COMPUTER MODELING
FOR INJECTION MOLDING
COMPUTER MODELING
FOR INJECTION MOLDING
Simulation, Optimization, and Control
Edited by
HUAMIN ZHOU
Huazhong University of Science and Technology
Wuhan, Hubei, China
A JOHN WILEY & SONS, INC., PUBLICATION
Copyright © 2013 by John Wiley & Sons, Inc. All rights reserved.
Published by John Wiley & Sons, Inc., Hoboken, New Jersey.
Published simultaneously in Canada.
No part of this publication may be reproduced, stored in a retrieval system, or transmitted in any form or by any means, electronic, mechanical,
photocopying, recording, scanning, or otherwise, except as permitted under Section 107 or 108 of the 1976 United States Copyright Act, without either
the prior written permission of the Publisher, or authorization through payment of the appropriate per-copy fee to the Copyright Clearance Center, Inc.,
222 Rosewood Drive, Danvers, MA 01923, (978) 750–8400, fax (978) 750–4470, or on the web at www.copyright.com. Requests to the Publisher for
permission should be addressed to the Permissions Department, John Wiley & Sons, Inc., 111 River Street, Hoboken, NJ 07030, (201) 748–6011, fax
(201) 748–6008, or online at http://www.wiley.com/go/permission.
Limit of Liability/Disclaimer of Warranty: While the publisher and author have used their best efforts in preparing this book, they make no representations
or warranties with respect to the accuracy or completeness of the contents of this book and specifically disclaim any implied warranties of merchantability
or fitness for a particular purpose. No warranty may be created or extended by sales representatives or written sales materials. The advice and strategies
contained herein may not be suitable for your situation. You should consult with a professional where appropriate. Neither the publisher nor author shall
be liable for any loss of profit or any other commercial damages, including but not limited to special, incidental, consequential, or other damages.
For general information on our other products and services or for technical support, please contact our Customer Care Department within the United
States at (800) 762–2974, outside the United States at (317) 572–3993 or fax (317) 572–4002.
Wiley also publishes its books in a variety of electronic formats. Some content that appears in print may not be available in electronic formats. For more
information about Wiley products, visit our web site at www.wiley.com.
Library of Congress Cataloging-in-Publication Data:
Computer modeling for injection molding : simulation, optimization, and control / edited by
Huamin Zhou.
p. cm.
Includes bibliographical references and index.
ISBN 978-0-470-60299-7 (cloth)
1. Injection molding of plastics–Computer simulation. 2. Injection molding of plastics–
Computer-aided design. 3. Plastics–Molding. I. Zhou, Huamin.
TP1150.C665 2013
668.4’1200113–dc23
2012016535
Printed in Singapore
10 9 8 7 6 5 4 3 2 1
CONTENTS
PREFACE
xiii
CONTRIBUTORS
PART I
1
BACKGROUND
Introduction
xv
1
3
Huamin Zhou
1.1
1.2
1.3
1.4
2
Introduction of Injection Molding, 3
1.1.1
The injection molding process, 3
1.1.2
Importance of molding quality, 3
Factors Influencing Quality, 5
1.2.1
Molding polymer, 5
1.2.2
Plastic product, 6
1.2.3
Injection mold, 7
1.2.4
Process conditions, 7
1.2.5
Injection molding machine, 8
1.2.6
Interrelationship, 9
Computer Modeling, 10
1.3.1
Review of computer applications, 11
1.3.2
Computer modeling in quality enhancement, 11
1.3.3
Numerical simulation, 13
1.3.4
Optimization, 14
1.3.5
Process control, 15
Objective of This Book, 17
References, 18
Background
25
Huamin Zhou
2.1
Molding Materials, 25
2.1.1
Rheology, 25
2.1.2
Thermal properties, 27
v
vi
CONTENTS
2.2
2.3
2.4
2.5
PART II
2.1.3
PVT behavior, 29
2.1.4
Morphology, 30
Product Design, 31
2.2.1
Wall thickness, 31
2.2.2
Draft, 32
2.2.3
Parting plane, 32
2.2.4
Sharp corners, 33
2.2.5
Undercuts, 33
2.2.6
Bosses and cored holes, 33
2.2.7
Ribs, 33
Mold Design, 34
2.3.1
Mold cavity, 34
2.3.2
Parting plane, 35
2.3.3
Runner system, 36
2.3.4
Cooling system, 37
Molding Process, 37
2.4.1
The molding cycle, 38
2.4.2
Flow in the cavity, 40
2.4.3
Orientation, 41
2.4.4
Residual stresses, shrinkage, and warpage, 41
Process Control, 43
2.5.1
Characteristics of injection molding as a batch process, 45
2.5.2
Typical control problems in injection molding, 45
References, 47
SIMULATION
3 Mathematical Models for the Filling and Packing Simulation
Huamin Zhou, Zixiang Hu, and Dequn Li
3.1
3.2
3.3
3.4
3.5
3.6
Material Constitutive Relationships and Viscosity Models, 51
3.1.1
Newtonian fluids, 51
3.1.2
Generalized Newtonian fluids, 52
3.1.3
Viscoelastic fluids, 54
Thermodynamic Relationships, 56
3.2.1
Constant specific volume, 57
3.2.2
Spencer–Gilmore model, 57
3.2.3
Tait model, 57
Thermal Properties Model, 58
Governing Equations for Fluid Flow, 59
3.4.1
Mass conservation equation, 59
3.4.2
Momentum conservation equation, 60
3.4.3
Energy conservation equation, 62
3.4.4
General transport equation, 64
Boundary Conditions, 65
3.5.1
Pressure boundary conditions, 66
3.5.2
Temperature boundary conditions, 66
3.5.3
Slip boundary condition, 66
Model Simplifications, 67
3.6.1
Hele–shaw model, 67
3.6.2
Governing equations for the filling phase, 68
3.6.3
Governing equations for the packing phase, 69
References, 69
49
51
CONTENTS
4
Numerical Implementation for the Filling and Packing Simulation
71
Huamin Zhou, Zixiang Hu, Yun Zhang, and Dequn Li
4.1
4.2
4.3
5
Numerical Methods, 71
4.1.1
Finite difference method, 72
4.1.2
Finite volume method, 76
4.1.3
Finite element method, 85
4.1.4
Mesh-less methods, 95
Tracking of Moving Melt Fronts, 101
4.2.1
Overview, 101
4.2.2
FAN, 104
4.2.3
VOF, 105
4.2.4
Level set methods, 110
Methods for Solving Algebraic Equations, 113
4.3.1
Overview, 113
4.3.2
Direct methods, 114
4.3.3
Iterative methods, 116
4.3.4
Parallel computing, 121
References, 125
Cooling Simulation
129
Yun Zhang and Huamin Zhou
5.1
5.2
5.3
5.4
5.5
6
Introduction, 129
Modeling, 131
5.2.1
Cycle-averaged temperature field, 131
5.2.2
Cycle-averaged boundary conditions, 132
5.2.3
Coupling calculation procedure, 134
5.2.4
Calculating cooling time, 135
Numerical Implementation Based on Boundary Element Method, 136
5.3.1
Boundary integral equation, 136
5.3.2
Numerical implementation, 138
Acceleration Method, 143
5.4.1
Analysis of the coefficient matrix, 143
5.4.2
The approximated sparsification method, 144
5.4.3
The splitting method, 145
5.4.4
The fast multipole boundary element method, 146
5.4.5
Results and discussion, 148
Simulation for Transient Mold Temperature Field, 150
References, 154
Residual Stress and Warpage Simulation
Fen Liu, Lin Deng, and Huamin Zhou
6.1
6.2
Residual Stress Analysis, 157
6.1.1
Development of residual stress, 157
6.1.2
Model prediction, 159
6.1.3
Numerical simulation, 163
6.1.4
Case study, 165
Warpage Simulation, 170
6.2.1
Development of warpage, 172
6.2.2
Model prediction, 173
6.2.3
Implementation with surface model, 182
6.2.4
Case study, 186
References, 190
157
vii
viii
CONTENTS
7 Microstructure and Morphology Simulation
195
Huamin Zhou, Fen Liu, and Peng Zhao
7.1
7.2
7.3
7.4
7.5
7.6
7.7
Types of Polymeric Systems, 195
7.1.1
Thermoplastics and thermosets, 195
7.1.2
Amorphous and crystalline polymers, 196
7.1.3
Blends and composites, 196
Crystallization, 196
7.2.1
Fundamentals, 196
7.2.2
Modeling, 197
7.2.3
Case study, 202
Phase Morphological Evolution in Polymer Blends, 203
7.3.1
Fundamentals, 205
7.3.2
Modeling, 207
7.3.3
Case study, 213
Orientation, 214
7.4.1
Molecular orientation, 215
7.4.2
Fiber orientation, 216
7.4.3
Case study, 218
Numerical Implementation, 220
7.5.1
Coupled procedure, 220
7.5.2
Stable scheme of the FEM, 221
7.5.3
Formulations of the velocity and pressure equations, 222
7.5.4
Formulations of temperature and microstructure equations, 223
Microstructure-Property Relationships, 224
7.6.1
Effect of crystallinity on property, 224
7.6.2
Effect of phase morphology on property, 225
7.6.3
Effect of orientation on property, 226
Multiscale Modeling and Simulation, 228
7.7.1
Molecular scale methods, 229
7.7.2
Microscale methods, 229
7.7.3
Meso/macroscale methods, 230
7.7.4
Multiscale strategies, 231
References, 231
8 Development and Application of Simulation Software
Zhigao Huang, Zixiang Hu, and Huamin Zhou
8.1
8.2
8.3
8.4
Development History of Injection Molding Simulation Models, 237
8.1.1
One-dimensional models, 238
8.1.2
2.5D models, 238
8.1.3
Three-dimensional models, 240
Development History of Injection Molding Simulation Software, 240
The Process of Performing Simulation Software, 243
8.3.1
Geometry modeling, 244
8.3.2
Selection of material, 245
8.3.3
Setting processing parameters, 246
Application of Simulation Results, 246
8.4.1
Dynamic display of melt flow front, 246
8.4.2
Cavity pressure, 246
8.4.3
Pressure at injection location, 247
8.4.4
Polymer temperature, 247
8.4.5
Shear rate, 247
8.4.6
Shear stress, 247
237
CONTENTS
8.4.7
Weld lines, 247
8.4.8
Air traps, 248
8.4.9
Shrinkage index, 250
8.4.10 Cooling evaluation, 250
8.4.11 Warpage prediction, 251
References, 251
PART III OPTIMIZATION
9
Noniterative Optimization Methods
255
257
Peng Zhao, Yuehua Gao, Huamin Zhou, and Lih-Sheng Turng
9.1
9.2
9.3
9.4
9.5
9.6
10
Taguchi Method, 258
9.1.1
Orthogonal arrays, 258
9.1.2
Analysis of the S/N ratio, 259
9.1.3
Analysis of variance, 259
9.1.4
Taguchi technology, 259
Gray Relational Analysis, 260
9.2.1
Data preprocessing, 260
9.2.2
Gray relational coefficient and gray relational grade, 260
Expert Systems, 261
9.3.1
Knowledge base, 262
9.3.2
Inference engine, 263
Case-Based Reasoning, 266
9.4.1
Case representation, 266
9.4.2
Case retrieval, 267
9.4.3
Case adaptation, 267
Fuzzy Systems, 268
9.5.1
Fuzzy theory, 269
9.5.2
Fuzzy inference, 272
9.5.3
A fuzzy system for part defect correction, 274
Injection Molding Applications, 274
9.6.1
Review of noniteration optimization methods, 274
9.6.2
Application of the taguchi method, 276
9.6.3
Application of case-based reasoning and fuzzy systems, 278
References, 281
Intelligent Optimization Algorithms
Yuehua Gao, Peng Zhao, Lih-Sheng Turng, and Huamin Zhou
10.1
10.2
10.3
10.4
10.5
Genetic Algorithms, 283
10.1.1 Chromosome representation, 284
10.1.2 Selection, 284
10.1.3 Crossover and mutation operations, 284
10.1.4 Fitness function and termination, 285
Simulated Annealing Algorithms, 285
10.2.1 The fundamentals of the simulated annealing algorithm, 286
10.2.2 Optimum design algorithm for simulated annealing, 287
Particle Swarm Algorithms, 287
10.3.1 General procedures, 287
10.3.2 Determination of parameters, 288
Ant Colony Algorithms, 289
Hill Climbing Algorithms, 290
283
ix
x
CONTENTS
10.5.1 General procedure, 290
10.5.2 Flow path generation with hill climbing algorithms, 290
References, 291
11
Optimization Methods Based on Surrogate Models
293
Yuehua Gao, Lih-Sheng Turng, Peng Zhao, and Huamin Zhou
11.1
11.2
11.3
11.4
11.5
11.6
PART IV
12
Response Surface Method, 294
11.1.1 RSM theory, 294
11.1.2 Modeling error estimation, 295
11.1.3 Optimization process using RSM, 295
Artificial Neural Network, 296
11.2.1 Back propagation network, 296
11.2.2 BPN training process, 298
11.2.3 Optimization process based on ANN, 298
Support Vector Regression, 298
11.3.1 SVR theory, 299
11.3.2 Lagrange multipliers, 300
11.3.3 Kernel function, 300
11.3.4 Selection of SVR parameters, 301
Kriging Model, 301
11.4.1 Kriging model theory, 301
11.4.2 The correlation function, 302
11.4.3 Optimization design based on the kriging surrogate model, 302
Gaussian Process, 304
Injection Molding Applications of Optimization Methods Based on
Surrogate Models, 305
11.6.1 Application of the ANN model, 305
11.6.2 Application of the SVR model, 307
11.6.3 Application of the kriging model, 309
References, 312
PROCESS CONTROL
Feedback Control
Yi Yang and Furong Gao
12.1
12.2
12.3
12.4
12.5
12.6
Traditional Feedback Control, 315
Adaptive Control Strategy, 316
Model Predictive Control Strategy, 318
12.3.1 GPC design for barrel temperature control, 320
12.3.2 GPC controller parameter tuning, 321
12.3.3 Experimental test results, 322
Optimal Control Strategy, 322
12.4.1 TOC for barrel temperature start-up control, 323
12.4.2 Simulation results, 324
12.4.3 Experimental test results, 329
Intelligent Control Strategy, 329
12.5.1 Fuzzy injection velocity controller, 330
12.5.2 Fuzzy feed forward controller, 333
12.5.3 Test with different conditions, 333
Summary of Advanced Feedback Control, 335
References, 337
313
315
CONTENTS
13
Learning Control
339
Yi Yang and Furong Gao
13.1
13.2
13.3
14
Learning Control, 339
13.1.1 Learning control for injection velocity profiling, 340
Two-Dimensional (2D) Control, 345
13.2.1 2D control of packing pressure, 346
Conclusions, 350
References, 352
Multivariate Statistical Process Control
355
Yuan Yao and Furong Gao
14.1
14.2
14.3
14.4
14.5
15
Statistical Process Control, 355
Multivariate Statistical Process Control, 356
14.2.1 Principal component analysis, 356
14.2.2 PCA-based process monitoring and fault diagnosis, 357
14.2.3 Normalization, 358
MSPC for Batch Processes, 358
MSPC for Injection Molding Process, 359
14.4.1 Phase-based sub-PCA, 360
14.4.2 Sub-PCA for batch processes with uneven operation durations, 361
14.4.3 Sub-PCA with limited reference data, 363
14.4.4 Applications, 365
Conclusions, 373
References, 373
Direct Quality Control
377
Yi Yang and Furong Gao
15.1
15.2
15.3
15.4
INDEX
Review of Product Weight Control, 377
Methods, 378
15.2.1 Weight prediction using PCR model, 378
15.2.2 Overall weight control scheme and feedback adjustment, 379
Experimental Results and Discussion, 380
15.3.1 Factor screening experiment, 380
15.3.2 PCR modeling of product weight, 382
15.3.3 Closed-loop weight control based on PCR model, 387
Conclusions, 389
References, 389
391
xi
PREFACE
When Wiley approached me to write a book on injection
molding, I indicated that I would be interested in writing
a book on the basics and applications of computer models,
tools, and simulations in injection molding. This idea
was embraced by Wiley, and the result is Computer
Modeling for Injection Molding: Simulation, Optimization,
and Control .
No one doubts that injection molding is the most important process used in the manufacture of plastic products,
which has consumed about 32 wt% of all plastics. Typical
injection-molded products can be found everywhere, including automotive parts, household articles, and consumer
electronics goods. Owing to growing plastics applications,
increasing customer demand, and rapid growth of the global
marketplace, quality requirements of injection-molded components have become more stringent, forcing companies in
the constant struggle for just-in-time production with a zerofault quota. Effective quality assurance is therefore very
necessary in enhancing the efficiency and competitiveness
of the industry.
Computer application has played a crucial role in the
quality control of injection molding. In practice, a high
quality component can be obtained only when various
factors regarding the part and mold designs as well
as the material selection and process setup have been
considered. The quality of the injection-molded product is
thus inherently difficult to predict and/or control without
employing sophisticated computer simulation/optimization
software during the design stage and/or frequent monitoring
and intervention during the production stage. Instead of the
past costly trial-and-error manufacture process, prediction
and optimization of the product quality at the lowest
cost has now become possible. Now it is unquestionable
that a proper use of computer application can sharpen
a company’s completive edge in various aspects such as
product design, process simulation, monitoring, control, and
optimization.
Computer modeling for injection molding has been an
active research area for many years. In my opinion, computer models in injection molding can be generally organized into three categories, namely, simulation, optimization, and process control. Numerical simulation describes
the physical process of injection molding directly, which
is developed based on the first principle, involving the use
of computer-aided engineering (CAE) software or mathematical models, whereas optimization employs various
artificial intelligence-based models that should use expert
knowledge, cases, empirical models, as well as simulation
results, as their reasoning basis. These two approaches aim
at establishing a reasonably accurate mapping between the
influencing factors and part quality. On the other hand, process control of the injection molding machine attempts to
repeat the molding process consistently with high accuracy,
in order to ensure the repeatability and reliability of the
product quality.
Although there have been some introductory books on
computer modeling of injection molding, none of them
has involved all the above three essential ingredients in
improving the product quality. As a result, the major
problem for students and researchers who are desirous
of an extensive knowledge in injection molding is that
applications of the latest computer technology in quality
improvement are scattered about, and rarely introduced
comprehensively or systematically in postgraduate-level
texts, forcing the students and researchers to wade through
stacks of published papers looking for useful information.
This book is intended to serve as a systematic and
comprehensive introductory textbook on the computer
xiii
xiv
PREFACE
modeling for injection molding, with important expansions
into the successful application of the latest computer
technology. It is based on the constant efforts of authors
and colleagues in this area over the last few years, and
provides what we have determined after years of working in
this field to improve the product quality through computer
modeling in simulation, optimization, and control. Students
and researchers new to the field can get started with
the basic information provided, and also, scientists and
people involved in the polymer industry, institutes, and
institutions seeking new ways to gain a competitive edge
can work closely with the latest information provided in
the book. Actually, the reader will obtain a comprehensive
understanding and a lot of practical knowledge about how
the latest computer technology can benefit the injection
molding industry.
I cannot acknowledge everyone who has helped in one
way or another in the preparation of this manuscript.
Above all, I am particularly grateful to have worked with
an excellent group of contributors, especially Professors
Lih-Sheng Turng and Furong Gao, and I thank them for
their efforts, patience, understanding, and support, and
for all that they have taught me. Thanks are extended
to the State Key Laboratory of Materials Processing and
Die & Mould Technology at the Huazhong University of
Science and Technology, and the National Natural Science
Foundation Council of China for their continued support for
the research, which served as the foundation for this book.
I am indebted to Professor Dequn Li, for his guidance and
suggestions, and Professors Jianjun Li and Xiaolin Xie, for
their valuable advice. I thank all the graduate students of
my research group who proofread, solved problems, and
drew some of the figures. Mrs. Jing Zhao is acknowledged
for her language polishing. Finally, I am very grateful to
Mr. Jonathan T. Rose, Editor at John Wiley & Sons, Inc.,
who has always been there to help and support throughout
the development of this book.
Huamin Zhou
Wuhan, Hubei, China
Autumn 2011
CONTRIBUTORS
Lin Deng, State Key Laboratory of Materials Processing
and Die & Mould Technology, Huazhong University of
Science and Technology, Wuhan, Hubei, China
Fen Liu, Department of Mechanical and Biomedical
Engineering, City University of Hong Kong, Kowloon,
Hong Kong, China
Furong Gao, Department of Chemical and Biomolecular
Engineering, Hong Kong University of Science and
Technology, Kowloon, Hong Kong, China
Lih-Sheng Turng, Polymer Engineering Center, Department of Mechanical Engineering, University of
Wisconsin–Madison, Madison, Wisconsin, USA
Yuehua Gao, School of Traffic & Transportation Engineering, Dalian Jiaotong University, Dalian, Liaoning,
China
Yi Yang, Department of Control Science and Engineering,
Zhejiang University, Hangzhou, Zhejiang, China
Zixiang Hu, State Key Laboratory of Materials Processing
and Die & Mould Technology, Huazhong University of
Science and Technology, Wuhan, Hubei, China
Zhigao Huang, State Key Laboratory of Materials Processing and Die & Mould Technology, Huazhong University of Science and Technology, Wuhan, Hubei,
China
Dequn Li, State Key Laboratory of Materials Processing
and Die & Mould Technology, Huazhong University of
Science and Technology, Wuhan, Hubei, China
Yuan Yao, Department of Chemical Engineering, National
Tsing Hua University, Hsinchu, Taiwan
Yun Zhang, State Key Laboratory of Materials Processing
and Die & Mould Technology, Huazhong University of
Science and Technology, Wuhan, Hubei, China
Peng Zhao, State Key Laboratory of Fluid Power and
Mechatronic Systems, Zhejiang University, Hangzhou,
Zhejiang, China
Huamin Zhou, State Key Laboratory of Materials Processing and Die & Mould Technology, Huazhong University
of Science and Technology, Wuhan, Hubei, China
xv
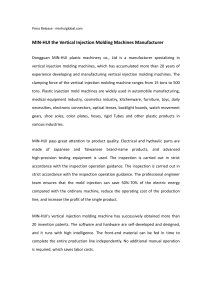
temp. (ºC)
temp. (ºC)
98.47
92.48
84.05
89.29
75.61
80.10
67.18
70.92
58.74
61.74
50.31
52.55
41.87
43.37
33.44
34.18
25.00
25.00
(a)
(b)
temp. (ºC)
temp. (ºC)
98.32
99.19
89.15
89.92
79.99
80.64
70.82
71.37
61.66
62.10
52.49
52.82
43.33
43.55
34.16
34.27
25.00
25.00
(c)
(d)
FIGURE 5.22 The computed steady temperature field of case 4 by (a) full method, (b) direct
rounding method, (c) combination method, and (d) splitting method.35
Computer Modeling for Injection Molding: Simulation, Optimization, and Control, First Edition. Edited by Huamin Zhou.
© 2013 John Wiley & Sons, Inc. Published 2013 by John Wiley & Sons, Inc.
(a)
(b)
(c)
FIGURE 6.32 Simulation results of warpage by (a) Moldflow fusion model, (b) Moldflow 3D
model, and (c) present surface mesh model (OPT + RDKTM element).
(a)
(b)
FIGURE 8.9
Runner balancing for a family mold: (a) unbalanced design; (b) balanced design.
Pressure (MPa)
101.40
88.72
76.05
63.38
50.70
38.03
25.35
12.68
0.00
FIGURE 8.10
The distribution of pressure in the cavity when the filling ends.
FIGURE 8.12
The distribution of polymer temperature when the filling ends.
Shear rate (1/s)
26425.2
23122.0
19818.9
16515.8
13212.6
9909.47
6606.33
3303.19
0.04
FIGURE 8.13
The distribution of shear rate in the cavity when the filling ends.
Shear stress (MPa)
0.33
0.29
0.25
0.21
0.17
0.13
0.08
0.04
0.00
FIGURE 8.14
The distribution of shear stress in the cavity when the filling ends.
(a)
(b)
FIGURE 8.15 Modification of the design for elimination of the weld lines at the main surface:
(a) original design with four gates; (b) modified design with three gates.
(a)
(b)
(c)
(d)
FIGURE 8.16 Modification of the design for elimination of the air traps: (a) the original design
in which air trap appeared in the middle of the part; (b) the molded part with a hole according to
the original design; (c) the modified design in which the thickness has been modified and the air
trap has been eliminated; (d) the final molded part according to the modified design.
Shrinkage index
0.16
0.14
0.12
0.10
0.08
0.07
0.05
0.03
0.01
FIGURE 8.17
The shrinkage index distribution of the part.
Steady
temperature (°C)
103.35
93.58
83.81
74.04
64.27
54.49
44.72
34.95
25.18
FIGURE 8.18
The temperature distribution in the cavity.
Cooling time (s)
39.04
34.27
29.50
24.73
19.96
15.19
10.42
5.65
0.88
FIGURE 8.19
The predication of cooling time.
Warpage (mm)
10.93
9.59
8.25
6.91
5.57
4.23
2.89
Z
1.55
0.21
FIGURE 8.20
The predication of warpage in the molded part.
Deflection, all effects: Z Componet
Scale factor = 1.000
[mm]
0.0541
0.0271
0.0001
–0.0269
–0.0539
Z
Scale (90 mm)
FIGURE 11.3
Y
X
–39
–26
–30
Warpage of the cover after optimization.25
Y
X
PART I
BACKGROUND
1
INTRODUCTION
Huamin Zhou
State Key Laboratory of Materials Processing and Die & Mould Technology, Huazhong University of Science and Technology,
Wuhan, Hubei, China
This book is primarily concerned with the computer
modeling technology in the quality enhancement of polymer
injection molding. This chapter outlines the injection
molding process, factors that influence the quality of
injection-molded products, and computer applications in
injection molding.
1.1
INTRODUCTION OF INJECTION MOLDING
The past century has witnessed the rapid expansion of
polymers and plastics (the term plastics describes the
compound of a polymer with one or more additives) and
their incursion into all markets. Although just over a century
old, relatively new when compared to other materials,
plastics are now among the most widely used materials,
surpassing world’s consumption of steel, aluminum, rubber,
copper, and zinc by weight (and volume, of course), as
shown in Figure 1.1.1 Plastic materials and products cover
the entire spectrum of the world economy in a position to
benefit by a turnaround in any one of a number of areas:
packaging, appliance, transportation, housing, automotive,
and many other industries.
Injection molding is regarded as the most important
process used to manufacture plastic products. Today, more
than one third of all thermoplastic materials are injection
molded and more than half of all polymer processing
equipment is for injection molding.2
1.1.1
The Injection Molding Process
Injection molding is a repetitive process in which melted
(plasticized) polymer is injected (forced) into a mold cavity
or cavities, packed under pressure, and cooled until it has
solidified enough. As a result, it duplicates the cavity of the
mold (Fig. 1.2). Generally speaking, the mold consists of
a single cavity or a series of similar or dissimilar cavities,
connected with each other to flow channels or runners that
direct the flow of the melt to the individual cavities.
During this process, there are three basic operations:
(i) heating the polymer in the injection or plasticizing unit
so that it will flow under pressure; (ii) making the polymer
melt to fulfill and solidify in the mold; and (iii) opening
the mold to eject the molded product.
The injection molding process is of great significance
as it can produce finished, multifunctional, or complex
molded parts accurately and repeatedly in a single, highly
automated operation. It permits mass manufacture of a great
variety of shapes, from simple to intricate three-dimensional
ones, and from extremely small to large ones. When
required, these products can be molded to extremely tight
tolerances, very thin, and in weights down to milligrams.
Typical injection moldings (molded products) can be found
everywhere in daily life. Examples include automotive
parts, household articles, consumer electronics components,
and toys.
1.1.2
Importance of Molding Quality
In plastic industry, for years the so-called product innovation was the only rich source of new developments, such
as reducing the number of molded components by making them able to perform a variety of functions. In recent
years, however, the process innovation has also been moving into the forefront. The latter includes all the means that
Computer Modeling for Injection Molding: Simulation, Optimization, and Control, First Edition. Edited by Huamin Zhou.
© 2013 John Wiley & Sons, Inc. Published 2013 by John Wiley & Sons, Inc.
3
4
INTRODUCTION
FIGURE 1.1 World consumption of raw materials by weight.
FIGURE 1.2 Diagram of the injection molding process.
help tighten up the manufacturing process, understanding,
and optimizing it. The core of all activities has to be the
most efficient application of production materials, a principle that must run right through the entire process from
polymer materials to the finished product. That is, the aim
is no longer merely to manufacture particular components,
but to manufacture a finished product with the best quality
and in the most rational way if possible. Other new factors
also enjoy recognition, such as shorter development time,
lower cost, and higher productivity.1
FACTORS INFLUENCING QUALITY
On the other hand, the quality of molded products will
continue to be the major criteria determining the competitiveness and performance of an injection molding company.
Owing to growing applications of plastics, increasing customer demand, and rapid growth of the global marketplace,
the quality requirements of injection-molded components
have become more stringent for various market sectors such
as the automotive, computer, consumer appliances, medical, microelectromechanical systems (MEMS), optical, and
telecommunication industries. At present, part quality is
crucial to the survival and success of enterprises. Quality
features include mechanical properties, dimensional accuracy, absence of distortion, surface quality, etc.
Only with the beginning of a deeper understanding of
process mechanisms and their underlying physical laws,
could injection molding technology make any real progress
and improve the final quality to the greatest extent.
Unfortunately, it is clear that very little was known about
what happens inside the molding process. In spite of what
has been achieved so far, the industry has surmounted only
the first hurdle of systematic development. The present
should not be regarded as the last word in progress. On
the contrary, there are great possibilities in development
that must be recognized and examined with the close
cooperation of theorists and technologists.
1.2
FACTORS INFLUENCING QUALITY
The mechanical properties and performance of a finished
product is always the sequence of events. Manufacturing
of a plastic part begins with part design and material
choice in the early stages, followed by mold design and
manufacturing, and then processing, at which time the
material is not only shaped and formed but the properties
that control the performance of the product are also set or
frozen into place.
In the development of any plastic product, it is important
to understand that the entire manufacturing process and
all involved factors in the links have an influence on
the quality of molded products. These factors mainly
include polymer properties and its performance during
molding, product design and its characteristics, mold design
and its configuration, process conditions (parameters), and
injection molding machine and its process control. For
example, various elements regarding the part and mold
designs as well as the material selection and process
setup have to be considered to ensure that the mold can
be fulfilled; the inherent, nonuniform material shrinkage
throughout the cavity due to cooling and crystallization (in
the case of semicrystalline materials) is further affected by
packing, mold cooling, constraints of mold geometry, and
the possible presence of reinforcing fibers.
5
The following subsections will introduce these factors
briefly.
1.2.1
Molding Polymer
Polymers (plastics) are a family of materials, including
many thousands of different materials. Extensive compounding of different amounts and combinations of additives (colorants, flame retardants, heat and light stabilizers,
etc.), fillers (e.g., calcium carbonate), and reinforcements
(glass fibers, glass flakes, graphite fibers, whiskers, etc.)
are used to produce new plastic materials, each having its
respective melt behavior, product performance, and cost.
Plastics can be classified according to several criteria.
Our initial differentiation is between cross-linked and noncross-linked materials. Whatever are/is their properties or
form, most plastics fall into one of two groups: thermoplastics (TPs, non-cross-linked) and thermosets (TSs, crosslinked).
TPs, which are predominantly used, can go through repeated cycles of heating/melting and cooling/solidification.
Different TPs have different practical limitations on the
number of heating–cooling cycles before appearance and/or
properties are affected. The TP resins consist of long
molecules, either linear or branched, having side chains or
groups that are not attached to other polymer molecules.
Usually, TP resins are purchased as pellets or granules that
are softened by heat under pressure allowing them to be
formed. When cooled, they harden into the final desired
shape. No chemical changes generally take place during
forming.
TSs, on their final heating (usually at least to 120 ◦ C),
become permanently insoluble and infusible. During heating they undergo a chemical (cross-linking) change. The
linear polymer chains are thus bonded together to form a
three-dimensional network. Therefore, once polymerized or
hardened, the material cannot be softened by heating without degrading some linkages. TSs are usually purchased as
liquid monomer–polymer mixtures or a partially polymerized molding compound. In this uncured condition, they can
be formed to the finished shape with or without pressure
and polymerized with chemicals or heat.
Most of the literature on injection molding refers entirely
or primarily to TPs; very little, if any at all, refers to TSs.
Considering that at least 90 wt% of all injection-molded
plastics are TPs, this book mainly deals with injection
molding of TPs, and the terms plastic and polymer used
later in this book refer primarily to TPs. Injection-molded
parts can, however, include combinations of TPs and TSs,
as well as rigid and flexible TPs, reinforced plastics, TP
and TS elastomers, etc.
Polymers are said to be viscoelastic. The mechanical
behavior of polymers is dominated by the viscoelastic
parameters such as tensile strength, elongation at break,
6
INTRODUCTION
and rupture energy. The viscous attributes of polymer melt
are important considerations during injection molding. The
rheology of polymers deals with the deformation and flow
of polymer melt under various conditions.
Owing to the thermomechanical history experienced
by the polymer during processing, macromolecules in
injection-molded objects present microstructure and morphology influencing greatly the final performance of molded
parts. In the case of TPs, some of the molecules can come
closer together than others. These are identified as crystalline; the others are amorphous. The performance of these
two microstructures varies to a great extent. There are no
purely crystalline plastics; the so-called crystalline materials
also contain different amounts of amorphous material.
1.2.2
Plastic Product
A plastic product must be designed to satisfy certain
functional, structural, aesthetic, cost, and manufacturing
requirements. One of the significant advantages of plastic
parts is that a part that incorporates a multitude of features
that might otherwise require machining and assembly of
multiple parts can be molded. Therefore, the expectations
in the plastic part and the pressure on the designer to
satisfy the multiple functions present further challenges.
Compounding this challenge is the need to combine
these features while not overly complicating the tooling
requirements that might reflect on the manufacturability of
the product and its cost.3
So, in the product design stage, one has to comprehend
factors such as the range of the material properties, structural responses, product performance characteristics, and
available fabricating processes, as well as their influence
on product performances. For structural applications a designer can use either standard design formulas (rough) or
finite-element structural analysis (more accurate) to calculate deflections and stress. Moreover, to simplify molding,
whenever possible one should design the product with features that simplify the mold-cavity filling operation. Many
such features can facilitate the molding process, improve
the product’s performance, and/or reduce cost. An example
is setting the mold-cavity draft angle according to the plastic being processed, tolerance requirements, etc. A too small
draft of molded part will lead to poor mold release, distortion of molded part, and dimensional variations. And also,
sharp transitions in part wall thickness and sharp corners
will result in parts unevenly stressed, dimensional variations, air entrapment, notch sensitivity, and mold wear.
Figure 1.3 shows a situation where it is possible to eliminate or significantly reduce shrinkage, sink marks, and other
defects.
Thus, in the design of any injection molded part, there
are certain desirable goals that the designer should achieve.
If neglected, problems can unfortunately develop. For
example, the most common design errors usually occur in
the following areas:
• thick or thin sections and transitions resulting in
warpage and stress;
• parts too thin to mold properly (such as diaphragms);
• parts too thick to mold properly;
• flow path too long and tortuous;
• orientation of polymer melt in flow direction;
• hiding gate stubs;
• stress relief for interference fits;
• living hinges;
• slender handles and bails;
• thread inserts;
• creep or fatigue over long-time stress.
FIGURE 1.3 Example of coring in products to eliminate or reduce shrinkage and sink marks.
FACTORS INFLUENCING QUALITY
1.2.3
Injection Mold
The mold is the central element of the injection molding
process. Under pressure, hot melt moves rapidly into the
mold. With TPs, temperature-controlled water circulates in
the mold to remove heat; with TSs, electrical heaters are
usually used within the mold to provide the additional heat
required to solidify the plastic melt in the cavity. The mold
basically consists of a sprue, a runner, a cavity gate, and
a cavity. The sprue transports the melt from the plasticator
nozzle to the runner. Next, melt flows through the runner
and gate and into the cavity.
The mold for producing a plastic part must be custom
designed and built. The challenges in designing a mold include the following, among many others: the mold must
accommodate delivery of the melt and accomplish automatic separation of runner and part; the cavity dimensions
must be sized to account for the part’s shrinkage; the mold
must provide adequate and uniform cooling and venting of
gases; the mold must be strong enough to withstand cyclic
internal loads from injection pressures and external clamp
pressures; the mold components must be machinable.
Many parts of an injection mold will influence the final
product’s performance, dimensions, and other characteristics. These mold parts include the cavity shape, gating,
parting line, vents, undercuts, ribs, hinges, etc., which are
listed in Table 1.1. The mold designer must take all these
TABLE 1.1
7
factors into account. At times, to provide the best design, the product designer, processor, and mold designer
may want to jointly review where compromises can be
made to simplify the process of meeting product requirements. With all these interactions, it should be clear why
it takes a significant amount of time to prepare a mold for
production.
1.2.4
Process Conditions
Different product requirements and material conditions are
considered in choosing the most efficient injection molding
process. It is well known that the process conditions have a
direct influence on the performance of injection moldings.
Mold filling involves both high deformation and high
cooling rate. The process conditions are correlated with the
internal structure of the plastic material, which represents
the key for the behavior of the molded product, as shown
in Figure 1.4.
In order to have a stable and high-quality production, the
following issues and relevant process parameters are worth
investigating. The plasticization phase can be optimized by
varying the screw rotation speed and back pressure so as to
provide sufficient and uniform polymer melt. The injection
velocity (speed) is critical to influencing the pressure drop,
temperature difference after filling, shear rate (and thus
orientation), etc. The switchover from filling to packing can
be made based on smooth changes of pressure and filling
Examples of Errors in Mold Design
Faults
Wrong location of gates
Gates and/or runners too narrow
Runners too large
Unbalanced cavity layout in
multiple-cavity molds
Nonuniform mold cooling
Inadequate provision for cavity air
venting
Poor or no air injection
Poor ejector system or bad location of
ejectors
Sprue insufficiently tapered
Sprue too long
No round edge at the end of sprue
Bad alignment and locking of cores
and other mold components
Mold movement due to insufficient
mold support
Radius of sprue bushing too small
Mold and injection cylinder out of
alignment
Possible Problems
Cold weld lines, flow lines, jetting, air entrapment, venting problems, warpage, stress
concentrations, voids, and/or sink marks
Short shots, plastics overheated, premature freezing of runners, sink marks, and/or voids
Longer molding cycle and waste of plastics
Unbalanced pressure buildup in mold, mold distortion, dimensional variation between
products (poor shrinkage control), poor mold release, flash, and stresses
Longer molding cycle, high after-shrinkage, stresses (warpage), poor mold release,
irregular surface finish, and distortion of part during ejection
Need for higher injection pressure, burned plastic (brown streaks), poor mold release, short
shots, and flow lines
Poor mold release for large parts, part distortion, and higher ejection force
Poor mold release, distortion or damage in molding, and upsets in molding cycles
Poor mold release, higher injection pressure, and mold wear
Poor mold release, pressure losses, longer molding cycle, and premature freezing of sprue
Notch sensitivity (cracks, bubbles, etc.) and stress concentrations
Distortion of components, air entrapment, dimensional variation, uneven stresses, and poor
mold release
Part flashes, dimensional variations, poor mold release, and pressure losses
Plastic leakage, poor mold release, and pressure losses
Poor mold release, plastic leakage, cylinder pushed back, and pressure losses
8
INTRODUCTION
FIGURE 1.4 Relationship between process conditions and properties of products.
To mold parts at the shortest cycle time, the molding
machine would be set at the lowest temperature and
highest pressure location on this diagram. If inferior
quality appears, one has to move the parameters to higher
temperature and/or lower pressure. This is a simplified
approach to producing quality parts because only two
variables are controlled here. Using this approach for
making process windows, one can analyze all other process
parameters. The process window for a specific plastic part
can significantly vary if changes are made in its design,
material choice, and/or the fabricating equipment used.
Developing the actual data involves plenty of molding
trials.
1.2.5
FIGURE 1.5
Illustration of process window.
rate. Optimizing the magnitude and duration of applied
packing pressure can prevent sink marks, dimension out-oftolerance, and underweight. Cooling time depends on the
melt temperature and part thickness. Attention must be paid
to the mold and injection (barrel) temperature that influence
both the quality and productivity.
Process windows are the ranges of process conditions,
such as injection speed, injection temperature, mold temperature, and holding pressure, within which a specific plastic
can be molded with acceptable or optimum properties. A
window is a defined “area” in the space of process variables.
For example, by plotting injection temperature versus holding pressure, a molding area diagram that shows the best
combinations of injection temperature and holding pressure to produce quality parts is developed, as shown in
Figure 1.5. The size of the diagram denotes the molder’s
latitude in producing good parts.
Injection Molding Machine
The injection molding machine is one of the most significant and rational forming methods that exist for processing
plastic materials. There are different types of injection
molding machines. The reciprocating screw injection
molding machine is the most widely used one in plastics
industry owing to its better reliability and overall performance, such as improved melting rates, closer tolerances
on shot size, better control of temperatures, and simpler
structure. A simplified general layout for an injection
molding machine is shown in Figure 1.6. The injection
molding machine has four basic components: the injection
unit, the clamping unit, the control system, and the drive
system.
The injection unit, also called the plasticator, prepares
the proper plastic melt and transfers the melt into the
mold. The most important elements of an injection unit
are (in the sequence of polymer flow) as follows: hopper,
screw, homogenizing elements on the screw (in some
cases), nonreturn valve (check valve) at the screw tip
(in some cases), nozzle, and heater bands. The clamping
unit opens the mold for demolding and closes it for the
next shot. Because the polymer is pressed under high
pressure into the mold, the clamping unit must also be
FACTORS INFLUENCING QUALITY
FIGURE 1.6
Schematic of an injection molding machine.
able to keep the mold tightly sealed during the filling and
holding stages. At present, clamping units are available in
three different forms in the market: mechanical, hydraulic,
and hydraulic mechanical systems. The control system
coordinates the machine sequences, keeps certain machine
parameters constant, and optimizes individual steps in the
process. All motion sequences of the machine, the correct
order of these sequences, their initiation, the signaling of
positions reached (such as by limit switches), and the
reaction at predetermined times within a cycle have to
be achieved, initiated, and coordinated. The temperature
requirements during molding (including barrel, melt, and
mold temperatures) are set up by the control system,
and implemented by the tempering devices. The drive
system provides power for the above components by the
conventional way of hydraulic or by the recent developed
ways of all-electric or hybrid-electric-hydraulic. At present,
the hydraulic system is the most popular, while the
electric one has the development tendency. The essential
advantage of oil hydraulic systems is that the fluid can
be distributed easily by hoses and pipes, and that no
complicated mechanical transfer elements such as rods,
cables, and toothed racks are necessary. Compared with
electric systems, the main drawback is their higher energy
loss.
