN 10213-4
GX2CrNiMo
N26-7-4
1.4463
-
-
-
-
1.4501
G4303,
Gr. SUS 3.2 9 J4L
1.4501
G 4304fG 4305,
Gr. SUS 329 J4L
1.4501
-
-
G 3459.
Gr. SUS 329 J4LTP
EN 10250-4 X2CrNiMoCuEN 10088-3 WN 25-7-4
1.4501
B 2312/B 2316
Gr. SUS 329 .J4L
EN 10088·3 X2CrNiMoCuWN 25-7-4
1.4501
G 4303,
Gr. SUS 329 J4L
EN 10088-3 X2CrNiMoCuVIIN 25·7 ·4
1.4501
G 4303,
Gr. SUS 329 .J4L
Na.
532760
EN 10Dßß-3
INN 25-7-4
532750
EN 10088 ·3 X2CrNiMoCu
832"160
WN 25-7-4
A240/A240M-S32760
S32750
EN 10028-7 X2CrNiMoCu
532760
WN 25-7-4
A790/A790M-S32760
S3275ö
-
-
832750
Fittings
Bolls and
studs
Nuts
JJS
Grade
532750 EN 10250-4 X2CrNiMoCu ·
-
A182iA182M Gr F55
S32750
832760
-
J\276-832760
S3275D
532760
-
A276-S32760
S32750
S32760
a
Material
ENb
A278-S32760
A479/A479M-S32760
I
I
Japan
-
-
Super
duplex
sta!nless
steel 1
Europe
-
UNS (unified numberi.1g system) designalion for ct-.emistrt only.
ib
Whera IEN .starnda r.d s oio not:yel exist, IEuropeoan national stanäcm:is are available. e.:g. AF!NOR, 'BS, DIN, etc.
c
Oo rnot ·~se for 'S'ha!i'rs ir;, the hard.e.ne d .r..oJ"Jdition (cver :;,:::2 HB).
d
Speci<ll. ·monrnally wse AISl 4140.
e
For,sha'fts. s;tandar::\ grade-s of austenl\1c stalnlcss steel may ·be sub stltuted in place of low carbon (L) grades.
I
-S~:Jper !Duplex stainless sleel classified w.lth pitting resistan-::;e equivalenl (PHE) ~num t:H!r greal·e • lhan or equal I•:J 40.
c, + 3.3[wMo + (0.:5•·,.W)] + \6wN, where ,,, is il he p-erce•ntage mass 'fracfion of f.he el·ement i ndlcated by lhe subscripl.
PRE- ...
117
~.Common~N-ame
I
I
I
1:
•Composition<]),pe_oificatton
11Jr\JS:C8720.8 (silicnn-bronz:e), G90:700 Gr C:9=2200 (tin-hrorrz:e),
f ·C:9!5:!l00 .(alwminium bronze) or,CB5.ß00 ~:(nick:el- aluminil!lmt'bronze)
ßmnze
I KSTM rH564, .W'N S .•f\1 1 027-B (forg·rnJ:rs')
L:ow-c.aib:m
nick:el,rrro!ybdel'lum-uhmmi.wm ;
ASTM LB5ß~, .lli.I\IS .NWZ?'6 (b.ar;ariJd roq)
aiiGy .(~llöy GZ76'J
I
ASTM 85,75, UNS IN'~.B.2"76 .(platel sheeLand ·s.trip)
l
I
ASiTM A494, Graäe CW,2M .tw;!ldcit1 e cast)
-
Nicker-oo.ppl;lr all0y
I .ASTIM B564, U NS N04'100 {fo.r.Q,i ngs')
I (AIIoy400)
ASifrVl 8164, C!ass A1 'UNS fNG~4QO (!)ar and !rod)
As·nM 8127. UNS N04400 (JJiate, .sl:'leet and :strip}
Ni4resist
I .A'STM A494, Grade M3IDC "(weldab'ie oast9
ASTtM M-36, Ty:pe ~I 2, ar 3, UiNS IF410GO, F41 002, .and F41004 respectively
I
I
I
I
(austenitic cast l1ron ~. ASTM A439, T~pe 1[]2, '\JJNS F4300D (austenilic dwclile iron~
-
Pr;ecip•Jation nardening ·nick.e'l I ASii"M 8637, UNS f'l./077~.8 (fongings amd bar)
.a iloy (AHoy 718)
ASTM 8670, UNS N07718 (plate, sheet and strip.)
I
Allloy 20
ASTM A744 Grad.e CNJ7tM, UNS N08Gü7 (casting)
ASTM 8473, UNS N08020 (bar)
Alloy 112
ASTM F30. UNS K94100 (bar)
Prec1pitation-hardening
stainless sleel
ASTM A564. Grade 630, UNS S 17400 or Grade 631, UNS 17700 (wrought)
Elastomer
ASTM Standard Practlce 01418 NBR. ISO 1629, Acrylonilrile buladiene
ASTM A747, Grade CB7Cu-1, UNS J92180 (cast)
ASTM Standard Practice 01418 EPDM, ISO 1629, Ethylene-propylene-diene
ASTM Standard Practice 01418 FKM, ISO 1629, Fluoroelastomer
ASTM Standard Prac:tice 01418 FFKM, ISO 1629, Perfluoroelastomer
F'lexible graphite
ASTM F104 Type 51 , exfoliated and recompressed graphite material used as
static secondary seals.
Garbongraphite
Self-lubricaling composite of carbon and graphite impregnated with metallic or
nonmetallic malenals depending on the appiication need.
Thermoplastic resin
Chemically resistant material such as polyetheretherketone (PEEK) with
continuous carbon fiber wound (API 610 Composite 1), or chopped carbon fiber
filled (AP! 610 Composite 2)
8.2
Seal Ringsand Mating Rings
8.2.1
Typical Temperature Limits
Typical temperature Iimits for seal face materials are given in Table 8.3
API STANOARD 682
118
Table 8.3-Typical Tamperature Limits for Seal Face Materials
Face Material
Maximum Tempera1ure
a
oc (°F)
Tungsten caroide
1100 (2012} b
Siliconcarbide (sintered, SSiC)
1650 (3002) b
Silicon carbide (reaction bunded,
RBSiC)
1400 (2552) b
Silicon carbide-Grapllite loaded
(sintered, SSiCG)
550 (1022) b
Siliconcarbide- Graphite loadied
(reaction bonded. RBSiCG)
550 (1 022) b
Carbon. graphite:
Resin impregnated
285 (550)
Antimony impregnated
500 {932) b
-
• With the exceotion of SSiC, chemical compatibllity of face materiOJis can
vary with temperature and environment
b
T he iernperature Iimit and sccpe of this standard is 400 ' C (750 •F)
Apo liG?tioll oJ thi~ material at a, highe-r lemperature would consiilute an
engineered seal.
B.2.2 Carbon"graphite
8.2.2.1
General
Carbon-gr.aphite is one o'fthe most w idely used seal face materia'ls. lt is typjcaJiy prepar·ed from a mixtt:rre
of noncrystaJJiJile ·carbon and highfy crystalline graphite wi ~h a JPitch hinder that is carbonized at high
temperatures. The resutting structure is then impregnated with :a .resin or rme.ta~ to reduce the porosily,
minirnize permeability, and ·enhance medhanicait and wear ]pr.operties.
Garban-graphite ihas ·excellerrl tribo:logical qualilies and good mecha1mical properti.es. Many grades, i.e.
compositioij'S, ar·e available lhat are compatible witih a wiide r.ange of temper.atures and aggressive
enrv~ronments. Because of its llow modulus of e1astidity, compBred w.i~h Vhe me,tal caribides, c arbon-graphite
1is more suscept"ble to bend,i ng or dis~or~nn 1under pfessure. Allthough bfioadly chemically inert,
carbon-graphite can be attacked by stmng oxidizing fiuids, Sl!lch as nitri c or sulphuric .acids, particularly at
!high temperature. S!PeGia! grades have been deve!oped that stand up to these more corrosive
·enviro111men:ts. lln .addition, the~e .are grades de.signed for dlry-running appHcations, such as ·contacting
co:ntainmernt seal s that norma'Jiy run at low differential pressurre.
While resin irmpregnaited 9 rades have tlne .lower rnodwlus of elasticlty itli'ley are ge-rnerally more corl'osiom
1resistanttharn the meta I irm;pr.egnated grajjes.IN1ax.imwm telill(:Derature llimitts .also are lower. Because of their
~''-ei'lr resl stance, COiillpatribilirt y with me.tal ·Carbides, and •.g elileral wt ility resimi rmpregnated •Gar-bon- graphite is
the Jii'Hilsl.widefy useä material.
lnave a higliler modl!ilus of elasttcity amd ielinperature !Iimits than wesrn-ffiled grades, but
IMetaH'illed carbons 1
lhave less canrosion res'istaJTice. These mai:al-fJIJed carb0ns are orten trJSCdl in lhi,ghipressure appfications
119
.and, ·,i:iepem:ling •om ltt;re metal, .,a re 11useful 'in ,linnilErdJ -lubl'ication ~~plkations 1like flashir;Jg hy€Jmcarb0ns.
:AntirrM0ny :impregnateä •!;Jtratles .are om~ •Of i1:lne ·rn0st widely ·qpplie(j 11iletal •irmpregtilated carbnn-"graphi.te
IJDeGat:Jse ohts -'l-mperio.r bl'is'ter:c.es1stance and 1tenwcrature :r.an@e.
B:2.2.4
IBnster R-e:s'is'.tanoe
.Mech·anically indl!lced ·shear forces rc_an produce .blister'ing ofltMe :seal face. Bli·s ters .a re irre_
g u'l arities on ·n,e
seal ·swifac.e that'degrade petifonmaoce~result•img 1in trrigher leak rales and eventually failure df the seal. So it
ris •es.seliltial tnat the carbon-graphile 'is resistant to l'blisterri~g. Wi1iile antrrmony iff!pregnaie!ll g.rades lhave
•sh-owm J0 ~1De .less ~l!lsceptible Jo rblisterin!ll, both rmsifil and me1alrimrpregn.a'!ed ~g~·atles ~are aYail:able that -offer
in1pr<oveä 'IDiister resistaoce..
8 ..,2.3
a.:2.a.n
smcoo Caltibii:d:e
'Ge.tt~'tal
Siiicon carbjde is 1Nidely used -as a material for sea'l fii.ng_s. rl•ts primar:y advantages arce high hardnes-s,
-excell·ent conrosion resistance, high thermal .cGmdUictivity, and llow coefflcient :o f friction against
ca-ribom~g-r:aphite.. Silicon carbides ·can be classifled acc.ordi,lllg IG composition allld ma1
rnufactur1ng process.
ln addition, w,i thin ~hese classi1fications, there are various grades, graln slructures, etc. As a rresult, the two
dassiliic.ations of :sHicon carbide have some variatqoru in perfcnmance w1h·en us-e d as a seal face material.
Although there are differel'ilces wRhin ~he classillcat-ions of silicon carbide, ther:e are genereif charraoteristics
as weiL Reaction-bonded sil~con carbide ris regardecl as lhaving a marginally lowe.r coeff,icient of fricti-on
against -calibon-graphite 1.1nder certain conditions. lt is less lbr~title and •is rwt as han:i as sintefed :silico:n
ca:rlbide. All though r-eal, these dififerences are srnaiJ One substantiaJ diffefenoe is in corros~on reststance.
As a rough rule of thumb, reaction-bonded silicon carbide is recommended for service where the pH is
between 4 and 11; outside this range, sintered silicon carbide should be used.
For mechanical seals, reaction-bonded silicon carbide and sintered silicon carbide are widely used. New
compositions of silicon carbide are also used called silicon carbide graphite-loaded because they contain
both silicon carbide and free graphite-.
8.2.3.2
Reaction 8onded Silicon Carbide (RBSiC)
Reaction-bonded silicon carbide is manufactured by reacting silicon meta! with carbon-graphite in a silicon
ca:rbide matrix. The resulting material contains free silicon metal usually in the range of 8% to 12 %. The
wear and lubricating characteristics of reaction bonded silicon carbide are the best of all hard face
materials; therefore it is the preferred material for high pressures and speeds. lt also has good chemical
resistance; however, some chemieals will attack the free silicon within the structure. Examples include
sodium hydroxide and other caustics, amines, hydrofluoric acid and phosphoric acid containing small
amounts of hydrofluoric acid.
8.2.3.3
Sintered Silicon Carbide (SSiC)
Sintered silicon carbide, on the other hand, consists strictly of silicon carbide. lt is produced from pure
silicon carbide powder with nonoxide sintering aids and is a homogeneaus form of silicon carbide that
does not contain any free silicon. The absence of the free silicon makes sintered silicon carbide chemically
inert in virtually all corrosive environments. lt is the rnost resistant to chemically-aggressive fluids and can
be used in virtually any fluid. However, it does not have thc pressure velocity (PV) capabilities of the other
type of silicon carbide, and being lhe most brittle material it tends to chip more easily.
8.2.3.4
Silicon Carbide-Graphite Loaded
Reaction bonded silicon carbide-graphite (RBSiCG) and sintered silicon carbide-graphite (SSiCG) are
available. Methods to improve the dry running capability and PV Iimits of hard-versus-hard face
API STANDARD 682
120
combinations, such as silicon carbide against silicon carbide, have gained considerable attention_ New
composites of Silicon carbide and grapMe and modified face surface designs have been introduced to
reduce face lu brication sensitivity and improve PV Iimits. These composites contain both silicon carbide
and free graphile ranging from a few pcrcent up to fifty percent (50%) graphite. The addition of graphite to
the silicon carbide base reduces strength but improves tribological behavior. The ability to handle
abrasives with these composites is not as good as that of pure silicon carbide but is significantly better
than carbon-graphite. Users should review experience with this material for the specific service prior to
selecting it for use.
B.2.4 Seal Ring and Mating Ring Combinations
8.2.4.1
General
Most materials exhibit poor wear behavior when in sliding contact wilh a surface fabricated from the same
material. This is why two dissimilar materials, carbon-graphite versus silicon carbide is the standard
selection in this standard. This is illustrated in Figure 8.1, which compares the PV (pressure x velocity)
relationship of different material combinations.
However, in some services it is usually preferable to utilize two hard faces because a soft face material
we·ar rate might be high. Typical hard face rnaterials are sintered silicon carbide, reaction bonded silicon
carbide, and tungsten carbide. Factar s that may justify the use of two hard faces include:
a) the presence of abrasive particles in the sealed fluid:
b) the viscosity of the fluid;
c)
crystallization of the fluid;
d}
products !hat polymerize;
e)
presence af high vibration and shock.;
f)
liligh i:ntem2l'l (110) pressured seal f-aces r.equiring a higher face tensile streng~h.
B.2.4.2
Hard !F ace Comibi nations
As a ·ger1er.a'l ru~e., two hard faces wHI work satisfactnrily if there ijs SIJffi.cient lliqui'id lu'bricatio.rn. However,
harrd tace oombinations w.i'll experience irreversible damage ltf run u;rnr:<ler dry o:l>nditions so two hard face.s
are 1not treoommended for services where llhere w illl be m arginal! lu:bnicatlng conditio.rns. !Face material
development and indl!lstry expeniernce has shown a t~end toward 1lhe use of silico.lil c.a rbide hard faoe
combinatiorns lbecause of tits greater versatility wNl respect to corros:ion, abrasionterosion resistanC'e, and
a lower sensoJtivity to face dannage. ihere are sorne gernera11mlles to consider, as follows
a)
Sirniered silicon car'blde vs itself can give excellent 1results ~ lil corrosive servic.e arncl 1is •the prefenred
comh ination of ~wo hard faoes for many chemical .uses.
b)
Reaolion-bonded .silicon carbide vs itself h:as a~ so been used ·extensiv·ely 1irn hydr.ocarbon fPr:ocessing. 1t
pmvides :g ood perforrmance ·for servicessuch as oude oll where abirasiv·e pariticles are present.
~c)
Twngsten carbide versus silicorn .car.bitfle has siT:own gooC!I perionmance wher<e ftl1e lmect.i1.!U11l sea'l:ed is oil.
Even in les-s vi:sool!JS Hquid serv~lces, st~c.h .as. ·water wjtih ab:rasives, 1tl!lmgsten .c~;~T!licle vs silic0n carbide
is 'the most ,common seJecbion iftw.o lilard faces anuequlr;ed.
d~
T !!Hilgsten c::arlbide versus ,tijlilQJS:ten carbide has been tJsed sucoessfuJJy ·in lli1e avy oils, ·tar.s, and as:plilaJls..
ll giv.es poor performance 1im water but can be üsed s•uoce~skllly 1in caustic s-ei'Vice. Special allention
121
PUMrS-'SHt-.FT -SEALlr'JS'SYSi'"EMS FOR Ci::NTRIF'.::GAL AND R01A'RY 'PUMPS
LShot.Jld' be giventto '.the PY'.(pressure x .veloci.t y) oantJitiom~, a:s tl<le !Iimits for,this rrnateriats comblina'tion are
liGw.er thal!i ather harrthfaq"' ~:mnnbrnations.
e)
As a ~eneral rufe, the soienee :of tr,ibokogy 'frcw:ns oJil osrng ~wo lli.ke materials •in Jrictionar ,oontaot IFnr
ttliS if'.easom reacJ:ion.:bGiildeßi Sillc0t,) Carbide,, ,na.ftf'DW face, rna.s fbeen USed a,gaifiTSt a :sin'ter.ed siiiCOli1
oarbirJe, widc f,aca. :PL3diGal eomeerms, such ~<ts -oam;,sion re.sistance amä iinbr.easedl inverrltory costs..
l'il'l.cik..e .this a Jless !pqpllilar cambination.
P.ronnisimg Jilew materials :<:~r-e lbeing nev.elq[3e.d 1for ;seal i'faoes -.Wher;e hafd~face ·-C0J1l'lbirnalions ,a·r.e ;req.ui.r.ed.
Ao ·exampte 1ls reaotiom b0nded or ·simtered sil.icorr: carlt':iid.e graph1te 110aded. RBS:iCG •or ·SS·iDG ver~us :8-iC
Jtnave been usea '51Jlccessfnlly i~:~ s0me pipelifle :ser-Vices wtner.e a vnriet_y ·0f tiiL1ids are pumped, bul detaileG:i
:applicat1on -glliidelines :ar:.e cmrer11!1y cbeyond the .scope dftbts s1sndard. Figur-e .8.1 shows ~PV corrrparisons
for ty.p-ical ~ace materiia'l camb1naüons.
Gr;ystallime diamrond ·caaitedl s·eal fac.es stnow .promise 'in .ab~asive applications :witlil rna~ginal llubmcatiarn
be:cause -o.f its lower coeffiicienl of fricfiorn and jrmprov.ed -surt:ac.e harcilness.
B~3 Sec,o ndary Seals
B.3.1 G.eneral
Se.cundary sea~s can lbe srubäivLded into three mai:n groups·: elastomews, .erne,rgiized seals, file:x.ible ·graphite
rin:gs and flexible graphite fiJJed splra'l wound gas kets. The selectioß1 of these seals is imporrtant lto the
function and llife oH rne mechanical seal..
1
8.3.2 Typical Tamperature Limits for Secondary Seals
General temperature limitations can vary depending on polymeric fami ly and composition of the elastomer,
but typical values are given in Table 8.4.
-- -
i'~
I
r..
-
'-
!
r-
~
-· - -
,J!___
lJ]_[L~
CG 'IS Cas.t 5ron
p
- ·- ~
I
l
- r--
CC V'..; Alun1i1'a
CG vs WC
CG vs SIC
f--
ll
SiC \18 SiC
r--
S :CG· 'tr'S SiCG
Figure 8.1-Relative PV Comparisons for Seal Face Combinations
API STA~JD.A.RD 682
122
Table B.4-Typical Temperature Limits for Secondary Sea~s
Material
ASTM 01418
150/DIN 1629
Minimum
Temperature
Maximum
Temperature
"C ("F) a
oc rF) a
-7 (20)
176 (350)
-7 (20)
121 (250)
Fluoroelastomer
FKM
Hydrocarbon service
FKM
Water-based service
Pelifluoroelastomer (high
tem perature)
FFKM
FFKM
0 (32)
290 (554)
Perfluoroelaslomer (chemically resistant)
FFKM
FFKM
-7 (20) b
260 (500)
Nitrile
NBR
NBR
-40 (-40)
121 (250)
E PDM
EPDM
-50 (- 58)
150 (302)
FEPM/ TFE
FEPM/TFE
-7 (20)
210 (410)
PT FE
-270 (-454)
315 (599)
-
-240 (-400)
480 (896)
I
Ethylene propylenediene
Tetrafluoroethylene propylene
PT FE
Po Iytetraflu oro ethylene
- -··
I
-
Flexible graphite
iJ
The temperntmc ranges listed can be affected O'{ lho'! fluid e:wironment.
b
Seme FFKM g rades are not suitable below 20 'C (68 •f).
NOTE Refer to Annex A, which reoommends an engineered seal (ES) abovc and below application temperature Iimits of thi s
standerd that are -40 'C to 400
(-40 ·p lo 750 "F) with a 176
(350 ' F) Iimit for elastomE;Jrs. PTFE is not recornrnended
secondary seal material, refer in Annex A.
·c
·c
8.3.3 aastomers
!8 .3.3. 1
General
IElastomers ar.e a complex integrat ion of polymer architecture. 1fillers, eure c'hemistries -and design
consideratio:ns. Wh'i'le 0-rings arenot ;the sole elasiomer configuration, they are ~h e sil andard seleclion for
seoondary s·eals ilil thris Standard. Tlhe g·ener.al charactenlsJiics dlisc~Jssed in this tuilorial apply to all
eJasttomer des igns.
Pwpenly selecteol, ,oompounded, cured and ·designed e~astomeric .seals perform p redi.ctablly 1in a def1
ined
service (i.e. mediu~ilil, time, temperature, pressure,, and staticldynamic duty), IHowever, ifcompromises are
made, the elastomeric seal may perforiiTl Jfilcorns,isterntly wi,th shortened :s-ervice life.
Writ1ng and/or applying a specification for elastemers is difficulf becaus·e of tihe proprietary nBture of
elastomers., ~h·e variety of [Polymer a:~chiteotures avai1ab1e and d!ffering compo'I!Hild ingrealients used. ll"his
standa,~d proviidies only Jimited, gene.ral gUidance fo.r selection of elaSitom ers and rprovides no speci'fics for
selec'tion of a particullar compournd, oure, amd fill.e:r. lt ;slha'llld be moted that [i\ew compounds arc
coontinuo-w~ty formulaled thal dmange the possible wmkin.g paraliTileter.s af .elastomer 'types and prescribing
one .sol'utio:rn 1f0r gemeral ap,plic:auionsimedias cow11d excluale viable optlons.
PUMR.S -Shi!IFI S=:ALING !'iYSTEMS PQR{2'EMirRIFllGALAND ~OTI\RY PUMPS
:s :J.3:2
123
:Bastu.mer(O'haradle"i'islJc.s
E1'as't~n1ers are ,grouJiled ünlorfamllie:s by vir.tue of fheir _
base polymer. ,ft ·isif.bebase IPOiyme.r tlilat.d!ictates tl11e
.rmaJmity •Of ttns l'z)fBs'tomer ;proper;tie.s. DiffereiJt :mixtur€s rof c~polymer~, ~ill<::rs, oornpo.unds, .an_
m cuning
.cy_d es :affect Jhe iP.hYsical .and 'dhe.~ical properfties of 1fhe ·elastomers. .whiO!n im turm effeot .how weil thc
·elastomer seals the medin. Examp.les of how these rrifxtures affent tlle ·etastomer propellties are ,given in
B :3.3221hT0Ugtil iB.3 :3.2.~.
B.!Ll2.2
RK!M (HiuoroeJas'tomer)
IFI<r.l1 has a Mioy~idene 'fiJJJoöde polymer base. This makes .the e1astorne:r ·suit<3ble Jor usewith lilydrocarborns,
sllic:one JiJuids, :and waler snd the itemp:erature rangemateflies ,uile temperatu~e .emwelope df ;t his standard
'for ifype A .and Ty~~ 18 seals. FKM is su:oaivi(iieo into nbr.ee main l}'lpes ,ßepending ·on the monomer(:s)
incltJded with ühe base polymer in aocGrdance wiUn ASTM 10'1 41.8. IEach FKiM 'type has djftterernt physical
and .chemical 1pro;penties.
Type 1-ifhe adäilion ·Of hexafltuoropr-opylene {HFP) ·mo.reases chemica'l res,istancR
Type 1/-The cornbinati·on -of HFP .and tetrafluoroetihylene (TFE} irnct'iea.ses fhe chemi·c al resistar:~cc but
reduces its cornp~ession .set resista1nce ar.1d low tempe:rature capalbi'li~y.
Type 111- The ·co.mbinatfon of tHFP, IFE plus the additio111 of perfluoromethylviny!ester (PVME)
~ncreases the ch.e mical resistance and llow tempe;ratur:e capab'i'lities,
9.3.3.2.3
FFKM (Perfluoroelastomer}
F~KM has a ~TFE polymer base and is not typed like F'KM. The chemical inertness of the full fluorinated
backbone allows excellent resistance to acids and bases, oxidizers, water and hydrocarbons. Special
FFKM compounds are required for amine and steam service (see Annex A) that utilize unique crosslink
and/or eure systems.
While performance variances may be minor, there is a differentiation made between chemically resistant
and high-temperature FFKM_ High-temperature FFKM typically has very similar chemical resistance, but
because of the added high temperature range the low temperature capability is reduced. The higher
temperature range and increased chemical resistance is the reason FFKM is lhe standard 0-ring selection
in this standard when FKM is not suitable.
8.3.3.2.4
NBR (Nitrile}
NBR has a base polymer of butadiene. This offers resistance to hydrocarbon applications, silicone
greases, and water, but is less resistant to normal atmospheric exposure (i.e_ sunlight, oxygen). The
amount of the copolyrner acrylonitrile within the base resin permits use in low-temperature applications,
but increases susceptibility to swell in oil. NBR application temperature Iimit [120 oc (248 °F)] and
sensitivity to some common hydrocarbon fluids (gasoline, naphtha, etc1 Iimit its application in sorne
refinlng and chemical services. Therefore, FKM (not NBR) is the standard 0-ring selection in this standard.
B.3.3.2.5
EPDM (Ethylene Propyl ene)
EPDI\/1 has an ethylene propylene (EP) polymer base. This offers resist ance to water, steam, weak acids,
phosphate ester and atmospheric exposure. The addition of ethylene propylene terpolymer (EPT)
increases its resistance to oxidation and radiation. Peroxide curing increases the crosslink density and
compression set resistance. However, a significant Iimitation for this material is its incompatibility with
vegetable or mineral oils, Silicone, hydrocarbons, and greases. Special handlin!J is required to avoid
corntact with these fluids and lubricants and is the reason this material is reluctantly used in rnany refining
and chemical plants.
124
AP! STANDARD 682
8.3.3.3
Chemica\ and Mechanical Compatibility
When selecting the proper elastomer, it is important to choose an elastomer !hat will be compatible with
the sealing fluid and lubricants used with the associated equipment. J1 may also be prudent to consider
liquids or gasesthat are used to purge the pump and associated piping prior to start-up or associated with
maintenance activity. Understanding and comm unicating the service requirements with the vendor can
avoid potential medla incompatibility issues such as swelling, polymerization, softening, compression set.
Elastomer compatibility can vary considerably with time, temperature, concentration, and mixture of
different fluids_
The seal selection guide in Annex A recommends f~milies (FKM and FFKM) based on successflJI user
experience. Elastomer selection should not be bound to only the recommended selection if field
experience w ith the specific seal configuration and application has been successful. Specific elastomer
application guidelines outside of those covered in AnnexAare available fror11 the follov1ing sources:
FSA Mechanical Seal Handbook (55]:
Hl "Mechanical Seals for Pumps: Application Guidelines" (56];
Pruitt, Kenneth M., Chemical Resistance for Elastomers 111 [61];
mechanical seal and elastomer manufacturers.
Subsection 6.1.1.10 requires 0-ring grooves tobe sized to accommodate FFKM 0-rings_ Same FFKMs
have a greater thermal expansion than most other 0-ring materials, suc;h as FKM. Instalfing a FFKM in a
groove designed for FKM will Iead to darnage to the 0-ring_ On the other hand, FKM 0-rings function
properly in the larger FFKM grooves_ Choosing the wider groove as a standard eliminates this potential
cause of 0-ring failure and reduces the number of necessary spares_ Note that thermal expansion darnage
in FFKM 0-rings is often confused with darnage due to chemical-induced swelling of the 0 -rings and vice
versa. The 0-ring groove should be designed such that at ambient and operating temperatures the 0-ring
will sea\. A standard 0-rin:g siz.e reference \s ISO 3601-2:2()08.
IPhysrical properlies of the 0-rings such as therma'l expansrion., elolilga±iön, hardnes·s , and modulus vary
because of th-e elastomer composiuion The composition •C81l a'lter the annoumt •o f stretoh, squeeze and
volume fill the 0-rirog can aotnieve. Also, ·extreme temperatums can v.ary the JPredicted charact·eristics arnd
physic.a'l properties of the e lastomer. Proper 0-ring groove design helps to av.oid secondary seaiing
tPrn:blems .associated writh th.ese variables,
18 ..3.3.4
IHardness
IEiast·o mer hardness is measu~ed in lnternation:a'l Rubber Hardness Degrrees (IRHO) or Shlore A IDUJrometer
hatrdness poiirols. Stand.a rd elastomer hardness is typically speoified in 5-poir:lt increrrnernts with a ± 5 point
toleranoe. Oeri!sity of lhe elastomer is directly related to the lhardness. To decrease ruhle amount ,of media
pe.:rrneation a lhlgher hardness 0-ring may I:N:l se:le cted. Tyrpically higm-nard!iless 0-rlngs have more plastic
rproperties and will be ress pe11meable, lbut elas~Jic rpmper'lies •rrnay lbe compr.ornised.
Attenti·on ·shCXIJüd .be giv.en to fillers :used wihen incr.easing tbe density lo -avoid material rincompatLbility
prob'lems. Alifhough most elastome.~s ;use carbon black ;as Tillers, ·other fillers ca.fl! lbe used_ Chemical
c0mpatibility ofithe lbase p0lynrner :and ~he fillers used ·stto~ld it>e comfirrmed.
Table rB.5 sl1rows a typica'l hardness range .for :seleoted ..elastomer:s_ lt is i mpo.rtant to ~~ote tMat tlwe hardness
r;m!iles st;)ov~rn ·cmJü .exceed -a speoiftic elastomer durometer manufac:Uuning tole~arwe. Use of e!astolillers
\'li-ibh ha'Fiil.mess omtskte the ran,ge 'SIJCc.essfully qualifticatiolil te.sted rmay irmpact ihe -abllity of the seal
assembly tG meet the perfo:rmar:lCe Hxpeclations öf this Standard_
125
IPUMPs--:ShiAH SEAL: NG SYST&IJISIHlR C Ei'JTR FUGAL ANC! -ROTJ\R:< RUMf'S
iJ";a:~le 8..:5---Typicai iHar:dness 'R ange fo.r ~Sel:et:ted 'S;e'Ccmctary S·ealls
I
lSO.IO.M
N 1·S29
Maler-ial
I
A:S111J1.!1[[)n4~ '8 l
I
I
FKM
IHuoro.elastomer
IRKiM
ll'llinJnmm
1-ta;rd:n B'SS
IPerfluoro.alastomer
IFFKM
Ncli~ile
INBR
EthY,Iene propyleme diene
Tetrafluoroethy,l ene rprupylene
IP olyte!rafluoroethy,lene
I
I
'I
EPDNl
I
FEPMJTFE
PTFE
FFKM
'l'>lißR
EIHr>M
FEPM!TFE
'
I
!
Ma«lrmum
IHarcdo~ess
:Siirar.e A a
Sh0110A ·a
70
-9.0
!
I
~
I
i
70
9IJ
:6:5
75
75
8&
76
9G
·- -··-
PTFtE
80
95
a
tiJnrqv.Je oornpound formulation l;;;sos Ia var)•ing hardn ess ranges. Some compounds tmsy he;v-e harc11esses out.sitle
lhe .a'bov.e ranges.
8.3.'3.5
Oth er Secondary S.eal CO'I'i\:s'i derations
Ulsers tlinay wish to consider al·ternailiives in cases where the .stand;:m::J ela.stomer 0-ring rnaterials, ~FKM and
FIFIKIM, do not meet a'll performance requirements. These alternatöves normally tindude 0 -ir-ing materia'ls
other than FKM end IFFKM. Flexible graphite, wh11e r10t 0 -iriing material.. is a standard secondatry seal and
may be a reasonable alternative. Elastomer shapes other than 0-rings are rarely used. The primary factor
in selecting an appropriate alternative should be proven experience and lower cost.
a)
Alternative secondary seal 0 -ring material may include elastomers such as nitrile rubber (NBR),
hydrogenated
nitrile
rubber
(HNBR),
ethylene
propylene/diene
(EPM/EPDM),
tetrafluoroelhylene/propylene (FEPMtTFE), and FFKM alternatives/substitutes. Flexiblegraphiteis an
alternative worth considering although it is not suitable for use as a dynamic secondary seal.
Tetrafluoroethylens (TFE) coated elastomer 0-rings provide low friction and chemical resistance at
the contact surface with a self-energizing elastomeric core; however, failure of the thin coating can
result in 0-ring failure so they are less often used
b)
Bellows seals provide specific advantages as secondary seals. Problems with hang-up of dynamic
0-rings caused by sludge or debris can be eliminated by Substitution of bellows seals, as an example.
c)
While seldorn useo, spring energized polymer rings are a specific type of energized secondary seals
camprised of a two part assembly; a jacket and an energizer spring retained in the jacket cavity. The
inner cavity can also be energized by an elastomer. The energizer provides the positive force against
the jacket lips needed to seal since the polymer Iacks lhe resilience of an elastomer. They are used in
high-pressure, polymerizing and/or low-friction applications, and only in engineered seals. The jacket
material is typically PTFE because of its chemical resistance and low friction. lt is important that
chemical and physical suitability of all the materials used in these seals be verified.
d)
Wedge, u-cup, or v-ring shapecl elastomer or PTFE material also has to be energized by external
means, such as a spring, but reliability concerns associated with fretting and increased friction
eliminate these as suitable alternatives within this standard.
Other considerations for selection of particular elastorneric compounds include the following:
a)
critical properties (such as compression set, swell, hardness, etc.) may be more important for some
mechanical seal types than for others;
API STANDARD 682
126
b)
dynamic secondary seals can have reduced temperature ratings:
c)
the elastomer should be identified by ISO 1629 or ASTM 01418 designation. and should not use
reprocessed materials.
8.3.4 Flexible Graphite Filled Spiral Wound Gaskets and Rings
Flexible graphite is a highly conformable material that is chemically inert, naturally lubricous, and has
excellent thermal conductivity. lt is mechanically bonded pure graphite that enables use within the entire
temperature range of this standard. lt is not as robust a material as an elastorner or polymer so shall be
handled more carefully or mechanically reinforced . lt is less resilient than an elastomer and shall be fully
contained under compression when not reinforced.
Forms of the material are fabricated from sheet. The most common use of flexible graphite is as a ring
shaped static secondary seal for high-temperature bellows seals and mating rings and as filler for a spiral
wound gasket. lt has also been used to a lasser extent in a spring energized wedge design. Use in strong
oxidizing acids is the principal Iimitation.
B.4 Throat and Throttle Bushings
Throat and throttle bushings can be provided by the seal vendor and the material required by this standard
is carbon. Other materials have been used for pump bushings include t>ronze and nonmetallic materials
such as polyetheretherketone (PEEK), PTFE compounds, and carbon graphite compounds.
A fixed throat bushing is rnormally provided by the pump vendor as part of most overhung, one and two
stage pumps. Pump vendor supplied bushings for pumps with three or more stages change name and
function, but lhere is almost always a fixed pump bushing located at the botiom of the seal chamber. lf
speGified. tt1e seal venclor can supply an additional throat bushing of a fixed or floating design.
Throltle bushi~ng (s) supplied by the seal vendor are always mounted in the gland plate. Like throat
bushrngs, some m'u~l'rstage pump ·de.siglils are rpro·i1-ded wjth bushings that they call throtl)le busn·rrngs.
Inside Une pump Uney .a~e usually ·I!Jtilized to minimiz,e the lleakage between high-pressure pump areas to
l·o wer rpr·e ss,ure areas.
Tlhe opera,l ing diametral dlearance of sdlid floati ng ca ~bon ~11roat o.r th.rot<tile bushing w,i ll be s:m alle:r iihan
thail of .a fixed lbuslhing {~rn acco~dance wi~h 6. ~ .2 .23 and Ta'ble 2). The operating diametral dearance of a
if bat,iJilg segllillented busrling :c an be smaUer than that of a solid floating bushing. The inner di.arneter of a
so:lid ning floating b ushing shall 1
i ake into account the d11ifer:erntial thenrnal expansion betweelil lhe ,mtor
(shafit arnd sleeve) and the bushing to avoid bushing taiJure. lf the des1red dearanoe for the soM ~loating
bu.shing ·cannot be .achieved or maintairned becaus·e o.f thermal related dimensional dhranges ~hen usc of a
·s egmenleä f,lr:!lating bushing may be 'a good choioe.
CaJib on bushing materi.al is <Suitable for chemical plant and re!liining services, but can be more sensitive to
·impac:t darnage ttman other materials, PEEK material, S'onne graphite .compo:Lmds, and PTFIE (and TFE
oomposilt es) rmay be sultable for some pump bushirng applicatipns, but they rmay rr~ol be the best .chorce for
lhmat :and throVtle bushing materia'l :t.ecause of tlhermal expans1ion prq perties and Iack of memDry and are
rnot ~he reoorn1rnendedl rmalteriiall fn ,t his Standard.
Annex C
(informative)
Me.c hanical Seals Oatasheets
127
API STANDAR:> 682
128
r•CCHANCAL. SEAL OATASHEET
FORCENTRIFIJGAI. ij, FIOTARV P\.1!\IPS
Corpcrct e Nom~ on d ß itoo :
Job nr Prn]A"t RAferen ee:
SI U.lTS I PAGE 1 0F 2 (l tar =O ; WPo!
Oi<a 111 b• ~ :)!T!>Ioled oy:
ltem No. IServlee - e :
Project Pheu :
0
ldlfm tificatio n Numb~r:
Purchaser
0 Seal Ve ndDr
l-"'"-- - - ,o=-p""'t""io-,-..,-:1-:::F:a-a :tu--, .-,s-. - - ----i EJv:
1
SEAL SPECIACATION
Sul Ccdo (~MhC·\
SEAL MAT&MLS
S.ucndäry Seola (C \0 GI
3
~
(QI FKM
• Venclor'• Sul Cl>d•
> ~
G V~n
-d-:-o- ,-:,s--::S:-eal:-:Dr
::--a-w-;l=
n=g-;;t;o
;:
, -. -
7
lQJ
a
11:!1 Vo ndnr
IQisprial woomd gasloel
~ "!'KM
- - - -- --j :Q) 'lß~
1Q: 1CVV·rx :co\. t.
'N
!Q) 1C'i'J..FlfC•L 2!.3l
... 2t2US,3\
: :.a~. 2.&.3"1
11
[öl A r rangomanl 2 1• '"')
_
$$8 " "· ·
IP' , _"
:oJ 2:C.VV-CS ;;sas)
l1
IQI 2'11CCS •~••>
0\:)ii,U::t, 'Y\ I i.
-
IQI { I)( C3f tl0n ln"Ctll! n
bJst\lng
1... • t,
,. IQI Arrangemenl3 i• 14 2l
27
~ f t.r,ll c.cn1nctm
101 r • ""'h"" thrnlth
-
IQ) U'IISN1027UrY.:d l
'M, :n.:.' ~. '-'".J 1,
IQl UNS llllf71ß .; l,pcCJ
32.4',v2.J.'>.C\
IQI U'lS II.C7i1 B n•,.e;
&:, 6G~,GG6, ~·.
~ U'lS ~~~
t -··-•.
'C
@ rrax. teu" .
---trQ~m'
0 !llsckue•JA<>or i>'e•• •re • : rel.iurp•r91ure
nornli terrr
_ _ _ber
""'· l<>rt>
tar
0 alml6ph. boii'Q pa<r l
specify:
---
"G
-------~ 0 ~il::?lli\y @IIClm lorT'fl _ __ l'a.o ·:• ,,.. ,.,
.., ~'
o·~ C2. Cl, 1\ O.
.... 2 1 2~. 2.J. 3 l
·c
•c
bUOi'g
"'
-c
-
--'C
n"in.
0 SFEC!ic gravtly at ;ro<a:~~ terrpe ;llure
fJM
~e-:-ta":t-:~
:-?.llo
;;..;..
w;.;•,;._(8;.;1.;e_
~l----------t
@ norma I•W.
lcglm'
!:j! et~er ft nn~· su
[ ~ other @ o wter seal
.... ...'"
