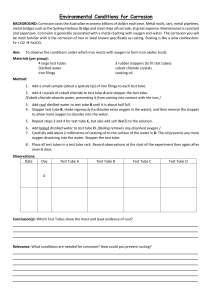
BOILER TUBE FAILURES “Things Your Father May Not Have Told You” STEPHEN M. McINTYRE Ashland Water Technologies Division of Ashland Inc. One Drew Plaza Boonton, New Jersey 07005 ©2006, Ashland INTRODUCTION • Corrosion damage leads to untimely production upsets, costly equipment failures and lost opportunities • Failure analysis an effective tool in establishing true root cause of failure • Root cause determination provides a path to effective corrective actions • Common corrosion mechanisms and case histories presented MECHANISMS • Overheating – Short Term – Long Term • • • • • Hydrogen Damage Caustic Gouging Oxygen Attack Thermal Fatigue Flow Assisted Corrosion CASE HISTORIES • Thermal Oxidation Process Upsets in 650 psig HRSG • Acrylic Acid Thermo Siphon Steam Generator System • Under Deposit Corrosion from Inadequate Precleaning Procedures and Operational Issues SHORT TERM OVERHEATING • Thin-lipped, longitudinal rupture • Extensive tube bulging • Large fish-mouth appearance SHORT TERM OVERHEATING – Cont’d. • • Microstructure consists of bainite or martensite and ferrite Indicates rapid cooling from above eutectoid temperature of 1340 ºF SHORT TERM OVERHEATING – Cont’d • Typical Causes: – – – – – Low water level Partial or complete pluggage of tubes Rapid start-ups Excessive load swings Excessive heat input LONG TERM OVERHEATING • • • • Little to moderate bulging Little to moderate reduction in wall thickness Typically accompanied by thermal oxidation Found in superheaters, reheaters, waterwalls LONG TERM OVERHEATING - Cont’d Normal Pearlite and Ferrite Microstructure LONG TERM OVERHEATING - Cont’d In-situ spheroidization of iron carbides LONG TERM OVERHEATING - Cont’d Complete spheroidization of iron carbides LONG TERM OVERHEATING - Cont’d Graphitization LONG TERM OVERHEATING - Cont’d Creep Voids LONG TERM OVERHEATING - Cont’d • Typical causes: – – – – – – Gradual accumulation of deposits or scale Partially restricted steam or water flow Excessive heat input from burners Undesired channeling of fireside gases Steam blanketing in horizontal or inclined tubes Operation slightly above oxidation limits of given tube steel (850 ºF for carbon steel) OVERHEATING – Cont’d Larson-Miller Parameter: P = T (20 + Log t) Where: P = Larson-Miller parameter T = Temperature of tube metal, degrees Rankine, (ºF + 460) t = Time for rupture, hours HYDROGEN DAMAGE • Typically occurs: – Waterwall tubes above operating 1000 psig – Beneath heavy deposits – Where corrosion releases atomic hydrogen HYDROGEN DAMAGE – Cont’d Concentrated Sodium Hydroxide Mechanism: 4NaOH + Fe3O4 → 2NaFeO2 + Na2FeO2 + 2H2O Fe + 2NaOH → Na2FeO2 + 2H 4H+ + Fe3C → CH4 + 3Fe HYDROGEN DAMAGE – Cont’d • • • Thick-lipped Brittle appearance Window sections (sometimes) blown out HYDROGEN DAMAGE – Cont’d Microstructure exhibits: – Short discontinuous intergranular cracks – Decarburization CAUSTIC GOUGING • • • • Caustic concentrates - DNB or steam blanketing NaOH beneath deposits destroys protective magnetite film NaOH corrodes base metal Also, evaporation along waterline with no deposits OXYGEN ATTACK • Dissolved O2 yields cathodic depolarization • Reddish-brown hematite (Fe2O3) or “rust” deposits or tubercles • Hemispherical pitting beneath deposits THERMAL FATIGUE • • Numerous cracks and crazing, oxide wedge Caused by: – Excessive cyclic thermal fluctuations – Excessive thermal gradients and mechanical constraint – DNB or rapidly fluctuating flows in waterwalls – Low-amplitude vibrations of entire superheaters FLOW ASSISTED CORROSION • • • • • Localized thinning Dissolution of protective oxide and base metal Occurs in single or two phase water Low pressure system bends in evaporators, risers and economizer tubes Feedwater cycle (due to more volatile chemistry and lower pH) FLOW ASSISTED CORROSION – Cont’d • FAC affected by: – – – – – – – Temperature pH O2 concentration Mass flow rate Geometry Quality of fluid Alloys of construction FLOW ASSISTED CORROSION – Cont’d Noralized Wear Rate 1.2 1.0 0.8 0.6 0.4 0.2 0.0 100 150 200 250 300 350 400 450 500 550 Temperature (0F) Greatest potential for FAC occurs around 300 ºF FLOW ASSISTED CORROSION – Cont’d