The injection molding machine performs certain essential functions: (i) plasticizing —heating and melting the
plastic in the plasticator; (ii) injection —injecting from
the plasticator under pressure a controlled-volume shot of
melt into a closed mold; (iii) after-filling —maintaining the
injected material under pressure for a specified time to
prevent back flow of melt and to compensate for the decrease in volume of melt during solidification; (iv) cooling/
heating —cooling the TP molded part or heating the TS
molded part in the mold until it is sufficiently rigid to be
ejected; and (5) molded-part release —opening the mold,
ejecting the part, and closing the mold so it is ready to start
the next cycle. The type and size of an injection molding
machine to be used are dependent on the dimensions and
volume of the molded product.
9
The injection molding machine has extensive processcontrolling devices to maintain correct operating procedures. The physical values to be controlled (temperature,
position, velocity, and pressure) are recorded with special
sensors (thermocouples, displacement, and pressure transducers). These signals are then transformed and read in
by the supervising computer. On the basis of these input data, the control program induces certain actions: for
example, if the temperature of the plasticating unit is too
low, the heater bands are switched on, or, if the screw
has reached a set position during plastication, the control
system shuts a valve, to switch off the screw rotation.4
Process control closes the loop between process parameters and appropriate machine control devices to eliminate
the effect of process disturbances. Tighter operational controls permit production of high-quality products with less
effort.
In addition, the design of the control system has to
incorporate the logical sequence of all basic functions,
including injection speed, clamping and opening the
mold, opening and closing of actuating devices, barrel
temperature profile, melt temperature, mold temperature,
cavity pressure, and holding pressure.
1.2.6
Interrelationship
As mentioned above, all factors involved in the entire
manufacturing process affect the final quality of the
molded products, including plastic properties, product
characteristics, mold configuration, process conditions, and
process control. This relationship can be illustrated as a
fishbone diagram (Fig. 1.7). As an example, the dimensional
accuracy of injection molding, which can be met, depends
on such factors as properties of materials; accuracy of
mold and machine performance; operation of the complete
molding cycle; wear or damage of machine and/or mold,
shape, size, and thicknesses of the product; postshrinkage
(which can reach 3% for certain materials); and the degree
of repeatability in performance of the machine, mold,
material, etc.
Moreover, there are strong and complicated interrelationships among these factors. For instance, it is well known
that different plastics have different melt flow characteristics. What is used in a mold design for a specific material
may thus require a completely different type of mold for
another material. These two materials might, for instance,
have the same polymer but use different proportions of additives and reinforcements. It is necessary to consider these
interrelationships so as to fabricate a cost-performance effective molded product.
Unfortunately, at present, the development stages of
injection-molded parts are often handled sequentially and
independently. A part designer will design a part with
limited knowledge of mold, processing, and/or materials.
10
INTRODUCTION
FIGURE 1.7 The factors influencing the final quality of molded parts.
A mold designer will inherit this part and design and build a
mold with limited understanding of processing and material
behaviors during processing. The injection molder then
inherits this mold and must try to find a process condition
that can produce the required part. At this stage his options
are very limited. In addition, we find that the processor
often has had limited opportunity to take formal training
that would allow him to understand the fundamental causeand-effect relationship of his actions on the molded part. Is
the warpage problem which he is encountering dominated
by part design, material, mold cooling, gating, process, or
other factors? The attempts at solving problems are often
based on trial and error, seat of the pants, gut feel, and
intuition.3
On the basis of the above facts, it is of great importance
to recognize that the best quality can only be achieved
by overall optimization from the very beginning of a
design concept through to production of injection-molded
parts, and thus it is necessary to establish effective
cooperation among part designers, mold designers, molders,
and material engineers. The best approach may be to
integrate computer modeling within an overview of the
interrelated building blocks of an injection-molded part:
product design, plastic material, mold design, process
conditions, and the injection molding machine.
1.3
COMPUTER MODELING
One of the most revolutionary technologies to affect
injection molding in the past decades certainly would be
computer applications in the industrial production process.
In the injection molding industry, computers permeate
all aspects from the concept of a product design, mold
manufacturing, raw material processing, marketing and
sales, recycling, to administration and business, and so
on. They provide word processing, databases, software,
spreadsheets, design and manufacturing support, etc., while
this book focuses on the computer’s service in improving
the product quality.
Most accept the fact that computers can, if properly used,
improve efficiency, reduce costs, improve the quality of
products, and reduce time for bringing new products to
the marketplace. Mold costs can be reduced 10–40%, lead
time cut by 20–50%, molding cycle time cut by 10–50%,
material usage reduced by 5–30%, and product cycle time
reduced by 50–80%.1
The advantages of computer modeling are, in particular,
accentuated because in order to produce a single part to
evaluate its performance first a custom-designed mold must
be built, which may cost tens to hundreds of thousands of
dollars. This is typically several million times the selling
price of the product it is to produce. The process of
designing and building a mold, and molding the first plastic
COMPUTER MODELING
parts can easily take 20 weeks. Not until this time can the
actual size, shape, and mechanical properties of a molded
part be known. It is rare that these first parts possess
the required specifications. The next stage is typically a
long, costly process of trying to produce parts that obey
the specification, maybe involving changes to the mold,
process, or the plastic material. This is in contrast to
the development of machined products. Here, if the part
does not satisfy expectations, it can be easily modified
or a second part will be machined reflecting an altered
design. So, if the first parts do not work, the investment
in engineering and machine time is minimum compared to
building a mold.3
1.3.1
Review of Computer Applications
The use of computers in manufacturing operations dates
back to early work in the 1950s in which the dream
was to control metal-cutting machine tools by computer.
It was hoped that this would eliminate the requirement
for many tooling aids, such as tracer templates, that
favored the accuracy and repeatability of machining
operations on the shop floor. During this period, the only
types of computers available were extremely expensive
“mainframe” computers. Programming was accomplished
via a punched card medium and was tedious and time
consuming to develop and debug. The only means to check
cutter paths developed by the computer was to do a “prove
out” run on the shop floor.
The concept of using a graphic display device to
visualize cutter paths was proposed and developed during
the 1960s. During this same period, an important hardware
progress was the development of microcomputers. This
newcomer to the computer field brought in a totally new
price and performance spectrum, which created a dramatic
increase in the acceptance of computers (and also the
concept of CAD/CAE/CAM) in general, particularly in the
scientific, engineering, and manufacturing areas.
The 1970s not only engendered a continued development
of hardware and software products but also brought about
a change in the business climate. The computer industry
spawned the “turn-key” CAD/CAE/CAM suppliers that
could supply both the computer hardware and user-friendly
software, ready to run. The first predominant applications
were in the area of two-dimensional printed circuit board
(PCB) and integrated circuit (IC) design. Both of these
applications were relatively easy to capitalize on, as they
can be described by geometries on planar surfaces.
During the following two decades, the rapid developments of CAD/CAE/CAM resulted in three-dimensional
representations of objects. This implied a complete expansion in the capabilities of CAD/CAE/CAM systems,
moving them from two-dimensional drafting tools into
11
true spatial mathematical modeling tools. The threedimensional modeling and the fast, smooth shading of
surfaces help one to understand the shape geometry.
Besides CAD/CAE/CAM, the computer applications for
design and manufacture support in injection molding
extended into computerized databases of plastics, trouble shooting, optimization, process control of molding
machines, etc.
In this new century, new software packages of CAD/
CAE/CAM continued to enhance their usefulness to part
designers, moldmakers, and molders. The related technologies include two-dimensional drafting; three-dimensional
modeling, design and assembly; finite-element analysis and
simulation; visualization and virtual reality; (on-line and
real time) optimization; numerical control programming;
integrated, intelligent, Internet-based, and cooperative design; product data management (PDM); enterprise resource
planning (ERP); manufacturing execution system (MES);
product lifecycle management (PLM); etc. In the present
time, the technologies of computer applications imply a
completely different methodology of engineering design.
The benefits that result from computer applications in
injection molding are productivity improvement, quality
enhancement, turnaround time improvements, more effective utilization of scarce resources, etc. Examples include
(i) fewer errors in drawings, which improves mold quality and speeds up delivery time; (ii) better communication
among part designers, mold designers and moldmakers; (iii)
improved machining accuracy; (iv) standardization of parts
and components, which reduces the amount of supervision
required in a manufacturing facility; (v) improved speed
and accuracy in the preparation of the quotation; and (vi) a
faster response to market demand.
1.3.2
Computer Modeling in Quality Enhancement
Among all the benefits of computer applications, the quality
benefits are perhaps the most underrated. Computer modeling has played a crucial role in the quality control of
injection molding. Many of the analysis packages promote
a better understanding of molding process and the interrelationships among correlated parameters. This contributes to
a better ability to control previously mysterious phenomena
(such as warpage). Instead of the past costly trial-and-error
manufacture process, prediction and optimization of the
product quality at the lowest cost has now become possible.
The increased computer-aided process control has resulted
in quick setup, automatic production, and an overall increase in part quality. It is unquestionable that a proper use
of computer applications can sharpen a company’s completive edge in various aspects such as analysis, design,
simulation, optimization, control, and monitoring.
Here, we review the development process of injectionmolded products. During the early design stage, the
12
INTRODUCTION
material’s choice and product geometry are both decided
mainly based on the functional requirements. After that,
the mold is custom designed and manufactured. Once
an injection mold is built and mounted on a machine,
a molding engineer (or setup person) has to determine
the process conditions (such as shot size, injection speed,
pack/hold time and pressure, cooling time, back pressure,
coolant temperature, and barrel temperature), depending on
the material, product, and mold. Typically, these parameters
can be set at the machine’s operating console. The machine
control executes the commands set for moldings, and its
performance has a direct impact on the final part quality.
This development process is illustrated in Figure 1.8, and
the relevant parameters are called design variables in
this book.
Instead of the design variables, numerous research efforts has showed that the thermomechanical histories during
the injection molding process (referred to as processing
variables here) finally determine the quality of the molded
part (labeled as quality variables). The processing variables
mainly denote the flow, temperature, and pressure within
the polymer melt throughout all phases of injection molding such as melt temperature, melt pressure, melt shear rate,
melt shear stress, and heating/cooling rate. The quality variables include quantitative and qualitative indices such as
part weight and thickness, volume shrinkage, warpage, sink
marks, weld lines, part strength, and part appearance. Because the processing variables are the true indicators of the
conditions of the material inside the mold, they are more
closely related to quality variables than are the design variables. Of course, these processing variables cannot be set up
directly, depending on the collective effect of the specific
resin and mold used, the machine setting, and the nonlinear,
distributed, and time-varying process dynamics.5 Figure 1.8
describes the three-level hierarchy and dependency of the
injection molding quality.
The processing variables serve as the connection
between the design variables and the quality variables.
However, no generic quantitative models have been established for the connections from the design variables to the
processing variables and from the processing variables to
the quality variables. The relationship between the design
variables and the quality variables of molded parts can be
expressed as a mapping in the following form:
Q = f (m, p, d(m, p), c(m, p, d)) + v(c)
(1.1)
where Q is the collection of quality variables; m, p,
and d are the collections of material properties, product
characteristics, and mold configuration, respectively; c
denotes the process conditions; v is the disturbances from
the machine, affecting the execution of process conditions;
and f is a mapping function without considering the
disturbances.
Unfortunately, f is typically complicated or unknown
a priori . In practice, the expression of f has to be
simplified to a certain extent in order to establish a
reasonably accurate mapping between the influencing
factors and part quality. The methods of mapping can be
categorized into two approaches, namely, the numerical
simulation approach and the optimization approach. The
first approach describes the physical process of injection
molding directly, which is developed based on the first
principle, involving the use of computer-aided engineering
(CAE) software or mathematical models. While the latter
approach employs various artificial intelligence (AI)-based
models such as case-based reasoning (CBR), artificial
neural networks (ANNs), expert systems (ESs), fuzzy logic,
genetic algorithm (GA), and design of experiments (DOE,
using less AI technique). These AI methods should use
expert knowledge, cases, and empirical models, as well as
simulation results, as their reasoning basis.
On the other hand, to achieve consistent quality, the
machine controller should be able to repeat the process
conditions consistently with high accuracy. However, there
are plenty of unpredictable disturbances, including the
mechanical and hydraulic deviations of machines and those
coming from polymer pellets and melt, which are difficult
to model and predict. Therefore, an accurate and robust
process control of the injection molding machine also
FIGURE 1.8 Architecture of computer modeling in quality enhancement.
COMPUTER MODELING
plays an important role in ensuring the repeatability and
reliability of the product quality. Besides the individual
variable control of process conditions, newer works have
attempted a direct (on-line) control of the final molded
part quality (termed direct quality control ), but it is
difficult to implement owing to the lack of an accurate
quantitative description of the complex relation between
quality characteristics and process conditions.
In short, computer modeling for quality enhancement of
injection molding could be organized into three categories,
namely, numerical simulation, optimization, and process
control, as shown in Figure 1.8. These are the focus of this
book. In the following paragraphs, these three categories
are reviewed briefly.
1.3.3
Numerical Simulation
Numerical simulation for injection molding is generally
based on the rigorous, first-principle model that provides
reasonably accurate descriptions and trends of the injection
molding process.
In the early stage, quite a few mathematical models (i.e.,
simplified numerical simulation) have been developed for
describing the injection molding process.6 For example,
Kamal and Kenig,7,8 Wu et al.,9 and Stevenson10 developed
the mathematical models to describe the filling in a centergated disc; Toor et al.,11 Harry and Parrott,12 and Lord and
Williams13 studied the one-dimensional filling behavior in
rectangular cavity geometry; while Williams and Lord14
and Nunn and Fenner15 developed the mathematical models
to describe the filling in a circular tube. These filling models
are all limited to one-dimensional geometry. To apply
these one-dimensional flow representations to simulate
polymer flow in typically complex mold cavities, branching
flow approach16,17 and network flow approach18,19 were
proposed and implemented. These approaches involve
laying flat and decomposing the cavity geometry into
several conjectured flowpaths comprising a series of onedimensional segments such as strips, discs, fans, and/or
tubes.
With respect to mold cooling, Busch et al.20 and White21
derived mathematical models for the estimation of the
cooling time. Tan and Yuen22 developed computer systems
for calculating the process parameters and deriving an initial
parameter setting for injection molding. Tan and Yuen23
proposed an analytical model for injection molding based
on which the filling pressure, clamp force, shear stress,
shear rate, and temperature at different time instants and
locations can be calculated and used to determine suitable
process conditions.
In addition to the mathematical models, many numerical
simulation models were developed to simulate the process behavior of injection molding. Hiber and Shen24 and
Wang et al.25 employed a finite-element/finite difference
13
scheme for simulating filling of thin cavities of general
planar geometry. These models were implemented based
on the generalized Hele-Shaw flow for an inelastic, nonNewtonian fluid under the nonisothermal conditions. Chiang et al.26 developed a unified simulation model for the
filling and postfilling stages on the basis of the hybrid finiteelement/finite difference numerical solution of the generalized Hele-Shaw flow for the compressive viscous fluid
under the nonisothermal conditions. This 2.5-dimensional
Hele-Shaw approach was extended or incorporated by other
researchers to simulate mold cooling,27 fiber orientation,28
residual stresses,29 and shrinkage and warpage,30,31 as
well as various special molding processes such as coinjection molding,32 gas-assisted injection molding,33 microchip encapsulation,34 injection/compression molding,35
reaction injection molding, and resin transfer molding.36
Zhou et al.37,38 presented a surface-model-based simulation
which still used the Hele-Shaw assumption, but represented
a three-dimensional part with a boundary mesh instead of
the mid-plane.
Some fluid behaviors at the free surface (flow front),
near and at the solid walls, and at the merging of two
or more fluid streams cannot be accurately predicted
using the Hele-Shaw approximation.39 To date, several
full three-dimensional simulation approaches for injection
molding have been developed. Rajupalem et al.,40,41
Kim and Turng,42 Zhou et al.43 and Cheng et al.44 used
equal-order velocity–pressure formulations to solve the
Stokes equations in their three-dimensional mold filling
simulation. Haagh and Van De Vosse45 implemented a
finite-element program for injection molding filling, which
employed a pseudoconcentration method. Hetu et al.46
employed the Petrov–Galerkin method to prevent these
potential numerical instabilities. Chang and Yang47
developed a numerical simulation program for mold
filling on the basis of an implicit finite-volume approach.
Estacio and Mangiavacchi48 and Jiang et al.49 used the
control-volume-based finite-element-method (CVFEM) to
solve flow and heat transfer in injection molding.
Considering the fact that product properties are, to a
great extent, affected by internal structures (morphology),50
numerical simulation of the effect of operative conditions
of injection molding process on the morphology distribution inside the obtained moldings has been performed,
with particular reference to semicrystalline polymers.51
As for crystallization, the crystallization kinetics models include Avrami model,52 Nakamura model,53,54 Ozawa
model,55,56 Mo model,57,58 Urbanovici–Segal model,59 – 61
and the flow-induced crystallization models.62 – 64 Evolution of crystallization morphology in injection molding is
based on the nucleation and growth process.51,65 – 67 In
the case of polymer blends, the molding process often
gives rise to a heterogeneous microstructure that can be
characterized by the size, shape, and distribution of the
14
INTRODUCTION
constitutive domains.68 Direct numerical simulations have
been developed for single and multiple droplets behaviors
in emulsions.69 – 73 Under the shear (or elongation) stress
field in the cavity during processing, a skin–core structure is common in injection-molded parts.73,74 The study
of orientation is closely related to the fact that orientation will inevitably lead to anisotropy in polymer properties, mainly including molecular orientation75 – 79 and fiber
orientation.80 – 84
Some of the achievements in simulating the injection
molding process were commercialized in the simulation
packages such as Moldflow, Moldex 3D, HSCAE. Reliable
CAE simulation tools could replace the traditional trialand-error approach and assist to select material, design
the product and mold, and set up the molding conditions
in a more effective manner. Moreover, some special
CAE software could suggest optimal process conditions to
achieve acceptable parts by using certain built in criteria and
rules. For example, it is capable to carry out an automated
DOE to determine a robust process window for producing
“good parts.” And also, several process parameters can be
first set step-by-step in the process setup stage, and further
refined in the process optimization stage to achieve 100%
yield by improving the process robustness and reducing
the probability of producing defective parts.85,86 Nirkhe
and Barry86 compared the software-based setup method
with the manual approach and the results show that the
former approach could obtain process conditions that lead to
more consistent part weights and dimensions than the latter
approach. Turng and Peic87 have integrated a CAE tool with
various optimization algorithms to help identify the optimal
process conditions to achieve a variety of optimization
objectives while satisfying certain constrains. Lam et
al.88 presented a simulation-based system to assist the
determination of process parameters, allowing the designers
to specify their intended quality measuring criteria such
as minimum cavity pressure and shear stress, a uniform
distribution of cooling time, end-of-fill temperature, and
volumetric shrinkage.
Although CAE software and mathematical models
provide the developer with effective tools, their ability
should not be overestimated. They also have many
limitations. The underlying assumptions and simplifications
in these first-principle models can sometimes lead to
discrepancies between the real optimal scheme and those
obtained from the models. And also, adequate training is
important for proper use of these tools. The analyst should
be trained not only in modeling and running the programs
but also in traditional molding and design.
1.3.4
Optimization
Optimizations in injection molding have already been very
popular with modern industries showing their substantial
power in competitiveness enhancement. Computer optimizations can be classified into two categories: noniteration
methods (such as gray relational analysis, ES, fuzzy logic,
and CBR) and intelligent optimization algorithms (including GA, simulated annealing algorithm, and particle swarm
algorithm). And recently, surrogate modeling is often employed in optimization, including response surface method,
ANN, and support vector regression. Only some of these
methods are reviewed in this section. It should be noted
that numerical simulation trials are sometimes used as data
sources of optimization algorithms.
DOE techniques, especially the Taguchi method, were
widely used to generate meaningful experimental data
and determine optimal process parameters for injection
molding.89 – 92 These studies show that Taguchi parameter
design can uncover subtle interactions among process
variables with a minimum number of test runs. For instance,
Liao et al.93 started with the process conditions suggested
by a CAE tool and then optimized them with DOE to
minimize the shrinkage and warpage of a cellular housing
part. To improve the effectiveness of DOE, other techniques
were incorporated with the Taguchi method. Yeung and
Lau94 attempted to link quality function deployment (QFD)
with DOE to establish a prioritization mechanism for setting
the selected parameters with respect to all of the quality
characteristics. Kuhmann and Ehrenstein95 combined the
Taguchi method and the Shainin method to improve the
robustness of the injection molding process.
Amidst the diverse ways of building the AI models, ANN is one of the widely used methods.96 – 99 Generally, ANN approaches were applied far and wide in
building a process model for quality control in injection molding.100 – 106 In these approaches, some indices of
part quality, such as weight, thickness, warpage, shrinkage, flash, and/or strength, are established as the output
of neural networks while the inputs are either the process
conditions (such as injection speed, holding pressure, holding time, cooling temperature, and barrel temperature) or
the processing variables (such as nozzle pressure, cavity
pressure, and melt temperature), or a combination of them.
For example, the ANN method was successfully used in
predicting the shrinkage and warpage of injection-molded
thin-wall parts.107 It is not surprising that networks based
on processing variables could predict the part quality more
accurately than those based on process conditions. Note
that the ANN model has to be trained with a set of wellprepared data capable of describing the process sufficiently
accurately. Otherwise, the model would only have little use.
The ES simulates the human reasoning process by
applying specific knowledge and inference. A typical ES
consists of two major elements: the knowledge base and
the inference engine. Quite a few ESs were developed to
recommend the qualitative correction instructions108 and/or
the quantitative change of molding parameters in response
COMPUTER MODELING
to the input molding defects. Jan and O’Brien109,110
developed an algorithm to calculate the decision indices
that show the likelihood of the influencing variables
responsible for defects. They were used to specify the
assurance of possible remedies for the given injection
molding problems.111,112 Kameoka et al.113 applied the
multidimensional matrix technique to develop an ES called
ESIM so as to realize the skilled operators’ inference
procedures into the system. Kimura et al.,114 Dwivedi
et al.,115 and Mok et al.116,117 developed integrated
knowledge-based systems for mold design support in which
flexible representation frameworks were studied for various
types of expert knowledge. Bozdana and Eyercioglu118
developed a frame-based, modular and interactive ES
(called EX-PIMM ) for the determination of the injection
molding parameters of TP materials.
Fuzzy logic was applied in the development of an ES,
which can recommend the quantitative change of molding
parameters.119 Tan and Yuen120 proposed a fuzzy multipleobjective approach to set up the process for minimizing
injection molding defects. In their study, the defects were
expressed by a scale number through fuzzy functions. The
relationship between the severities of the defects and the
machine variables was approximated by a set of quadratic
polynomials via regression analysis. Chiang and Chang121
applied a gray-fuzzy logic approach for the optimization of
machining parameters to an injection-molded part with a
thin shell feature. Through the gray-fuzzy logic analysis,
the optimization of complicated multiple performance
characteristics can be converted into the optimization of
a single gray-fuzzy reasoning grade.
The basic idea of CBR is that a case-based reasoner
solves a new problem by adapting the solutions that were
used to solve the old problems. Kwong and colleagues
developed a CBR system,122,123 a CBR system combined
with fuzzy logic and neural networks,124 and an intelligent
hybrid system,125,126 to determine the initial process
conditions. In their study, the model of the process
was in the form of a case library. The match of the
current problem with the library was solved through fuzzy
inference, and the case adaptation was implemented in
neural networks. Shelesh-Nezhad and Siores127 also applied
the CBR approach in deriving the first trial parameter
setting of injection molding. Kwong128 developed a casebased system for process design of injection molding, which
aims to derive a process solution for injection molding
quickly and easily without relying on the experienced
molding personnel. Huang and Li129 proposed a hybrid
approach of CBR and Group Technology (GT) for injection
mold design.
GA approach has been applied to develop optimization systems for the process parameters of injection
molding.130,131 Because optimization of process parameters
for injection molding is not a static process, an optimization
15
system called Ibos-Pro has been developed on the basis of
evolutionary strategies approach for on-line optimization of
the process parameters.132 On the other hand, once a minimal region is identified during the search process of GA
in process conditions optimization, it is inefficient, even
sometimes impossible, in reaching its minimum. Here, the
gradient method can help to guarantee a local minimum.133
Recently, a microgenetic algorithm (mGA)-based approach
was presented to solve biobjective optimization of an injection mold design problem, such as gate positioning134,135 ;
a distributed multipopulation GA was used to optimize injection molding with weld line design constraint136 ; and a
multiobjective GA, denoted as Reduced Pareto Set Genetic
Algorithm with Elitism, was applied to the optimization of
the injection molding process.137
Deng et al.138 proposed a PSO (particle swarm optimization) algorithm for the optimization of multiclass design
variables, including product characteristics (part thickness),
process conditions (injection temperature, mold temperature, and injection speed), and mold configuration (gate
location). The optimization is targeted at different aspects of
molding quality, including part warpage, weld lines, and air
traps. A computer program was developed that automates
the steps such as adjusting the part thickness, the injection
molding process parameters, and the gate location, activating the CAE software to simulate the injection molding
process, retrieving the simulation results, and evaluating the
objective functions.
From the above applications, it can be seen that different AI methods were often combined together in injection
molding optimization so as to exploit their respective advantages. As a more representative example, Chen et al.139
presented a hybrid approach for the process parameters
optimization, which integrated Taguchi’s parameter design
method, back-propagation neural networks, GAs, and engineering optimization concepts.
The optimal design scheme and process conditions
set by the above-mentioned methods are assumed to
exist and remain constant for a specific combination of
machine, mold, and material. However, this assumption
may not be true in a real process, given various unexpected
disturbances. Therefore, it requires some methodology
to adjust the conditions in order to compensate for the
disturbances and to improve the process control of the
machine to minimize the disturbances.
1.3.5
Process Control
Process control and monitoring provide continual support toward achieving a higher level of technology
implementation to meet performance demands at the lowest
cost. Control systems available at present include feedback
control, feed forward control, advanced control, learning
control, etc. And monitoring may refer to the most lately
16
INTRODUCTION
statistical process control (SPC), multivariate statistics, and
multiphase statistical process control.
At present, there are many commercial control systems available in the market for the injection molding
machine (e.g., Pro-Set,140 Xtreem XP,141 and MMI142 ).
These systems usually include function modules for controlling position/velocity, pressure, temperature, and motion
sequences. Well suited for injection molding machine control, programmable logic controllers (PLCs) were widely
used in these systems.143 Typically, a PLC sequence program or logic program is created for controlling a motion
sequence such as clamping close/open, ejection, injection
unit forward/backward, and safety guard. The injection velocity, ram position, screw rotation speed, hydraulic system pressure at injection, barrel temperature, and coolant
temperature can be controlled via a conventional PID
(proportional–integral–derivative) controller embedded in
the intelligent modules. Recently, some up-to-date machine
controllers were built on industrial PCs (personal computers) directly,144 – 147 which brings about numerous benefits,
including more powerful processing capabilities as well as
more public and open resources available to machine control developers.
Because of unpredictable disturbances, traditional PID
control sometimes cannot guarantee high standard machine
performance. Therefore, there have been continuous efforts
in pursuing advanced control technologies to improve
machine control.148 – 158 As the barrel temperature, injection
speed, ram position, and hydraulic pressure are closely
related to the injection stage, some advanced strategies
have been developed to control these parameters.152
Having obtained the general state equation, numerous
modern control algorithms such as linear quadratic optimal
control159 and model predictive control160 can be applied
to achieve better performance than PID.
In particular, Bulgrin and Richards148 proposed a barrel
temperature state control on the basis of a state equation
obtained from a lumped heat capacity analysis. Considering
the slow responses of injection molding barrel temperature,
Yao et al.161 presented a combined strategy using a
feedback controller and in iterative learning feedforward
(ILFF) controller for barrel temperature control.
Regarding injection velocity, there are many adaptive
control schemes reported in the publications, such as
the self-tuning regulator (STR) and generalized predictive control (GPC),154,162 sliding mode control (SMC),155
fuzzy logic control (FLC),156 iterative learning control
(ILC),157,158 and on-line controller updating.163,164 Technically speaking, all of the above control schemes have
a common key component—the process model—whose
accuracy significantly affects the final performance, even
though the proper controller design can partially compensate for a model mismatch.
When using the linear model structure proposed by
Wang et al.,165 Huang et al.166 presented a predictive
control scheme and analyzed the closed-loop properties.
Furthermore, on the basis of a linear auto regressive with
ex ogenous (ARX) input model, Yang and Gao154 applied
adaptive GPC to ram velocity control and compared it
with a self-tuning pole-placement controller enhanced by
several measures: antiwindup estimation to eliminate the
estimation windup, cycle-to-cycle adaptation to improve the
model convergence, and adaptive feedforward and profile
shift to improve the tracking speed. They concluded that
the adaptive GPC controller performed well over a wide
range of process conditions. Furthermore, the GPC design
has inherently good tracking performance and excellent
tolerance to model mismatch.
As far as the nonlinear model based on physical
principles is concerned,167 it is difficult to design a
controller directly from the model owing to its complexity.
However, the nonlinear model can be approximated by a
simpler model structure, which is suitable for the control
while the error resulting from the approximation can be
taken into account in design. For example, Tan et al.155
developed an adaptive sliding mode controller, which was
verified through simulation to be capable of achieving
tight setpoint regulation. An on-line numerical simulation
was developed recently that is capable of predicting state
variables such as flow rate, melt temperature, shear rate,
and melt viscosity by using real-time data from a nozzle
pressure sensor.168
There are also some unconventional ways to represent the process models. For example, Tsoi and Gao156
used a fuzzy-logic-based model to control the injection velocity. Their experimental results revealed that the fuzzy
logic controller worked well with different molds, materials, barrel temperatures, and injection velocity profiles,
suggesting that the fuzzy logic controller has superior performance over the conventional PID controller in response
speed, setpoint tracking, noise rejection, and robustness. Because of the cyclical nature of injection molding, it is well
suited for an ILC strategy, which uses successive repetitions of the same action to refine the control input. ILC
has been employed to control injection velocity by Gao
et al.,157 and to control hydraulic pressure/ram position
by Havlicsek and Alleyne,152 where the traditional openloop feedforward compensator was combined with feedback optimization control to achieve stable convergence
and performance improvement akin to closed-loop control.
Considering the difficulty of establishing a process model,
a model-free self-organizing fuzzy controller (SOFC) was
developed to control the molding machine.146 Experimental
results demonstrated that the SOFC exhibits better control
performance than the fuzzy logic controller or the PID controller in controlling the screw velocity and the holding
pressure.
OBJECTIVE OF THIS BOOK
Advanced control algorithms such as adaptive control
and model predictive control have been adopted to deal
with the inherent process nonlinearity and time-varying
characteristics. These control algorithms are all focused on
single-cycle control performance. Recently, a multicycle,
two-dimensional model predictive learning control has been
developed for batch process control.169,170 This method has
been applied to injection molding.171 – 173
Most of the work for process control of injection
molding has tackled this challenging subject mainly through
consistent machine operations or process condition control,
that is, controlling the design variables. Recently, direct
quality control has been proposed and developed, in which
the quality variables, or the processing variables, are used
as the setpoint parameters. The quality variables include
part weight,174,175 flash,176,177 etc., whereas the processing
variables include mold separation,178 cavity pressure,179,180
melt-front velocity,181 etc. One essential difficulty in direct
quality control is the lack of a quantitative description of the
complex relation between the final quality and the process
conditions. Another difficulty is how to measure the part
quality and processing variables on-line. Fung et al.182
applied an in-mold capacitive transducer for on-line part
weight prediction. Chen et al.178 used a precision linear
displacement transducer mounted on the outside of mold
plates to monitor the momentary separation of the core and
cavity plates. Chen et al.183 developed a soft-sensor scheme
for melt-flow-length measurement during injection mold
filling. Panchal and Kazmer184 developed a button cell type
in-mold shrinkage sensor to measure in-mold shrinkage.
In addition to the control of machine variables, there
is a unique sequence control in injection molding, which
is the switchover point from the injection phase to the
pack/hold phase. Typical signals used for determining
the switchover point include machine variables such as
time, ram position, and/or hydraulic pressure, as well
as process variables such as nozzle pressure and cavity
pressure. Chang185 compared the process capability of five
switchover modes where the part quality of weight and
dimension were concerned. The research concluded that
the desirable modes for switchover should be based on,
in descending order, cavity pressure, hydraulic pressure,
stroke, time, and speed. A similar sequence was also
suggested in other independent works (e.g., Sheth et al.186 ).
Owing to the abrupt changes that occur at the moment of
switchover, large disturbances could be introduced into the
system. Zheng and Alleyne187 developed a comprehensive
model representing an injection molding machine with fillto-pack dynamics and proposed a bumpless transfer in order
to achieve a smooth transition from filling to packing. As
the nonlinear and time-varying characteristics are inherent
in the injection molding machine, advanced adaptive
process control technologies are capable of reaching higher
17
standard performance than conventional PID if the machine
dynamics are well modeled.
1.4 OBJECTIVE OF THIS BOOK
In conclusion, applications of plastic products have grown
phenomenally during the last several decades, and injection
molding is the predominant production process. Guaranteeing high quality of the final molded product is important but
difficult to implement because so many interrelated factors
are involved. It requires the integration of skills that include
an understanding of the complex characteristics of plastic
materials, product design, mold design, process conditions,
and process control. In other words, the ideal developer
should be a part designer, a mold designer, a process engineer, a materials specialist, and even a machine specialist.
This problem will not be solved as long as one deals with
injection molding. The best we can do is to acknowledge the
problem and seek skills and tools to overcome it. Computer
modeling technology is one tool that provides the engineer
with a link through all the elements in the development of
a plastic product.
Computer modeling for quality enhancement of injection
molding can be organized into three categories: numerical
simulation, optimization, and process control. These three
terms are taken from the latest computer technologies and
have become synonymous with future competitiveness for
injection molding firms.
Although there have been some introductory books on
computer modeling of injection molding, none of them has
involved all the above three essential ingredients on the
purpose of improving the product quality, only discussing
either the fundamentals or a specific aspect. As a result,
the major problem for students and researchers who are desirous of acquiring extensive knowledge in injection molding is that applications of the latest computer technology in
quality improvement are scattered about, and rarely introduced comprehensively or systematically in postgraduatelevel texts, forcing the students and researchers to turn to
wade through stacks of published papers looking for useful
information. This book will serve as a systematic and comprehensive introductory textbook on the computer modeling
for quality enhancement of injection molding, with important expansions into the successful application of the latest
computer technology. It is based on the constant efforts of
authors and colleagues in this area over the last few years.
The objective of this book is to provide what we
have determined after years of working in this field to
improve the product quality through computer modeling
in simulation, optimization, and control. Students and
researchers new to the field can get started with the
basic information provided, and also scientists and people
involved in the polymer industry, institutes, and institutions
18
INTRODUCTION
seeking new ways to gain a competitive edge can
work closely with the latest information provided in the
book. In general, the reader will obtain a comprehensive
understanding and much practical knowledge about how
the latest computer technology can benefit the injection
molding industry.
REFERENCES
1. Rosato D.V., Rosato D.V., Rosato M.G., Injection Molding
Handbook. 3rd ed. 2000, Norwell: Kluwer Academic
Publishers.
2. Osswald T.A., Hernández-Ortiz J.P., Polymer Processing:
Modeling and Simulation. 2006, Munich: Hanser Gardner
Publications.
3. Beaumont J.P., Nagel R., Sherman R., Successful Injection
Molding. 2002, Munich: Hanser Publishers.
4. Potsch G., Michaeli W., Injection Molding: An Introduction.
2008, Munich: Carl Hanser Verlag.
5. Chen Z., Turng L.S., A review of current developments in
process and quality control for injection molding. Advances
in Polymer Technology, 2005. 24(3): 165–182.
6. Mok S.L., Kwong C.K., Lau W.S., Review of research in
the determination of process parameters for plastic injection
molding. Advances in Polymer Technology, 1999. 18(3):
225–236.
7. Kamal M.R., Kenig S., The injection molding of thermoplastics. Part I: Theoretical model. Polymer Engineering and
Science, 1972. 12(4): 294–301.
8. Kamal M.R., Kenig S., The injection molding of thermoplastics. Part II: Experimental test of the model. Polymer
Engineering and Science, 1972. 12(4): 302–308.
9. Wu P.C., Huang C.F., Gogos C.G., Simulation of the moldfilling process. Polymer Engineering and Science, 1974.
14(3): 223–230.
10. Stevenson J.F., A simplified method for analyzing mold
filling dynamics. Part I: Theory. Polymer Engineering and
Science, 1978. 18(7): 577–582.
11. Toor H.L., Ballman R.L., Cooper L., Predicting mold flow by
electronic computer. Modern Plastics, 1960. 38(4): 117–120.
12. Harry D.H., Parrott R.G., Numerical simulation of injection
mold filling. Polymer Engineering and Science, 1970. 10(4):
209–214.
13. Lord H.A., Williams G., Mold-filling studies for the injection
molding of thermoplastic materials. Part II: The transient
flow of plastic materials in the cavities of injectionmolding dies. Polymer Engineering and Science, 1975.
15(8): 569–582.
14. Williams G., Lord H.A., Mold-filling studies for the injection
molding of thermoplastic materials. Part I: The flow of
plastic materials in hot- and cold-walled circular channels.
Polymer Engineering and Science, 1975. 15(8): 553–568.
15. Nunn R.E., Fenner R.T., Flow and heat transfer in the nozzle
of an injection molding machine. Polymer Engineering and
Science, 1977. 17(11): 811–818.
16. Richardson S., Hele Shaw flows with a free boundary
produced by the injection of fluid into a narrow channel.
Journal of Fluid Mechanics, 1972. 56(4): 609–618.
17. Bernhardt E.C., CAE-Computer Aided Engineering for
Injection Molding. 1983, New York: Hanser Publishers.
18. Krueger W.L., Tadmor Z., Injection molding into a rectangular cavity with inserts. Polymer Engineering and Science,
1980. 20(6): 426–431.
19. Tadmor Z., Broyer E., Gutfinger C., Flow analysis network
(FAN)—A method for solving flow problems in polymer
processing. Polymer Engineering and Science, 1974. 14(9):
660–665.
20. Busch J., Rosato D., Field F. Computer aided part cost
analysis for injection molding. in 8th Proc. SPE RETEC.
1988, Boston, US.
21. White J.L., Computer Aided Engineering for Injection
Molding. 1988, New York: Hanser Publishers. 105–106.
22. Tan K.H., Yuen M.M.F. Computer-aided system for the
initial setting of injection-molding machine. in Fourth
International Conference on Computer-Aided Design and
Computer Graphics. 1996. Wuhan, China: SPIE.
23. Tan K.H., Yuen M.M.F., Automatic machine setting for
injection molding process. in Proceedings of International
Conference on Manufacturing Automation. 1997, Hong
Kong: University of Hong Kong. 832–837.
24. Hieber C.A., Shen S.F., A finite-element/finite-difference
simulation of the injection-molding filling process. Journal
of Non-Newtonian Fluid Mechanics, 1980. 7(1): 1–32.
25. Wang V.W., Hieber C.A., Wang K.K., Filling of an
arbitrary three dimensional thin cavity. Journal of Polymer
Engineering, 1986. 7: 21–45.
26. Chiang H.H., Hieber C.A., Wang K.K., A unified simulation
of the filling and postfilling stages in injection molding.
Part I: Formulation. Polymer Engineering and Science, 1991.
31(2): 116–124.
27. Himasekhar K., Lottey L., Wang K.K., CAE of mold cooling
in injection molding using a three-dimension numerical
solution. ASME Journal of Engineering for Industry, 1992.
114: 213–221.
28. Gupta M., Wang K.K., Effect of processing conditions on
fiber orientation in short-fiber-reinforced injection-molded
composites, in SPE Annual Technical Conference - ANTEC,
Conference Proceedings. 1993, New Orleans, Louisiana,
USA: Society of Plastics Engineers. 2290–2295.
29. Santhanam N., Analysis of Residual Stresses and PostMolding Deformation in Injection-Molded Components.
1992, Ithaca, New York: Cornell University.
30. Santhanam N., Chiang H.H., Himasekhar K., et al., Postmolding and load-induced deformation analysis of plastic
parts in the injection molding process. Advances in Polymer
Technology, 1991. 11(2): 77–89.
31. Jin X., Zhao Z., Shrinkage-warpage prediction method for
injection-molded fiber-filled polymer composite parts, in
SPE Annual Technical Conference—ANTEC, Conference
Proceedings. 1998, Atlanta, GA, USA: Society of Plastics
Engineers. 614–618.
REFERENCES
32. Turng L.S., Wang V.W., Wang K.K., Numerical simulation
of the coinjection molding process. Journal of Engineering
Materials and Technology, 1993. 115(1): 48–53.
33. Turng L.S., Development and application of CAE technology for the gas-assisted injection molding process. Advances
in Polymer Technology, 1995. 14(1): 1–13.
34. Han S., Wang K.K., Crouthamel D.L., Wire-sweep study
using an industrial semiconductor-chip-encapsulation operation. Journal of Electronic Packaging, 1997. 119(4):
247–254.
35. Chen S.C., Chen Y.C., Cheng N.T., et al., Simulation
of injection-compression mold-filling process. International
Communications in Heat and Mass Transfer, 1998. 25(7):
907–917.
36. Pillai K.M., Modeling the unsaturated flow in liquid
composite molding processes: A review and some thoughts.
Journal of Composite Materials, 2004. 38(23): 2097–2118.
37. Zhou H., Zhang Y., Li D., Injection moulding simulation of
filling and post-filling stages based on a three-dimensional
surface model. Proceedings of the Institution of Mechanical
Engineers Part B-Journal of Engineering Manufacture, 2001.
215(10): 1459–1463.
38. Zhou H.M., Li D.Q., A numerical simulation of the filling
stage in injection molding based on a surface model.
Advances in Polymer Technology, 2001. 20(2): 125–131.
39. Gao D.M., Nguyen K.T., Hetu J.F., et al., Modeling of
industrial polymer processes: Injection molding and blow
molding. Advanced Performance Materials, 1998. 5(1–2):
43–64.
40. Talwar K., Costa F., Rajupalem V., et al., Three-dimensional
simulation of plastic injection molding, in SPE Annual
Technical Conference—ANTEC, Conference Proceedings.
1998, Atlanta, GA, USA: Society of Plastics Engineers.
562–566.
41. Rajupalem V., Talwar K., Friedl C., Three-dimensional
simulation of the injection molding process, in SPE Annual
Technical Conference—ANTEC, Conference Proceedings.
1997, Toronto, Canada: Society of Plastics Engineers.
670–673.
42. Kim S.W., Turng L.S., Three-dimensional numerical simulation of injection molding filling of optical lens and multiscale
geometry using finite element method. Polymer Engineering
and Science, 2006. 46(9): 1263–1274.
43. Zhou H.M., Geng T., Li D.Q., Numerical filling simulation
of injection molding based on 3D finite element model.
Journal of Reinforced Plastics and Composites, 2005. 24(8):
823–830.
44. Cheng Z.Q., Barriere T., Liu B.S., et al., A New Explicit
Simulation for Injection Molding and Its Validation. Polymer
Engineering and Science, 2009. 49(6): 1243–1252.