IQI SCW-BE (llo~OI
IQI SCNV FF '"'"'"I
21
oorrral
nax.
~. 75, 76, 99
1Q1 scvu~ Oiou<a'
l8
"
~ ng plr..s
CJ 2cw.cw:~"'"'l
ltJ
0 ~Ufl:VIg lt"l""3lu·e
32.<1, 5\82.85.4
-
mini'
o:l"'er, soscify
0 ~cij conte.'Jifl6n~
0 conc!'ntralion
~SSiC
~RI!SiC
0~ )2,01 ,1\ 1!,
l!titn'
o,
~ S1CIS.C
_
iQJ 1 C'•\i.~(C,l J
IQJ • liiQm. wrt bush
I'
2!
H,S
wl!l
Q] caroon/ SiC
tl
::E
& concen lralion (% i
0 di&ao:~oed r.cn1ßmhont
~~~a~I~F~~~~5~
(G~.~~
n~~--------~
fQ] A rrangement 1 C4 t t.; _
G
0 ' f pecr ""'" "
Q1 o ther @ Mtr seJI
11 ~ Cate gory 3
1l
t ,.,. ,,"'"' "'
- - - - - - - - - i 'Qi Other @ o uter •"""
12
CONTRACT
r LUIDO..TA (Puno pud Slrea m , Flush Flllldl
?!Jm p• d S(roam
opec.ty.
• ~ Category1
0 ~ Cotegory 2
u
PFIOFOSAL
OttMr lde ntification :
Ofttel RaYis lon Number:
;~ Pur r.hnscr er Seal Vend c r
1
INQlJRV
~ ~ffi'.{q~>:•
(QI :!N':;fD :w•t.l
!:j! JNCrB :gHI
34
(g T ype A !'f· U)
lS
[Q stall<lr al)' t Pr"'Q
10
!?'\' s•tg!lt 5U l!lg
!!.!.
-
.n K}l T_ype B (-&1:,.
r--int1"'' J go.ulw fhill
- r - .•1.1 •:.
- r- ·~ I :
- f-_
~
=101 ~p:~~~;.:7, b~I'CYIS ~
-
«>
IQ rctad• ) bEilnws
~· ~ IP ipl ng !Plans
••
.t3
~7
'•
"" " .
0
r.;;;,~o~....., ,..., ·.vn €'JJ 1'l<W~ Uw allius!o
- -.,.,--:-- - ----1 Q
.sptteJißLf"1>C~Mh~
_
prp: edures, s~ec,fy
___.._
I _ _,JI.__-i ~ l:olll.rl'J rt.u~t bu.ih
-_-
g:j :&e~:r.h~ ·~·!'nl:
-
' 1 •
0 • •n•te pr~ess fiJidf> _
& ~:>1'\centrOIIlan, $pec.
tilushfluitl tnouc.:tilrcl~'ir~n)i':-$5f'U r e dslr! .i"na)
~~::h::e:':•·=-·":"!J:;'r::-""'
. ..;.:_n•...n"'(Jadrsl;;.;..;.;__ __ _ _ _ _ __, 0 (yJl* ~"'na,·o.
Qls~l~crews
1'1
0 approv• l1or
!" ~ set scr"" s
,. 1'11.
- - - - - - - --1 0 s~vcnr:nrrc-..·if:'.-.·
0 mldtJ
- -- - - - --i 0 tU<! t!Jn'f"lraQ.we
[Q) Olher """'- (>'
0
·15oollng Pr ~o su r a Rlltln!J
10 dyrn'llr.
t>er:g1) . H.
• , [Qstofoc
==ber{g•) ,,
"'I 0 Afll :\: t;(}1~nous g~ra',o1 ~ .abl><ml'ill borm~r
5I:
& ~:>rm~nlr al•n (%)
I'Ut.IPl».TA
.Q lJiilnuf.attl.frt>r
< ~ SEAL PERFa-AOOEt».T A
<~
hoil <l'l S~ ctr•rr'l:er
'""""'·•o:e
ncrn;t
0 Case Male ri• l
0 Suc l lu u Press. :'l<oc,l _ __ hat :g•)
0 Dis charg e Prc.ssurr:
bar :g~ )
0
l .. ~ 1 c.
S~a.l Ch~t mber P r&.f'»llrft
uctrre.1
_ _ _ t)ar {;a~
""'"·
-
'Tir .
@ n.JrfT'al lcn:p
~
~
,....,.
.~r..im.lrr.
10 max a~abb
rnud-nJrn
n~rrT'81lerrp.
Sllll!l:
na ~ ltfl'p.
5S
t11:
0
:fla~ml'ilr
o~ ::tO;)k._llClri"MI
~peel.'
0 ~ ~hr;.r;t o&T·211i\ft
--- ~JlJ
N
·~~:1 il'ut of Sul byPump Ma~rer t10361
10 "M:Jr'.~Ö '!Je&' rec~S
!I.:!W'2f)'f~I':~(U !.~_i;l
Ml ·o t l'!,:oafN~-tS,it•
- ons:,~_qe-:2 hw"". "
oG2
..
_
tta1
" "'
0 ~<~TIOSOh l bdh~ pcinl
''C
·0 •i~~~:o~ 1'1 ~non"' :t.<J'O ---~·~ <• .-..~ßl
Sh.a lt Detail•
Or""""'alllll tolt.."., ,r nrrmJ _ _ _ <!N
'l).''l'i'
---.((!!"''
0 2.bi'Olt~ vctprJ~ p :::~~rn~~:e·ra:re:rzt..~r~
1f frm-ptt-.:atu-re
:..1
6$
·c
0 speclic. :gravly at 1nciC.itad lcrr1EJa~Jr~
-':Ai
~ { l 'llr.. m&tal ~"ill"
"Sr Add i tionjl l!lJt a f nr C..ateg rtry 2
·c
·c
rlrM
f_j low .OIHe~c rm~
---~'*"
CJ P'<!c"""~"J:!c ,,19~
___ l:.a' (Oa)
niu
t a- r~ra)
hoF~tYi~;:~l
~
~~ ~
ON--cr..sJcr.
mN,,w,,..,
P•~ IAPS- SHAFT SE,\LI:.IG SYSn:vlS I"OR C F~RIFUGAL AND R.OTAflY PUMPS
129
r~
~
EC
~.~
~
~
MCAL
~~S
~EAL
~~
CA
~
T~A~
~~~-----,~C~or
--p~ra~
~-Na
~-l1-~.no~S~it-~-:-,--------------------------- ··-·------------------------,
D.lla lo.ba c_o"'}~ ly:
0 Purctla.&er
Job or Projccl Rl>feren<:.e:
lttm ·N o.'/Sc lvlco N.Jme:
Proj• ct Ahos·e :
l<h!ntiflca·tton Numbitr:
0 Slr»l Ve ll<lor
I<Oihe r ld.. nllfietlllon:
.fQR.:CSfTillln.lGI>L & ROTAAH•ii.lltPS
ilbo·•O.IJ.IPol
SI~ITS / PAGE20F .2
PAOPOSAL
INQUIRY
COMr RACT
!'~
=·_P_u_n__
:ha...,~"_:...,',.,.;:-:..s..,.,.-::;,-~-~-:~t-~n-r':'-~--_,_______, :411 J ~v.P-1: ion Numbc: r~
1
SEAL AU!UUAR'i' SYSTEM ! CI)nnoollo n 1J nes, Com pQMnts, lns!lumcntatlou)
1 IFLIJ'O OATA (Queoch,Bufr..r, &rrior)
2
•.Q.uench -Fluid lJJ ~n ~1 M
:::::-=C·' :r.-- --.....i.! g:~'P:~;~:; ::•• - ~ ..
" IQI lyf"' r.r namJ
• ß] 8l4Jvo/ l~:~n
ßorricr & Bufl9J f!W&9rvofrsJ~6';52,53AI~
G&naral
max.
O
rrln
~
O f loW 1ntr. rcq"d
e
Buffe t &Oarri&r'FftJid ~~~~~ ~~~N;a:....;
t
IOJ ty~n r11 •,1ilfll1
~ ::!~~~,~;· ::ar~ ---------t
{Q] ~ J .i2 ,·1
su·p portfsleflCI
0 CbfiQ> lmts of atlachad pre?.oure t:lllliog (purrp) IQJ
1 f-=-::-~~---,=---=-rl"ll".
· ::..
'· ----='.:. '-m: : . .__--1
M'-.Wr"
_ _ _ bl)r ~l
1Q1 c"""ctty
rrQlC,
;: 0 se ecliln.p~~rchaser
rH:l)l. at;ow .terro
I
-
0
5e.31V·! ndcr _
'11. D ""'""": purch•s~
_
0
mn.
~ ~'f pre'S$Ure~.( ~•::~ ~"b.n$2.!~.;~;
G
lO
bltr :9a;
- --bar(ll•l
lr.!~J>~ratu-.
I
---~gin'
@ ncnn>l t""l'·
@ .m ax. '"""'
k!;im'
@ IY'ill<. uorrp.
==
H
:~>
.lJ
,
~id@ nom11 tt~.
n 0
0 phaoe
~·
0 eleefrieal ereo
3l
CL
GR
~
ov
0 coolil1g w:llior
u 0 :lChcf r. ".,..,~ liquid
0 C', eonte~t
0 pressure
0 ACX
~azarOO'.I6~''"r.'
rrifllll"' 0.3516.1 I
!iU
Bart iet/EiuifH Gas Supply Systnm "'" " · ' ''
·&' ,.
0 SUIIP'ierlref : ode
1Qj P""" con:roi•JI<~
_
V
11:n:r
0 p~111g
0 s• 1t<dYIIt
lu~tng
_
J~
T
"'
~!I. TIIIIC6l
0
r,es~" i!«rp. "' 10() "C
0 IB:;I)('~2a,dsgtl 1Rl5
0
r..DIA ?5<l,O"I:ll rypo 4
0 Slll'~i!rlmf aodc
0 ASIVE 1131.3
----"::----llOl"'
l tet cOOler
·c
0
g ot.loniz:ed r.<;
~ ipo!.
EC
Q"ii CO~
=
- - -,:.:-:,::-:.~
-.----t
.• .,.
(01 r :r.Jflll • Ir draft
-
.fl- ;- ...
~ ·nr.,;~ard·aft
-
~~~·· ; 21
0 so~ili'S lor r::Png ~tan
ona... 0Cyelone
0 clfiQeJ
Welded Designs
weldo~ cx:nnec;IJOn5
56 Mi5 celanuou~
0 opl. seal ~uel. leattng
0 taroru~s.6 :e-st. for
Q
_
IP-lli&S
---.~
. •- - - - - - l
0 ..tpre.s Irin
bj'r (ga}
- bar (ga)
"'*"
Le v&J-Instruments<~arS2.S3A.7S)
.,-----.".---,'tn'O
..,...."'~
Seporator
s~lfcf .r..oE
- - - - -- - - - - ; 0 purollilsotr app."'''Iel for _
•' • • I"J
'" 0 pLO::h!lfier parboipalion ---------------1
GJ 0 incpecl"''$ chtc:l<iott
_
-~ m ·'
0
trartsnl~lar
0
, ...,.,._-.
_
el wclds, r<Y~IIul:
0 !"''F..g rmtic p:nt;le
_
iqutl ~e1e1ro-,1
_
t;,drosta::c _
~~~
"~~er~
~ 1• l '
0 sei polnts
.~ ·.s •
FlcW·II\5trument!l
, ., ~
·~S21
>.
.,,
'li\j11
low
100-o/" i1&p:o!Ctioficl
0
:2. 53€ . S3C
0 transmtt"' '"' p plan
0 s •·llChe.s -~CY:; ..,lcm
~· ~-------------r~c~&~s.;.'--------7.7.~~~~~~~=--------------------------;
51'
05NIO '! t\) llo'l.,.~
pl..rl
Prcss we -lna tr~m tnt&
~ ~-~~--~~~---~~.;.IH.;.9..,~~T~I.;.OH~&~T-,ffi
..,T_I~NG~~--------------~
58
f'""
_,.
1-::::-~f.)j~'"'-i:
::- h':::gh~"":;':u::-=;aliil
;;;;;n.;.'- - -----------1 0 1n .nd eator weid per:t _
9-1/GI!.C
' •
91
Terrp. l"dic8tcr f . p
0 bkretalk:
Cooler <:>bl2\ 22. a .• \ $311 ,,:K:I
lirntn
---rllm'
<:;
-
12rrrn
0 l'qJ'Q ~ileC:
Sl T891 at Pump Manufa .:turer - Seal Speelllc.
;~ ~~ a.~ernativ•. s""l
•• •
..l'kn K
11flrrml ---:>ar (ga}
$4 ~ mociKied sealfooes
''"'"'0 • 00 - m
-------------~P-:c'""Q::-II•-c;.;t'""'RI::-o
. ""o-I'V<I
--:-1r""'t:n- r"'u-qu-l'd"ll!
"' -n""'k.,..•-ll-e-t-J:I-••-K--.7-5-l,
_
0 ·~·ret c~
20 1'!111
olller
010:11>
ca:.
___
---
;:.3e.4 a:
..;vn:ax Q 2'f2.0 1
1$07
~-~r.,;s ar·~lf•
'' · .
l':c:-o-n"'"n-•-:
ct71o:-n:-L:-:I-n-:eo
: =-----------t'~
I NS=:
T::
RUM:-:;:-::!NT:-::"A:-:TION=
:::-<t-"
-...
:-.-~:-,-,_
....,o-,-----l
tles~ - - -bar l,ga;
•a
IQ1 t a<Tier qu<d vo"un
.spe!:ialn101f5
P.SVE B1.21!.1
42
0 supply laooarature
1Q1 lbW rr.le
------------;10: pnl'ösura r&t c
protacton _
to-<;n)
<9
0 SupJ;·Iieriret. c~;te
0 s!ze
sa
t?
'l ... .r., llnt~t-·~nn~
J!:jJ fl'i~g syslam~& ~~~
0
rre:~uency
rss:-- ~r·l .iü~oppla _
0 Pt~a Ulpi:Y U-.ea~
1\l.s
,r,.. ,
~J~-411 ~S2r~
PI& Io n Ac~umulatorC<> .., ~3C i
g 1101~"'~'"'""""_,
bar
K2J ~pill:ific heal c•t:eeity @ <:on~';Jnt prc'"'"'" tcr
SITE& UTILITIE3
0 :ontml voii"'JEE
tl
:V.•haft) .o: aa mm
[8 'KW'nn. &lzc 20 I
-
---------------i-;:EX
;-1;~:-rna
-:1;-:S::•"'"
-~71 ::"';u- s7h-;S:-r-s7l~-~-~~-ti-,lp-""'
--~...:...,n-d-~.·;----t
11Q &yec:~m ~oi;J !Jt: period - -c-•J"·c
'".- --~la=r~5-;:Z.-;:!.i:;;~-t 0 •LIIlPiieclmf r.od:>
•c
.10 E2j ~is<;ostty @nc-rrn.letrjl.
'"
<::ther. tp~clfY
2e ~ 2110 ut& vapo· ~'""""' ..ar;;;;:-:~11))8rtiU"e
@rromot~.
iD"
2» (QJ 111"110&pl\. bO>fin!l ~<:>rt
'""""J
. .
Bledtler .Ac.vumulattJ r f~-- ~a)
MAWi' ..., mp """U• 0 s·Jpp)e·lref. OO<Je
> •.
0 •peelalr.,qulremer.l"
ll~ll
_
.11{1y rmr~~ ~oon"u,er, ~~~c f1
""'"· ---·c
·r.
n IQ)-,-pec
--:H::-Ic-g-"3\'
-..,.,~:--a~t.,:li:l~91~1lrv
,...
2.l
_
eKl cirVJ . JtJ1'I)
- - . - -n-o-'mlll - - - . C Jonlylqul)
IQJ-=-fu o o~ari.li1~
<t
0 ASMEuo~e ~flr"Cl
---k'.,"i
rmx
rrin
1.
<:OIIm!'t
1
t'
_
0 ASMEB31.S
.n s,:,.: t ~~.-~=- ot ' urrp M~'Hl ....,. a.y~~~""
~·r1r1
0oc
-o~lin~
.gl::-~....
~b:."- 9-:l-:c
+1::7-i
OU.~fh ~.lf::a••un
o:'\or
~ hEi;ttl -•e•lglon<J>'IIl.l _ _ _ m
~re$S. rol•e• v~ i'o'e
t:
m
2CI
r.v.·. w oi>2'>J!I>Of _ _ _ bor (sa)
r'!t uc. al~w :::n~ _ __ '"C
0 oplionli ~Of'r.lfl':n:nlo:;
&ea! v~ndor
,.. 0 fb w -atereq'd rMX.
";
:""l~ . s
' J
- - -- - - - - i l(Q] 11!5lgn h llo uf 5Wa aw< -;y;w;; ~~-~ •i!ti!>
11
'"~-
"C
~:~m;..;:•Je _
ol~r.r
0 ft:llv rd ea:orf p. piM --- - - - -- -1
_
_
•nl li l."C· :;l i111Qw;!f@f"~ U.:J•U".~S222} orp.BI132
0 flaw rrel..- 'er p. plan
0 trnsmll&r for p. plar,
0 "'lldiographle
0 utras.o:1fc
0 !;:wltc:1 !'!:; fo· p ,:.!ar
62 ~NO::;:::Tl:5;::::--::
0:-::pu-:,::cl:::.,::se~·:-_-_-_-_-_-_-_-_-_-_-_-_- _-_-_
.~-_-_-_""'~.;.-;;.;_.;._::._;;.;_.;._-_-_-_-_-_-_-_-_-_-_-_- _-_-_
- _-_-_-_-_-_..1_""'_
~_.;._"-_""_"-_-'_-"_-"_::._.::_- :_:.:_::._- _- _- _-_-_-_-_-_-_-_-_- _- _- _- _--1-1
C5'
0$
0 sr.cl v o"'dor
API STANDA~D682
130
MBCHAifCAL SE:ALDATASHEET
FOR CENTR!FUGAl & ROTAR'f PUM PS
Corporot o ,.".". ond Slta:
Job or Proj ett Fl&lor ..n cc:
U.S. CUSTOMAR'f t.Jti<TS IPAGE1 0F2
ltom lfo.jS..rv1ceNam e:
Oo~tnh~ onmphkd by:
~P~r~o~~~c~tP~I~ta~s~
e:~--.~----t-----~~~~R
~Y~----t-----P-ROPOS~~A~L~---r----~C~ONf~RA~CT~--~
0 Seal Vendor
otf>cr ldcnlific:rlion:
0 Purehae-r
ldB11lificalion ~um ber:
IQI Purch aser or S.al \lendor
Data I Revision Num ber:
fliiii";..;;;.;;;.::;O-:p~t::'
lo:-n~
aI-;:
Fe.;..a~t.;..
u.;..
re.;..s;;.;..._ _ _~ B'J :
SE!AL SPC::IACATION
1 Seal Co de (!'r neot')
SEAL MATERAI..S
Seeondary Snl• ;' te ! i
IQI-.,--:--=-~-..,...----------1 ;Q]
:Q1 "KM
sprilt~wc•·nd II'H'Iw<
l IQI
lQj ~-KM
!
•
I
Vcndor's Seal Code
t ""'"
FLUDOATii. (Pumped Strum , Flll&lt Fluid)
Pump@<! Str•..,
'tcr•..o 0 lype '" namo
IQl ~liR
~ Vendor's Seal Ororwlng No.
~ o~ ··~ ~g. n •nff seal
IQ) Vendor
IQJ Calegury f
t1
IQJ Catc gory 2
:4121
~&8~oi~F~~ce
~
s-~
-G~\G~2~!~------------------_,
1
,.,,_~ · """·
~
DIC2.CI , 1t 13.
I!:!J O>rbon/ SIC
~ 1CW·FX. (Cot.l
~
ßl: 1C\11J·Fl (C"'I 2!al,l
ti
i!l 1(';;r;.A.. ((.01 1
ti
Kl MGM n91t OIISh
0
- ---------1!~ o·1cr@ '>uter seal
~ (Q] Calc.gory 3
"2 [QI Arrartgement 11.& '"1
Klj SCIOC
i!:a SSIC
11::11 ~s.c
II, L\:22,2!.3\
$-"·-··
((; P.:I :.l&lt
'ti
fQI A rr angement 2 r< '")
0 >cld ccntarment
0 C(YICP."lt ra'ticll
0 purrplna ten-perature
--.,.
"F
fr8X.
,f ,:O'!.
pip.~~lanl
~
ßd 20/J 0N Cll~di
4
O ~ CI.O!•• G.
""
Q ZC.I'J.CS : • .")
K..2U2. U.H
21
IQJ ~NCCS r; ..)
~ roc c•tbuo• ll"t··~tu.
~ . •tu.u.e t
n:>rtT'III teft"p.
22
e.2 68.t'1. eu 7t
mi.X.IIotrp.
Z<
101 AITRnoomont 3 ..J
25
fO) :\ON-F3 <•c\""'
25
~ 3C'N-B6(':Uidl
27
10] JC'N·r i r oou•o)
2t
1Q1 'IJt h c<>n,.ct.",
bu5h~
~- ~
1•
1Q1 Tll< caroon throttte
- - - -- lbltL'
0 al>öcbte vopo< pressue •t ref . ll!nperalu'&
=
=
_
PHi
_____ psi
"F
72 75 7S 99
_
~ other a '"""' ..~1
,._....;.......
•
1-11
·o~.2t:t:2. ;e3.1\
_
m•
- - - - - -----l 0 Vlscol 'ty ~ 1:1rm. l9rrp.= =cP ,. ,. .. ..,
{Qi
~·~ot~h:.:e;..r:::@~o::.c::!::.~';.."::"::"=-----------------4
'
0 haz.ardous
o 07.n:.s. n '"'3.
4
0 f arn:able
Springs (S 16 <J
Sl, ~lA. -.~IC ~ UNS 1'110276"' llll6465
' ""'' ""'"~""';•J
0 ctl'er, spr.r y
!i·'-'' e2.ea.o..
1"~~ J-:N-::S,-S....,..
31_~_oo_"'_S<
_~_,_6_3_s___<•_"_""-'~""'
__,;__-1 0 t •il eo OJ ~ ~rl)icr.·
SOE. ?•.gg
Meta! F'arts ~.IG3&6 t57l
0 äCidiri"" @lerl>.
7
bJ•twlsl
c lll
~ :o~EB t<r.>:)
_
[t!J UNS S31eOO 01 8316311 _
iöl .JH'j ~r021o
_
0 pcur pr:htlr.tTfl
;~
~ S'JC.fl! (QnJ
_
~ JN:> N:JOC.<O
0 rnt.·rrer~no •wmts
I !!
jg 3\ICFB to••l
_
~
_
.
[QJ Type A ~·•:~~
•nn-?.r-loLter~.f'!a1
KlJ ~••.-n•ry ""'"'17 - ,.-- :•. "··
lXI sngle sp~n~
.,. ~ ll>o!l
r.vJU! ·B ,..,_;;
..
---
löl IOlO!I.1g b61:>w s
ß:'i Plp eng ~a'''
--
' ..'
0 oJTRW~If n·
==
·o c~y •sMc
s: O sta:<
';j
}'-.-·t
Atl(Ut ionei1Dirt8 for Cal a gOf,)' 3
5(\
(f:.·-oory' ~ ~~
ctllol
nnt:.l :tas·~n
C ~rate<!~. nor".._.
ö
heat SOBl<., I\C'I'""rn
0
==
& ccrcMI1a:o.1. spee.
fiDI H1:d
tltiX.
IPI·(;.:
C ~oharge ~ressure
!PS (~;
0 SealChamt>or Prenu-;;----
'F
-
Irin.
~'". l\ '
btJiht
~ncr"NI<el1'll
nm
opcc~
"""
ON ro1.a.t1c r
COI'tl rol(!{t;,n
c n ~012 lM ~..~~
lti/fl'
-
---t.'.i(l'
Pli
~o ak"mS~t. l :.~oiinu p-;,inl
u~:ruar
r52 ·0 t'llld.•fied.seal tJG~
_ _ •JMOi~·,rä..;..-;. ,r::.ca
'F
0 ~,::cr.f1r: Jra...-tv atlr.dbat~r~·JJ~
rm~ ) ('.<'1'
0 Shaf~ Oe talls
= = blJ/hr
-
0 abs.<:Me ·,apor•,.res-s~~~crott·.-c
ncr"!ll: :01'1'.
_ ___ psl
•F ·3 ',.
---.F
•f
@ mllt. ~""il
..
hori7.cn!-JI
ve 'liOel
dr.e~niJhve l:ö'.":t:.:.l
_____tlll"'
FJus h.FJ.uid {rv.~ ._,\öoi.,Yd "f•.vne i:l~ D.mpä.i~U4M\)
__
Ct:~a~ M1Jt• rfal
so
axtal thrvst"" ollaM
bf
GJ ITevl of Se~llly Pump Manufocturor ftl l91
"'6:l 0
O'ct.l\•= ·~lli>Wn•
- - -------1
0 v.Jtfej:.tJ punpce<Jr'lflP
---:-,.~.:----_, p:cccd,trc< ,;pcr.~y
-0 o kY'nr1tr.- ~"1rr.r.:~~flulrts _
itJ-mpcrature
011
:;e
f
~- l '
·o0 "'""
o.luw
mn
l~
_
:J ff:vtn'~f[i\r.
psi (~a) l 13. , 0 Suntlon Prees. {t,.H t\ll
p si (5") • "
I'(_C,_.uw ·
c.;Lh..:-r' s~ro'1fy
bcl er <;eOO eh~.;".,
tQ; seat ci'\antJe·r 'l.'ent
0
54 'Ü A r;. J; tOII~'lOOö .CP"'cLC>II @.aixoclfrolb~rr(;-
U
0 resua~fcdcgafi'e
--------+
P.l) :)lhcr Spo!C~Y
•• .SEAL P ERFORMANCE UATA
•>I ·s ulins Rres,.osro 1Rali fl9
!):)
_
-
1-::P::"W
~t>..;IOA."-:;T
'-'A
-':--------------l 0 .Socnc~n:•ati:>n (%)
0 Mcmu f.&rctu r~r
Q s.e:alve11::1or ""QView
::.) m:xlt!l
0 n utel terr~eralcriTr.
01:9 set sc:rews
47
0 ~~on<:dJOn$
IQJ '·"Jl"'"""
l'lj;J~::he::e-:::u:-::~gl<:odlt":
~--'•g:.:!;;_..;...t
jaCk9 - -- - - - - - ; 0 ~,.,. or narre
g:jJ s&1acrew •
4ti
0 plates e!Nd!C()n"I)GSes
-
~;:--beMM"4W.U.·.:IfTl 1Qllixed rhf'oatbuth
._
1 _-t~ J ioaMg lhfc:st biiSh
___],____
'co:;)90ry •
~ c~lrutiwl
:IOIAPI ~IO
a0
~!il ßjl T~e IC -:-~ I"')
'1
0 narre or typ&
0 poly~nze- @ t'!t'Jl):. ____ "F
SfAL ~BEROA.TA
___
-----"F'F
0 •5 Cilt!"m llrder >hear
Iiöj cther soec:~y
•IQI ASIIE67l 1&2
' ·~ ~
-- -
j!QI$latcf\fry~eilews _ _ _ :a t' l•
!111
;>Jlm
_ _ppm
'
""'""'
specily.
V
_
\Vet
SI"''Wy·
a
_
H,S
7 ~
9
.o)
" r.oneentrlllion <
0 d~Hct.ed cO!llan1nenl
----,F
•0 VIJ;<ltilly•@o:o:m ti:ITf' ----- ~? (t ilfl04HJ
0 rt.w ·ra!P."·"'l'<l ,.,.;;. -----~~~'"
""~n
0 --------~P"""""'M~:I ~
- - - -l)!<i (\Ia)
ntll
==P•>Hg>)
9fon
PUMP8-SHAFT SEALING SYSTEMS F~ C.:NT RIFUCAL AI\D R OTARY P UM:'S
M i:C~NICAL SEAL DATAS'f'El"
Corporatc N:.mo u!ISil:@:
FORCENTRIF,.UGAL."IO:RlJT.,~'PDMPS
-Job o r:Projctit Roferen c:@:
U.S. CUSTOMAR'f U~T'S rrAGO Of 2
L:a'le ~o be (;{;~leie_c ..,.~. ·
0
ltem No.:Scrvio~ .~m o:
, FLUID OP,lA
m!X.
m~
'
O llliw ra~ req'rl
SEAL AUXII.IARV :IYST!'M fC or",•~tion Lln&o, C1>1!1 pcme nl5 , Inst rum &nt:rtton )
,,..
0 jo-.,t us~i JP: "l.1!Y ~yv-.Jl
0 •.Jplllio·tr~· <:tld!i
~ .."",5100~ ~r:n:li~l!l
0 su~~it<<:Mo~et h••
..$J .f'l(trldJ$:tind
0
!PI ·- AIB: nJ:vt
0 ces E" mt' m llll-.n.i1~ ·;)(essu-e """ing tfl<'ITP) IQ\
---·r
r-nx. --·r
/!bffr!r & Jilrrrier ffllirl- -
fQI r.J~ or r~:.rw
--- '.
~31 (!)111
WAVIP
y:rn
~
""'~- ~- lr.nf;
Cl
O
--
"""" •~ow
-
-
CCIIYI'E'J'I
,....._ -
mn.
tr
tn1"l
- ----
'1Q f Ud ope·aling no·rrot
psi(Qe)
utMy mllnll<*l ccnn
psi(ORI
restr o.'l!r~ riJlJ:Ie
-----
MlX
e;d t:1r~ ul PIJIP
'F
'F
'F
o:,er, '!!OP.~riy
(c rtriqli~·
0
- --
@rou&mtltlm>
t~rt'
lblft'
_ __ P•'
@num"al>tTP
---
., ; 2-4~
~· I tn ~P IInV
biU/h ft"f'
0 t;<lO;-ol ~
J! 0 l-eqlle1<;V
J6 0 pllue
,. 0
J7
eec1iical :!We&
Cl
•c 0 ant>ent ~11'1'-
,,
0
o-le<tz
0 ocl'recll.le
0 s!Ze ~12 W1ch
------- •r
GV
rrnx
olher
0 h&a~~
:0..~·~
•r
m"
•• 00 or-.eo- ccoli1!1 lq.Lo --... 0
---gpm
--0
,,•• 0
nor:ml ------0 ATfX
0'"'4'
·~
ec o ..
----ccolir!Qwale<
<l
"F
I UPI!ti tam>Drll:.&re
45
~nowrailo
~~m
a,cptlstl. .
,;
r.esign
50
C21.
.=1
T ::l3>5
!>'Piflg
31-1 inch
---
G~
~
V
-------
3<
ConnQ ctlon llt1 es
0 tub1ng
;
-
p't<n 52..53
day9
0 pl;>e. Al lvo nlzed CS &:;;! atr ccoter
(QJ nab,iral a~- draft ~·.., alo rcooler
~4
[Q1 notJi1i~d sealfr:Jc~
0 porohaser aprnwallor
0 oc\. • ~aJQUIII. le51ing
0 hJ' IJIIOIS ~l fo•
$
0 PJ'cl•ase· ~.r~c,rRir.n
P.O 0 ns aac1ors ""'"Ktst
w eldd ecr nor.li:1ns
0 103% nspeotl<>n o1
-
61
"'
Nares
0 Wi'OilaSEII
D •Ealven<b
-
o\ :'I;.. ~-
2 5 ~nch
!IJIIo '"'.
-
.d(:.".Ail: !, (.,5tßeb
n(~.'':.ttll)
>Z'6Jndli
Tde ~;.
d(~ 11-.J>.2_:iWI~~
-
-
,,
.
-+fl.
INaTRUMENTATION {Gccr..oA· tt~~~tGi
0 do.slgr1 terrp > ~12 "F
0 IEC &:l4529.d-->!ln IPI35
0 6,.. 250,cncl Type A
"f'
-
..
lb
Ul1its (Jitesl )O~~ . . .Ol/IOW)
.,.erJ?.·hdi.:::~tor ;_ P- plan
Obi...-c
0 ~culd lilod
·r.ch
..
s ..Werrref. cale
.'
-
C C*Oft iG rotp~
~"• l2. SlB !>-'C
Pr~ssure·lns trumc nts
.·.:..
.. \
0 ga~• lcr pi?r~ ~lan
0 ol f ölo1 gaugc,s
0 t-arBrritrer for p o'an
-
•
0 IWitd"''tfnr f) ;" 4'11
0
'
1
•t-''tl
:,
s!!!IJres.s
...... ---pol(a•l
P"lla•l
mn
Uvtl·lnstrumentc 1p1o.·62 53.0., 15)
0
rfl. i"VJicator w~ ~ad
-
0 tW'rSITitiRI h'i",.C&tatc -rcn'C1~allt4
...
l
~"fl''CII
Weldod Desii]n~
!6
s ~ 6 1ri!Cft
d(~tj >
a~rlr<M. co:l&
fJ] pre!S ilrrD'tf~~r.r
C?clone Separetor
0 oJpploritef. c<>M
Testat Pum p Man utachrrar · Seal St>tellle.
62
0
r.:(1hefl~ ~2 ~1rrch
o
CJ fOC«CIIIt dr~ft
s; li:Qi .....-natrle su
"~"~llfl;
0 s~~mer_ cc.ce
IQl ~... O:lnltol Vll""()~
Cooler lpta~z~~22..2:\"\ s:w . ~h::J
0 "PP!tflref. code
-,a
Al:ir.t=rot 3
53
S7
---
Bjw . hghiP.fTl= aq ·,n -
&l Miscelanoous
-
BarriuiBulfer Gas Suppoly System 101" n '•l
-----l:.! -
pti(Q81
9<~·:~
I
Collect. Resttrvorr far llqutd leak.a.ge ~p1an (5. 75)
INSPECTIONr. TESTII*3
52
-
Pli ton Ac:eumulntor .[Dioi\63C)
so~i)ller!ref . rode
I0
... 4!!,,.,...
p51!Q3)
c:u~~~
.,; LJ
Ext;rna1 Saal Flus11 &~61 tetr.r. (].ol~il~~~~)
M l sllf""'" lnsu.:t::Crr
:II 5ITE& UTII.Ini'S
f:
---~ -
0
m·r;"..,, a.v911.2e
=
f<l•ld @ ro'mll lerro.
!2
-
dc:sii}flai u.s.
rTJ~ C.C•ö!ol. 7
llng •I'SieM 1J ">l
r:Jt.~blll: ·~~-~Ktdl'
- v.s. !llll
~ bl'(oer Qulavck.r.",(US. g~ll C*J&•·Z)
_ _ IJIII
belin~
~US. u<1
ha2Br~c:u!l se= ~
~ 5yste-n ~:>ld up ~00~
tj~ti<:I'!IC
- f ::
-
-
all ,., etos, rrethclt!·
-
0 rA~;~Mitc~rllel;,
0 IIC'Ud P~netra-.
C raocgraptle
--
_Q UllriStnO
I
0 ' U?:>!ll!r'ref. ::ode
101 no-rin. alu 5 U.S ~al
s;rn:ial.oi>O';s
B
:S ~ 5 lACh
IQi IPtes!IOI'e r"'llio
prole;;lii.m @nmc. ta;rp.
- .,
1:11 1Q1 atrro,pl\
puhl
'F
0 p:pe lilper :hreods
I\SME81.2(U
:lO 1Q1 v"cos~ tl!l norll"l le.,:.
cl'
Jl &2J spac1tlc /lea: e.pacily@ con51&nt preMII"> far
1007
~5
otrer
9) heignt • M~. !)ar.U:NLL
•- - .
0')
other, spec~y
@ nux. lon:p.
,, 1QJ absc-lute
vapor pr~S\11-:t~te""ar;JttJrE
iO
N,,.,lA.P j:Ufllo'CU iflg>
nec~t reqO:Ire".~ts
"':1:1 fQ1 s:>i>ct1c grSYI,.,. atTJn.I:&<IA;;i••d &enperature
"""'
' - t1JP.n1Df:
?.as.y,.;
,. ~ ~ i • t): :IJS. ulll
-0 P.~lll.' l. ~
:J ~. St.'E c cde ~ID<TV
"'•u:t P'Pl"U u r p.,;;- MIII'A~~ ~ 'f't lt-n
,9;
ttle'm. ~lt~ f v:.;lv~t:
kV'Ij
-
BlaE:JCer Accumut:.tor (ptJ:fi S~S>
press ·eiJef vclvt:
"p:n
- ~~
. . ,. }QI !".t4)~·o/ ~resslrre: .;< ~!!'t =~' p':41n ~2~.1r.:'A
PSi (!JD)
0 op!·< Mieo~uls
---
O
""'v- ----- 'F
~A-\ 1~ ..1 ~:~~ bcw
1
~ Cl~)'
·~
QJ deG&an liritll r,t oc~lwx •ys~rr«;"*"'Vi:l.})
UI 0 'electior I' ~L rehaSer
SE'~ Vl"~:rv:f:tl
11
l!
rö\'l&w : pur:.h8S'~r
ß 0
sea ~·~1:Jor
P.c.w ra-:e rEq':d
b
rrln.
'II
o:>at r,gl1>aling (~1-)
n
-
I
---~p11
r1n
terl'~r~tule
Bartier I. -ELlff~ r~~scrv_oira • IJJtar.__sa. 5'3AJ
Genij_r&l
k
,. O
I
;
I
I
1
5
1'\1ll'll!!
14
CONTRACT
a,:
Quench F.'h.rid 1\h'-'}~lß?J
>1
r ~POSAL
I
- ~e f,Se·Yision NU m be: r~
(t.l11eno~, llulfor, Berrlo r)
!Qi ll'l-"' .,
' :,Q)
"'4'W1tn:.
7!J
I~U1RY
Uther'td~ntilic~Uon:
~ P.urchusv:- 0 1 SeAl V Mdor
OptionM r.catu rti$
5
71
!
I'~•ojeeN'Ir~se:
0 Soe iVoncle>r
2
I
I h:te·ntiflcAtion Nurn bw r :
Pur·c!lasJir
131
-
,') .
,..
0 Sl>'lld't !
0 set PO~"·ts 119>
,.,..
-- ,.
-
Ftow-lltstruments
0 ~~,".. i'r:lloator f p. via•·
,. 0 l'lcnoli" Oo'4Q:OI outlw1.... (8.222) nrp1Jn~2
0 ,,.,.., ""'teriCI'fll'lan
·0 transmtter ror ~- plan
Q •wr.c1es tor p ptnn
I
Annex D
(informative)
Seal Codes
0.1 lntroductlon
The mechanical seals code provides a concise way of referrlng to a design and features commonly
supplied with the seal.
0.2 Mechanical Seal Coding Construction
0.2.1 General
ln accordance with this standard, mechanical seals can be described in a general manner by using tlle
following simplified coding system . Table 0 .1 indicates the construction of a finished seal code. lt is the
intention of this seal code to accurately describe the seal and seal system being implemented in a given
application.
Table 0 .1-Example of an Arrangement 1 Mechanical Seal Code
Design O ptions
Seal
CstegQry
Arrangement
Type
1
1
A
-
Size
Con:ainmenl device
Gaskel material
Face material
p
F
0
Shafl Size
mm
-
050
Plans
Piping
Plan
'
.
11
0.2.2 First !Position : S·eal Category (1, 2, 3)
The first posilion designates t he sea~ category. Tlhese calegories are defimed 1in 4. 1.2.
0 .2.3 Second PosiUon: S·e.al Ar rangement (1, 2, 3)
T he sea1arrangement code identifies 1
the use o f s.ingle •Or dual seal arrangement and also whetlher the dual
s·eal arr:;mgement is pressuriz·ed or nonpressuriz.ed. Seal arrangements are defined in 4.1.4.
0.2.4 Thi rd Position: Seal 'Type {A, B, C}
This position desig'filates the seal type (A, B, or C) as defined 1in 4.1.3. For dual seal assernblies with
di tfe ren~ seal ~ypes in the inner and Ol2ter position, the seaJ types w ill be dcsignated as inner seallauter
seaJ {e.g, ßjA),
0 .2:5 if.o urtlil P.osiiitioJil~ 'C onltairnme:Jilt Device ~P" L, F, C, S, X)
T he fourth posltion ·de.scribes the c0ntainrnent dev ice tound on lthe atmospheric side of the m echanical
seal This device will he'lp provide i'So1ation of tme sea.i frmn l he atmosphere. The available options are
shown below:
-
P-plain gland 'vVtith no bushing: this design Call be used in Arrangernent 2 or Arrangement 3 seals;
132
P UM?S-Si'AFT SEALII\:3 5YS7:!M$ FOI\ C=\T RIFUGAL AN~ ROTAAY PUMPS
133
L- floatirng t hrottle bUJshing; this design ca.m be J.Jsed on singJe Category ~, Category 2, or Category 3
seals;
F-tilxed tllrottte busl;ling: this design can be used on Category 1, Arrangement 1 seals;
C-contarnment seäl: a containmemt seal cam be used 1:n Arrangement 2 {2CW-CS or 2NC-CS) seals;
S-f\oating, segmented carbon bnshing: .a segmented carbon bushing may be s;pecified in ~categ·ory 1,
Category 2, or Category 3 seals:
X - ul'ilspecified: ~he option for the cantainment device is urr.kmow.n or not covered by the standard
options. This willloe specifled separatety.