Normalized Wear Rate 40 30 20 10 0 8.6 • • 8.8 9.0 pH 9.2 9.4 pH has significant effect on normalized wear rate of carbon steel Nearly forty (40) fold reduction between pH 8.6 and 9.4 FLOW ASSISTED CORROSION – Cont’d 35 Noralized Wear Rate 30 25 20 15 10 5 0 0 10 20 30 40 50 60 70 80 90 100 Oxygen Concentration (ppb) • • • Dissolved oxygen has direct impact FAC minimized above 30 ppb O2 FAC increases exponentially below 30 ppb O2 FLOW ASSISTED CORROSION – Cont’d 2.8 Noralized Wear Rate 2.6 2.4 2.0 1.8 1.6 1.4 1.2 1.0 10 20 30 40 50 60 70 80 90 100 Velocity (ft/sec) • • Normalized wear rate minimal below 10 ft/sec Rate increases by 2.8 times at 100 ft/sec FLOW ASSISTED CORROSION – Cont’d Wear at Low Re Numbers Wear due to Secondary Flow at Medium Re Numbers Wear at High Re Numbers • • Geometry affects location of FAC, regardless of Reynold’s Number Changes in flow rate may not significantly reduce FAC FLOW ASSISTED CORROSION – Cont’d • Most often found in “all-ferrous” metallurgy • 0.1% addition of chromium can reduce FAC • Trace levels of chromium in low carbon steels (like SA-178 or SA-210) provide benefits, even though chromium content not specified. CASE HISTORY #1: THERMAL OXIDIZER BOILER TUBE FAILURES • • • • • Maleic Unit Thermal Oxidizer Boiler 650 psig 12 years old All volatile treatment (AVT) Fired by natural gas and waste solvent streams • SA-192 tube material (low carbon steel) Map of Tube Failures Economizer side East 5 10 Failed Scale detected Borescoped - Clean 15 20 25 30 35 Fire Box Side 40 45 50 55 Operating Conditions-Video Probe View Notice iron oxide film has been compromised Operating ConditionsVisual Inspection Notice layered iron oxide chips As-Received for Laboratory Examination Figure 1: Top/right photo shows the finned tube specimen as received from row 17, which exhibited a complete wall failure at the external radius of the bend. Bottom/left photo illustrates the tube’s cross-section, which revealed a layered, brittle oxide layer that measured 0.142″. Magnified view of oxide layer shown in Figure 1 (bottom photo) Magnification 5X ID (waterside) surface of failed tube (smooth finned) as split, which revealed heavy accumulation of reddish-black, scab-like deposit and corrosion product. Visible gouging damage and failure also observed. Through-wall gouging ID (waterside) surface after cleaning. Note severe, localized gouging beneath deposits. Copper corrosion products also observed near gouged areas. Close up view of copper corrosion products observed near gouged area of smooth finned tube. Photomicrograph of copper corrosion products dispersed throughout iron oxide matrix at ID surface. Photomicrograph of tube metal microstructure at gouged area. Microstructure consists of normal lamellar pearlite and ferrite. Nital Etch Magnification 855 X ID (waterside) surface of serrated-fin tube with localized accumulation of adherent, scab-like, rusty brown corrosion products. Note waterline marks Chemical Analysis of water soluble components from the iron oxide deposit at base metal interface of tube. CHN-S testing performed on bulk dry deposit (not water extract). Sulfate 9,039.7 µg/gm Chloride 132 µg/gm Sodium 344.2 µg/gm Silicon 119.2 µg/gm Calcium (as Ca) 3257 µg/gm Magnesium (as Mg) 63.7 µg/gm Iron <5.0 µg/gm Copper 221.8 µg/gm Barium 66.2 µg/gm Potassium 625.6 µg/gm CHN-S Testing Carbon 0.7% Hydrogen 0.2% Nitrogen <1.0% Sulfur <1.0% ID (waterside) surfaces of adjacent unfailed tubes exhibited thin, non-magnetic, reddish deposit layer. DWD measured 5.2 g/ft2. Remaining tubes were essentially free of corrosion and in excellent condition. Failure Mechanism Thermal excesses and/or inadequate flow led to DNB/steam blanketing . Failure Mechanism Failure Mechanism Thermal excesses and/or inadequate flow led to DNB/steam blanketing . •Scab-like deposits formed. •Anions concentrated beneath iron deposits and created a corrosive environment. •Tubes thinned as a result of corrosion. •Internal pressure overcame the thinned tube wall. Failure MechanismFailed Tube Orientation Failure MechanismOperating Conditions • Gas side temperature increases reduce mean time to failure • Pressure fluctuations cause significant increase in