45. Haagh G., Van De Vosse F.N., Simulation of threedimensional polymer mould filling processes using a pseudoconcentration method. International Journal for Numerical
Methods in Fluids, 1998. 28(9): 1355–1369.
46. Hetu J.F., Gao D.M., Garcia-Rejon A., et al., 3D finite
element method for the simulation of the filling stage in
47.
48.
49.
50.
51.
52.
53.
54.
55.
56.
57.
58.
59.
60.
19
injection molding. Polymer Engineering and Science, 1998.
38(2): 223–236.
Chang R.Y., Yang W.H., Numerical simulation of mold
filling in injection molding using a three-dimensional
finite volume approach. International Journal for Numerical
Methods in Fluids, 2001. 37(2): 125–148.
Estacio K.C., Mangiavacchi N., Simplified model for mould
filling simulations using CVFEM and unstructured meshes.
Communications in Numerical Methods in Engineering,
2007. 23(5): 345–361.
Jiang S.L., Wang Z.G., Zhou G.F., et al., An implicit controlvolume finite element method and its time step strategies
for injection molding simulation. Computers & Chemical
Engineering, 2007. 31(11): 1407–1418.
Pantani R., Coccorullo I., Speranza V., et al., Morphology
evolution during injection molding: Effect of packing
pressure. Polymer, 2007. 48(9): 2778–2790.
Pantani R., Coccorullo I., Speranza V., et al., Modeling of
morphology evolution in the injection molding process of
thermoplastic polymers. Progress in Polymer Science, 2005.
30(12): 1185–1222.
Avrami M., Kinetics of phase change: III. Granulation, phase
change and microstructure. Journal of Chemical Physics.,
1941. 9(2): 177–184.
Nakamura K., Watanabe T., Katayama K., et al., Some aspects of non-isothermal crystallization of polymers. I. Relationship between crystallization temperature, crystallinity,
and cooling conditions. Journal of Applied Polymer Science,
1972. 16(5): 1077–1091.
Nakamura K., Katayama K., Amano T., Some aspects of
nonisothermal crystallization of polymers II.Consideration
of the isokinetic condition. Journal of Applied Polymer
Science, 1973. 17(4): 1031–1041.
Sajkiewicz P., Carpaneto L., Wasiak A., Application
of the Ozawa model to non-isothermal crystallization
of poly(ethylene terephthalate). Polymer, 2001. 42(12):
5365–5370.
Bianchi O., Oliveira R.V.B., Fiorio R., et al., Assessment of
Avrami, Ozawa and Avrami-Ozawa equations for determination of EVA crosslinking kinetics from DSC measurements.
Polymer Testing, 2008. 27(6): 722–729.
Liu S.Y., Yu Y.N., Cui Y., et al., Isothermal and nonisothermal crystallization kinetics of nylon-11. Journal of Applied
Polymer Science, 1998. 70(12): 2371–2380.
Liu T.X., Mo Z.S., Wang S.G., et al., Nonisothermal melt
and cold crystallization kinetics of poly(aryl ether ether
ketone ketone). Polymer Engineering and Science, 1997.
37(3): 568–575.
Urbanovici E., Popescu C., Segal E., On the validity of the
steady-state approximation in non-isothermal kinetics Part
III. Journal of Thermal Analysis and Calorimetry, 2000.
61(1): 209–218.
Urbanovici E., Segal E., Some mathematical aspects of
nonisothermal kinetics. Journal of Thermal Analysis and
Calorimetry, 1988. 33(1): 265–269.
20
INTRODUCTION
61. Supaphol P., Application of the Avrami, Tobin, Malkin, and
Urbanovici-Segal macrokinetic models to isothermal crystallization of syndiotactic polypropylene. Thermochimica Acta,
2001. 370(1–2): 37–48.
62. Ito H., Minagawa K., Takimoto J., et al., Effect of pressure
and shear stress on crystallization behaviors in injection
molding. International Polymer Processing, 1996. 11(4):
363–368.
63. Doufas A.K., McHugh A.J., Miller C., et al., Simulation
of melt spinning including flow-induced crystallization Part
II. Quantitative comparisons with industrial spinline data.
Journal of Non-Newtonian Fluid Mechanics, 2000. 92(1):
81–103.
64. Tanner R.I., A suspension model for low shear rate polymer
solidification. Journal of Non-Newtonian Fluid Mechanics,
2002. 102(2): 397–408.
65. Angelloz C., Fulchiron R., Douillard A., et al., Crystallization of isotactic polypropylene under high pressure (phase).
Macromolecules, 2000. 33(11): 4138–4145.
66. Custodio F., Steenbakkers R.J.A., Anderson P.D., et al.,
Model development and validation of crystallization behavior in injection molding prototype flows. Macromolecular
Theory and Simulations, 2009. 18(9): 469–494.
67. Wang L.X., Li Q.A., Shen C.Y., The numerical simulation of
the crystallization morphology evolution of semi-crystalline
polymers in injection molding. Polymer-Plastics Technology
and Engineering, 2010. 49(10): 1036–1048.
68. Grizzuti N., Bifulco O., Effects of coalescence and breakup
on the steady-state morphology of an immiscible polymer
blend in shear flow. Rheologica Acta, 1997. 36(4): 406–415.
69. Kennedy M., Pozrikidis C., Skalak R., Motion and deformation of liquid drops, and the rheology of dilute emulsions
in simple shear flow. Computers & Fluids, 1994. 23(2):
251–278.
70. Zinchenko A., Rother M., Davis R., Cusping, capture, and
breakup of interacting drops by a curvatureless boundaryintegral algorithm. Journal of Fluid Mechanics, 1999. 391:
249–292.
71. Li J., Renardy Y., Renardy M., Numerical simulation of
breakup of a viscous drop in simple shear flow through a
volume-of-fluid method. Physics of Fluids, 2000. 12: 269.
72. Cristini V., Blawzdziewicz J., Loewenberg M., An adaptive
mesh algorithm for evolving surfaces: Simulations of drop
breakup and coalescence. Journal of Computational Physics,
2001. 168(2): 445–463.
73. Tucker C.L., Moldenaers P., Microstructural evolution in
polymer blends. Annual Review of Fluid Mechanics, 2002.
34: 177–210.
74. Li D., Zhou H., Modelling and simulation of residual
stress and warpage in injection moulding. Proceedings of
the Institution of Mechanical Engineers, Part C: Journal of
Mechanical Engineering Science, 2004. 218(5): 521–530.
75. Kim I.H., Park S.J., Chung S.T., et al., Numerical modeling
of injection/compression molding for center-gated disk. Part
I: Injection molding with viscoelastic compressible fluid
76.
77.
78.
79.
80.
81.
82.
83.
84.
85.
86.
87.
88.
89.
model. Polymer Engineering & Science, 1999. 39(10):
1930–1942.
Verbeeten W.M.H., Peters G.W.M., Baaijens F.P.T., Differential constitutive equations for polymer melts: The extended Pom-Pom model. Journal of Rheology, 2001. 45(4):
823–843.
Poitou A., Ammar A., Marco Y., et al., Crystallization of
polymers under strain: From molecular properties to macroscopic models. Computer Methods in Applied Mechanics
and Engineering, 2003. 192(28–30): 3245–3264.
Pantani R., Sorrentino A., Speranza V., et al., Molecular
orientation in injection molding: Experiments and analysis.
Rheologica Acta, 2004. 43(2): 109–118.
Kobayashi Y., Otsuki Y., Kanai T., Viscoelastic flow analysis of surface morphology on injection-molded polypropylene. Polymer Engineering and Science, 2010. 50(11):
2182–2189.
Folgar F.P., Tucker C.L., Orientation behaviour of fibres in
concentrated suspensions. Journal of Reinforced Plastics and
Composites, 1984. 3(2): 98–119
Chung S., Kwon T., Numerical simulation of fiber orientation in injection molding of short-fiber-reinforced thermoplastics. Polymer Engineering & Science, 1995. 35(7):
604–618.
Fan X.J., Phan-Thien N., Zheng R., A direct simulation
of fibre suspensions. Journal of Non-Newtonian Fluid
Mechanics, 1998. 74(1–3): 113–136.
Zheng R., Kennedy P., Phan-Thien N., et al., Thermoviscoelastic simulation of thermally and pressure-induced
stresses in injection moulding for the prediction of shrinkage
and warpage for fibre-reinforced thermoplastics. Journal of
Non-Newtonian Fluid Mechanics, 1999. 84(2–3): 159–190.
Advani S.G., Sozer E.M., Process Modeling in Composites
Manufacturing. 1st ed. Manufacturing Engineering and
Materials Processing, Marinescu I, Editor. 2003, New York:
Marcel Dekker, Inc.
Speight R.G., Reisinger L., Lee C., et al., Automated
injection molding machine optimization, in SPE Annual
Technical Conference—ANTEC, Conference Proceedings.
2001, Dallas, Texas, USA: Society of Plastics Engineers.
Nirkhe C.P., Barry C.M.F., Comparison of approaches for
optimizing molding parameters, in SPE Annual Technical Conference—ANTEC, Conference Proceedings. 2003,
Nashville, TN, USA: Society of Plastics Engineers.
3534–3538.
Turng L.S., Peic M., Computer aided process and design
optimization for injection moulding. Proceedings of the
Institution of Mechanical Engineers Part B-Journal of
Engineering Manufacture, 2002. 216(12): 1523–1532.
Lam Y.C., Britton G.A., Deng Y.M., A computer-aided
system for an optimal moulding conditions design using a simulation-based approach. International Journal
of Advanced Manufacturing Technology, 2003. 22(7–8):
574–586.
Skourlis T.P., Mohapatra B., Chassapis C., et al., Evaluation
of the effect of processing parameters on the properties of
REFERENCES
90.
91.
92.
93.
94.
95.
96.
97.
98.
99.
100.
101.
102.
advanced styrenic resins: A design of experiments approach.
Advances in Polymer Technology, 1997. 16(2): 117–128.
Dillman S.H., Howe D., Robar H., Optimization of
the injection molding process, in SPE Annual Technical
Conference—ANTEC, Conference Proceedings. 1996, Indianapolis, Indiana, USA: Society of Plastics Engineers.
754–758.
Väätäinen O., Järvelä P., Valta K., The effect of processing
parameters on the quality of injection moulded parts by
using the Taguchi parameter design method. Plastics Rubber
and Composites Processing and Applications, 1994. 21(4):
211–217.
Meheran P.J., Blyskal P.J., Applying DOE analysis techniques to the injection molding process, in SPE Annual
Technical Conference—ANTEC, Conference Proceedings.
1994, Boston, Massachusetts, USA: Society of Plastics Engineers. 729–732.
Liao S.J., Chang D.Y., Chen H.J., et al., Optimal process
conditions of shrinkage and warpage of thin-wall parts.
Polymer Engineering and Science, 2004. 44(5): 917–928.
Yeung V.W.S., Lau K.H., Injection moulding, ’C-MOLD’
CAE package, process parameter design and quality function
deployment: A case study of intelligent materials processing.
Journal of Materials Processing Technology, 1997. 63(1–3):
481–487.
Kuhmann K., Ehrenstein G.W., Off-line Optimization of
the Injection Molding Process Considering Regrinds, in
SPE Annual Technical Conference—ANTEC, Conference
Proceedings. 1996, Indianapolis, Indiana, USA: Society of
Plastics Engineers. 826–830.
Helps C.R., Strong A.B., Al-Zubi R., et al., The use
of artificial neural networks in the prediction of machine
operational settings for injection molded parts. Journal of
Injection Molding Technology, 1999. 3(4): 201–211.
Kim J.G., Shin I.H., Han W.H., et al., Injection molded part
quality prediction using a new method of analysis. Journal
of Injection Molding Technology, 2000. 4(4): 201–210.
Rewal N., Toncich D., Friedl C.J., Predicting part quality in
injection molding using artificial neural network. Journal of
Injection Molding Technology, 1998. 2(3): 109–119.
Shi F., Lou Z.L., Lu J.G., et al., Optimisation of plastic injection moulding process with soft computing. International Journal of Advanced Manufacturing Technology,
2003. 21(9): 656–661.
Souder B., Woll S., Cooper D., Advanced methods for monitoring injection molding processes, in SPE Annual Technical Conference—ANTEC, Conference Proceedings. 1994,
San Francisco, CA, USA: Society of Plastics Engineers.
644–650.
Smith A.E., Predicting product quality with backpropagation: A thermoplastic injection moulding case study. International Journal of Advanced Manufacturing Technology,
1993. 8(4): 252–257.
Haeussler J., Wortberg J., Quality control in injection
molding with an adaptive process model based on neural
networks, in SPE Annual Technical Conference—ANTEC,
103.
104.
105.
106.
107.
108.
109.
110.
111.
112.
113.
114.
115.
21
Conference Proceedings. 1996, Indianapolis, Indiana, USA:
Society of Plastic Engineers. 537–543.
Sadeghi B.H.M., A BP-neural network predictor model
for plastic injection molding process. Journal of Materials
Processing Technology, 2000. 103(3): 411–416.
He W., Zhang Y.F., Lee K.S., et al., Automated process
parameter resetting for injection moulding: A fuzzy-neuro
approach. Journal of Intelligent Manufacturing, 1998. 9(1):
17–27.
Kenig S., Ben-David A., Omer M., et al., Control of
properties in injection molding by neural networks. Engineering Applications of Artificial Intelligence, 2001. 14(6):
819–823.
Chen W.C., Tai P.H., Wang M.W., et al., A neural
network-based approach for dynamic quality prediction in
a plastic injection molding process. Expert Systems with
Applications, 2008. 35(3): 843–849.
Liao S.J., Hsieh W.H., Shrinkage and warpage prediction
of injection-molded thin-wall parts using artificial neural
networks. Polymer Engineering and Science, 2004. 44(11):
2029–2040.
Luong L.H.S., Chan F.T.S., Ip R.W.L., A knowledge-based
system for fault diagnosis in plastic injection moulding,
in International Conference on Manufacturing Automation.
1997, Hong Kong: University of Hong Kong. 947–952.
Jan T.C., O’Brien K.T., Reducing Surface Defects in the
Injection Molding of Thermoplastics Using a Hybrid Expert
System, in SPE Annual Technical Conference—ANTEC,
Conference Proceedings. 1992, Detroit, Michigan, USA:
Society of Plastics Engineers. 2214–2217.
Jan T.-C., O’Brien K.T., A user-friendly, interactive expert
system for the injection moulding of engineering thermoplastics. International Journal of Advanced Manufacturing
Technology, 1993. 8(1): 42–51.
Jong W.R., Hsu S.S., An integrated expert system
for injection-molding process, in SPE Annual Technical Conference—ANTEC, Conference Proceedings. 1997,
Toronto, Canada: Society of Plastics Engineers. 540–544.
Catic I., Slavica M., Sercer M., et al., Expert system aided
troubleshooting in polymer engineering, in SPE Annual
Technical Conference—ANTEC, Conference Proceedings.
1996, Indianapolis, IN, USA: Society of Plastics Engineers.
837–841.
Kameoka S., Haramoto N., Sakai T., Development of an
expert system for injection molding operations. Advances in
Polymer Technology, 1993. 12(4): 403–418.
Kimura F., Ariyoshi H., Ishikawa H., et al., Capturing
expert knowledge for supporting design and manufacturing
of injection molds. Cirp Annals-Manufacturing Technology,
2004. 53(1): 147–150.
Dwivedi S.N., Kumbakonam A., Yammada J., et al., Intelligent knowledge based engineering modules for producing plastic injection molded parts, in Concurrent Engineering: Advanced Design, Production and Management Systems, Cha J., JardimGoncalves R., SteigerGarcao A., Editors.
2003, Leiden: A.A. Balkema Publishers. 1263–1268.
22
INTRODUCTION
116. Mok C.K., Chin K.S., Ho J.K.L., An interactive knowledgebased CAD system for mould design in injection moulding
processes. International Journal of Advanced Manufacturing
Technology, 2001. 17(1): 27–38.
117. Mok C.K., Chin K.S., Lan H.B., An Internet-based intelligent design system for injection moulds. Robotics and
Computer-Integrated Manufacturing, 2008. 24(1): 1–15.
118. Bozdana A.T., Eyercioglu O., Development of an expert system for the determination of injection moulding parameters
of thermoplastic materials: EX-PIMM. Journal of Materials
Processing Technology, 2002. 128(1–3): 113–122.
119. Tan K.H., Yuen M.M.F., An expert system for injection
molding defect correction, in Proceedings of the 3rd International Conference, Computer Integrated Manufacturing.
1995, Singapore: World Scientific Publishing Co Pte Ltd.
1453–1460.
120. Tan K.H., Yuen M.M.F., A fuzzy multiobjective approach
for minimization of injection molding defects. Polymer
Engineering and Science, 2000. 40(4): 956–971.
121. Chiang K.T., Chang F.P., Application of grey-fuzzy logic on
the optimal process design of an injection-molded part with
a thin shell feature. International Communications in Heat
and Mass Transfer, 2006. 33(1): 94–101.
122. Kwong C.K., Smith G.F., A computational system for process design of injection moulding: Combining blackboardbased expert system and case-based reasoning approach. International Journal of Advanced Manufacturing Technology,
1998. 14(4): 239–246.
123. Kwong C.K., Smith G.F., Lau W.S., Application of case
based reasoning injection moulding. Journal of Materials
Processing Technology, 1997. 63(1–3): 463–467.
124. Mok S.L., Kwong C.K., Application of artificial neural
network and fuzzy logic in a case-based system for initial
process parameter setting of injection molding. Journal of
Intelligent Manufacturing, 2002. 13(3): 165–176.
125. Mok S.L., Kwong C.K., Lau W.S., An intelligent hybrid
system for initial process parameter setting of injection
moulding. International Journal of Production Research,
2000. 38(17): 4565–4576.
126. Mok S.L., Kwong C.K., Lau W.S., A hybrid neural network
and genetic algorithm approach to the determination of initial
process parameters for injection moulding. International
Journal of Advanced Manufacturing Technology, 2001.
18(6): 404–409.
127. Shelesh-Nezhad K., Siores E., An intelligent system for
plastic injection molding process design. Journal of Materials
Processing Technology, 1997. 63(1–3): 458–462.
128. Kwong C.K., A case-based system for process design
of injection moulding. International Journal of Computer
Applications in Technology, 2001. 14(1–3): 40–50.
129. Huang Z., Li D., A hybrid approach of Case-Based Reasoning and Group Technology for injection-mould design.
International Journal of Materials & Product Technology,
2010. 38(2–3): 275–286.
130. Kim S.J., Lee K.I., Kim Y.I. Optimization of injectionmolding conditions using genetic algorithm. in Fourth
131.
132.
133.
134.
135.
136.
137.
138.
139.
140.
141.
142.
143.
144.
145.
146.
International Conference on Computer-Aided Design and
Computer Graphics. 1996, Wuhan, China: SPIE.
Deng Y.M., Lam Y.C., Britton G.A., Optimization of
injection moulding conditions with user-definable objective
functions based on a genetic algorithm. International Journal
of Production Research, 2004. 42(7): 1365–1390.
Offergeld H., Haupt M., Reichstein H., et al., Automatic
optimization of the operating point in injection moulding.
Kunststoffe, 1992. 82: 636–640
Lam Y.C., Deng Y.M., Au C.K., A GA/gradient hybrid
approach for injection moulding conditions optimisation.
Engineering with Computers, 2006. 21(3): 193–202.
Lee J., Gate positioning design of injection mould using
bi-objective micro genetic algorithm. Proceedings of the
Institution of Mechanical Engineers Part B-Journal of
Engineering Manufacture, 2008. 222(6): 687–699.
Lee J., Kim J., Micro genetic algorithm based optimal
gate positioning in injection molding design. Journal of
Mechanical Science and Technology, 2007. 21(5): 789–798.
Wu C.Y., Ku C.C., Pai H.Y., Injection molding optimization with weld line design constraint using distributed
multi-population genetic algorithm. International Journal
of Advanced Manufacturing Technology, 2011. 52(1–4):
131–141.
Fernandes C., Pontes A.J., Viana J.C., et al., Using
multiobjective evolutionary algorithms in the optimization of
operating conditions of polymer injection molding. Polymer
Engineering and Science, 2010. 50(8): 1667–1678.
Deng Y.M., Zheng D., Lu X.J., Injection moulding optimisation of multi-class design variables using a PSO algorithm.
International Journal of Advanced Manufacturing Technology, 2008. 39(7–8): 690–698.
Chen W.C., Fu G.L., Tai P.H., et al., Process parameter
optimization for MIMO plastic injection molding via soft
computing. Expert Systems with Applications, 2009. 36(2):
1114–1122.
www.jvh.com/industrial-automation/proset700.asp, March
25, 2011.
www.milacron.com, March 25, 2011.
http://www.techmation.com.tw, March 25, 2011.
Ziemba R., Use of a programmable logic controller (PLC)
for temperature, position, velocity and pressure control
of injection molding machinery, in Industry Applications
Society Annual Meeting. 1989, Pittsburgh, PA, USA: IEEE.
1397–1404.
Wang K.K., Zhou J., Cirp C.C.C., A concurrent-engineering
approach toward the online adaptive control of injection
molding process, in Cirp Annals 2000: Manufacturing
Technology. 2000, Bern: Hallwag Publishers. 379–382.
Cheng C.C., Tseng Y.T., Zhao Y.J., et al., Flexible
process control for injection molding machines using Java
technology, in Proceedings of the 2002 American Control
Conference, Vols 1–6. 2002, New York: IEEE. 4726–4731.
Lin J., Lian R.J., Self-organizing fuzzy controller for
injection molding machines. Journal of Process Control,
2010. 20(5): 585–595.
REFERENCES
147. Lu C.H., Tsai C.C., Liu C.M., et al., Neural-network-based
predictive controller design an application to temperature
control of a plastic injection molding process. Asian Journal
of Control, 2010. 12(6): 680–691.
148. Bulgrin T.C., Richards T.H., Application of advanced
control theory to enhance molding machine performance.
IEEE Transactions on Industry Applications, 1995. 31(6):
1350–1357.
149. Tsai C.-C., Lu C.-H., Multivariable self-tuning temperature
control for plastic injection molding process. IEEE Transactions on Industry Applications, 1998. 34(2): 310–318.
150. Lu C.-H., Tsai C.-C., Adaptive decoupling predictive
temperature control for an extrusion barrel in a plastic
injection molding process. IEEE Transactions on Industrial
Electronics, 2001. 48(5): 968–975.
151. Shy K.Y., Wang Y.T., Tu T.U., Grey modeling and control of
a thermal barrel in plastic molding processes, in Proceedings
of the 4th World Congress on Intelligent Control and
Automation. 2002, Shanghai, China: IEEE. 2557–2560.
152. Havlicsek H., Alleyne A., Nonlinear control of an electrohydraulic injection molding machine via iterative adaptive
learning. IEEE/ASME Transactions on Mechatronics, 1999.
4(3): 312–323.
153. Tan K.K., Tang J.C., Learning-enhanced PI control of
ram velocity in injection molding machines. Engineering
Applications of Artificial Intelligence, 2002. 15(1): 65–72.
154. Yang Y., Gao F.R., Adaptive control of the filling velocity
of thermoplastics injection molding. Control Engineering
Practice, 2000. 8(11): 1285–1296.
155. Tan K.K., Huang S.N., Jiang X., Adaptive control of
ram velocity for the injection moulding machine. IEEE
Transactions on Control Systems Technology, 2001. 9(4):
663–671.
156. Tsoi H.-P., Gao F.R., Control of injection velocity using a
fuzzy logic rule-based controller for thermoplastics injection
molding. Polymer Engineering and Science, 1999. 39(1):
3–17.
157. Gao F.R., Yang Y., Shao C., Robust iterative learning control
with applications to injection molding process. Chemical
Engineering Science, 2001. 56(24): 7025–7034.
158. John Cheng J.-W., Lin Y.-W., Liao F.-S., Design
and analysis of model-based iterative learning control
of injection molding process, in SPE Annual Technical Conference—ANTEC, Conference Proceedings. 2003,
Nashville, TN, USA: Society of Plastics Engineers.
556–560.
159. Lewis F.L., Syrmos V.L., Optimal Control. 2nded. 1995,
New York: Wiley-Interscience.
160. Clarke D., Advances in Model-Based Predictive Control.
1994, New York: Oxford University Press.
161. Yao K., Gao F.R., Allgower F., Barrel temperature control
during operation transition in injection molding. Control
Engineering Practice, 2008. 16(11): 1259–1264.
162. Dubay R., Pramujati B., Han J.G., et al., An investigation
on the application of predictive control for controlling screw
163.
164.
165.
166.
167.
168.
169.
170.
171.
172.
173.
174.
175.
176.
177.
23
position and velocity on an injection molding machine.
Polymer Engineering and Science, 2007. 47(4): 390–399.
Dubay R., Lakhram R., A temperature-dependent adaptive
controller Part I: Controller methodology and open-loop
testing. Polymer Engineering and Science, 2004. 44(10):
1925–1933.
Dubay R., Lakhram R., A temperature-dependent adaptive
controller. Part II: Design and implementation. Polymer
Engineering and Science, 2004. 44(10): 1934–1940.
Wang K.K., Shen S.F., Cohen C., et al., Cornell Injection
Molding Program Progress Report. 1984, Cornell University,
Ithaca, NY.
Huang S., Tan K.K., Lee T.H., Predictive control of Ram
velocity in injection molding. Polymer-Plastics Technology
and Engineering, 1999. 38(2): 285–303.
Rafizadeh M., Patterson W.I., Kamal M.R., Physicallybased model of thermoplastics injection molding for control
applications. International Polymer Processing, 1996. 11(4):
352–362.
Johnston S.P., Kazmer D.O., Gao R.X., Online simulationbased process control for injection molding. Polymer
Engineering and Science, 2009. 49(12): 2482–2491.
Lu N.Y., Gao F.R., Stage-based online quality control
for batch processes. Industrial & Engineering Chemistry
Research, 2006. 45(7): 2272–2280.
Yang Y., Yao K., Gao F.R., Injection molding control:
From single cycle to batch control. Advances in Polymer
Technology, 2008. 27(4): 217–223.
Zhou F., Yao K., Chen X., et al., In-mold melt front rate
control using a capacitive transducer in injection molding.
International Polymer Processing, 2009. 24(3): 253–260.
Gopinath S., Kar I.N., Bhatt R.K.P., et al., Two-dimensional
(2-D) system theory based learning controller design, in 2010
IEEE International Conference on Control Applications.
2010, New York: IEEE. 416–421.
Liu T., Gao F.R., Robust two-dimensional iterative learning
control for batch processes with state delay and time-varying
uncertainties. Chemical Engineering Science, 2010. 65(23):
6134–6144.
Chen Z.B., Turng L.S., Injection molding quality control
by integrating weight feedback into a cascade closed-loop
control system. Polymer Engineering and Science, 2007.
47(6): 852–862.
Yang Y., Gao F.R., Injection molding product weight:
Online prediction and control based on a nonlinear principal
component regression model. Polymer Engineering and
Science, 2006. 46(4): 540–548.
Chen J., Savage M., Zhu J.J., Development of artificial neural network-based in-process mixed-material-caused flash
monitoring (ANN-IPMFM) system in injection molding. International Journal of Advanced Manufacturing Technology,
2008. 36(1–2): 43–52.
Zhu J., Chen J.C., Fuzzy neural network-based in-process
mixed material-caused flash prediction (FNN-IPMFP) in
injection molding operations. International Journal of
Advanced Manufacturing Technology, 2006. 29(3–4):
308–316.
24
INTRODUCTION
178. Chen Z.B., Turng L.S., Wang K.K., Adaptive online quality
control for injection-molding by monitoring and controlling
mold separation. Polymer Engineering and Science, 2006.
46(5): 569–580.
179. Pramujati B., Dubay R., Samaan C., Cavity pressure control
during cooling in plastic injection molding. Advances in
Polymer Technology, 2006. 25(3): 170–181.
180. Zeaiter M., Knight W., Holland S., Multivariate regression
modeling for monitoring quality of injection moulding
components using cavity sensor technology: Application to
the manufacturing of pharmaceutical device components.
Journal of Process Control, 2011. 21(1): 137–150.
181. Chen X., Zhang L., Kong X.S., et al., Automatic velocity
profile determination for uniform filling in injection molding.
Polymer Engineering and Science, 2010. 50(7): 1358–1371.
182. Fung K.T., Gao F.R., Chen X., Application of a capacitive
transducer for online part weight prediction and fault
detection in injection molding. Polymer Engineering and
Science, 2007. 47(4): 347–353.
183. Chen X., Gao F.R., Chen G.H., A soft-sensor development
for melt-flow-length measurement during injection mold
184.
185.
186.
187.
filling. Materials Science and Engineering A-Structural
Materials Properties Microstructure and Processing, 2004.
384(1–2): 245–254.
Panchal R.R., Kazmer D.O., In-situ shrinkage sensor for
injection molding. Journal of Manufacturing Science and
Engineering-Transactions of the ASME, 2010. 132(6):
064503.
Chang T.C., Robust process control in injection moldingprocess capability comparison for five switchover modes.
Journal of Injection Molding Technology, 2002. 6(4):
239–246.
Sheth B., Barry C.M.F., Schott N.R., et al., Improved
part quality using cavity pressure switchover, in SPE
Annual Technical Conference—ANTEC, Conference Proceedings. 2001, Dallas, Texas, USA: Society of Plastics
Engineers.
Zheng D., Alleyne A., Modeling and control of an electrohydraulic injection molding machine with smoothed fillto-pack transition. Journal of Manufacturing Science and
Engineering-Transactions of the ASME, 2003. 125(1):
154–163.
2
BACKGROUND
Huamin Zhou
State Key Laboratory of Materials Processing and Die & Mould Technology, Huazhong University of Science and Technology,
Wuhan, Hubei, China
In the previous chapter, it has already been pointed
out that the factors influencing the quality of the final
molded product include polymer materials, product design,
mold design, process conditions, and process control of
the machine. This chapter reviews the basic background
of these factors, providing essential fundamentals for
computer modeling in the later chapters of this book.
2.1
MOLDING MATERIALS
There is a general accepted definition for plastics that
goes like this: any one of a large and varied group of
macromolecular materials consisting wholly or in part of
combinations of carbon with oxygen, hydrogen, nitrogen,
and other organic and inorganic elements that, while solid
in the finished state, at some stage in its manufacture
is made liquid, and thus capable of being formed into
various shapes, most usually (although not necessarily)
through the application, either singly or together, of heat
and pressure.1 The great economic significance of plastics
is intimately tied to their properties, such as low density,
wide range of mechanical properties, easy to process, low
thermal/electronic conductivity, high chemical resistance,
and reusability.
A fundamental feature of plastics is their variety. There
are over 17,000 plastic materials available worldwide.
Within the most common plastic families, there are five
major thermoplastic types that constitute about two-thirds
of all thermoplastics. Approximately, 18 wt% is low
density polyethylene (LDPE); 17%, polyvinyl chloride
(PVC); 12%, high density polyethylene (HDPE); 16%,
polypropylene (PP); and 8%, polystyrene (PS). In turn,
each has thousands of different formulated compounds.
The use of a virtually endless array of additives, colorants,
reinforcements, fillers, alloying, etc. permits compounding
the raw materials to impart specific performance qualities.
Plastics can be made to be hard, elastic, rubbery, crystal
clear, opaque, electrically conductive, strong, stiff, outdoor
weather-resistant, electrically conductive, or practically
anything that is desired, depending on the choice of starting
materials and molding methods.
The material, together with the molding process, determines the final quality of the molded part. For example,
plastics generally have different rates of shrinkage in the
longitudinal and transverse directions of melt flow. Moreover, these directional shrinkages can significantly vary because of changes under injection pressure, melt temperature,
mold temperature, and part shape and thickness. Therefore,
a specific plastic can be molded using different machine settings so that dimensional tolerances of the part vary after
each molding, or the machine can be set so that extremely
close tolerances are met repeatedly.
2.1.1
Rheology
Rheology is the science of the deformation and flow of
matter under force. The rheological properties of a melt
govern the way it deforms and flows in response to applied
forces, as well as the decay of stresses when the flow is
halted. These properties play a key role in the injection
molding process. In mold filling, it is viscosity, along
with thermal properties, that determines the ability of the
Computer Modeling for Injection Molding: Simulation, Optimization, and Control, First Edition. Edited by Huamin Zhou.
© 2013 John Wiley & Sons, Inc. Published 2013 by John Wiley & Sons, Inc.
25
26
BACKGROUND
melt to fill the mold, that is, the pressure required to
force the melt through the runner and gate and into the
cavity. After filling, the relaxation of stress in the melt
affects the residual stresses in the finished part, which
has an important effect on its mechanical properties. For
these reasons, it is important to know something about the
rheological behavior of polymers.
The polymer materials exhibit properties that combine
those of an ideal viscous liquid (i.e., exhibiting pure viscous
deformation) with those of an ideal elastic solid (i.e.,
exhibiting pure elastic deformation). Thus, the rheological
behavior of polymer melt is termed viscoelasticity. The
mechanical behavior of polymers is dominated by such
viscoelastic characteristics as tensile strength, elongation
at break, rupture energy, relaxation, and creep. The viscous
attribute of polymer melt can be characterized by viscosity,
which is an important consideration in polymer processing.
2.1.1.1 Viscosity Viscosity is a measure of the melt’s
inner resistance to flow processes. In injection molding, the
flow processes involve mainly shear of the melt, because
the melt adheres to the adjacent cavity surfaces. Shear flow
can be shown, in a simplified manner, by a two-plate model.
As shown in Figure 2.1, one of two parallel plates
is stationary, while the other moves in a straight line
with a velocity V . The liquid layers in between slide
correspondingly and the melt is sheared. The velocity
distribution is given by
v1 =
V
x2
H
(2.1)
The shear rate (γ̇ ) is calculated from the difference in
velocity between the upper and the lower side of the volume
element in relation to its thickness, as
γ̇ =
V
dv1
=
dx2
H
(2.2)
Thus, the shear rate is uniform throughout the fluid. If V
does not change with time, we have a steady, simple shear
flow.
Shear stress is the shearing force necessary to deform
the material divided by the area of the volume element. If
F is the total force required to move the upper plate (equal
to the force required to hold the lower plate stationary) and
A is the surface area of the plate that is in contact with the
liquid, the shear stress (τ ) is given by
τ=
F
A
(2.3)
Viscosity (η) is defined as the ratio of shear stress τ to
shear rate γ̇ in a laminar flow, as
η=
τ
γ̇
(2.4)
This shear viscosity represents a criterion for the flow
resistance in the sheared liquid. The higher the viscosity,
the higher is the level of shear stress that has to be exerted
at the same shear rate. Under unchanged shearing force, the
shear rate, and thus the flow velocity, increases as viscosity
decreases.
In simple systems, viscosity is independent of shear
rate, and the flow is called Newtonian. Low molecular
weight, single-phase liquids such as water, thin mineral
oil, glycerine, and syrup are examples of Newtonian fluids.
However, most polymer melts and some liquids exhibit
non-Newtonian flow response when force is applied. That
is, their viscosity depends on the rate of shear. Deviations
from ideal Newtonian behavior may be of different types.
As shown in Figure 2.2, common types for shear rate
dependence are as follows:
• shear thinning (pseudoplastic): decreasing viscosity
with increasing shear rate;
• shear thickening (dilatant): increasing viscosity with
increasing shear rate;
• mixed : shear thinning and thickening at different shear
rate ranges.
Polymers have shear-thinning property, which means
that their resistance to flow decreases as the shear rate
increases. This is due to molecular alignments in the
direction of flow and disentanglements. Different polymers
generally have their own flow and rheological properties,
so that their non-Newtonian curves are different. Viscosity
of polymer melt also depends on other parameters besides
shear rate, such as temperature, molecular weight, pressure,
and fillers.
Owing to the shear-thinning action, the advantages of an
increased shear rate for polymers are a less viscous melt and
easier flow. When water (a Newtonian liquid without the
shear-thinning action) flows through an open-ended pipe
by pressure, doubling the pressure doubles the flow rate
of the water. However, in a similar situation, but using
a polymer melt (a shear-thinning liquid), if the pressure
is doubled, the melt flow rate may increase from 2 to
15 times depending on the polymer used. For example,
linear low density polyethylene (LLDPE), with a low shearthinning action, experiences a low increase of flow rate,
which explains why LLDPE may cause more processing
problems than other PEs in certain equipment. The higher
shear-thinning melts include PVC and PS.
A disadvantage of higher shear rates is that viscous
heating may increase the melt temperature, potentially
causing problems in cooling, as well as degradation and
discoloration. An extremely high shear rate can lead to a
rough product surface because of melt fracture and other
causes. So for each polymer, there is a maximum shear
rate beyond which such problems will develop.
MOLDING MATERIALS
FIGURE 2.1
27
Schematic representation of simple shear flow between parallel plates.
melt flow index (MFI) is also an inverse but simple measure
of viscosity. High MI implies low viscosity.
FIGURE 2.2
Types of flow illustrating shear rate dependence.
During injection molding, melt shear rate in the gate
can be very high. In a pin gate, the melt pressure flow can
produce a shear rate in excess of 100,000 s−l in extreme
cases. Typically, it ranges from 1000 to 10,000 s−l in gates,
from 10 to 1000 s−l in runners, and from 0.001 to 100 s−l in
cavities. Local flow rates and shear rates constantly change
during filling, in direct relationship to the channel depths
and the cross sectional area of flow. Added to this variation
is the highly transient nature of the process: the melt pool
in the barrel is at rest before injection, but during “rest”
periods the melt is rapidly accelerated or decelerated.
For Newtonian fluids, simple observations are sufficient
to establish a general equation that describes how the
material responds to any type of deformation. However,
for more complex materials such as molten polymers,
the development of an equation is very complicated,
requiring many different tests. Two basic test instruments
are capillary viscometers and rotational viscometers. The
results of viscosity measurements are usually represented
in a graph of viscosity versus shear rate, as shown
in Figure 2.3. Present modeling of rheological behavior
of non-Newtonian polymers is largely empirical. The
developed models for viscosity is discussed in detail in
Chapter 3, as well as the models of the following other
processing properties. In practice, the melt index (MI) or
2.1.1.2 Viscoelasticity For polymers, there are two types
of deformation or flow: viscous, in which the energy
causing the deformation is dissipated; and elastic, in which
that energy is stored. The combination produces viscoelastic
polymers.
The response to stress of all polymers is viscoelastic,
meaning that it takes time for the strain to accommodate
the applied stress field. The time constants for this response,
referred to as the relaxation time (λ) will vary with
the specific characteristics of the material and processing
techniques. In the rigid section of a block polymer, the
response time is usually in the order of microseconds to
milliseconds. With resilient rubber sections of the structure,
the response time can be as long as one-tenth of a second
to several seconds. This difference in response time is the
cause of failure under rapid loading for certain plastics.
A useful parameter often used to estimate the elastic
effects during flow is the Deborah number (D e ), defined as
De =
λ
tprocess
(2.5)
where t process is a characteristic process time.
As mentioned above, viscosity is a material’s resistance
to viscous deformation. Its unit of measure is Pascalsecond (Pa s). Polymer melt viscosities range from 2 to
3000 Pa s (glass, 1020; water, 10−l ). The resistance to
elastic deformation is the modulus of elasticity (E ), which
is measured in Pascal (Pa). Its range for a polymer melt is
1000–7000 kPa, which is called the rubbery range.
There are not only two classes of deformation but
also two modes in which deformation can be produced:
simple shear and simple tension. The actual action during
melting and molding, as in a screw plasticator, is extremely
complex, with all types of shear–tension combinations.
2.1.2
Thermal Properties
The properties of polymers are influenced by their thermal
characteristics such as melt temperature, glass transition
28
BACKGROUND
2
6
4
2
8
6
4
2
10
FIGURE 2.3
Viscosity versus shear rate for a polymer material.
temperature, thermal conductivity, specific heat, thermal
diffusivity. What is more, these thermal properties affect
the manufacturability of materials and determination of the
best useful process conditions to meet product performance
requirements. Therefore, to select proper materials, engineers must be aware of their mechanical characteristics,
rheological properties, and also their thermal properties, dimensional stability.
The examples of thermal properties of common polymers are listed in Table 2.1. It should be pointed out that
the material properties of polymers are not constant and
may vary with temperature, pressure, or phase changes.
2.1.2.1 Melt Temperature The melt temperature (T m )
determines the lowest temperature required for injection
molding. It occurs as a relatively sharp point for semicrystalline polymers. Amorphous polymers do not have a distinct T m , they simply start melting as soon as the heat cycle
begins. In reality, there is no single melt point but rather
a range that is often taken as the peak of a differential
scanning calorimeter (DSC) curve. The melt temperature is
dependent on the processing pressure and the time subjected
to heat, particularly during a slow temperature change for
relatively thick melts. Also, if the temperature is over T m
but too low, the melt’s viscosity will be high and more
power will be required to process it.
2.1.2.2 Glass Transition Temperature The glass transition temperature (T g ), also called the glass–rubber transition temperature, is the reversible change in phase of a
polymer from a viscous or rubbery state to a brittle glassy
state. T g is the point below which polymer behaves similar
to glass, being very strong and rigid. Above this temperature, it is not as strong or rigid as glass, but neither is it
brittle. The amorphous thermoplastics have a more definite
T g when compared with their crystalline counterparts. T g
is usually reported as a single value. However, it occurs
over a temperature range and is kinetic in nature.
As can be seen from Table 2.1, the value of T g
for a particular polymer is not necessarily low, which
immediately helps explain some of the differences in
polymers. For example, because at room temperature,
PS and PMMA are below their respective T g values, we
observe these polymers to be in their glassy state. In
contrast, at room temperature, the HDPE is above its T g ,
so that it is very flexible. When cooled below its T g , the
HDPE also becomes hard and brittle.
2.1.2.3 Thermal Conductivity The thermal conductivity
(k ) is an important factor because polymers are often
used as an effective heat insulator in heat-generating
applications and in structures requiring heat dissipation.
In general, thermal conductivity is low for polymers.
To increase conductivity, fillers such as metals, glass,
or electrically insulating fillers (i.e., alumina) can be
incorporated. Conductivity is decreased by using foamed
polymers.
Amorphous polymers show an increase in thermal conductivity with increasing temperature, up to the glass transition temperature T g . Above T g , the thermal conductivity
decreases with increasing temperature. For semicrystalline
polymers, the high degree of molecular order makes the
thermal conductivity higher in the solid state than in the
melt state. In the melt state, their thermal conductivity reduces to that of amorphous polymers.
2.1.2.4 Specific Heat The specific heat (C p ) represents
the energy required to change the temperature of a unit
MOLDING MATERIALS
TABLE 2.1
Polymers
PP
HDPE
PA
PET
ABS
PS
PMMA
PC
Examples of Thermal Properties of Common Polymers
Density,
Melt
Glass Transition Thermal Conductivity, Specific Heat, Thermal Diffusivity, Thermal Expansion
10−4 cal/s cm◦ C
cal/g◦ C
10−4 cm2 /s
Coefficient, 10−6 /◦ C
g/cm3 Temperature, ◦ C Temperature, ◦ C
0.9
0.96
1.13
1.35
1.05
1.05
1.20
1.20
168
134
260
250
105
100
95
266
5
−110
50
70
102
90
100
150
2.8
12
5.8
3.6
3
3
6
4.7
mass of material by 1 ◦ C. It is usually true that the
specific heat only changes modestly in the range of practical
processing and design temperatures of polymers. However,
semicrystalline thermoplastics display a discontinuity in the
specific heat at the melting point of the crystallites, because
more heat is required to melt the crystallites.