0.2.:6 Flfth Position: Secondary Sealliing Element (Gasket) M.ateria1 (F, G, IH , 1
1, R, X)
The fifth position descrnbes the materials used in H1e secondary sealing elernent (gaskets) in the
mechanical seal assembly. Ur~~ess otherwise specitied, lhe material ris the same for alt gaskets in the
assembly. For dual seal assernblies with different secondary seating materials in the inner and outer
position, tlile seal materia1s will 'be designated as inner seal/outer seat (e.g. GIF).
See Annex B for tutorial on secondary seahng elements. Ttl·e available options are shown below:
F-FlKM gaske.ts;
G-polytetraflouroethylene (PTFE) spring energized gaskets
H-nitrile gaskets;
1-FFKM gaskets;
R- flexible graphite (with spiral wound flexible graphite gaskets for gland gasket);
X- unspecified: the option for the secondary seating element is unknown or not covered by the
standard options. This will be specifled separately.
0.2.7 Sixth Position: Seal Face Material Combination (M, N, 0, P, Q, R, S, T, X)
The sixth position describes the material combination used in the seal assembly. Unless otherwise
specified for dual seals, the face combination is the same for all seals in the assembly. For dual seal
assernblies with different seal face materials in the inner and outer position, the seal face materialswill be
designated as inner seallauter seal (e.g. P/N).
See Annex B for a tutorial an seat face materials. The available options are shown betow:
M-carbon vs nicket bound tungsten carbide;
N-carbon vs reaction bonded silicon carbide;
0-reaction bonded silicon carbide vs nickel bound tungsten carbide;
P-reaction bonded silicon carbide vs reaction bonded silicon carbide;
Q- sintered silicon carbide vs sintered silicon carbide;
R-carbon vs sintered Silicon carbide~
API STANDAAD 682
134
S-graphite loaded, reaction bonded Silicon carbide vs reaction bonded Silicon carbide;
T-graphite loaded, sintered silicon carbide vs sintered silicon carbide;
X- unspecified: the option for the seal face material combination is unknown or not covered by the
stamiard optio ns. This w ill be specified separately.
0.2.8 Seventh Position: Shaft Slze in mm
The seventh positlon ls the shaft size onto which the seal cartridge will be installed. This size will be
expressed in whole millimeters and displayed as three digits. For m illimeters that are not whole or when
converting inch dimensions to millimeters, the dimension should be rounded up to the next whole
m illimeter. T his dimension is intended for seal sizing only and is not intended for detailed seal design. For
an unknown or unspecified shaft size, the position will be described as XXX.
Example 1:
25 mm is described as 025.
Example 2:
37.25 mm is described as 038.
Example 3:
34.9 mm (1.375 in.) is described as 035.
Example 4:
an unspec ified or unknown shaft size will be described as XXX.
0.2.9 Eighth Position: Piping Plans
The eighth position defines the piping plans that will be used in the seal installation. The description of the
piping plans can be found in Annex G. lf more than one piping plan is used in the seal installation, the
piping plans should be listed in numericalorder separated by a torward slash "!".
A seal using a Plan 11 and a Plan 53A would be described as 11/53A.
Example:
0 .2,10
E.xam,p les of IF inished Seal ·Codes
Example 1:
31 B-LIIN-075-53A
3-Category 3
1- Arrangement 1
18- Type 8 seal
L- Fioating bushing
11-FF~M secondary seafs
N-Carbon vs reaction bonded smcon caribide
075---llnsta\led on a 75 mm shafi
53A-Piping P lar1 "5 3A
Example 2 :
128/A-PFQ/0..050- 11152
1-Cat~ory 1
PUMP$-SI'-AFT SEALING S YSTCMS FOR CENTRIF!UG.~~ ANO ROTARY PUMPS
135
2-A•rangemenl 2
B/A- Type:B •inner seal with rType A outer s_e_al
P-Riain gland w ith no bushing
f-FKM secondary seals in ·boU1 inner.and OJuter seals
Q/0-Sintared silicon carbide versus sintered.sllicon c:=~rbide in rthe imliler seal will;) cartJon vs
sinter-ed silicon carbide in the outer seal
050--ilnstalled on a 50 mm shaft
11/52-Piping Plan 11 and Piping P la n '52
ß..3 Hi-stGnicaiiMechamica I Sea~ :CGdes
FCllr rnany years API 610 ·contained a nnechanlcal seal coding systenn that was w idely used in industry This
coding lil:leU1od provided a refertmce to tne 1nomenclatme and featur es used with mechanica'l seals that
were cunrent during that time period. W hile this coding method is obsoJete and <does rilot aCidrcss the
requirements o'f this Standard, i.t still ris still b&ing vsed in some ureas of indus'try today. lt is reviewed here
as .a historical reference only. Table 10.2 slilows how the seal code was constnucted.
Tarble 0.2-API 610 Mech anical Seal Code (<Obsolet e)
First Digit
Second Digit
Third Digit
Fourth Digit
Flfth Digit
Design
Arrangement
Gland Plate Type
Gaskets
SeaJFaces
First digit-Design
B-balanced
U-unbalanced
Second digit - Arrangement
S-,single
D-double
T--tandem
Gland plate type
P-plain
T-tlirottle bushing
A-auxiliary scaling devicc
Gasket material
E-FKM/TFE
F- -FKM
G- TFE
API STANDARD 682
136
H- nitrile
1-FFKM
R-graphite foil
X - as specified
Seal face materials
J-carbon versus stellite
K-carbon versus Ni-resist (Type 1, 2, or 3)
L-carbon versus tungsten carbide-1 (cobalt binder)
M-carbon versus tungsten carbide-2 (nickel binder)
N-carbon versus silicon carbide (reaction bonded)
0 - tungsten carbide-2 (nickel binder) versus silicon carbide (reaction bonded)
P- silicon carbide {reaction bonded) versus silicon carbide (reaction bonded)
X-as specified
Example:
BSTFN
Balanced (8) single (S) seal with a throttle bushing (T}, FKM gaskets (F), and carbon versus silicon
carbide faces (N).
AnnexE
(normative)
Mechanical Seals Data Requirement Forms
137
136
API STANDARD 682
Annex E (normative } - Data Requirements Form for lnquiries and Proposals
Corporate Name and Slte:
...
0
u Job or Proj ect Rllfe ra nce:
...
...
c: ltem No. I Service Nam ß:
~
~ lnquiry No. I By:
~ Other lde n tif ic ation for lnquiry
Rem ion lt:>./ Oille :
~
~
s
Q)
c
0
t.
I·
...
...
...
~~
<= '0
DO C UM E NT
..
~
DA T A
x: rrandatory
0
t1f2T3
"' .,
<: h
>
o.>
);; EOi ""
~
~ o. m g.
o : oplionaf
lnquiry Letter
(wlth above Rsference)
"' .,
I
deflne if seal charrber sha l be del.ve~e:l ':11 seal or purrp vendor
2 pun'Jl cas1ng alloy, if beller than SS 31S(corrosion, erosr>'l)
3
define if e xt circvtalin<J purrps are an o >Jfion (plan 23,52.53Ai81C)
• specfal design r. c o ntinuovs op. @ abnorrral barrief pre$5.
of infltru,rnnls > 1UU •c raq.1i'e.!
5 desogn
• aedijionaJ c ocui'Tenl.ll ("'·9· special rrateriel or te>t certificates)
cond~
(!' X X X
teiT~Jer atu r;,
::l
1:1'
.=
Pro p os nl Lette r
(vitfl abovg Re!orcnccj
X X
X X
Cl pro~'lCSACI RAii.E & au~iiNY sy ster-s (type,size ,n'fliArl:ll pifl i'l!! plun)
X
alernlliives pro ::JOsed
"- deviating featureli & any test da~a of offe-ed Ergileered Sea's
X
efo liolllled ~e<d tea~<l!le ol ? NG f".S (il n!'ptC".<ll~t!)
u advise if dr~·e colar req~.>i•es rTOre then nine screw s
X
17 s pecWy d evice f or 6e al sleeve attacnerr.e.11, if not sat screw a
11 CJC<:cptDm lo this ~lmodmd (dcvi<.l lior1 fisl)
X
tl
20 tha ta&t a nd the propo&ed seal
? 1 a ny conditians observcd 111'11 w ouk:l j::opardize tiM; ~bifty
X
X
or lhe
2s dy narric & static se aling prass Jre rating
24 'l-aK. reveose f.JI6SSuo e (w ho;re a pplic<Jt.Jk:)
2~ "NX. & rrln. or:eratlng terrperatl.lres
X
X
X l(
22 '.ie al to meet the re:iebilii'J e nd performance req·Jirer-er.:s
X X
X
X X
., c larlficatk:>n of any des<gn or sp!!Ciflc~:on :llfferer.;;.es belw een
D<tla Shc ct- acc. lo .Jl.1nex C
or a!lem alive purc:imscr ia)IO(d
X X
further details I specifi!d o pt<ons
10 t0 be c~leted by purchaser:
0
·,r ;o be Celrr4ll6tad by purct.aser or saal vendor: ~
&
X X X
X X
X X
I<I"!W<'!Je{~ ) olher !tlfJtl R•~! lish lor ~JIIor spe.:if G docum.::nts
Dala She et - acc. 1o Annex C
Or ai(CffJCl~ivc _()U(:.;jr;)St;:I iayoul
X X
X X
' addälonaljob tNiing nsqui·ements
9
9
X X X
X X
X
X
X
X
"
X
20 required connectX>ns on the purrp s9al chaniler
27 s pccify il' purrp vc f1C.1cr sh al provi(Je flash tap & r:ort conrrectiona
X
2a dellne heatlng « c ooling re qulremems for purrp
29 to be C::>r11Jieled by seal vendor:
D
x
:ui
lc· be COfTllleted by purchaser or seal vendo·: 1Q1
X
X
X
lt IT'OdHied faces for purrp performance lest
x
n aJierM fN'e SP.aJl o r rl1.Jil'J) r.erform:U'ICB test
X
111
JJ s eal ax al lluust f orce on shaft
X
...
a.
Cross-Sectlonal Seal Drawing
'~ s ufflc,ert d lm&nsional lnformatio:'l to chec!t the fil of the i'1Stallation
35 i•l lhe GQllipnenl, •nclutiong lhH ~ealf:hmnher IJme and dcplh, ftlclnd
typical
ii ' - r 0
Cl.
0
modifted typicel drawing
aG plate connectk>ns, ana ihe <listance lo the nearest ollstruction
37 external tc 111e Leal charrbe;
is ac~eptable
X X X
(~·.tl/J ubov-..1 .f?c .'e r(mCv j
Ja avcra J. scal dirrensicns & a ny rck..'ll<ont scnl scttirg d irmnsions
3t seal ax1al tolerance to differential s'Uiftlcaslng n ovement
'·0 !tey d r•1e reqlli'enenls ( f. appli:able)
4 1 :reteriel specifrcalions
•2 ma1• be cn Cross-Sectlonöll Seai D"aw ln;J
X Detaile d 80M of Seal
4 3 c klrilyiny '-'"Y pmrp nndilic"t'oo3 re'l"ired to t il lhe J" upooat s e<:'
0 0 0 Separate Seal Cham bcr Draw.
•• show II1S e~ner tlle seal asse/11)11 o r inciJde a c ross- reference to •
x Seal Qualification Te st C ertif. 45 properly conducted las! & 'u l~iled requirements
x Seal Qualifk:ation Test Fo r m
< 6 rest data & any other relevant irfor!T\11!101'1 ( sea A ooex ~
A u xill&ry System Drawlng
sdrem atic
(vi th aDo vtJ Rc.'vrcflcc )
X
X
X
X
"
X
X
X
X
X
4 > plping & i'lstrumentatlon dlagran'
<a a ll e~ lemal utility requirem3nts & positicns
• 9 appro:lfiate labeli11g & re fe rence lo thc l:il of rra:erials
51
barrler- o r buffer-fluld speclflcation
hydrosl<&lic lest p<essure , il t<p;>k'.:..t:le
:<l
n-axirnlm deslgn pren ure & IEm""perature
!l)
X
53 size & set pras sura of reiief valve s
x Detalled 80M of Auxiliarv
Re lief ~alve lilil
X X X
so rre·l' be cn Auxi ary S·{slem Dr<~Wing
X
~ type, quantlty . s \Ze . set-pressure
lC
!'!
.g
'.39
PUMP!>- SHAFT SEALINC SYSTEMS FOR GENTRIFUGAL AND ROTARY P UMT'S
Annex E (nonnative) • Data Requirements Form for Contracts
Corporate Name and Slt e :
~ Job or Project Aeference:
~ tte m No./ Servlce Name:
.51 P urci>MA OrdArNo. /lloiA:
Other lde ntlflcation for Purehase Order
Revision No. I Date:
&
~
!!!.
·~
~
0
o r, '3
gl
2
D OCUM E NT
x: rrandatory
DAT A
o: oplionat
x x x Purehase Order Letter
X X
x " x Seal Chambe r Orawing
(clim~llsinm & !<Jt:alions)
Oata Sheet • ""'; lo Ar111c• (;
or affv.rM.rfive pU!C/Jö~(]f lu~"'t.~l
X X
X
x Cover Sheet
x lndelC Slleet I Orawlng L ist
Crosa-Sectlonal Seal 0rll'ttlng
ro sr:ate
(141/tJ abow; Raferance)
Cross-Se ctlonal Seal Drawlng
fPBCif/C
(141M eb0\'6 ReferOIICe)
2 lx:Hng,lappetJ connochnr~s , por ls , bore lu~ttllt;o c nrJ of shall
l( X
a advise if reg:Ster m~ out ~ide or i'1sirie s.hal t hardness
• to bc cmrplclcol hy JlUrch~sr.r
0
X X
5 lo bc corrplcfc d by JlUfCh<mer or sc;,>l ~Cl\Lior· lf2l
X X X
6 to be corrpblcd by scal vendor0
X
r scal axialltn.st forcc on shnft
X
X
e seal cnorgy & heal-soak calculalions
X
~ referenca data (sec abovo)
X
'10 Iist of all draw irlgs rcspcct. 80'•t> by d<aw i"G ""Tbe· & trtle
.,, s uffcicnt dirrcnsional inforrmtion to c'lcck thc Ir. cf the
12 rNefal1 seaJ di1rnns !OOS & ClnV re1cva.1t scal scb"l!'l dlrrensions
ll sealaxial toaranoa toc~f aranoal ~h !lftlca:~lng I""DVMBr:
X
". rmter~al specificat!ons
·6 pr:x:ess llush rates (plen 01,11,12,13,14,21,22.23,31,32,4 1)
11 re:. fastener torqLies, ncle aoout j:Jiand J:lll~s (6.1.2. 18)
v alsealc01Tp:111ents releted tome ~rde-asw ell Bl!l ourro
.., ccn-pone~ts related to lhe seels
'II dn'enslons to properly verly the seal settlng PQ3ition
' " p~~ dirrnMions in~acing w ith the seal
" seal boun<*y dirrensioos, end view. J:orl locations & syntlols
n seal charrber & gland ple~ c :lnnecijon dlm!Mio~s
23 !!IJKilary S'/Mem& utiity speeifio:~tion!l
2• r;cmcclin!J diralsi:)OS f or u~iary systcm S ulities
2! pump proccss & scal cpcrortn,1 cOI'Idiliof>s
20 seal alklw able axial rro•terrenl from sei poc1t
21 seal catcRorv, type & arrangom:nt as dc:Jif)Mlod
2t a~propriale labclling & refe •e...:o to BOM.
20 inck.ding rraterials ol ccnslruclion and ~crr d".;cription
30 pr:x:ass llush rates (pkon 01,1 1, 12,13, 14,21,22,23,31,32,4')
.! 1 rec. f esle'ler torQues, no~e aboul final gland p U!JS (6.1 .2.18)
X
""'
~
§
0
X
x x x Oel:lllled BOM o f Seal
:.2 rmy becn drnw ing, -eccrrrrnndedspare parts
x x
Seallnstructlcn
_(yp.:u;..J~Ic.",s/~ 3' Installation (nckldas dascr.,tion of sealcharrbef"venllng).
1-
Jx (Mi:.~ abCM> ''l.afarooca}
spe~lflc
x Clrcul. Oevlce Per form . Cu rve
Au~lllary System Draw lng
sehematlr:
(Mit.~ e!>Oio'e Reference)
X X
X
X
" CJ:eralbn, nlintena.'lCe
» helld versus ilcw based on lest resuls
X
•• piph~ & lnslr~.mentalior. diegram
u al external utility requirei'!'IBf1cS & pos1tons
,. appropriale labelling & reference to BOM
>v bllrrier/buf1er-llold specWloe:ion
•o hyd<otest pressure (it appl cable)
• 1 rrexmrm design pressure & ler:'oelllt.ll'~
X
• • ree. futener torques (reservor flang~.levelgiM.Ige)
size & set p'e3Sure of relief va!Ves
.u all rrcunting and overal boun:ty dirren,ions
• ! all ext&rnal Ulllty re=1urements & posit0113
..., all conr.ecting plpewoc< locallons. type anc size
43
Auxiliary System Orawlng
df!leiled
~v.lt.~ ebow .~eter!lf'ICe)
•1 ~proprlate lab!:lllng & refe•ence 10 BOM
X
•s bllrr'.erlbuf1er-fluio spec:Wica:ion
X
•• "Gui;lrrenl & alarm set points
~ hycltotest pressure {lf appl·cable)
" ;raxorrum clesi~n pressure S.ll!rTlleratJr~
orlfiCe sizes & rec. f ast6ner torques (l':lö:.rvui flanutt. :.:;velyauge)
~ slze & set pressure o• relief valves
x K x Deltalied BOM or Aultlllary System Sol ;ray be on draw in;J. on:li::a~ng recorrrrended spare pa"'ts
x x x Reliefvalvrl üst
s; l typs, quanl~y. eiz:e, set·press..e
!;.2
Aux. Sys tem lnstruction Cypical se ,nslalialion, o;>eratlon. rralntenance
r- x [Yith abO\'e Hefere<!Ce) $f)ecific 51
x Hydro StalleTest Certlflelltlon
~ for pre65ure conla'rongna J)ill"'ts & accessories
X rohtt r lal Sllety Dal& Sheet(s)
et a.g. for ~ain16. preservative6, coatinos, chenical& atc.
o o o lnspector Cllecklist (sooArma;c H) e·: tarrs & dates cf inspe;;tioo1, onspactor nal113. status
X
X
x )(
X
X
X X
Annex F
(informative)
Technical Tutorials and Illustrative Calculations
F.1 Seal Leakage and Leakage Management
F.1.1 Seal Leakage
There is always a mass flow rate across the face of a mechanical seal, so all seals "leak" to some extent.
Sam e seals, particularly noncontacting seals, are designed ta have a certain flaw betv11een the faces.
Nevertheless, for the vast majority of pumps, there is no v isible seal leakage depending on the state af the
fluid being sealed. Leakage can occur regardless of seal category, type, or arrangem ent; however, w ith
Arrangement 2 and Arrangement 3 dual seals, the leaked fluid may be buffer ar barrier Ouid instead of
process fluid. Buffer and barrier fluids are often lubricating oils, which are not valatile, and wetting of the
gland plate may occur leading to occasional visible droplets. However, visible leakage in the order of drops
per minute is normally an indication of a seal problem. Sometimes visible leakage is apparent only over
time, as the nanvolatile components of the process stream or buffer/barrier fluids accumulate.
Contacting seals may use features such as variable or low seal balance ratio or face enhancing features
such as scallops, matte lapping, or preferential lapping to reduce wear and extend the design envelope;
however, leakage can be slightly higher than similar seals using plain faces under less difficult conditions.
Seals designed for high pressures but actLtally used at low pressures may have unacceptable leakage. A
single contacting wet seal (1CW) sealing water at a vendor pumptest ordinarily leaks a fluid that is volatile
and is not visible. The aforementianed design teatures, necessary for specific process reliability, can in a
water-sealing env ironrnent alter leakage Ieveis such tl1at a slight visible leakage can occur at the vendor
pumptest.
Factars other than design features can result in inc reased leakage as weil; however, these may be the
result of abe~rant system condit•ions . ln particular. alter a conit acting seal has wom in l o match a certain set
ot operafing -condi'ticms, changing those conditions can resutlt in increased leakage un!H the faces have
warn to match the new conditions. Such chan.ges lnclude fluid type, viscosity, or density i11 eilher the
process or buffer/barrier fluid. Operating conditions such as temperature or pressure outside its desigrn
erwelope carn darnage the seal and result in greater leakage rates. Other system •factors that affect seal
lea1<age ra tes, besides condition ot the seal parts, include pump operation at off-design conditions, pipe
str-ain, bearing problems, ifitting leaks at lhe sea1 gland {often mista~en ·a s seal leakage), impeller or sleeve
gasket damage, etc.
F.1.2 Leakage Managemein t
E nd face mechanical seals and devfces used 011 the atmospheric side of these seals are a subset af the
larger to,pic o'f leakage management. Depending on l ocal laws and f~ uid properties d-ifferent Ieveis of
leakage of the process fluid to the atmosphere or drain may be accep:table. Leakage management might
incllude tth e selection of a seallass pump, or a pump with additional containment using a bushing, packing
or another end face seal ·of eiibher contacting or noncontacting dcsign. Refer to Annex A for examples of
end face seal selection methodology.
For ·example w hen coliltainment of ·~tne process fluid and ;:ero leakage to the atmosphere is reqwired a
sealless pump or an A rrangement 3 .seal rmay be fhe lfight choice. At the other extreme, tlile use of a bleed
bl!Jshing in a vertical codling water pumfD instead of am end face sea.l may lbe appropriate since water
leaking [JJast the "b leed bushing could be directed back to the sump.
Leaka@e mam(;lgement auxiliary systems can -also be attached in series w itll mechanical seals. Wit.h these
systems, leakage can be divelited 1lG a location determined by the plant Gperatcr. Some examples of
140
P LJMPs-S Hr,FT SEALING SYSTEM~ FOR CENTRIFUOA- AND ROTARY P UMPS
141
auxiliary systems include aseparate buffer liquid lubricated outer seal and the associated support auxiliary
system or a containment chamber and a sealing device ror the containment chamber with its auxiliary
support system. While there are many types of containment devlces, three types are recommended by the
standard
1 ) simple fixed bushings;
2) floating bushings: and
3) special purpose mechanical seals that are called "containment seals."
Selection of the appropriate containment sealing device and auxiliary system depends on the
requirements for leakage control as weil as expectations during normal operation and upsets.
A containment sealing device does not necessarily have the performance or rating of a mechanical seal.
T here are many types of containmenl devices. but fixed bushings have the highest release rates. Floating
bushings leak significantly less than fixed bushings. Containment mechanical seals have the lowest
Jeakage rate. Containment devices may also be used to manage quench Ouids such as steam or water.
Mechanical seals used as dry running containment seals rnay be similar in appearance to conventionai
face type seals, but lhey include special features and materials. Although there are many variations,
containrnent sea!s are designed to operate without the presence of a lubricating liquid. This ability to
operate dry is possible because face material pairs have been specially developed and heat generation is
very low. Containment seals may be further classified as having eilher contacting or noncontacting seai
faces. Whereas contacting seals usually have a plain, flat face, a noncontacting seal face includes
features to create aerodynamic Iift that separates the faces. Noncont acting containment seals leak more
than l he c..ontacting type; however, contacting containment seals have a finite wear life. Whether
contacting or noncontacting, Containmentseals can have low leakage and long life.
Auxiliary systems used to contain process leakage from emission lo the atmosphere are usually supplied
wtth equipment that can enable the plant operator to monitor the process seal leakage rate and alarm
when Ieveis are cansidered excessive.
Arrangement 1 seals are usually fitted with either a fixed or floating bushing as the Containment device.
Optional leakage management systems for Arrangement 1 seals are Piping Plan 62 and Piping Plan 65.
Arrangement 2 seals use two mechanical seals: the outer seal can be either a conventional wet
mechanical seal or a dry-running containment seai. Oplional leakage management systerns for
Arrangement 2 are Piping Plan 52, 71, 72, 75 and 78.
F.1.3 Predicted Leakage Rates
All mechanical seals requlre face lubrication to achieve reliability; this results in a minimal Ievei of Jeakage.
On a water pumptest of a contacting wet seal (1 CW), H1e leakage typically evaparates and is not visible.
Face design features, however, can increase leakage Ieveis and visible droplets may occur (refer to A.1.3).
Pressurized dual contacting wet seais (3CW), when used with a nonevaporative, lubricating oil barrier fluid,
c an also praduce visible leakage in the form of droplets but typically at a rate iess than 5.6 g/h (grams per
hour) (two drops per minute).
ln the choice of seal type and arrangement, the purchaser may review the apprapriate service condition
row in Table 1.2 and consult the applicable seal vendor's qualification lest results. The leakage value
obtained will give a guide as lo whal may be expected after an adjustment is considered for differences in
sealing pressure and fluid viscosity. The seal vendor should be consulted about predicted leakage rates.
Noncontacting inner seal designs utilize a Iift-off face pattern, such as grooves or waves, which can provide
reliable operation in liquid er gas se!Vice. Often it is difflcult to provide an adequate vapor pressure margin
API STA.fiiDARD682
142
when sealing clean high vapor pressure or mixed vapor pressure fluids with contacting wet face designs. A
noncontacting inner seal can give the option of sealing a Iiquid/gas mixture by allowing the product to flash
into a gas across tt1e seal faces, effectively using the noncontacting design inner seal as a gas lubricated
seal. The leakage rate from a noncontacting design is normatly higher than a contacting wet design.
Noncontacting containment seals utiliz.e a face pattern (grooves, waves, etc.) to provide an aerodynamic
Iift of the seal faces. Contacting containment seals use the face material properlies and often specific
molecules in Lhe gassuch as hLimidity to manage the wear rate a nd achieve the o bjectives in 4.2.
Nonconlacting face designs have the following benefits:
a) lower wear rate in operation;
b) more tolerant to higher pressures and pressure spikes created by the downstream leakage
management system such as a flare or relief system;
c)
do not require maintenance check on their wear condition and function;
d) rnore tolerant to a Piping Plan 72 that may utilize a low-humidity gas.
Conlacling containment seals have different benefits as follows.
The leakage rate to atmosphere, in normal and alarm conditions, is much lower. Tt1is is particularly
s ignlficant whcn sealing a process with a high liquid content at atmospheric oonditions in the inner seal
leakage (see Figure F.2).
The flat face design is more reliable when there is a significant liquid oontent in the inner seal leakage.
Figure F.1 shows expected relative gas leakage rates for different containment devices typically used in
Arrangement 1 and Arrangement 2 configuratio ns, assuming a differential pressure across the device of
0.07 MPa (0.7 bar) (10 psi). T his pressure is a common containment seal chamber alarm pressure setting
and would be a gauge pressure assuming the leakage across the device is to atmosphere.
Figure F2 shows expected relative water leakage rates for the same devices shown in Figure F.1 but at a
differential pressure of 0.275 MPa (2.75 bar) (40 psi).
4 po.0o2
:'l ..__ _ __,1 0.@3
2 . ___________________~1 3
~------------------------------~1 200
0.001
0.01
0.1
10
1100
-
1000
NVml~
Key
1
2
3
solid floaling bushing
Sflgmented floating bushing
noncontacl gas -seal
4
cor;taol gas s ea!
fjgure 'F.1- Es1hnaled Gas Leakageiori5D mm 'SJnaft at 0.7 bar,
E~ressed in lt4ormai ,L iters pe.riMimite
P UMPs-SHt•FT SF.AI.ING SYSTEMS FOR GENTRIFUGAL AND Ro- ARV P UMPS
4
143
I 0.01
.
145
3
j160
2
I 9,000
0.001
0.01
0.1
10
100
1,000
10.000
Key
1 solid floating bushing
2 segmented floating bushing
3 noncontact gas seal
4 contact gas seal
Figure F.2-Estimated Liquid {Water) Leakage for 50 mm Shaft at 2.75 bar,
Expressed in Cubic Cantimetersper Minute
F.1.4 Vapor Pressure Margin and Product Temperature Margin
F .1.4.1
Lubrication Between Seal Faces
l t is assumed that reliable seal performance requires liquid between the faces for lubrication. Since most
seals have no visible leakage, il is accepted that the liquici between the faces vaporizes at some point as il
travels across the face to the atmospheric s ide of the seal. The amount of gas bet"veen the seal faces of
an idealized seal depends on tliie f luid properties, sealing pressure, and sealing te mperalure. For example ,
high vapor pressure fluids like propane w ill have a large peroentage of the -seal face wklth operating w ith
gas between ~h e faces. The Hydrocarbo n Processing l ndustries use this ratio of JiqUiid/gas as the basis for
c ri,t eria used to predict seal face performa nce. lt is reirnterprcted as .a vapor pressure margin (see below).
Most seal vendors rnave modellng programs ta estimate the fluid stat,e tra nsition point. However. when
dealing w,ith fluid mixtures or pump systems designed to handle m ofe than one fluid , optimizing seal
selection and piping 1p lans .c-.an be more involved.
F.1 .4.2
Vapor Press,u re Marrgln and Product l'emperature Marrg~o
A pressure margin between seal chamber pressure and the 1naximum liquid vapor p ressure is included in
6. 1.2. 14.2 ,because it h as proved l o be easy to administer and it correlates weil w ith other methods of
e valuat,ing seal suitabillty for given servi ce conditio ns as measured by seal life :at an acceptable sea~
leakage ra te.
The pressure margirn b etween seal cham ber pressure and the maximUlm liquid vapor pressure applies to
contacting wet Arran1gemenl 1 sea\s and the inner seal of an .A.rrangement 2 configuratiom. This margin. is
considered a threshdld bellow which seal vendo rs shall m ore closely consider the seal piping plan, seal
s electio n. .and coniiiguration of adaptive h ardware to ao'hieve am accepta'ble service life.
The standard .recognizes some ptrmps that develop low djfferenhal prcssure :an.d pumps that .hand le high
Vtlpor prsssure fluids may not achieve the required margins . For contacting wet seal designs, maintaining
an adequate vapor pressure margifil helps protect the seal faces against e~cessive Ievels of !ocalized
boiling of the proc-ess fluid al the seal faces. B oiling of the process fluid at the sea l ,faces can causA loss of
seal face lubrication and subsecquemt se.al fa ilure. Low-density ifluids 1!hat are pumpecll with low v<:~por
144
API STANDARD 6 82.
pressure margins are some of the most troublesome fluids to seal and account for a high percentage of
seal repairs.
Methods for achieving the required pressure margin may utilize one or a combination of the following
options. The selection and application of these solutions is usually the result af mutual agreement between
the purchaser and the seal and pump vendors.
a) Lowering the seal chamber fluid temperature by cooling the flush fluid.
b) Raising the seal chamber pressure by removing the back wear ring and. plugging impeller balance
holes.
c)
Utilizing an external flush fluid.
d) Raising the seal chamber pressure through the use of a close clearance (floating) throat bushing
Lowering the flush fluid temperature (seal-chamber fluid temperature) is always preferable to pressurizing
the seal chamber by using a close clearance throat bushing. Bushing wear over a period of operating time
inevitably results in a decreased seal chamber pressure and margin over vapor pressure.
lf the pump is vertical and a Piping Plan 13 is required to assist in vapor removal from the seal face
environment, a Piping Plan 14 w ith a distributed flush injection is a possible solulion comb1ning both
features.
Some applicalions may not need complicated seal flush systems orthe 0.35 MPa (3.5 bar) (50 psi) rnargin
between seal chamber pressure and vapor pressure. A generic example of this is cooling water service.
Assuming the water is a 38 "C (100 "F) with an atmospheric pump suction and seal chamber pressure, the
vapor pressure would be an absolute pressure of 0.0065 MPa (0.065 bar) (0.94 psia). The absolute vapor
pressure at 58 •c {1 36 "F), a 20 •c product temperature margin (PTM), would be about 0.018 MPa
(0.18 bar) (2.7 psia). Ample PTM would be present in the seal chamber to achieve the expected three-year
seal life w ithout seal flush fluid cooling or pressurizing the seal chamber to provide a 0.35 MPa (3.5 bar)
(50 psi) margin over vapor pressure.
The idea of a vapor pressure margin requirement dates lo the Fiflh Edition (1971) of API 610 pump
specification (if not earlier) requiring seal chamber pressure to be 0.172 MPa (1. 72 bar) (25 psi) above
suction pressure (assumed to be roughly equal to seal chamber pressure). API 610, Sixth Edition
contained the same requirement. API 610, Seventh Edition called for conditions leading to a stable film at
the seal faces to be jointly established by pump and seal vendors. The Eighth Edition of API 610 referred
to API 682, First Edition, which required a margin of at least 0.35 MPa (3.5 bar) (50 psi) above the
maximum vapor pressure.
Figure F.3 graphically represents the different methods of calculating the actual operating margins and the
vapor pressure ratio for a specific process and operating point. The minimum operating margins stated
above and the values discussed in the next subsection are performance recommendations for each
method to achieva reliable seal face function. Figure F.4 uses the value(s) discussed in the next
subsection and it illustrates how the pressure and temperature margins between process liquid vapor
pressure and minimum recommended seal chamber pressure vary between the three calculating methods
for a propane service.
The vapor pressure margin recommended in API standards and subsequently ISO standards is primarily
aimed at hydrocarbon services where the process liquid is often pumped close to its saturated vapor
pressure Sealing of water-based liquids becomes more sensitive to vapor pressure margin and they are
typically rated to operate reliably with a temperature margin below their atmospheric boiling point.
F UMPS-Sir.AFT SEALING SYSTEMS FOl< CCNTRlrVG." \_AND ROTI\RY PUM ?S
2
7
t
.~
6·- ---+1
5 ----+:1
Temperat wre
Key
operatililg point
?.
prod uct le m,perature margin (PTM)
3
vap or pressl!lre margin
4
!liquid vapor prossure curve
5
vapor pressure at process temperature (VP)
6
vapor pressure ratio (SPN P)
7
seaf chamber pressure (-SP)
Figura F.3-lllustration of Alternative Vapor Pressure Margln Calculation Options
50 ,---------------------------------------~
ro 40
.0
(I)
:=; 30
Cl)
~
~20
:;
0
3
.2
10
<(
4
0 ~--------------------------------------~
0
10
30
60
20
40
50
70
80
Temperature,
oc
Key
1
20 •c (68 •F) product temperature margin
2
3.5 bar (50 psi) margin
3
1.3 ratio over vapor pressure
4
vapor pressure curve
Figure F.4- lllustration of Vapor Pressure Margin Calculation Methods as Applied to Propane
145
146
F.1.4.3
A PI STAIIIDARD 682
Fixed Ratio or Product Temperature Margin in API 682, Second and Third Editions
Although Lamperature and vaporization are probably better indicators of reliability, pressure has become
the parameter of choice. The pressure margin in API 682 First Edition of 0.35 MPa (3.5 bar) (50 psi) can
be viewed as a "pressure inte rpretation of a te mperature requirement." For example, the previous editio n
of this standard required a "product temperature margin" (PTM) of not less than 20 •c (36 °F) or a ratio of
seal chamber pressure to maximum vapor pressure of 1.3 (130 %). PTM is the difference between the
p rocess temperature in the seal chamber and the saturation temperature of the process liquid at the seal
chamber pressure. As an example, the API 682 qualificat ion tests on propane are at 32 oc (90 °F) and a
pressure of 1.8 MPa (1 8 bar) (261 psia). The saturation temperature of propane at 1.8 MPa (18 bar)
(261 psia) is 52 oc (126 °F). Therefore, the API 682 tests are based on a PTM of 52 oc - 32 "C = 20 "'C
( 126 °F - 90 •F 36 'F). Altho ugh PTM is a single component concept, for mixture s it can be based on the
bubble point, but this can be a complex calculation.
=
Seals with good heat transfer designs (wetted area, thermal conductivity, convection heat transfer) and
reduced heat generation (low speed, low pressure, low balance ratio, hydropads, narrow faces, low spring
Ioads. good t ribological mating faces) can operate with a smaller PTM than seals w ithout these good
characteristics. The fixed minimum margins stated in API 682 are values that generat field experience has
proven to g ive reliable operation. Some seal vendors may claim success at lower margins and this is
possible but shall be judged in the contexl of the specific fluid characteristics and pump service conditions.
A fixed ratio (at least 1.3) between the seal chamber pressure and maximum f luid vapor pressure is a
criterion appropriate for hydrocarbons with a steep saturation pressure versus I amperature curve and
lower pressure applications, but reaches a practical limil at very high pressures. Ratios araund 1.3 are
usually acceptable for seals using premium materials, having good heat transfer characteristics and
having good flush designs with adequate flush rates. like API 682 Type A seals.
The standard reverts back to the 0.35 MPa (3.5 bar) (50 psi) vapor pressure margin in A PI 682, First
Edition. This simpler performance evaluation strateg y is adequate for most hydrocarbon services, but may
be inadequate an high vapor pressure services. The use of product temperature margin or a 30 %
pressure margin between seal chamber pressure and maximum vapor pressure are reasonable alternate
methods for determlning tha t a seal will achieve three years of uninterrupted service, but specific fluid
characteristics required with this method rnay not be readily available.
F,.2 Seal Clh amber Temperatur-e !R ise and 'Fiuslh
F.2.1 General
The steady- state temperature of the fluid in the seal chamber is a function of a simple thermodynamic
balance. The lhea t flow into the seal chamber rll'lid minus the heat flow out of th e ·seal ·chamber yields a
zero nel heat flow. This is deceptively simple. ln actual a pplicatio ns. the heat fJows 1i11to and out of the seal
chamber ifluids are extremely oomplex_
There are several sources of heat fl ow into the fluid. These inc1ude heat generated becaLJJse of tfrictio:n and
fluid shear .at thc seal faces, heat generated because of turbu1e.nce caused by ~he rotating seal
components, and heat conducted fr.om the purnp through the seal chamber and shafl (or positive heat
soak). Tihere are a lso several sources of lileat flow out of the seal cha mber. These il'ilclude theat conducted
back into the IPUmp th rough the seal chamber o r slhaft (or negat ive heat soak) and heat lost to lhe
atmosphere through conveotion aoo r:adr~\ion .
Wlilen seal iace g enerated heat, heat soak, ba!ance ratio. fluid properties and other factors are combined,
requjred flush flow 1rates or temperature rise in the seal -cl"i1armber ca!i be calcula ted. W hile operating
margin lbetween f luid vapor pressure aod flush fluid temperature -can determine the ·correct pipimy plan and
flow rate, a Jill!lsh flow rate t hat results in the recomrmendecJ Iamperature rise are g enerally considered
adequate to meet seal life expectat ions. Achiev ing the 1required bl.llffer alild barrier liquid flow rates w ith seal
PUMPs-SHAFT SEI\LING ~'ySTEMS FCR C ENTRIFWA'. ANC ROTÄ~Y P U.\IIPS
147
Pjping Rlan$2 or R1iping 1R!a1id53 NB/C that utilize .am tonte~mal cir.aulating device requires special atteliltion
to the pjping system curves for thes·e systems (see F.3.1 and 3.2). Starting 1torque, seal pnwer anü seal
_generated heat cam he s~nifi canl issues fcr Sllilall pu ~p d ~iver.s. scals at o r above th_e balance diameter
at;ld pressurre boundaries of lhis sta ndard, and 1for Arrangement 3 seals . Certain seal c hamber
arrang.ements suc h as dead-emd!ed and taper bore boxes tlave ottner consider_atiorns.
F,.2.2 ._s _e_ai i.F.ao,e·:Gene.r.at&d He.a t
F.2. 2.1
Genwra1
While the calculation of 'fhe heal generated by a 1mectlanical seal appears to be ·a simple matter, several
assumptions ·shall be madc tha't introdu.ce potentially ilRf9e Variations im·the tresults. Two variaöles that are
p ariicularly inftluential are K, the pressure drop coe(fic'ient, andf. the effective coeffic'ient of friction .
K is a number tbetween 0.0 -and 1.0 thal represents the pressurc dr:op i3S the sealed fluid migrates across
the seal faces. For flat seal faces (parallel fluid film) a nd a nonflashing f luid, K 1is approximately equal to 0.5.