steam volume • Potential exists for overheating due to steam stalling • Boiler operated at maximum (and beyond) capacity • Finned tubes installed 1 to 2 rows in front of design location Failure MechanismOperating Conditions • Thermal cycling disrupts iron oxide film • Spalled iron oxide accumulates further down in tubes • Boiler water penetrates chip scale • Wick boiling concentrates boiler water solids to percent levels • Tube wall thinning results from over concentration of solids and acid attack due to hydrolysis by Cl or SO4 anions • Maximum allowable stress is exceeded due to thinning Corrective Actions & Recommendations • Improve boiler circulation • Control intrusion of corrosive anions • Maintain a buffering chemistry in the boiler water • Modify boiler operation to avoid DNB Corrective Actions & Recommendations Improve Circulation Points to be explored with the Boiler Manufacturer: • Install baffles or orifices to improve flow to center tubes • Install a central downcomer • Ensure that finned tubes are situated appropriately • Stagger tubes rather than positioning them in-line Corrective Actions & Recommendations Eliminate Corrosive Anions • Identify sources of BFW contamination – Analyze component streams – Sentry sampler for low level metals analysis – Eliminate or purify contaminated stream(s) • Polish BFW components – Makeup – Condensate • Consider chemical cleaning Corrective Actions & Recommendations Monitor BFW Quality Install Online Analyzers – Cation Conductivity – pH Corrective Actions & Recommendations Buffering Chemistry • Coordinated Phosphate approach • Phosphate ion will assist in buffering corrosive environment beneath deposits • AVT maintained in salt coolers CASE HISTORY #2: SALT COOLER TUBE FAILURES • • • • • • • • • Salt Cooler Thermo Siphon Steam Generator Molten NaCl heat source Operating pressure: 600 psig 15 years old Coordinated PO4 and amines Periodic upsets in O2 control Tubes: SA-214 (low carbon steel) 165 failed tubes in acrylic acid unit $50 MM in damages and “lost opportunities” Cleaned Tubes (As Received) • • • • Localized pitting Shallow corrosion Maximum penetration (0.031”) 36% wall loss Undercut pitting suggests an acid form of attack Cleaned Tubes (As Received) • Preferential attack of welded seam observed • Specifically at expanded end • Maximum penetration (0.029”) 34% wall loss Uncleaned Tubes (As Received) • Very thin, non-uniform black oxide and flash rust • Oxide scale thickness ranged 0.0006 to 0.0010” • DWD measured 4.9 g/ft2 Uncleaned Tubes (SEM-EDS) Iron Oxygen Sulfur Silicon Calcium Chlorine 78.8% 18.7% 0.74% 0.67% 0.57% 0.42% Black oxide scale Iron Oxygen Calcium Phosphorus Copper Sulfur 69.6% 13.8% 9.70% 4.00% 2.30% 0.48% Orange-brown and black oxide scale corrosion products Uncleaned Tubes (Stereoscopic View) • • • Bare shiny metal at localized pitting attack “Shot blasted” appearance at freshly exposed metal Note cracked and crazed pattern in oxide scale Uncleaned Tubes (SEM-EDS) Magnification 113 x Magnification 177 x Iron 84.8% Oxygen 13.2% Calcium 0.74% Sulfur 0.35% Phosphorus 0.34% Silicon 0.27% Chlorine 0.27% Elemental Analysis at Pitted Area Root Cause(s): • Alloy substitution of plug in upstream unit • H2SO4 “Black Acid” upstream process leaked into condensate used for boiler feedwater • No response to on-line conductivity warnings • Contaminated condensate not dumped • Boiler operated at pH 2-3 for several days Corrective Actions: • Water no longer considered a utility, but rather a part of the process • Best practice and process control measures implemented • “Re-educated” operators • Automated “dump station” activated by low feedwater pH • No subsequent tube failures in four years CASE HISTORY #3 Under Deposit Corrosion • • • • • • • • Cogeneration HRSG System 1800 psig High Pressure Evaporator Unit Approximately 4000 hours (5.5 months) Congruent phosphate, organic oxygen scavenger, neutralizing amines Tube material: SA-178 D (2 tubes received) Failures occurred in first row, center section of the HP evaporator, facing gas path Organic acid process contamination in makeup Misaligned duct burners also reported Laboratory Examination: Alloy Analysis: Tube No. 13 Tube No. 