2.1.2.5 Thermal Diffusivity The thermal diffusivity, defined as α = k /(ρC p ), is the material property that governs
the process of thermal diffusion over time. Although the
density, thermal conductivity, and specific heat all vary with
temperature, thermal diffusivity is relatively constant.
2.1.2.6 Thermal Expansion Similar to metals, polymers
generally expand when heated and contract when cooled.
The linear coefficient of thermal expansion is related to
volume changes that occur in a polymer because of temperature variations, which can be well represented in the PVT
diagram (discussed in the following section). Although the
linear coefficient of thermal expansion varies with temperature, it can be considered constant within typical design and
process conditions. It is relatively high for thermoplastics;
that is, for a given temperature change, many thermoplastics
experience a greater volumetric change than that of metals.
Expansion and contraction are controlled in polymers
by cross-linking, addition of fillers or reinforcements,
orientation, etc. Fillers and/or reinforcements in materials
can significantly reduce thermal expansion. The thermosets
are much more resistant to thermal changes. The degree
of cross-linking has a direct effect, with some thermosets
exhibiting no change at all.
2.1.3
29
PVT Behavior
Besides the thermal expansion, polymers also have the characteristic of compressibility. All materials compress under
load, but most not as much as polymers. When pressure is
applied to polymers, polymers will compress significantly
(i.e., reduce in volume) in proportion to the amount of
pressure applied. This may be (within the range of molding
operations) as high as 2% of the original volume.2
0.9
0.9
0.75
0.45
0.5
0.5
0.56
0.5
3.5
13.9
6.8
5.9
3.8
5.7
8.9
7.8
81
59
70
80
60
50
50
68
The dependence of density (or its reciprocal, specific
volume) on pressure and temperature is called the thermodynamic material behavior or PVT behavior. This PVT
behavior has a decisive influence on the process course in
injection molding—especially the holding phase—and on
the characteristics of the final part, particularly on shrinkage
and warpage.3 As the polymer is injected, it is not only hot
and, therefore, expanded but also under significant pressure,
which reduces its volume. This makes it difficult to arrive
at a true shrinkage factor, because the actual change in volume depends on the type of polymer, the melt temperature,
the injection pressure required to fill the cavity space, and
the temperature at which it will be ejected from the mold.2
The PVT behavior of amorphous polymers differs fundamentally from that of semicrystalline ones, as shown
in Figure 2.4. For both types of material, the specific
volume in the melting range changes linearly with temperature. As pressure increases, the specific volume decreases. In the temperature range where they are solids,
these two types of polymers differ: amorphous plastics have
a linear dependence of specific volume on temperature,
but semicrystalline ones have an exponential dependence.
When crystalline materials are cooled below their transition
temperature, the molecules arrange themselves in a more
orderly way, forming crystallites. The process of crystallization results in a more orderly way and hence denser packing
for semicrystalline materials relative to that of amorphous
materials, and thus in lower specific volume. Moreover, for
semicrystalline materials, the specific volume in the solid
range depends on the cooling rate. With slow cooling, high
degrees of crystallinity are obtained, and thus in low specific volumes.3
If a plastic part is free to expand and contract, its
expansion/contraction property will usually be of little
significance. However, if it is restricted or attached to
another material having a different PVT characteristic, just
as it undergoes during injection molding, its movement will
be restricted, and the potential to develop thermal stresses
exists, which can cause product warpage and distortion.
30
BACKGROUND
FIGURE 2.4 PVT behavior of an amorphous material (ABS)
and a semicrystalline material (HDPE).
2.1.4
Morphology
The term morphology means “the study of the form,” where
form stands for the shape and arrangement of parts of the
object. When referred to polymers, the word morphology
is adopted to indicate the following:
• crystallinity, which is the relative volume occupied by
each of the crystalline phases, including mesophases;
• dimensions, shape, distribution, and orientation of the
crystallites;
• orientation of amorphous phase and fillers (if any).
directions (a random configuration). Examples include PS,
acrylic (PMMA), acrylonitrile-butadiene-styrene (ABS),
polycarbonate (PC), and PVC. Polymer molecules that can
be packed closer together are more likely to form crystalline
structures in which the molecules align themselves in some
orderly pattern. Examples of crystalline thermoplastics
include PP, PE, polyamide (nylon) (PA), fluorocarbons
(PTFE, etc.), polyester (PET, PBT), and acetal (POM).
As symmetrical molecules approach within a critical
distance, crystals begin to form in the areas where they
are the most densely packed. A crystallized area is stiffer
and stronger, while a noncrystallized (amorphous) area is
tougher and more flexible. With increased crystallinity,
other effects occur. For example, with PE, there is increased
resistance to creep, heat, and stress cracking, as well as
increased mold shrinkage. In general, crystalline types
of plastics are more difficult to process, requiring more
precise control during fabrication. They also undergo larger
volumetric changes when melting or solidifying and tend
to shrink and warp more than amorphous types during
processing. They have a relatively sharp melting point.
That is, they do not soften gradually with increasing
temperature but remain hard until a given quantity of heat
has been absorbed, and then change rapidly into a low
viscosity liquid. Amorphous plastics soften gradually as
they are heated. Table 2.2 compares the basic performance
of crystalline and amorphous plastics.
As commercially perfect crystalline polymers are not
produced, these are noncrystalline (amorphous) regions in
a crystalline plastic, typically accounting for up to about
20% of the plastic, as shown in Figure 2.5. Thus, they
are identified technically as semicrystalline thermoplastics,
but in this book they are also called crystalline (as is
conventional in the plastics industry). Plastic acts as a
composite of amorphous and crystalline polymers. Both
regions contribute their characteristic properties to the
overall behavior.
Process conditions influence the morphology of plastics.
For example, if thermoplastics that normally crystallize
TABLE 2.2 Comparison of the Basic Performance of
Crystalline and Amorphous Plastics
Crystalline
The variety of plastic characteristics (mechanical, optical, electrical, transport, and chemical) derives not only
from the chemical structure of molecules but also from the
microstructure and morphology. For instance, crystallinity
has a pronounced effect on the mechanical properties of
the bulk material because crystals are generally stiffer than
amorphous material, and also orientation induces anisotropy
and other changes in mechanical properties.4
Amorphous is a term that means formless. Amorphous
thermoplastics have molecules moving in all different
High density
High tensile strength and
modulus
High shrinkage
Low ductility and elongation
High viscosity
Sharp melting point
Usually opaque
Great effect of orientation
Higher chemical resistance
Amorphous
Low density
Low tensile strength and
modulus
Low shrinkage
High ductility and elongation
Low viscosity
Broad softening range
Usually transparent
Low effect of orientation
Poor chemical resistance
PRODUCT DESIGN
(a)
(b)
31
(c)
FIGURE 2.5 Amorphous and crystalline structures of polymers: (a) amorphous, (b) crystalline,
and (c) semicrystalline.
(a)
FIGURE 2.6
POM micrographs of (a) pure PP and (b) PP with 5% mass fraction of POE.
(semicrystalline plastics) are quenched extremely rapidly
(the process of cooling the hot melt to solidify), the
result is a complete (or far more) amorphous solid state.
Its properties can be significantly different from those of
materials cooled slowly (semicrystalline state). The effects
of time are similar to those of temperature in the sense that
any given plastic has a preferred or equilibrium structure
into which it would prefer to arrange itself. However, it
is unable to do so instantaneously or at least on “short
notice.” If given enough time, the molecules will rearrange
themselves into their preferred pattern. Heating speeds
up this action. During this action, severe shrinkage and
property changes could occur in the processed plastics.
It is easy to determine whether the plastic is amorphous
or crystalline by observing the sample using polarized light.
Amorphous areas appear black, while crystalline areas are
clear and have multicolored patterns. The reason of this
difference is that crystallized molecules fold together in a
uniformly orderly manner, whereas amorphous ones do not.
The POM micrographs of PP and PP/POE blends are shown
in Figure 2.6.5
The orientation of polymer molecules during processing
is discussed in Section 2.4.3.
2.2
(b)
PRODUCT DESIGN
One must recognize that product design is as much an
art as a science. The product design is mainly based
on the functional requirements. However, the moldability,
productivity, and performance should also be taken into
consideration. Regardless of the material used, there are
certain basic design rules that apply to all plastics products,
most of which can be presented concisely by describing
design guidelines for plastic products.6 This idea is
followed in the following section.
2.2.1
Wall Thickness
In injection molding, uniform wall thickness is strongly
preferred. Thick sections near thin sections will cool more
slowly and shrink away from the mold long after the gates
are frozen. This can cause sink marks, residual thermal
stresses, warpage and part distortion, and variations in
color or transparency. Thick-to-thin wall transitions, if
unavoidable, should be as gradual as possible and not vary
more than 3 : 1 in ratio of thickness (Fig. 2.7). Figure 2.8
illustrate the proper design of corners in a plastic product.
The inside radius should be a minimum of half the thickness
of the primary wall. The outside radius should be the inside
radius plus the wall thickness. This ensures that the wall
thickness is constant throughout the corner.
Structural stress considerations may determine the
minimum wall thickness, which is supposed to achieve
some target safety factor. Other factors are thermal,
electrical, or acoustic insulation requirements. Impact
resistance generally increases with thickness, but if one
section is overly rigid, distribution of impact energy will
32
BACKGROUND
FIGURE 2.7 Effects of adjoining thick/thin wall sections and how to disguise sink marks at a
thick T section.
(a)
(b)
FIGURE 2.8 (a) Use of the “ball” test to gauge whether a corner
design is acceptable; panel (b) is a preferable design. Ri ≥ 1/2 t
and Ro = Ri + t gives uniform wall around the corner.
be adversely affected. In addition, there are minimum and
maximum recommended wall thickness ranges related to
material and process. Most injection-molded parts range
from 0.80 to 4.8 mm in thickness. Thicker walls generally
are found in larger parts. Some materials flow easier (lower
viscosity or greater shear sensitivity) than others, so their
minimum recommended thickness is smaller. For example,
recommended minimum wall thickness for a typical ABS
is about 1.1 mm, while minimum wall thickness for an
injection-molded LCP is only 0.20 mm.
For injection molding, spiral mold flow curves, available
from materials suppliers, show flow length versus injection
pressure for given wall thicknesses and can be a guide to
minimum wall thicknesses for an unfamiliar material. The
minimum wall thickness is desirable to minimize material
costs and cooling time, but this may lead to greater scrap. In
addition, the wall should be thick enough to resist ejection
pin forces.
2.2.2
Draft
As molded parts tend to shrink onto cores or male sections
of the mold, they are almost always provided with a small
taper in the direction of mold movement to allow part
FIGURE 2.9 Draft angles on molded parts. Parts shrink more
over male cores so draft should be greater than on female cavities,
as shown. Equal angles are used for core and cavity to provide
uniform wall thickness. Angles shown are exaggerated for clarity.
ejection with minimum ejection force. Draft in the line of
draw is shown on a part drawing as a draft angle of how
many degrees per side. To maintain uniform wall thickness
and to minimize adhesion of warm parts to the cavity or
female mold sections, draft angles are generally equal for
both male and female parts, as shown in Figure 2.9. The
exception to the rule is when it is desired to have the
part stay in the cavity when the mold opens; in this case,
there is little or no draft on the cavity and knockout pins,
or slight undercuts have to be added to the cavity side
of the mold. For unreinforced thermoplastics, a common
recommendation is a minimum draft angle of 1/2◦ . For
glass-reinforced resins, which have much lower molding
shrinkage, the recommended draft is at least 1.5◦ .
2.2.3
Parting Plane
Strictly speaking, the parting plane is a term in mold design
(as discussed in Section 2.3.2). However, it must be thought
ahead in the product design stage. Ideally, the parting plane
should be a single flat surface to minimize mold-making
costs, ensure optimum sealing against injection pressures,
minimize flash, and simplify venting of air. Stepped or
telescoped mold sections add to mold maintenance and flash
removal costs, as shown in Figure 2.10. Where the parting
PRODUCT DESIGN
33
may be assembled after molding to produce a single part
with an undercut or internal thread. Threads or other shapes
can be molded around a removable insert, and the insert
unscrewed manually after demolding.
(a)
(b)
2.2.6
(c)
(d)
FIGURE 2.10 Parting planes for moldings: (a) a split parting
plane costs more for the mold and to maintain than (b), which has
a straight P.L.; a bead as in (c) or a deliberate mismatch as in (d)
help hide parting line flash.
plane must be on a side wall, a bead or deliberate mismatch
will disguise the inevitable mismatch of the two halves of
the mold.
The parting plane should be on the largest part
dimension, if possible, and at a right angle to the direction
of mold closing and opening. If properly aligned and
operated, flash should be of the order of 0.02–0.03 mm
thick. It is easiest to remove flash from a sharp corner,
but this risks corner chipping; therefore, a common
recommendation is to allow a small radius at the outer
corner of the part.
2.2.4
Sharp Corners
A radius of 0.25 mm, while being very small, is sufficient
to break a sharp internal or external corner without being
noticeable to a casual observer. For highly loaded parts,
more generous radius will reduce stress concentration
effects. For highly reinforced parts or compression molded
composites, more generous radii are needed to promote
even flow of resin through the fibers and avoid appearance
problems. Inside and outside radii should be proportioned
to maintain uniform wall thickness where possible.
2.2.5
Undercuts
Various ingenious mechanisms have been developed for
molding undercuts, side-opening holes, internal and external threads, and other part features requiring motions of
mold parts perpendicular to the normal axial motion of the
clamp side of the machine. Side-core mechanisms may be
operated manually, hydraulically, or electromechanically.
Sometimes, it is more economical or practical to avoid the
need for side-acting mechanisms. For example, a hole can
be drilled in a secondary operation or a thread tapped, utilizing the idle time of the machine operator. Or, two parts
Bosses and Cored Holes
Bosses provide cored holes that can be used for mechanical
fastener locations. The boss distributes bearing loads and
transfers fastener loads to the main structure. Excessively,
high bosses tend to trap air, so boss height normally should
not exceed twice the boss diameter. Slenderness ratio of a
cored hole is its depth divided by diameter. If the core pin
is supported in the mold at one end only, it will be more
highly stressed in bending than if supported at both ends.
Core pins present flow obstructions in injection molding
and can cause serious weld line problems if gating is not
appropriately chosen. An alternative that avoids weld lines
is to core a shallow blind hole, which can be used as a drill
starter for a secondary drilling operation of any depth to
diameter ratio.
2.2.7
Ribs
Ribs are used for two main purposes: to improve melt flow
into a section, such as a corner or a large boss, and to
increase flexural stiffness of the part. There are several ways
to increase stiffness or flexural modulus in plastic products.
For example, for a rectangular cross section acting as a
beam or as a plate, as the wall thickness W is increased,
the section modulus increases in proportion to W 2 , while
the weight increases only in proportion to W . Thus, a
fourfold increase in stiffness entails doubling of the weight.
Changing to a reinforced polymer can increase section
modulus, and also increases material and processing costs
significantly. The most economical approach to increasing
stiffness may be the use of reinforcing ribs. For example,
if a rectangular section of unit width B = 1 and thickness
W = 0.1 is compared with the same section with one rib of
unit depth H = 1 and thickness W , the section modulus is
increased 25 times while the weight is only doubled.
Adding stiffness not only reduces deflection and creep
strain but also increases natural frequency and impact
resistance. Figure 2.11 gives suggested proportions for ribs
in thermoplastic injection molding. An alternative to ribbing
for constant thickness parts is corrugation or forming of
shallow pyramids in a sheet, as shown in Figure 2.12.
Lengthwise corrugations are often seen in fiberglass panels
for awnings; they stiffen panels in the longitudinal direction
only. Pyramidal indentations add stiffness in two directions,
and many forms of pyramids and prisms have been used for
building construction with fiber-reinforced plastic panels.
34
BACKGROUND
FIGURE 2.11 Recommended proportions for ribs in thermoplastic moldings.
2.3
MOLD DESIGN
After materials and products have been decided, the next
major step is to optimize the mold design so as to improve
the manufacturing process and minimize possible molding
defects. There are many rules for designing molds. It is
usually helpful to follow the rules, but occasionally, it may
work out better if a rule is ignored and an alternative way is
selected. In this section, the most common rules are noted
for productivity and performance.2 It should be pointed out
that the pure structural design for injection molds, such as
moldbase, ejection system, and alignment system, is not
discussed here.
2.3.1
Mold Cavity
The mold cavity space is a shape inside the mold,
“excavated” (by machining the mold material) in such
a manner that when the molding material is forced into
this space, it will take on the shape of the cavity space
and, therefore, the desired product (Fig. 2.13). It has the
following functions:
•
•
•
•
to
to
to
to
distribute the melt,
guarantee the part dimensions,
withstand the melt pressure, and
guarantee the surface quality of the part.
First, the cavity has to distribute the melt to fill all
sections of the cavity. With regard to the second function,
the shape of the cavity is essentially the “negative” of the
shape of the desired product, with dimensional allowances
added to allow for shrinking of the plastic. Third, the
high viscosity of the thermoplastic material requires high
injection pressures, so the mold and all parts, such as cavity
inserts in the mold, must be made from strong materials
(i.e., steel), to resist high mechanical loads. If the mold has
inserts, attention must be taken in mold design to prevent
possible core displacement during the filling phase, because
of unbalanced flow. Finally, the surface of the cavity must
have the surface quality required for the molding.
The shape of the cavity is usually created with
chip-removing machine tools, or with electric discharge
machining (EDM), with chemical etching, or by any new
method that may be available to remove metal or build
it up, such as galvanic processes. The cavity shape can be
either cut directly into the mold plates or formed by putting
inserts into the plates.
Many molds, particularly molds for larger products, are
built for only one cavity space (a single-cavity mold). But
many molds, especially large production molds, are built
with two or more cavities (Fig. 2.13b). The maximum
number of cavities in a mold is determined by technical
and economic restrictions. The technical criteria include
the size of each cavity and the maximum mold dimension,
the equipment of the available injection molding machine
(multicavity molds may require larger machines with larger
platen area, more clamping capacity, and larger injection
unit), and the demands on part quality. Economic criteria
are the date of delivery and the costs of part production.
It takes only little more time to inject several cavities than
to inject one, that is, the production increases in proportion
to (approximately) the number of cavities. In addition, a
mold with more cavities is more expensive to build than a
single-cavity mold, but not necessarily in proportion to the
cavity number.
Today, most multicavity molds are built with a preferred
number of cavities: 2, 4, 6, 8, 12, 16, 24, 32, 48, 64, 96,
and 128. These numbers are selected because the cavities
can be easily arranged in a rectangular pattern, which is
easier for designing and dimensioning, for manufacturing,
and for symmetry around the center of the machine. A
smaller number of cavities can also be laid out in a circular
pattern, even with odd numbers of cavities, such as 3, 5, 7,
9. It is also possible to make cavity layouts for any number
of cavities. The basic demand on cavity arrangement is that
all parts made within one shot should be identical.
By convention, the hollow (concave) portion of the
cavity space is called the cavity. The matching, often raised
(or convex) portion of the cavity space is called the core.
Most plastic products are cup-shaped. This does not mean
that they look like a cup, but they do have an inside and an
outside. The outside of the product is formed by the cavity,
the inside by the core. The alternative to the cup shape
is the flat shape. In this case, there is no specific convex
MOLD DESIGN
(a)
(b)
(d)
35
(c)
(e)
FIGURE 2.12 Methods of stiffening plastic structures: (a) hat section, (b) corrugations,
(c) bidirectional corrugation, (d) crowning, and (e) doming.
(a)
(b)
FIGURE 2.13 Illustration of basic mold with (a) one cavity
space and (b) two cavity spaces.
portion, and sometimes, the core looks like a mirror image
of the cavity. Typical examples for it are plastic knives,
game chips, or round disks such as records. Usually, the
cavities are placed in the mold half that is mounted on the
injection side, while the cores are placed in the moving
half of the mold. The reason for this is that all injection
molding machines provide an ejection mechanism on the
moving platen (not on the injection side) and the products
tend to shrink onto and cling to the core, from where they
are then ejected.
2.3.2
Parting Plane
Figure 2.13 shows the cavity space inside a mold. To be
able to produce a mold and to remove the molded pieces,
we must have at least two separate mold halves, with the
cavity in one side and the core in the other. The separation
between these plates is called the parting plane. Actually,
this is a parting surface or plane, but, by convention, in
this context, it is also referred to as a part line (designated
P.L.). In a side view or cross-section through the mold, this
area is seen as a line, as shown in Figure 2.14.
FIGURE 2.14
parting line.
Illustration of schematic mold, showing the
The parting line can have any shape, but for ease of mold
manufacturing, it is preferable to have it in one plane. The
parting line is always at the widest circumference of the
product, to make ejection of the product from the mold
possible. If the parting line is poorly finished, the plastic
will escape, which shows up on the product as an unsightly
sharp projection, or “flash,” which must then be removed
after demolding. There is even a danger that the plastic
could squirt out of the mold and do personal injury.
Sometimes, there are other parting (or split) lines than
that separate the basic cavity and the core halves. If the
cavity must separate (split or retract) to make it possible
to eject the molded product as the mold opens, these
are separating lines between these two (or more) cavity
sections. Figure 2.15 shows a simple product but with rim
and projection, where side cores are needed. These side
cores, or split portions of the cavities, can represent just
small parts of the cavity, or even only small pins to create
holes in the side of the products, but they could also be
36
BACKGROUND
c
P.L.
P.L. 2
b
a
(a)
(b)
FIGURE 2.16 Illustration of schematic mold: (a) cold sprue and
(b) cold runner.
FIGURE 2.15 Schematic illustration of product but with rim
and projection. Cavity is split, creating an additional P.L. 2.
sections molding whole sides of a product, for example,
with beverage crates or large pails.
As the polymer flows into the cavity space, the air
trapped in it must be permitted to escape. Typically, the
trapped air is being pushed ahead by the rapidly advancing
melt front, toward all points farthest away from the gate.
The faster the melt enters—which is usually desirable—the
more the trapped air is compressed if it is not permitted to
escape, or vented. This rapidly compressed air heats up to
such an extent that the plastic in contact with the air will
overheat and possibly be burnt. Even if the air is not hot
enough to burn the plastic, it may prevent the filling of any
small corners where air is trapped and cause incomplete
filling of the cavity. Most cavity spaces can be vented
successfully at the parting line, but often additional vents,
especially in deep recesses or in ribs, are necessary.
Another venting problem arises when plastic fronts
flowing from two or more directions collide and trap air
between them. Unless vents are placed there, the plastic
will not “knit” and may even leave a hole in the wall of the
product. This can be the case when more than one gate feeds
one cavity space, or when the plastic flow splits into two
after leaving the gate, because of the shape of the product
or the location of the gate. Within the cavity space, plastic
always flows along the path of least resistance, and if there
are thinner areas, they will be filled only after the thicker
sections are full.
2.3.3
Runner System
Besides the cavity spaces in a mold, there must be a runner
system in order to bring the plastic into the cavity spaces.
The flow passages are the sprue, from where the machine
nozzle contacts the mold, the runners, which distribute
the plastic to individual cavities, and the gates, which are
(usually) small openings leading from the runner into the
cavity space.
The geometric dimensions of the runner system should
be such that the flow resistance is at a minimum. This
reduces pressure drop and mechanical stress on the material.
Sharp edges and large differences in cross- section should
be avoided. On the other hand, if a conventional runner is
used, its volume should be as small as possible to minimize
material waste.3
There is a great variety of sprues, runners, and gates.
Different runner systems are in use to meet different
processing requirements. The most popular are cold and
hot runners. With a cold runner, the melt flowing from the
sprue to the gate solidifies by the cooling action of the
mold as the melt in the cavity or cavities does. With a
hot runner, the sprue to the gate is heated by heater bands
and/or insulated from the chilled cavity or cavities, so that
the melt remains hot and never cools; the next shot starts
from the gate, rather than from the nozzle, as in a cold
runner.
Two sample methods of cold runners are illustrated in
Figure 2.16. Panel (a) of this figure shows the simplest
case of a single-cavity mold, with the plastic injected
directly from the sprue into the cavity space. This method
is frequently used for large products. It is inexpensive but
requires the clipping or machining of the relatively large
(sprue) gate. Panel (b) shows a typical (2-plate) cold runner
system, with the plastic flowing through the sprue and
the runner and entering the cavity space through relatively
small gates, which break off easily after ejection. Instead
of the two cavities as shown here, there can be any number
of cavities supplied by the cold runners.
For a multicavity mold, the runner system must be
designed in such a way that melt of the same temperate
and pressure fills the cavities simultaneously and uniformly;
otherwise, moldings of different qualities and properties
would be produced during one shot. This so-called
balancing flow can be achieved by changing the runner size
MOLDING PROCESS
37
and length. Changing the gate size may provide a seemingly
balanced filling. However, it affects the gate freeze-off time
greatly, which is detrimental to part uniformity. Whenever
possible, a naturally balanced runner system should be
used to balance the flow of material into the cavities. If
a naturally balanced runner is not possible, then the runner
system should be artificially balanced.
2.3.4
Cooling System
In thermoplastics injection molding, the material is heated
in the molding machine to its processing (melt) temperature.
After injection, the plastic must be cooled so that the
molded piece becomes rigid enough for ejection. Cooling
may proceed slowly, by just letting the heat dissipate into
the mold and from there into the environment. This is
not suitable for large production. For a production mold,
the cooling system is an essential mold feature, requiring
special attention in mold design. (For thermosets, the
material is heated in the mold for curing so that a heating
system is needed.)
Good cooling to remove the heat efficiently is very important for injection molding. Rapid and uniform cooling is
achieved by a sufficient number of properly located cooling channels. Rapid cooling improves process economics
(productivity) by shortening the molding cycle, whereas
uniform cooling improves product quality by preventing
differential shrinkage, internal stresses, and mold release
problems.
As illustrated in Figure 2.17, a mold cooling system
typically consists of the following parts: (i) temperature
controlling unit, (ii) pump, (iii) supply manifold, (iv) hoses,
(v) cooling channels in the mold, and (vi) collection
manifold. There are serial and parallel flow patterns in
designing cooling channels. A serial pattern means that the
flow is from channel to channel in sequence (Fig. 2.18a),
whereas a parallel pattern means that the flow is split
(Fig. 2.18b). In many multicavity molds, the cooling
channels are arranged so that they are partly in parallel
and partly in series (Fig. 2.18c). Sometimes, the mold
may consist of areas too far away to accommodate regular
cooling channels. Alternate methods of cooling these areas
uniformly with the rest of the part involve the use of baffles,
bubblers, spiral cores, and thermal pins.
The physics and mathematics of mold cooling are quite
complicated. Computer programs can evaluate the planned
cooling layout only after the mold is designed. But the
designer wants to know how to design the best cooling
layout in the first place. There are several rules, based on
experience, to help the designer. They are as follows:
• Only moving coolant is effective for removing heat.
Stagnant coolant at ends of channels, or in any pocket,
does nothing for cooling.
FIGURE 2.17
A typical cooling system for injection molding.
• All cavities (and cores) must be cooled with the
same coolant flow rate at a temperature that is
little different from cavity to cavity (or from core
to core). The coolant temperature will rise as it
passes through cooling channels. If the temperature
difference between cavities (or cores) is too large, the
molded parts will lose accuracy.
• The amount of heat removed depends on the flow rate
of the coolant. The faster the coolant flows, the better
it is, because a greater volume will flow through the
channels, and there will be less temperature rise of
the coolant.
• The coolant must flow in a turbulent flow pattern,
rather than in a laminar flow pattern. Turbulence
within the flow causes the coolant to swirl around,
thereby continuously bringing fresh, cool liquid in
contact with the cooling channel walls and removing
more heat.
• The channel sizes (cross sections) must be calculated
to ensure the same flow rate in all channels.
• Heavy sections of the product (easy to cause potential
shrinkage and sink marks) and the difficult-to-cool
areas of the mold (such as thin and slender core pins,
blades, and sleeves) must be considered first.
2.4 MOLDING PROCESS
The objective of molding is to achieve complete filling
without short shots and overpressurization while avoiding
flash, sink marks, large dimensional deviation, warpage,
high residual stresses, unfavorable orientation, sticking in
the mold, and poor mechanical properties.
38
BACKGROUND
Cooling channels
(a)
FIGURE 2.18
cooling.
2.4.1
(b)
(c)
Schematic layout of (a) series cooling, (b) parallel cooling, and (c) parallel–series
The Molding Cycle
A typical example of an injection molding cycle is shown
in Figure 2.19. Three main stages are recognized in the
molding: filling, packing/holding, and cooling. During the
filling stage, a hot polymer melt rapidly fills a cold mold
reproducing a cavity of the desired product shape. During
the packing/holding stage, the pressure is raised and extra
material is forced into the mold to compensate for the
effects that both temperature decrease and crystallinity
development increase the density during solidification.
During the cooling stage, the polymer melt cools down and
solidifies sufficiently so that the product is stable enough
for ejection.4
After cooling, the mold is opened, the part is ejected
from the mold, and the mold is then closed again in
readiness for the next cycle to begin. This stage is called
the ejection stage. Although it is economical to have quick
opening and closing of the mold, rapid movements may
cause undue strain on the equipment, and if the mold faces
come into contact at high speed, this can damage the edges
of the cavities. Also, adequate time must be allowed for the
mold ejection, depending on the part dimensions. For parts
FIGURE 2.19
to be molded with inserts, resetting involves the reloading
of inserts into the mold. After resetting, the mold is closed
and locked, thus completing one cycle.7
2.4.1.1 Filling Stage The filling stage denotes the part
of the process between the beginning of mold filling and
the point at which the machine is switched to holding
pressure. Usually, the filling stage is performed under
velocity-controlled conditions; that is, the screw forces the
plasticated material into the cavity with a given velocity
profile.
Pressure is the driving force that overcomes the resistance of the polymer melt, pushing the polymer to fill the
delivery system (the sprue, runner, and gate) and mold
cavity. The injection pressure increases gradually with the
filling process. The pressure distribution in the polymer
melt along the flow path can be schematically illustrated
as shown in Figure 2.20. In general, the injection pressure
required to complete filling is correlated with relevant material, mold design, and process parameters, ranging from
tens of megapascals to more than one hundred megapascals.
Nowadays, higher injection pressure is needed to ensure
A typical example of an injection molding cycle.
MOLDING PROCESS
FIGURE 2.20
the cavity.
39
Pressure decreases along the delivery system and
that the mold is completely filled. The reasons include the
following:
1. The thinner the wall thickness of the product, the
more difficult it is to push the plastic through the
cavity gap, thus demanding higher pressure. As
material usually accounts for 50–80% of the total
cost of a plastic product, it is highly desirable to
reduce the weight (mass) of a part to a bare minimum.
This usually means reducing the wall thickness as
far as possible without affecting the usefulness of the
product.
2. The colder the injected polymer melt, the higher its
viscosity, and the more difficult it becomes to fill the
mold. Higher temperature makes the melt easier to
flow and fill the mold, but also require more time to
cool down the plastic so that it can be ejected safely.
This means more power (for heating and cooling) and
longer cycles. Therefore, it is often better to inject
at the lowest possible temperature, even if higher
pressure is needed.
The injection speed (injection time) depends chiefly on
the type of molding and the material involved; however, it
can be optimized based on pressure loss and temperature
change. Very high injection speeds result in high pressure
losses, because of the high volume flow, whereas extremely
low injection speeds lead to low melt temperature (due
to cooling) and a reduction of the free channel crosssection (due to solidification of the melt close to the
wall), and thus higher pressure losses. The injection speed
should be within the range of minimum pressure. Moreover,
an optimized injection speed should assure the average
material temperature to be constant over the molding for
reasons of quality; that is, there is no difference between
the temperatures at the beginning (injection temperature)
and the end of the flow path.
As the plastic fills the cavity space under high pressure,
the pressure will tend to open the mold cavity at the parting
line. The separating force is equal to the product of the
FIGURE 2.21
Typical cavity pressure trace.
pressure and the projected area at the parting line. From
this, it becomes clear that the clamping force, the force
exerted on the mold by the molding machine, must be at
least as great as this separating force to keep the mold from
opening (cracking open) during molding.
2.4.1.2 Packing/Holding Stage As soon as the cavity is
filled, the pressure increases rapidly. The packing/holding
stage starts at the switchover point and ends at the end of
holding pressure exerted by the machine, and thus includes
both the packing phase (compaction) and the holding
phase (compensation). Switching to packing pressure is
an important factor in avoiding pressure peaks, and thus
the consequent overloading of the mold. The required
packing/holding time depends on the properties of the
materials being molded and the cooling rate. During the
packing/holding stage, the melt cools and solidifies, and
flow of material continues, at a slower rate, to compensate
for any loss in volume of the material because of partial
solidification and associated shrinkage. Unless pressure is
maintained on the melt as it cools, it will shrink away from
the mold surfaces or it will not have the density required
for high strength.
The packing/holding stage is performed under pressure
control. Usually, this means that the screw is loaded with a
pressure that can be adjusted in 5−10 different steps. The
pressure profile has to be used to optimize shrinkage and
warpage behavior of the part. After holding, the pressure
in the mold cavity begins to drop. Figure 2.21 illustrates a
typical cavity pressure trace in an injection molding cycle.
Furthermore, the course of state described by PVT diagrams
is helpful to understanding the physical processes in the
cavity (Fig. 2.22).8 To draw this diagram, the pressure
and temperature readings at a certain point in the cavity
are entered isochronously onto the PVT diagram of the
material.3
2.4.1.3 Cooling Stage To be more precise, cooling starts
from the first rapid filling of the cavity and continues
40
BACKGROUND
removal from the cavity, the release of residual stresses
results in shrinkage and warpage of the molding.
At the cooling stage, once the injection unit is retracted,
the plastication process for the next shot can begin. With
a properly selected machine, the plastication process is
completed before the cooling process of the molding is
accomplished. In practice, which process finishes first
depends mainly on the wall thickness of the molding and
the volume of material being plasticated. If the plasticating
performance of the machine is not adequate, the cycle time
is determined by the plastication time, and production costs
increase.
2.4.2
FIGURE 2.22
PVT diagram of the course of state.
during packing/holding. However, the cooling time must be
extended beyond the packing/holding stage, as the molding
normally has not yet cooled down sufficiently and is not
stable enough for demolding (ejection). The length of the
cooling stage is a function of the wall thickness of the part,
the material used, and the mold cooling system. Because of
the low thermal conductivity of polymers, the cooling time
is usually the longest period in the molding cycle.
At the point of holding pressure removal, the restriction
between the mold cavity and the runner channels may still
be relatively fluid, especially on thick parts with large
gates. Because of the pressure drop, there is a chance
for reverse flow of the material from the mold until the
material adjacent to the gate solidifies (the sealing point is
reached). Reverse flow can be minimized by proper design
of the gates such that quicker sealing action takes place on
plunger withdrawal. Following the sealing point, there is a
continuous drop in pressure as the material in the cavity
continues to cool.
Apart from factors such as injection time, temperature,
and holding time, the cooling time can have a significant effect on the properties of the molding. Following the holding
phase, the molding remains in the mold for continued cooling. As long as the molding remains in the cavity, shrinkage
and warpage are inhibited mechanically by the surrounding
walls of the mold. Instead of deformation, residual stresses
are built up within the molding during cooling. After its
Flow in the Cavity
As melt flows into the cavity, the situation cannot be
described in terms of pressure flow between parallel
plates with a gap equal to the mold clearance, because
a frozen layer forms immediately at the cavity wall.
Moreover, the melt flow during mold filling is much
more complicated than that described in Section 2.1.1.1,
because it is a nonisothermal, non-Newtonian, transient
flow. However, it is desirable that the melt still moves in
even “layers” and does not interfere with each other during
processing. Nonlaminar flows may cause potential problems
on fabricated products such as poor surface finish.
An important phenomenon during filling the cavity is
termed the fountain flow (Fig. 2.23). Because the melt
velocity is the highest at the center and decreases from
the center to the wall, the melt does not reach the wall or
surface of the frozen wall layer by simple forward advance,
but rather it tends to flow down the center of the cavity
to the melt front and then flow out toward the wall. This
can have an important effect on the direction of the flowinduced orientation of the polymer molecules.
A weld line (also called a weld mark or a knit line) is
formed when separate melt fronts meet. Weld lines can be
caused by holes or inserts in the part, multiple gates, or
variable wall thickness, where hesitation or race tracking
occurs. Weld lines are generally undesirable when part
strength and surface appearance are major concerns. If weld
lines cannot be avoided, they can be positioned at low stress
and low visibility areas by adjusting the gate position and
dimension. The strength of weld lines can be improved
by increasing the local temperature and pressure at their
locations.
A phenomenon that can lead to a complex pattern of
weld lines is “jetting.” Jetting occurs when polymer melt is
pushed at a high velocity through restrictive areas, such
as the nozzle, runner, or gate, into open, thicker areas,
without forming contact with the mold wall. The buckled,
snakelike jetting stream causes contact points to form
between the folds of melt in the jet, creating small-scale
“welds” (Fig. 2.24).
MOLDING PROCESS
41
Mold
FIGURE 2.23
FIGURE 2.24
2.4.3
Melt flow pattern of the fountain flow.
Illustration of jetting.
Orientation
Molecular orientation, or simply orientation, arises in
injection molding and may have desirable or undesirable
consequences. It refers to the preferential alignment of
macromolecules in the product. In injection molding,
alignment is in the direction of flow of the melted polymer
into the cavity. Tensile strength in the orientation direction
is basically that of the carbon–carbon or other covalent
bonds in the polymer backbone. In the transverse direction,
the strength is provided by the secondary intramolecular
bonds. Hence, uniaxially oriented materials will be much
stronger and stiffer in one direction than in another. It is
possible to limit the degree of orientation or to deliberately
exploit it by controlling the process.
First, it is necessary to understand its origin. During
injection molding, the expanding flow front from the
gate adheres to the cooler mold walls very quickly.
Flow continues by stretching and sealing along the
circumference. Shear stresses result from stretching, which
changes the bond angles and uncoils the macromolecules.
As the melt cools, viscosity increases and stress relaxation
rate decreases. Therefore, some of the stretching or
uncoiling becomes permanently frozen-in. Distribution and
orientation of the stretched molecules vary with the flow
pattern and cooling rates in the cavity.6
The “fountain flow” effect keeps the bulk of the melt
from freezing to the walls, but the outer layers will freeze
as soon as they make contact (Fig. 2.25). These frozen outer
layers are completely unoriented. However, some ends of
the layers just below are attached to the frozen layer and
are still moving with the melt front. These layers will be
subject to the highest shear rates and will be the most
highly oriented. Closer to the center of the section, the shear
rates and stresses, and hence the orientation, will be lower,
partly because the center has been thermally insulated from
the walls by those layers that have frozen. When injection
ceases, or the gate freezes, it is liable to have no more shear
stress and the orientation relaxes.
Orientation leads to anisotropy and residual stresses. In
brief, orientation strengthens and stiffens in the direction
of orientation at the expense of transverse properties. In
injection molding, any variation in processing that keeps
the molding resin hot throughout filling allows increased
relaxation and, therefore, decreased orientation. Some of
the steps that can be taken to reduce orientation are as
follows:
• Faster Injection (Up to a Point): less cooling during
filling, hence a thinner initial frozen layer; low viscosity because of shear thinning; and less crystallinity
all favor lower subsurface orientation. But excessively
high injection speed can cause high surface orientation.
• Higher Melt and Mold Temperatures: lower melt
viscosity, easier filling, and greater relaxation favor
reduced orientation.
• Reduced Packing Time and Pressure: overpacking
inhibits relaxation processes.
• Reduced Gate Size: larger gates take longer to freezeoff and permit increased orientation.
2.4.4
Residual Stresses, Shrinkage, and Warpage
Shrinkage is inherent in the injection molding process.
Shrinkage occurs because the density of polymer varies
42
BACKGROUND
(a)
(b)
(c)
(d)
FIGURE 2.25 Illustration of molecular orientation origin for a thin rectangular plaque having a
single tab gate: (a) stretching of an originally spherical volume element, (b) effects of velocity,
freezing and fountain flow, (c) shear stresses resulting from the flow patterns, and (d) orientation
pattern across the section.
from the processing temperature to the ambient temperature. During injection molding, the variation in shrinkage
both globally and through the cross section of a part creates internal stresses. These so-called residual stresses are
mechanical stresses in the molding in the absence of the
application of external force but act on a part with effects
similar to externally applied stresses.
Residual stresses are caused mainly by the different
cooling rates in the various layers in the cross section
of a molding,9,10 as illustrated in Figure 2.26. There is
always a cold outer layer and a warm core area. The
cooler-solidified material of the outer layer forms a solid
shell that impedes the contraction of the core during its
slower cooling process. If different layers were able to
slide freely over one another, a profile of the molding
similar to that in Figure 2.26b would emerge. The different
layers are, however, mechanically linked to one another,
so that they constrain one another during the process of
thermal contraction. This causes tensile stresses in the
core layers and compressive stresses in the outer layers
(Fig. 2.26c). Over the cross section as a whole, the tensile
and compressive stresses are in equilibrium. Apart from
this principal cause of residual stresses, packing pressure
(overpacking) and flow effects (fountain flow effects)
within the melt also play significant roles.
After the molding is ejected from the cavity, some of the
generated stress is relieved by deformations, and the contraction process (shrinkage) that follows takes place without
any external constraints. The shrinkage of molded plastic
parts can be as much as 20% by volume, when measured
at the processing temperature and the ambient temperature.
Semicrystalline materials are particularly prone to thermal
(a)
(b)
(c)
FIGURE 2.26
Development of residual stresses.
shrinkage; amorphous materials tend to shrink less.
Excessive shrinkage, beyond the acceptable level, can be
caused by the factors such as low injection pressure, short
pack-hold time or cooling time, high melt temperature,
high mold temperature, and low holding pressure. The
relationship of shrinkage to several process parameters and
part thickness is schematically plotted in Figure 2.27.
Excessive volumetric contraction also leads to either sink
marks or voids in the molding interior. Controlling part
shrinkage is important in part, mold, and process designs,
particularly in applications requiring tight tolerances. Also,
the mold design should take shrinkage into account in order
to conform to the part dimension.
PROCESS CONTROL
FIGURE 2.27
43
Process and design parameters that affect part shrinkage.
An asymmetrical stress pattern in the thickness direction
will cause the molding to warp, so the surfaces of the
molded part do not follow the intended shape of the design.
In addition, nonuniform shrinkage will also lead to warpage.
If the shrinkage throughout the part is uniform, the molding
will not warp and simply become smaller. But differential
shrinkage of material in the molded part will cause warpage.
Variation in shrinkage can be caused by molecular and fiber
orientations, temperature variations within the molded part,
and by variable packing, such as overpacking at gates and
underpacking at remote locations, or by different pressure
levels as material solidifies across the part thickness.