For convex seal faces (conv~rging fluid film) or f .ashil'ilg P,uids, K is greater than 0.5. For cGlncave sea'l
faces (diverging ftuid film), K is less than 0.5. P1hysicarly, K is the coefficient that ,is used to quantify the
amoun t of differential pressure across the seal faces that is transmitted into the hydraulic component ,(,f the
fll!liä film support forces, ~eferred to as the open1rng forces. Ttne opening fo~ce is expressed by tlile following
e quation:
F0 :::- Ax~pxR'
(F.1)
w here
F0
A
is tf1e opening force, expressed in Newtons;
l1p
is the differential pressure, expressed in megapascals;
K
is the pressure drop coefficient, dirnensionless.
is the area of the seal face, expressed in sq uare millimeters:
For practical purposes, K varies between 0.5 and 0.8. As a standard practice for nonflashing fluids though,
a value of 0.5 is selected for K. Although K is known to vary depending upon seal f luid properties (including
multiphase properties) and film characteristics (including lhickness and coning), this value is selected as a
benchmark for consistent calculation; nevertheless, the eng ineer shall be rnade aware that this
assumption has been made.
The effeclive coeffident of dynamic friction, j ; is a number that is sim ilar to the standard coefficient term
that most engineers are familiar w ith. The standard coefficient of frictio n term is used to represent the ratio
of parallel forces to normal forces. T his is normally appJied to the interaction between two surfaces moving
relatively. These surfaces may be of the samematerial or different materials.
ln a mechanical seal, the two relatively-moving surfaces are the seal faces. lf the seal faces were
o perating dry, it would be a simple matter to determine the coefficient of friction. ln actual Operation, the
seal faces operate under vario us lubrication regimes, and various types of friction are present.
lf there is significant asperity contact, f is highly dependent an the materials and less dependent on the
fluid v lscosity. lf tnere is a very thin fluid film (only a few molecules thick), frictlon may depend upon
interaction between the fluid and the seal faces. Wit h a full fluid film, there is no mechanical contact
between the faces and f ls solely a funclion of viscous shear in the fluid film. All of these types of friction
can be present at the same time on the same seal face.
An effective coefficient of friction is Llsed to represent the gross effects of the interaction between lhe two
siiding faces and the fluid film. Actual testing has shown that normal seals operate w ithf between about 0.0 1
and 0.1 8. For normal seal applications, this standard has selected a value of 0.07 for f This is reasonab ly
API STANDARD 682
148
accurate for most water and medium hydrocarbon applications. Viscous fluids (such as oils) will have a
higher value, while less viscous fluids (such as LPG or light hydrocarbons) can have a lower value.
The combination of the assumption of K and the assumption of f can Iead to a significant deviation
between calculated heat generation results and actual results. Therefore. the engineer shall keep in mind
that these calculations are useful o nly as an order...af-magnitude approximation of the expected results.
These results shall never be stated as a guarantee of performance.
Calculation of the effective fricti onal face generated heat first requires an evaluation of the normal forces
on the seal face. The opening force has already been discussed but the opposing closing force (normally
the higher value) is a sum of the sealspring force and a hydraulic force determined by the seal ring design
{see F .2.2.2). The seal face generated heat is the normal force (difference between the closing and
opening forces) multiplied by the effective coefficient of friction and Iransieted into a heat rate by adjusting
for diameter and shaft speed (see F.2.2.4.8).
F.2.2.2
Balance Ratio
F.2.2.2.1
General
Seal vendors design seal faces with a balance ratio to mlnimlze seal face generated heat consistent w ith
o ptimum seal life expectations and emission Iimits. The balance ratio impacts the face loading , heat
generated and the pressure rating of the seal. A balanced seal designwill have a balance ratio less than 1,
lypically in the range of 0.6 to 0.9. The balance ratio can be interpreted as the proportion of the seal
chamber pressure that is helping lo create the closing force on the seal face. For example, the typical
range of 0.6 to 0.9 balance ratio means that there is a 10% to 40 % reduction in the hydraulic pressure
Ioad on the faces. Type A pusher seal designs will often require a step in the shaft sleeve as shown in
Figure F.5. The step in the shaft sleeve increases the area of the seal face on which seal chamber
pressure is offset or balanced resulting in a reduction in face Ioad and face generated heat.
Balance diameter varies with seal design, but for Type A seals it is normally the diameter of the sliding
contact surface of the dynamic 0 -ring. For the Inner T ype A seal of a dual seal configuration the sliding
surface can vary depending on whether the pressure is internal or external. For Type B and Type C seals,
the balance diameter is normally tlle mean diameter of the beJiows, but this will vary with the pressure.
Co.ntact the seal vendor for determination of the baJance diameterunder varying pressure conditions.
An ·example of the seal balance 1ratio measurement points shall be as shown in IFigure F .5. Ther:e are other
methods of achieving pressure bala nce llnder p~essure reversals. Contact the seal vendor if the sliding
contact surtace of the dynamic 0-ring is not read'dy apparent.
F.2..2.2.2
C-allculatlon lln;puts
Do is the seal face outside dia meter;
D 1 1is the seal face inside diam eter;
Db ris the balance diameter of ~he seal..
F.2.2.2.3
Fo'limu~a
For seals el<temally pre-ssur\ze<l., \he seal b<:~lance ratio, ß, is defined by the equation:
{F.2)
For seals internally pressurized., the seal balance rat io, R, is defined by the equation:
.W.3)
PlJMPs-SHAFT SEALINC SYSTEMS F::>R C ENTRI" UCALAN::J ROTARY P UMPS
149
)
\
,
I
Db
i)
I
Do
/
Di
I
J).__......-----......_____
---·- ·- -----=---\-----. . . . . _______J
a} Se,aJ with Higher P,r essure atr.C!l.u.te:r lDiam.e ter b} Se:a'l with Higher Pre-SSI!I.Jie ~n ln:n~r Oj·ameter
Figure F.5-lllustration of Balance Ratio Measurement !Points
E2.2.3
S·ea~ Face Generated Heat Calculat,ion Inputs
Required inputs:
D0
ris the seal .face contaot outer diameter, expressed in m illimeterrs;
Di
is the seal face contact inner dlameter, cxpressed in millimetcrs;
Dh is the effective seal balance diameter, expressed in rnillimeters;
F_1 p is the spring force at working length, expressed in Newtons;
!J.p is the pressure differential across the seal face, expressed in megapascals;
n
is the face rotational speed, expressed in revolutions per minute;
f
is the coefficient of friction (assume 0.07);
K
is the pressure drop coefficient (assurne 0.5).
F.2.2.4
F.2.2.4.1
A=
Seal Face Generated Heat Calculation Formula
2
Face Area, A (mm )
rr.(D l .. D.: )
u
I
4
(F.4)
F.2.2.4.2 Seal Balance Ratio, B
(F.5)
F.2.2.4.3 Spring Pressure, Psp (MPa)
(F.6)
API STANOARD 682
150
F.2.2.4.4 Total Face Pressure, p 10 1 (MPa)
Ptot
= !~p(B - K)+ Psp
(F.7)
F.2.2.4.5 Mean Face Diameter, D.,, (mm)
(F.8)
F.2.2.4.6 Running Torque, Tr(N m)
D '
1'-r = P tot X Axf ( ~)
2000
(F.9)
F.2.2.4.7 Starting Torque, T~ (Nm) Estimated at 3 to 5 Times Running Torque
(F.10)
F.2.2.4.8 Seal Face Generated Heat Power, P (kW)
P == (Tr >< ll) I (9548)
F.2.2.5
Example Calculation
Fluid: Water
Pressure: 2 MPa (20 bar) (290 psi)
Speed: 3000 rfmin
Inputs:
Do
=6 1.6 mm (2.425 in. )
D·I = 48.9 m m {1.925 in.)
Db = 52..4 m m {2.063 in.)
=190 N (42.71 lb force)
O.p =2 MPa (20 bar) (290 psi)
Fsp
n
= 3000 r/min
.!
= 0.1)7
K
=0.5
(F.11)
"PUW.F'S~!-iAFT SEA~ING S YST':r.AS FUK C ENTRli'UGAL ANI'l ROTARY P 1Jr,1PS
151
-Equation (F.4) gives:
Eguation (F.S) gives:
Equation (F.6) gives:
PSJ?
9
=(1102
L 0 )'I= 0. 172 ~/mm 2 ·(0.172 MPa) (24.946 psi)
Equation (F7) gives:
P,w = 2 (0.746 - 0.5) HL 172 == 0.664 N!mm 2 (0 ..664 MtPa) (96.305 Jp;;i)
Equation (F.B) gives:
_(6.16 +48.9)_
'1'\ . .
...
7.
- 55."'-~ mm (..c.. l . 5 m.)
Drn-
2
Equation (F.9) gives:
25
1~. = 0.664 X J J 02 X 0.07 ( 55
• )\ "'· 1.42 '\J 'lll ( 1.047 ft-Jb)
2000
Equation (F.1 0) gives:
T, = I A2 x 4 = 5.68 N-m (4.189 ft-lb)
Equation (F.1 1) g ives:
p =(1 .42 X 3000)!9548 - 0.446 kW (0.6 HP)
F.2.3 Heat Soak
F.2.3.1
General
Heat soak is lhe heat transferred from the pump and pumped fluid to fluid in the seal chamber. The pump
and pumped fluid heat is t ransferred into and out of the seal chamber in amounts dependent of service
conditions and pump design.
ln some cases, assumptions can be made that simplify the model. For example, consider a single seal with
Piping Plan 11, 12, 13, or 31 . With these piping plans, the fluid injected into the seal chamber will be at
pump Iamperature so heat soak and heat loss to the almosphere can be ignored. Except in the case ot
large seals al high speeds, heat generation due to liquid turbulence is usually insignificant and can also be
ignored.
APl STANDARD 682
152
ln applications that use a Piping Pla n 21, 22, 23, 32, or 41, the fluid injected into the seal chamber may be
at a significantly lower temperature than the pump temperature. lf this is the case, there can be a
s ignificant heat flow or heat soak into the seal chamber from the pum p. The calculatio n o f tleat soak 1s a
complex matter, requiring detailed analysis or testing and a thorough knowledge of the specific pump
construclion and pumped product properties. Experience has shown in the hydrocarbon processing
industries that efforts to m inimize heat soak with the use of cooling water in seal charnber jackets have
been largely unsuccessful because of fo uling and the cross sectional thickness of the pump parts.
lt is necessary for the seal vendor to make an estimation of the rate of heat soak and the empirical formula
below can be used to provide an estimation of the Ievei. lt is unable to consider all the diffe rences in
equipment design and hence the prediction is usually greater than may be experienced in the field.
F.2.3.2
Heat Soak Calculation Inputs
U
is the material property coefficient;
A
is the effective heat transfer are a;
lJb
is the seal balance diameter, expressed in millimeters:
/\.T is the difference between pump temperature and desired seal c hamber temperature . expressed
in Kelvin.
A typical value for (U x A) that can be used for estimating purposes with stainless sleel sleeve and gland
construction and steel pump constructio n is 0 .00025. TI1is value will gencrally provide a conservative
estimate of heat soak
F.2.3.3
Heat Soak Formula
Jf specific knowledge of the pump construction and pumped product properties is not available, the heat
soak Whs (kW)1 can be estimated by the equatiorn:
(IF.1 2}
F.2.3.4
Example Calcu~ation
U x A ;;; 0.00025
Db ;;.:; 55 mm (seal balance diameter)
pump lempera~ure;;; H 5
oc (347 CF)
desired seal chamber temperature = (65 oC) (149 °F)
AT= 175-65 = 11 0 K ( 110 "C) (198 "F)
Q hs = 0 .00025 X 55 X 110
=1.5 kW (2.01 HP)
E.2.4 SeaJ FJush F·lu~d 'iTem,perature IRise
F.2.4.1
Gomeral
Tamperature rise of the 11ush fluid as rt travels through the seal cham ber is a funotion of a thermodynamic
balance applied to a liquid fJow rate. ifhe seal face generated heat is adc!ed to the lheat soak, 1f relev.ant to
PlJMPs--..<;H~FT SFALING SYSTEMS FOR CENTRIFUGAL AND ROTARY PUMPS
153
the piping plan, and,applying this to~a known flow.rate•us ing .a tnermodynamic formula,. a temjlerature. rise
can be predicted . IT he choice
whether the heat SOi'lk is included is discussetl in F.2.2.
of
The te-rr:rperatl'lre rfse caicufated using 1he followfng fmm~.;las rest1its in the average·temp-eratme rfse of the
flusn fluid in .the s_eal chamber. However, .within the seal ·~hamber, t~e rc .ar.e .areas 1that are honer ana1
·co01er'than~!he ·ma?.l1'•fluh~j tempe rature. An '9ff-ecliv e, ftush €tesign -and •flow r.ate is rrequired to · ens l.fre that
th.e area aroufld the seal face1ts e ffe.o tively cooleö.
Calot~lation lnpats
F.2.4<2
Q
is the he~t· generatiorn at the seal faae:j, expressecl'1in kiiGWi'ltts:
Qher.-.oa~<
is the heat transferred from the pump and 1pum]Ded ~luid to flui~ in the sea! chamber,
expressed in Kilowatts.:
qinj
1is the .injection flow rate , expresscd i n Iiters per minute;
d
l s t he relative density {spec!frc gravity) 0f the injected fll:lid at pump temperature:
is the s peoific 'heat capacity of the injected fluid at pump temperature, exprcssed in joules
cp
per kJJogram Kelvin.
F.2.4.3
IFormul a-Without IHe:at Soak
T he differential temperatur<e, tJ.T (in Kelvin), can be calculated by lhe following equation:
(F.1 3)
F.2.4.4
Formula-with Heat Soak
The differential temperature, tJ..T (ln Kelvin ). including the effects of heat soak can be calculated using the
inputs described above and the following equation:
(F.1 4)
F.2.4.5
Q
Example Calculation (Without Heat Soak)
= 0.9 kW (1.2 HP)
IJirJ = 11 L/min (2.905 GPM)
d
=0.75
r.p
= 2300 J/kg . K (0.549 BTU/lb- °F)
Equation (F.13) gives:
LJT =
{60,000 X 0.9)
·
(0.75 xll x 2300)
2.s K c2.s ~c) (5 °F)
154
APl STANDARD682
F .2.5 Seal Flush Flow Rate
F.2.5.1
General
ln some applications, it is necessary lo specify the flush rate required to maintain the seal c hamber
temperature below a certain Ievei. ln this case. the maximum allowable temperature rise would be
calculaled by subtracting the maximum allowable Iamperature in the seal chamber {or buffer/barrier seal
c hamber) fro m the flush liquid temperature . For good seal performance, the maximum temperatLlre rise
should be limited to 5.6
(1 0 °F) {56 K) for Arrangement 1 and Arrangement 2 inner seal flush flow rates
and 16
(30 °F) (16 K) for Piping Plan 23 and buffer/barrier flow rates (see 7.2.3 .1 and 7.3.3. 1). lt is then
a simp le matter of rearranging Equations (F. 10), (F.1 1), and (F.12) to solve for the required flush flow rate .
oc
oc
The temperature rise used in these calculations is the sealing chamber temperature rise. T he temperature
rise at the seal faces will be greater than the cliamber temperature rise. lf Equations (F .13) and (F .14) are
used to calculate a minimum flow rate based on sealing chamber temperalure, the seal faces c an overheat
and perform poorly. De pending an the service a design factor of at least two may need to be applied to the
calculaled required minimum flow rate. T he injection shall also be directcd at the seal Interface to cnsure
proper cooling.
Seal Flush Flow Rate Calculation Inputs for Arrangement 1 and Arrangement 2
F.2.5.2
Q
is the heat generation at the seal faces, expressed in kilowatts:
O ·oeatsoal<
is the heat transferred from the pump and purnped process fluid to the fluid in the seal
chamber, expressed in kilowatts:
aT
is the desired differential temperature, typically a minimum of 5.6 K (5.6 ~c ) (1 0 °F),
expressed in (in degrees Kelvin);
d
is the relative density (specific g rav ity) of the injected fluid at the temperature of the seal
chamber inlet;
cP
1is the specific heat capacity of the injected fluid at the temperatur·e of the seal cham ber inlet,
expressed in joules pe.r kilogram Kelv in.
F.2.5.3
Seal Flush Flow Rate Formllla
F.2.5.3.1
General
For flush flow im Iiters per m inute without lileat soak typical for seals with Piping Plan 1 1, 12, 13, o r 31, the
-equation w ould be:
( 60,000 >< Q)
q· - - - - . -·.. lnJ -
(dx L1Tx
er)
(f.1 5)
For flush flow in Iiters per minute with lheat soak typical for seaJs with Pijping Plan 21, 22. 23, 32, or 41 . the
eq.uat'aril would be:
Oin' = 60,000 X (Q + Qneut:;ouk,)
-
J
F .2.5.3.2
( d X .LIT X c!-' )
:Se-al flwsh Rl.ow Rate Example Calaula't1on (Arrangement 1 ·wnh0'UJ~ He.a t Soak~
Q
= 0.9 kW (1 .2 HP~
6Tma'(
= 5,6 K (5.6 •c) (1 0 •F)
(F.16)
P\!lMPC~'-iAFT St:A•.ING S Y:; ll::MS FOR CEN'fRtrl!GAL ANO ROTARY ::>UMPS
rl
-= 0:90
cp
--
155
c2593 J/kg:K (0.619BTU/Ib-°F)
Equation (F. ~5) gives:
q ;ni = (60,000 x .0.9)f(0.9 >< 5.6 ·'< 2593)
IF.2.5.3.3
Q
=4.1 Umiu ( 1.083 ga1Vm in~
Se.a1 Pl·n sh :fllt)W R-ate Example Cal:culatioo (Arrangemelilt 1 W1.nbout Heat Soak1)
= 0.9 kW (1.2 HP)
M~w.rx ":: 5.6 ~K (5.6 o,C) ( 1•0 "F)
d
=0.90
cp
=2593 J/kg· K (0.61'9 BTU/Ib-•F)
Equation (F.15) gives:
qini ~ (60,000 x 0.9)1(0.9 >< 5.·6 :<. 2593) ~ 4.1 L 'min (L083 g121l.imin)
F.3 Piping Plan 52, 53A, and 538 Systems
F.3.1
F.3.1.1
Auxi'l iary System Design and f rr,ictiloon Curves
General
Bufter/barrier seal chamber generated heat and appropriate flush flow for Piping Plan 52 and Plan 53A
seal systems are particularly unique because they usually utilize an internal circulating device, the
buffer/barrier fluid circulates through the reservolr, and the oxchanger would be internal to the reservoir.
Estimated system friction curves are included in this section for Piping Plan 52 and Plan 53A. These
system curves represent piping Iosses and do not include Iosses through porting in the gland plate or other
components.
Unlike Piping Plan 52 and Piping Plan 53A. Piping Plan 538 and Piping Plan 53C may utilize an external
exchanger and the circulating flow does not pass through the accumulator. There wouid be a significant
increase in system friction if Iosses through an extemal exchangerare added to the interconnecting piping
losses.
Performance curves for the internal circulating devices used with any Plping Plan 52 or Piping Plan 53 will
vary depending on the type and design of device, the operating clearance, the gland plate design, fluid
properties, and the peripheral velocity. As a result, the specific device performance curve should be
overlaid on the Piping Plan 52 or Piping Plan 53 A/B/C system curve to determine the appropriate
interconnecting pipeltube size so the desired flow will be achieved. Refer to Section 8 for recommended
tube and pipe sizes. When there is any doubt about t hese paramelers, 20 mm (0.75 in. ) pipe or tubing
should be used because, as can be seen in the systems curves below , friction Iosses are minimized. An
analysis of lhe parame ters would determine that an increase to a 25 mm (1 in.) pipeaffered little benefit.
Whilc not modeled. whenever possible ttle purchaser should consider tangential oriented buffer/barrier
fluid gland plate connections to improve flush flow rates.
While selccted lass frequently than internal circulating devices, seal vendors can also offer an external
circulating pump to ensure that the desired flush flow is achieved.
This subsection provides the background behind the pipe size recommendations in tt1is standard and
desr.ribes how a seal vendor mighl analyze and check the periormance of a Piping Plan 52 or 53A system.
Illustrative diagrams are shown.
156
A PI STANDARD 682
P iplng Plan 52 and 53 A seal systems have been modeled with standardized stub pipes w ith lap joints to
the gland plate. The length of the stub pipe has been assumed at 150 mm {6 in.), as shown in Figure F.S.
The stub pipe material has been assumed as ·,12 in . Schedule 80 pipe irrespective of whether the main
circuit is constructed of pipe or tube.
Figure F.6-Giand Plate Model
Fluid properties used lo generate the system curves are:
water w ith a s pecific gravity of 0 .998:3 at 20 QC (68 °F) and v iscosity of 0.1 MPa·s (1 cP);
oil wlth a specific gravily o f 0.85 at 20 •c (68 "F) and v iscosity of 10 MPa ·s (1 0 cP):
maximum flush flow rate is assumed to be 1.2 m 3/h (5 U.S. gal/min).
T he ge neral model used for thc barrier fluid system is as shown in Figure F.7. The intercunnecting piping
to and from the reservoir has been assumed to be of equal length. and this has been set at 2 5 m per leg.
The inlet to the gla nd plate is assumed tobe from the lower pipeleg wilh an eX1it from the gland plat e as the
upp er pipe leg (see Figure F .6 )
The piping malerials are either Schedule 80 pipe or tube. llhe diameter and bore used to calculate the
system Iosses are shown ·in Table F .1.
Estimated sy.stem ,curves tor the pipe work sizes s.hown irn Table F. 1 are illustra'ted in Figure F.-8 and
Fi_
g,ure IF.9 f or mineral oil and water . Tubing si7.es and wal l thickness can vary and the Iayout a nd length of
piping will also vary between installations, so the curves in Figure F.B and Figure F.9 shcwld be used as a
guideline rather than an exact reflection of a spccific f ield installation.
E
Figure F.7-Systern Mode'l
157
P c.MF>S- S HAFT SI:ALING SYST EMS FOR G ENTRIFUGAL A."l O R OTARY PUMPS
Tal:l\e F.1-Pipe;arntl :rub.e Dimensio:ns for:S_y stem 'Loss -Ca:leul.atiorns
r
ro iamefer
15 mm (0 .5 in.) pjf!)e
r - - -··
II
Mm
I
I
Borce
B.ore
(in.)
,.
I
13.54
{0.54fi)
I
-20 mm (0 .7 5 in.) pipe
18 .88
(0.742)
I
~2 mm (0 .5 in.) tlibe
I
20 mm {0.75 ln.) tube
t
ga.
I
16 c
(0.37) b
•(0.543) d
·•
a
OD -= 1?. mm; wall thickf!'es.c; = 1.5 mrn.
b
OD = 0. 5 .i n.; wall thic kness =C.65 in.
c
OD =23 mm: wall t'1'·ckuess ~ 2 mm.
d
01..) :- 0.75 in.; wa!l ~hicknsss =0.>395 in.
I
F.3.1.2 P1
i pe System Fr icition Cu rves
y
6 JJO
t
5.00
4.00
/
3.00
~/-
/
.2.0 0
~ - *"
/
2
,/
/
/
______
3
;;...--
--~
.
--- ----------
1.00
/
/
1--_--:.::.--
••- - 4
~
r---::::: --:.:::::
~ -=-:::::::.==f-- - - -
0.00
0
0.2
0.4
0.6
0.8
1.2
---+- X
K ey
3
X
flow, m /h
Y
friction, m
1
15 mm mineral oil
2
15 rnm water
3
20 mm mineral oil
4
20 mm w ater
Figure F.8-Pipe System Friction Curves
158
API S TANDARD 682
F.3.1 .3 Tubing System Friction Curves
y
35.00
t
30.00
1
/
25.00
V
/
20.00
/
15.00
/
./
10.00
5.00
0
V
/
-- :: -- - .
~
0.00
,_.
'-"'"
........
f:'"::
~
0.2
I-
/
.....
V
:,....-- -
-
.
.V
,. . v
0.6
2
,/
.V
.!-"'
f-
0.4
........
/
V
,/
V
3
.
,-_ ~ ~ ·-=
0.8
F :-::::~ t= ~ 4
1.2
--+- X
Key
X
flow, m~lh
Y
friction, m
1
12 mm mineral oll
2
3
4
12 mcn wa ter
20 mm mineral oil
20 mm water
Figura 'F.9- fubing System Ftr iction Curves
if .3. 1.4
Interna! Circulating Device Performarmee V:e;riflcation
When an ·i nternal ciroulating device is used the seal vendor shou'ld avaluate its performanca curve. The
curve stwuld Hlustrate head versus capacity and t he vendor should also confirm that the NPSIH (r) is
satisfied over the etiltire f1low range of thc device. The device NPSH(r) may be represented by a curve or
data. Users should carefully review applications using an irnternal oirculating device, but €specially w.hen:
a) the IP'fOCess fluid ·tem.!}erature ex:ceeds 176 oc (350 oF);
b) the shaft ratating speed is ·ecqual 1lo or ress tJ?,arn 1800 r/min ;
c) variable spced tlrives.arc used;
d) shaft diameter is less than 50 mm '(2 in. );
e) 1lha :tetal length of in terconnecting pipework exceeds 5 m. (16.4 rft);
f)
a radial clearance srmaller than that specified in 6.1.2.6. is pr0poseä to achieve tl'iie required lflus'h fiow
rate.
9·} the viscosity of the circulating flui.d varies si§nificantly because of start-up. ambient. or process r.eiHted
ternperature changes.
PUMPS- S HlJ'T SEAliNG SYSTFMSI=Or< CENIRIP.J:>AL ANO ROTARV PUMPS
159
Pe·rformance ,of the intemal circlilailr~g .device should exceetl the •re.quired flusb ~low using tlile specified
bwffer/barrier fluid at all operating and stt;~rt l!lP •Conditions. iThe system resistance curve (based Gn the
auxiliary componenls supplied, 'the specific buffer/barrier fluid , ils rmean settlement temperature • .and the
specific scal system Iayout} sllloufd be pfolfea over the cfrcufating device performal'lce curve. Typical
system resistance oUJntes are providcd in F.3.1.2 and F.3 .1.3 for Pipir;,g Plan 52 and Piping .Plan 53 t111be
and pipe systems approxirnatimg oonstruclion in accmdance with 'G .32.
Piping Plan 23 seal ·systems will likely .have .steeper system 1resistance curves compared lio Piping Plan -52
or Pip ing Plan 53 systerns beca_us e ·of lhe additional systerrn resislance of the 'heat excha nger. 'Piping
Rlan 23 systems typicallyrJ•JJilize heat e_xchangers wifll-thc process ßuid ins iöe the.exehanger tubing.
Depending on the s.eal uing orien.tation and space .a vailable on SC!JTTJe seal des1gns with a Piping Pi.an 23
use of a dist rfbuted flush 1may not be advisable tfrtfile added resistance of the lflush geo metry detrünenta/fy
impacts the if lush flow velodty. ln these circurcnstances consult the sei:!l m anufacturer for detailed
1nformati<m on ~e evidence f or <'lchieving reliable operatioru w.ithou~ a distributed flush.
T o 1improve fJush fJow circu tatrion rates, irnlet and ol111let connec1iions for the internaJ circula'ting device
should roe tangentia 1and oriented to facilitate thermosyphoi'i! as illustrated in Figur:e G.33. ln addition, the
seal chamber or gland plate inlet and outlet p orts should properly aligrn w ith the internal circulating device
a nd their drill-througlil dia mete rs öesigned .as !arge as is practicaL
1
Fig.ure F. 1 0 and Figlllre F.11 illustrarte t he intersection po ints bet\veen a hypothetical circulating device
periformance curve(s) and the system curves. These intersection points indicate the estimated
comparative flow that can be ac!hieved with each c om'bination or rpipe and tube size and mineral oil or
water buffer/barrier systems. Piease note:
a) performance data for the circulating device is identlcal for the tubing and pipe plots ;
b) the values for the flow axis arc identical;
c)
the values for the head axis are identicar;
d) va riations in the resulting intersection points are solely lhe result of differences in the system curves
created by comblnations of fluid with different slze pipe or tubing.
Figure F.10 and Figure F. 11 also show the system reslstance in tubing systems is normally significantly
higher than pipe systems for the same fluid, nominal size. and flow rate producing steeper tube system
curves. As a result, the performance curves intersect tt1e tubing system curves at a lower flow compared lo
the same nominal size pipe. The user should be aware that the highest flush rate is achieved with an
interconnecting pipework selection of pipe and with a size selection of 20 mm .
F.3.2 Typical Flush Flow Rates for Arrangement 3CW Seals
Figure F. 12, Figure F.13, Figure F. 14, and Figure F.15 are typicaJ required flush flow rates for
A rrangement 3CW seal, pressurized dual contacting w et seals, graphically illustrated. The curves are
based on:
a}
a barrier fluid specific heat Cr of 2093 J/Kg ·oK (0 .5 BTU/!b ~F);
b) shaft speed 3600 rimin:
c)
balance ratio of 0.75:
d } a flush flow temperature rise of 8 °C ( 15 " F);
e) sea l chamber pressure of 1.034 MPa (1 0.034 bar) (150 psig);
API STANDARD 682
160
y
t
-x
Key
X
Y
1
2
3
4
5
6
f low
head
performance curve on water
periormanee curve on mineral oil
12 mm system curve with mineral oil
12 mm system curve with water
20 mm system curve with mineral oil
20 mm system curve with -water
Figure F.10-Circulating Device Performance and System Resistance in Tubing System Curves
y
t
1
-x
Key
X
Y
flow
head
perfortnance c urve on ,w ater
2
3
4
5
6
performamce curve on ,minen:ll oil
rs m m sy_stern 'owrve ·~·iith'lllimeral oil
15,mm system C(lfrve w1th water
2 0 rmm system cur,v:e witn mineo:aLoil
20 mm system c:;u,-ve with water
F.igur.e F.1·1 J-Oirculatingr.Jl"alitce •Perfarmance:and ·System lResistan:rre in :Ripeßystem Curv.es
P J MPs-SHAFT SEAWNC SYSTEMS !'OR CEi'iTRIF.. JGAl ....ND ~OTARY PUMPS
151
Key
X
seal mean ·diamet-er, rmm
Y
f'.ow, rn3/h
Figure F.12-Typical Req.u ired F1Jush Flow for Arrangement 3 CW Seals W1
i thou.t Heat Soalk
·c onsidered and a Pumped Fluid Temrp erature o,f 54 cc (130 °F}
·
m
I
2.50
2.00
V
1.50
1.00
0.50
0.00
0
25
75
50
100
125
X
Key
X
seal mean diameter, mm
Y
flow, m3/h
Figure F.13-Typical Required Flush Flow for Arrangement 3 CW Seals with Heat Soak Considered
and a Pumped Fluid Temperature of 176 oc (350 °F)
162
API $ TANDARD682
y
:: -~
1.00
0.50
0.00 -+---- - -+-- - --+--- -- -+--- --+---- -+--'
0
25
50
75
100
--1-2~
X
Key
X
seal mean diameter, mm
Y
flow, m /h
3
Figure F.14-Typical Required Flush Flow for Arrangement 3 CW Seals with Heat Soak Considered
and a Pumped Fluid Temperature of 260 oc (500 °F)
4.00
..
3.50
y
3.00
2 .5(!)
l
+± L
·r
I,
2_00 I
/
1.50
/ ,v
1.00
0.50
t--
-
I'
V
-
/
I /
..
1
---=t-_]
-
I
I;
0.00
.Q
.25
50
75
'100
125
I
----- -------------- ---x___ - - ------___j
Key
X
s~~l.meaR dia meter, mm
Y
fiOW.'m:J/h
Fisure F.15-Typica'l fRe~uired Flwsh Flow for Arrangement.ßGW.Seals·~wit~ ~tJ-e.at ,Soa~ ·consid:a'rel!l
~an~t.::a .Pumped Fl.uid Tamperature of,37.1 •c (?.oll °F)
P UMPSo-SHAFT SEALING SYSTEW•S FOR CENTRIFUGAI.I\ND RClTI\RY PUM P~
163
f) ·barrier fh.1id pressure of 1 .379 MPa (13. 79 bar) {200 psig );
g) . a safety factoo.tor Flush now of 1•. 0.
NOTE 1
7.3.3.1 require~; a maximum fiush flow temperalure ris.e of 8 •c (15 ' F) or 16 •c (30 "F) d..epending an the
·barrreri!uid type.
NOTE 2
'FIDr:barrier ftuids with .a djfferent s,oacific' heat,1ii1indel'the predicted :graph Jlowmlte by,!he C~" .ratioiiactua.J
barrier C~ divided by 20g3 JIKg•K (0.5 BTU/Ib °F)).
Wh\le curves :are provided for1pumped t:uid tefriperatures above 176 <c (350 F), .ac hie...:ing am adequate
fiG.w usi r:~g an iintemal circu[ating de~Aice for hiflher temperature _aRplications b.e.com0s increasin!JIY difficult
and a Prjping Plan 54 o r externa'l oirculating ·device :nay .be required for rthese services.
F.'3.3 ~~pil'lg Plan :53:A. .antfJ C§3B IBani:e r 'Ar.esswr.e .and ·Qperatian
F.3.3.-~
~Ge-menil
Pi;ping Plans 5 3A and 53E! provide l:rarrier liquid to Aorrangemen~ 3 dual .seals at -a pressure above the
morximum (process pumpcd fluid) seal chamber pressure by usimg a ·gas charged 53A reservoir or 53B
accu.m.ulator. Piping lP\an 53C also provides .a pressure margin above the m axim um seal ct.lamber
p ressure, bllt it is achieved by using a reference line from tlle seal chamber a nd a piston accumulator
rather than a ,g as charg ed reservoir or accumlllator. Pressure v.anations in Piping Plans 53A a nd 538 can
be significant, so these piping plans are covered in detail in ,this section . Plping Plan 53C pressure
fluotuations are minimaland are not covered in thlis standard.
1
T he maximum process fluid seal charnber pressure may vary for a variety of reasons such as pump design,
static liquid Ievel, and pressure rehef setting on the suction vessel. lt is important that the maximum suction
pressure be reviewad and confinned prior to startlng the calculation or the gas charge pressure for either
P iping Plan 53A or 53B.
The minirnum barrier liquid pressure will normally include a pressure margin above the maxim um seal
chamber pressure to avoid a pressure reversal across the inner seal. A typical pressure margin may be
0 .14 MPa (1.4 bar) (20 psi). but can be higher or lower in some circumstances.
W hen properly selected the Piping Plan 53A barrier reservoir pressure or the Piping Plan 538 accumulator
gas charge pressure will avoid a pressure reversal at the inner seal and also avoid overpressurizing the
seal or seal flush system com ponents due to liquid volume changes and seasonal or diurnal fluctuations in
ambient temperature or solar radiation exposure.
Category 1 seal and seal flush system components are rated for a minimum gauge pressure of 2 MPa
(20 bar) (300 psi). Category 2 and 3 seal and seal-flush system compone nts are rated for a minimum
gauge pressure of 4 MPa (40 bar) (600 psi). Same seals may have a pressure rating Jower than their
associated flush system components. lt is important to verify the pressure rating of seals and associated
flush system components and confirm that pressure fluctuations do not exceed these ratings. For example,
Type 8 or Type C seals typically have lower differential pressure rating than Type A seals. Same dual seal
contigurations may utilize the pump seal chamber as part of the barrier liquid system so the pum p seal
chamber would need to be considered in the pressure evaluation.
With both Piping Plans 53A and 538, as barrier fluid pressure increases seal face related friction also
increases. Users should be aware that it may become difficult or impossible to rotate some pumps prlor to
start-up when the seal is pressurized. ln small pumps, seaJ face friction may also contribute significantly lo
the motor Ioad and it is possible to experience an overload condition (high amps ) causing shutdown of a
marginally sized motor.
'1 64
API STANDARD 682
Circulation of barrier liquid at required flow rates is important for seal reliability. Refer to F .3.1.2, F.3.1 .3,
F .3.1.4, and F.3.2 for d iscussion on internal circulation device performance.
F.3.3.2
F.3.3.2.1
Plplng Plan 53A Operation
General
Figure G.18 lllustrates a typical Piping Plan 53A system. The barrier liquid reservoir is pressurized by an
outside source, typically the plant nitrogen system, another pla nt gas source or bottred gas. A pressure
regulator should be installad upstream of the gas supply isolation valve, but the pressure regulator is not
normally in the scope of supply of the pump or seal vendor and hence is not shown in Figure G.1 8.
However, to avoid a release of potentially hazardous gas, lhe pressure regulator is not normally
self-relievlng.
When the source of gas for pressurizing the reservoir is bottlad gas, the user may want to consider the use
of a Iew-pressure alarm on the gas bottle, upstream of the pressure regulator, for early indication of the
need to rcplace the gas bottle. This low-pressure alarm is not normally in lhe scope of supply of the seal or
pump vendor.
The m inimum barrier liqLiid pressure and the set point ror lhe pressure regulator is the maximum seal
chamber pressure plus a pressure margin. However, the reservoir pressure may vary because of liquid
volume changes or d iurnal and seasonal ambient temperature changes. changes in barrier liquid
temperature, and/or solar radiation exposure (if applicable).
The barrie r liquid in a Piping Plan 53A system circulates through the reservoir and the reservoir usually
incorporates a cooler. Since the gas in the reservoir is exposed to the circulating barrier liquid, reservoir
pressure variations are complicated by the intluence of the banier liquid on the gas temperature and gas
solubility. During stable operation, it is raasanable to expect the barrler liquid temperature to reach
equilibrium at a temperature above average ambient temperatures because of heat soak into the
circulating barrier liquid due to an elevated process pumped liquid Iamperature and seal face generated
heat from both seals.
1t is unlikely that barrier liquid pressure will exceed the rated pressure of Category 2 or 3 systems if the
clilarge gas Sllpply is a plant nitrogen system that normally operalas at or below a g<>uge pressl!lre of
1 IM Pa ( 10 bar) (1 50 psl). This pressure is significan~ly below the minimum rating of Category 2 and 3
seals arnd flus'h system components. Pressure fluctuations duc to diuma'l or seasonal ambient temperature
variationts, ba11ner liquid tempcrature changes, or solar exposure will llkely not exceed the pressure rating
of Category 2 or 3 seals or flush system components. However, Category 1 seals and support systems are
rated for Jowcr pressure so it is important to verify that pressure ftluctuations cilo not cxceed component or
support system ratings.
For charge gas supply systems that operate at a pressure a'bove 1 MPa (10 bar) (150 psi) it is importantto
verify that pressure fluc luations da not exceed component or support system ratings for all seal categories.
lf the gas supply isolation valve is closed between the barrier liquid reservoir and the pressure regulator I
gas supply system, it is possible to experlence a drop in reservolr pressure caused by either a drop in
ambient temparature. a drop in barrier liquid temperature, or a drop in reservoir IeveL With the gas supply
isolation valve closed, users should consider the impact of amb ienttemperature extremes and changes in
barrier liquid temperature on reservoir pressure. Failure to do so may result in a pressure reversal acmss
the inner seal. Figure G.18 shows this valve as normally open to avoid this scenario.
Barrier liquid Ievei will drop because of sealleak<>ge_The need to add barrier liquid to the reservoir occurs
w hen the operatlng volume of barrier liquid is used. A leve! indicator and Ievei transmitter with a low-leveJ
alarm are provided on Piping Plam 53A ·systems to inalicate the need to add barrier liquid_ IF\Jiing
frequencies ar.e simllar to those required by 538 systems and the minlmum period between fills is stated in
8.3.6.1.6.
PUl~ ?S- SHIIFT SEALING S~STEMS FOR 0::1'\TRIFUG~.L 1'1t\D R.OTARY P UM:-6
165
ln addition to a Ievei transmitter., Piping Plan 53A,sy.stems are ~als o pr.ov·i.tled :With a ,pressure transm itter. As
a minimum, a low alarm ·set p0int is required forllevel and :pr.essure: however, a t:Jiyh alarm set pointlor
ea~G h is·'QptionaL
Figure F. 16 illustrates a Pi.Ping 'Piam 53A system for a reser.10ir contin~;~ously conneoted to the•·g as suppl_y,
typiicaHy Lhrourgh:a fpressure regwlator~•that is not self-;reliev,ing. The associated caloulafions ·are·cons'istent
w!th the figure. lt ls reasonal::>le to expect .arn increase in reservoir :Pressure cstused by expasure te
·maximum ali!i'lbient •t emperature. an .elev ated ha~nier .liquid temperatu r~, andlor solar radiation. Tbe grapn
and associated ca l cu l~tiolils <i!SSU'Me the reservoir gas •temperature reacliles the maximum arnbient,
maxim1.rm barrrier liquid temperature, a nd solar rradi atia n iemperature. During stab.le operation, the gas
tem perature fluctuations may berminimized becal!JSP. 0f exp0sur e to the barrier f luid .as it flows th rou~h the
reservoir. A lse, arny unsafe pressure rise ·may M limited i.F ithe pressure regulator ris self-relieving or if a
reiief v afve is instaHed; how ever neitht::r of fhese is included rin a tl/jpicaf 1Rfan 53A system.