81 SA-178 Gr. D % Carbon 0.20 0.20 0.27 max. % Manganese 1.26 1.31 1.00-1.50 % Phosphorus 0.011 0.012 0.030 max. % Sulfur 0.003 0.003 0.015 max. % Silicon 0.16 0.25 0.10 min. Laboratory Examination: Visual Inspection • • • • Thick adherent oxide on hot side Severe gouging Trace white deposits at oxide tube interface No maricite layer Cracking Laboratory Examination: Visual Inspection • • • Gouge along hot side away from failure No gray-white maricite layer observed Dry grind to minimize loss of water soluble deposits Laboratory Examination: SEM-EDS Analysis of deposits at oxide-metal interface Phosphorus Manganese Sodium Iron Silicon Aluminum Calcium Oxygen 20.1% 18.3% 16.0% 11.6% 3.5% 1.0% 0.3% 29.0% Laboratory Examination: Microstructure • • • • Preferential attack at weld seam Weld not normalized In-situ spheroidization No decarburization observed Laboratory Examination: Microstructure • Several inches away (in line) from failure • Intergranular cracking at gouged area • Hydrogen induced crack at ERW seam • Characteristic of SCC in carbon steel Laboratory Examination: Microstructure • • • Numerous intergranular cracks at gouged area Cracking is typical of hydrogen damage Slight in-situ spheroidization around entire circumference Laboratory Examination: Microstructure – (Separate tube) • Microstructure at gouged area exhibited iron carbide transformation product, or Widmanstätten structure, indicating rapid cooling from above eutectoid transformation temperature of 1340 ºF Laboratory Examination: Key Observations • • • • • • • • • • Severe gouging along hot side of tube Heavy magnetite deposit (corrosion product) Distinct maricite (NaFePO4) layer not observed No evidence of Cl or SO4 observed at interface Hydrogen induced cracking at gouge and ERW Very high peak metal temperatures reached Insufficient sample received to evaluate true internal cleanliness Elemental deposit analysis alone does not identify specific corrosion products Attack more closely resembles caustic gouging and SCC Requested adjacent unfailed tube and >24 hours to conduct lab exam Laboratory Examination: Follow-up Tube Analysis Hot Side • • • • Back Side Adjacent tube received one month later Distinct waterline marking along hot side Reddish-black friable deposits Internal DWD (g/ft2): 13.1 hot side, 9.1 back side Laboratory Examination: Follow-up Tube Analysis (Cont’d) SEM-EDS Analysis of reddish-black deposits on ID surface of adjacent tube Iron Manganese Aluminum Phosphorus Calcium Oxygen 83.6% 1.3% 0.5% 0.4% 0.3% 14.0% Laboratory Examination: Follow-up Tube Analysis (Cont’d) Hot Side Adjacent Tube: Internal appearance after glass bead blasting Cold Side Laboratory Examination: Follow-up Tube Analysis (Cont’d) Adjacent Tube: Normal lamellar pearlite and ferrite microstructure observed around entire circumference. No evidence of cracking, decarburization or any other forms of degradation observed throughout entire tube. Nital Etch Magnification 500 x Field Examination: Follow-up Tube Analysis (Cont’d) Video probe view of identical tubes in adjacent unfired HRSG unit. No pre-cleaning performed. Internal rust and non-protective oxides will enhance wick boiling and under deposit forms of attack, especially in high heat flux zones. CASE HISTORY #3 Conclusions • Failures do not always exhibit a single classic mechanism • Careful coordination required between laboratory examination, field inspection, and operating records • Failure attributed to under deposit corrosion • Caustic corrosion and hydrogen induced SCC primary corrosion mechanism(s) CASE HISTORY #3 Leading Causes of Under Deposit Corrosion • Localized Departure from Nucleate Boiling (DNB) • Localized and very high heat flux from misaligned duct burners • BFW upsets from process contamination and demineralizer control • Pre-existing deposits from construction and outside storage of tubes • No pre-cleaning prior to commissioning CASE HISTORY #3 Corrective Actions • Changed treatment program from congruent to equilibrium PO4 to offer improved buffering against organic acid process contamination • Improved demineralizer system to minimize over runs • Recommended precleaning tubes prior to start up ©2006, Ashland