2.5
PROCESS CONTROL
Modern injection molding machines can facilitate highly
automatic control system, which leads to higher efficiency
and better product quality. The control of the complete
cycle operation, as well as key process parameters, is
nowadays normally done by the computer-based control
system of the injection molding machine. The control
system receives signals of various parameters (screw
position, screw speed, mold stroke, holding pressure, barrel
temperature, etc.), processes these signals, and generates
specific output values, which initiate specific reactions
(temperature increase, valve opening, pressure increase,
etc.). Figure 2.28 shows a simplified overview of process
control of injection molding machines.
First, the control system has to realize the logical
sequence of all principle functions, such as clamping and
opening of the mold, as well as the so-called secondary
functions, such as opening and closing of actuating cams,
and also monitors the molding cycle so that it runs automatically. This task is relatively simple and easy to implement.
What is more important is that to produce high quality
products consistently, some key process variables closely
FIGURE 2.28 The simplified overview of process control of
injection molding machines.
related to the product quality need to be properly set and
precisely controlled, because the molding process involves
physical, chemical, and mechanical changes, and has a
complicated dynamics due to the thermodynamics and
rheological behaviors of polymer melts. Furthermore, there
are safety and administrative issues need to be considered.
A sophisticated controller has to be a complicated multiobjective, multilayer system. On the basis of the categorization of the machine variables, the process variables,
and the quality attributes,11 the overall process control system of injection molding can be illustrated as a hierarchical
structure, as shown in Figure 2.29.12 An advanced process
parameter control system constructs the basic layer and provides accurate and robust control of key process variables.
The second layer consists of two modules: a profile setting
layer determining the shapes of set point profiles for the
key process variables, to achieve an evenly distributed part
quality along the flow directions; and a process fault detection and diagnoses system monitoring the operation of the
injection molding process. The third layer, a direct quality
44
BACKGROUND
FIGURE 2.29
Overall injection molding process control system architecture.
control layer, consists of a quantitative quality prediction
model and a quality controller. This final layer provides
a mechanism for closed-loop direct control of certain part
quality.
The quality of an injection-molded product, characterized in terms of its dimensions, appearance, and mechanical
properties, is a strong function of the process conditions. In
the meantime, there are different sources of disturbances
in the molding process affecting the material, machine,
and process variables, hence deteriorating the control performance. An accurate and robust control system for the
key process variables is therefore necessary to ensure the
repeatability and reliability of the product quality, and it
forms the foundation layer of the overall control and monitoring system. Key process variables can be categorized
into two classes, phase-based variables and nonphase-based
variables. During filling, the injection velocity is the key
variable that determines the flow pattern inside the mold
cavity. In packing phase, the packing pressure is the most
important, while in plastication, the screw rotation speed
and back pressure are two critical variables determining
the homogeneity of melting. Variables such as filling velocity, packing pressure, plastication screw rotation speed, and
back pressure need to be controlled in certain phases, therefore are phase-based key variables. The barrel temperature
and mold temperature need to be controlled throughout the
molding cycle, to ensure a stable and evenly distributed
melt temperature, and they belong to nonphase-based key
variables.
The key process variable control can ensure the repeatability and stability of the molding process, while the profile
setting module determines the optimal settings for key variables of each molding phase, that is, ram injection velocity
in filling, packing pressure in packing, and melt temperature in plastication. Owing to the fact that the profile setting
is not closely control related area, it is not the focus of this
book. This part of work is reviewed and discussed extensively in Reference 13.
The major function of process monitoring system is to
detect, identify, and remove the changes in the trajectories
of process variables that may cause the final product quality
to deviate from its desired settings. As a typical batch process, in spite of using many advanced control methods in
injection molding, some batch-to-batch variations in quality will still appear because of various process fluctuations,
drifting of process conditions, changes in materials, and
unknown disturbances. Online monitoring of process variables is of great importance not only for assessing the status
of the process but also for ensuring the final product quality. When process monitoring indicates abnormal process
operation, fault diagnosis can determine the source causes
of this abnormal behavior. Traditional statistical monitoring
techniques rely on the use of univariate statistical process
control (SPC) tools, for example, Shewhart, cumulative
sum (CUSUM), and exponentially weighted moving average (EWMA) charts, to monitor key process or quality
variables.14 For multivariable processes, a number of these
univariate control charts are used to monitor different variables. This one-variable-one-chart method, however, may
become misleading and time consuming when monitoring
a large number of correlated process variables. Multivariate
PROCESS CONTROL
statistical projection methods, which mainly rely on principal component analysis (PCA) and partial least squares
(PLS), are therefore adopted because of its inherent advantages in multivariate batch process monitoring.
Quality is the ultimate goal of the molding process. The
molded product quality may be categorized into different
groups such as surface properties, dimensional properties,
and mechanical properties. In reality, it is difficult to control
all quality attributes simultaneously. The selection of
quality attributes for modeling and control is dependent on
the process and product requirements. The product weight
is selected in Chapter 15 as an example to demonstrate the
quality modeling and closed-loop quality control.
2.5.1 Characteristics of Injection Molding as a Batch
Process
The following definition of a batch process is given by
Shaw15 :
“A process is considered to be batch in nature if, due
to physical structuring of the process equipment or due to
other factors, the process consists of a sequence of one or
more steps (or phases) that must be performed in a defined
order. The completion of this sequence of steps creates a
finite quantity of finished product. If more of the product
is to be created, the sequence must be repeated.”
This definition clearly indicates that the injection
molding process is a typical batch process. Compared
to a traditional continuous manufacturing industry, batch
processes such as injection molding have the following
characteristics in terms of process dynamics and operation
control:
1. Strong Time-Varying Characteristic. In batch process,
raw material normally undergoes state transformation
in different subphases. For example, in injection
molding, polymer granules will be heated and melted
from solid state to fluid during plastication. The
viscosity of the material changes nonlinearly because
of shear-thinning effect during filling phase. It finally
solidifies again during packing and cooling. It is
obvious that in each subphase, the physical properties
of the processing material vary nonlinearly with cycle
time. This kind of variation is the major reason for
the time-varying characteristics of batch processes. It
also prevents the traditional control strategies from
successfully applying to the batch processes.
2. Strong Nonlinear Characteristic. Most batch processes involve complicated physical and chemical
changes, which results in highly nonlinearity; for
example, the nonlinear rheological properties of the
molten polymer with respect to the processing temperature. In a continuous process, the traditional way
45
to deal with the nonlinearity is to use a steady state
approximation. The batch process, however, normally
operates in a wide operating range according to different requirements, so the traditional method cannot
be applied directly.
3. Hybrid System in Nature. Most batch processes contain multiple subphases, for example, injection molding contains filling, packing/holding, and cooling
(plastication) phases. The transition from one subphase to another may be decided based on various
criteria, for example, the elapsing of time or logic
check for certain conditions. In addition, there are
several of constrains in the operation to ensure safety
issues, so both analog (continuous) and logical (discrete) components are relevant and interacted in batch
processes. The system with this kind of nature is referred to as hybrid system.
4. Repetitive Nature of the Operation. In a batch process,
each cycle can make a finite amount of products. To
reach a certain volume of production, the process
needs to be repeated. During stable operation, the
complicated dynamics can be fully or partially
repeated between the neighboring cycles. This kind
of repetitive nature provides a possibility to develop
new control strategies for the batch process. Detailed
discussion based on this point can be found in
Chapter 13.
Injection molding inherently has the characteristics
as discussed above as it is a batch process. Although
the sequence appears to be simple, injection molding is
rather a complex nonlinear dynamic process during which
the machine parameters, material properties, and process
variables interact with each other. Many research works
have discussed the relationship extensively and concluded
that the quality of the molded part is a strong function of the
process conditions. The key process parameters, therefore,
need to be closed-loop controlled to ensure the repeatability
and quality of the molding process.
2.5.2
Typical Control Problems in Injection Molding
Modern injection molding control system has four major
functions: manipulation of machine sequence, control of
major process/machine variables, monitoring of process
status and performance, and quality control. The sequence
control ensures the molding machine to operate according
to the predetermined order and provides the safety locks
through a sophisticated interlocking circuit or software.
This part of the functions only follows a defined logic and
has little influence on the product quality. The development
of control strategies of key molding process variables, as
shown in Figure 2.30, is the focus of this book.
46
BACKGROUND
The key molding process variables include particularly
the following aspects:
1. Melt/Barrel Temperature Control . Temperatures, including mold temperature, barrel temperature, and
melt temperature, are important variables for the injection molding process. They affect the material flow
and thermal properties. Other key process variables
such as injection velocity, packing pressure, plastication screw rotation speed, and cooling time are
closely related to the temperatures. Many product
quality attributes are thus strongly affected by the
temperature settings and control performance. The
melt temperature is a distributed parameter and difficult to be measured directly. It is therefore commonly
accepted in molding industry to control the barrel
temperature instead. Yao and Gao16 pointed out the
difficulties in barrel temperature control as follows:
(a) Barrel temperature has “integratorlike” dynamics
in the relevant operation range. Any change in
input, for example, a step input (or ‘heating on’),
takes a long time to reach steady state. Model
identification based on step responses or pseudo
random binary sequences (PRBS) are thus time
consuming and sometimes become practically
infeasible.
(b) The dynamics exhibits significant time delays
in barrel temperatures because of the sensor
position, the nature of barrel configuration, and
the heat transfer characteristics.
(c) There exists a control specification contradiction.
The barrel temperatures are expected to arrive
FIGURE 2.30
at the set point fastest at one hand. It is also
expected to have minimal overshoots, on the
other hand, to avoid material degradation, as
there is no cooling mechanism.
(d) Nonlinearities exist because of heat radiation
and shear heating caused by screw actions. A
linear fixed model is, however, commonly used
for simplicity. This often results in suboptimal
even inadequate performance for other operating
conditions. The molding conditions may have
to be adjusted from time to time based on the
materials and products to be molded.
2. Injection Velocity Control . Filling is the first stage
of the molding. During filling, the polymer melt is
forced into a mold cavity through the nozzle and runner system by a screw forward motion. The nature of
the melt flow entering the cavity strongly influences
the quality of the molded part, especially the mechanical properties, such as tensile strength, impact
strength, heat distortion, and dimension stability. Ram
injection velocity, often referred to simply as injection velocity, approximates but does not equal the
polymer filling rate entering a mold cavity because
of the melt compressibility and the plastic leakage
through the check ring valve. Despite the fact that
injection velocity differs from the polymer filling
rate, it is still widely used as a controlled variable
during injection phase, as it provides a better approximation than other variables such as cavity pressure
or nozzle pressure. A proper setting and good control of injection velocity can achieve a more evenly
Typical control parameters in injection molding.
REFERENCES
distributed flow pattern and avoid overpressurization, high thermal stresses, and high residual flow
stresses. It has been proved that the injection velocity
has strong nonlinear and time-varying characteristics,
mainly caused by the complicated mold geometry and
nonlinear rheological properties of the molten polymer under different shear rates.
3. Packing Pressure Control . Packing/holding is another
important phase in the injection molding process during which additional material is added to the mold
cavity under certain pressure to compensate for the
material shrinkage. Adding too much material to the
cavity may result in highly stressed parts and mold
flash. It may also cause ejection problems. Insufficient
packing/holding may cause molding problems such
as poor surfaces, sink marks, weld line, and shrinkage. Proper packing control is critical for producing
molded parts with good mechanical properties, dimensional stability, and satisfactory surface characteristics. The degree of packing is indicated well by
the cavity pressure, which is determined by the nozzle pressure, cavity geometry, and mold temperatures.
Packing pressure exhibits strong time-varying and
nonlinear characteristics because of the material cooling and solidification, and the nonlinear relationship
between the control valve opening and the packing
pressure response.
4. Mold Temperature Control . The purpose of mold temperature control is to manipulate the cooling pattern
of the molten polymer inside the mold cavity, to
achieve a satisfactory microscopic structure inside the
final product. Similar to the barrel temperature, the
mold temperature needs to be controlled throughout
the cycle. In different subphases, the mold temperature has different control objectives, so it is both
phase based and periodic. As cooling is normally the
longest subphase in the molding cycle, proper control of the mold temperature can reduce the cycle
time and improve the productivity significantly. The
mold open/close operation and ambient temperature
change are major disturbances for the mold temperature control.
5. Screw Rotation Speed and Back Pressure Control .
The screw rotation speed and back pressure are two
key variables during plastication phase. Different
materials require different settings of screw rotation
speed and back pressure to ensure a fast and uniform
plastication. As the material undergoes phase change
from solid to melt, the plastication dynamics also
changes severely.
The above control problems are typical and key
issues for hydraulic reciprocating screw injection molding
47
machines. With the development of new sensor, signal
processing technologies, and automatic equipments, there
are various new control problems, for example, the
multicavity molding filling control and multipoint pressure
control, the melt-front-velocity control and the mold
position control, etc.
REFERENCES
1. Rosato D.V., Rosato D.V., Rosato M.G., Injection Molding
Handbook. 3rd ed. 2000, Norwell: Kluwer Academic Publishers.
2. Rees H., Understanding Injection Mold Design. 2001, Munich: Carl Hanser Verlag.
3. Potsch G., Michaeli W., Injection Molding: An Introduction.
2008, Munich: Carl Hanser Verlag
4. Pantani R., Coccorullo I., Speranza V., et al., Modeling of
morphology evolution in the injection molding process of
thermoplastic polymers. Progress in Polymer Science, 2005.
30(12): 1185–1222.
5. Ying J.R., Liu S.P., Guo F., et al., Non-isothermal crystallization and crystalline structure of PP/POE blends. Journal
of Thermal Analysis and Calorimetry, 2008. 91(3): 723–731.
6. Belofsky H., Plastics: Product Design and Process Engineering. 1995, Munich: Carl Hanser Verlag.
7. Boothroyd G., Dewhurst P., Knight W., Product Design for
Manufacture and Assembly. 2nd ed. 2002, New York: Marcel
Dekker, Inc.
8. Greener J., General consequences of the packing phase in
injection molding. Polymer Engineering and Science, 1986.
26(12): 886–892.
9. Struik L.C.E., Orientation effects and cooling stresses in
amorphous polymers. Polymer Engineering and Science,
1978. 18(10): 799–811.
10. Rezayat M., Stafford R.O., A thermoviscoelastic model for
residual stress in injection molded thermoplastics. Polymer
Engineering and Science, 1991. 31(6): 393–398.
11. Wang K.K., Zhou J., Sakurai Y., An integrated adaptive control for injection molding, in SPE Annual Technical Conference - ANTEC, Conference Proceedings. 1999, Germany:
Society of Plastics Engineers.
12. Yang Y., Injection Molding Control: From Process to Quality,
in Department of Chemical Engineering. 2004, Hong Kong:
The Hong Kong University of Science and Technology.
13. Chen X., A Study on Profile Setting on Injection Molding.
2002, Hong Kong: The Hong Kong University of Science
and Technology.
14. Montgomery D.C., Introduction to Statistical Quality Control.
2001, Hoboken: John Wiley & Sons, Inc.
15. Shaw W.T., Computer Control of Batch Processes. 1982,
Cockeysville: EMC Controls, Inc.
16. Yao K., Gao F.R., Allgower F., Barrel temperature control
during operation transition in injection molding. Control
Engineering Practice, 2008. 16(11): 1259–1264.
PART II
SIMULATION
3
MATHEMATICAL MODELS FOR THE FILLING
AND PACKING SIMULATION
Huamin Zhou, Zixiang Hu, and Dequn Li
State Key Laboratory of Materials Processing and Die & Mould Technology, Huazhong University of Science and Technology,
Wuhan, Hubei, China
In this chapter, material properties and governing equations
for fluid flow in the filling and packing phases of injection
molding process will be introduced first, and then boundary
conditions and some mold simplifications will be presented.
At present, the mathematical description generally bases
on the continuum assumption,1 – 3 on which the governing equations are premised, including mass conservation
equation, momentum conservation equations, energy conservation equation, and constitutive equation reflecting the
material properties. According to the characteristics of the
problem, the governing equations can be simplified appropriately. Considering the appropriate initial conditions and
boundary conditions, the above all create the mathematical
model of fluid flow.
3.1 MATERIAL CONSTITUTIVE
RELATIONSHIPS AND VISCOSITY MODELS
The relationship between the viscous stress tensor τ and
the rate of strain tensor ε̇ is called a constitutive equation.
It is the property of material itself and is independent of
the special conditions. For different polymers, different
constitutive models are used to describe their material
properties. Sometimes, because of the need to simplify the
problem, different constitutive models would be used for
the same type of polymers.
Common constitutive relationships of polymer melt are
classified into Newtonian fluids, generalized Newtonian
fluids, and viscoelastic fluids.2,4 In the following section,
we introduce these three constitutive relationships and
common viscosity models.
3.1.1
Newtonian Fluids
Newton inner friction law is given by
τ = μγ̇
(3.1)
where τ is the shear stress tensor, the velocity gradient is
called the shear rate; γ̇ is the rate of strain (or deformation)
tensor; and the constant of proportionality μ is called the
viscosity of the fluid , which is the index of the resistance
of fluid to flow.
Fluids for which stress is directly proportional to shear
rate, that is Equation 3.1 holds, are called Newtonian
fluids. For such fluids, the viscosity is usually constant at
a given temperature. However, the viscosity may vary with
temperature. Fluids for which Equation 3.1 does not hold
are called non-Newtonian fluids.
The Newtonian fluids include most pure liquids such
as water and alcohol, light oil, low molecular weight
compounds’ solution, and low speed gas. However, molten
polymers are non-Newtonian fluids. As its viscosity is
Computer Modeling for Injection Molding: Simulation, Optimization, and Control, First Edition. Edited by Huamin Zhou.
© 2013 John Wiley & Sons, Inc. Published 2013 by John Wiley & Sons, Inc.
51
52
MATHEMATICAL MODELS FOR THE FILLING AND PACKING SIMULATION
very complicated and nonlinear, it depends on its chemical
structure, composition, and processing conditions.
3.1.2
Generalized Newtonian Fluids
In order to model the flow of molten polymers, a
modification to Equation 3.1 is made to allow the viscosity
to be a function of shear rate. Therefore Equation 3.1
becomes
τ = η (T , γ̇ ) γ̇
(3.2)
where τ is called the viscous stress tensor, which may be
written as a matrix of its components:
⎡
τxx
τ = ⎣τyx
τzx
τxy
τyy
τzy
⎤
τxz
τyz ⎦
τzz
(3.4)
τ = 2ηε̇ + (λ∇ • u) I
(3.5)
or
where η is the dynamic viscosity, λ is the dilatational
viscosity, I is the unit tensor, ε̇ is the rate of strain (or
deformation) tensor, and σ is the stress tensor, which may
always be written in the following form:
σxx
σ = ⎣σyx
σzx
σxy
σyy
σzy
⎤
σxz
σyz ⎦ = −pI + τ
σzz
1
2
⎤
∂u ∂w
+
∂z
∂x ⎥
⎥
⎥
⎥
∂v
∂w ⎥
⎥
+
∂z
∂y ⎥
⎥
⎥
⎥
⎦
∂w
∂z
(3.7)
And we have
σ = 2ηε̇ − (p − λ∇ u) I
⎡
1
2
(3.3)
And η (T , γ̇ ) is called the viscosity function, also simply
called the viscosity.
Most starchy fluids, suspension and plastic melt in the
nature are all these kind of fluids. In the case of the nonNewtonian fluids, the viscosity η (T , γ̇ ) decreases when
temperature or velocity of flow increases. Furthermore, the
plastic materials in molten process are more viscous and
compressible.
Generalized Newtonian fluids hold the generalized
Newton viscous force law given by
•
components:
⎤
⎡
ε̇xx ε̇yx ε̇zx
1
∇u + (∇u)T
ε̇ = ⎣ε̇xy ε̇yy ε̇zy ⎦ =
2
ε̇xz ε̇yz ε̇zz
⎡
∂u
1 ∂u ∂v
+
⎢
∂x
2 ∂y
∂x
⎢
⎢
⎢
⎢ 1 ∂u ∂v
∂v
=⎢
⎢ 2 ∂y + ∂x
∂y
⎢
⎢
⎢
⎣ 1 ∂u ∂w
1 ∂v
∂w
+
+
2 ∂z
∂x
2 ∂z
∂y
(3.6)
For the isotropic fluid, viscous stress is a function of
local deformation rate (or strain rate) of fluid. The microunit
of the isotropic fluid has nine components of strain rate out
of which six components are independent. Rate of strain
(or deformation) tensor ε̇ may be written as a matrix of its
γ̇ = 2ε̇ =∇u + (∇u)T
⎡
∂u
∂u ∂v
+
⎢ 2 ∂x
∂y
∂x
⎢
⎢ ∂u ∂v
∂v
⎢
+
2
=⎢
⎢ ∂y
∂x
∂y
⎢
⎣ ∂u ∂w ∂v
∂w
+
+
∂z
∂x ∂z
∂y
⎤
∂u ∂w
+
∂z
∂x ⎥
⎥
∂v
∂w ⎥
⎥
+
⎥
∂z
∂y ⎥
⎥
∂w ⎦
2
∂z
(3.8)
Thus, Equation 3.5 becomes
τ = ηγ̇ + (λ∇ • u) I
(3.9)
Notice that σ , ε̇, and τ are all symmetric.
In Equation 3.4, p = − σ ii /3, namely the hydrostatic
pressure equals the arithmetic mean of the sum of three
normal pressures and its direction is the opposite direction
of the normal pressure. To ensure that the relationship
is held by the compressible fluid, assume the following
equation:
2
(3.10)
λ+ μ=0
3
The fluid satisfying Equation 3.10 also is called Stokes fluid .
At present, generalized Newtonian fluid is a widely used
constitutive model in the polymer simulation. According to
the different practical behavior, the generalized Newtonian
fluids can be classified into two categories: time-dependent
fluids and time-independent fluids. The former can also be
organized into three kinds4,5 : Bingham plastics, pseudoplastic fluids, and dilatant fluids. The latter can also be further
categorized into two kinds: rheopectic fluids and thixotropic
fluids.
Bingham plastics are fluids that remain rigid when its
shear stress is smaller than yield stress but flow similar to a
simple Newtonian fluid once the shear stress has exceeded
MATERIAL CONSTITUTIVE RELATIONSHIPS AND VISCOSITY MODELS
FIGURE 3.1
fluids.
Characteristic viscosity curve of pseudoplastic
this value. Different constitutive models representing this
type of fluids were developed by Herschel and Bulkley,6
Oldroyd,7 and Casson.8
Pseudoplastic fluids have no yield stress threshold, and
for these fluids, the ratio of shear stress to the rate of shear
generally falls continuously and rapidly with increase in
the shear rate. Very low and very high shear regions are
the exceptions, where the flow curve is almost horizontal
(Fig. 3.1). This shear thinning effect that the viscosity
decreases with increasing rate of shear stress is an important
phenomenon of pseudoplastic fluids. This is currently the
most commonly used non-Newtonian viscous fluid model
to simulate the polymer flow.
The main characteristic of the dilatant fluids is that at
low shear rate, the flow acts basically as a Newtonian
fluid; when the shear rate is higher than a certain critical
value, viscosity increases with increasing rate of shear
(also termed shear thickening). Most dilatant fluids are
multiphase mixture systems such as asphalt and liquid
concrete. The viscosity of time-dependent non-Newtonian
fluid has temporal correlation with the constant rate of shear
strain. This is less used to describe the polymer melt.
To model the injection molding process, a viscosity
function (or model) is required. The viscosity curves of
most thermoplastics have the same dependence on shear
rates as shown in Figure 3.1. At lower shear rates,
the viscosity is nearly a constant. This is the usually
called as upper Newtonian region. Polymer chains are
more uniformly aligned as the shear rate increases, so
the viscosity decreases accordingly. This is called the
shear thinning region. When all polymeric chains are
fully aligned, the shear viscosity then becomes virtually
insensitive to the shear rate. This is called as lower
Newtonian region. The upper Newtonian region and shear
thinning region can be observed in most polymers (the LCP
53
might be an exception). The lower Newtonian region is,
however, not as obvious in most thermoplastics as it occurs
with molecular degradation at ultrahigh shear rates.
A number of well-known models are available, so it
is important to choose a model that is both accurate
over the processing range and for which data can be
readily obtained. de Waele in 1923 and Ostwald in 1925
proposed a power law model,9 also known as Ostwald–de
Waele relationship, which can successfully predict the
shear thinning region. In 1977, Middleman10 proposed an
advanced power law that overcomes a problem of the
original model in which the stress is much higher than
that at low rate of shear. The viscosity hardly changes
when the rate of shear is very low or very high; namely,
at this time, pseudoplastic fluid acts similar to a Newtonian
fluid. At least four parameters are required to reflect
this relationship between viscosity and shear rate. Cross
model11 and Carreau model12 are proposed by Cross in
1965 and Carreau in 1972, respectively. All of them are
believed to be better than the others in terms of reflecting
the characteristics of a thermoplastic polymer. In addition,
Sisko model13 proposed by Sisko in 1958 combined the
characteristics of Bingham plastics and power law model.
The other models such as Prandtl–Eyring model, Ellis
model, Casson model, and fractional exponential model
were also applied in some fields successfully. At present,
the power law model and the Cross model are widely used
in the field of polymer injection molding to describe the
viscosity function.14 – 21 The following section introduces
some common viscosity models.
3.1.2.1
form:
Power Law Model
This model has the following
η = η0 |γ̇ |n−1
η0 = B exp
Tb
T
(3.11)
(3.12)
where η0 is the Newtonian viscosity or zero-shear rate
viscosity, which is defined as the viscosity at zero-shear
rate; B is a constant called the consistency index ; T b
is a constant showing the temperature sensitivity of this
material; T is the melting temperature; and n is the power
law index with a value between 0 and 1 for polymer melts.
When η0 = μ and n = 1, we obtain the relationship for a
Newtonian fluid, that is, Equation 3.1. The effective shear
rate |γ̇ | is given by
|γ̇ | =
1
γ̇ij γ̇ij
2
(3.13)
The zero-shear rate viscosity contains the effect of temperature and pressure on viscosity described by some different models. In the field of plastic injection molding process,
the WLF model and Arrhenius model are commonly used.
54
MATHEMATICAL MODELS FOR THE FILLING AND PACKING SIMULATION
Arrhenius formula is given by
η0 = B exp
Tb
T
exp (βP )
(3.14)
where B , T b , and β are material parameters. This model is
suitable for semicrystalline materials.
The WLF zero-shear viscosity model can reflect the
variation of melt viscosity with temperature and pressure
more exactly. It has the following form:
η0 = D1 exp
−A1 (T − (D2 + D3 P ))
A2 + T − D2
(3.16)
3.1.2.2 Ellis Model The Ellis model expresses the
viscosity as a function of shear stress τ . It has the following
form:
τ α−1
η0
=1+
(3.17)
η
τ1/2
where τ 1/2 is the value of shear stress for which η = η0 /2
and α − 1 is the slope of the graph ln[(η0 /η) − 1] versus
ln(τ /τ 1/2 ).
Carreau Model
The model has the following
(n−1)/a
η = η∞ + (η0 − η∞ ) 1 + (K γ̇ )a
η0
1+
η0 |γ̇ |
τ∗
1−ñ
(3.19)
where, τ * is the shear stress at the transition between
Newtonian and power law behavior. If using WLF zeroshear viscosity model presented by Equation 3.15, we call
Equation 3.19 as WLF Cross model, which is widely used
in injection molding simulation.
3.1.3
The above equation shows that this three-parameter
model reflects the observation that the viscosity function at
medium-high shear rates is nearly a straight line in log–log
plots. Therefore, the power law model can represent the
behavior of polymer melts in the high shear-rate region. It
is also quite easy to fit experimental data with this model
and determine the constants η0 and n.
The main disadvantage of the model is in the low shearrate range. Despite this disadvantage, the model has been
widely used for modeling flow in injection molding. In the
filling phase particularly, shear rates are frequently high
enough to justify the use of the first-order model.
3.1.2.3
form:
The equation for the Cross model
(3.15)
in which A1 , A2 , D 1 , D 2 , and D 3 are material parameters.
Taking natural logarithms of both sides, we obtain
ln (η) = (n − 1) ln (γ̇ ) + ln (η0 )
3.1.2.4 Cross Model
is given by
η=
(3.18)
where η∞ is the viscosity at infinite shear rate, η0 is the
viscosity at zero-shear rate, n is a dimensionless constant
with the same interpretation as that in Equation 3.11, and
K is a material time constant parameter. The Bird–Carreau
model is given by a = 2. For many shear thinning fluids,
a ≈ 2.
Viscoelastic Fluids
Generalized Newtonian fluid model can describe the nonNewtonian characteristic that viscosity changes with the
deformation rate tensor. But it cannot predict other phenomena such as recoil, stress relaxation, stress overshoot, and
extrudate swell, which are commonly observed in polymer
processing flows. These effects have a significant impact on
the product quality in polymer processing, and they should
not be ignored. The stress of viscoelastic fluid at any time
depends on not only the movement and deformation at that
moment but also the deformation history. Theoretically, all
of these phenomena can be considered as the result of the
material that has a combination of the properties of elastic
solids and viscous fluids. Therefore, mathematical modeling of polymer processing flows should, ideally, be based
on the use of viscoelastic constitutive equations.
In the 1940s, Reiner22 and Rivlin23 made a breakthrough
in the field of nonlinear viscosity theory and finite elastic
deformation theory. The research on the constitute relationship of viscoelastic material had a great development in the
following decades. In 1950, Oldroyd24 first introduced new
concepts of coordinate system and derivative going with
the material that improved the constitute theory of nonNewtonian fluid to a new level and had been considered
as one of important foundations of the constitute theory of
modern rheology.
Oldroyd proposed Oldroyd 8-constant model25 in 1958
in which there is one zero-shear viscosity and seven
time constants, and the stress term is kept linear. By
letting different constants to be zero, Oldroyd 8-constant
model can become Newtonian fluid model, upper-convected
Maxwell model (UCM), Oldroyd-B model, second-order
model, and Johnson–Segalman model.26 Among them
Oldroyd-B is the most widely used. However, many
experiments have also shown that for practical polymer
flow, especially for the tensile deformation dominated flow,
the results predicted by Oldroyd model and the actual
results are quite different.
In 1977, Phan-Thien and Tanner proposed PTT model
with 4-constant stress term based on Lodge network
theory,27,28 which can predict both shearing viscosity and
MATERIAL CONSTITUTIVE RELATIONSHIPS AND VISCOSITY MODELS
uniaxial extensional viscosity. In 1982, Giesekus proposed
3-constant Giesekus model29 based on molecular theory,
which can predict the normal stress difference besides
power law viscosity region of the non-Newtonian fluid.
Warner introduced the dumbbell model by abstracting from
the dilute polymer solution based on kinematical theory.
Referring to this, in 1972, Warner30 proposed a nonlinear
elastic dumbbell model named FENE (finitely extensible
nonlinear elastic) based on which many scholars improved
extended FENE model.31
The above-mentioned constitutive equations are all different equations. Integral constitutive relationship applies
Boltzmann superposition principle to obtain stress components by accumulation of deformation history with appropriate functions. The simplest integral constitutive model is
the one proposed by Lodge32 for rubberlike liquid in 1964
based on network theory; while the most wildly used model
is K-BKZ model proposed by Kaya and Bernstein in 1962,
and Kearsley and Zapas33 in 1963 as independent inventors.
K-BKZ model is a nonlinear generalized model, including Rouse–Zimm model, Lodge model, Tanner–Simmons
model, and Doi–Edwards model.26 The constitutive models of integral form can give stress formula explicitly but is
not convenient as differential models. In addition, in general condition, they are suitable to be applied in Lagrangian
frame, which is a reason why they are not widely used as
the differential models.
As the linear models cannot portray well the rheological
properties, such as the shear thinning and nonquadratic
first normal difference observed in typical melts, it needs
to be extended to cover the nonlinear behaviors. The
Pom–Pom model proposed by McLeish and Larson34 in
1998, was considered as a breakthrough in the field of
the construction of viscoelastic constitutive equation. It is
based on tube theory and a simplified topology of branched
molecules. Pom–Pom model still has some disadvantages
such as discontinuity phenomena in steady extensional flow,
unboundedness of the equation describing the direction
in high shearing rate flow, and inexistence of second
normal stress difference in shear flow. In 2001, for these
shortcomings, Verbeeten et al.35 proposed an extended
Pom–Pom model, namely XPP model. The results of this
model are consistent with the results from rheological tests
of LDPE. Verbeeten et al.36,37 adjusted XPP model in 2002
and in 2004 for solving a problem that the principal axis
value of tensile stress in radical sign might be negative
and kept this method consistent with the other viscoelastic
constitutive models in construction. Numerical experiments
exhibit that XPP model has some characteristics that the
others do not have and can better predict the polymer
behaviors in complex flow.38 – 40
The following part will introduce commonly used
viscoelasticity models, including upper-convected Maxwell
55
model, Oldroyd-B model, White–Metzner model, Giesekus
model, and PTT model.
3.1.3.1 Upper Convected Maxwell Model (UCM) This
model describes polymers with linear or quasilinear viscoelasticity, which combines the ideas of viscosity and
elasticity. It has the following form:
∂τ
+ (u • ∇) τ − ∇u T • τ − τ • ∇u = ηγ̇
∂t
(3.20)
The relaxation time λ is defined as the time required for
stress to be reduced to half of its original value when the
polymer stops deforming. A higher relaxation time indicates
more memory (elastic) effect.
τ + λ0
3.1.3.2 Oldroyd-B Model This model adds an additional
Newtonian component to the UCM model as
τ 1 + λ0
∂τ 1
+ (u • ∇) τ 1 − ∇u T • τ 1 − τ 1 • ∇u = η1 γ̇
∂t
(3.21)
τ 2 = η2 γ̇
(3.22)
τ = τ1 + τ2
(3.23)
η2 = rη0 ,
η1 = (1 − r) η0
(3.24)
If r = 0, the model reduces to the UCM model. The
model predicts a constant viscosity and a quadratic first
normal difference. It should be further noted that linear (or
quasilinear) model has been widely used for viscoelastic
flow calculations for its simplicity, but it is not suitable
for injection molding process because of the lack of shear
thinning characteristics. It is suggested to use those models
in polymeric solutions for research purpose.
3.1.3.3 White–Metzner Model This model is modified
from UCM model. It can illustrate reasonable profiles for
shear-rate dependent viscosity h and relaxation time l . It is
also easy to select the material parameters on the basis of
the first normal stress difference and viscosity. The model
is suitable in fast time-dependent motions.
∂τ
+ (u • ∇) τ − ∇u T • τ − τ • ∇u
τ + λ (T , γ̇ )
∂t
= η (T , γ̇ ) γ̇
λ (T , γ̇ ) =
(3.25)
η (T , γ̇ )
G
(3.26)
Viscosity η and relaxation time λ are both functions of
temperature and shear rate. Relaxation time is referenced
to the viscosity divided by modulus G.
56
MATHEMATICAL MODELS FOR THE FILLING AND PACKING SIMULATION
If λ uses the following form:
λ (T , γ̇ ) =
1+
λ0 aT
λ0 aT
k
|γ̇ |
1−n
(3.27)
where λ0 is the relaxation time at zero-shear rate and a T is
the shift factor. We call it modified White–Metzner model.
The model provides the flexibility by allowing different
variation profile for the shear rate and is dependent on the
viscosity and relaxation time. The variation of relaxation
time is independent on the viscosity and can be fit by cross
model.
3.1.3.4 Giesekus Model This model describes the rheological properties with nonlinear stress terms as follows:
∂τ
αλ0 •
τ τ + λ0
+ (u • ∇) τ − ∇u T • τ − τ • ∇u
τ+
η
∂t
= η0 γ̇
(3.28)
where λ0 is the relaxation time at zero-shear rate, η0 is the
shear viscosity at zero-shear rate, and α is the dimensionless
mobility factor with a value between 0 and 1. The origin
of the term involving α can be associated with anisotropic
Brownian motion or anisotropic hydrodynamic drag on the
constituent polymer molecules. Large decreases in viscosity
and normal stress coefficients with increasing shear rate
are possible, which is much more realistic than the linear
models.
3.1.3.5 PTT Model This model describes the rheological properties with nonlinear stress terms as follows:
1+
ελ0
tr (τ ) τ
η
+ λ0
∂τ
T•
•
•
+ (u ∇) τ − ∇u τ − τ ∇u = η0 γ̇
∂t
(3.29)
where λ0 is the relaxation time at zero-shear rate, η0 is
the shear viscosity at zero-shear rate, and ε is the material
property that controls nonlinear behavior.
The model exhibits shear thinning and nonquadratic
first normal stress difference, which is similar in its
predictions to the Giesekus equation, except for some minor
viscometric features.
3.2
THERMODYNAMIC RELATIONSHIPS
Several thermodynamic properties are required for simulation of injection molding. Thermoplastic generally undergoes a significant volumetric change over temperature and
pressure. It is therefore essential to characterize its pressurevolume-temperature (PVT) relationship in order to calculate
the compressibility of the material during packing phase and
final part’s shrinkage and warpage after ejection.
An equation of state relates the three variables, pressure
p, specific volume V̂ , and temperature T . The specific
volume is defined as the volume of thermoplastic per unit
mass. For any material, we write the state equation in the
following form:
f p, V̂ , T = 0
(3.30)
Given any two variables, it is possible to determine the
third by using the equation of state. In particular, we can
write
V̂ = g (p, T )
(3.31)
where g is some function.
If we graph the PVT data of a material, we would obtain
a PVT surface as shown in Figure 3.2. If the material at
temperature T a undergoes a change in temperature while
being held at constant pressure, the average change in
volume over the temperature change is therefore,
g (pa , Ta +
V̂
=
T
=
V̂ (pa , Ta +
T ) − g (pa , Ta )
T
T ) − V̂ (pa , Ta )
T
(3.32)
In the limit as T → 0, we obtain the instantaneous change
in volume for the material, which we denote by
∂ V̂
(3.33)
∂T
p
where the subscript p indicates that the pressure is held
constant.
The coefficient of volume expansion of the material β
is defined as follows:
1 ∂ V̂
(3.34)
β=
V̂ ∂T
p
The coefficient of volume expansion is also called the
expansivity of the material . It has units of reciprocal kelvin
(K−1 ).
Now consider the change in volume because of a change
in pressure–temperature constant. This involves moving
from point b to c in Figure 3.2. The average change in
the volume because of a change in temperature is given by
g (pa + p, Tb ) − g (pa , Tb )
V̂
=
T
p
=
V̂ (pa + p, Tb ) − V̂ (pa , Tb )
p
(3.35)
THERMODYNAMIC RELATIONSHIPS
57
Vˆ
T
pa Δp
ΔT
pc
ΔV
Tb
Ta
p
FIGURE 3.2
FIGURE 3.3 Specific volume–temperature curves of semicrystalline thermoplastic and amorphous thermoplastic.
PVT diagram.
Letting p → 0, we obtain the instantaneous change in
volume, which we denote by
∂ V̂
∂p
κ=−
V̂
T
∂ V̂
∂p
(3.38)
where V̂ and V̂0 are the densities of the material. Notice that
here V̂ represents the density instead of specific volume in
this formula. It is intended to be more straightforward. In
other PVT models, V̂ represents specific volume instead.
(3.37)
T
The negative sign indicates that the volume decreases with
increasing pressure. Isothermal compressibility has units of
one square meter per newton (m2 N−1 ).
Different types of thermoplastic have different PVT behaviors across its transition temperature. Semicrystalline
thermoplastic has a significant and abrupt volumetric
change, while amorphous thermoplastic has only a change
in slope in its specific volume–temperature curves without
a sudden transition from melt to solid. Figure 3.3 depicts
the difference between these two types of thermoplastics.
For semicrystalline materials, the PVT data falls into three
areas: low temperature, transition, and high temperature.
Figure 2.4 represents the PVT plots of HDPE, a semicrystalline material, and ABS, an amorphous material.
A good PVT model should characterize the dependence
of specific volume on temperature and pressure, and the
difference between these two types of thermoplastics. There
are some PVT models introduced in the following section.
3.2.1
V̂ = V̂0
(3.36)
The isothermal compressibility κ is defined to be
1
This model has the following form:
Constant Specific Volume
The constant specific volume model assumes that the
specific volume is independent of pressure and temperature.
It corresponds to incompressible materials.
3.2.2
Spencer–Gilmore Model
This model is derived from the ideal gas law by adding
a pressure and temperature correction term to the specific
volume.
This model has the following form:
V̂ = V̂0 +
R̂T
P + P0
(3.39)
where V̂ is the specific volume of the material and V̂0 is its
reference specific volume at a given condition. There are
three parameters to be determined, V̂0 , R̂, and P 0 . T is the
material temperature.
3.2.3
Tait Model
The original version of Tait model is
V̂ = V̂0
P
1 − C ln 1 +
B
(3.40)
V̂0 = b1 exp (−b2 T )
(3.41)
B = b3 exp (−b4 T )
(3.42)
58
MATHEMATICAL MODELS FOR THE FILLING AND PACKING SIMULATION
There are five parameters to be determined, b 1 , b 2 , b 3 , b 4 ,
and C . The original version of Tait model cannot deal with
the abrupt volumetric change of semicrystalline material.
A modified Tair model can be written in the following
form:
p + V̂t
V̂ = V̂0 1 − C ln 1 +
(3.43)
B
b1S + b2S T̄ if T ≤ Tt
(3.44)
V̂0 =
b1L + b2L T̄ if T > Tt
b3S exp −b4S T̄
if T ≤ Tt
B=
(3.45)
b3L exp −b4L T̄
if T > Tt
b7 exp b8 T̄ − b9 p
if T ≤ Tt
(3.46)
V̂t =
0
if T > Tt
T̄ = T − b5
(3.47)
Tt = b5 + b6 p
(3.48)
where C = 0.0894 and 13 parameters are needed. This
model is capable of describing the PVT relationship of
both semicrystalline and amorphous materials. Equation
3.46 characterizes the abrupt volumetric change of a
semicrystalline material around its melting point. With only
linear PVT transitions, b 7 , b 8 , and b 9 are for amorphous
materials. T t is used to characterize the abrupt viscosity
change of the material around its transition temperature.
3.3
THERMAL PROPERTIES MODEL
Thermal properties such as thermal conductivity, specific
heat capacity, and thermal diffusivity play critical roles in
prediction of heat flow rate, part temperature distribution,
and heat and cycle time estimation during filling and
packing phases.
According to Fourier’s law of unidirectional steadystate heat conduction in an isotropic medium, the thermal
conductivity is defined by
k=−
q
∇T
(3.49)
where q is the heat flux. The thermal diffusivity α
determines the transient heat flow and the time-dependent
temperature distribution in the polymer. It is related to the
thermal conductivity through the following equation:
k
α=
ρcp
(3.50)
where ρ is the density of the polymer and c p is the specific
heat capacity. In general, thermal diffusivity is determined
FIGURE 3.4 A schematic diagram of linear interpolation
function of thermal conductivity.
experimentally from the dynamic temperature response of
the polymer.