Frigure F.n6 illlllstrates importamt calculatirun poinls for Piping Pfaf'l 53A :systems. Rerer .IG F.3.3.2:2 for -a
detalled ·descr.iption of each plotted point.
y
I
1
2
3
-6
4
Key
X
Piping Plan 53A barrier liquid level
Y
accumulatorlbarrler liquid pressure
1
2
minimum barrier liquid pressure
maximum seal chamber pressure
3
empty
minimum
4
5
6
7
8
9
10
11
12
13
5 -x
maximum
low Ievei alarm
low pressure alarm
additional pressure margin
minimum ambient temperature
maximum ambient temperalure
maximum barrier liquid temperature
solar temperature
MAWP Iimit of seal or seal support system
Figure F.16-Calculation Points for Piping Plan 53A Systems
API STANOARD682
166
The initial charge of barrier liquid is normally added prior to pressurizing the reservoir. Most systems have
a pressure regulator that w ill be set at the minim um barrier system pressure so the barrier system pressure
will not fall below this value. lf the ambient temperature drops causing a drop in reservoir pressure or the
liquid Ievei drops the gas supply regulator w ill add gas to maintain the specified pressure. lf the regulator is
not self-relieving the barrier system pressure may increase because of diurnal variations in ambient
temperature, changes in barrier liquid temperature, and any subsequent refillliquid volu me additions.
F.3.3.2.2
Piping Plan 53A Calculation Tutorial and Formula
The following discusslon refers to the illustrated "numbered" points ln Flgure F.16.
Point #1-Minirnum barrier liquid pressure at minimum liquid Ievei -This pressure is the basis for all
subsequent calculations and is the sum of the maximum seal chamber pressure and a pressure
margin and is the set point for the pressure regulator. For the purposes of the following
calculations, this pressure is assumed to be at the minimum ambient temperature because it is
normally maintained by a pressure regulator. lt is also the recommended alarm pressure.
Point #2-Calculates the reservoir pressure using the value of Point #1 , but applies a ratio of maximum
ambient temperature and minimum ambient temperature .
Pnint #2 Pressure "" Pressure at Point #1 x (mHXimum ambient temp (OC + 273) (or; op + 460) f
[minirnum ambient temp ("C + 271) (or; uF + 460)1.
Point #3-Calculates the reservoir pressure using the value of Point #2, but applies a ratio of maximum gas
volume (at minimum barrier liquid Ievei) and minimum gas volume (maximum barrier liquid Ievei).
Point fi3 pressurc = Pre~;sure at Point #2 x maximum gas volwnc I miniml.tm gas volume
Point #4--Calculates the reservoir pressure using the value at Point #3, but applies a ratio of maximum
barrier liquid temperature and maximum ambient temperature.
Point #4 pressu,r e - PreSliUfC at Point #3 >< (maximum barrier liquid tcmp ( 0 C: + 273) (or; op + 460) /
rmaximum ambient temp ("'C + 273) (or; °F + 460)!.
Point #5-C alculates t he reservoir pressure using the va Jue of Poinl #3, but applies a ratio of solar
radiation temperat ure and maximu m ambiernt temperature.
1
Poi.nt #5 pressure ='Pressure at Point #3 X solar radi:?,tion temp
ID11ibient temp (°C +273) (or; op + 460)].
F.3.3.2.3
ec + 273) '(or; "'F + 4n0) [maximum
Piping Plall\1 53A IExample Cakulation
T he example calculation is for a Piping P lan 53A applicatlon st1owing the effects of so1ar radiation. The
example sea! support system 1is designed for a gat rge pr,essure of 4 MPa {40 bar) (600 psi) typical o1
c~tegory 2 and 3 seal systems.
Assumptlons lndude site oonditions:
maximum site temperature 1is .4 0 ·c;
miroimum 'slte temperature ,is - 10 "C;
maximum barrier liquid tenwerature is <68 "'C;
maximum 'Solar Jadiation temperature is 80 °C.
1-'UMP&-SHAFT SEAIING SYSTI!MS FOR OENTr\IF:i:>Al A'\10 ROTARY PUMPS
167
Seal system assumptiorns:
total reservoir .v~olume 'is 20 L;
reservoir gas volume at mirrl imlllm barvier liquid Ievel (10 L of barrier,liquid lin reservoir) is 10 L ;
reservoir gr.rs vdll!me.•r.it max[mum barrrier liquid Ievei (1 4 L of barrierlliquid in reservoir) is ·6 L;
maximum seal chambeq pressure is 0.7 MPa (ga)f[0.8 'MPa (abs)]:
presstue margin~ above m axim um seal chamber pressure is ·0. 14 MPa.
Step 1:
Determine itheu·tJinimUJm operafing reservo ir pr:essl'lre at m inimum liQuid level assumin~g ,mi n imum
ambient temperaturc.
Point # 1 - 0.8 -t 0. !4 ~ 0.94 ~{Pu (abs) (0.84 ·MPa (ga,) ( 122 psig.)J
NOTE
Step 2:
Tlnis va'lue represenls the low-pressure alann pressure.
Calculale the corresJDondin!lJ reservoir pressure al .liTla)Qimum ambient terrnperature and m inimum
barrier liquid Ievel.
Po:nt#2 = 0.94 "- (40 + 273) / (-10 + 273) = 1.119 MPa (abs)[l.OI9 MPa(ga) (148 psig)]
Step 3:
Calculate the corresponding r:eservoir pressure at the maxim um banr,i er liquid Ievel and max1mum
ambient temperature.
Point #3 = l.l l 9 x JO / 6 = 1.?.65 MPa (ahs) [1.765 MPa (ga) (256 psig)]
Step 4:
Calculate the corresponding reservoir pressure at the maximum barrier liquid Ievei and
temperature.
Point #4 = 1.865 x (6S ..,. 273) / (40 + 273) = 2.032 MPa (ab!>) ll.9J2 MPa (ga) (2RO psig)]
Step 5:
Calculate the corresponding reservoir pressure at the solar radiation temperature.
Point #5 = I .865 x (80 ..,.. 27.1) I (40 + 273)
F.3.3.3
F.3.3.3.1
2.101 MPa (abs) [2.003 MPa (ga) (290 psig)]
Piping Plan 538 Operation
General
Figure G.1 9 illustrates a typical Piping Plan 53B system. The barrier liquid is pressurized using a gas
charge inside a bladder within the accumulator. Unlike a typical Piping Plan 53A system. a fter a p;ping
Plan 53B accumulator is charged to a predeterrnined gas pressure, the accumulator is then isolated from
the gas source during operation.
Accumulator pressure will drop because of seal leakage and reduced barrier liquid volume. Knowing the
expected rate of seal leakage (determined by empirical data or estlm ated by t he seal vendor) and the
o perating volume of barrier liquid the frequency of refilling the accumulator with barrier liquid can be
determined. lt is reasonable to expecl a minimum fllling frequency of twenty-eight days (28 d) as specified
in 8.3.6.1.6, but this design prediction is dependent on the volume of barrier liquid, the leakage rate and
t he alarm strategy employed.
Accumulator pressure will also be affected by the gas temperature in the bladder. The barrier liquid does not
flow through the a ccumulator, so the bladder gas temperature will change with am bient temperature (and
168
API STANDARD 682
solar exposure if not shaded}. Accumulator pressure variations can be significant. Accumulator gas charge
pressure should consider the extremes of ambient temperature and the temperature during commissioning
the system in a manner similar to thRt described for 53A systems. Failure to do so may result in a prassure
reversal across the inner seal or overpres.surizing the sea! or seal support system components.
The calculations that follow illustrate a method to determine tfle 1n1tial gas charge pressure to avoid problems
associated with variations in barrier liquid pressure. lf the accumulator pressure at minimum liquid volume
and minimum amblent conditions is equal to or greater than the maximum seal chamber pressure plus the
pressure margin (Point #1 in Figure F.17 and Figure F.18, and Figure F.19), then it is assumed that the
accumulator pressurewill only increase at higher ambient temperatures and liquid volumes.
While rnosl accumulators are exposed to atmospheric conditions, the affcct of solar radiation can bc
eliminated by the use of a sun screen or shade. The impact of ambient temperature variations may be
reduced if the accumulator is insulated or temperature controlled (i.e. heat traced). The user should verify
that tfle seal and seal support system is ::;uitable for all system pressures by following the calculation
sequence illustrated in this annex.
The MAWP of Category 2 and 3 Installations is significantly higher than Category 1, therefore it is
reasonable to expect Category 1 installations may be more vulnerable to expected fluctuations in barrier
liquid pressure.
Possible ways to Iimit the impact of local ambient temperature variations an accumulator pres.sure include:
a) use or a !arger accumulator;
b) use of an engineered auxiliary system design that has an MAWP above standard Category 1. 2, or 3
systems;
c)
use of an engineered seal rated for higher pressure than standard Type A, B, or C seals;
d) pressure rellef valve in the barrier liquid piping;
e) shade lhe accumulator to c'l iminate solar radiation effects;
f)
Iimit t he Impact of the arnbient temperature range an the gas inside the accumulator by insulating
and/or temperature control (heat tracing for examp 1e) of [he accumulator.
1
Three descriptlve phrases listed below are used to identify illustrated !POints in Figure F.17, Figure F.18,
and Figure F.19, are referred to in the example calculations that fo'llow, and arealso used in Section 8.
a) Accumulator minimum barrier pressure-This is the lowest operating barrier pressure and is equal to
the sum of lhe maximum seal chamber pressure and a pressure margin, which is recommended tobe
a minimum of 0.14 MPa (1.4 bar) (20 psi). This establishes Point #1 in Figure F.1 7, Figure F.18, and
Figure F .19. The value is used as a starting point for the example calcula trons in this annex. The
pressure is temperature specific and the accumulator minimum barrier pres.sure will increase (betwssn
Point # 1 and Point #7 rn Figure F.17, Figura F.1B, and Frgure F .19) with increasing gas temperature in
the bladder.
b) Accumulator pressure range- This is the pressure range between fhe maximum and minimum barrier
pressure and is specific to a temperature value. lt is lllustrated between Point #1 and Point #5 if a
floating pressure alarm is utilized, but will be reduced to the pressure belween Point #7 and Point #5
when a fixed pressure alarm strategy is utilized.
c)
Acc~:.Jmu lator working !liquid volume-
This is the liql!lid volume in the accumulator released 'Oetween the
mr:~xi linum barrier pressure and the alarm pressure. This is dependent an the alarm strategy applied. lt
is the liquid volur;ne diifferer~ce b'e !weeJi1 maximum and minimulin liquid ba r~ier liquid volume iif a floating
PU'AP::J-SHAPI S=At.ING SYSTCt.IS Ft:"< CENTRIFI!IGAL ANO Ro-:-.-..RY P!.>.~II-'S
169
pressur:e alarm. strategy is emplqyed. but cuuld be signitLcantly,less if,·a fixed pressur-e alarm slrat~gy is
used. Refer to l Fiigu re F.17: The setection of the aceumulator srzes 'imthis standarö have been made to
optillilize the w.orking Iliq uid vo!ume to _be 1roughty eq.ual to rthe wor1<in~ Ji{Juti~ v olume 1for reservoir
systerns pmviäed withPip ing P lan·52 and 53A syslems.
2
34
5
Key
X
barrier liquid volume
y
accumulator/barrier liquid pressure
1
2
minimum barrier liquid p ressure
maximum seal chamber pressure
3 empty
4
minimum
maximum
5
6 reduced working liquid volume
7 low pressure alarm
8 additional pressure margin
minimum ambient temperature
9
10 maximum ambient temperature
11 maximum barrier liquid temperature
12 solar temperature
13 MAWP Iimit of seal or seal supporl system
Figure F.1 7-Pressure Alarm Without Temperature B ias
X
API S-Ati. DARD6S2
170
2
5
43
Key
X
y
accumulator gas volume
accumulator/barrier liquid pressure
minimum barnier liquid p ressure
2
maximum seal channber .pressur.e
3
er:npty accumulator (100 "Ia gas volume)
4
m inimum liquid volume
5
maximum l iqUJid volrJnne
6
additional pressure margin
7
minimum ambient Iamperature
8
ambiemt fill temperature
9
maximl!Jm tempe rature
10 solar radiation temperatu ~e
~1
!MAWP Iimit af se::~l or seal suppor1 system
Figl!lre F. tS-Ba.rrJer Liqui d P,ressure verS~.lS AccumulatorcGas 'Vo!urme
X
PUMP~SHA~ T SEALING SYSTI:MS FC'< CENTRIFUGA!.. AND ROTARV PUIAPS
171
1.1
y
..-- --- ..- -'~
1
2 ,'
34
5
X
Key
X
barrier liquid volume
y
accumulator/barrier liquid pressure
1
minimum barr!er liquid pressure
2
maximum seal chamber pressure
3
empty
4
minimum
5
maxirnum
6
additional pressure margin
7
mlnimum ambient temperature
8
amb'ent fill temperature
9
maximum ambienl temperature
10 solar temperature
11 MAWP Iimit of seal or seal suppcrt system
Figure F.19-Barrier Liquid Pressure Against Barrier liquid Volume
172
F .3.3.3.2
API S TAND!I.RD 682
Alarm Strategy and Accumulator Working Liquid Vorurne
The accumulator working liquid volume is dependent on many variables but should be optimized by the
vendor to balance the accumulator working pressure range with the performance Iimits of the seal system,
the desired minimum frequency of filling and the alarm strategy. The accumulator working liquid volume is
typically 15% to 25 % of the total accumulator volume.
Assuming a sunshade is fitted and the solar temperature need not be considered, the illustrated
accumulator working pressure range (#8 in Figura F.18 and Figure F.19) represents the minimum
pressure range, but may rise to the diffcrcnce in pressure between Point #1 and Point #5 w ith a maximum
ambient temperature change when a floating a larm strategy is utilized.
T he graphs (Figure F. 17, Figure F.18, and Figure F. 19) illustrate important calculation points for Piping
Plan 538 systems. The information presented in Figure F .18 and Figure F .19 is the same but presented
from two d ifferent perspectives. Figure F .1B graphs barrier liquid pressure against accumulator gas
volume w hereas Figure F.19 graphs barrier liquid pressure against barrier liquid volume.
F.3.3.3.3
Fixed and Floating Alarm Strategies
The recommended pressure alarm for refilling Piping Plan 538 requires the use of a floating alarm set
point (a pressure alarm with a temperature bias). The alarm set point is calculated continuously by the
plant d istributed control system {DCS) to actuate when barrier liquid volume reaches minimum liquid
volume based on the temperature ofthe gas in the bladder (see 8.3.6.3.2). As can be seen in Figure F.18
and Figure F.19, the alarm pressure can vary b etween points # 1 and #7 at minimum liq uid volume.
A pressure alarm with a temperature bias provides a floating set point that is recommended because it will
maximize the working liquid volume at all local ambient temperatures. lt is accomplished by the use or a
pressure and temperature transmitter (rerer to Figure G .19) in the auxiliary seal system. These signals
would be integrated into a pla nt DCS system to provide a:1 accurate temperature adjusted pressure alarm
set point. While using the plant DCS system may be the least cosUy approach for installations w here a
DCS is .availah.l e. a local programmable logic COntro ller (PLC } 01" single loop controller could also be used
with thls same alarm strategy (see 8.3.6.3.4).
Specific DCS lnput required for a ftoating alarm algorithm will indlude tlile minimum and maximum barder
liquid vdlume, the accurnulator voll!lme, and Lhe a ccumulator minimum barrier pressure calculated at
minimum ambient temperature. The vendor will use Mhis data and the site ambient temperature data to
op:limize system d esign, minimize the frequency of refiilling, and verify that the system .design is suitable for
the loca'l Installation .
U nl~ke a fixed alar m .set point, a float~ ng a larm set point .can utilize the full potential liquid volume between
m inimum and maximum in the accumulator. The accurnulator pressure range is a lsl1 maximized, between
Points #1 and Poin[ #5 depending o:n t he local ambient temperature c hange over the barrier pressure
drop.
A ~ixed pressme alarm (without a temperatu~e bias~ see 8.3.6.3.4) utilizes a pressure transmitter or
pressure 'SWitch with a low pressure setting at Point #7. This choice w ill, under m ost operating conditions,
rasult in .a significarntly reduced accumulator working liquid volume. Figura F.17 illuslrates a mixed alarm
st~ategy. This alarm strategy does wo:rk and is commonly aprplied , but ris ·0 perationally more restrictive than
a floating pressure alarrn .
lt fo'llows that rif ter<ri1perabure liluctualtions .of the ·gas in Une accurmllator were substantially reduced or
e limlnated thcn working liquid velume associated with ;a 'fixed alarn:n system will applroacb that ·of a f!oating
a larm system. However, the use of rinsulaled accumlilators or other tem1pera'ture control methods omthe
aocumulator lhas lirmited experience wlth F>~ping P lan 53B.
P U/.·1"'$ -SHA'" T SEALING S YSTEMS FOR CeNTRIFUGAL AND R OTARY P UMPS
173
Figur-e F . 17 shows ithe impact a single point.alarm strategy ·has,.on the -working •liquid volumc . When ·a
si ngle alarm .strategy is employed ,· a fixeö pre ssure value at Point #7 is required to rprovide analarm
c!iJrrespondiQg to 1t he m inim um liquid vol u1me at m aX.imum amli>ient ternperature. The ·choice CJf a ,[ow er
value may risk the accumulator ,minimum liquid ,volume being reached at High -ambie nt
ternperature w1thoCJt a warning alarm. W hen .the barrier pressure .lfalue at maximum am bienl tem pemture
(P oin t .# Y.) is cons idered at lower ambierrt (gas n ladd er) te mperatllres , the re·sult is. a rcauced accum ulator
working 1 ba rrier liQiilid vollllm e. TT'h e operating prcssure ·range is .also reduced, ,between JPoint # 7 and the
.-~xed p-ressure
w aximum txldiet w gssure.
Refer ·to the 'Calcuiat ions th<i't follow in .F.3.3,3.4 for a detaileä de$cription of each plotted poimt in
Fi~ ure •F -1 8 and Fi~ure f. 19 . All figures assurne solar radiatio n ·effeots .are eliminated lby lhe use ·ot a
s unshad:.e above the accl.!lnnulator.
T he in~onmation presented .in F.ig ure F.1 8 a nd rFigure F J9 is the same,, Lbul ~Hesented irom two different
psrspeotive s. Figu re F .18 plots barrier liquid prossure against acoumu\alor gas vc ll!Jme . Figure F. ~ 9 plots
ba~rier Hquid 1pressu re against barrie,r liquid volume. T he calcula tions that fol10w in F .3.3.3A .refer to the
poimts identil'iied 1in fmese figures.
F.3.3.3.4
P~pin.!!J Plan S:JB C-al cw'l atimn T<t~'to r.iaJ and Form ula
The folJ0wing disc!ussl on refers to the " Justrated "rHJmbered" poiJJls in Figure F. 1B and Figure F. 19. Jt
assum es the accLJmulator bladder gas temperature corresponds •t o ~he local a rnbient lempera ture . To
sirnplify th.e e~planafion the calculation also assLJmes the 'bladder precharge press•ure is app lied at the
same ambient temperature prevailing when the system is initially filted w.ith barrier liquid .
Point # 1- -M inimum ba rrier pressure at m inimum barrier liquid volume and m inimum ambient temperalure.
This pressure is the basis for all subsequent calculations and is the sum of the maximum seal
chamber pre ssure and a pressure margin to avoid pressure reve rsals across the inner seal.
Point #2-Piping Plan 53B accumulator blrJd ders are precharged with gas {usually nitrogen) when
completely empty; Poinl #2 uses the value of Po int #1 to determine tt1e equivalent gas
precharge pressure wilh an empty accumulator (zero liquid volume) if the local a mbient
te mperature is also at a minim um.
Point #2 Pressun.: = Pressure at Point #l x (gas vol ume at minimum liquid volume I total cmpty
accum ulator \'olume)
Point #3-Calculates the gas precharge pressure based on actual ambient tem perature at the time of
charging the accumulator bladder. Point #3 uses the value of Point #2, bu t applies a ratio of
temperal ures; ambient at the time of filling and minimum ambient temperal ure.
l'oint #3 pressure = Pressure at Point #2 x (ambient temp (°C " 273) (or; °F + 460) at time of fill ing i
minimum ambicnt temp ("C + 273) l or ; '"F ~ 460)1
NOTE
The pressure at Point #3 is the value used to pracharge the accumulator. When th e gas eh arge
reaches the proscribcd pressure. il should be isolated and l hen the system should be prepared for adding
barrier liquid. When the barrier liquid reaches the maximum liquid volume the pressure in the accumulator
would reach the pressure at Point #4.
Point # 4-Calculates the maximum barrier acc um ula tor pressure with the maximurn barrier liquid volume
in the accumulator at the prevailing ambient temperature at the time of barrier liquid filling
[assumes the same temperature asthat used w hen precharging the bla dder (refer to Point #3)].
Point #4 uses the value of Point #3, but a pplies a ratio of volumes; empty accumulator a nd gas
volume w ith barrier liquid at the maximum volume.
AP I S>AND.I\R0682
174
Poinl #4 Pressure .. Pressun: a l Poi nt #3 x (total empty accumulator volumc / hl adder gas volume at
m aximum barrier liquid vo lume)
NOTE
The bladder gas volume at maximlim barrier liquid volume is a result of removing the volume
between maximum and minimum barrier liquid volurne v alues plus the minimum liquid volume (see
8.3.6.3.2) from the empty accumulator volume. The volurne between maximum and minimum barrier
liquid volume is norrnally estimated by the system design engineer and is an iterative value resulting from
optimizing a balance between the maximum barrier pressure and accumulator working liquid volurne (an
initial value needs to be assumeo and s ubsequently adjusted as appropriate).
Point #5- Calculates the maximum barrier pressure at maximum barrier liquid volume, but at the
maximum ambient temperature. Point # 5 uses the value of Point # 4, but applies a ratio of
ternperatures; maximum ambient and ambient lempera ture at the time of precharging the
bladder.
Point #5 Pn:s:mre = Pressure a l Point #4 x maximum ambicnt temp (°C + 273) (or: °F -,- 460) I ambient
temp (°C + 273) [or; (F + 460)1 at time offilling
NOTE
lt is important the maximum barrier pressure at maximum ambient temperature doe s not
exceed the dynamic sealing pressure rating (DSPR) of the seal or l he MAWP of the system. The system
designer, when considering the Ievei of accumulator working volume may use the criteria below lo ensure
these Iimits are not exceeded.
Maximum barrier liquid v olume shall be less than
w here
Vtot
is the total empty accumulator volurne;
Vmin
\s the minimum 1\q.uid v olume (see 8.3.6.3.2);
Tmu~
1s the maximum absolute ambient temperature (K or "R);·
T01 ;"
is the minimum absolut e ambient temperature {K or eR);
p,ro...~
is t he maximumabsolute seal chamber pr,essure (MPa);
DSPH or MAWP in absolute pressure :(MPa).
t at the solar radliation
Poi11t #6--Calculates lhe barrier pressure at rnaximum barr rier liquid volume, bu1
temperature. Point # 6 uses the value of Point #5, but app'lies a ratio of temperatures; solar
radiat iolil and maximum ambientt temperature.
Pni,nt #6 Press\ilre = Prc.'>Sure at Point #5 x (:m!ar radiation ~emp f°C + 273) (or; op + 460)] / [maximum
anibient temp
r·c + 273) (or; "F I 460)].
NOTE
lf th.e accumulator is shaded, insulated, or other meaRs are used to Iimit tlle bladder gas
temperature nuotuations this calculation step is not needed.
Points #7- ThiB represents an alar m pressure set poinl. 1: oorrasponds to the 1barrier pressure at minimum
liquid volume, but at ro.ax;imum ambient temperature, Point :#7 use~ the value of Point #1, but
qpplies a ralio of temperatures; maximum ambient and rninimum ambient temperature.
176
PUMPS-5HAFT ScALif\IG SYSTEMS FOR CENTRIFUCA- AND ROTfiRY PUMPS
..Xlarm ;.oressur.e .at Point #7 '-=_Fressure:at Pl.ilint # I X [maximum ambient tt:mp
1460)1/lminimum awbiet1t•te!llp .e~ c +-273j'(0:; "F-r 460)]
ec +.27.}) (or: "-F +
-NOTE 1
lf :a .-fixed ·alarm strategy 1is chosen, · tlle va:ue calcuiated f(!Jr Point #7 will •be the
recommended alar m prc_sslUre. lf a floating alarm strategy is ,chos_cn 1then the value catculated fuc
-Point #7 ·represen ts the highest eilarm preEsufe~uased ·on .a ca!clilal&hilgorithm (see 8.-3. 6 ~34). btl~ t11e
a:arm prossurewill vary between Point .#1 and Point #7 depending on the b!adtier·gas ,temperature.
ltis important with a single alarm slralegy that thereris ade~uate accunnulator w0rkinw liquir;J
NOTE 2
vdlume to meet the requiremenl in 8.3.6.1.6 and the system designer may use the crlteria below,
' combined with 'ihe cri.t eria des1.:ribed in li1e Note· speaific to Poin t #.5 to assist in<selecting the performance
Iimits of,the system.
Maxirnum barr:'ier liquid volume s'ha!l be less thal'll:
v~01 - I[(V101 - Vmin)*(Tmin/T1unx)J + (minimmn Ievel of accumulator \VOrking liquid vnlume)
where:
F.3.3.3.5
Vtot
is tl7.e empty acoumulator volume;
v;nin
is the minimum liquid volume (sce 8.3.6.3.2);
Tmax
is the ma)(Jimum abso:l ute a.mbierilt tem,peratLtre (Kor ~ R);
Tmin
is the minimum absolute ambient temperature (K or R).
0
Piping Plan 538 Example Calculation
The example calculation is for a Piping Plan 538 application showing the effects of local ambient
temperature range and solar radiation. lt is assumed that the auxiliary seal system is designed for a
MAWP gauge pressure of4 MPa (40 bar) (600 psi) typical of Category 2 and Category 3 seal systems and
the seal dynamlc seal pressure rating (DSPR) exceeds this Iimit.
Assum ptions include site conditions:
maximum site temperature is 40 oc:
minimum site temperature is -10 oc;
ambient temperature al time of precharging and filling is 20 oc;
maximum solar radiation temperature is 60
ac.
Seal system assumptions:
total accumulator volume (no barrier liquid) ls 20 L;
minimum banier liquid volume is 0.2 L;
maximum barrier liquid volume is 3 L;
minimum acceptable accumulator working liquid volume is 1.5 L;
maximum seal chamber pressure is 2 MPa (ga) [2.1 MPa (abs)];
pressure margin above maximum seal ohamber pressure is 0.14 MPa.
AP I STANDARn 682
180
F.5 Rotatingor Stationary Flexible Element Selection
F.5.1 General
Within the scope of API 682, configurations with either a rotating or stationary flexible erement are
considered to be technically equivalent T he optimum cholce in using a rotating or stationary flexible
element in a standardized cartridge assembly is not a simple decision and is influenced by many factors.
This standard has default oonfiguralions, but it also recognizes. througn included options, that the default
seleGtion may not always be the best choice. Some of factors that may influence the selection of a rotating
o r stationary flexibleelementare discussed below.
F .5.2 Perpendicularity
Perpendlcularity of the mating ring to the shaft axis is important for bolh stationary and rolating flexible
e lement designs.
The perpendicularity of a mating ring mounted in the gland plate (where a rotating flex ible element is used)
is controlled by the combination of the seal chamber face and support surface on the gland plate. The
flexible element is required to flex with each rotation to accommodate any Iack of perpendicularity, but for
reliable seal perforrnance there are Iimits to this function. A ro1ating flexible element seal is the standard
default for T ype A and T ype 8 seals based on installed population
Perpendlcularity for a rotaling mat ing ring mounted on the sleevc (where a stationary flexible element is
used) is controlled by the seal sleeve run out and perpendicularity of support surface on the sleeve. lt is
independent of the seal chamber face run out. An advantage of a statlonary flexible element is that it will
deftect to a fixed positio n to align with the rotating face_ A stationary flexible element seal is the standard
d efault for Type C seals.
Both rotating and stationary flexible elements can proviele reliable service when pump and seal
construction oomplies with the perpendicularity, fits, clearances and runout Iimits in pump and seal
standa rdssuch as ~PI 682, API 6 10, and ASME 673. ~ . However, the 1use of a stat1onary flexible element
is recommeoded w hen circumstances elcist whe re these values can be exceeded. Same of the
circumstances where a stationary flexible element may be the best c hoice are ,disoussed ibelow.
F .-5.3 Stationary f ll exUJl\e Hemem~ Selec1ii~tlllil
Stationary flexible elements may be the preferred choice al\ld rmay provide rnore rel!ab'!e sea'l opera.tion
whlen:
a ) sP-als a re ü'!lstalled in higln•temperature pumps where therrl'i\81 distortiorn of thle cas.ing arnd/or gland
plate will affect 1ihe .alignment of .t he s haff t0 the seal ,charulber face. Jhis is one reaso:m sta1iCDnary
flexible eleme nts are the default seleGtion abGve ~76 oC;
b)
seals are installcd io .ASM E 873.~ and 873.2 pu.~ mps :Jr m~~.J itistage pi!Jm:ps with high Ievers of shaft
flexure m ay·affeet the.alignment ,of the shaft .and seal ch.amber face;
a re linslalled in high-pressure pumps where thc p ressu ~e results in excessive disiofitiotl of tbe
c) seals _
seal cnambt:r tace an-d its a\ignment to lhe shaft a;xis ;
d) seals .are im;talled 1in pl!Imp-s with excessi:ve p~pe iiGads callsing casing äistortion affecting ·t lne
allgnrnent of the s llaft and ·se_al dhannber face;
e) the seal balance diamet er ex-ceeds 11'5 mm (4.5 in.):
f}
the peripheral fa ce velocity exce-eu s 23 m/s (4500 ftimin).
PI.:.~,IPs-SHAFT SEALINC SYSTEI:AS FOR ~E'IITRIFUGAL AND RoTAAY PUMPS
181
Ose of a..rotating flextbre .element may enable _an limproY'ed.flushllocation b the irnner seal of a dl!lal .-seal
installati\iln w here lang flexible elements (such '8sl bellows, s~ngle ~prin!!J and some mu\ti$prirrg t!esigr.s) <:!Te
utiliz.ed. TlliS lis du.e to , r..estricted seal _ahamber dimensions and the r.esulting ad~ptive hardware
constructfon.
·'F:'5.5 tS:m.aft·tlmit:t :an <:I rPetifiYheraiSc811Velocity
As ;the•Totating,sh:aft sp-eed increas.e.s . a rotating flexible el.en;renfflex-es ~at a .corres,pondingly·faster.rate to
keep .the faces closed. At very high vclocities (and for large seal sizes), the forces rel]fuired 1to keep the
fanes closed rbecu.me so Jlarge that ithey nan negalive!y af<[ect seal life. St-c;tionary nexible elemenis ar?.
recommendcd if thc face velooity exceeds 23 m/s or if the seal balance cliarneter exceed.s 115 mm.
_F .-5.6 Sus_pendec!l Solins
Several seal confi gurations have pmved to be sornewhat resistanl to problems assooiated with sealing
process 'flulds 'thal cC!lnt ain suspended solids ar-e Msted 'below.
Suspended solids in the seal chamber may be centrifuged away from irnporlalilt fum.1:ional parts of a
rotating flexible elemerr( when the process is on the o0uter sur1ace .
Seal.s using a stationary fl e;<'ible element with sprirngs external to the process liquid are also a pmven
design in process nuids with hig h particulate concentrations.
1
Rotating metal bellows w ith the process liquid an the outer surface tend to throw out particulates frorn
between the bellows in some services.
F .5.7 Bellews Vibration
Same bellows seals vibrate during operation a nd are sometimes equipped with dampening tabs or other
devices to control Vibration. The use of a stationary bcllows seal can help to avoid this problerTL
F.6 Throat and Throttle Bushings
F.6.1 General
Refer to Annex B for a discussion of throat and throttle bushing materials. The following subsections
d ifferentiale the application uses for these bushings.
F.6.2 Throat Bushings
Normally a throat bushing is provided by the pump vendor as part of the purnp. Defined by API 610 and
this standard, it is a device that forms a restrictive close clearance around the sleeve (or shaft) between
the seal and the impeller. Throat bushing material supplied by the pump vendor as part of the pump back
cover or seal chamber will c omply with the applicable pump standards (such as Annex H of API 6 10).
Typically this material can rango from bronze to super duplex stainless steel and is selected based on
compalibility with the process fluid and material of parts in close proxim ity.
A floating bushing as defined by this standard fits araund the shaft or sleeve and has sufficient outer
d iameter clearance so it can move or "float" radially with movement or contact with the rotating part. A fixed
o r a floating throat bushing may be provided by the seal vendor and installed at the botiom of the seal
chamber for severar reasons_ Examples include the following.
API STANDARD 682
182
a ) /mproved isolatioo of the seaf chamber- A throat b ushing will help decrease the communication of
fluid between the pump casing and the seal chamber lhat can improve the product temperature margin.
The application of a floating throat bushing may be used in conjunction w ith seal Piping Plan 23.
b) Decrease extemal flushfluid flow- The close ctearance created by the use of a floating throat bushing
along w ith Piping Plan 32 can decrease the consumption of external flush fluid. The throat bushing is
not intended to be used as a flow control device.
c)
fncrease sea/ chamher pressure--The close clearance created by the use of a floating throat bushing
can, at least tempora rily, increasc the seal chamber pressure when used with Piping
Plans 11, 2 1, 31, and 41 improving the product temperature margin.
Lowering the flus h fluid Iamperature and seal c hamber fluid temperature is always preferable to
pressurizing thc seal chamber by using a floating tt1roat bushing. Wear o n a throat bushing installed
primarily used to restriet flow and pressurize the seal chamber inevitably results in a decreased seal
c hamber pressure and possibly a lower product temperature marg in. Since a fixed throat bushing is
provided by the pump vendor, when a throat bushing is provided by the seal vendor lt is often a floating
design.
F.6.3 Throttle Bushings
A throttle bushing. defined by this standard, is a dev ice mounted in the glan<;l plate on the atmospheric side
o f the mcchanical seal that forms a restrictively close clearance around the sleeve (or shaft). lt is always
mounted in the gland plate and is therefore supplied by the seal vendor. The standard throttle bushing
material is carbon, but a spark resistant metallic material (i.e. bro nze) and other nonmetallic materials have
been used. Throttle bushings are fundamentally part of the seal lea kage management system. Refer to
F. 1.1 and F .1.2 for more discussion of leakage manageme nt.
Category 1 seals a re supplied with a fixed, solid carbon throttle bushings as standard and a floating carbon
bushing is an option. Category 2 and Category 3 seals are supplied with a floating, solid carbon throttle
bushing as stan.dani. Floating carbon bushings can be a solid material or segmented design . A. throttle
bushing is supplied for aH compliant Arrangement 1 seals: however they are rarely provided or needed
when A1nrangement 2 and Arrarngement 3 seals -are provlded.
As showrn in Fig ure F .1 and IF,igure F.2, 'l eakage past a fioating throttle bushing is greater tihan a
corntainrment ·seal, but is small enowgh lo contaiD or redirect exoessive seal leakage. lt is suitat:l.le for
restricting Je.ak.age t0 work effectively with quench (Piping P lan 62) or leak..age detection system.s (i.e.
Piping Plan 65A, 65'8, 66A, -a nd 668).
Ännex S
(normative)
StanaardFipiny Ptans and Au>liliary1hlaretware
G.1 Gener.aJ
This anrr1ex contafns •cirawings, descriptions, and tutorials of st~ndard pjping plans and auxiliary hardwar.e
tlnal have regl.llarty bcen tJsed in induStry. Wh:fe not all of thesa plans are referenced in this standard, they
.may have applications in ~pecial·case~ with purchaser approval.
Seals shaU be shipped with plastic s~i ppin,g plugs installed in the ports. All plaslic plugs shall be rermoved
fram the seal at installation. N I ports shall be either c0nnected lo piplng or tubing to support the
appropriate piping plan or plu~ged with a meta! plug ~s dascnbed in 6 1.2.18.
The pumps, seal chambers, and seal designs used in these flgures are intended to illustrale the required
princioles and design featurcs of the piping plans. Although all piping plans are illustrated with a generic
single-stage, overhung horizontal centrifugal pump, the piping plans are equally applicable to other pump
designs (e.g. vertical and between bearing pumps.) The seals used in the ftgures are also inlended to
show the generic !ocation of the seals relative to the piping plans. Other seal designs detailed in this
standard (e.g. types. configurations, categories, rotating vs stationary opllons) as weil as designs from
different manufacturers may have a different appearance than the generic seals used 1n the figures. The
seals illustrated are not an endorsement of a specific design or configuration.
ln plplng plans using seal coolers. the figures show a generlc cooler. The actual design of the cooler, port
locations, and mounting requirements will be specified by the cooler supplier. Any piping plan using a seal
cooler may interchangeably use either a water-cooled or air-cooled seal cooler (in accordance with the
cooler requirements of this standard) and still retain t he same piping plan designation.
The details for each of the piping plans represent the minimum requirements for the plans. lt is not
uncommon, however, ror users of this standard to specify sllght variatlons to these plans. An example may
be that the user specifies a Ievei switch rather than a leveltransmitter. SubstitLJtions for the instrumentation
requiremenls in these plans are allowed (with purchaser's approval) while still retaining the pipmg plan
designations described in this standard. To accommodate piping plans not shown in this annex, a Piping
Plan 99 should be selected that allows the purchaser to full y specify the requirements of the piping plan.
Unless otherwise specified, the scope of supply for the piping plans in lhis annexwill be mutually agreed
upon between the purchaser and the vendor.
183
184
API STANDARD 6B2
G.2 Symbol Library
e
flow orifice
··--
·-·
i
Ievei indicator
0
Ievel transmitter with local indicator
@)
differential pressure transmitter with local indicator
pressure indicator
r-·
-
-·-
I
pressure transmitter with local indicator
temperature indicator
··~--·
8
0
8
0
temperature transmitter with local indicator
@
hiigh-level alarm set point
HLA
low lev,e1alafim set polnt
LLA
1
-
INLL
normal l iquid Iev-ei
~-
Fti.gure G.1- lDStl'ium ent Symbols
PUMP::i-SI IAFT SEALI\G S'r'S" : M:; ~0~ CE.NTRIF'UGAt. AND ROT·Af"<Y P l!JMPS
'1 85
e
.-bladd er accwmulator
t-- -·
fJ
cyclorne separator
-·
'
fflter, ooalescing
t
flow oriflice
11r
ser.l l coole r
r;
--
I
~
strainer, Y
I
'
valve, normally open
-I><}-
valve, normally closed
lila-~
valve, check
-Lt1-
valve, needle
-tkJ-
valve, pressure control
iJr
valve, pressure relief
I
Figure G.2-Equipment Symbols
~
l
I
API STANDARD 68:2
186
G.3 Piping Plan 01
1
5
a) Piping and Instrumentation Schematic
b) Seal Cham ber Details
Key
1
inlet
2
flush (F). plugged (for possible future circulating fluid or for venting on vertical pumps)
3
quench (Q)
4
drain (D)
5
seal chamber
Figure G.3-Standard Seal Piping P\an 01
ln Piping Plan 0 1, irntegral (intemal) r.ecirculation is from a high-pressure region of the pump to the seal
chamber.
p,jping Plan 01 is similar to a P,iping Plan 11 except that intcrnal por:ting is used to direct flow to t~Me seal
ctoamb er from an area bellind the impeller near the discharg e. This porting also serves to vent thle chamber du rinr.~
commis·sioning .of the pump. This plan is recommended for clean fluicfs only. Piping Plan 01 may be useful wilh liquids
that thicken o r solid ify at normal ambient Iamperatures to mimimizc the risk of ffeez ing the fluid in flush piping. Specia'l
atten tiorJ is needed to ensure that the recirculation supplied is sufficient for the seal operating requirements.
NOTE
Piping P lan 0 1 is n ot recommended for ve;r ticaf pum ps tb ecause of d ifficulty in ventirng the seal cham'ber.
PUMPS-SHAFT SEALING SYSTEMS FOR CENTRIFUIJAL AND ROTARY ? UMPS
~ 87
G .4 Piping Plan 02
__
/
a) Piping and Instrumentation Schematic
b) Seal Chamber Details
Key
1
2
flush (F), plugged (for possible future circulating fluid or for venting on vertical pumps)
vent {V}, if required
3
heating/cooling inlet (HI or Cl), heating lcooling outlel (HO or CO), if required
4
quench (Q)
5
6
drain (D)
seal chamber
Figure GA-Standard Seal Piping Plan 02
Piping Plan 02 has a dead-ended seal charnber with no recirculation of flushed fluid.
Piping Plan 02 is more common in the chemical industry in applications with low seal chamber pressures
and process temperatures. The process fluid should be relatively clean to avoid exce.ssive erosion of the
seal gland, seal chamber, or seal parts created by the swirling flow pattern. The vapor pressure sensitivity
ofthe process fluid shou!d also be taken into consideration to avoid flashing conditions in the seal chamber
or at the seal faces. Piping Plan 02 can be used with cool clean fluids witn high specific heats, such as
water. in relatively iow-speed pumps. The product temperature margin should be carefully reviewed for
any applicat ion where the selection of Piping Plan 02 is being considered.