Thermal conductivity of thermoplastic appears to be a
weak function of temperature, independent of molecular
weight, and does not vary significantly from one thermoplastic to the other. The thermal conductivity of thermoplastic is relatively low compared to the mold metal in general.
The low thermal conductivity reduces the heat that is transferred to the surroundings. Considering the heat dissipated
by viscous forces of high viscosity thermoplastic, the temperature distribution across the thickness of thermoplastic
is therefore quite nonisothermal.
The simplest model of the thermal conductivity is the
constant thermal conductivity model, namely
k = k0
(3.51)
where k is the thermal conductivity and k 0 is its
specified value. It assumes that the thermal conductivity is
independent of temperature. This model is only supported
in most of the commercial simulation software.
The linear interpolation function is another common
approximation of the dependence of thermal conductivity
on temperature. Given thermal conductivities, k 1 and k 2 ,
at two different temperatures, T 1 and T 2 , as shown in
Figure 3.4, we can obtain the following linear equation:
k = aT + b, a =
k2 − k1
T2 k 1 − T1 k 2
,b=
T2 − T1
T2 − T1
(3.52)
The specific heat capacity is the amount of energy
required to heat up a unit mass of the material for 1 ◦ C.
If one neglects the effects of possible chemical or physical
transformation in the material, the internal energy of the
material is related to the material temperature through heat
capacity.
GOVERNING EQUATIONS FOR FLUID FLOW
FIGURE 3.6
FIGURE 3.5 A schematic diagram of linear interpolation
function of specific heat capacity.
Constant specific heat capacity model is generally a good
approximation to assume heat capacity to be a constant,
namely
(3.53)
cp = cp0
where c p is the heat capacity and c p0 is a given value.
This model is also the only available model in most of the
commercial simulation software.
As similar to thermal conductivity, the linear interpolation function is another common approximation of the
dependence of heat capacity on temperature. Given thermal
conductivities, c p1 and c p2 , at two different temperatures,
T 1 and T 2 , we can obtain the following linear equation:
cp = aT + b, a =
cp2 − cp1
T2 cp1 − T1 cp2
,b=
T 2 − T1
T2 − T1
(3.54)
The schematic diagram of this model is the same as shown
in Figure 3.5.
3.4
GOVERNING EQUATIONS FOR FLUID FLOW
The governing equations for fluid flow consist of mass
conservation equation, momentum conservation equation,
and energy conservation equation. The three equations have
the similar form, so a general transport equation can be
generalized.
These equations governing the flow of a compressible,
viscous fluid are applicable to the flow of a polymer melt
and are obtained using the principles of conservation of
mass, momentum, and energy. We will derive them briefly.
Consider a material volume of fluid, as shown in
Figure 3.6, three measures of coordinate direction in
Cartesian coordinate system are δx , δy, and δz . Six surfaces
of the microunit are denoted by N , S , E , W , T , and B
representing northern, southern, eastern, western, top, and
bottom surfaces, respectively. The central point O is on the
coordinate (x , y, z ).
59
A material volume of fluid.
All the fluid property parameters are functions of space
and time, such as ρ(x , y, z , t), p(x , y, z , t), T (x , y, z , t), and
u(x , y, z ) representing fluid density, pressure, temperature,
and velocity vectors, respectively. The considered material
volume of fluid here is small enough that it has enough
accuracy to keep the first two terms of Taylor expansion
of fluid property parameters on the surfaces. Taking the
pressure p, for example, the pressure values on eastern and
western surfaces can be represented as
∂p
∂x
∂p
=p−
∂x
pE = p +
pW
3.4.1
1
δx + o(x) ≈ p +
2
1
•
δx + o(x) ≈ p −
2
•
∂p
∂x
∂p
∂x
1
δx
2
1
•
δx
2
•
(3.55)
(3.56)
Mass Conservation Equation
If V (t) is the material conservation of mass volume of fluid,
in which there are no sources or sinks, then it means that
the mass contained in V (t) does not change. That is, the
mass increasing rate in the microunit equals net mass inflow
flux.
The mass increasing rate in fluid unit is
∂
∂ρ •
δx δy δz
(ρ δx δy δz) =
∂t
∂t
(3.57)
The net mass flux through the unit surfaces is the product
of density, surface area, and fluid velocity perpendicular to
the surfaces. Known from Figure 3.7, the net mass flux
through surfaces into fluid unit is
∂ (ρu) • 1
∂ (ρu) • 1
δx δy δz − ρu +
δx δy δz
ρu −
∂x
2
∂x
2
∂ (ρv) • 1
∂ (ρv) • 1
+ ρv −
δy δx δz − ρv +
δy δx δz
∂y
2
∂y
2
∂ (ρw) • 1
∂ (ρw) • 1
+ ρw −
δz δxδy − ρw +
δz δxδy
∂z
2
∂z
2
(3.58)
60
MATHEMATICAL MODELS FOR THE FILLING AND PACKING SIMULATION
The mass inflow rate is positive, and the outflow one is
negative.
Conservation of mass implies that Equation 3.57 equals
Equation 3.58, after the simplification, we have
∂ (ρu) ∂ (ρv) ∂ (ρw)
∂ρ
+
+
+
=0
∂t
∂x
∂y
∂z
∂ρ
+ ∇ • (ρu)
∂t
(3.61)
∇ •u = 0
(3.62)
or
Sometimes it is useful to express the continuity equation
in terms of the material derivative. Expanding out Equation
3.60, we get
(3.63)
Using the chain rule of differentiation, we find that the
derivative of the density with respect to time is given by
∂ρ
∂ρ ∂x
∂ρ ∂y
∂ρ ∂z
∂ρ
Dρ
=
+
+
+
=
+ u • ∇ρ
Dt
∂t
∂x ∂t
∂y ∂t
∂z ∂t
∂t
(3.64)
Using Equation 3.64, we may write Equation 3.60 or
Equation 3.63 in the following form:
3.4.2
(3.65)
Conservation of momentum requires that the time rate of
change of fluid particle momentum in a material volume,
V (t), be equal to the sum of external forces acting on V (t).
Replace ρ in Equation 3.63 with a characteristic variable
ϕ, representing a certain characteristic parameter per unit
mass in fluid microunit, then we obtain the change rate of
ϕ with time per unit mass:
(3.66)
(3.68)
Introducing the characteristic variable ϕ into Equation
3.68, we simply obtain
∂ (ρϕ)
+ ∇ • (ρϕu)
∂t
(3.69)
which represents the sum of the change rate of ϕ per unit
volume in fluid microunit and net outflow rate of ϕ per
unit volume in fluid microunit. Using the chain rule of
differentiation and divergence theorem, Equation 3.69 can
be written as
∂ (ρϕ)
+ ∇ • (ρϕu) = ρ
∂t
∂ϕ
+ u • ∇ϕ
∂t
+ϕ
∂ρ
+ ∇ • (ρu)
∂t
(3.70)
Referring to the mass conservation equation, the second
term on the right side of the equal to sign in Equation 3.70
equals zero, so we have
ρ
Dϕ
=ρ
Dt
∂ϕ
+ u • ∇ϕ
∂t
=
∂ (ρϕ)
+ ∇ • (ρϕu) (3.71)
∂t
The physical meaning of Equation 3.71 is that the
increasing rate of ϕ in Equation 3.71 equals the sum of
the increasing rate of ϕ in fluid microunit and net outflow
rate of ϕ in fluid microunit.
Let ϕ be the real velocity value to represent momentum
change rate of the fluid microunit:
x -component:
Momentum Conservation Equation
Dϕ
∂ϕ
=
+ u • ∇ϕ
Dt
∂t
(3.67)
(3.60)
∂w
∂u ∂v
+
+
=0
∂x
∂y
∂z
Dρ
= −ρ (∇ • u)
Dt
∂ϕ
+ u • ∇ϕ
∂t
Dϕ
=ρ
Dt
The two terms on the left side of the equal to sign in
Equation 3.60 represent the change rate of fluid mass per
unit volume with time and the mass outflow rate per unit
volume respectively, namely
where u is the speed vector.
The Equation 3.59 or 3.60 is called the mass conservation equation for a compressible fluid, also known as the
continuity equation or mass balance equation.
For an incompressible fluid, the density is constant and
so Equation 3.60 becomes
∂ρ
+ ρ (∇ • u) + u • ∇ρ = 0
∂t
ρ
(3.59)
Writing it in a more compact form:
∂ρ
+ ∇ • (ρu) = 0
∂t
And the change rate of ϕ with time per unit volume in fluid
microunit is
∂ (ρu)
Du
=
+ ∇ • (ρuu)
Dt
∂t
(3.72)
∂ (ρv)
Dv
=
+ ∇ • (ρvu)
Dt
∂t
(3.73)
∂ (ρw)
Dw
=
+ ∇ • (ρwu)
Dt
∂t
(3.74)
ϕ = u, ρ
y-component:
ϕ = v, ρ
z -component:
ϕ = w, ρ
GOVERNING EQUATIONS FOR FLUID FLOW
FIGURE 3.7
61
The mass flux of a fluid microunit.
The combination of the above three equations can be
written as
Du
∂ (ρu)
ρ
=
+ ∇ • (ρuu)
(3.75)
Dt
∂t
The forces on the fluid microunit include surface force
and body force. The surface force includes the pressure and
viscous force; and body force includes gravity, centrifugal
force, electromagnetic force, etc. In general, the surface
force is represented as independent stress components;
meanwhile, the body force is put into the source term of
the equations.
As shown in Figure 3.8, the viscous force components
are denoted by τ ij , the subscripts i and j represent the
viscous force on the surface perpendicular to i -coordinate
direction, whose direction is j -direction. There are nine
viscous shear stress components in all, namely, τ xx , τ yy ,
τ zz , τ xy , τ xz , τ yx , τ yz , τ zy , and τ zx , out of which six
components are independent. Referring to equivalent law
of shearing stress, we have
τxy = τyx , τxz = τzx , τyz = τzy
(3.76)
Taking x -direction forces, for example, as shown in
Figure 3.8, the forces on the x -direction include the pressure
p and the viscous force components τ xx , τ yx , and τ zx .
According to Figure 3.7, the resultant forces on the eastern
and the western surfaces are
∂τxx • 1
∂p • 1
δx − τxx −
δx δy δz
p−
∂x 2
∂x 2
∂p • 1
∂τxx • 1
+ − p+
δx + τxx +
δx δy δz
∂x 2
∂x 2
= −
∂p ∂τxx
+
∂x
∂x
δx δy δz
(3.77)
The resultant forces on the southern and the northern
surfaces are
− τyx −
∂τyx • 1
∂τyx • 1
δy δzδx + τyx +
δy δzδx
∂y 2
∂y 2
=
∂τyx
δxδyδz
∂y
(3.78)
The resultant forces on the top and the bottom surfaces are
− τzx −
FIGURE 3.8
Surface force components of a fluid microunit.
∂τzx • 1
∂τzx • 1
δz δx δy + τzx +
δz δx δy
∂z 2
∂z 2
=
∂τzx
δx δy δz
∂z
(3.79)
62
MATHEMATICAL MODELS FOR THE FILLING AND PACKING SIMULATION
Dividing the sum of the above three equations by the
volume of the fluid microunit δx δy δz , we obtain the x direction resultant force of the surfaces on fluid microunit
per unit volume:
∂ (−p + τxx ) ∂τyx
∂τzx
+
+
∂x
∂y
∂z
(3.80)
As mentioned earlier, the body force is denoted as f x .
According to the law of conservation of momentum (also
known as forces balance law ), the momentum conservation
equation on the x -direction is
ρ
∂ (ρu)
Du
=
+ ∇ • (ρuu)
Dt
∂t
∂τzx
∂ (−p + τxx ) ∂τyx
+
+
+ ρfx
=
∂x
∂y
∂z
ρ
(3.82)
(3.83)
Substituting them into Equation 3.75, we obtain the
momentum conservation equation
∂ (ρu)
+ ∇ • (ρuu) = ∇ • (σ ) + ρf
∂t
∂uj
∂ui
∂p
∂
∂ (ρui ) ∂ ρui uj
μ
+
=−
+
+
∂t
∂xj
∂xi
∂xj
∂xj
∂xi
+
(3.84)
∂
∂xi
λ
(3.85)
+ ρfi
(3.86)
The viscous stress tensor τ in Equations 3.84 and 3.85
is unknown.
In order to deal with fluids, it is necessary to have a
constitutive relationship between the viscous stress tensor
τ and the rate of strain tensor ε̇. Referring to the earlier
introduction, appropriate constitutive equation is selected,
and the viscosity model substituted into Equation 3.84 or
Equation 3.85 to obtain the corresponding Navier–Stokes
equation.
(3.88)
or
∂ (ρu)
+ ∇ • (ρuu) = −∇p + ∇ • (η • ∇u) + ρf (3.89)
∂t
3.4.3
Energy Conservation Equation
The first law of thermodynamics states that the change rate
of total energy in a material volume V (t) is equal to the
difference between the work done on the volume and the
heat loss of the fluid within the material volume.
Let E (x , y, z , t) denote the total energy of a material
volume V (t), then the change rate of E with time per unit
mass is
∂E
DE
=
+ ∇ • (Eu)
(3.90)
Dt
∂t
and the change rate of E with time per unit volume is
ρ
∂ (ρE)
DE
=
+ ∇ • (ρEu)
Dt
∂t
(3.91)
Let q denote the heat flux (Fig. 3.9). The rate of heat loss
is
x -component:
If the body force is just the gravity, then
fx = 0, fy = 0, fz = −g
(3.87)
∂ (ρui ) ∂ ρui uj
∂p
∂ 2 ui
=−
+ μ 2 + ρfi
+
∂t
∂xj
∂xi
∂xj
where σ is the stress tensor. For the incompressible case,
Equation 3.84 can be written in the following form:
∂ (ρu)
+ ρu • ∇u = ∇ • (σ ) + ρf
∂t
∂uj
∂xj
If the fluid is incompressible, we have Equation 3.68, μ is
a constant and the dilatational viscosity has no effect. So
Equation 3.87 becomes
(3.81)
Similarly, the momentum conservation equations on the ydirection and z -direction:
∂ (ρv)
Dv
=
+ ∇ • (ρvu)
Dt
∂t
∂ −p + τyy
∂τxy
∂τzy
=
+
+
+ ρfy
∂x
∂y
∂z
Dw
∂ (ρw)
ρ
=
+ ∇ • (ρwu)
Dt
∂t
∂τzy
∂ (−p + τzz )
∂τzx
+
+
+ ρfz
=
∂x
∂y
∂z
For generalized Newtonian flow, the constitutive
equation is Equation 3.4. Thus, the Navier–Stokes
equation can be expressed as
∂qx • 1
∂qx • 1
dx − qx +
dx
qx −
∂x 2
∂x 2
=−
dy dz
∂qx
dx dy dz
∂x
(3.92)
y-component:
qy −
∂qy • 1
∂qy • 1
dy − qy +
dy
∂y 2
∂y 2
=−
∂qy
dx dy dz
∂y
dx dz
(3.93)
GOVERNING EQUATIONS FOR FLUID FLOW
FIGURE 3.9
Heat flux components of a fluid microunit.
∂ w (−p + τzz )
∂ (wτzx ) ∂ wτzy
+
+
dx dy dz
∂x
∂y
∂z
(3.100)
So, the work of the surface force on the fluid microunit per
unit volume is
z -component:
qz −
63
∂qz • 1
∂qz • 1
dz − qz −
dz
∂z 2
∂z 2
=−
∂qz
dx dy dz
∂z
dx dy
(3.94)
Therefore, the rate of heat loss per unit volume is
−
∂qy
∂qx
∂qz
−
−
= −∇ • q
∂x
∂y
∂z
(3.95)
According to Fourier heat conduction law, we have
q = −k • ∇T
(3.96)
where k is the thermal conductivity. So Equation 3.71
becomes
−∇ • q = ∇ • (k • ∇T )
(3.97)
The rate of work done on the material volume by
external forces is due to both surface and body forces.
The surface forces on x -direction are respected by
Equations 3.77–3.79, whose work is
∂ u (−p + τxx )
∂ uτyx
∂ (uτzx )
+
+
dx dy dz
∂x
∂y
∂z
(3.98)
Similarly, the works on y-direction and z -direction are
∂ v −p + τyy
∂ vτzy
∂ vτxy
+
+
dx dy dz
∂x
∂y
∂z
(3.99)
∂ (uτxx ) ∂ uτyx
∂ (uτzx ) ∂ vτxy
+
+
− ∇ (ρu) +
∂x
∂y
∂z
∂x
∂ vτzy
∂ vτyy
+
+
∂y
∂z
∂ (wτzx ) ∂ wτzy
∂ (wτzz )
+
+
+
(3.101)
∂x
∂y
∂z
•
The total energy of fluid in a material volume is the sum
of its kinetic energy e, internal energy i , and geopotential
energy, which is always treated as work done by body force
such as the gravity.
According to energy conservation law and referring to
Equations 3.92, 3.96, and 3.101, we have
∂ (ρE)
∂ (uτxx )
+ ∇ • (ρEu) = −∇ • (ρu) +
∂t
∂x
∂ vτyy
∂ uτyx
∂ (uτzx ) ∂ vτxy
+
+
+
+
∂y
∂z
∂x
∂y
∂ vτzy
∂ (wτzx ) ∂ wτzy
∂ (wτzz )
+
+
+
+
∂z
∂x
∂y
∂z
+ ∇ • (k • ∇T ) + ρu • g + SE
(3.102)
64
MATHEMATICAL MODELS FOR THE FILLING AND PACKING SIMULATION
where
or total specific enthalpy
E =i+e =i+
1 2
u + v 2 + w2
2
(3.103)
ρ gu is the work done by gravity, and S E is the source
term.
We can obtain the expression of change rate of
momentum from Equations 3.81–3.83 as
p
1 2
p
u + v 2 + w2 = i + + e = E +
2
ρ
ρ
(3.108)
The total enthalpy conservation equation can obtained
from Equation 3.100
h0 = h +
(3.104)
∂ (ρh0 )
∂p
+ ∇ • (ρh0 u) = ∇ • (k • ∇T ) +
∂t
∂t
∂ (uτxx ) ∂ uτyx
∂ (uτzx ) ∂ vτxy
+
+
+
+
∂x
∂y
∂z
∂x
∂ vτyy
∂ vτzy
∂ (wτzx )
+
+
+
∂y
∂z
∂x
∂ wτzy
∂ (wτzz )
+
+
+ ρu • g + Sh (3.109)
∂y
∂z
Internal energy conservation equation can be obtained
by subtracting Equation 3.104 from Equation 3.100:
If it is isotropy generalized Newtonian fluid, referring to
constitutive Equations 3.5 and 3.7, Equation 3.105 becomes
∂ (ρi)
∂u
+ ∇ • (ρiu) = −p • (∇ • u) + ∇ • (k • ∇T ) + τxx
∂t
∂x
∂u
∂u
∂v
∂v
∂v
∂w
+ τzx
+ τxy
+ τyy
+ τzy
+ τzx
+ τyx
∂y
∂z
∂x
∂y
∂z
∂x
∂w
∂w
+ τzz
+ Si
+ τzy
(3.105)
∂y
∂z
∂ (ρi)
+ ∇ • (ρiu) = −p • (∇ • u) + ∇ • (k • ∇T ) + + Si
∂t
(3.110)
where is the dissipated power:
∂u 2
∂v 2
∂w 2
∂u ∂v 2
+
=μ 2
+
+
+
∂x
∂y
∂z
∂y ∂x
∂u ∂w 2
∂v
∂w 2
+
+
+
+
+ λ(∇ • u)2
∂z
∂x
∂z
∂y
(3.111)
∂τyx
∂τxx
∂τzx
∂ (ρe)
+ ∇ • (ρeu) = −u • ∇p + u
+
+
∂t
∂x
∂y
∂z
+v
∂τyy
∂τzy
∂τxy
+
+
∂x
∂y
∂z
+w
∂τzy
∂τzx
∂τzz
+
+
∂x
∂y
∂z
+ ρu • f
If the fluid is incompressible, then ∇ • u = 0, the destiny
ρ is a constant, the internal energy i = cT in which c is the
specific heat capacity. So Equation 3.105 becomes
∂u
∂u
∂T
+ c∇ • (ρT u) = ∇ • (k • ∇T ) + τxx
+ τyx
∂t
∂x
∂y
∂u
∂v
∂v
∂v
+ τxy
+ τyy
+ τzy
+ τzx
∂z
∂x
∂y
∂z
∂w
∂w
∂w
+ τzy
+ τzz
+ Si
+ τzx
(3.106)
∂x
∂y
∂z
ρc
The specific heat capacity is defined to be the heat
capacity per unit mass of material. The unit of specific heat
is joules per kilogram per degree kelvin [J/(kg K)]. Specific
heat capacity may be measured under conditions of constant
volume or pressure and is denoted by c v or c p , respectively.
Owing to the large stresses exerted on the containing vessel
when heating a sample under constant volume, the use of
c p is most common.
If the fluid is incompressible, Equation 3.100 can be
represented in the conservation form of enthalpy per unit
volume (namely specific enthalpy). Specific enthalpy is
defined as
p
(3.107)
h=i+
ρ
is a nonnegative function representing the effect of all
viscous stress; and its physical meaning is the power done
by viscous stress (deformation energy) in fluid.
Equations 3.100, 3.105, 3.106, 3.109, and 3.110 are
different forms of energy conservation equation.
3.4.4
General Transport Equation
Noticing Equation 3.60, the mass conservation equation,
Equation 3.89, the momentum equation, and Equation 3.60,
a typical form of energy conservation equation, we will find
that although they are equations of different variables, they
have a similar form. Let ϕ denote a general variable (or
called characteristic variable), then the equations can be
written as a unified form:
∂ (ρϕ)
+ ∇ • (ρϕu) = ∇ • ( • ∇ϕ) + Sϕ
∂t
(3.112)
where is the diffusivity and S ϕ is the source term.
Equation 3.110 is called general transport equation. The
BOUNDARY CONDITIONS
TABLE 3.1
Equation
Variables’ Selection in General Transport
Ωmf
Equations
ϕ
Sϕ
Mass conservation equation
1
0
x -Component momentum equation
u
η
y-Component momentum equation
v
η
z -Component momentum equation
w
η
Energy conservation equation
i
k
0
∂p
−
+ ρfx
∂x
∂p
+ ρfy
−
∂y
∂p
−
+ ρfz
∂z
+Si
Ωins
Ωinj
y
z
Ωmf
x
first term on left side of equal sign is transient term. The
second term is a convection term. The first term on right
side of equal to sign is diffusion term. The physical meaning
of the equation is that the sum of the change rate of ϕ with
time and the convective outflow rate is equal to the sum of
the diffusive increasing rate of ϕ and the source increasing
rate of ϕ.
Selecting the appropriate choice of ϕ, , and S ϕ , we
can obtain the mass conservation equation, the momentum
equation, and the energy conservation equation as shown
in Table 3.1.
The integral taken over Equation 3.112 on the solution
domain and time is
t+ t ∂ (ρϕ)
dV dt +
∇ • (ρϕu) dV dt
∂t
t
t
V
V
t+ t t+ t ∇ • ( • ∇ϕ) dV dt +
Sϕ dV dt
=
t+ t
t
t
V
V
(3.113)
Using Gauss’ Theorem (or the divergence theorem), the
above equation becomes
t
t+ t ∂ (ρϕ)
dV dt +
n • (ρϕu) dS dt
∂t
t
V
S
t+ t t+ t n • ( • ∇ϕ) dS dt +
Sϕ dV dt
=
t+ t
t
t
S
V
(3.114)
in which S is the surface of V and n is the unit outernormal vector of S . For a steady problem, the transient
term is zero, namely
t
t+ t
S
65
n • (ρϕu) dS dt =
+
t+ t
t
t
V
t+ t
S
Sϕ dV dt
n • ( • ∇ϕ) dS dt
(3.115)
Ωwt
Ωem
Ωwb
FIGURE 3.10 Boundary conditions for injection molding
simulation.
3.5 BOUNDARY CONDITIONS
After obtaining the governing equations, we consider
boundary conditions for the problem of injection molding.
Unlike the governing equations, boundary conditions are
quite specific for a particular problem. Therefore, it is
possible to describe boundary conditions for our problem,
which will hold for both the general equations and the
simplified equations for injection molding.
Figure 3.10 illustrates a simple mold cavity for which we
discuss the required boundary conditions. There are several
surfaces on which boundary conditions need be described:
• inj is the surface through which the melt is injected
into the cavity.
• em is the surface defining the edge of the mold,
which is in contact with the melt.
• wt and wb is the top and bottom surface of the
mold wall, respectively.
• ins is the surface defining any insert in the mold. It
is possible to have any number in a real cavity.
• mf is the surface defining the position of the melt
front.
For the injection molding problem, boundary conditions
relate to the solution of the pressure and thermal distributions in the cavity. In fact, it is possible to combine the
continuity and momentum equations into a single equation
for pressure. This pressure equation is coupled to the energy
equation because the material’s viscosity, which affects
pressure, is determined by both the temperature and shear
rate. Solution to the injection molding problem therefore
66
MATHEMATICAL MODELS FOR THE FILLING AND PACKING SIMULATION
requires solution to the pressure and energy equations. The
pressure and thermal boundary conditions will be discussed
separately in the following section.
3.5.1
• The temperature, T , is prescribed on all mold
boundaries. A different temperature can be prescribed
on each boundary. That is,
Pressure Boundary Conditions
The boundary conditions relating to pressure are as follows:
• At any impermeable boundary, the pressure gradient
in the normal direction to the boundary is zero. The
impermeable boundaries are the mold edges, the mold
walls, and any mold inserts. Therefore, we have
∂p
= 0 on em , wt , wb ,
∂n
and
ins
(3.116)
Physically, this means that it cannot flow through the mold
walls or edges.
• The melt flow rate q, which can determine the gate
speed, or the pressure p, is specified at the surface
where the melt enters the cavity (also known as gate).
That is,
q = qinj or p = pinj on inj
(3.117)
Engineers usually use a specified flow rate in the filling
phase. This is obtained by dividing the volume of the part
to be molded by the user-specified fill time. It is possible
to vary this flow rate to model injection profiling. For the
packing phase, it is common to specify a pressure at the
points of injection gate. So, this may also vary from model
packing profiles.
• Assuming that the pressure datum is atmospheric
pressure, the pressure is zero at the melt front. That
is,
(3.118)
p = 0 on mf
As most molds are vented that allow air ahead of the
melt to escape, this is physically sensible.
3.5.2
(3.120)
T = Twt on wt
(3.121)
T = Twb on wb
(3.122)
T = Tins on ins
(3.123)
Recently, it has become common to first perform a
thermal analysis of the mold and its cooling system,
and then use the results from this analysis to define the
temperatures on the mold for flow analysis.
3.5.3
Slip Boundary Condition
At fluid–solid boundaries, the impermeable condition has
been widely accepted, namely the melt has zero on the
normal direction of the wall. This can be expressed as
u • n = 0 on em , wt , and wb
The boundary conditions relating to temperature are as
follows:
• The temperature profile through the cavity thickness,
T (z ), is prescribed for the surface through which the
melt is injected. That is
(3.119)
Most flow analysis software assumes that the melt
temperature is uniform at the point of injection. In practice,
this is not too critical because the melt is rapidly convected
into the cavity or runner system, where thermal effects
allow a temperature profile across the thickness to develop
quickly because of shear heating and conduction.
(3.124)
where n is the normal vector of mold wall and edge.
While for the tangential direction of wall, the no-slip
condition41,42 is commonly used as
u • t = 0 on em , wt , and wb
(3.125)
where t is the tangential vector of the wall. It is based on
the following assumption: the shear stress on the interface
is always less than the critical value required by the liquid
to wet the solid wall. So the liquid adhesive to the wall
moves (or keeps static) with the same velocity of the wall
together.
From Equations 3.124 and 3.125, we have
u = 0 on em , wt , and wb
Temperature Boundary Conditions
T (z) = Tinj (z)
T = Tem on em
(3.126)
As with most engineering approximations, the no-slip
condition does not always hold in reality. Many scholars
considered that in the polymer molding process, the shear
stress on the cavity surface is always bigger than the
critical value, as a result of which the fluid would slip
on the cavity wall instead of being adhesive with it.43
On the other hand, the no-slip condition will cause stress
singularity on the contact line, especially for the free surface
tracing methods with free surface different equation. For
the tracing methods with particles or volume function,
the problem that stress changes tempestuously at contact
points still exists, although it is not so bad as the former,
which is difficult to treat in numerical simulation. If using
MODEL SIMPLIFICATIONS
nonslip condition, the stress singularity on the contact line
is basically eliminated because the velocity near the contact
line changes continuously.44 – 46
Hockin45 considered that the melt on the cavity wall is
slipable and is effected by the friction. The friction depends
on slip coefficient and the tangential velocity of the fluid
on the cavity wall. Silliman and Scriven47 proposed the
Navier slip condition according to the Navier linear–slip
length model48 and established a quantitative relationship
between the slip velocity and the shear stress of the wall
shown as
[βτ • n + (u − u b )] • t T = 0
(3.127)
in which t and n represent the tangential and outer-normal
unit vectors at boundaries, respectively, τ is the deviatoric
stress tensor or viscous stress tensor, β is slip coefficient,
and u and u b are the velocity of the fluid particle and the
cavity wall.
We can obtain the relationship between external force
on the fluid at slip boundaries and the velocity of the fluid
from Equation 3.127. In general case, the velocity of the
cavity wall is zero, so the relationship can be written in the
following form:
ut
(3.128)
Tf = −
β
in which T f is the tangential external force on the fluid and
u t is the tangential component of the fluid velocity on the
cavity wall.
Besides the linear–slip length model represented by
Equation 3.127, the common slip boundary models include
ultimate shear stress–slip model49,50 and nonlinear–slip
length model.51,52 In linear–slip length model, it is
considered that the slip occurs just when the shear stress
exists at the fluid–solid interface and the slip coefficient
(often represented by the slip length) is a constant. The
ultimate shear stress–slip model considers that no slip
occurs at low shear rate (or shear stress); the slip would
occur only when shear rate (or shear stress) reaches an
ultimate value. The nonlinear–slip length model considers
that the slip coefficient is a constant at low shear rate,
so it becomes linear–slip length model; while at high
shear rate, the slip coefficient and the shear rate shows a
strong nonlinear relationship, which can be described by the
ultimate shear stress–slip model. The last two models are
relatively complex and have some difficulties in theoretical
analysis and numerical calculation. They are applied in
research on micro–nano scale flow.
3.6
MODEL SIMPLIFICATIONS
The equations of governing the behavior of a fluid motion
were derived in the preceding section of this chapter. They
67
are the continuity, momentum, and energy equations shown
as
∂ρ
+ ∇ • (ρu) = 0
(3.129)
∂t
∂ (ρu)
+ ∇ • (ρuu) = ∇ • (σ ) + ρf
(3.130)
∂t
∂u
∂u
∂T
+ c∇ • (ρT u) = ∇ • (k • ∇T ) + τxx
+ τyx
ρc
∂t
∂x
∂y
∂u
∂v
∂v
∂v
∂w
+ τxy
+ τyy
+ τzy
+ τzx
+ τzx
∂z
∂x
∂y
∂z
∂x
∂w
∂w
+ τzz
+ Si
+ τzy
(3.131)
∂y
∂z
These equations are quite general and hold for all
common fluids. With today’s computer hardware and
numerical techniques, it is not feasible to solve them
in complicated domains such as injection mold cavities.
Our application is injection molding, and it is possible to
simplify the equations for this purpose.
Injection molding is a cyclic process with three fundamental steps: filling phase, packing phase, and cooling
phase. In the filling stage, a polymer melt is injected into
the cold-walled cavity, where it spreads under the action
of high pressures and fills the mould. In the packing stage,
after the mould is filled, high pressure is maintained, and
additional melt flows into the cavity to compensate for density changes (shrinkage) during cooling. And in the last
step, the melt is cooled, and the shaped article is ejected.
We focus on different fluid characteristics during the filling
and packing phases, so the assumptions, boundary conditions and further simplified numerical models are different
in the simulation of these two phases.
To make solution times and material data requirements
more reasonable, a number of assumptions are made. In
the following section, we discuss these assumptions and
produce a simplified set of equations for analysis of the
filling and packing phases, respectively.
3.6.1
Hele–Shaw Model
At present, the most widely used model simplification in
polymer processing simulation is the Hele–Shaw model
(named after Henry Selby Hele–Shaw). It applies to flows
in small gap. Conventionally, most of plastic products have
thin shell structures. The thickness of most plastic products
is far beyond the planar directions, such that Lh
1 and
h
∂h
1, and the gap vary slowly such that ∂x
1 and
W
∂h
1.
In
addition,
the
long
molecular
chain
structure
∂y
causes a high viscosity, so the inertia force is much smaller
than viscous shear stress. So the filling flow in a thin cavity
can be approximated to Hele–Shaw flows. Figure 3.11
68
MATHEMATICAL MODELS FOR THE FILLING AND PACKING SIMULATION
FIGURE 3.11
A schematic diagram of a typical flow described by the Hele–Shaw model.
represents a typical flow described by the Hele–Shaw
model.
The governing equation of Hele–Shaw flows is identical
to that of the inviscid potential flow and to the flow of fluid
through a porous medium (Darcy’s law). It thus permits
visualization of this kind of flow in two dimensions.
Hele–Shaw approximation believes the following assumptions:
1. The filling flow of melt can be considered as extended
laminar flow of incompressible fluid. The velocity
in the thickness direction can be ignored and the
pressure keeps constant.
2. Because of the high viscosity, the inertial force that
is much smaller than viscous shear stress can be
ignored.
3. Ignore the heat convection in the thickness direction.
4. In the direction of melt flow, heat conduction is
slightly relative to heat convection, hence it can be
ignored.
5. Do not consider the cross flow at the melt flow front,
namely fountain effect.
6. Ignore the effect of gap on simulation.
And by substituting Equation 3.130 in Equation 3.131, we
have
∇ • (ρuu) = ρ (∇ • uu) = ρu (∇ • u) + ρ (u • ∇u)
= ρ (u • ∇u)
(3.133)
• During the filling phase, the melt can be represented
as a Generalized Newtonian Fluid. This assumption
implies that viscoelastic effects will be ignored, and
we can use the constitutive relationship and viscosity
models for the generalized Newtonian fluid. And
because of the earlier assumption that the melt is
incompressible, the deviatoric strain tensor and the
strain rate tensor are equal.
Using Equations 3.2, 3.6, and 3.8, we have
∇ • (σ ) = ∇ • (−pI + ηγ̇ ) = −∇p + ∇ • ηγ̇
(3.134)
= −∇p + ∇ • η ∇u + ∇u T
And Equation 3.131 becomes Equation 3.110.
• During the filling phase, the thermal conductivity of
the material is assumed to be constant. Despite the fact
that the thermal conductivity k of polymers depends
on temperature, this assumption is enforced because
of the difficulty in obtaining material data.
The Hele–Shaw approximation (Shell model) is a good
tool to simulate the thin parts injection molding processing.
To model a solid part with thin shell structure, the geometry
of the solid part is simplified into mid-plane model or the
surface model.
Using the assumption the term involving k in Equation
3.131 becomes
3.6.2
Enforcing the assumptions above gives the following
equations:
Governing Equations for the Filling Phase
• During the filling phase, the melt is assumed to be
incompressible.
This assumption means that the density is constant and
the dilatational viscosity λ = 0. So Equation 3.127 becomes
∇ •u = 0
(3.132)
∇ • (k • ∇T ) = k∇ • ∇T = k∇ 2 T
∇ •u = 0
(3.135)
(3.136)
∂ (ρu)
+ ρ (u • ∇u) = −∇p + ∇ • η ∇u + ∇u T + ρf
∂t
(3.137)
∂ (ρi)
(3.138)
+ ∇ • (ρiu) = k∇ 2 T + + Si
∂t
REFERENCES
3.6.3
Governing Equations for the Packing Phase
During the packing phase, it is essential to consider
the effect of melt compressibility. Therefore, the relation
∇ • u = 0 may not be used to simplify the equations. We do,
however, use all the other assumptions regarding material
behavior and geometry as discussed in the previous section.
The continuity equation in the packing phase is
∂ρ
+ ∇ • (ρu) = 0
∂t
(3.139)
We know the term ∇ • (ρuu) in the momentum equation
can be expanded as follows:
∇ • (ρuu) = ρ (u • ∇u) + (∇ • ρu) u
(3.140)
∂
∂u
∂u
∂ρ
u +ρ
= − (∇ • ρu) u + ρ
(ρu) =
∂t
∂t
∂t
∂t
(3.141)
And
We obtain
∂
∂u
(ρu) = ρ (u • ∇u) − ∇ • ρuu + ρ
∂t
∂t
(3.142)
Substituting the above equations in the momentum
equation, we have
ρ
∂u
= −ρ (u • ∇u) + ∇ • σ + ρf
∂t
(3.143)
Using the assumption that the melt be considered as a
generalized Newtonian fluid, Equation 3.142 becomes
ρ
∂u
= −∇p − ρ (u • ∇u) + ∇ • ηγ̇ + ρf
∂t
(3.144)
We use the same assumptions in the packing phase
as that used in the filling phase except that the fluid
is considered compressible now. The energy equation
becomes
∂p
+ u • ∇p + ηγ̇ + k∇ 2 T
∂t
(3.145)
Equations 3.139, 3.144, and 3.145 are the continuity,
momentum, and energy equations, respectively, governing
the behavior of a fluid motion during the packing phase.
ρcp
∂T
+ u • ∇T
∂t
= βT
REFERENCES
1. Fung Y.C., A First Course in Continuum Mechanics. 1977,
New York: Prentice-Hall.
2. Tanner R.I., Engineering Rheology. 1985, Oxford: Clarendon.
3. Liu I-S., Continuum Mechanics. 2002, Berlin: Springer.
69
4. Nassehi V., Pactical Aspects of Finite Element Molding of
Polymer Processing. 2002, Chichester: John Wiley & Sons.
5. Lenk R.S., Polymer Rheology. 1978, London: Kluwer Academic Pub.
6. Herschel W.H., Bulkley R., Flow of non-Newtonian fluids, in
Encyclopedia of Fluid Mechanics. Rudraiah K.P.N., Editors.
1927, Gulf: Houston.
7. Oldroyd J.G., A Rational Formulation of the Equations
of Plastic Flow for a Bingham Solid, in Proceedings of
the Cambridge Philosophical Society. 1947, Cambridge:
Cambridge Univ Press. 100–105.
8. Casson N., Rheology of Disperse Systems. Mill C.C., Editor
1959, London: Pergamon.
9. Bird R.B., Armstrong R.C., Hassager O., Dynamics of
polymeric liquids, Vol. 1. Fluid Mechanics. 1987, New York:
John Wiley and Sons Inc.
10. Middleman S., Greener J., Malone M., Fundamentals of
Polymer Processing. 1977, New York: McGraw-Hill.
11. Cross M.M., Rheology of non-newtonian fluids: a new
flow equation for pseudoplastic systems. Journal of Colloid
Science, 1965. 20(5): 417–437.
12. Carreau P.J., Rheological equations from molecular network
theories. Journal of Rheology, 1972. 16(1): 99–127.
13. Sisko A.W., The flow of lubricating greases. Industrial &
Engineering Chemistry, 1958. 50(12): 1789–1792.
14. Liu C.T., Chen J.B., Wang L.X., et al., Numerical analysis
of injection mold filling process. Mechanics and Engineering,
1999. 21(2): 37–39.
15. Cao W., Wang R., Shen C.Y., 3D melt flow simulation
in injection molding. Journal of Chemical Industry and
Engineering (China), 2009. 55(9): 1493–1498.
16. Geng T., Li D.Q., Zhou H.M., Numerical simulation of filling
stage in injection molding based on a 3D model. China
Plastics, 2003. 17(7): 78–81.
17. Chen J.L., The numerical simulation and application of the
flow behaviour of the polymer in the injection process. Die
and Mould Technology, 1997. (3): 29–33.
18. Wang L.X., Liu C.T., Shen C.Y., et al., Dynamic simulation
of injection mould filling process. China Plastics, 1996. 10(5):
71–77.
19. Ma D.J., Chen J.N., Simulations of three-dimensional flow
fields in metering section of screw during plasticization
process. Journal of Petrochemical Universities, 2006. 19(2):
76–79.
20. Sun Y.P., Liu H.S., Xiong H.H., et al., Numerical simulation
of gas assisted injection molding process. Plastics Science and
Technology, 2000. (5): 38–40.
21. Lin L.F., Pen Y.S., Application of finite-element method to
the solution of pressure field of filling in injection molding.
Journal of Zhejiang University (Engineering Science), 2000.
34(1): 9–14.
22. Reiner M., A mathematical theory of dilatancy. American
Journal of Mathematics, 1945. 67(3): 350–362.
23. Rivlin R.S., The hydrodynamics of non-Newtonian fluids.
I. Proceedings of the Royal Society A, 1948. 193(1033):
260–281.
70
MATHEMATICAL MODELS FOR THE FILLING AND PACKING SIMULATION
24. Oldroyd J.G., On the formulation of rheological equations of
state. Proceedings of the Royal Society of London. Series A,
Mathematical and Physical Sciences. 1950, JSTOR: 523–541.
25. Oldroyd J.G., Non-Newtonian effects in steady motion of
some idealized elastic-viscous fluids. Proceedings of the
Royal Society of London. Series A, Mathematical and
Physical Sciences, 1958. 245: 278–297.
26. Bird R.B., Wiest J.M., Constitutive equations for polymeric
liquids. Annual Review of Fluid Mechanics, 1995. 27(1):
169–193.
27. Thien N.P., Tanner R.I., A new constitutive equation derived
from network theory. Journal of Non-Newtonian fluid mechanics, 1977. 2(4): 353–365.
28. Phan-Thien N., A nonlinear network viscoelastic model.
Journal of Rheology, 1978. 22: 259–283.
29. Giesekus H., A simple constitutive equation for polymer fluids
based on the concept of deformation-dependent tensorial
mobility. Journal of Non-Newtonian fluid mechanics, 1982.
11(1–2): 69–109.
30. Warner H.R., Kinetic theory and rheology of dilute suspensions of finitely extensible dumbbells. Industrial and Engineering Chemistry Fundamentals, 1972. 11: 379–387.
31. Herrchen M., Ottinger H.C., A detailed comparison of various
FENE dumbbell models. Journal of Non-Newtonian Fluid
Mechanics, 1997. 68(1): 17–42.
32. Lodge A.S., Elastic Liquids. 1964, London: Academic Press.
33. Bernstein B., Kearsley E.A., Zapas L.J., A study of stress
relaxation with finite strain. Journal of Rheology, 1963. 7(1):
391–410.
34. McLeish T.C.B, Larson R.G., Molecular constitutive
equations for a class of branched polymers: The pom-pom
polymer. Journal of rheology, 1998. 42: 81–110.
35. Verbeeten W.M.H., Peters G.W.M., Baaijens F.P.T., Differential constitutive equations for polymer melts: the eXtended Pom–Pom model. Journal of rheology, 2001. 45(4):
823–843.