Pumps may optionally be provided w ith cooling or heating jackets to assist in controlling the temperature in
the seal chamber. Coollng jackets are prone to fouling in high-temperature applications and shall be used
oniy with great care
API STANOARD682
188
G.5 Piping Plan 03
1
~-
a) Piping and Instrumentation Schematic
b) Seal Chamber Details
Key
1
flush (F), plugged (for possible futu re circulating flu id or for venting on vertical pumps)
2
quench {Q)
3
drain (D)
4
seal chamber
Figure G.5-Standard Seal Piping IP~arn 03
ln Pipi ng Plan 03 there is circu~ation between the seal chamber and the pump created by the design of the
seal chamber.
Piping Plan 03 is commonly used in pump desi,gns w:here tihe seal chamber has a tapered bore and no
throat bushing. This seal chamber geometry or flow enhancement features 1in the seal chamber create
circulation that provides oooling for the seal and vent air or vapors frorn the seal chamber. Trh is plan is
most often used in applications w here there is rnot significant seal •generated heat. lt is c;~llso used in applications w here there may be so Iids that could collect in a tradlitional seal c hamber.
NOTE
Tl'ilis pipmg plan is most commonly used with Category 1 seals.
P UM"'$-SH.O.;:T SEALINO S YSTEMS t'OR OEN'I HI~UGAL AN~ RoTARY PUMPS
189
t&fß .Rip>in_g ltPlam 11
T'
r-~~
n-l
I;:H
~LJ I
'-- --a) Pipln.g and i.nstrumentat'ion Schemaüc
lb ) S·eal Chamber Details
Key
1
fmm lligh-pressu~ region of pump (pump d iseilarge or pump discl1arge piping)
2
flush (F)
3
quench (Q)
4
drain (D)
5
seal chamber
Figure G.6-Standard Seal Piping Plan 11
ln Piping Plan 11 there is recirculation frorn a high-pressure region of the pump {typically the pump ciischarge or the pump discharge piping) through a flow control orifice to the seal. With purchaser approval,
the flow contro\ orifice may be omitted if it is not needed to achieve the required nush ftow rate.
Piping Plan 11 isthedefault seal flush plan for all Arrangement 1 and 2 seals in Piping Plan 11, product is
routed from the pump discharge to the seal chamber to provide cooling for the seal and to vent air or vapors frurn the seal chamber. Fluid then flows from the seal chamber back into the process stream. lt is the
most commonly used flush plan for clean general service eqLiipment. For high-head applications, careful
consideration should be given to calculation of the required flush flow rate. Calculations are required to
determine the proper orifice and throat bushing dimensions to assure adequate seal flush flow. ln pumps
with low differential head or pumping high-viscosity fluids, the required flow rate for the piping plan may be
achieved without the flow control orifrce. Care shall be taken when using this plan with polymerizing fluid
that may plug the orifice and connecting piping.
API STANDARD 6 82
190
G.7 Piping Plan 12
6
a} Piping and Instrumentation Schematic
b} Seal Chamber Details
Key
1
from hlgh-pressure region of pump (pump discharge or pump d ischarge p1ping)
2
strainer
3
flush (F)
4
quench (Q)
5
drain (0)
6
seal c ha mbc.r
<
F igura G.7·-Standard Seal Piping Plan 12
ln Piping Plan 121here is recirculation frorn a hlgh-pressure region ofthe pump (1
t ypicallythe pump discharge
or the pump discharge piping) through a strainer .and a tlow control orific:e inlo lhe seal. With purchaser approval, the now control orifice may be omitted if it is not needed to achieve the requirad flush flow rate.
This plan is similar to a Piping Plan 11 , with the addilion of a strainer to remove occasional particles.
Strainers are not comrnonly recommended in piping plans because blod<age of the strainer w ill cause a
seal failurc.
This plan has not proven to achieve a three year (3-yr) operating life.
r uMf>5-SHAFT SEALI\:0 SYS-::MS FOR CENTRt~ A~:> ROTARY PUMPS
191
ir----r
I
~~~I
\..
___
i
.)
'$
a) Piping and 'I nstrumentation SehemaUe
b) Sea~ Chamber Details
Key
1
to pump suction
2
flush (F)
3
quench (Q)
4
drain (D)
5
seal chamber
Figura G.8-Standard Seal Piplng Plan 13
l n Piping Plan 13 there is recirculation from the seal chamber through a flow control orifice and back to the
pump suction or pump suction piping. With purchaser approval, the Row control orifice may be omitted if it
is not needed to achieve the required flush tlow rate.
NOTE Piping Plan 13 is the standard flush plan selection for vertical pumps that are not provided with a bleed
bushing below the seal chamber. The seal chamber pressure on vertical pumps supplied without a bleed bushing
would normally oparate at full discharge pressure. Becat. se of this arrangement there is no pressure differential to
allow a Piping Plan 11 to work. l n Piping Plan 13, product 1s routed from the seal chamber back lo the pump suction to
p rovide cooling for the seal and to vent air or vapors from the seal chamber.
Piping Plan 13 provldes self-venting on vertical in-line pumps provided diiferential pressure is sufficient to
ensure circulation and seal chamber pressure is sufficient to prevent vaporization.
Piping Plan 13 is also used in high-head pumps where lhe use of Piping Plan 11 w ould require too small of
an orifice or would produce too high a flush flow rate. This plan will generally not work weil in Jow-head
pumps because of the low pressure differential betv'Jeen the seal chamber and the pump suction. The
suitability of the service for Piping Plan 13 can be determined by calculating the required flush flow rate
and then calculating the required orifice size.
A distributed flush injection is not recommended w ith a Piping Plan 13.
AFI STANDARe 58:2
192
G.9 Piping Plan 14
\.
___ I
/ I
7
a) Piping and Instrumentation Schematic
b) Seal Chamber Details
Key
1
from pump discharge
2
3
to pump suctlon
4
flush outlet (FO)
5
quench (Q)
flush inlet (FI)
6
drain (D)
7
seal chamber
Flgure G.9-Stanclarr d Seal Pipirng Pla(l'] 14
l n IPiping P la n ~4 there is recirwlaticm f rom pump discharge through a iflow contro'l o rifice to the seall and
simultaneously from the 'Seal ,charnber thro ugh e rf low control orifrice (i~ required) to pump suction. This
a llows tluid to ~enter the seaJ clilamber and provide coo1ing whiile continuously venting the pressure in the
seal chamber. Piping Plan 14 is a combinaf,ion of Pipirng Plarn 11 and Piping Plan 13.
NOTE
Piping Plan 14 is most commornly used on vertical pumps
A di&tribl..lted f\ush injec\ion is not recommended with a Piping Plali\ 14.
PUMF>~SHAF'l SEAI.'NG'SYST!",MS FOI'l. GENTRIFUGAL AND ROU~~v PUMPS
193
1
L
I
I
5
a) Pl pin,g and Instrumentation Schematic
b~ Seal Cihamber Details
Key
1
from h'igh-pressure regron of pump {pump discnarge or pump diseharge piping)
2
flush (F)
3
quench (Q)
4
drain (0)
5
seal chamber
temperature indicator
Tl
Figure G.10-Standard Seal Piping Plan 21
ln Piping Plan 21 there is recircul~tion from a high-pressure region of the pump (typically the pump discharge or the pump discharge piping) through a flow control orifice and cooler, then into the seal chamber.
Wilh purchaser approval, the flow control orifice may be omitted if it is not needed to achieve the required
flush flow rate.
ln Piping Plan 21 , product in the seal chamber is isolated from that in the impeller area of the pump by a
t hroat bushing. Piping Plan 21 provides a cool flush to t he seal. This may be needed to improve the margin
to vapor formation, to meet secondary sealing element ternperature Iimits, to reduce coking or polyrnerizing , or to improve lubricity (as in hot water). The benefit of Piping Plan 21 is that it not only provides a cool
flush but also has sufficient pressure differential to allow good flow rates. The drawback is tllat the cooler
duty is high, leading to fouling and plugging on the water side and potential plugging an the process side if
the fluid becomes too viscous. Piping Plan 21 works best in dry climates where a vertically oriented, finned
air cooler is used instead of a water cooler. Piping Plan 21 also uses more energy tha.n Piping Plan 23,
because the pumped fluid that is used for the flush is repumped frorn suction back to the dlscharge. A
close clearance throat bushing is recommended to isolate the cooled process fluid from the pump fluid.
ln pumps with low differential head or pumping high-viscosity ftuids, the required flow rate for the piping
plan may be achieved without the flow control orifice. Care shall be taken when using this plan with polymerizing fluid that may plug tlle orifice and connecting piping.
194
API STANDARD682
G.11 Plan22
2
--~/
6
a) Piping and Ins trumentation Schematic
b) Seal Cham ber Details
Key
1
from high-pressure region of pump (pump discharge or pump discharge piping )
2
strainer
3
flush (F)
4
quench (Q)
5
drain (0 )
.6
;;eal chamber
Tl
temperature i r:~dicator
Figure G.1 1-Standard SeaI Pi ping Plan .2 2
ln Piping Plan 22 there is recirculation from a higlh-pressure region of tihe pump (typica'lly the pump discharge or the purnp discharge piping) ~h rol!lgh a strainer, a fl0w oonträl orifice, a cooler, and into the seal
chamber.
This plan is similar to a Piping Plan 21 , with t he addi~ion of a strainer to remove occasion-al particles.
Stralners are not commonly rawmmended in piping plans oeca1Use blockage of the str.ainer will cause a
seal failure.
Thos p lan hlas not proven to achieve ,a three-year (3-yr) operating li1
fe _
PUMP6- SHAAT S EALIN(:; SYSTEMS FOR CENTRIF' UGAL AND ROr ARY PU:MPS
195
G:·:t2 Pipllilg AlaaZ3
. ..z::
r:;===?(~·
) I, I , (Co0
JL
I
I
5
a) Plping and lrnstrumentation Sche:matic
lb ~
Seal Chamber Detai~s
Key
1
flush outlet {FO)
2
flush inlet (FI)
3
quench (Q)
4
drain (DJ
5
seal chamber
6
vent (normally closed)
7
drain (normally closed)
Tl
temperature indicator
Vertically oriented finned aircooler shall be installed if specified.
Figure G.12- Standard Seal Piping Plan 23
ln Piping Plan 23 there is recirculat ion from a circulation device in the seal chamber through a cooler and
back into the into the seal chamber.
NOTE ln Piping Plan 23. product in the seal chamber is isolated from thal in the impeller area of the pump by a
throat bushing. The SAal is equipped with an int~rnal circulating device that circulates seal chamber fluid through a
cooler and back to the seal chamber. To maxirnize circulation. the piping Iosses should be minimlzed through the
proper selection of pipe size, elimination of fittings, use of !arge radius bends, and reduction in the length of piping runs.
See Figura G.37 for recommended piping practice.s .
ln Piping Plan 23, the cooler cools only that f luid in wtlich the seal operates, and this cool fluid does not
enter the process. This results in high energy efficiency. Lessening the duty is very desirable because it
extends the life of the cooler. The industry has considerable negative experience with Piping Plan 21 and
Piping Plan 22 because of cooler plugging.
Piping Plan 23 is the plan of choice for all h ot water services, partlcularly boiler feed water, and many hydrocarbon services. This plan is the standard selection for hot water at 80 oc ( 180 °F) and above, and
boiler feed water. Hot water has very low lubricity above 80 •c (180 nF), resulting in high seal face wear.
196
API STAN:.JARD 682
This plan is also desirable in many hydrocarbon end chemical services where it is necessary to cool tl'1e
f luid to establish the required margin between fluid vapor pressure (at the seal chamber temperature) and
seal chamber pressure. ln a Piping Plan 23, the cooler only removes seal face~generated heat plus heat
soak from the process. This duty is usually much less severe than that in Piping Plan 21 or Piping Plan 22.
Effective flow of the Piping Plan 23 system is only achieved with proper exclusion of alt gas and air bubbles from the seal cooler and piping. Venting of the system during commissioning is critical to proper operation (as referenced in 6.1 .2.20).
Hlgh-freezing-point and viscous products shoutd be consldered when selecting a Piping Plan 23 nush
system. The cooler might cool the fluid below the point of circulation. in these applications, consider using
steam as a cooling medium, or utilize a Piping Plan 21 system. Vent line should be connected to drain or
recovery system to prevent exposing the operator to process during venting
A distributed flush injection is not recommended with a Piping Plan 23.
;:)UMPS---'SHI"IFT SEALINt; SYSTEM~ FOR CE'II'r M:FUGAL AN!) ROTARY PUMPS
197
I~
a) Piping and Instrumentation Schematic
!b) Seal Clhamber Details
Key
1
from crean discharge connection of cycfone separalor
2
flush (F}
3
quench (Q)
4
drain (D)
5
seal charnbcr
Figure G.13- Standard Seal Plping Plan 31
ln Piping Plan 31 there is recirculation from a high-pressure region of the pump (typically the pump discharge or the pump discharge piping) through a cyclone separater delivering the clean fluid to the seal
chamber. The so!ids are delivered to lhe pump suction line.
Piping Plan 31 is specified only for services containing solids with a specific gravity at least t\vice that of
the process fluid. A typical use of this plan is water service to remove sand or pipe slag. ln Piping Plan 31,
product is routed from the discharg e of the pump into a cyclone separator. Solid particles are centrifuged
from the stream and routed back to su~:;tion . The sea\ ftush is routed frorn the cyc!one separator into the
flush connection on the seal gland plate. lf the process stream is very dirty or is a slurry, Piping Plan 31
typically is inadequate and is not recommended. The use of a pump throat bLishing is recommended when
a Piping Plan 31 is specified.
C yclone separators are not general\y recommended for process fluids that contain gases.
Field experience has shown that abrasive wear on the inside of the cyclone may result in reduced reliability.
This plan has not proven to consistenlly achieve a three-year (3-yr) operating life.
API STNVARD 682
198
G.14 Piping Plan 32
I
5
b) Seal Chamber Details
a) Piping and Instrumentation Schematic
Key
1
from external source
5
seal chamber
2
3
fl ush (F)
Fl
flow indicator
quench (0)
PI
pressure indicator
4
dra\n (D)
n
temperature \ndica\Dr
a
Optional
Figur~ G .1 4--Standard Seal Piping !Plan 32
ln Piping Plan 32, fiLISh is injected i nto the seal chamber from an cxternal source.
NOTE
Piping Plan 32 is used in services containing solids or conlaminants, in whtch a suitable cleaner or cooler
extern~:~ltlush will impmve the seal environment. II is also used to reduce liashing or alr Intrusion (in vacuum services)
aoross tl1e seal laces by providing a flush that has a lower v.apor pressure orthat will raise lhe seal chamber pressure
to ,a n acceptable Ievei.
ln Piping Plan 32, thc flushing product is brought from an external source to lhe seal. The extemal flush
should be continuous and reliable even during nonslandard Situations such as start·up or shutdown.
Care shall be exercised in choosing a Piping Plan 32 flush nuid. Since the fluid will flow into the process, it
shall be chem ically oompatible wtth the process and not degrade the quality of the proces s fluid. ln
high-temperature applications, the user should consider the effects of the potential for the Piping Plan 32
flush fluid to flash under pump condilions and degrade pump performance.
This plan is almest always used in conjunction with a close-clearance thro~:~t bushing. The bushing ean
fum;tion as a lhrottling de~ice to maintain an elevated [Pressure in the sturfing box or as a bar11ier to isolate
the purnped producl from the seal chamber.
P(ping Plan 32 is not reoommended for cooling only, as the energy costs can be very high. Product degradatioli\ oosts shot:Jid also be considefed when UJsing a Piping Plan 32.
PUMPS- SHAFT SEAUr-.G SYSTEMS FOR CENTR:R.::>AL. 1111.0 ROTARY PUMI'S
199
6 .15 IPiping'l'lan-41
. .[p
·r
I .~ .,
\j '\~
L
I
I
I
I.
f y ___i
\.... . _ . /
~//l~:m ~I~
_l~ il-
_..w
I
5
a) Pipmg .a nd Jnstrumeli)tation Schema·nc
b} Seal Chamber Details
Key
1
from cooler
2
flush (F)
3
quench {Q)
4
5
drain {D)
seal chamber
Tl
temperature lndicator
Figure G.15-Standard Seal Piping Plan 41
ln Piping Plan 41 there is recirculation from a high-pressure region of the pump (typically the pump discharge or the pump dlscharge piping) through a cyclone separater delivering the clean fluid to a cooler and
then to the seal chamber. The solids are delivered to the pump suction line.
Piping Plan 41 is a combination of Plping Plan 21 and Piping Plan 31 and is specified only for hot serv1ces
containing solids. Contained solids should have a specific gravity of at least twice that of the process nuid.
For thisseal plantobe used, the seal should require a cool flush. This cool flush may be needed to improve the temperature mr.~rgin over the fluid vapor pressure. or to meet secondary sealing eiement temperature Iimits. or to reduce coking or polymerizing, or to improve lubricity (as in hot water). A typical use of
this plan is in a hot water service to remove sand or pipe slag.
ln Piping Plan 41, product 1s routed from the discharge of the pump into a cyclone separater. Solid partieiss are centrifuged from the stream and routed back to suction. The seal flush is then routed from the
cyclone separater through a cooler and into the flush connection on lhe seal plate.
lf the process stream is very dirty or is a slurry, Piping Plan 41 typically is inadequate and is not recommended. The benefits. detriments, and the best conditions for the use of the cooler in the flush stream can
be found in the write-up on Piping Plan 21. The use of a pump throat bushing is recommended when a
Piping Plan 41 is specified.
Field experience has shown that abrasive wear on the inside of the cyclone may result in reduced reliability.
This plan has not proven to consistently achieve a three-year (3-yr) operating Iire.
API STANOARD682
200
G.16 Piping Plan 51
1 ~ -·
. I
J r
___)
5
a) Piping and Instrumentation Schematic
b ) Seal Chamber Details
Key
1
from reservoir
2
quencrn (Q)
3
drain (ID ) pll:lgged
4
fk.tsh (F}
5
seal chamber
a
ltems below this line sha!l bc provided by the vend or_ ltems above thls line-are th'e respoms!bility of ~he IPUrchaser
Figure G.16-Standarol Seal Piping Plam 51
ln p,jping Plan 51 there is an extemal reservoir providjng a dead-endod blanket for fiUJid to the quench
cormecfron of the gland p late o n an Arrangement ~ sea'l. A Piping Plan 51 is typica'lly used when a
dead-ended atmospheric quench is needed. O ne example where ,this might be ~used is to provide a rneans
to prevent or remove any ice formation on the atmospheric side o f the seal of a IPUmp operating wilh a fluid
below 0
(32 °F).
oc
One m ethod of operation is to filllhe quench reservoir '..'Jith a suila'ble Hquid. While preparing the pump for
startup tlhe block valve bclow the reservoir is opened and the qruench liquid is allowed to sit in the area
b elweelfil th e seal and lthrottle lb us:hillg. Jus! prior to pump startup the block valve is closed to ensure the
pot is only exposed to atlillospheric ~ressUJre. This piping plan is cmly recommended for vertfcal a~plica·
tions.
PUMPs-SHAFT SEAL1NI3 S vs- : MS FOR C ENTRIFUUAL ANO ROTARY PUMPS
201
•G..17 I PipiQg ·~.tan$2
r=I:=.Ji
~
-
I
'
~ \-~
~w
I.
I
\
v~
~,
I
i/ / / .
.
jL :
-
"-
r
I~
I
\______.)
b) Seal Chamber Details
a) Piping and Instrumentation Schematic
Key
1
to collection system
9
cooling water out
2
reservoir
10
buffer fluid drain
3
make-up buffer liquid
11
seal chamber
4
tlush (F)
LI
Ievei indicator
5
liquid buffer out (LBO)
LIT Ievei transmitter with local indicator
6
liquid buffer in (LBI)
PIT pressure transmitier with local indicator
7
cooling water in
8
reservoir buffe r fluid d raln
Figure G.17-Standard Seal Piping Plan 52
ln Piping Plan 52 therc is an external reservoir providing buffer liquid for the outer seal of an Arrange~
ment 2 seal. The buffer liquid shall be maintained at a pressure less than seal chamber pressure and less
than 0.28 MPa (2.8 bar) (40 psi).
Buffer liquid is circulated to and from the reservoir by means of an Interna I circulating device. To maximize
buffer liquid circulation, the piping Iosses should be minimized through the proper selection of pipe size,
eliminat ion of fittings, use of large radius bends, and reduction in the length of piping runs.
Piping Plan 52 is used with Arrangement 2 seals, w ith a contacting wet containment seal (confi guration
2CW-CW) utilizing a liquid buffer system. lt is normally used in services where process fluid leakage to
202
API STANOARD682
atmosphere should be minimized and contained. lt is also used in applications where the process may
solidify in contact with atmosphere or in applications where additional heat removal from the inner seal is
required. The buffer liquid is contained in a seal reservoir that is vented to a collection system, thus
maintaining the buffer system pressure close to atmospheric.
Piping Plan 52 works best with dean, nonpolymerizing, pure products that have a vapor pressure higher
than the buffer system pressure. Leakage of higher vapor pressure process liquids into the buffer system
will flash in the seal reservoir and the vapor can escape to the collectlon system.
Innerseal process liquid leakage w ill normally mix with the buffer fluid and contaminate the buffer liquid
over time. Maintenance associated with seal repairs, filling, draining, and flushing a contaminated buffer
system can be considerable.
For general recommendations an piping practioes and reservoir details, see Figure G.35, Figure G.36, and
Figure G.38.
I-'Ut.1Ps-SHAFT S:::AUNG SYSTEMS FOri CENTRIFUG~L AND Ror;.RY PuMPS
203
G.18 Piping Plan 53A
a) Piplng and Instrumentation Schematic
b) Seal Chamber Details
Key
1
from external prcssure source
9
cooling water out
2
3
4
5
6
7
reservoir
10
barrier fluid draln
make-up barrier liquid
11
seal chambEJr
ftush (F)
LI
levellndicator
liquid barrier out (LBO)
LIT
Ievei transmitter with local indicator
liquid barrier •n (LBI)
PIT
pressure transmitter with local ind11:ator
8
cooling water in
reservoir barrier fluid drain
Figure G.18-Standard Seal Piping Plan 53A
ln Piptng Plan 53A there is a pressurized ex.temal barrier fluid reservoir supplying clean fluid to the barrier
fluid seal chamber. The barrier liquid is maintained at a prassure greater than seal chamber pressure.
Barrier liquid is circutated to and frorn the reservoir by means of an internal circulating device. To maximize
barrier liquid circulation, the piping Iosses should be minimizcd through the proper selection of pipe size,
elimination of fittings, use or large radius bends, and reduction in the length of piping runs.
204
API STANDA.RD 682
Piping Plan 53A is used with an Arrangement 3 seal and used in services where no leakage to atmos·
phere can be tolerated. lt may also be selected for applications where the pump may be operated dry or
the pump process fluid may be damaging to the seal faces.
A Piping Plan 53A system consists of dual mechanical seals with a barr!er liquid between them . The barrler liquid is contained 1n a reservoir that is pressurized above the seal chamber pressure. Inner seal
leakage will be barrier liquid leakage into the product. There will always be some leakage. lf seal chamber
gauge pressu res vary slgniflcantly, the inner and outer seal Stresses can be reduced by the application of
a controlled differential pressure regulator. For specific recommendations on barrier liquid pressurization,
see Annex F.
A 3 mm (0.125 in.) orifice is provided in the prcssurization gas supply line to Iimit gas flow into the process
in the event of an inner seal failure.
The following commcnts compare the differences and considerations between all dual pressurized piping
p lans (Piping Plan 53A, 538 and 53C} and dual unpressurized piping plans (Piping Plan 52). Piping
Plan 53 is usually chosen over Piping Plan 52 for dirty, abrasive, or polymerizing products that would elther damage the seal faces or cause problems with the buffer liquid system if Piping Plan 52 were used.
There are two operational features of a Piping Plan 53 that are noleworthy, as 1ollows.
a) The clean barrier liquid provides lubrication to the seal faces, but the barrier liquid that passes across
the 1nner seal faces will enler the pumped process stream. Therefore. the process liquid shall be
compatible with the barrier liquid and be able to toterate a small amount of contamination from the
barrier liquid.
b)
The reservoir pressure should always exceed the maximum seal chamber pressure by a minimum of
0.14 MPa (1 .4 bar) (20 psi) (as referenced in 8.3.6.1.1 0). lf the reservoir pressure is less than the seal
chamber pressure than the normal leakage flow direclion across the inner seal will be reversed and
the seal system will begin to operate like a Piping Plan 52. The barrier liquid may become contami·
nRted with the pumped process Hquid possibly creat1ng a hazardous barrier liquid and increase the
possibilily of seal failure.
For gencra'l recommendations ofil piping practices and reservoir details, .see Figure G.35, Figure G.36, anol
Flgure G.38.
PUM"~S-SJ-!A"T SEAUNG $YSTI::MS FOR CI::.NTiliFUGAL ANO ROTARY Puc..~.:.s
205
G.19 rpi.ping P lan..S~'S
3
n--·
u
9
b) Seal Chamber Details
a) Piping and Instrumentation Schematic
Key
1
2
3
4
5
make·up barrier liquid
8
vent
bladder ac.cumulator
9
banier fluid dra1n
bladder charge connection
10
valve (for checking accumulator bladder
integrity)
flush (F)
liquid barricr out (LBO)
PI
6
liqUid barrier in (LBI}
PIT pressure transmitter with local ind1cator
pressure indicator
7
seal chamber
Tl
temperature indicator
TIT temperature transmitler local indicator
a
lf speclfied, both the PI and valvc 10 shall be installcd for checklng bladder integrity.
b
lf specified.
c
Vertically oriented, fi nned a1r cooler shalf be installed if speclfied.
Figure G.19-Standard Seal Plping Plan 538
ln Piping Plan 538 , there is an external barrier fluid syslem pressurized by a bladder accumulator supplying clean liquid to the barrier fluid seal chamber. The accumulator and barrier liquid are maintained at a
pressure greater than seal chamber pressure.
206
API STANO.l\RO 682
Barrier liquid is circula ted through the system by means of an internal circulating device. Ta maximize
barrier liquid circulation, the piping Iosses should be minimized through the proper selection of pipe size.
elimination of fittings, use of large radius bends, and reduction in the length of piping runs.
Piping Plan 538 is used with an Arrangement 3 liquid seal and differs from Piping Plan 53A in that
pressure is maintained in the barrier liquid system through the use of a bladder-type accumulator. The use
of an accumulator prevents contact between the pressurization gas and the barrier liquid. This prevents
gas absorption into the barrier liquid and allows for high-pressure operation. The accumulator is
precharged prior to filling the system with barrier liquid and is brought to Operating pressure by
compressing the bladder in the accumulator as the system is filled with barrier liquid. Leakage past the
inner and outer seals results in a decrease in the barrier system pressure. This requires that the barrier
system be pressurized to a h igher initial pressure and allowed to "leak" down to the minimum allowable
system pressure. At this time, the system would be refilled to restore the maximum working barrier liquid
volume. Seal performance is therefore monitare d by pressure decrease and not by barrier liquid Ievei as in
Piping Plan 53A. For specific recommendations on pressurization, operation, and monitaring of Piping
P lan 538 systems, refer to Annex F.
Effective flow of the Piping Plan 538 system is only achieved with proper exclusion of all gas and air
bubbles from the seal cooler arid piping. Venting or the system during commlssioning is critical to proper
operation.
For additional considerations betvveen using a Piping Plan 53 and a Piping Plan 52, see G.18 Piping
Plan 53A.
207
P .JMPS- SKAFT SF.ALING SYSTi::MS FOI'l. CENTRIFliGALANO ROTARY P UMPS
G.20 Piping Plan 53C
J
I
7
a) Piping and Instrumentation Schematic
Key
make-up buffer liquid
1
b) Seal Chamber Details
LI
Ievei indicator
piston accurnulator
LT
Ievei transmitter
3
pressure reference
PRV
prcssure relief valve
4
flush (F}
5
6
7
8
liquid barrier oul (LBO)
POlT differential pressure transmitter with local
indicetor
liq uid barrier in (LBI)
Tl
vent
9
barrier fluid drain
a
lfspecified.
b
Vertically oriented, finned aircooler may be provided if specified.
2
temperature indicator
seal chamber
Figure G.20-Standard Seal Piping Plan 53C
ln Piping Plan 53C, there is an external barrier fluid system pressurized oy a pislon accumulator supplying
clean liquid to the barrier fluid seal chamber. The barrier liquid is maintained at a pressure greater than
seal chamber pressure.
208
APl STAI'YDARD 682
Barrier liquid is circulated through the system by m eans of an intemal circulating device. To maximize
barrier liquid circulation, the piping Iosses should be minimized through the proper selection of pipe size,
elimination of fittings, use of large radius bends, and reduclion in the length of piping runs.
Piping Plan 53C is Llsed with an Arrangement 3 liquid seal and differs from Piping Plan 53A in that pressure
is maintained in the barrier liquid through the use of a piston accumulator. The piston accumulator senses
pressure from a reference source (norrna lly a line connected to tlle seal chamber) and creates a higher
pressure through differential areas in the piston . This high pressure creates ttle required pressuredifferential
necessary for an Arrangement 3 seal. Since the barrier pressure is generated from the seal chamber pressure, the system is self-energizing and reacts to fluctuations in the seal chamber fluid pressure.
Ta create the reference pressure in the piston transmitter, process fluid ls introduced into the piston. This
requires !hat the materials used in the piston transmitter are compatible with the process fluid. Process
fluids that conlains solids, lend to plate out on mctal surfaces, or solidify under atmospheric temperatures
are not suitable for a Piping Plan 53C.
Effective flow of the Piplng Plan 53C system is only achieved with proper exclusion of all gas and air oubbles from the seal cooler and piping. Venting of the system during commissioning is critical to proper operation. For specific recommendatio ns on piping practices for Piping Plan 53C systems, refer to Annex F.
For additional considerations bctween using a Piping Plan 53 and a Piping Plan 52, see G.1 8 Piping
Plan 53A.
P UMPS--/3-JIIFT SEAUNG SYS':'I:MS FOR C::;-. TR.FUGAL Al\ 0 ROTARY PlJW PS
209
G.21 P iping Plan :54
..-----~2
...----~
a) P1iping and Instrumentation Schematic
lb) Seal Chamber Oc1ails
l<ey
1
from extemall source
2
to extemal source
3
flush (F)
4
liquid barrier out (LBO)
5
liquid barrier in (LBI)
6
seal chamber
Figure G.21-Standard Seal Piping Plan 54
ln Piping Plan 54, there is a pressurized external barrier fluid system supplying clean liquid to the barrier
fluid seal chamber. Piping Plan 54 is used with Arrangement 3 liquid seals and the barrier liquid is
maintained at a pressure greater than seal chamber pressure. Barrier liquid is circulated by an external
pump or pressure system. The design of the system including Instrumentation , coolers, filters, and other
components is outside the scope of this standard.
Piping Plan 54 systems are also pressurized dual-seal systems with inner seal leakage into the pumped
product. ln a Piping Plan 54, a cool clean product from an external source is supplied to the seal as a
barrier liquid. The supply pressure of this product is at least 0.1 4 MPa (1.4 bar) (20 psi) greater than the
pressure the inner seal is sealing against. This results in a small leakage of barrier fluid into the process.
This plan with an Arrangement 3 seal should never be used where the barrier liquid pressure is less than
the sealed pressure. lf lt were, the failure of one inner seal could contaminate the entire barrier liquid
system and cause additional seal failures.
Piping Plan 54 is often used in services where the pumped fluid is hot, contaminated with solids, or the
internal flow inducer is unF.lble to supply a sufficient flow rate . lf Piping Plan 54 is specified, carefully
consider the reliability of the barrier liquid source. lf the source is interrupted or contaminated, the resulting
seal fallures are very expensive to rectify. A properly engineered barricr liquid system is typically complex
and often expensive. Where these systems are properly engineered, they provide among the most reliable
systems.
API S TANDARD682
210
G.22 Piping Plan 55
_ _ _ _ ____.2
2
-----1
1
tL
6
a) Piping and Instrumentation Schematic
b) Seal Chamber Details
Key
1
from extemal source
2
to extemal source
3
flush (F)
liquid buffer out (LBO)
4
5
6
liquid buffer in (LBI)
seal chamber
Flgure G.22-Standard Seal Plplng Plan 55
ln Piping Plan 55, there is an unpressurized external buffer fluid system supplying clean liquid to the buffer
fluid seal chamber. Piping Plan 55 is used w ith Arrangement 2 liquid seals. The buffer liquid shall be
maintained at a pressure less than seal chamber pressure and less than 0.28 MPa (2.8 bar) (40 psi).
Buffer liquid is circulated by an external pump or pressure system.
Piping Plan 55 is similar to Piping Plan 54 excepl the buffer liquid is unpressurized. Piping Plan 55 is used
with Arrangement 2 seals, with a contacting wet containment seal (configuration 2CW-CW) utilizing a
liquid buffcr system. lt is normally used in services where proooss fluid leakage to atmosphere should be
minimized and contained. lt is also used in applications where the process may solidify in contact with
atmosphere or in apphcations where additional heat removal from the inner seal is required.
Piping Plan 55 differs fr om a Piping Plan 52 in !hat the buffer llqu1d 1s not self-contained and the buffer
liquid circulation is created by an external pump or pressure system. lf Piping Plan 55 is specified, carefully
consider the reliability of the buffer liquid source and lhe possible contamination of the buffer flow with
proccss liquid or vapor.
PUMP5-SHAFT SE,A.LINC SYSTEMS F::>R 0ENTRIFWA~ ANO R OTARY Puw.PS
211
6..2:3 IPipimg P~an ~6~
1
__
\~
/
2
4
5
a} Pipjng and lrnstrumentation SehemaUe
b) S.eal Clilamber Details
Key
1
quench {Q), plugged, metal
2
drain (D), open connected to metal tubing
3
flush (F)
4
to collection point
5
seal chamber
Figure G.23-Standard Seal Piping Plan 61
ln Piping Plan 61 there are tapped and plugged atmospheric-side Connections for purchaser's use.
ln Piping Plan 61, all ports are plugged with plastic plugs at the time of shipment. At installation, the user
shall connect tubing to t he drain port and direct leakage to a collection point. This plan may also be specified if the purchaser rnay use these ports in t he future.
API S TA'IOARO 682
212
G .24 Piping Plan 62
4
a) Plping and Instrumentation Schematic
b) Seal Chamber Details
Kcy
1
quench (Q)
2
dra1n (0)
3
nush (F)
4
seal chamber
Figure G.24-Standard Seal Piping Plan 62
ln Piplng Plan 62, a quench stream is brought from an external source to the atmospheric side of the seal
faces. The quench stream can be Iew- pressure steam, nitrogen, or clean water. 1t is used in selected single seal applications to exclude the presence of oxygen to prevent coke formation (for example, hat hydrocarbon services) and to flush away undesirable material buildup araund lhe dynamic seal components
(for example, caustic and salt services).
Plplng Plan 62 is most effective when used with a close clearance bushing or containment device in the
seal gland. This bushing not only contains the quench in the seal gland but also provides protection for the
operator if a high-temperature quench is used. The drain port outlet should be larger than the quench port
inlel The drain portshall be sized to allow drainage of the quench medium.
PU.IJ\P$-SHAFT SE:AUNG'SYST:I\4S t-UR Cc::-.r~IFiJGAL ANO ROTARY PUMI'<i
213
·.G 25 1PipJng IA.Ian &iA
a) Piping and !I nstrumentation Schema~ic
Key
1
2
3
4
5
6
LIT
b} Seal Chamber Details
1
valve {!ocked open)
to liquid collection system
flush (F)
quench (Q)
drain (D)
seal chamber
Ievel transmitter with local indicator
Figure G.25---Standard Seal Piping Plan 65A
tn Piping Plan 65A there is an atrnospheric leakage coltection and detection system for condensing
leakage. Fairure of the seal will be detected by an el<cessive flow rate into the leakage collection system.
This plan ls used when pumped rluld condenses at ambient temperatures.
Piping Plan 65A is a seal leakage detection piping plan normally used with Arrangement 1 seals in
services where seal leakage is expected to be moslly liquid (not ge:ts). Piping is connected to the drain
connection in the gland plate and directs any sealleakage past or through a reservoir and then through an
orifice. exiting into an oil and Vialer sewer or liquid collection system. Excessive flow rates would be
restricted by the orifice located downstream of the reservoir and are redirected to it, causing the Ievei
transmitter to activate an alarm. The orifice, typically 5 mm (0.25 in.), should be located in a vertical piping
leg to avoid accumulation of fluid in the drain piping . A connection on the reservoir ~bove the Ievel
transmitter is connected to a pipe bypassing the orifice allowing excessive leakage to be effectively
drained. A pressure transmitter can be provided as an option to allow for monitaring pressure increase in
the system.
Piping Plan 65A is most effective when used with a floating or segmented bushing or Containment device in
the seal gland. The reservoirshall be mounted below the seal gland to allow leakage to Row to the reservoir.
Valve 1 shall be left open during operation and may be closed only for maintenance of the piping plan_
214
API Sl'ANDARIJ 582
G.26 Piping Plan 658
r·
J
~-c
5
I
I
'
6
7
2
3
a) Plping and Instrumentation Schematic
b) Seal Chamber Details
Key
1
2
3
4
5
6
valve (locked open)
drain valve
to liquid collection system
flush (F)
quench (Q)
dr·ain (0)
7
seal chamber
LIT
Ievel transmitter with local indicator
Figure G.26-Standard Seal Piping Plan 658
ln Piping Plan 658 there is an atmospheric leakage collection and detection system for condensing
leakage. Failure of the seal will be detected by a cumulative leakage into the system. This plan is used
when pumped fluid condenses at ambient temperatures.
Piping Plan 658 is a seal leakage detection piping pll=m normally used wilh Arrangement 1 seals in
services where seal leakage is expected to be mostly liquid (not gas). Piping is connected to the drain
connection in the gland plate and directs any seal leakage into a reservoir resulting in an increase in Ievei
of process fluid in the reservoir. The Ievei rncreases will be monitared by the Ievei transmitter and will
activate an alarm. A connection on the reservoir abuve the lransrnitter is connected to a pipe bypassing
the valve allowing excessive leakage to be effectively drained.
Piping Plan 658 is most effective when used with a floating or segmented bushing or containment device in
the seal gland. The reservoirshall be mounted below the seal gland to allow Jeakage to flow to the reservoir.
Valve 1 shall be left open during operation and may be closed only for maintenance of the piping plan.
Valve 2 shall normally be closed during operation although it may be opened periodically to allow collected
leakage to be drained.
PUMPC- SHAF:) S t AUNG Sn; fEMS FOR CENTRirUGAL AN I) ROTA~" Pl!.MPS
215
3
fl
I
l_ j-={
~4
a) PJping and Jnstl'tWmentation Schemafic
b) Seal ,ChamberlDetajJs
Key
1
,flush (F)
2
pressure transmitter sensing port (PIT}
3
quench (0)
4
drain (0)
5
seal chamber
PIT
pressure Iransmittor wilh local indicator
Figure G.27-Standard Seal Piping Plan 66A
ln Piping Plan 66A, the throttle bushings in the seal gland minimize the seal leakage leaving the seal g!and
and allow for detection of a seal failure.
Piping Plan 66A is intended for use in Arrangement 1 applications where it is required to Iimit leakage in
case of a seal failure or it is reqUired to monitor excessive leakage. ln this plan . normal seal leakage can
flow freely to the drain port. lf the seal leakage is excessive however, the inner bushing will restriet the now
to the drain and Iimit the amount of leakage leaving the seal glancl. As the leakage r-ate increases, the
pressura w ill increase on the upstream side of the inner bushing. This pressure will be monitored by the
p ressure transmitter and can be used to monitor seal performance and trigger an alarm indicating a seal
failure. Leakage out of the drain port is collected and piped to a liquid recovery system or sump. See
7.1 .2.3 for additional details.
NOTE
This plan is most commonly used on pipeline applications.
216
APi 8TAND,o.,<0682
G.28 Piping Plan 668
4
a) Piplng and Instrumentation Schematic
b) Seal Chamber Details
Key
1
flush (F)
2
pressure transmitter sensing port (PID
3
quench (Q)
4
drain {D), with orifice plug instatled
5
orlflce plug
6
seal chamber
PIT
pressure transmitter with local indicator
Figure G.28-Standard Seal Piping Plan 666
ln Pip1ng Plan 668, an orifice plug in the drain port minim1zes the seal leakage leaving thc seal gland and
allows for detection of a seal failure.