36. Verbeeten W.M.H., Peters G.W.M., Baaijens F., Viscoelastic
analysis of complex polymer melt flows using the eXtended
Pom-Pom model. Journal of Non-Newtonian fluid mechanics,
2002. 108(1–3): 301–326.
37. Verbeeten W.M.H., Peters G.W.M., Baaijens F., Numerical
simulations of the planar contraction flow for a polyethylene
melt using the XPP model. Journal of Non-Newtonian fluid
mechanics, 2004. 117(2–3): 73–84.
38. van Os R.G.M., Phillips T.N., Efficient and stable spectral
element methods for predicting the flow of an XPP fluid past
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
50.
51.
52.
a cylinder. Journal of Non-Newtonian Fluid Mechanics, 2005.
129(3): 143–162.
Aguayo J.P., Tamaddon-Jahromi H.R., Webster M.F., Extensional response of the pom-pom model through planar
contraction flows for branched polymer melts. Journal of NonNewtonian fluid mechanics, 2006. 134(1–3): 105–126.
Li X.K., Han X.H., Wang X.P., Numerical modeling of
viscoelastic flows using equal low-order finite elements.
Computer Methods in Applied Mechanics and Engineering,
2010. 199(9–12): 570–581.
Pichelin E., Coupez T., Finite element solution of the
3D mold filling problem for viscous incompressible fluid.
Computer Methods in Applied Mechanics and Engineering,
1998. 163(1–4): 359–371.
Cao W., Shen C.Y., Wang R., 3D Flow Simulation of
Injection Molding with Iterative Method. Chinese Journal of
Applied Mechanics, 2005. 22(3): 452–455.
Nassehi V., Wiley J., Practical aspects of finite element
modelling of polymer processing. 2002, Chichester: John
Wiley & Sons.
Dussan E.B., On the spreading of liquids on solid surfaces:
static and dynamic contact lines. Annual Reviews of Fluid
Mechanics, 1979. 11(1): 371–400.
Hocking L.M., A moving fluid interface on a rough surface.
Journal of Fluid Mechanics, 1976. 76(04): 801–817.
Huh C., Mason S.G., Effects of surface roughness on wetting
(theoretical). Journal of Colloid and Interface Science, 1977.
60(1): 11–38.
Silliman W.J., Scriven L.E., Separating how near a static
contact line: Slip at a wall and shape of a free surface. Journal
of Computational Physics, 1980. 34(3): 287–313.
Navier C., Mémoire sur les lois du mouvement des fluides. Mém I’Acad Roy Sci l’Inst France, 1822. 6(2):
375–394.
Wu C.W., Sun H.X., Quadratic programming algorithm for
wall slip and free boundary pressure condition. Journal for
Numerical Methods in Fluids, 2006. 50(2): 131–145.
Wu C.W., Hu L.C., Wall slippage and oil film collapse.
Journal of Dalian University of Technology, 1993. 33(2):
172–178.
Thompson P.A., Troian S.M., A general boundary condition for liquid flow at solid surfaces. Nature, 1997. 389:
360–362.
Priezjev N.V., Troian S.M., Molecular origin and dynamic
behavior of slip in sheared polymer films. Physical review
letters, 2004. 92(1): 18302.
4
NUMERICAL IMPLEMENTATION FOR THE FILLING
AND PACKING SIMULATION
Huamin Zhou, Zixiang Hu, Yun Zhang, and Dequn Li
State Key Laboratory of Materials Processing and Die & Mould Technology, Huazhong University of Science and Technology,
Wuhan, Hubei, China
In the previous chapter, we have got the governing
equations in the filling and packing phases. In this chapter,
we first introduce some common numerical methods for the
mathematical problems to be solved. Then, some methods
for tracking moving melt front are presented as an essential
problem in the filling simulation of the injection mold.
Finally, some methods for solving algebraic equations
are discussed; meanwhile, parallel algorithms are also
mentioned.
4.1
NUMERICAL METHODS
The filling and packing computer simulation of injection
molding is mainly involved with the application of
computational fluid dynamics (CFD) and numerical heat
transfer (NHT). Often, a model that represents a polymer
process is in the form of an algebraic equation, a set of
nonlinear partial differential equations (PDEs) and/or an
integral equation, which do not have analytical solutions.
Numerical analysis will provide methods for obtaining
useful solutions to those mathematical problems. Such
methods will give an approximate but satisfactory solution
to the problem, which can be used to interpret and
understand the problem. In the past decades, thanks to the
evolution of the high speed digital computers, numerical
simulation has evolved together with the sciences of fluid
mechanics, heat transfer, transport phenomena, and, of
course, polymer rheology and processing.
So far, many numerical methods have been developed
for governing systems of PDEs, which describe the
conservation principle, such as finite differential method,
finite volume method (FVM), finite element method (FEM),
boundary element method, mesh-less method, and controlvolume finite element method. Because of limitations
of numerical methods, some new methods have not
been widely and maturely used in the field of injection
molding simulation, such as boundary element method,
finite analytic method, and nonstandard FEM including
mixed FEM, moving FEM, discontinuous FEM, and spacetime FEM.
Finite difference method (FDM) is probably the oldest
numerical method for numerical solution of PDEs, which is
believed to have been introduced by Euler in the eighteenth
century.1 It is also the easiest method for flow and heat
transfer problems for simple geometry. In this method the
continuous domain is replaced with a finite difference mesh
or grid constructed by numerable discrete points called
nodes; functions of discrete variables defined at grid nodes
are used to approximate functions of continuous variables
in continuous solution domains; and difference quotient
and integral sum are used to approximate derivation and
integration in original equations and definite conditions,
respectively; as a result, an algebraic equation is established
in each node with an unknown variable at the present
and neighborhood nodes. And then, the original differential
equations and definite conditions can be replaced by system
of algebraic equations, also known as system of difference
Computer Modeling for Injection Molding: Simulation, Optimization, and Control, First Edition. Edited by Huamin Zhou.
© 2013 John Wiley & Sons, Inc. Published 2013 by John Wiley & Sons, Inc.
71
72
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
equations. We can work out approximate solution in
discrete nodes by solving the systems, from which the
approximate solution in whole domain can be obtained
by interpolation. In the case of structured mesh in a
regular region, FDM is simple and efficient, and it is
easy to introduce higher order scheme of convection term.
However, it is hard to ensure the conservation property of
discrete equations. Even worse, FDM has poor adaptability
for irregular regions. As, injection molding parts usually
have complex geometry, FDM is usually not used solely,
but in combination with other methods.
The FVM also gets mesh with numerable discrete
points (namely nodes) to replace continuous domain, and
defines control volume (CV) as an area around a node.
This method considers governing conservation equations
directly and integrates the equations on CVs as its starting
point. During the integral process, different formats of the
unknown function on interface (convective flux) and its
first derivative (diffusion flux) are assumed, which leads
to different schemes. The FVM can ensure conservation of
discrete equations (only the requirement for interpolation on
interface is the same for bilateral sides). Compared with the
FDM, the FVM is highly adaptable to region area because
it has been applied to unstructured mesh. The FVM is the
most widely used numerical method, employed by most
famous general CFD software.
The FEM is similar to the FVM in many ways. It
discretizes a continuous domain into a set of discrete
subdomains, usually called elements (triangular elements
or quadrilateral elements in two-dimensional domain,
tetrahedron elements or hexahedron elements in threedimensional domain). For each element the FEM needs
to choose a shape function (the simplest shape function
is linear function), which is represented by the value
of unknown variables of element nodes, and substitute
the shape function into the governing equations before
integrating the equations. The governing equations are
multiplied by a weight function after integrating the
equations and when the weighted average margin of
the governing equations in the whole domain is zero.
Thereby, a system of algebraic equations with unknown
variables in wide-area nodes is formed. The adaptability
to an irregular region is the advantage of FEM benefitting
from the flexibility of element division. But it is not as
mature as FVM in discretizing the convection term and in
solving the primitive variable method for incompressible
Navier–Stokes equations.
Mesh-less method was introduced in the 1970s. After
nearly three decades of development, some dozens of meshless methods have been proposed. The shape function of
mesh-less method does not depend on the pregenerated
mesh cell, which effectively avoids the dependency on cell
shape of the traditional FEM results. And usually the shape
function of the mesh-less method is much better than that
of the FEM, and is so smooth that it does not require
postprocessing. The basis function of the mesh-less method
can contain the function series representing the features of
the unknown problem, which makes this method suitable
for problems with high gradients or singularities. It is easy
to analyze complex three-dimensional structures because in
preprocessing only node position information is required,
while mesh cell information is not required any more. But
compared with FEM, the form of global matrix is relatively
worse in the mesh-less method, computational efficiency
is not high, calculation of the shape function is timeconsuming, some special approaches need to be used for
boundary conditions, and it suffers from numerical stability
problems.
In the following part of this chapter, the main and current
numerical methods that are used in polymer processing are
presented.
4.1.1
Finite Difference Method
4.1.1.1 Difference Scheme The first step to be taken
in finite difference procedure is to replace the continuous
domain by the mesh. Generally speaking, the mesh is the
collection of numerable discrete points called nodes. The
difference mesh is usually structural mesh. The intervals
among mesh nodes can be the same or not, and are called
uniform or nonuniform mesh, respectively. Figure 4.1
shows typical one-, two-, and three-dimensional uniform
difference meshes.
Then, we can discretize equations in the given mesh.
We will take the general transport equation as an example
to discuss in the following part. For simplicity, we shall
deal with the equation in a two-dimensional Descartes’
coordinate system:
∂ (ρϕ) ∂ (ρϕu) ∂ (ρϕv)
+
+
=
∂t
∂x
∂y
∂ 2ϕ
∂ 2ϕ
+
∂x 2
∂y 2
+ Sϕ
(4.1)
This equation is a PDE, in which there are first and second
derivatives. Essentially, the FDM discretizes a differential
equation into a system of algebraic linear equations. The
typical and simplest approach to this process can be
obtained by using Taylor series expansions.
Taylor series expansions allow the development of finite
differences in a more formal basis. In addition, they provide
tools to analyze the order of approximation and the error
of the final solution.
Here, we consider the two-dimensional nonuniform
mesh, as shown in Figure 4.2. Suppose ϕ(x , y) is some
function of x and y. The value of ϕ(x , y) at the node (x i , y j )
is denoted by ϕ i , j . If ϕ(x , y) is continuous, its value ϕ i + 1, j
at the point (x i + 1 , y j ) may be written in terms of its value
ϕ i , j at the point (x i , y j ) by the mean of a Taylor series
NUMERICAL METHODS
73
(a)
(b)
(c)
FIGURE 4.1
Typical 1D (a), 2D (b), and 3D (c) finite difference discretization.
(a)
(b)
FIGURE 4.2
1D (a) and 2D (b) nonuniform difference mesh.
expansion as follows:
ϕi+1,j
∂ϕ ∂ 2 ϕ (x)2
= ϕi,j +
(x) +
∂x i,j
∂x 2 i,j 2!
∂ 3 ϕ (x)3
+ ···
(4.2)
+
∂x 3 i,j 3!
and x = x i + 1 − x i . This may be rearranged to make the
first derivative of ϕ i , j the subject as follows:
ϕi+1,j − ϕi,j ∂ 2 ϕ (x) ∂ 3 ϕ (x)2
∂ϕ −
=
−
−· · ·
∂x i,j
∂x 2 i,j 2!
∂x 3 i,j 3!
(x)
=
ϕi+1,j − ϕi,j
+ O (x)
(x)
(4.3)
74
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
where O(x ) indicates the lowest order of the remaining
terms. An estimate of the first derivative is obtained by
truncating the series and ignoring the terms of O(x ) and
higher. That is,
ϕi+1,j − ϕi,j
∂ϕ ≈
∂x i,j
(x)
(4.4)
Equation 4.4 is called the forward difference scheme (FDS)
for the first derivative. It is a first-order approximation. It
ignores the first-order terms and is written in terms of the
value of ϕ at a forward node (x i + 1 , y i ).
If we choose the value of ϕ i − 1, j , we have a Taylor
series:
∂ϕ ∂ 2 ϕ (x)2
ϕi−1,j = ϕi,j −
(x) +
∂x i,j
∂x 2 i,j 2!
∂ 3 ϕ (x)3
+ ···
(4.5)
−
∂x 3 i,j 3!
In the same way, we obtain the first-order backward
difference scheme (BDS) to the first derivative:
ϕi,j − ϕi−1,j
∂ϕ (4.6)
≈
∂x i,j
(x)
For equidistant spacing of the nodes, subtracting Equation
4.5 from Equation 4.2, we have
∂ϕ ∂ 3 ϕ (x)3
+ ···
+
2
(x)
∂x i,j
∂x 3 i,j 3!
(4.7)
From which we obtain
ϕi+1,j − ϕi−1,j
∂ϕ ∂ 3 ϕ (x)2
+
+ ···
=
∂x i,j
2 (x)
∂x 3 i,j 3!
ϕi+1,j − ϕi−1,j = 2
=
ϕi+1,j − ϕi−1,j
+ O x 2
2 (x)
(4.8)
This leads to a second-order central difference scheme
(CDS) to the first derivative:
ϕi+1,j − ϕi−1,j
∂ϕ (4.9)
≈
∂x i,j
2 (x)
To approximate the second derivatives, add Equations
4.2 and 4.5 to obtain
∂ 2 ϕ (x)2
ϕi+1,j + ϕi−1,j = 2ϕi,j + 2
∂x 2 i,j 2!
∂ 4 ϕ (x)4
+ · · · (4.10)
+2
∂x 4 i,j 4!
After rearrangement we get
ϕi+1,j − 2ϕi,j + ϕi−1,j
∂ 2 ϕ =
+ O (x)2 (4.11)
2
2
∂x i,j
(x)
from which a second-order central difference approximation
is found for the second derivative:
ϕi+1,j − 2ϕi,j + ϕi−1,j
∂ 2 ϕ ≈
(4.12)
∂x 2 i,j
(x)2
All the above-mentioned steps can be repeated for the y
variable.
If ϕ is a function of time t, namely, it is a transient
problem, then we have the Taylor series expansion as
follows:
n
∂ϕ n
∂ 2 ϕ (t)2
n+1
n
= ϕi,j
+
+
ϕi,j
(t)
∂t i,j
∂t 2 i,j 2!
n
∂ 3 ϕ (t)3
+ ···
(4.13)
+ 3
∂t i,j 3!
Rearranging we get
n+1
n
− ϕi,j
ϕi,j
∂ϕ n
+ O (t)
=
∂t i,j
(t)
n+1
n
− ϕi,j
ϕi,j
∂ϕ n
≈
∂t i,j
(t)
(4.14)
(4.15)
The right superscript n denotes the value of the nth time
step.
n
Equation 4.15 shows that when t = t n we know ϕi,j
,
n+1
then ϕi,j can be worked out directly. This is called explicit
difference scheme, and is also a forward difference scheme.
As there are values of two time levels t n and t n + 1 in
Equation 4.15, it is also called a two-level first-order explicit
scheme. Besides this scheme, there is a two-level secondorder explicit Lax–Wendroff scheme, etc.
When choosing different schemes, some numerical
issues are worth our attention, such as truncation error,
compatibility, stability, and convergence of difference
scheme. From the above discussion we understand that
forward and back difference schemes have first-order
truncation error, and CDS has a second-order truncation
error, which represents that the CDS is precise. For
problems represented by PDEs with more than one
independent variable, the truncation error will be the sum of
the truncation error for each first difference representation.
For example, for a transient one-dimensional PDE, where
we use a first-order approximation for the time derivative
and a second order for the spatial derivative, we will have a
truncation error, that is, O(t) + O((x )2 ), which can also
be written as O(t, (x )2 ).
75
NUMERICAL METHODS
The consistency of a finite difference approximation is
the behavior of this representation when the mesh is refined.
In a one-dimensional case, for example, the mesh will
indicate the value for x , which, as we discussed above,
dictates the value of the truncation error. Thus, a finite
difference representation of a PDE is said to be consistent if
the truncation error approaches zero as the grid size reaches
zero.
The stability of a first difference representation deals
with the behavior of the truncation error as the calculation proceeds in tune or marches in space, typically, transient problems and problems with convection–convection
derivatives. A stable first difference scheme will not allow
errors to grow as the solution proceeds in time or space.
4.1.1.2 The Discrete Equation When we discretize the
control equation (Eq. 4.1) with a first-order forward
difference for the time derivative and a second-order central
difference at the new time for the spatial derivative, we will
obtain an implicit finite difference scheme as follows:
n+1
ϕi,j
−
n
ϕi,j
t
=
ρ
+
+
n+1
ϕi+1,j
uni,j
−
n+1
ϕi−1,j
2x
+
n+1
ϕi,j
+1
n
vi,j
−
n+1
ϕi,j
−1
2y
n+1
n+1
n+1
ϕi+1,j
− 2ϕi,j
+ ϕi−1,j
2 (x)2
n+1
n+1
n+1
ϕi,j
+1 − 2ϕi,j + ϕi,j −1
2 (y)
2
+
Sϕ
ρ
(4.16)
If the spatial derivative is approximated by a second-order
central difference formula at the old time instead of at the
new time, we will obtain an implicit scheme in which the
value at the new time is found explicitly from the value at
the old time step. Explicit schemes are quite fast but suffer
from the fact that the time step t must be sufficiently
small. Therefore, the explicit scheme is not suitable to
analyze a general unsteady problem. But if the time interval
is appropriate, the explicit scheme is efficient for solving
the simple diffusion problem.
An FDM approximation provides an algebraic equation
at each grid node similar to Equation 4.16, which contains
the variable value at that node as well as values at the
neighboring nodes. If the differential equation is nonlinear,
the approximation will contain some nonlinear terms. The
numerical process will then require linearization. For this
case, after rearrangement, we obtain a system of linear
algebraic equations having the following form:
aP ϕP =
anb ϕnb + SP
(4.17)
nb
Here, the subscript P denotes the node at which the PDE
is approximated and index nb runs over the neighbor
nodes involved in the approximation. The coefficient a nb
depends on geometrical quantities, fluid properties, and, for
nonlinear equations, on the variable values themselves. S P
contains all terms that do not contain unknown variable
values or what they are presumed to be known.
The node P and its neighbor nodes involved in the
approximation form the so-called computational molecule.
Figure 4.3 shows examples of computational molecule.
And for this case, the computational molecule is shown
in Figure 4.3a.
Owing to the shortcomings of the FDM, it is always used
with or in other numerical methods. The FDM is usually
employed to solve the temperature field. For instance, most
of the present models that use the Hele-Shaw approximation
apply an FEM description to the flow plane, and an FDM
to the temperature field through the cavity thickness. Thus,
we shall discuss the diffusion equation here using the onedimensional heat diffusion equation as follows:
∂ 2T
∂T
=α 2
∂t
∂z
(4.18)
where T is the temperature and α is the diffusivity. In the
simulation of injection molding, the energy equation has a
form similar to Equation 4.18.
Using the same approximations with Equation 4.16,
Equation 4.18 becomes
n+1
n+1
Ti+1 − 2Tin+1 + Ti−1
Tin+1 − Tin
=α
t
(z)2
(4.19)
After rearrangement we obtain
1+
2αt
(z)
2
Tin+1 −
αt
(z)
T n+1
2 i+1
−
αt
T n+1
2 i−1
(z)
= Tin
(4.20)
When written for each node, Equation 4.20 yields a set
of linear equations that may be expressed in a matrix form
as follows:
(4.21)
AT n+1 = T n
Here, the matrix A is a square matrix of known terms
involving αt/(z )2 and constants, T n + 1 is a matrix of
temperatures at the new time, and T n is a matrix of known
temperatures at the old time. Equation 4.21 may then be
solved for temperatures at the new time.
Implicit methods do not suffer from the stability
requirement unlike the explicit methods. They are stable
for any size time step. However, if the time step is too
large, they can converge the wrong solution albeit in a
stable manner. This advantage must be balanced against
the need to solve the matrix Equation 4.21 at each tune
step. Typically, when there are many nodes, a numerical
scheme such as Gauss–Seidel iteration is required.
76
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
(a)
(b)
FIGURE 4.3
(c)
Some examples of computational molecule.
4.1.1.3 Case Studies Zhao et al.2 proposed fast strip
analysis (FSA) for fast prediction of injection pressure
and minimal front temperature to optimize the process
parameters for injection molding. They employed the FDM
to simulate a nonisothermal and unidirectional flow in the
strip after simplifying the original part’s geometric to a
rectangular edge-gated strip on the basis of a geometric
approximation method and calculating the dimensions of
the rectangular strip by using the graph theory. In their
FSA, the upwind differencing method and the central
finite difference are employed in the x and z direction,
respectively. Moreover, the time derivative is approximated
to explicit finite difference scheme, so the analysis is quite
fast but the time step must be sufficiently small.
For the verification of the FSA model, a refrigerator
drawer with a gate located at the center of the bottom
surface was used as an example (Fig. 4.4), because of
its relatively even thickness and the radial flow near the
gate. Figure 4.5 illustrates the comparison of the injection
pressures and minimal front temperature predicted by
FSA model and Moldflow (injection molding simulation
software using FEM) with different process parameters,
including injection time, injection temperature, and mould
temperature. It can be seen that the prediction results based
on FSA model agree with those of Moldflow, indicating
that FSA model has a good performance. On a computer
with both Intel Core 2 2.0 GHz processor and 2 GB Ram,
the running time of Moldflow is 627.6 s in contrast to the
FSA model in which case it takes only 0.03 s, which is
several orders of magnitude less than that of Moldflow.
FIGURE 4.4
Geometric model of a refrigerator drawer.
the construction of interpolation function that is essential
in FEM. Thus, like FEM, FVM has the meshing flexibility
so as to approximate the complex geometry region, and
also has different schemes like FDM so that almost all
design ideas and the related theoretical results of difference
schemes can be used.
4.1.2.1 FVM Discrete Equations For the FVM also the
solution domain needs to be subdivided into a finite number
of discrete cells of limited size. In contrast to the FDM, the
FVM defines the CV boundaries instead of computational
nodes. The usual approach is to assign the computational
nodes to the CV center. Figure 4.6 shows a typical twodimensional FVM mesh, nodes, and the CVs.
The integral of the governing differential equation on a
CV is the key step in FVM:
CV
∂ (ρϕ)
dV +
∂t
+
∇ • (ρϕu) dV =
CV
Sϕ dV
∇ • ( • ∇ϕ) dV
CV
(4.22)
CV
4.1.2
Finite Volume Method
The FVM originated in the 1960s mainly for the purpose
of solving fluid flow and heat transfer problem. FVM
was proposed and advanced based on FDM and some
advantages of FEM. The difference between FVM and
FDM is that the former uses cell-centered value (usually
average value) instead of cell vertex value, and FVM avoids
Applying Gauss divergence theorem to Equation 4.22
results in
∂
ρϕ dV + n(ρuϕ)dS = n( • ∇ϕ)dS
∂t
CV
S
S
+
Sϕ dV
CV
(4.23)
NUMERICAL METHODS
(a)
77
(b)
(c)
(d)
(e)
(f)
FIGURE 4.5 Comparison of the injection pressures and minimal front temperature predicted by
FSA model and Moldflow with different process parameters, including (a,b)injection time, (c,d)
injection temperature, and (e,f) mould temperature.
where V is the region volume of the CV, S is the closed
boundary of the CV, n is a unit outward normal to S .
If the problem is a transient one, the integral of Equation
4.23 on time interval t is required, which represents ϕ is
still conservational in the time interval.
t
∂
∂t
ρϕ dV
dt +
div(ρuϕ)dV dt
t
CV
CV
div( • ∇ϕ)dV dt +
=
t
Sϕ dV dt
t
CV
(4.24)
CV
If the problem is a steady one, the term involved with
time would be zero, so Equation 4.23 becomes
n(ρuϕ)dS =
S
n( • ∇ϕ)dS +
S
Sϕ dV
CV
(4.25)
The FVM discrete process shows that, compared with
other numerical methods, its starting point is the integral
form of the governing equations and the conservation of
ϕ in the CV. Every term in the FVM integral equation
has its clear physical meaning, which can give the physical explanation. The node mesh is independent of the
integral CV.
Here, we use the mesh as shown in Figure 4.6 to
discretize the two-dimensional steady convection–diffusion
equation. In the figure, the shaded region is the CV of
node P . Nodes W , E , N , and S are the adjacent nodes
in the western, eastern, northern, and southern side of
node P , respectively. The interface w, e, n, and s is
defined in the middle of W–P , P–E , N–P , and P–S ,
respectively.
78
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
Here, values of ϕ e , ϕw , ϕ n , and ϕ s are calculated by
interpolating the values of nodes P , W , E , N , and S .
In the next section, some interpolation schemes of the
convection term are introduced. When Equation 4.30
is discretized and arranged according to the node field
variables, we have the following form:
P
aP ϕP = aW ϕW + aE ϕE + aN ϕN + aS ϕS + Su
(4.31)
It can also be written as
aP ϕP =
FIGURE 4.6
volume.
A typical two-dimensional FVM mesh and control
The general form of the two-dimensional convection–
diffusion governing differential equation is
∂ϕ
∂
∂ϕ
∂
∂
∂
+
+S
+
=
(ρuϕ)
(ρvϕ)
∂x
∂y
∂x
∂x
∂y
∂y
(4.26)
After the integrating Equation 4.26 in the CV of node P and
applying the Gauss divergence theorem on it and referring
to Equation 4.24, the following equation can be obtained:
(ρuϕA)e − (ρuϕA)w + (ρvϕA)n − (ρvϕA)s
∂ϕ
∂ϕ
∂ϕ
= A − A
+ A
∂x
∂x
∂y
e
w
n
∂ϕ
− A + Sxy
(4.27)
∂y
s
S is the average value of the source term in the CV.
According to Figure 4.6, we know that the interface length
(or area in 3D problem) of the CV is Aw = Ae = y and
An = As = x . Let
Fe = (ρu)e Ae , Fw = (ρu)w Aw , Fn = (ρu)n An ,
Fs = (ρu)s As ,
(4.28)
e Ae
w Aw
n An
s As
De =
, Dw =
, Dn =
, Ds =
δxPE
δxWP
δyPN
δySP
The source term can be constant, or a function of constant
variable, which is usually linearized in the FVM as
SV = Su + SP ϕP
(4.29)
Substitute Equations 4.28 and 4.29 into Equation 4.27,
then we have
Fe ϕe − Fw ϕw + Fn ϕn − Fs ϕs = De (ϕE − ϕP )
−Dw (ϕP − ϕW ) + Dn (ϕN − ϕP ) − Ds (ϕP − ϕS )
+ Su + SP ϕP
(4.30)
anb ϕnb + Su
(4.32)
nb
Here, nb denotes all neighbor
cells of the node P , and,
generally, we have aP = nb anb − S P , equivalent source
term S P = − (F − SP ). When the continuity equation
holds, F = 0. The forms of a P and a nb lie on the
schemes of convection term and diffusion term. Each node
has one equation like Equation 4.32, all of which make up
the system Aϕ = b.
4.1.2.2 Discrete Schemes of the Convection Term
When we derive the FVM discrete equations, the value of
field variable on the interface is interpolated by the values
of adjacent nodes. In the previous section, the interface
approximation equation of the diffusion term is
∂ϕ
ϕ
ϕE − ϕP
∂ϕ
≈
=
,
∂x e
x e
δxPE
∂x w
ϕ
ϕP − ϕW
≈
=
,
x w
δxWP
∂ϕ
ϕ
ϕN − ϕP
∂ϕ
≈
=
,
∂y n
y n
δyPN
∂y s
ϕ
ϕP − ϕS
≈
=
.
(4.33)
y s
δySP
From the perspective of difference method, this approximation equation is a central differencing scheme. For other
parameters such as ρ and , the method of calculation their
interface values is same.
In practice, when the diffusion term uses the central
difference scheme, no significant difference is observed
between the numerical and analytical solutions, even if the
mesh is very coarse. Meanwhile, when the convection term
uses the central differencing scheme, the numerical solution
would be unreasonable in some conditions such as false
diffusion, nonconservative, overshoot, or undershoot. So,
we discuss the discrete scheme of the convection term in
the following part.
From the perspective of physical concept, the discrete
scheme of the variable value on the CV interface should
hold the following properties: conservation, boundedness,
NUMERICAL METHODS
i – 1/2
i + 1/2
i –2
i –1
i
i +1
i +2
WW
W
P
E
EE
w
e
FIGURE 4.7
1D FVM mesh.
and transport property. The conservation can hold only
when the interpolation scheme ensures that the fluxes
calculated from the two sides are the same. As for the
boundedness, Scarborough in 1958 proposed a sufficient
condition to judge whether the solving process converges to
a reasonable solution by using the coefficient of the system,
namely the boundedness criterion:
|a
|
≤ 1 at all nodes
nb
nb
(4.34)
|aP |
< 1 at one nodes at least
Generally speaking, the boundedness criterion require all
coefficients to be of the same sign (usually is positive)
and the S P to be negative, or the solving process should
not converge or get an unreasonable oscillatory solution. In
1972, Roache proposed that mesh (or cell) Peclet number
can be used to measure the ratio of convection intensity
and diffusion intensity of the field variable ϕ 3 . The Peclet
number is defined as
Pe =
ρu
F
=
D
/δx
(4.35)
where δx is the mesh characteristic length. The bigger the
Pe, the greater the effect of the convection in the transport
of ϕ, and the greater the effect of the value of upstream
nodes to downstream nodes.
The formula of CDS used to determine the variable value
on the interface of the CV is
ϕi+1/2 =
ϕi + ϕi+1
2
(4.36)
Here, ϕ i + 1/2 is the value of ϕ at the interface of the CV,
ϕ i + 1 and ϕ i are the value of ϕ at upstream and downstream
nodes, respectively, as shown in Figure 4.7. If the CDS is
adopted in Equation 4.31, we have
aW = Dw + Fw /2, aE = De − Fe /2
aS = Ds + Fs /2, aN = Dn − Fn /2
(4.37)
The variable value at the common interface of adjacent
CVs calculated by the CDS is compatible, so the scheme
holds the conservation property. According to the Scarborough criterion, only when Pe < 2, the boundedness would
be held. Therefore, the CDS is conditionally stable. The
79
CDS makes the field variable ϕ have the same effect on
all adjacent nodes, which does not show difference between convection and diffusion, and so it does not have the
transport property. The discrete equations with the CDS
have the second-order truncation error. When Pe < 2 or
the flow is diffusion dominated, the accuracy is high. But
when the flow is convection dominated, the convergence
is bad and the accuracy is low. To overcome these disadvantages, many advanced difference scheme have been
proposed, some of which are introduced in the following
part.
4.1.2.2.1 First-Order Difference Scheme To reflect the
transport property, the value of the field variable ϕ at the
upstream node is always selected as the value of ϕ in the
CV interface. This scheme is called the first-order upwind
scheme (or UDS for short), namely:
ϕi+1/2 =
ϕi
ϕi+1
u≥0
u<0
(4.38)
In Equation 4.31,
aW = Dw + max (Fw , 0)
aE = De + max (0, −Fe )
aS = Ds + max (Fs , 0)
(4.39)
aN = Dn + max (0, −Fn )
Using the upwind scheme the values of the transport
variable calculated from two sides of the adjacent CVs’
common interface are the same, that is, the discrete
equations are conservative. All of the coefficients are
positive and the coefficient matrix is diagonally dominant,
so the boundedness holds, and the solution would not be
oscillatory or nonconvergent. This scheme considers the
flow direction, so the transport property can be kept. It
can be seen as a backward difference, and has first-order
accuracy.
It is worth noticing that if the diffusion always adopts
the CDS, that is, whatever the convection intensity is, the
diffusion is always of same intensity, which will lead to an
error. This phenomenon is called false diffusion. When the
upwind scheme is used in a high dimensional problem, as
well as the fluid flow direction is not in parallel to mesh
lines, false diffusion will appear, which can be reduced by
mesh refinement.
Aiming at the false diffusion phenomenon in the upwind
scheme, Spalding proposed a hybrid scheme in 1972, which
combines the advantages of the CDS and the upwind
difference scheme4 . When Pe < 2, the CDS is adopted to
calculate the variable value on the CV interface, which has
second-order accuracy. When Pe ≥ 2, the upwind difference
80
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
scheme is adopted to calculate the convection flux on the
CV interface, meanwhile the diffusion flux is ignored. This
is a better way to reflect the flow transport property and
avoid false diffusion, although the calculation has only
second-order accuracy. The accuracy can be improved by
the mesh refinement. When the hybrid scheme is adopted,
in Equation 4.31 we have
aW = max (Fw , Dw + Fw /2, 0)
aE = max (−Fe , De − Fe /2, 0)
aS = max (Fs , Ds + Fs /2, 0)
(4.40)
aN = max (−Fn , Dn − Fn /2, 0)
In 1980, Baliga and Patankar5 proposed a scheme called
power law scheme based on the exponential scheme, which
has similar results while the workload is less. As per the rule
of this scheme when |Pe| > 10, the diffusion term is zero;
when |Pe| < 10, the flux through the interface is calculated
by 5-power format. When the power law scheme adopted,
in Equation 4.31 we have
aW = Dw • max 0, 1 − 0.1 |P ew |5 + max (0, Fw )
aE = De • max 0, 1 − 0.1 |P ee |5 + max (−Fe , 0)
aS = Ds • max 0, 1 − 0.1 |P es |5 + max (0, Fs )
aN = Dn • max 0, 1 − 0.1 |P en |5 + max (−Fn , 0) (4.41)
The results of the power law scheme is very close to the
exact solution when |Pe| ≤ 20, the accuracy is high, and the
workload is a little higher than that of the hybrid scheme.
So, it is widely used.
4.1.2.2.2 Second-Order Upwind Scheme The stable discrete schemes mentioned in the previous section have only
first-order accuracy. The upwind scheme is stable and
holds the transport property; meanwhile, the numerical false
diffusion has also been introduced. High order discrete
schemes can reduce the error significantly by involving with
more adjacent nodes.
In Figure 4.7, for the CV of the node P , the second-order
upwind scheme is
⎧
ϕi+1/2 = (3ϕi − ϕi−1 )/2,
⎪
⎪
⎪
⎨
ϕi−1/2 = (3ϕi−1 − ϕi−2 )/2
u≥0
⎪
ϕi+1/2 = (3ϕi+1 − ϕi+2 )/2, ϕi−1/2 = (3ϕi − ϕi+1 )/2
⎪
⎪
⎩
u<0
(4.42)
Applying this method, the discrete equation of onedimensional convection–diffusion equations is
aP ϕP = aW ϕW + aWW ϕWW + aE ϕE + aEE ϕEE + Su
(4.43)
where
3
1
aW = Dw + αFw + αFe
2
2
1
aWW = − αFw
2
3
1
aE = De − (1 − α) Fe − (1 − α) Fw
2
2
1
aEE = (1 − α) Fw
(4.44)
2
when u ≥ 0, α = 1; when u < 0, α = 0.
The second-order upwind scheme can be seen as a
scheme based on the first-order upwind scheme considering
the curvature of the variable distribution curve. It has
a second-order accuracy truncation error. Meanwhile, the
diffusion still uses the CDS.
4.1.2.2.3 QUICK QUICK is short for Quadratic Upwind
Interpolation for Convective Kinematics, which was proposed by Leonard6 in 1979 to reduce the truncation error
of the discrete equation.
The interpolation principle of the QUICK is
ϕi+1/2 =
1
ϕi + ϕi+1
− Cur
2
8
(4.45)
where the curvature correction term Cur is defined as
ϕi+1 + ϕi−1 − 2ϕi u ≥ 0
Cur =
(4.46)
ϕi + ϕi+2 − 2ϕi+1 u < 0
The interpolation formula of ϕ i − 1/2 can be written in a way
similar to this.
If QUICK is used, the coefficients in Equation 4.43 will
be as follows:
6
1
3
aW = Dw + αw Fw + αe Fe + (1 − αw ) Fw
8
8
8
1
aWW = − αw Fw
8
3
6
1
aE = De − αe Fe − (1 − αe ) Fe − (1 − αw ) Fw
8
8
8
1
aEE = (1 − αe ) Fe
(4.47)
8
When uw ≥ 0, αw = 1; when u e ≥ 0, α e = 1; when uw < 0,
αw = 0; when u e < 0, α e = 0.
QUICK uses two upwind nodes and one downwind node
to interpolate the variable value at the common interface of
the adjacent CVs, so it can reflect the transport property.
Figure 4.8 shows the computational molecule of the QUICK
scheme as well as the UDS (upwind difference scheme)
and the simplified QUICK. Its format is piecewise linear
NUMERICAL METHODS
FIGURE 4.8
Computational molecules for the three schemes.
interpolation, meanwhile it introduces a correction term for
calculating the variable value at the interface to correct the
curvature of interpolation curve at the common interface.
So QUICK is conservative. This scheme has a third-order
truncation error, the accuracy is high, and the false diffusion
is minimal. It is conditionally stable, when Pe > 8/3, but the
solution might not be stable.
For the sake of overcoming the disadvantages, QUICK
does not hold the boundedness and the coefficient matrix of
the discrete equations is not a tri-diagonal matrix, and many
academicians have proposed advanced QUICK schemes.
In 1992, Hayase et al.7 developed an advanced QUICK
scheme, which according to some principles, can ensure the
computational stability and fast convergence speed and the
conservation of nonlinear problem and the iterative process
of algebraic equations. The scheme is
⎧
ϕw = ϕW + (3ϕP − 2ϕW − ϕWW ) /8 uw ≥ 0
⎪
⎪
⎪
⎨ϕ = ϕ + (3ϕ − 2ϕ − ϕ ) /8
ue ≥ 0
e
P
E
P
W
(4.48)
⎪ϕw = ϕP + (3ϕW − 2ϕP − ϕE ) /8
uw < 0
⎪
⎪
⎩
ϕe = ϕE + (3ϕP − 2ϕE − ϕEE ) /8
ue < 0
The format of the discrete equation is
aP ϕP = aW ϕW + aE ϕE + S
where
aW = Dw + αw Fw
aE = De − (1 − αe ) Fe
1
S = (3ϕP − 2ϕW − ϕWW ) αw Fw
8
81
(4.49)
1
+ (ϕW + 2ϕP − 3ϕE ) αe Fe
8
1
+ (3ϕW − 2ϕP − ϕE ) (1 − αw ) Fw
8
1
+ (ϕEE + 2ϕE − 3ϕP ) (1 − αe ) Fe
8
(4.50)
When uw ≥ 0, αw = 1; when u e ≥ 0, α e = 1; when uw < 0,
αw = 0; when u e < 0, α e = 0.
The advantage of Hayasa’s scheme is that the coefficients of the discrete equation are positive. Thus, the conservation, the boundedness, and the transport property all
hold; meanwhile, the accuracy is high.
4.1.2.3 Pressure–Velocity Coupling There is no explicit
pressure gradient term in the convection–diffusion governing equations. Similar to incompressible fluid, the pressure
gradient term is in the momentum equation in the form of
a source term without an independent equation. For a compressible fluid, the relationship between pressure and density is determined by the state equation. Under the primitive
valuable method whose unknown variables are velocity
and pressure, for raveling out the difficulty that no independent pressure equation exists, many approaches have
been developed, such as artificial compressibility method,
penalty method, projection method, and pressure-correction
method. These methods can be classified as shown in
Figure 4.9. The most widely used method of them is the
pressure-correction method; SIMPLE algorithm is a typical
example. We introduce some pressure–velocity coupling
solving methods in the following text.
82
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
FIGURE 4.9
Some methods for incompressible flow.
4.1.2.3.1 SIMPLE-Like Methods When solving the incompressible fluid problem, the velocity components and
the pressure value can be worked out simultaneously using
the solution of the momentum equation and the continuity
equation. However, these direct methods or called coupled
methods require plenty of computer memory, which is not
suitable for most engineering applications. If segregated
methods are adopted, namely, solving velocity components,
then the pressure field would not be worked out because no
independent pressure equation and the continuity equation
will be considered. The pressure-correction method uses the
mass conservation equation for the iterative calculation of
the pressure field. SIMPLE-like methods are a class of typical pressure-correction methods, which can be traced back
to the year of 1972 when Patankar and Spalding8 proposed
semi-implicit method for pressure-linked equation, namely,
SIMPLE algorithm. Since then, many similar algorithms
have been proposed continuously such as SIMPLER and
SIMPLEC.
Considering a two-dimensional convective heat transfer
problem in a rectangular coordinate system as an example,
the governing equations are
∂ (ρui )
∂ρ
+
=0
(4.51)
∂t
∂xi
∂ui
∂ (ρui ) ∂ ρuj ui
∂p
∂
μ
+ Bi
+
=−
+
∂t
∂xj
∂xi
∂xj
∂xj
k ∂T
∂ (∂T ) ∂ ρuj T
∂
=
+
∂t
∂xj
∂xj cP ∂xj
(4.52)
FIGURE 4.10
v: an vn =
Staggered mesh used in SIMPLE.
anb vnb + b + An (pP − pN )
(4.55)
nb
The mass conservation equation is
ρP − ρP0 xy
+ (ρu)e − (ρu)w Ae
t
+ (ρu)n − (ρu)s An = 0
(4.56)
The following are the solving steps of SIMPLE algorithm:
1. Assume the initial velocity fields u 0 and v 0 , on the
basis of these variables calculate the coefficients a e ,
a n , a nb , and b.
2. Assume an initial pressure field p*.
3. Solve the discrete momentum Equations 4.60 and
4.61 to obtain u* and v *.
4. Calculate the pressure-correction value p’, provided
(u* + u’) and (v * + v ’) with respect to (p* + p’) hold
the continuity equation. Substitute them into the
discrete format of the continuity equation, namely,
Equation 4.56, then we have
(4.53)
aP pP =
anb pnb + b
(4.57)
nb
In the staggered mesh shown in Figure 4.10, the discrete
momentum equations are
u: ae ue =
anb unb + b + Ae (pP − pE )
nb
(4.54)
where
aE = ρe Ae
Ae
,
ae
aN = ρn An
An
an
(4.58)
NUMERICAL METHODS
a W and a S can be written in the same way. b is the
residual mass flux of the CV. For the steady flow,
∗
ρu w − ρu∗ e Ae + ρu∗ s − ρu∗ n An
(4.59)
5. Calculate the velocity
correction
value
u’ and v ’,
provided u∗e + ue and vn∗ + v n still hold the
momentum equations. Because the u∗e and vn∗ solved
in step 3 hold the momentum equations,
b=
anb unb + Ae pP − pE
ae ue =
(4.60)
nb
After the convergence the correction values of the
pressure and the velocity are zero, so the first term on
the right-hand side of Equation 4.60 can be discarded.
Therefore, we can use p to explicitly solve
ue =
Similarly,
Ae pP − pE
ae
An v n =
pP − pN
an
83
4. u* and v * worked out in step 3 may not hold the mass
conservation, and (u* + u’) and (v * + v ’) worked out
in step 5 may not hold the momentum conservation.
In 1980, Patankar improvised the first simplification and
proposed SIMPLER (stand for SIMPLE Revised). In this
algorithm, once the velocity field is given, the pressure
field can be solved from the discrete momentum equations;
the assumption of the iterative initial pressure field is not
necessary any more.