Piping Plan 668 is intended rar use in Arrangement 1 applications where it is required to Iimit leakage in
case of a seal failure er lt is required to monitor excessive leakage. ln this plan, normal seal leakage can
flow freely olrl the drain port. lf the seal leakage is excessive however, the orifice plug in the drain Iimits the
amount of leakage leaving the seal gland. As the leakage rate increases, thc prcssure will increase on the
upstream side of the orifice plug. This pressure will be manilared by the pressure transmitter and can be
used lo rnonitor seal performance and trigger an alarm indicating a seal Failure. Since the drain cavity will
become pressurized, a floating throttle bushing should be used to Iimit leakage past the bushing. Leakage
out of the drain port is collected and piped to a liquid recovery system or sump. See 7.1.2.3 for additional
detalls.
NOTE
This plan is most commonly uscd on pipeline applications.
PUMPS-SHAFT SCALING SYSTFMS FOR CEt«RIFliGI\L ANO ROTARY PUMPS
117
4
a) Pip!ng .and 'Lnstrumentarti<>n :Schematic
b) Seal rCha:trrfber IDetaiils
Key
1
flush (IF )
2
ccmtaiJöment seal vent (CSV), plugged
3
containment seel drai!l (CSD), plugged
4
gas huffer inlet (GBI), plugged
5
seal chamber
Figure G .29-Standard Seal Piping Plan 71
ln Piping Plan 71 there are tapped Connections for the purchaser's use. A ll ports shall be plugg ed with
plastic plugs at the time of shipment. At Installation, the user shall remove all plastic plugs and all ports
shall either be connected to tubing or plugged with meta! plugs as described in 8.2.19. Typically, this plan
is used if the purchaser might use buffer gas in the future.
Piping Plan 71 is used on Arrangement 2, unpressurized dual seals. which utilize a dry containment seal
a nd where no buffer gas is supplied but the provislon to supply a burfer gas is desired. Buffer gas may be
needed to sweep inner seal leakage away from the outer seal into a collection system or to dilute the
leakage but is not specified.
218
API STANOARD682
G.30 Piping Plan 72
1 r··--------------.. -----------:
"" '-:\
!
'(~"~) ~~~
1~ F
j
l
I
I
I
PCV L
-~
' -7
!
*i
L--------- ··-··-··-----
4
a) Piping and Instrumentation Schematic
Key
1
buffer gas panel
2
flush (F)
3
containment seal vent (CSV)
4
containment seal drain (CSD)
5
gas buffer inlet (GBI)
6
seal chamber
7
from buffer gas supply
b) Seal Chamber Details
FIL
FIT
PCV
PIT
coalescing filter
f!ow transmitter with local indicator
pressure control valve
pressure transmitter with local indicator
IFigure G.30- 'Standard -'Sea~ IPiping Plan 72 .
ln Piping Plan 72 there is ,externally supplied buffer gas for Arrangement 2 seals. 81Jffer gas is maintained
at ·a pressure less than seal chamber pressure. ln normal oper ation. the buffer gas pressure should not
exceed 0 07 MPa {0. 7 bar) (10 psi).
Pip,i ng Pilan 72 can be u-sed on Arrangement 2 unpressurized dual sea'ls that 1\Jlse a dry-running containment seal. This plan may lbe used alone o:r in conjunation -either a Pip·ing Plan 75 o r Piping Plan 7'6. T he
b uffer gas can be used Ia .sweep inn er-seal leakage away ~rom the outer seal to a co'llection system and/or
dllute th-e ~eakage so lhe emissions from the con,tainmernt seal are reduced.
The Piping Plan 72 systern is intendoo to function as follows: from the source supply provided by the plant
operator, the buffer gas enters the system, m ounted on a plate or JPanel, provided by the seal vendor. A
c oalescirng fiJter to ~emove any particles and liquid that m ight be present follows a n rinlet bleck v.alve on the
panel.. Tlhe gas then flows through a lforward-pressure regulator tlilat is set at the Pop ing Plan 75 or Piping
.Plan 76 alarm point, or at least 0.04 MPa (0.4 bar) (5 psi) above lt he normal ~fla re pressure. Nexl oolifles a
pressure ltransmitter w ith a lo cal indicator ahead of an orifice; these are useCJ to set the regulator. T hey
also ens..ure tliie source pressL~Jre always rnaintains a flush ~low over the operatlng range of the comblned
sy.stems (when used w itlll Piping P larn 75 or Piping PJan 76) a nd does .not pressu~ize the seal •chamber or
affect the alarm settlings of the exit flush plan. The orifioe provides ,flow 1regulation and is fellowed by a flow
transmititer to measure fk>w. The orifice ,also serves to o:o>ntrol bu'ffer gas lass in the event of an outrar seaJ
tailure. (llhe t.~se of a needle Glr globe valve for the orifice to allow fiGw regl!llati<:m is optional. } The fJow
transmitter with a Jocal indicator will display huffer gas flow rat-e and alanm om tJigtJ flow. ifhe last element
on the panel is .a check valve. Buffer gas is then routed throllgh tubing to the seal.
PUMPS-SHAFT SEALING SYSTt:MS FOH C C.)J';'RIFUGAl AI\IJ ROTARY 1-'Uro.APS
219
. zs ._31 r.p ipin_g '"Aian ,;7{4
"1
I
r-··-·· -· -··-·--··-----·-··-·j
I
~0 ~ !J:~r:i>'fdL6
PCV ~1L
!
"
II
I I
c ..-u
l
I
(
I
,1
.
I
3
I
5
a) Piping and Instrumentation Schematic
b) Seal Chamber Details
Key
1
barrier gas panel
FIL
coalescing filter
2
vent (if required)
FIT
ßow transmitter with local indicator
3
gas barrier inlet (GBI)
PCV
pressure control valve
4
gas barrier oullet (GBO) (normally
closed), used only to depressuriz.e barrier
PIT
pressure transmitter with local indicator
5
seal chamber
6
from barrier gas supply
Figure G.31-Standard Seal Piping Plan 74
ln Piping Plan 74 there is externally supplied barrter gas for Arrangement 3 seals. Barrier gas is
maintained at a pressure greater than seal chamber pressure.
Piping Plan 74 systems are used on Arrangement 3, dual pressurized seals, where the barrier medium is a
gas. They are the gas barrier equivalent to the traditional Piping Plan 54 liquid barrier system. The most
common barrier gas is plant nltrogen. The suppty pressure to the seal is typically at least 0. 17 MPa
(1. 7 bar) (25 psi) greater than the seal chamber pressure. This results in a sma\1 amount of gas leakage
into the pump, with rnost of lhe gas barrier leaking to atmosphere. This arrangement should never be used
where the barrier-gas pressure can be less than the sealed pressure. lf this were to happen, the entire
barrier gas system could become contaminated with the pumped fluid.
Piping Plan 74 systems are typically used in services that arenot too hot (within elastomer property Iimits)
but that may contain toxic or hazardous materials whose leakage cannot be tolerated. Because they are
pressurized dual seal systems, leakage to the atmosphere is eliminated under normal conditions. Piping
Plan 74 may also be used to obtain very high reliability, since solids or other materials that can Iead to
premature seal failure cannot enter the seal faces. For services containing sticky or polymerizing agents or
API STANDA:'l.D682
220
where dehydration of the pumpage causes solids buildup, Piping Plan 74 systems are not generally
recommended.
The Piping Plan 74 system is intended to function as follows:
- from the source supply provided by the plant operator;
the buffer gas anters the system;
mounted on a plate or panel. provided by the seal vendor.
An inlet bleck valve on the panel ls followed by a 2 ~o~m to 3 J.J m filter coalcscing filter to remove any
pertiefes and liquid that might be present. The gas then flows through a pressure regulator that is sel at
least 0.17 MPa (1.7 bar) (25 psi) greater than the seal chamber pressure. The flow transmitter with a local
indicator follows the regulator and is used to measure the flow and alarm al excessive flow. The next
element ls a pressure transmitter with a local indicator that is used to conflrm adequatc pressure. The
pressure transmltter is used to raise an alarm upon lass of barrier gas pressure. The last elements on the
panel is a check valvc. Barrier gas is then routed to the seal using tubing .
No orifice is used in the barrier gas panel to help insure barrier pressure is maintained during high flow
rates. For pumps requinng more than one seal assembly (e.g. between bearing pumps), cach sealshall be
provided with a separate barrier gas panel so failure of one seal assembly will not compromise the
performance of the other seal.
The barrier gas shall be pressurized prior to filling the pump and maintained at all Iimes including standby
operation. During standby, small amounts of leakage will continue to leak past the inner seal and collect in
the pump. This may require venting the pump prior to starting the pump.
221
PUMPS- 5HAFT SEALING SYSTEMS FOR GENTRIFUGAL A'ND ROTARY PUMPS
G.32 Piping Plan 75
7
\._ _,.,
I
6
2
a) Piping and Instrumentation Schematic
b) Seal Chamber Details
Key
1
to vapor collection system
7
gas buffer inlet (GBI), plugged unless
used with a Piping Plan 72
2
to liquid collection system
3
fest connection (if specified)
8
seal chamber
4
flush (F)
U
Ievei indicator
5
containment seal vent (CSV), plugged
LIT Ieve i transmitter with local indicator
6
containment seal drain (CSD)
PIT pressure transmitter with local indicator
a
lf specified.
Figure G.32-Standard Seal Piping Plan 75
ln Piping Plan 75 lhere is a containment seal chamber leakage collection system for condensing or mixed
phase leakage on Arrangement 2 seals. This plan is used when purnped fluid condenses at ambient
temperatures. This system is supplied by vendor.
Piping Plan 75 systems are typically used on Arrangement 2, unpressurized dual seals , whicn also utilize
a dry Containment seal and where tlie leakage from the inner seal may condense. T hey may be used with
a buffer gas (Piping Plan 72) or w ithout a buffer gas (Piping Plan 71 ).
lf an unpressurized dual seal is installed, usually it i s because leakage of the pumped fluid to the atmosphere should be restricted more than can be achieved with an Arrangement 1 seaJ. Therefore, a means is
needed to co llect the leakage and reute it to a collection point. The Piping Plan 75 systern is intended to
222
A?l STAND.o\RD682
perform this collection function for pumped fluids that may form some liquid (condense) at ambienl ternperature.
NOTE Even if the pumped liquid does not condense. users may wish to install this System because of the risk of
back-flow of condensation from the collection system.
Piping Plan 75 is intended to work as follows. Leakage from the inner seal is restricted from escape by the
containment seal and routed into the drain line. The collector accumulates any liquid. while vapor passes
through into the collection system. A Ievei indicator on lhe collector is used to determine when the collector
needs to be drained and the Ievei transmitter will enable the user to monitor the liquid leakage rate. An
orifice in the outlet line of the collector restricts flow such !hat high leakage of the inner seal will cause a
pressure increase and trigger the pressure transmitter to alarm al a gauge prsssure of 0.07 MPa (0.7 bar)
(1 0 psi). The block valve in the outlet of the collector serves to isolate the collector for maintenance. lt may
also be used Ia test the inner seal by closing while the pump is in operation and noting the time/pressure
buildup relationship in lhe collector. lf specified, a connection on lhe collector may be used to inject nitrogen or other gas for the purpose of testing the containment seal.
The pressure transmitter in Piping Plan 75 will track the pressure in the vapor collection system. ln normal
operation. the pressure in the Containment seal chamber can be as high as the vapor collection system
pressure plus the check valve cracking pressure (if present). Pressures greater than this may indicate
exccssive leakage past the inner seal.
Pi.MPS- SHAI'- SI:ALING SYSTeMS FOR CENTRIFUGA.L ANO ROTIIRY PUMPS
223
I Dimensions in m:llill'leters (inr.he~)
2
1,-==--=·;
r
'·~~
I
.~---~
5
I'
7
8
a) Piping and Instrumentation Schematic
b) Seal Chamber Details
Key
1
to vapcr collection system
2
tube
3
pipe
4
flush (F)
5
containment seal vent (CSV)
6
containment seal drain (CSD), closed
7
gas buffer inlet {GBI), plugged unless used with a Piping Plan 72
8
seal chamber
PIT
pressure transmitter with local indicator
Figure G.33-Standard Seal Piping Plan 76
ln Piping Plan 76 there is a containment seal chamber drain for noncondensing leakage on Arrangement 2
seals. This plan is used if the pump ed fluid does not condense at ambient temperatures. This system is
supplied by the vendor.
Tubing shall be 13 rnm (1/2 in.) minirnum diameter and shall rise continuously upward from the CSV connection to the pipinglinstrumentation harness.
1
The harness shall be pipe of minimum size DN 15 (NPS 12). Harness shall be SLipparted from overliead
structure or side stand suchthat no strain is put on the tubing connection to the seal gland plate.
224
API STANDARD 582
Piping Plan 76 systems are typically used on Arrangement 2, unpressurized dual seals, which also utilize
a dry containment seal and where leakage from the inner seal will not condense. They may be used with a
buffer gas (Piping Plan 72) or without a buffer gas (Piping Plan 71 ).
lf an unpressurized dual seal is installed, usually it is because leakage of the pumped fluid to the
atrnosphere should be restricted more than can be achieved with an Arrangement 1 seal. Therefore, a
means is needed to raute the leakage to a collection point. The Piping Plan 76 system is intended for
services where no condensation of the inner seal leakage or f rom the collection system will occur. Should
liquid accumulate in the containment seal chamber, excessive heat could be generated, leading to
hydrocarbon coking and possible seal failure.
Piping Plan 76 is intended to work as follows: leakage from the inner seal is restricted from escape by the
containment seal and goes out the containment-seal vent. An orifice in the outlet line of the collector
restricts flow such that high leakage of the inner seal will cause a pressure increase and trigger the
pressure transmitter to alarm at a gauge pressure of 0.07 MPa (0.7 bar) (1 0 psi). The block valve in the
outlet serves to isolate the system for maintenance. lt may also be used to test the inner seal by closing
while tile pump is in operation and noting the time/pressure buildup reli'ltionship in the collector. A drain
connection on the piping harness may be used to inject nitrogen or other gas for t he purpose of testing the
containment seal as weil as for checking for any liquid buildup.
The pressure transmitter in Piping Plan 76 will track the pressure in the vapor collection system ln normal
operation, the pressure in the containment seal chamber can be as high as the vapor collection system
pressure plus the check valve cracking pressu re (if present). Pressures greater t han this may indicate
excessive leakage past the inner seal.
G.34 Piping Plan 99
~ngineered piping plan not clefined by other existing plans.
ln some challenging seal applicatians, it is necessary to deslgn a piping plan far the specific characteristics
of the seal, arrangement, process conditions or operating practices. The requiremenls for these
applications may require modifications to existing piping plans or the creation of a new and unique plan.
Pip·ing P~an 99 detines an ,engineered piping pla111. Tlhe description and rrequirements for this piping pla r:~
shall be dearly defined in specificatiorns outside of ·tllis standard. Wherever possible though applicable
requirements within this standard should be applied lo t he new piping plan.
The decisiion to use a Piping Plan 99 may be ma.de by eith er the pl.llrchaser or the supplierwith purchaser's
approval.
PUMI"$-SHAFT SEAJ NC SYSTEMS FOR CENTRIFIJGAL /1ND R OTARY P UMPS
G.35 External Barrier/Buffer Fluid Reservoir
Figure G.35 shows the standard configuratlon of an extemal barrier/buffer fluid reservoir.
Dimensions in millimeters {inches)
"'"
l.1A
g
...,
"''"
"
Ci
s
s'
II
Key
1
2
vent
FO
flow orifice
pressure fill
LI
Ievel !ndicator
3
visible length
LIT
Ievei transmitter with local indicator
4
5
6
7
return from seal
PIT
pressure transmitter with local indicator
supply to seal
HLA
high-level alarm set point
coo iing liquid inlet
NLL
normalliquid Ievei
mounl1ng Iugs
LLA
low Ievei alarm sat point
8
9
cooling liquid outlet
drain
a Visible length shall extend from below LLA to 75 mm (3.0 in.) above NLL or 25 mm (1.0 in.) above HLA,
whichever is greater.
Flgure G.35-Standard Externat Barrier/Buffer Fluid Reservoir
225
API STANDARD 682
226
G.36 Alternate External BarrieriBuffer Fluid Reservoir
Figure G.36 s how s an alternative configuration.
Dimensrons in millimeters (in::hes)
4
K ey
1
vent
FO
flow crifice
2
3
4
5
'6
pressur.e fill
LI
lleven indicator
visible lc ngth
LIT
Ievei transmilter with lccal ind.icator
return fmm seal
Pn
pr essur c lransmitter w ith local hdicator
supply tu seal
H LA
hig!il-level alarm set point
c0oling liqui::J lnlet
NLL
normalliquid Ievei
7
8
mounting Iugs
l.LA
low Ievei a'larm st:Jt pc int
9
a
cooling liquid outk:t
drain
Visihle l:en(ilth shall extend from below LLA to 75 mm (3 in.) above r<JLL or 25 mm (1 in.) above HLA
wh ichever i s g reeter_
Figura 'G.36-A~~ternative IE'Xle:ma~ BarrJer/Suffer iFilu'id IReselW.o.ir
PUMPS- SHAFT SEAllNG SYSTEMS FOR CE!•r!l.IFUGAL.".NO ~OTARY P UMPS
227
G.37 Piping Plan 23 Circulation System
Figure G.37 shows a typical configuration for the instal!ation of a Piping Plan 23 circulation system.
Dimens·ons in millimoters (inclles)
9
a
, -----·------
b
r
t
~50 (18) to 600 (24)
'
Key
temperature indicator
2
from seal cooler
6
7
3
high point vent in connecting tubing
8
cooling water inlet (CWI)
4
low point drain in connecting tubing
9
cooling water outlet (CWO)
5
seal flushcooler
a
For vertical applications.
b
For horizontal applications.
1
to seal cooler
cooling w ater service drain
Figure G.37-Typical Installation of a Piping Plan 23 Circulation System
The seal flush cooler shall have the cooling liquid on thc shell side and the process fluid on the tube side.
The cooler dcsign and arrangementshall provlde complete venting and draining of both the cooling liquid
and process fluids. The cooler shall be mounted in accordance with the manufact urer's instructions to
achieve this.
The seal cooler shall be located as close to the pump as possible while leaving sufficient room for oparation and maintenance. lt should not be located directly above the pump. Ta promote thermosyphoning, the
seal cooler shall be located 450 mm to 600 mm (1 8 in. to 24 in. ) above t he centerline of the gland plate.
Hot lines should be insulated as necessary for safety.
To reduce friction Iosses in tubing, smooth, lang radius bends shall be used . For piping. the number of
90, elbows shall be minimiz.ed, although 45c elbows may be used.
All lines shall slope up from the gland to the high point vent; the slope shall be a minimum of 40 mm/m
(0.5 in.lft). The seal cooler and all connecting tubing and piping shall be completely vented and free from
a ir before the seal is put into operation.
NOTE Other piping plans us1ng seal coolers, especially Piping Plan 538 and Piping Plan 53C, will banefit from using
the same system design requirements as the Piping Plan 23 (e.g. slop ;ng tubing. venting, and cooler location) except
specific components in the systemwill differ.
API S TANDARD 682
228
G.38 Barrier/Buffer Fluid Reservoir
Figure G.38 shows a typlcal configuration for the installation of a barrier/buffer fluid reservoir.
Dimens':lrs in mi lifT'eters (inches)
E
1
;\l
a
b
r--------------r-------1
I
7
I
I
!
..--~I
t 0
~~,:
s ~:
a:
I
5
I
6
9
\
\
10
11
:
\~
~2
Key
6
flanged orifice
vent
reservoir
Ievei indicator
gland, vertical
from rcservoir
a
For vertical applications.
b
For horizontal applications.
1
2
3
4
5
7
to reservoir
8
gland, horizontal 9 cooling liquid inlet
10
11
12
cooling liquid oul'et
reservoir barrierlbuffer fluid drain
barrier/buffer fluid drain
Flgure G.38-Typicallnstallation of a Barrier/Buffer Fluid Reservoir
?UMPS-SHAFT SEAI.ING SYSTEMS I'OR Cc:r-;rR:FUGAL ANO ROTARY P\JMPS
2:1.9
The sea1 reservoir shall be located as close to the pump as pos~ible wlilile leaving sufficient room for operation and maintenance. ilt shou'ld not lbe locat.ed directly above the purnp. Hot lines shall be insulat;ed as
necessary for safety.
For tubing, smooth, long radius bends shall be used. For piping, the number of 90° elbows shall be minimized, although 45" elbows may be used.
Annex H
(informative)
lnspectors' Checklist for All Seals
Subsection
Reference
ltem
Gland connections marked
6.1.2.17
Plugs and tagging
6.1.2.18
Weld procedures approved
Repair procedures approved
6.1.6.10.1
6.1.6.10.2
Wrought material lnspections
6.1 .6.10.4
Welded conneclions
6.1.6.10.5
6.1.6.1 1.3
Impacttest results
Date
lnspected
lnspected
by
Status
Adequate clearance and safe access 8.1.3
Piplng, fabrication, examination, and
inspection meet standards and weid
procedures approved.
8.2.10
8.2.11
Tags attached to coolers
8.3.2.1.4
Orifice data
Reservoir sizing criteri~
8.3.5.2
8.3.6.2.10
8.3.6.2.5
Relief valve Iist
9.8. 1
Buffer/barrier-fluid reservoir tag
Compliance with inspector's checklist 10.1.7
NDE inspectlon results
10.2.3
C leanliness inspec~ion
10.2.3 j)
10.4.3 c)
Hardness test msults
~0 .2 . 3 k)
Qualificalion test results
Test certlficate
10.3.2.4
10.3.2.4
Certified hydrostatic lest results
10.3.3.1
Seal supplied air test tag
Site storage procedures
10.3.4.2
10.3.2.3
1.4.10
10.4.2
Preparatlon for shipment
10 .4_3
Auxiliary piping connections tagged
or marked
10.4.4
Installation instructions
10.4.5
Contract dala
11 .1.1 and
Annex E
Seal Jeakage acceptance criteria
I
Figure H.1 ~ ns pectors' 'C hec klist
230
Annex I
(normative)
J.1
'Genen1J (lntonnative-)
1.1.1
~he detailed protocol for qualification te's1.ing of seals has ·been .m ovedi to this :annex from .tlreie>it
.sections •of prior editions of this standard. 1T his reorganization slmplifies tlne _standard ,for the majority of
!!lsers
providing thernecessary äeta1/s required by seal manufactl!lrers to accuraruJy and consi:stently
perform testirng. l:his annexalso provides a historical perspective .on tlile qualification tes.ti r;~g a nd the intent
of ·the testing hat has not 1aeen previously ·captured .
wnire
1.1
1:2
'SeaJ mamdactarer:s •(NO'it'kJ& .<>peeiaNzed prodaerts for many hdcrstr,"es. 'M<i'st of tlre des~grrs ·avalta-.
b'le have a long history of proven sl!loce~s ln the applicatioli'l for w hic.h the seal is designed. A relatively
s mall sl'ibset ofthe total seGII p opu.lation is for fhe petrote um, petrochemlc.al, and natural gas 'industries tha\
a re covered by this standard; therefore, it Js narrmal to expeot spGcial Services and appllcations to be outside its .scope -and associated qualification tests Even within the petrCDJeum, petrochemical. and natural
gas indust11ies there is a vast array of temperatures, pressures, and liquids s·ealed w.ith mechanical seals.
E nd users a s weil as rnanufacturers recognized the need to increase the desigr. and testing focus of
sealing products intended for petroleurm . petrochemical, and rnatural gas industrics to address the need for
inCl"eased stalildardizat\o n, improved reliabHJty., and ' ower leakage.
One of the rnany important features of the First Edition of API 682 in 1994 was the introduction of
qualification testing of seals. API 682 compliant seals would meet the standard and be qualified if two
sizes of a specific seal design and material w ere tested in one or more of the four qualification test fluids.
At the time of the First Edition, there were no pass/fail criteria. Criteria for wear and leakage were added in
the Second Edition (2002). The intent of qualific ation testing is to provide the end user with a high degree
of confidence that the commercial seal product being affered will perform successfully in the intended
service by virtue of passing tests o n the appropriale test fluid for the representative pumped fluid and
service condition as shown in Table 1.2.
1.1.3
Usersand manufacturers recognize that seals are designed for specific applications and a single
d esign will not be suitable for all applications. T ypically, users want less expensive seals for less arduous
services •md manufacturers will qualify those seals for only those services. For exarnple , there is little need
to qualify a high-temperature metal bellows seal w ith flexible graphite secondary seals for use in a cold
w ater service. Likew ise, simple cold water seals will not be used in high-temperature Services and obviously w ould not pass the hot oil qualification tast. At the same time, through continuous improvement efforts by all, numerous design variations-including m aterials, geometry. loading, and seal auxiliary support
systems-are lmplemented, tested and qualified. The population of qualiried seal desig ns, materia ls, and
auxiliary components is substantial and increasing.
Manufacturers keep qualification test records of all complying seal designs and sizes and can
provide them on request. The various seal configuralions are shown in Figure 1; many of these have been
newly introduced since API 682:1 994 (First Edition). Many of the new configurations utilized seals lhat had
been previously qualified; however, additional qualification testing parameters were required for the
untested designs and cornponents. For example, noncontacting seal face designs were introduced in
API 682:2002 (Second Edition) and testing in a gasenvironmentwas required as part of the qualification
tests for those products.
1.1.4
231
232
API STANDARD 682
1.1.5 Table 1.1 illustrates how qualification testing for different seal configurations h;:,s generally been
organized by seal rnanufacturers. While category, size, face material, type, and flexible element orientation
may vary. the basic seal configuration largely dictates the qualification lest scope, procedure, and fluid.
Because of the large number of possible combinations of these parameters (approximately 4000) it is unlikely that seal manufacturers have tested or will test all possible combinations in all possible qualification
test fluids. Seal manufacturers often first focus their testing efforts on the defaults of this standard, their
own most popular products and the most representative test conditions for specific service applications.
Users should verify that the required seal qualification tests have been perfonned for their intended application. lt is possible that the qualification test for a special design or a new product has not yet been
conducted. lfthe required tests have not yet been conducted , the user and the manufacturer shall mutually
agree an the necessary steps to qualify that commercially available product.
1.1.6
As an example, consider the seal configuration 2CW-CS from Table 1.1 . This is an Arrangement 2
seal cartridge fitted with a contacting, wet inner seal and dry-running co11tainment seal as the outer seal. A
manufacturer might make 2CW-CS using Type A, rotary flexible element components but another manufacturer might use Type A, stationary flexible element components. Other manufacturers might choose
Type B , Type C, or even mix seal types. There are four face material pairs that m ight be considered for
testing and any, or all, such pairs might be tested. Whatever is to be affered to the purchaser shall be
tested. Exam ples o f combinations include:
Type A, carbon/SSiC, rotary flexible element;
Type A , SSiC/SSiC. stat ionary flexible element;
Type B, carbon/SSiC, stationary flex ible element, etc.
Again, it is not reqllired to test all possible combinations but the combination that is to be affered to the
purchaser shall be tested.
1.1.7
llt is also reqUJired to test two sizes within a range of balarnce djameters; fo:r example. a manufacturer might choose to test 50 mm and 100 mm balance d iameter seal carrtridges.
lf the manufaaturer wishes to offer the 2CW~CS for service in a vaporizing liquiä the11 the quafifJcation tests
shall be accomplished in propane as the process liqui.d, propane gas as the buffer gas and oommeroially
available petroleum based diese'l fuel as the buffer liquid.
The conffguration 2CW-CS would first be ~ested according to 1.4.1 . ln this test, the inner seal is subjected
t o ,a senies of steady stale and cyclic process simulations. Next. o!De containment seaJ is subjected t<ll variations in buffer 1fluid ·conditions accordimg to 1.4.5. The comoinatio n .of these tests is likely to take more than
three hundred 1hours (300 'tn) to ,complete. On completirng tests of both 50 mnn and 100 m m balance diameter sea1 cart~idges. ~hat commercia) ,product i s qualified for vaporizing servicss. litilat com merci al product
is •mot .qualified fo r, a:s an exarmple, aqucous solution·s because tbe represeliltative tE>.st fJuid for aqueous
solutior.1s is water. To ql!Jalify fme commeroial producl for aqueous solutiuns, the enl ire seal sequencc~
s hatl be repeated bul using waier as lthe test fluid.
? Ut.AP::i--5HAJ"T SEALING SYSTEMS FCR CENT~lrJ GAL A'<D ROTARY P UMPS
23.1
j able 1.1-0rgaoizatioo of•Qualificatioo ifesting
Se:aJ
I
,
•
,
I
Category
B alance
i
Ii' j
Diameter
1:nm
Face
I
':r; ; --=-1
Ma'te,riai 'Pai r
'
1
Type
:
Fl exible ' Conflguratlon
: ~ EJer;nent
tl
(I
I
I
I~
I
·
_'lllnr'lerseal
)\
:1
(I
~ 1CW-FX
II'
,,
,I lCW-FLG
·1
I
I
I
:1 --
t1 13:9 Je 75
1.
)1 2CW-CS
11 >75 to <127
!1
I
11 ,
I
j[ 2NC-GS
I'I,
l
I:
Ii
,
'I
I arra'l,9ement
1
·~ ~
j_
I
1
3CW-BB
j.
'
f
I
Ai'
I
~
~ water
I
·1 propar.e
·l cy..,.,c P 'll'!se
_ __J) accord,r.g to
~ NaOH
l1.1..1 <~nprox­
) oil ccld
' Arrangement
~
II
I
j;
I
I
II
I
J static and
_
F,fuid
I
11 Dynamlc
I
3CW-f B c
:---- - - - ,
I
-- '
l\ and
,.
'j
I
I
'Procedurc
~
'/
f:
- - +l. ''lmner
- se:al
--11i
'L2CW CVV:;
lI
I
Scope
~
1
I
~
1
;1
tl
I
r
I
~
- -- -
I
!
'mately 100 n
I
' oll hct
3CW-!FF
I
31'/C-Bß C, "
CarbonJSSiC
A
C arboniRSSiC
Rolary
1 3NC-FB
9
I
8
SSIC/SSiC
stal ionary
I"
RBSiCIRBSiC
"'
3NC-FFe
--~r---~-----r.:---­
Water. oil
--2cw-csd
or diese'
I
2
50 to 75
3
100 tc 127
2NC-CS d
Only
Dynamic and
stat1c phase
cnnt ainment
according to
seal
1.4.5 approlC'
200 h
I
1
and
I
r.il rogen,
steam, or
propar.e
I to
according
Table 1.3
3NC-Bsc e
,___
Variable bar-
-
rief gas
3NC-FB e
r---
Arrangement
3NC-FF"
pressure
aecordlng to
1.4.6 approx.
Nitrogen
1h
A test seal cart:idga is specrfied by the parameters in this column and the representative materials and geometry of its core seal
a
component&. ln dual seals comb!nations of facematerial pairs. types and fiexibie element positions are possible.
Fora spec1fic se!Vice, a seal vendor's commercial procuc~ cniy needs to be tesled in the reprcsentative te:lt lluid.
c
Default.
d
2CW-CS and 2NC·CS shall be tested as inner seal, arrangement and containment seal in accordance w il h 1.4. 1 ar;d 1.4.5.
e
3NC-BB 3NC-FB, and 3NC-Fr::' sllall bs tesied as arrangement in accordance with L4 1 and l.t..6.
Commercielly availabie petroleum based diesel llrel.
234
API STANDARD 682
1.2 Hierarchy and Attributes of Sealing Systems
The specification and selection of a sealing system is not possible without an understanding of the terminology, attributes and hierarchy used to describe it. Although tflere are many variations and much overlapping within the industry, t his standard has adopted the le rms and definitions of Section 3 to describe the
attrlbutes of a sealing system. ln addition, the hierarchy o f a typlcal sealing system ls illustrated below. The
numbers prior to each attribute indic ate the Ievei within the hierarchy.
The references shown below are for general reference only and arenot an all-inclusive index.
1. Seal cartridge
2. Core seal components
3. Seal ring assembly
4. Seal ring shape (see 6. 1.5)
4. Seal ring material (see 6.1 .6 .2.2)
4. Seal ring drive mechanism(s)
4 . Secondary seal material and hardness (see 6. 1.6.5)
4. Spring(s)
5. Single spring
5. Multiple springs
5 . Metal bellows
4. Springforce control mechanism
3. Mating ring assembly
4. Mating ring shape (see 6. 1.4)
4. Mating ring material and hardness (see 6.1 .6.2.2)
4 . Mating ring drive mechanism(s) (see 6.1.4.1)
4 . Secondary seal material (see 6. 1.6.5)
2. Adaptivehardware
3. Sleeve (see 6.1.3)
4. Sieave drive mechanism
5. Drive collar (see 6.1 .1.4)
5. Setscrews (see tU.3.12)
5. Alternative drive mechanisms
3 . Glarild plate (see 6.1.2)
4. Connection orientation {see Table 2)
4 . F lush ~eometry
5. Single point flush
5. Distributed flush
3. Positive circulation dev ice
4 . None
4. lniernal
4. Extemal pump
4. ·Exte~'lal flush
2. Seal category (see 4.1.2)
3. C ategory ~
3. Category 2
.3 .•Category -3
2.. ,Sea] type (see 4. 1.3)
3. Type A
3. Type .B
3. T ype c
2. 'S:elil configuration (see Figure 1)
_3 Seal ammgsment (s.ee 4.1.4)
4. Arrar.yemen't 1 {see T~)
4. Arrang.ement 2 (see 7.2')
4. Arrangemenr 3 (see-7.3)
PUM!"S-SH.t,!'T SEALING Sv::;Tt;MS i'OR CENTRifUGAL ANO RO"I ARY PUMPS
235
3. Ro.Lating component {see 6. 1.1 .2, 6.U .3, 6.1 .1.5)
4 . Seal ring rotates
4. Mating ring r.otates
3. Sealing interface (see 4.1 .4)
4. Conlacting wet
4. Contacting dry
4. Noncontacting wet
.d., .f\lnnr.nntru-.tioq,ruy,
3 . Seal ring orientation (see rFigure 11 and 4.1.5)
4 Single: seal:.not .G~,p3licabJe
4 . P ual seal:rback-lto! oack
4.lflual seal: Jace-to-face
4. Dua'l seal: face-t(llliJ;ack
3. Containment .device
4. 'F1ixed 'bushing (see 7.1.2 1)
4. Floating car.bon bushing (see 7.1.2.1)
4. Segmentcd, 11oating catoon bushing (sec 7.1.2. rJ)
4. Containmerlt seal (see 7.2.4, 7.2.5)
1. Seal .chamber {see 6, ,1.2)
2. Tra'ditional
2 . ExternaJiy rm.ounted
2. lnternally mounted
1. Acce:ssories {see Section 8)
2. fnterconnectiing piping for seal auxi:liary ·s ystems (see 8.2}
2. Seal auxiliary system (see 8.3)
3. Sea'l auxiliary system components
1.3 Scope ofTest
1.3.1
Qualification tests shall be conducted using the core seal components. adaptive hardware, seal
types, and seal configurations as proposed for commercially avallable seals. For dual seals, qualification
testing shall be done using an intemal circu!ation device only and this test w ith the internal circulation device shall serve as qualification for externi'll circulation devices.
1.3.2
Commercially available products shall be tested by configuration and in accordance with 1.3.6 ,
13.7, 1.3.8, and 1.3.9. However, the following attributes, features or components shall not be considered as
part of the test:
a) throttle bushings (whether fixed, floating, or multiple):
b} dynamic secondary seal material except for durometer, see 6. 1.6.5 and 1.3.9. See Annex 8 for tutorial
discusslon of elastomer properties;
c) static secondary seal material.
1.3.3
Seal types are qualified only for the configuration used during that test; however, a configuration
may have m ixed seal types. T he requirements for qualification may be transferred among combinations of
seal lypes and configurations thRt share the same adaptive hardware providcd each sea! type has been
tested in that configuration.
NOTE As an example. if configuration 3CW-BB has been qualified in propane using TypeAseals as both the inner
and outer seal and a similar 3CW-BB has aiso been qualified in propane using Type B seals as both the inner and
outer seal then those seal types may be mixed in !hat configuration (3CW-BB) rar light hydrocart>an services. Tfrat is,
the configural1on is also qualified with TypeAas the inner seal and Type B as the outer seal as weil as Type 8 as the
inner seal and Type A as thc out e1· seal. For purposes of transferring qualification, dry-running Containmentseals may
be considered to ba a seal type.
API STI'.NDARD 582
236
1.3.4
Core seal companents are qualified anly for the adaptive hardware and configuralion used during
that test.
NOTE Adaptive hardware of the commercially available product should be essentially identical to the qualified seal
in tarms of functionality and Jnternal geometry. However, the manufacturer's commercially available product may
daviate from the lest design to fit lnto a specific seal chamber or to realize enhanced performance. The manufacturer
should be able to ad equately dernonstrafe l he enhanced performance of a modif1ed design.
1.3.5
The requirements to become a qualified seal may be transferre d across categories for commerc ial
products that share tt1e following features and attributes:
a) core se al components;
b) adaptive hardware;
c)
seal type;
d) configuration.
Category 3 qualification may be transferred to Category 2 or Category 1. Category 2 qualification may be
transfe rred to Category 1.
NOTE This potentially reduces the number of tests and providcs incentives for reducing inventory of spare parts:
hovvever, Calegory 3 seals can be qualified only throu gh specific testing.
1.3.6
Ta be qualified for use in a particular pumped fluid and Service condition. a manufacturer's commercial product s hall be successfully tested using the appropriate qualification fest fluid as given in Table 1.2. A qualified seal, for the service repre~ented by the quaiification test fl u id, requires the producl s hall
meet all !he criteria of 10. 3.2.3.
NOTE 1 A seal manufacturer's commercial product need be tested only in the representalive qualificalion lest fluid
to its reqlilired service. II is 1110t necessary l o lest a commercial product in all qualification l est fi Liids.
NOTE 2 The qualification test fluids were selected to model the behav,ior of lh e fluids des·c ribed in the
re commended seal selection procedure (Annex A). The properties of the qualiliication 1est fluids aro 'representative of
the proper;ties ofthe pumped fluid and service conditi. ons (for example, viscosily, corrosivenes.s, crystallization, v apor
p ressure, hydrocarbon, or 1monhydrocarbon). The qualification test flu ids selected were considcred to be readily
av.ailabJe and safe for testing in a laborat01y environment.
1.3.7
The nominal balance diameters of Lhe seals tobe tesil ed .shall be .as to11ows:
for Category 1 seals tlhe :n ominal ba(ance diameter shall be 38 mm to 75 m m (1.S 1in. to 3 in.) and
larger than 75 mm to 127 mrn (3 in. t o 5 in.);
for Category 2 and 3 seals the nominal balance diarneter sha'IJlbe 50 rnm to 75 m m {2 in. to 3 in.) an d
100 m m to 127mm (4 in. to 5 in.);
for sea1s ou tside the scope of this slandard, .additiornal qualification testing should be considered.
NOlrE Many seal a~plicatimns ar\e cove~ed by tthis standard T he testing of these sizes is oonsidered represenlative
of ·t he nmge of sizes idcntified. The perforrmance of siz.es between tfne test sizes is consldered to be similar t o the lest
sizes_
PUMP:ö-sHAFT SEA!.IN~ SYSTEMS FOR CENTRIFUGAI. ANO ROTARY PUMPS
237
Tab~e 1.2-Quallficati.on T·est 'FJruid and Pumped Fluäd Selection Chart
Oua'l1fication Test Fluid
Pumped Fluid and Service
Conditions
Water
Propane
NaOH (20 %)
Mineral Oil
Nonhydrocarbons
~
1---'-~_a_t_er_ _ _
1
_ _ _ ___
SGurwater
_lr-_·nesf#1 IL._ ·--\-1-tl- - -- - -"+'- - - - -+rl
ifesi'#1
I
__:_Lt-----~t-----:-l
Caustrc
I·
11-_ _A_e-_ld_ _ _ _ _ _ _ _ _ __ ,J --:J est;.'fill
'IiI
+~s1 #_3_-t~- --...l;JI
_L ____...._
'· -----'-1'
N;unftas:tilng ll:lydro.o.arboll.S
I
-~o Ge Jo <- 5 'C
I
;I Test#2 I
J-~0 °F to <?.J "'1=)
I
I
1-·- -·---- - - -------- 6 ·c to ..:: 176 uc
(2:1 °F ro <348.8
·n
175 ·c to <260l qc
I
~!
ij
l
I
--
I
~
I
,_p;!l.ß ,3 ~f ·to <500 "'tF)
I
-- - l
ifesUt4
I
Tast#5
..
260 uc to 400 •c
(500 •f to 7 50 "F)
Test#S
I
f .lashiog hy:drocaribons
-40 "C to <- 5 flc
I
Test#2
(-40 "F to <23 °F)
s ·c to <176 oc
Test#2
(23 °F to <348.8 •F)
176
to <260
(34s.s·F to <500 °F)
·c
oc
Test#5
260 •c to 400 oc
(500 °F to 750 "F)
Test#S
The lemperalure rang es reler to the temperature ranges in Annex /\ Sheels 4 and 5. The lest numbers
refer to the lest numbers deflned by Table 1.3.
NOTE
1.3.8
After one face material pair (a specific combrnation of seal ring material and mating ring material
including vendor, grade, surface finish and profile) has been successfully qualified according to 1.3, additional face material pairs may be qualified for the same service represented by the qualification test fluid
used in that lest as follows.
Using the same seal ring material as tesled in 1.3.8 , additional mating ring materials (vendor, grade.
surface finish, and profife) may be qualified for use with that same seaf ring material by testing only the
larger test size for that category in the qualification test fluid.
Using the same mating ring material as tested in 1.3.8, additional seal ring materials (vendor, grade,
suliace finish, and profile) may be may be qualified for use with !hat same mating ring material by
testrng only the larger test size forthat category in the represantative qualification testfluid
NOTE
This reduces the number of tests and promotes testing of additional face materials.
API STANDARD 682
238
1.3.9
After one secondary seal elastomer material {vendor, grade, and durometer) has been successfully qualified according to 1.3, additional secondary saal e lastomeric materials are qualified for the same
service representad by the qualification testfluid used in that test as fo llows:
shall comply with 6.1.6.5;
shall be the same nominal durometer hardness as used during previous qualification testing w ithin
15 points.
NOTE
This increases the number of approved secondary seal elastomeric materials without additional testing.
1.3.10
Each qualification lest for each qualification test fluid shall consist of the three following phases
(see Figure 1.1 to Figura 1.5):
the dynamic phase shall be tested at constant temperature, pressure, and speed (base point);
the static phase shall be tested at 0 r/min using the same tamperature and pressure as tha dynamic
phase;
the cyclic phase shall be tasted at varying tamperatures ar.d pressures, including start-ups and shutdowns. For flashing hydrocarbons, the cyclic l est phase shall include excursions into vapor and back
to liquid (flash and recovery).
NOTE These phases vvere selected to qualify the sealtype for the Operating ranges (temperatures and pressures)
defined for the pumped fluid and process conditions shown in Table 1.2. Figure 1.1 to Figure 1.5 show a graphical
represe ntation of the lest operating parameters for all three phases and each qualification lest fluid. The lest phases
were selected to model actual pump operating conditions such as normal running. upset, standby, and
start-up/s hutdown.
1.3. 11
For A rrangement 1 seals, demonstrate the performance of lhe seal in accordance w ith 1.4.
1.3.12
F or ~rangemant 2 seals using liquid buffer fluids (2CW-CW):
demonstrate tne performance of the inner seal without tl'le outer sea~ and i ihc bt.!lfifer fluid in accordance
with 1.4;
demo.rnstratte tt1e performance of fhe arrangement with ttle out er seal and ~he bufifer fluid in accordance
w ith 1.4.
1.3. 13 For Arrangement 2 seals using a containment seal. w ith .Qlr without a buUer gas purge (2CW-C S,
2 NC-CS) during norma l service.
a)
For arrangements using contacting inner seals (2CW-CS) only, demonstrate the performance of the
inner seal without the o uter seal in accordance with 1.4. Tests rnumbered 1, 2, 3, and 4 in Table 1.3 are
to be oonclucted with0ut a gas purge for this phase of testing; ~est number 5 stn:aJI be condUJcted w ith a
gas purge.
b ) Dernonstrata tlile perfon nance of the arrangement w ifh the inner seal and o uter seal in a ccordance
with 1 .4. T Elsts lill!Jmbered 1, 2, 3, and 4 in Table L3 ar:e to be •conducted w ithout a gas purga for lhis
phase of testing; test number 5 slnall be condueted w ith a gas rpurge.
c)
After eomJ.1Ietion of ltem b), demonstra~e the performafi)ce of the containment seal in accordance witlil
1.4.5
NOTE
~est oumber 5 is for hGt se.rvices for which a gHs pu.r.ge/qwench is treque.ntly ·used.
PUMPS- 5e-iAFT SEALING S YSTEMS FOR C lONTRIFUGAL ANO R OTARY PUMPS
1.3.14
1.3.14.1
239
For Arrangement 3 seals using liquid barrier fluids:
For configuration 3CW-FB only:
a) demonstrate .thc p_erformance · 0f t h.e inner .seal without tlle outer eea: ar~d the .barrier .fluid in
a'ccoräance with 1.4;
b) demanstrate the pettormar1ce '6t tbe arrange~"ffent wdh the cmter seal a-•'ld tkle ba,r.r(er ;nuid ,in
accordanc e with 1.4.
1.3.~4.2
Forcomfigurations 3CW- FF , 3CW-BB only:
a) dernonstratc the performance of tMe arrangement with 'the o.uter seal and thc barrier fluid in
accordance with 1.4:
b') der;uonstra.te ti1e performance of the arrangement with tl'ile outer sea~ and the bm rier fluid im
accoroance w1~n (.4 .r.
NOTE Airrangemenü 3 seals are Iiested ·to slmwlate an unusual combinatlon of pump o perating conditiolilS or -an upset
onfailure condition thal. can realistica!ly occur dwring operati0n.
Drtferent con1igurations can offer varying oparational lbenefits. Til'le FB configuration has a greater toleran.ce to
operation vMh a lass •OFib arrier liquid or pressure but may h.ave a limited perfomnance wlth higher pressure differentials
across the inner seal than FF or B'B configurations. The FF and SB con~igurations, however, have greater poter1lial to
manage an unusual range of charnber conciitions wh 1ch produce h1gh 1lnner seal pressure difterentials 1but are less
tolerant to a lass of banier liquid and pre.ssure. i he qualification tests 1have been devised to recognize ·~he different
configuration benefits.
There are two potential conditions which could occur.
Condition 1 Lass of barrier fluid and pressure is simulated by 1.3.14.1 a). This test is app lied to the FB configuration
bul not to the 88 or FF orientation which are less tolerant to th1s condition. The qualification test plan for 88 and FF
configurations in 1.4.7 includes a much shorter dyna mic pe1iod of barrier fluid pressure loss but with an extended slatic
check to ensure containment is still maintained.
Condition 2 Loss of pump pressure is simulated by 1.4.4 b) and 1.4.7 a). This condition simulates operation of the
pump when there are pump suction upsets or wide swings in suction pressure. lt would also simulate operation of the
pump when fne barrier ftuid is fully pressurized prior to pressurizing tha pump. The Iongertest in l.4.7a applies onty to
FF and BB configurations to lest thelr greater tolerance to th!s condition whereas FB configurations are tested for the
shorter period in lhe cyclic phase of 1.4.4.
1.3.15
For Arrangement 3 seals using a gas b arrier (3NC-BB, 3NC-FF, 3NC-·FB):
a) the barrier gas used during qualification testing shall be nitrogen;
b) demonstrate the performance of the arrangement in accordance with 1.4;
c) demonstrate lhe performance of the arrangement at variable barrier-gas pressures in accordance with
1.4.6.
1.4 Test Procedure
1.4.1
The test sequence shall be in accordance with 1.4.2 to 1.4.1 2 and as shown in Figure 1.6. The test
shall consist of dynamic, static, and cyclic pllases. The three test phases shall bc run consecutively,
without disassembly of the seal.
API STANDAAD682
240
1.4.2 The dynamic phase of the qualification testshall be operated continuously for a minimum of 100 h
at 3600 r/min under the base-point conditions, as specified in Table 1.3.
The static phase of the qualification lest shall run for a minimum of 4 h at 0 r/min (shutdown) under
the base-point conditions, as specified in Table 1.3. No rotation ofthe shaft is allowed during the static test.
1.4.3
1.4.4
The cyclic phase of the qualification test sha ll be at the temperatures and pressures specified in
Table 1.3 and performedas follows:
a)
operate the seal at base-point pressure and temperature conditions and at 3600 r/min until equilibrium
has been established;
b ) drop the pressure to cause all fluid in the seal chamber to vaporize or drop to a gauge pressure of
0 MPa (0 bar) (0 psi) for nonfieshing flulds. Reestablish base pressure;
c)
drop the fluid temperature in the seal charnber to the minimum cyclic test temperdture specified in
Table 1.3. Reestablish base-point conditions;
d) raise the fluid temperature in the seal chamber to the maximum cyclic test temperature specified in
Table 1.3. Reestablish the base-point conditions. For the mineral oil tests, after the base condition is
reached, raise lhe fluid pressure in the seal chamber to the maximum cycllc test pressure specified in
Table 1.3. Reestablish the base-point conditions;
e)
turn off the seal flush for 1 min, if applicable;
f)
shut down the test (0 r/min) for at least 10 min;
g) establish base-point conditions and operate at 3600 r/min;
h) repeat Steps b) to g ), three additional times;
i)
repeat Steps b) to e);
j)
reestabHsh Rush and allow test seal to reach equilibrium conditions (inoluding emisslons for nydrocarbons) at the base point; and
k)
shut dow n 't he test (0 1r/min). M aintain base-point conditions for at least 10 m in.
l.4.5
ll1n add~tion to the requirements of L3.1 3, Ar~ange ment 2 dry-running containment sea'ls shall be
tested, without disassembly , witt1 the inner seal at the base-p()int conditions, as foJiows (see Figure 1.7).
a) Conlinuously operate a gas-pressured phase at 3600 r/min in the buffer gas listed 1in Table 1.3 at a
gauge pressure ·Of 0 :07 M Pa (0.7 bar) (1 0 psi) and a s upply temperature within the range of the cyclic
tefl\perat\ilre rrange listed \n labte 1.3. For \ests numbers 2 ano 5 in Table \.3, the dura\ion of this phase
shall be one hul1ldreet thours (100 h). For Jests n umbers 1, 3. ·and 4 in ifable 1.3, lhe duration of tnis
phase shafl be twenty-four hours (24 h) prov!ded rtme •C0ntainmenl seal design ar:~d m aterials have
beem previously qualified in l est rnurn'bers 2 ; otherwise, the 'duration slilall be one hundred hours
.(100h}.
NOTE
Trests 1, 2. 3, and 4 are .at lmoderate temperatures and the contaimrnenl seal l%1ffer gas is r:1 itrogen.
b) On cornpletion of lterm a }, pressurize the se<:~l w ith ni trogen or air and test according to lthe air test
procedure of 10.3.5. Tihe pressurA decay may exceed the reqwirements of rt0.3.5 llut shalt be rec0rded
every minute, and no rotation of the shaft is. permitted during t~ris l est.
PUMPS- SHAF r SEALING SYSTEMS FOil CENTRIFU(iAL ANO RCTARY PUMPS
241
TaiJLe. l.l-SeaLQualification hT:est"'ßarame.ter.s
.r-------------------------------------------------------------------------------nl
l
r----~~arriei'1Buftcr
'I
_ _
_
1Q~alfftcation Test
_QwHif ication r*fSt Cm,nßiti<lllllS
f
:Ba:m Point
I
1'I
IJ .F.Iuids foriUw!J Saals i
Qu-,;Hiflcat ao.n Ii1
!
Llqu i d
I
I
i'Ga_s
I
·mys:t::Wwate:r Nilrogen
ljl Tamperature bl
'Rressu.:e 11
ri-P.-rc_s.".~,-u__re_ a1-----.-- ---+- __
_
Die.sel
.2 Propame
0 .4 ' 58
I
1-
11
I
:Absolute
1
. MPa (.osi)(
1 Water
'J
.Jiß'.Jffer:
1 .8
26'1
I
I
•c
I
86 '
("F}
I MPa J ·(psi)
176 I 0 . 11o
o.4' 15 to 50
I
Temperature b
l
·c
("F}
20 to 1lO :
·ö8 to
176
30
I
Bar.nier:
nitrogen
13,20 % NaOJ-1 G lyool/water ' N itrogen
0.8
116
20
Diesel d
Nitrogen
0.8
116
20
Mineral o il
Steam or
nitrogen
0.8
116
260
-5 ·c
(23 "F) to
<176 ·c
(348.8 °F)
applications
5 Mineral e il
176 ·c
(348.8 •F)
to 400 'C
500
Type A,
Category 2. 3
0.1 to 3.5 15 to 508
(750 •F)
applications
All others
0.1 to 1.7 15 to 246
N01E
a
The test r.umbers are definad by Table 1.3 and are referem;ed by Tabl~ 12.
Pressure tolerance ran~e ±2 %_
0
Tamperature toler<nce range is :2 5 'C (4.5 •F).
c
Cyclic pressue range for Categ ory 1 seal and single-ply meta! beiiOIIr.'S seals in Categories 1. 2, Ol n c' 3.
d
Cc:nrnerclally availaole petroJeum-based diesei fuel.
~
. ...:.
I
I
propane
1
4 Mineral oil
1
I -~.bsolute 'I
\
~
Cyclic Raf!ges
:nyrramic.ani::l1ltattc
1
11
TasUNumber :1
.am:HF.Iuiä .I
1
150 to 260 302 to 500
242
c}
API STANDARD 682
On completion of lte m b), fill the containment seal chamber area with lhe buffer liquid lis1ed in Table 1.3
at a temperature within the range of the cyclic temperature range listed in Table 1.3 and pressurize to a
gauge pressure of 0.28 MPa (2 .8 bar) (40 psi). Restart, maintain pressure, and ope rate at 3600 r/min.
Record the leakage rate. For tests numbers 2 and 5 in Table 1.3, the duration of this phase shall be
100 tt For tests numbers 1, 3. a nd 4 in Table 1.3, the duration of this phase shali be 24 h provided the
containment seal design and m~terials have been prev iously qualified in test number 2; otherwise, the
duration shall be 1 00 h.
d) On completion of ltern c), test t he seal statically in with the buffer liquid listed in Table 1.3 for at least
4 h at 0 r/min (shutdown) at a gauge pressu re of 1.7 M Pa (1 7 bar) (246 psi); no rotation of the shaft is
permitted during the static tesl, and the leakage rateshall be reported.
NOTE 1 Subsection 1.4.5 a) ofthis test is considered tobe normal operation, the remainder of the test is considered
to be upset condition.
NOTE 2 During the qualification lest of the Arrangement 2 seal, the containment seal runs at a low pressure and in
the vapor or liquid leaked by the inner seal. The gauge p ressure of 0.28 MPa (2.8 bar) (40 psi) is rcfere nced to a n
assumed rnaximum flare headEJr pressure.
1.4.6
For Arrangement 3 seals using a gas barrier, the performance of the arrangement at variable barrier-gas pressure s hall be demonstrated as follows (see Figure 1.8):
a) hold the barrier gas pressure at a gauge pressure of zero for at least 1 h (this is a static test);
b)
restore barrier gas pressure, restart, and run until equilibrium is established; record a ny process
leakage as weil as barrier gas consumption;
c) while the seal is running, isolate the barrier gas supply immediately adjacent to the seal for a 1-min
period;
NOifE
The purpose of this 1s to simulate field conditions ot varying buffer gas supply.
d) rest•0re barr,ier gas pressure, run until equilibrium is established, and record arny process leakage as
weil -as barrler-fluid consumption:
e ) shut down the seal (0 r/mln). Wilh the gas control panel blockeCJI in, maintain base-pofnt conditions f or
the process (inner) seai tor 10 min and record any pressure rtise in ·~hJe barrier system.
'NOTE 1lhis sectio n oontinues .t he testing oftlile Arrangement 3 gas~pressurized seals after 1.4.4. 111 provides .a test of
the ability to survive upsets and startup problems.
1.4.7
For Arrangement 3 seal configurations 3CW-FF, 3 CW-BB using a liquid barrier, in add1tio n to the
requirements of 1.4, the performance o f the arrangement at variable tbarr,i er liquid pressure shaJI be
demnonsk<}\ed a~ follows:
a) test for 100 h with the barrier fluid pressure 'liligt1er .t han the base point pressure {see 8.3.6.1.1·0) but
with no fl.uid and no prcssur.e in the seal chambE:>r. This is a steady slate .test;
b) while the seal is running, flood the seal chamber wlth lest 1fluid at base polnt conditions;
c) .allow seals to rec:~ch equilibrium condltions;
d) reduce bamier flwid pressure to zem and ~ontinue operati0n for one m inute witlil full 'b ase point
pressure reversal o n inner seal and zero pr-essU!re on outer seal;
PIJMPS-SHAFT SEALING SYSTEMS FOR CENTRII'UG,\ L ANO ROTARY PUMPS
243
e) repressurize test fluid .to base poirilt condit ions and allow seals to reach equilibrium;
f)
stop rotation;
g) depressurize and d rain the barrier fluid. Allow the inner seal to statically seal full base polnt pressure
for 4 h .
.1.-4:-9 T lle temperature a nd pr.essme m easurementsccnc valuesitaken to be' Fepresc ntative uf'the maj-ority of lhe seal chamber VGIIume of fluid.
•:~lOTE
1ifhe seal chamber,fluid temperature that is Jmeasured is •rn averag·e betw!!en1inle: and outlet ternperatur!ls.
Leakage concentration of volatile organic compoLJmd (VOC) qualification lest fluids sha\1 bB
measured with an or:ganLc vapor analyzer 1bas.ed on A ppendix A of 'fitle-40, 'Part 60 of ·tlle U.S. Code of
Federal Regdletions, or Rquiva/ent ifhe results of 'tl1e measureme nts stra/1 be recorccted at the points
V4.i1 0
sh0wn in Figure 1.6, Fig ure 1.7, and F1fgure ll.8 .as .a minimUJm lrequirememt.
NOTE Slte measurements of VOC emissions are undert:aken using BPA Method 2 1, which is a manual mathod
intended to identify suur~s giving ;r\sc to ~m issions Gf :more fhan 1000 ;Ppm. ll"he meesurernents descrih:ed in lA 10
are intended to predict t he orn-site 1
results using EPA M ethod .21 from the q ualificatioJ;~ test results.
1.4.11
Instrumentation used to measure leakage concentration of VOCs shall be capable of iaentifying:
a ) the max.imum emission concentration trom the seal at the most likely le ak point. T he instrumentshall
sample at a m aximum of 1 cm from the maximum emission source:
b) the local ambient VOC concentration within a 1 m to 2m radius from thc probable source of a leak.
This may involve a 360" sweep of the installation.
NOTE The requirements of 1.4.1 1 are essentially the same as EPA Method 21: however, EPA Method 21 is a
manual method for measuring leakage concentration whereas qualification testing rnay involve seal lest rigs and
automated data acquisition.
All gauge ranges shafl preferably be selected so that the normal operating point is at the middle of
the gauge's range.
1.4.12
1.4.13
1.4.14
Instruments and methods of measurement shall be in accordance with ASME PTC 8.2.
Seal-face w ear shall be computed based on the average change in !ength of the faces as measured before and after testing. Measurements shall be taken at four places approximately equally spaced
around the circumference of the seal faces.
API STANOA~D 682
244
y
0.5
lj
---------1"'
0.4
2/
I
I/
I
0.3
I
3
I
I
I
I
I
I
I
I
0.2
0.1
_,..- ~
I
0
V
/
I
20
0
40
60
4
80
V
5
I
I
I
100
120
I
140
160
X
K ey
oc
X
temperature,
Y
absolute p reSSU(e , MPa
1
base-point conditions
2
tempera\ure C.'Jide
3
4
!liquid p'hase
5
vapor phase
p.ressure cycle
Figure 1.1- Water ~est lParanneters
PUMPS-5.iAFr S~.L1NG SYGTEWS r OR CEHTRrrUGAL ;.No R OTAAY PU>APS
245
y
2.5 ,~------~------~-------T------~r-------~----~
2
0
0
2D
8D
X
Key
X
temperature, •c
Y
absolute pressure, MPa
1
base-point conditions
2
pressure cycfe
3
liqutd phase
4
vaporphase
Figure 1.2-Propane Test Parameters
API STANDARD 6!l2
246
y
1
../1 __________________ ..
0.9
0.8
'
I
I
I
I
I
I
0.7
0.6
0.5
1
I
1~ 3
I
I
I
0.4
0.3
I
I
I
I
0.2
0.1
I
0
0
I I
I
I
I I
I
J
10
20
I I J
I
30
I
I J I
40
50
I
60
I
70
80
90
100
X
Key
X
temperature, "C
r
absolute pressure, MPa
2
1lemperature cycle
3
pressure cycle
basA-polnt oonditions
F1lgure L3-Caustlc <(NaOH) Test Parameters
247
PUMPs- -SHAFT SEAL.ING SYSTCMS l"OR C E:NTRirUGAl AND R OTARY PUMI'S
y
4
3.5
3
t
I
~
.,
,.j
~
I
I
~
=
'
t~
\ --,1
;I
2.5 t~
2 l~
~~~
')
!
·~
t
1.5 ......
~f
I
c
1]
.~
1 ~~
I
~
J
,,
'~I·
I
I
I
I
I
I
II
~
I /" ~
,.;1
I
\
'I
I
i
I
J
I I
I
':.2
I
'\
1.
·~ I
I
~
I
I
I
~
~
'l
I
.
I
,
!
~
I
~
1
II
, .
•
1
I
!~
0
I
I
·
-·-' --1...--~-'--~~ --~---1~
I
Jl
I
I
I
I
!-
,:=
l/3
I
:;; I II II
rn
10
0
I
I
I
t1 ~I I \'I i IL 111 l ~ 1 UUl l _Lj ,t I 11 '1 11 'I 11 n !I d
20
30
40
_5 0
SQ
70
I
' 1 111 II I : ~ 11
9Il
r ~
10 0
X
Kay
oc
X
temperature.
y
absolute pressure, MPa
1
base-point condilions
2
temperature cycle
3
pressure cycle
Iimit of pressure cycle f or Category 1 seals and single ply metal bellows seals in Categories 1, 2, and 3
Figure 1.4-Mineral Oll Test Parameters for Appllcations Between - 5 oc and 176 "C
(23 oF and 348.8 °F)
248
API STA\IDARD68 2
y
4
3.5
3
2.5
2
~
~
~---
~
~
~
3'
r=
~
0.5
0
N
I
I
I
I
I
I
~
~
1
2
f-
1.5
T
-
-~
I
\
j
=
=
~
·~------ - ----- ----~
~
I
I
~
~I I I I
100
f\:
I I I I
125
150
I I I I
175
I I I I
I I I I
200
I I I I
225
,rp,'
250
I
275
I I I
300
X
Key
X
temperature, "C
Y
absolute pressure, MPa
1
base-point condilions
2
temperature cycle
3
pressure cycie
Figure 1.5-Mineral Oil Test Parameters for Applications Between 176 "C and 400 "C
(348.8 "F and 750 °F)
1
y
3
2
"Tl
.a·
c::
...
3600
Cl
0
"0
c
(!)
k
~
X
1 mn
1 inin
(D
~
~10 min
~
Ql
~
~
1
"
~1 0 mln
.. I
I....
~10 mln j
I
-l
~
Ol
;;
:!1
(/)
m
>
L:
z
GJ
(/)
c::
~
;g.
m
~
-;
."
~
(")
~
c
ßl'
(1)
§5
~
Key
~
~
~!:!:
Ci
;;.I
~
...
a"
0
(!)
0.
c:
;
X
time
v
speed, i'lrnin
dynamlc test phase
2
stalle lest phase
~
r
?i
0
;u
0
~
;.,)
-<
c
LJ
cyclic test phase
3
* indicates l lie timing that measurements are to be taken and recorded on the qualificatian lest results from Figure 1.9
NOTE
t
'"
Tht: poinls a, b, c, d, e, f, g, j , and k relate to the steps in 1.4.4.
!'.)
....
w
API STAII:OAR0 682
250
1
y
2
I
•
I
I
I
c1
a2
~I
\
I
.l
A
c2
1\
1/
b
..L
A
I
d
..L ..L
.,
bO b1 b2 b3 b4 bS
~100 h
I
c
iJ
3600 -
0
I
...
2
1
5 ruin
I
t-100 h
L 'j
X
h
Key
X
time
Y
spced, r/min
1
2
dynamic test phase
sta!Jc test pnase
NOT=: 1
Test c~'Cie refers to 1.4 5.
NOTF. ?
..a.sterisks {* ) indicate l~a ~ming and dala-point designations for measL.re'\'\E!nls tha: are taken in aCCOfdance w :th 1.4.5
and Figure 1.10
B
A gauge pressure of 0.07 MPa (0.7 bar) (1 0 psij of the buffer gas l;s:cd w Taolc 1.3.
b
A gauge pressure of 0.17 MPa (1 .7 bar) (2.5 psi) nilragen
c
A gauge pressure of 0.28 MPa (2. 8 bar) (40 psi) of the buffer liquid listed in Tab e 1.3.
d
A gauge pressure of 1.7 MPa (17 bar) (250 psi) of the buffer liquid listed in Table 1.3.
Flgure 1.7-seal Manufacturer Qualification Test Procedure for Containment Seals
251
PUMP5-5HAFT SEAUNG SYSTEMS FCR CENTRIFUGAL !..ND ROTA;;.V P UMPS
t
3600 f-
V
d
[
b1
I
I
I
I
I
I
oo
b
c1
d1
\
a
e
Te1
a2
a1
1 mio
1h
\
2
\
I
e2
-X
10 min
2
Key
X time
y speed, r/min
1
commences at end poinl of Figure 1.6
2
equilibriu m
a
Barrier at a g;)uge pressure of 0 MPa (0 bar) (0 osi), inner seal at basc po:nt lest pressure.
b
Bamer at normal barrier gas pressu-e, inner seal at base point test pressure.
d
Bcmier at normal oarrier gas pressure, inner seal at base pointlast pressure.
e
Barrlr:~r blocl<·ed in , i nner saal a: b asA point tcsl pressure.
lsolate barrier pressure from supply pressure. inner seal at b ase point test pressure.
NOTE 1
Test cy::le refers to 1.4.6.
NOTE 2
An :asterisk (*} ind1ca!.e~ the tirming and da!a-point designm~ons for measuremenls l h3t are tal<.en in ao:::ordance 'illith.
1.4.6 and 1.10.
IFigu·r e 1.8-SeaJ Man ufacturer Qualiflication Test Procedure for Gas Bar rier Seals
API S TIIN!JARO 662
Mechanical Seal Qualification Test Form
Date: _ _ __
1CW. 2CW-CW, 3CW-F8, 3CW-FF and 3CW-BB
Revision:
c ____
Seal type/model
ES._ __
Stationary face._ _ _ __ _ _ __ _ _ _ __ _
Metal hardware_ _ _ _ _ _ _ _ _ __ _ _ __
~~·-----------------------
l l code
rbon {water, caustic, acid)
: runout
! 19)
>oint temperature •c rF)
lapor pressure
Durometer_ ________________________ _
Piping Plan
Shaft speed
Nonfieshing hydrocarbon
Flash1ng hydrocarbon
Seal chamber face
Seal chamber concentricity
(Figure 12)
runout (Figura 14)
___/___
Base-point pressure MPa (bar) (psi)
Solids
.........
LL
0
!
I
I--.
' LL
o
I
~ -
:~
"C~
ci.
·U
::l o
tl,) l.L.
~ö:z
-..
e .-..
.t: (J
~
-z
U..-
~ Du al Seals
Particle size
'--
Q)
•
· - Cl.
l:: E
~ Q)
-u..
~
c.
E
:I
1/1
c:
0
~
Q)
0::
.c.
0
0 ::>
~ c: ;;:-
c.. ·- -""
- - -f -
hanical Seal Quallficatlon Test Form (1CW, 2CW-cW, 3CW-FB, 3CW-FF, and JCW-88)
PUM<>s---SHAF T SEAUNG S'!'STEMS roo CCNTRJFIJGAL ANO ROTARY PUMFS
Mechanical Seal Qualification Test Form
2CW-CS, 2NC-CS, 3NC-FF, 3NC-BB, 3NC-FB
Manufacturer
Arrangement
Malerial of
construction
Seal type/model
2CW-CS____
2NC-CS_ _ _
3NC-FF
3NC-BB_
_ _
Rotating face._ _ _ _ _ _, _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Stationary face
Static secondary seals
Metal hardware_ __
Durometer_~-- _
Dynamic secondary seals__
Nonhydrocarbon (water. caustic, acid)
_ _ __
Pumped fluid
Shaft runout
Sleeve runout
Base-point temperature
Test fluid
1
RelaNve density (SG)
Vap0r pressure
T es_t,procedure
!.3.13 (for 2CW-CS, 2NC-CS Arrangements)
!.3, \5 (for 3NC-FF, 3NC-BB, 2NC-,FB)
Nonflashing hydrocarbon
____
Flashing hy
Face-to-sleeve concentric
Solids
Base-point pressure
P artic!e
'lf)ate
Guter Seal Face Wear
Inner Seal Face Wear
Stationary face
Statlonary face
- - - -- -
Rotating face
Rotating face
mm
mm
Fjgure 1.10-Mechanicaf :seal Qualificatioa Test.Form (2CW-..CS, 2NC-CS, 3NC-FF, 3NC·B
[11
ISO 683-~3:1'.986 P, rHeat-treatable steels, alloy steels and free-cutting steels- -Part 13: Wrought
stainless steels (withdrawn)
[2]
ISO 629, Rubber and lattices-Nomencfature
T3J
1
f-<:J~/''Bf.fu , '2/rl.J"'lS~iM , 'l.:wtlifHJlfdl -pun'fJr:,
'rrainry "fU '1rcr!J-~'1grrdi'ltfll, •nmi11rJJ tuiw vurr.tt mrtJ
.dimens;ons
[4]
·ISO 2892, Austenitic cast iron
(5}
IISO 3506 -1, Mechanica! properlies of corrosion-resistant stainloss-stoel f:asteners---:Part 1: Bolls,
s.crews -an d .slods
JG]
I.S.O 3506-2, .Mechanical properlies .af corr.osion-resistant stainfess-steBI fa.steners-P art 2: Nuts
(7J
ISO 620B, NiG:keJ and nickE:JI a!loy plete, sheet and strtp
[8]
ISO 9327-5, Steel forgings anfl rolled or forged bars for pressure purposes-Tochnica/ deJivery
cond/tions-Pad 5: Slakr/ess s!ws
(9]
!'SO 9723, Nickeland nicke/ a!loy bars
1[10]
ISO 9725, Nickeland nicke/ al!oy forgings
[11]
ISO 12725, Nickeland nickal alloy Castings
[12)
API SL, Specification for Une Pipe
f13]
API Standard 614, Lubrication, Shaft Sealing and Conlro/-Oil Systems and Auxifiaries for Petroleum, Chemical and as /ndustry Services
[ 14]
API Standard 676, Positive Displacem ent P umps-Rotary
[ 15]
ASME 816.5
[1 6)
ASME 831.3, Process piping
[17]
ASTM A53 11 , Zinc-coa/ed welded and seamless black and hot-dipped ste e/ pipe
(18)
ASTM A 105, Garbon steel forgings for p iping components
[19]
ASTM A 106, Seamless carb on steol pipe for high temperature service
[20]
10
,
Pipe flanges and ffange firtings, steel, nicke! alloy and other special aJ/oys
ASTM A120, Black and /1ot-dipped zinc-coated (galvanized) welded and seamless s teel pipe for
ordinary uses
" International Organization for Standardization, 1, eh. de Ia Voie-Creuse . Gase postsie 56, CH-121 1 Geneva 20,
Switzerland, www .iso.org.
0
'
ASME Internationa l, 3 Park Avenue . New York. New York 10016-5990, www.asme.org.
11
ASTM International, 100 Barr Harbor Drive, West Conshohocken, Pennsylvania 19428, www.astm.org.
254
F'UMPs-S~AFT SEI\1.1:-.IG SYST!':MS FOR CE'IORIFvüiJ.AI\'0 ROTARY PUMPS
255
[21}
ASTM A 181 , Garbon stoel forgings for generat purpose piping
[22]
ASTM A182, Forged or rolled alloy-steel pipe flenges, forged fittings. end valves and parts for
high-temperature seN ice
[23}
ASTM A 193, AJ/oy-stee/ and stainless steef bolfing materials for high-temperature service
[24)
ASTM A 194, Garbon and alloy steof nuts for bolts for high-pressure and high-temperature service
[25)
ASTM A 197, Cupola malleabte iron
[261
ASTM A269, Seamless and welded austenitic stainless steel tubing for genera/ se!Vico
[27)
ASTM A312, Seamless and we/ded austenitic stainless stee/ pipe
[28]
ASTM A338, Ma/leable iron flenges, pipe fittings, and valve p arts for raifroad, marine, and other
heavy duty Service at temperatures up to 650 OF (345 oq
[29J
ASTM A524, Seamless carbon steel pipe for atmospheric and lower temperatures
[30]
ASTM A217, Martensitic stainless and al!oy steel castings for pressLJre-containing parts suitable tor
high temperature service
(31]
ASTM /'\276, Stainless <:md heat-resisting steel bars and shapes
[32)
ASTM A351 , Austenitic steel castings for high-temperature se!Vice
[33 J
ASTM A436, Austenitic gray iron castings
(341
ASTM A439, Austenitir.: ductile iron castings
[35]
ASTM A487, Standard speciffcation tor steel castings suitable !or pressure service
(313]
ASTM A494, Nicket and nicke/ a/Joy castings
[37)
AST!Vl AS82. .Standard specificatior:r for free-machining staiflless stee/.bars
_(38)
ASTM A744, /ron-chromium-nickel nnd nickfl/;base .v orrm;ion resist-ar1t castings for severe se1vico
[:391
'ASTM:B t 27, Specificatlon for nickel-copper al!oy (UNS No4400) plate sheet_antf strip
[40)
AST~kB1_64, Specification for nlcke/-copper al/oy rod,. bar and wire
[41}
ASTM 8473, Chromium-nickel-iron-molybdenum-copper-columbium
N08020) b ar and wiro
[42]
ASTM 8564, Specific ation for nicke/ alloy forgings
1(43)
AST M 8574, Specification for low-carbon and nickeJ-molybdenum-ch romium and !ow-oartxm
nickel-cllromium-molybdenum alfoy rod
1~4)
"._S1'N' 135?~. sr,.aciflcaticn f0r low-carnon and nicY.ef-molytKienuw,.,r.::hrcmsum end '.ow--cc,r00\1
nickef-chromium-molybdenum a/loy p late, sheet and strip
stabilized
alloy
(UNS
~56
API STANDAR0682
(j:l,S]
ASrfM :6637, Specification for precipitation trardening nickal a!loy bat'$, forgings, and torging stock
.for. high-temperature .sorviQe
[46)
ASTI\!1 A67Q, Speciflcation for.precipitation haräening·nickBI al/oy (UNS N07718).piale, .shoet, and
strip for high-temp-erature service
[47]
ASTM 10141 ß, Pracfn;e for rubber and rubberl~ttices-Namenclature
{48J
6N 1DD88-3 12, Stain/ess "Steels-Part 3: Techaical deliv'e11f conditions for semi-finished pmdrJclS,
bars, r0ds and sections tor general purposes
[49J
EN 10213-2, .Tecflnica! delivery conditions for sfeef castings for {lressure purposes -Perl 2: Steel
grades fon rse at rGom temperature r;md r;!evated temperatures
[50J
EN 1021-3-4, Teohnical delivery m nditioos for stee1 castings forpressure purposes-Part 4: Austenitic and a~tsfenitic-ferritic steel gr:ades
(5~ J
EN 10222- 5, Steef forgings for pressure p urposes- Part 5: Martensitic, austemtrc .;.md austenitic4erritic stainless steels
[-52~
EN 10250-4, Open die steel forgings for generat cngineering p urposes-Part 4 : St<Jinless stee/s
{53]
EN 10269, Steels and nic.:kel a/loys for fasteners with specified e/evated andlor Jow temperature
pmp erties
[54]
FSA 0010 13, Mechanicaf Seal Handbook
[55)
Hl '', Mechanical Seals for Pttmps: Application Guidelines, ISBN 1-880952-73-4
[56]
JIS G 3214 '1 , Stainless stcel forgings forpressur.e vessels
[57]
JIS G 4303, Stainless steeJ bars
[58)
JIS G 4319, Stalnless steel blooms and billels for forgings
(59]
JIS G 5121 . Stainless steel castings
[60]
EC 1272/2008, European Union Regulation an the classification, labeling and packaging of substances and mixtures
[61 ]
EEC 67/548, Dangeraus Substances Direclive
[62]
Pruitt, Kenneth M. , Chemical Resistance for E!astomers 111, 2005
[63)
United Nations Globally Harmonised System of Classification and Labeling of Chemieals (GHS),
2009
'" European Committee for Standardization. Avenue Marnix 17, B-1000 Brussels, Belgium. www.cen.eu.
'' Fluid Sesling Association, 994 Old Eagle School Road #1019, Wayne, Pennsylvania 19087,
www.fluidsealing.com.
14
Hydraulic Institute, 6 Campus Drive, First Floor North, Parsippany, New Jersey 07054-4406. www.pumps.org.
3
' Japanese Standards Assocation, www.jsa.or.jp.
877-562-5187
API Engine Oillicensing and
Certification System (EOLCS"')
(Toll-free U.S and Canada)
Sales:
API Monogram'" Licensing Program
Sales:
(-1) 202-682-8041
Email:
Web:
(Local and International}
certification@api.org
www.api.orgimonogram
Email:
Web:
( +1) 202-682-8041
(Local and International)
training@api.org
www api-u.org
(Local and International)
eo!cs@api.org
\'Jww.api.orgieolcs
• ISO!TS 29001
• ISO 14001
• OHSAS 18001
• API Spec QP
Sales:
877-562-5187
• API Spec 02"'
• API QualityPius""
• Dual Regist.ration
Email:
Web:
(Toll-free U.S. and Canada)
(+ 1) 202-682-8041
(Local and International)
motoroilmatters@api.org
www.motoroilmatters.org
Sales:
(Toii-Jree U.S. and Canada)
API Diesel Ex'hausl Fluid''"
Certifieation iProgram
(+1) 2G2·682-8041
Sales:
(Local and International)
certitication@Japi.org
www.api.org/apiqr
Email:
Web:
877-562-5187
:(T~Z-n-tr•ee \J.S. and G<tnada)
·(,..1.)202-682.-8041
·'(l.ocal and lntematiomal)
Email:
Web:
877-562-51 87
(Toll-free U.S. and Canada)
(+ 1) 202-682-8041
(Local and International)
apidef@api.org
www.apidcf.org
Sales:
Email:
Web:
API Perlora1or Design""
l\e§1~tratian Program
Sales:
~pop@api.o~@
~Nww. api.orgitpqs
ÄPilndi:Vtrdu.a·l C.ertmcatmn
Programs (ICP'")
877-:562-5187
(Toll-tro-e U.S. and Canada)
~ +1) 2G1.-sa2-so41
{Local and International)
licp@a;pLrug
www.api.org/icp
Email:
Web:
Salcs:
Email:
Web:
877-562·5187
(Toll-free U.S. and Canada)
(+1) 202-682-8041
(Local and International)
apiemaint@api.org
www.apiemaintenance.com
APJ Standards
Pr.~>gram (API TPC~)
Sales:
(+1) 202-682-8041
API eMaintenance'"
• ISO9001
API Training Provider CertificatioJil
877·562-5187
(Toll-free U.S. and Canada)
Motor Oil MaUers'"
Email:
Web:
Salas:
877-562-51 87
(Toll-frcc U.S. and Canada)
API Quality Registrar (APIQR'j
877·562·5187
APJ-U®
!Email:
Web:
877-562-sn87
(Toll-free U.S. and Canada}
(+1) 202~682-804"11
(Local and International;)
perfdesigfil@api.org
\'JW\.'t.apLorgiperforators
ARI WorkSafe"'
Sales:
877-562~5187
Email
Web:
(Tdll-free US. and Canada)
(+1) 202-682-8041
(Lor.al and ln1emational)
apiworksale@api.org
v,nNw.api.org!worksafe
Sa'!es:
877-562-5187
Ennail:
Web:
(Toll-free U S. and Canada)
(+1) 202-682-'8041
(Local and lmternational)
standards@api.org
www.a,pi.org/standards
API Data'~'
Sales:
877-562-5187
·(Toll-tree U.S. and Camada)
(l·fJ ) 202-682-804~
{'Loca'i and International)
Service: (+1) 2G2,6B2·80~ 2
Email: r'iata@apLorg
Web:
www:api.org/data
AP.I Pr.t1.\caticrns
Phone: 1-800-854-71 79
(Toll-tree U.S. and Canada)
(+1) 303-397-·7956
(Local and International)
Fax:
(+1) 303-397-27 40
Web:
Vlww.api.org/pubs
globa'l.ihs.com
,.......
energy: ~~
~
AMER I CAN PETROLEUM INSTITUTE
1220 L Street, NW
Wasttingtor., DC 20005-4070
USA
202-682-8000
Additional coplas a.re a.vallable onllne at www.apl.org/pubs
Phone Orders: 1-800-854·7179
303-397-7956
Fax. Orders:
303.-397-2740
(Tol!-free in the U.S. and Canada)
(Local and International}
Information about API publications, programs and services is available
on the web at wv-:w.api.org,
Product No. C68204