For the second simplification of SIMPLE, in 1984 Van
Doormaal et al. proposed SIMPLEC (stand for SIMPLE
Consistent). Its main calculation steps are the same to those
of SIMPLE; the difference is that Equations 4.61 and 4.62
become
Ae
pP − pE
(4.63)
ue =
ae − anb
nb
An
pP − pN
v n =
an − anb
(4.61)
(4.64)
nb
(4.62)
p’ does not need under-relaxation factor.
6. Let (u* + u’), (v * + v ’), and (p* + α p p’) be the
solutions of the present iteration, and begin the next
iteration. Repeat steps 1–5 until the convergence has
been achieved, meanwhile, the velocity results should
hold both the continuity equation and the momentum
equations. α p is the pressure relaxation factor whose
value interval is between 0 and 1. The bigger the
value is, the faster is the convergence speed, but
the calculation process is likely to be unstable.
The relaxation factor can also be introduced to
the velocity. The under-relaxation factor of velocity
is always put in the unknown equations. Patankar
recommended in his monograph Numerical Heat
Transfer and Fluid Flow that the value of the velocity
under-relaxation factor can be selected as 0.5 and
the pressure relaxation factor can be selected as 0.8.
Demirdzic et al.9 and Hortmann et al.10 have also
discussed the choice of α p and have given some
suggestions.
4.1.2.3.2 PISO In 1986, Issa proposed a noniterative algorithm called PISO11 (stands for pressure implicit with splitting of operators) to solve the unsteady
pressure–velocity coupling compressible flow problem;
then, it was successfully used to solve the steady problem.
In PISO, the time step contains one prediction step and two
correction steps, which is expected to satisfy the coupling
relationship of velocity and pressure. PISO can be seen to
add another correction step into the SIMPLE.
Three steps of the time step of PISO are as follows:
It can be seen from the above description that in
SIMPLE the following assumptions and simplifications can
be introduced:
2. The First Correction Step. In this step, ensure that
the corrected pressure p* (p* = p (k ) + p’) and the
corresponding velocities u * * and v * * satisfy the
continuity equation. And u * * and v * * should hold
the momentum equations explicitly, namely,
1. The assumptions of the velocity field and the pressure
field are independent of each other.
2. When calculating the velocity correction value, the
effect of adjacent nodes can be ignored.
3. b in discrete momentum equations remains constant
after velocity correction.
1. Prediction Step. This step is similar to that of
SIMPLE, work out p (k ) of the k th time level. Solve
the momentum equations implicitly
u ∗
(4.65)
anb
unb + bu + Ae pP(k) − pE(k)
ae u∗e =
nb
an vn∗
=
(k)
v ∗
anb
vnb + bv + An pP(k) − pN
(4.66)
nb
ae u∗∗
e =
nb
an vn∗∗ =
nb
u ∗
anb
unb + bu + Ae pP∗ − pE∗
(4.67)
v ∗
∗
anb
vnb + bv + An pP∗ − pN
(4.68)
84
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
Subtract Equations 4.65 and 4.66 from Equations 4.67
and 4.68, respectively, then we have
ae ue = Ae pP − pN ,
an v n = An pP − pN
(4.69)
Similar to SIMPLE, this step solves
aP pP =
anb pnb + bp
p
(4.70)
= uki + t (Ci + Di + Pi )
uk+1
i
nb
and we will obtain
Ae
ae
An
= v∗ +
an
u∗∗ = u∗ +
v
∗∗
pP − pE ,
pP − pN
vn∗∗∗ = vn∗∗ +
1
ae
nb
1
an
nb
(4.71)
∗∗
Ae u
anb
unb − u∗nb +
pP − pE
ae
(4.72)
∗∗
An v
∗
pP − pN
anb vnb − vnb +
an
(4.73)
Substitute Equations 4.72 and 4.73 into the continuity
equation
p
aP pP =
anb pnb + bp
(4.74)
nb
After p is worked out, we have
p∗∗ = p∗ + p
(4.76)
Classified by the distribution of the operator physical
mechanism, the solving process can be divided into the
following steps:
3. The Other Correction Step. On the basis of p*,
u * * , and v * * obtained in the first correction, quest
secondary correction value p * * , u * * * , and v * * * ,
which can stratify the continuity equation and the
momentum equations better. Following the same
steps, we can get
u∗∗∗
= u∗∗
e
e +
4.1.2.3.3 Fractional Step Method Similar to predictor–
corrector methods such as SIMPLE-like methods and PISO,
the fractional step method is also a primitive valuable
method. If we let C , D, and P to represent the convection
term, the diffusion term, and the pressure gradient term,
respectively, and discretize the time term with fist-order
partial difference scheme, and if the discrete unsteady term
is written partly, we have
(4.75)
This updatable approach can keep developing, but the
experience shows that generally after two correction steps
the continuity equation and the momentum equations hold,
so the calculation can move on to the next iteration.
Each iteration of PISO would solve the pressurecorrection equation twice; so the workload and the required
memory are higher than that required for SIMPLE, but the
iterative process is highly efficient, and the total calculation
time is less than that required for SIMPE. Like SIMPLE,
the under-relaxation factor needs to be used for PISO also
to ensure calculation stability.
⎧
k
∗
⎪
⎨ui = ui + tCi
∗
u∗∗
i = ui + tDi
⎪
⎩ k+1
ui = u∗∗
i + tPi
(4.77)
The fractional step method can choose different approaches as shown below:
1. According to the combination of the three operators,
there can be three steps similar to those shown in
Equation 4.77, or there can be only two steps by
combining C i and D i together.
2. To solve the pressure gradient term, the iterative
methods, the pressure Poisson equation method, or
the stream function method can be used.
3. Solving the convection term and the diffusion term
can use different discrete schemes.
4. The time advance process can employ the Runge–
Kutta scheme, the Crank–Nicolson scheme, or an
implicit scheme.
Generally speaking, the fractional step method is usually
used for unsteady flow, while the predictor–corrector
method is more suitable for steady flow.
4.1.2.4 Case Studies Chang and Yang12 presented an
implicit finite volume approach to simulate the threedimensional mold filling problems encountered during the
injection molding. They employed the collocated FVM
and the SIMPLE segregated algorithm to discretize and
solve the Navier–Stokes equation. In addition, a bounded
compressive high resolution differencing scheme is adopted
to solve the advection equation to capture the interface on
an Eulerian framework.
Chang and Yang presented several computational
examples. They simulated the fountain flow located near
the advancing melt front in injection molding, which is
ignored in the Hele-Shaw approximation. The results of
the evolution of the predicted position of the melt–air
NUMERICAL METHODS
FIGURE 4.11
85
Evolution of flow front shape.12
FIGURE 4.12 Comparison of the simulated melt fronts from
the Hele-Shaw and the three-dimensional models for example 1
(dashed line, 2.5D; meshed surface, 3D).12
interface at different times are shown in Figure 4.1112 .
Figure 4.1212 illustrates comparison of the simulated
melt fronts obtained by the Hele-Shaw model and the
three-dimensional model. The part in the figure is a
three-dimensional thin rectangular mold filling a cavity
of 150 × 100 × 2 mm with a small rectangular volume of
40 × 20 × 2 mm coring out. A point gate is located at the
right end center of the mold. The total CV number is 5840
and the gapwise direction is divided into eight CVs. The
next cavity is considered to have a similar geometry as the
first example except that the cavity is significantly thicker
in the left region. The thickness in this region is increased
from 2 to 6 mm. The mesh employed for the filling analysis
contains 8448 CVs. The gapwise directions of the thin and
thick regions are meshed with 8 and 16 CVs, respectively.
Figure 4.1312 shows the comparison of the predicted filling
patterns from Hele-Shaw and three-dimensional models
at several distinct times as well as the velocity vectors
predicted by the three-dimensional FVM model. Although
the predicted melt front reveals similar trends for both
models, the correlation is not as good as that observed in
the first example, particularly in the radial flow region,
because the Hele-Shaw approximation does not function
very well when thickness is changed. Figure 4.1412 shows
the gapwise velocity component that was neglected in
the Hele-Shaw model. Figure 4.15 presents the gear part
of the computational mesh, a complex geometry, which
comprises 8000 CVs. The mold was filled with two
gates located at the two diagonal corners of the square
tube inserted at the center of the cylinder. Figure 4.1612
demonstrates the shaded filling patterns at various filling
stages. These computations were carried out on an IBM
compatible PC with 64 MB RAM and an Intel Pentium
III-450 CPU. Figure 4.17 summarizes the number of cells,
number of time steps, the memory required, and the CPU
time of each case according to Chang and Yang’s data.
4.1.3
Finite Element Method
Generally speaking, the injection molding parts have
different complex geometries, so a general method of
solution is required. The FEM, as a general method for
solving engineering problems, is particularly well suited to
this type of problem.
The FEM originated from the need for solving complex
elasticity and structural analysis problems in civil and aeronautical engineering. Its development can be traced back
to the work by Alexander Hrennikoff in 1941 and Richard
Courant in 194213 . Hrennikoff’s work discretizes the domain by using a lattice analogy, while Courant’s approach
divides the domain into finite triangular subregions for the
solution of the second-order elliptic PDEs that arise from
the problem of torsion of a cylinder. Courant’s contribution
was evolutionary, drawing on a large body of earlier results
for PDEs developed by Rayleigh, Ritz, and Galerkin. Since
the computer has been invented, its practical application began which is often known as finite element analysis (FEA).
86
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
(a)
(b)
(c)
(d)
FIGURE 4.13 Comparison of the simulated melt fronts from the Hele–Shaw and the threedimensional models (dashed line, 2.5D; meshed surface, 3D): (a) 10% filled, (b) 40% filled, (c) 70%
filled, (d) 95% filled.12
FIGURE 4.14
direction.12
Simulated melt fronts viewed from gating
It was first developed in 1956 by Turner and Clough et al.
to numerically analyze stress problems for the design of aircraft structures. In 1960, Clough first raised the name FEM
and then used it in civil engineering. Soon, it was realized
that the FEM could be applied to a wide range of problems.
It has been modified to solve more and more general
problems in solid mechanics, fluid flow, heat transfer, etc.
4.1.3.1 Weighted Residual Methods Unlike the FDM,
this method is based on the equivalent integral form of
differential equations instead of the differential equations
and the corresponding definite conditions. The general
form of equivalent integral is the weighted residual method
(WRM), which is applied to universal equation form.
Using the principle of the WRM, we can create many
approximate schemes.
FIGURE 4.15
Numerical mesh of the gear mold.
For a general problem, the unknown function u should
satisfy a certain differential equation set and the boundary
conditions:
⎞
⎛
A1 (u)
⎟
⎜
A (u) = ⎝A2 (u)⎠ = 0
..
.
(in
)
(4.78)
NUMERICAL METHODS
(a)
(b)
(c)
FIGURE 4.16 Simulated melt fronts at various percentages of fill: (a) 25% filled, (b) 45% filled,
(c) 80% filled.12
8400
33
23
5300
560716
74,100
1.75
1.43
FIGURE 4.17 Number of cells, number of time steps, memory, and CPU times for each case
(double precision is adopted).
87
88
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
Γe
Domain
Ω
A(u) = 0
Subdomain
(element)
Ωe
y
C T (υ) D (u) d
Boundary
Γ
B(u) = 0
Problem domain
⎞
B1 (u)
⎟
⎜
B (u) = ⎝B2 (u)⎠ = 0
..
.
+
E T (ῡ) F (u) d = 0
(4.83)
x
FIGURE 4.18
Notice that the integrability of Equation 4.82 is required,
and so υ and ῡ should be integrable monodrome function in
and on . If the highest order in the differential operator
A is n, then it is required that in the domain the derivative
of u is continuous from zero order to n − 1 order and the
nth order derivative is integrable in the domain and has a
finite number of discrete points.
We can obtain the following form by integrating
Equation 4.82 by parts:
and boundary .
⎛
(on )
(4.79)
in which the unknown function u can be either a scalar field
or a vector field; Aand B represent the differential operators
of the independent variables such as time coordinates or
space coordinates. is the solution domain (volume, area,
etc.), is the boundaries of the domain as shown in
Figure 4.18.
The system of differential equations must hold at any
point in the domain , so
where C , D, E , and F are different factors, in which the
order of the derivative is lower than that of A, so the
lower order of continuity of the function u can be accepted;
meanwhile, the orders of the continuity of υ and ῡ have
to be higher. But it is not difficult because υ and ῡ can be
chosen.
Created by appropriately increasing the continuity requirement of υ and ῡ to reduce the continuity requirement
of the field function u, the equivalent integral form is called
the equivalent integral weak form of PDEs.
In the solution domain , if the field function u is
the exact solution, Equations 4.78 and 4.79 are all strictly
satisfied, so are Equation 4.82 and its weak form Equation
4.83. However, for many complex problems, the exact
solution is difficult to figure out, so we have to find an
approximate solution with certain precision.
Suppose the approximate function of the unknown
function u is ũ, its form generally is
n
υ T A (u) d
≡
(υ1 A1 (u) + υ2 A2 (u) + · · ·) d
≡0
(4.80)
where υ = (υ1 υ2 · · ·)T is a set of arbitrary function
vectors which have the same number of differential
equations.
Obviously, Equation 4.80 is the equivalent integral form
of Equation 4.78. Similarly, for the boundary conditions,
there is a set of arbitrary function ῡ satisfying the following
equation:
ῡ T B (u) d ≡
(ῡ1 B1 (u) + ῡ2 B2 (u) + · · ·) d ≡ 0
(4.81)
So, the integral form is
υ T A (u) d
+
ῡ T B (u) d = 0
(4.82)
N iai = N a
u ≈ ũ =
(4.84)
i=1
in which a i is an undetermined parameter, N i is a known
linear independence function selected from the complete
sequence of functions and is called trial function (also
known as basis function or shape function).
Obviously, when n is finite, the approximation solution
ũ cannot satisfy Equations 4.78 and 4.79 completely. It will
yield the margins R and R̄:
A (N a) = R ,
B (N a) = R̄
(4.85)
Here, R and R̄ are called residuals. Substitute the arbitrary
functions υ and ῡ in Equation 4.82 with n given functions:
υ = W j,
ῡ = W j
(j = 1–n)
(4.86)
That all of υ and ῡ satisfy Equation 4.82 is equivalent to
that the differential equations (Eq. 4.78) and the boundary
conditions (Eq. 4.79) are satisfied. Thus, Equation 4.82 is
called the equivalent integral form of differential equation.
to obtain the approximate equivalent integral form
W Tj A (N a) d
T
+
W j B (N a) d = 0
(j = 1–n)
(4.87)
NUMERICAL METHODS
Here, δa i is totally arbitrary. Then, Equations 4.82 and 4.83
become
which can also be written in the residual form
W Tj R d
T
+
W j R d = 0
89
(j = 1–n)
(4.88)
δ ũ T A (ũ) d −
δ ũ T B (ũ) d = 0
(4.93)
W j and W j are called the weight functions. The meaning
of Equations 4.87 and 4.88 is the residual to be zero in some
average sense by selecting the undetermined coefficient a i .
If the weighted integral of the residual is zero, an unknown
system of equations is yielded to solve the undetermined
coefficient a i , and then the approximate solution of the
original problem can be worked out. The more the term
number n of the trial function selected by the approximate
function is, the higher is the accuracy of the approximate
solution. When n tends to infinity, the approximate solution
will converge into the exact solution.
Similarly, the approximate form of the equivalent
integral weak form is
C T W j D (N a) d
E T W j F (N a) d = 0
+
(j = 1–n)
(4.89)
The method, which solves the approximate solution of
the different equations by letting the weighted integral of
the residual be zero, is called the WRM.
Obviously, any independent complete function set can
be selected as the weight function. The difference in
choosing the weight function results in different calculation
approaches of the weighted residual. The staple choices
of the weight function are collocation method, subdomain
method, least square method, moment method, and Galerkin
method.
The Galerkin method is the most common method. The
credit is to the Russian mathematician Boris Galerkin. It
selects the basis function itself as the weight function,
which is
W j = Nj,
W j = −W j = −N j
(4.90)
n
N iai
d
+
i=1
(j = 1–n)
When using the Galerkin method, the coefficient matrix
of the unknown equations is usually symmetric, so it’s
usually applied in the area of fluid mechanics FEM.
4.1.3.2 The Element and Its Shape Function In the
previous section, we have discussed the approach to
establishing the finite element equations using the WRM:
namely, first wrote the field function in the polynomial
form, then represented the undetermined parameters as the
function of the node values of the field function, and the
element geometry by using the node conditions, so the field
function can be written in the interpolation form with the
node values. In the following section, the choice of the
element type and the shape function is discussed.
Generally speaking, the choice of the element type
and the shape function depends on the structure and
geometry characteristics of the global solution domain, the
function type, and the required solution accuracy. The shape
functions depend on the element shape, node type, and
number. According to the element geometry, the element
type can be classified into one-, two-, and three-dimensional
elements. As shown in Figure 4.19, a two-dimensional
domain can be discretized by a series of triangular elements
or quadrilateral elements. This is discussed in detail in the
following parts.
4.1.3.2.1 One-Dimensional Elements The common onedimensional elements include the 2-node and 3-node linear
elements (Table 4.1).
For a one-dimensional n-node element, if the node
parameters only have the node values of the field function
y
n
T
NjB
E T (δ ũ) F (ũ) d = 0 (4.94)
y
The approximate integral form can be written as
N Tj A
C T (δ ũ) D (ũ) d −
N iai
d = 0
i=1
e
(4.91)
Referring to Equation 4.84, the variational δ ũ of the
approximate solution ũ can be defined as
e
o
x
(a)
o
x
(b)
n
δ ũ =
N i δa i
i=1
(4.92)
FIGURE 4.19 FEM discretization of the 2D domain: (a) triangular element; (b) quadrilateral element.
90
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
TABLE 4.1
Degree
Element Name
Linear
2-Node linear element
Beam element
3-Node linear element
Quadratic
TABLE 4.2
The Common One-Dimensional Elements
Schematic Diagram
The Common Two-Dimensional Elements
Degree
Linear
Element Name
Schematic Diagram
3-Node triangular element
4-Node quadrilateral element
(taking the scalar field for example), then the field function
in the elements can be written in the interpolation form as
Quadratic
6-Node triangular element
8-Node quadrilateral element
n
u=
Ni ui
(4.95)
i=1
Cubic
10-Node triangular element
where the shape functions N i (x ) have the following
characteristics:
n
Ni xj = δij ,
Ni (x) = 1
12-Node quadrilateral element
(4.96)
i=1
Here, δ ij is Kronecker delta.
In global coordinates, the shape function can be selected
as n − 1 power Lagrange polynomial li(n−1) (x):
Ni (x) =
li(n−1) (x)
n
=
j =1,j =i
x − xj
xi − xj
(4.97)
In natural coordinate system, introduce the dimensionless local coordinates
ξ=
x − x1
x − x1
=
xn − x1
l
(0 ≤ ξ ≤ 1)
(4.98)
Here, l is the length of the element. Using the local
coordinates, Equation 4.97 becomes
Ni (ξ ) =
li(n−1) (ξ )
=
n
j =1,j =i
ξ − ξj
ξi − ξj
(4.99)
Figure 4.20 shows a sample of 1D 2-node element.
u1
u
x1
x
u2
1
2
x
FIGURE 4.20
1D 2-Node linear element.
x2
4.1.3.2.2 Two-Dimensional Elements The common twodimensional elements include 3-node triangular linear
element, 6-node triangular quadratic element, 10-node
triangular cubic element, 4-node quadrilateral bilinear
element, 8-node quadrilateral quadratic element, and 12node quadrilateral cubic element (Table 4.2).
Local nature coordinates are generally used to create
the shape function of the general triangular element. We
use area coordinates as the nature coordinates. As shown
in Figure 4.21, the position of the arbitrary point P in
the triangle can be determined by three ratios, namely,
P (Li , Lj , Lm ), where
Li = Ai /A,
Lj = Aj /A,
Lm = Am /A
(4.100)
Ai , Aj , Am , and A are the areas of Pjm, Pmi , Pij ,
and ijm, respectively. Li , Lj , and Lm are called the
area coordinates, and only two are independent of the
relationship:
(4.101)
Li + Lj + Lm = 1
The coordinates of the points in the parallel line with the
sides inside the triangle are the same as the corresponding
coordinates of the corresponding node.
After a simple derivation, it is easy to know that the
coordinates of P (x , y) in a triangular element is
x = xi Li + xj Lj + xm Lm , y = yi Li + yj Lj + ym Lm
(4.102)
NUMERICAL METHODS
FIGURE 4.22
FIGURE 4.21
Area coordinates of the triangular element.
1 x
1 Ai = 1 xj
2 1 x
m
From
y yj ym (4.103)
we have
Li =
1
Ai
=
(ai + bi x + ci y)
A
2A
(i, j, m)
(4.104)
in which
x
yj = xj ym − xm yj
ai = j
xm ym 1 yj = yj − ym (i, j, m)
bi = − 1 ym 1 xj = −xj + xm
ci = 1 xm with other coefficients obtained by a cycle permutation of
subscripts in the order (i , j , m).
Applying the compound function derivation law, immediately we obtain the following derivation formula:
∂
∂ ∂Li
∂ ∂Lj
∂ ∂Lm
=
+
+
∂x
∂Li ∂x
∂Lj ∂x
∂Lm ∂x
∂
∂
∂
1
(4.106)
bi
+ bj
+ bm
=
2A
∂Li
∂Lj
∂Lm
∂
1
∂
∂
∂
(4.107)
=
ci
+ cj
+ cm
∂y
2A
∂Li
∂Lj
∂Lm
2D 4-node quadrilateral element.
lines connecting the midpoints of the opposite sides in an
arbitrary quadrangle as r axis and s axis. Let the point
of intersection of the two axes be the original point of
the coordinate system. The measurement of the coordinate
system is defined as the coordinates of the origin P , which
is (0, 0); the formulas of the two couples of the opposite
sides are r = ± 1 and s = ± 1, respectively. A kind of
normal nature coordinate systems is established in this way.
The coordinates of the four vertexes are (1, 1), (−1, 1),
(−1, − 1) and (1, − 1).
The shape function of the two-dimensional 4-node
quadrilateral element is
Ni =
(4.105)
1
(1 + ri r) (1 + si s) (i = 1, 2, 3, 4)
4
(i = 1, 2, 3)
(4.108)
The quadrilateral element usually uses the normal nature
coordinate system. As shown in Figure 4.22, draw the
(4.109)
4.1.3.2.3 Three-Dimensional Elements The common
three-dimensional elements include 4-node tetrahedral
linear element, 10-node tetrahedral quadratic element,
8-node hexahedral linear element, and 20-node hexahedral
quadratic element (Table 4.3).
TABLE 4.3
Degree
Linear
The Common Three-Dimensional Elements
Element Name
4-Node tetrahedral element
8-Node hexahedral element
Quadratic 10-Node tetrahedral element
Thy 3-node triangular element is a linear element, its
shape function represented by the area coordinates is
Ni = Li
91
20-Node hexahedral element
Schematic Diagram
92
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
FIGURE 4.24
FIGURE 4.23
element.
3D 8-node hexahedral element.
Volume coordinate system of the tetrahedral
Referring to the triangular element, the nature coordinate
system introduced in the tetrahedral element is the volume
coordinate system. As shown in Figure 4.23, the volumes
surrounded by points 243P , 134P , 142P , and 123P are V 1 ,
V 2 , V 3 , and V 4 , respectively. The coordinates of any point
P (L1 , L2 , L3 , L4 ) in the element are
Li =
Vi
V
(i = 1, 2, 3, 4)
(4.110)
in which V is the volume of the tetrahedron. Only three out
of four volume coordinates are independent, and we have
the following relationship:
L1 + L2 + L3 + L4 = 1
(4.111)
The transformation between the area coordinate system
and the global Cartesian coordinate system is follows
⎧ ⎫ ⎡
⎤⎧ ⎫
1⎪
1 1 1 1 ⎪
⎪
⎪L1 ⎪
⎪
⎪
⎨ ⎪
⎬ ⎢
⎥ ⎨L2 ⎬
x
x
x
x
x
1
2
3
4
⎥
(4.112)
=⎢
L3 ⎪
y ⎪ ⎣y1 y2 y3 y4 ⎦ ⎪
⎪
⎪
⎪
⎩ ⎪
⎭
⎩ ⎪
⎭
z1 z2 z3 z4
L4
z
or
⎧ ⎫
⎡
L1 ⎪
a1
⎪
⎪
⎪
⎨ ⎬
1 ⎢
L2
⎢a2
=
⎣a3
L
⎪
⎪
6V
3
⎪
⎩ ⎪
⎭
L4
a4
b1
b2
b3
b4
c1
c2
c3
c4
⎤⎧ ⎫
1⎪
d1 ⎪
⎪
⎨ ⎪
⎬
x
d2 ⎥
⎥
⎦
y⎪
d3 ⎪
⎪
⎩ ⎪
⎭
z
d4
(4.113)
y2
y3
y4
y2
y3
y4
z2 z3 ,
z4 1
1 .
1
Ni = Li
(i = 1, 2, 3, 4)
(4.115)
Referring to the tetrahedral element, the shape functions
of the hexahedral element utilize the normal nature
coordinate system as shown in Figure 4.24. Six crosspoints are obtained by connecting the middle points of the
opposite sides in each face; define r axis, s axis, and t
axis as the lines connecting the cross-points of the opposite
faces. The cross-points of the three axes are the origin and
their coordinates are (0, 0, 0). In the three opposite faces,
we have r = ± 1, s = ± 1, and t = ± 1 respectively. Like
this way, a kind of normal nature coordinate system of the
hexahedral element is established. The nature coordinates
of every vertex are given in Figure 4.24 as well.
The shape functions of the 8-node hexahedral linear
element are
Ni =
1
(1 + ri r) (1 + si s) (1 + ti t)
8
(i = 1, 2, . . . , 8)
(4.116)
4.1.3.3 FEM Discrete Equations Here, we consider the
control equations for fluid flow to introduce the FEM
discrete process. The form of the continuity equation and
the Navier–Stokes equation can be represented as
∂uj
=0
∂xj
in which
x2 y2 z2 1
a1 = x3 y3 z3 , b1 = − 1
x4 y4 z4 1
x2 1 z2 x2
c1 = − x3 1 z3 , d1 = x3
x4 1 z4 x4
with other coefficients obtained by a cycle permutation of
subscripts in the order 1, 2, 3, and 4.
The shape functions of the 4-node tetrahedral linear
element are the corresponding volume coordinates, namely,
(4.117)
∂ui
∂ui
1 ∂p
∂ 2 ui
+ uj
= fi −
+ν 2
∂t
∂xj
ρ ∂xi
∂xj
(4.118)
The boundary conditions are
(4.114)
ui = ūi
on 1
(4.119)
σij nj = p̄i
on 2
(4.120)
NUMERICAL METHODS
93
n j are the components of the normal vector of the boundary
2 , and σ ij are the components of the stress tensor σ , so
we have
∂uj
∂ui
+
σij = −pδij + μ
(4.121)
∂xj
∂xi
Here, j and k are the basis functions of element
interpolation of u i and p, respectively, and the subscripts
j and k represent the nodes of the element. Using the
Galerkin method, the weight functions are
δui = j
(4.129)
The Galerkin integral form of Equations 4.117 and
4.118 on a triangular element region (e) , as shown in
Figure 4.19, is
δp = k
(4.130)
(e)
∂uj
δp d
∂xj
=0
(4.122)
∂p
∂ui
∂ 2 ui
∂ui
+ uj
− fi +
− μ 2 δui d
ρ
(e)
∂t
∂xj
∂xi
∂xj
(4.123)
Because the control equations are PDEs of the unknown
variables u i and p, the weight functions should be chosen
correctly. We choose interpolation basis functions of
pressure p and velocities u i as the weight functions in the
continuity equation and the momentum equation.
Integrating by parts, Green’s theorem, and considering
the boundary conditions, we can obtain their weak forms:
∂
ūn δp d
(δp) d =
(e)
(e)
∂xj
1
) ∂ui
∂ui
+ uj
ρ
δui
(e)
∂t
∂xj
*
∂uj
∂
∂ui
+ −pδij + μ
+
δui d
∂xj
∂xi
∂xj
uj
=
(e)
2
p̄i δui d +
(e)
ρfi δui d
(4.124)
(4.125)
Here, ū n is the normal velocity component on 1 and
ūn = ūj n̄j
(4.126)
The integral terms on 1 or 2 will exist only when the
element (e) has the part (like a side or a face) belonging
to 1 or 2 .
In the integral expression, the velocity components u i
and pressure p have different derivative order, so the
corresponding element basis functions would not have the
same order. Generally, the basis function of u i should have
one more order than that of p, which can achieve higher
accuracy.
Suppose the approximate functions of u i and p in an
element are
ui = uij j
(4.127)
p = pk k
(4.128)
Then we can obtain the element FEM equations of the
continuity equation and the momentum equation (some
subscripts have been changed appropriately for a more
convenient expression):
(e)
uβj j
)
ρ
(e)
∂k
d
∂xβ
=
(e)
ūnj j k d
(4.131)
1
∂ ∂ uαj j + uβl l
uαj j i
∂t
∂xβ
*
∂i
∂i
∂ ∂ d
uαj j +
uχj j
−pm m δαβ
+μ
∂xβ
∂xβ
∂xα
∂xβ
=
(e)
2
p̄αm m i d +
(e)
ρfα i d
(4.132)
Before discretization, we first divide the solution domain into finite elements. As shown in Figure 4.19a,
we use the widely used 3-node triangular elements to
discretize the solution domain
to E element regions
(e)
(e = 1, 2, . . . , E ). The vertexes of every triangular element are the nodes whose index should be unified in a
mesh. In this case, an element has three nodes, so the subscripts i , j , l , k , and m run over 1–3, meanwhile α and
β run over 1–2 for a two-dimensional problem or 1–3
for a three-dimensional problem. For the minimization of
nonzero elements bandwidth in the coefficient matrix of the
final global finite element equations, the difference between
node indexes in an element should be as small as possible.
After substituting the sharp functions expression into
Equations 4.131 and 4.132, we can obtain one element finite
element equations having the following form
A(e)
ij
∂uαj
(e)
(e)
(e)
+ Bi(e)
βjl uαj uβl + Cαim pm + Dαi βj uβj = Eαi
∂t
(4.133)
(e)
Fk(e)
(4.134)
βj uβj = Gk
When having every element finite element equation, we
can generalize the equations to the whole region to assemble
the global finite element equations by accumulating the
coefficients of the element finite element equations into the
corresponding coefficient matrix and right-hand vector of
the global finite equation according to the corresponding
relationship between element node indexes and global node
indexes. Suppose the corresponding global node indexes of
94
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
the node indexes i , j , k , l , and m of the element (e) are
n, r, h, s, and t, then the global finite element equations
would be
(e)
uβr = G(e)
(4.135)
Fhβr
h
∂uαr
(e)
(e)
(e)
(e)
+ Bnβrs
uαr uβs + Cαnt
pt + Dαnβs
uβs = Eαn
∂t
(4.136)
If all the equations of a system are assembled, they can be
written in the following form:
A(e)
nr
Ax = b
(4.137)
Now the system is singular. We should consider the
boundary conditions to eliminate the singularity. There
are two common treatment methods: deleting the rows
and columns method and penalty method. In the present
commercial software, nearly all of them use the former
method. The main reason is that the latter is an approximate
approach and the penalty number is not easy to determine;
sometimes, solving would fail. The detailed implementation
is introduced in Zienkiewicz and Tylor’s monograph The
Finite Element Method .
The coefficient matrix A is a symmetric matrix when
using the Galerkin method. For the large-scale problem, it
also has the sparsity, namely, most elements are zero and
show zonal distribution (Figure 4.25). The next step is to
solve the system; the methods are introduced later.
FIGURE 4.26
(a)
The part geometry for simulation.
(b)
(c)
FIGURE 4.27 Filling results at different filling time: (a) 25%
filled, (b) 50% filled, (c) 75% filled.
4.1.3.4 Case Studies Yan14 developed a threedimensional filling simulation FEM program named
HsCAE3D using the FAN (flow analysis network) method
Band width
A
Nonzero
FIGURE 4.28
Fountain phenomenon at the filling melt front.
0
0
FIGURE 4.25
Zonal distribution of the coefficient matrix.
for tracing the moving melt front. He chose a part as
shown in Figure 4.26 to check the simulation results.
The solution domain is meshed by the tetrahedron FEM
element. The number of elements in the part mesh is
52,721, and the number of the nodes is 10,412. Figure 4.27
shows the filling results at 1/4, 1/2, and 3/4 of the filling
time. Figure 4.28 illustrates the fountain phenomenon at
the filling melt front. Figure 4.29 shows the comparison
of pressure at the gate with the time solved by HsCAE3D
and Moldflow Plastics Insight (MPI).
NUMERICAL METHODS
FIGURE 4.29
4.1.4
Pressure at the gate with respect to time.
Mesh-Less Methods
Since invented in the 1970s, mesh-less methods, also
known as mesh-free methods, have become another class of
numerical simulation algorithms in terms of solving PDEs.
These methods construct an approximate system with a set
of particles (either Lagrangian or Eulerian), so they can
eliminate some or all of the traditional mesh-based view
of the computational domain, which makes initial meshing
and reconstruction unnecessary, and ensures the calculation
accuracy. But the calculation workload is larger than that
of the FEM, generally.
Mesh-less methods can be classified into two categories
in general: (i) particle methods based on Lagrangian approach such as smoothed particle hydrodynamics (SPH) and
moving particle semi-implicit (MPS for short) developed
TABLE 4.4
95
from SPH and (ii) gridless methods based on Eulerian approach such as gridless Euler/Navier–Stokes solution algorithm and element-free Galerkin method (EFG or EFGM).
In Table 4.4 some common mesh-less methods are given.
In 1992, Nayroles et al.15 introduced moving least square
(MLS) into the Galerkin method, and proposed the diffuse
element method (DEM). In 1994, Belytschko16 improved
the DEM and introduced the EFG method. This method is
one of the mature and widely used mesh-less methods.
In this section we introduce the basic theory and its
numerical realization of Galerkin-type mesh-less methods.
Compared with the standard FEM, the discrete forms of
the governing equations and the boundary conditions are
the same, and are all based on the Galerkin weak form of
the governing equations and the boundary conditions. In
contrast, the approximate approach of the space interpolation for the field variable is different; namely, in FEM
the approximate function is obtained using element interpolation, while in Galerkin-type mesh-less methods it is
created using particle approaches such as MLS method, reproducing kernel (RK) approximation method, partition of
unity method (PUM), hp cloud, radial basis function (RBF)
method and point interpolation method (PIM). They are all
based on the Galerkin method. Because of this, Galerkintype mesh-less methods have many advantages, such as no
shackle of the mesh to some extent, but some shortcomings do exist like the difficulty in implementing essential
boundary conditions and the slow calculation speed.
4.1.4.1 Mesh-Less Function Approximation After obtaining the Galerkin weak form of the governing equations,
we can use many methods mentioned before to create
The Common Mesh-Less Methods
The Name
Approximation Approach
Element-free Galerkin (EFG)
Finite point method (FPM)
Reproducing kernel particle method
(RKPM)
Mesh-less point collocation method
(PCM)
Hp clouds
Hp mesh-less clouds
Partition of unity method (PUM)
Local boundary integral equation (LBIE)
Mesh-less local Petrov–Galerkin (MLPG)
Smoothed particle hydrodynamics (SPH)
Radial basis functions mesh-less method
(RBF)
Point interpolation method
Least square collocation (LSC)
Moving least square
Moving least square
Reproducing kernel
approximation
Reproducing kernel
approximation
Hp clouds
Hp clouds
Partition of unity method
Moving least square
Moving least square
Kernel function
Radial basis function
Weighted least square mesh-less method
(WLSM)
Moving least square
Point interpolation method
Moving least square
Discretization Approach
Background Mesh
Galerkin method
Point collocation method
Galerkin method
Yes
No
Yes
Point collocation method
No
Galerkin method
Point collocation method
Galerkin method
Petrov–Galerkin method
Petrov–Galerkin method
Point collocation method
Point collocation method
Yes
No
Yes
No
No
No
No
Galerkin method
Least square point
collocation method
Weighted least square
method
Yes
No
No
96
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
the shape functions, in which the MLS method has become the main method. In the early 1980s, Lancaster and
Salfauskas17 proposed MLS approximation systematically
for the fitting of curve or curved surface. This method needs
to only discrete the point model, not to mesh the domain.
In 1994, Belytschko16 introduced MLS into the Galerkin
FEM and proposed the EFG method, which swept a wave
of enthusiasm for research on mesh-less method.
In MLS, the approximate function uh (x ) of the function
u (x ) is defined as
m
uh (x ) =
pi (x ) ai (x ) ≡ p T (x ) a (x )
(4.138)
To ensure uh (x ) is the best approximation J should
be the minimum. To achieve this, the partial derivative of
Equation 4.140 with respect to a is
∂J
= A (x ) a (x ) − B (x ) u = 0
∂a
in which
So, we have
i
where ai (x ) is the coefficient, pi (x ) is a set of complete basis functions of monomial, and m is the number
of terms of the shape functions. In a two-dimensional region, the first- (linear) and second-order
basis functions
are, respectively, p T (x ) = 1 x y , m = 3 and p T (x ) =
1 x y x 2 xy y 2 , m = 6. For a three-dimensional problem, the first- (linear) and second-order
basis functions
are, respectively, p T (x ) = 1 x y z , m = 4 and p T (x ) =
1 x y z x 2 xy y 2 yz z2 xz , m = 10.
Suppose in the region of point x there are n nodes, of
which the weight functions w (x − x I ) = 0, at these nodes
the weighted sum of the squares of the difference between
the approximate function uh (x ) and u (x ) is
n
2
w (x − x I ) P T (x I ) a (x ) − u I
J =
(4.139)
A = P T W (x ) P
(4.146)
B = P T W (x )
(4.147)
a (x ) = A−1 (x ) B (x ) u
(4.148)
The approximate function uh (x ) can be represented as
n
uh (x ) =
J = (P a − u)T W (x ) (P a − u)
u = u1
w (x − x I )
NI0 = I w (x − x I )
···
un
NI0 (x ) = 1
in
(4.152)
I
Using Equation 4.150, we can obtain the partial derivative
of NIk (x ):
(4.140)
m
k
NI,i
(x ) =
pj,i A−1 B ji + pj A−1 B ,i + A−1
,i B
ji
(4.153)
(4.141)
a = a1 (x ) a2 (x ) · · · am (x )
⎡
⎤
p1 (x 1 ) p2 (x 1 ) · · · pm (x 1 )
⎢p1 (x 2 ) p2 (x 2 ) · · · pm (x 2 )⎥
⎢
⎥
P =⎢ .
..
.. ⎥
..
⎣ ..
.
.
. ⎦
T
p1 (x n ) p2 (x n ) · · · pm (x n )
⎡
w (x − x 1 )
0
···
⎢
·
··
0
w
−
x
)
(x
2
⎢
W (x ) = ⎢
..
..
.
..
⎣
.
.
0
(4.151)
which is also called the Shepard function, which satisfies
zero-order consistency, namely,
j =1
u2
(4.149)
where k is the power of the basis function. Thus, the shape
function is
N k = N1k (x ) · · · Nnk (x ) = p T (x ) A−1 (x ) B (x )
(4.150)
When k = 0, we have
where
T
NIk (x ) uI
i=1
I
where the weight function w (x − x I ) is the same as the
one in SPH, u I is the value of u (x ) at node x I .
Equation 4.139 can also be written in the following form:
(4.145)
0
···
(4.142)
(4.143)
⎤
0
0
..
.
⎥
⎥
⎥
⎦
w (x − x n )
(4.144)
in which
−1
−1
A−1
,i = −A A,i A
(4.154)
MLS interpolation satisfies the consistency condition.
Implementation of MLS interpolation requires choosing
the weight function initially. The weight function decides
the calculation accuracy to a great extent. Commonly used
weight functions are organized into two categories. First
one is Gauss exponential weight functions:
⎧
exp − (dI /cI )2k
⎪
⎪
⎪
⎨ − exp − (r /c )2k I I
wI (x ) =
0 ≤ dI ≤ rI (4.155)
⎪
1
−
exp
−
(rI /cI )2k
⎪
⎪
⎩
0
dI > rI
NUMERICAL METHODS
Here, dI = x − x I is the distance between node x I and
node x ; c I is the constant, which can control the shape of
the weight function; and r I is the support region of the
weight function wI , which is also the radius of the support
region of node x I .
The other category of the weight function is spline
function:
wI (x )
⎧
2
3
4
⎪
dI
dI
dI
⎨
1−6
+8
−3
0 ≤ dI ≤ rI
=
rI
rI
rI
⎪
⎩0
dI > rI
of the penalty function depends on experience. Coupled
with the FEM means that mesh the region near the
boundaries and implement FEM in the region, meshless method is applied in the rest region. Obviously,
this method is contrary to the spirit of the meshless method. Besides, there are displacement constraint
equations method, transformation method, and so on. In
the following part we introduce some typical methods.
4.1.4.2.1 Lagrange Multiplier Method Suppose that essential boundary conditions are imposed on a fixed displacement boundary u :
u = ū
(4.156)
4.1.4.2 Boundary Conditions How to impose essential
boundary conditions exactly is one of the main difficulties
in applying the mesh-less method. One reason is that the
shape functions of the mesh-less method do not satisfy
the property of the Kronecker delta. The more important
reason is the shape functions of the mesh-less method are
too rich. The physical quantity at the domain boundaries
is related not only with the one at boundary nodes but
also with the one at the whole nodes in the domain if
the radius of the node effect region is big enough. Thus,
unlike FEM, in mesh-less method merely providing the
variable value of boundary nodes, which is known, is not
persuading enough to ensure that the whole node values
are known at the entire boundaries. The essentiality is that
it is difficult to construct the trial function space (such
as displacement approximation space), which can satisfy
the essential boundary naturally, and the function space at
essential boundaries (such as the approximation space of
displacement variational), which can be zero naturally.
At present, the approaches to impose essential boundary
conditions can be classified into two categories, in general.
One modifies the weak form of the problem, which
is different from the weak form of the FEM, to be
consistent with the original different problem, such as
Lagrange multiplier method, penalty function method, and
the Nitsche method. The other one ignores the factor
“consistency” and uses the same weak form as the FEM
and changes the form of the shape functions in mesh-less
methods such as displacement constraint equation method
and corrected collocation method to satisfy the essential
boundary conditions only at nodes.
Lagrange multiplier method was proposed earlier. It
has high accuracy, but it has more unknowns and the
discrete equation is not positive definite. Using the modified
variational principle, the equations are symmetric and
banded sparse and the accuracy is low, which can be
improved by adding nodes. The equations obtained by
the penalty function method are positive definite and the
number of unknowns does not increase. But the choice
97
on u
(4.157)
Using the Lagrange multiplier method, introduce Equation
4.166 into the weak form of linear elastic problem and
obtain
∇s δ ũ T : σ d
−
δ ũ T • b d
−
δ ũ T • t̄ d−
t
δ ũ T • λ d = 0
δλT • (u − ū) d −
u
(4.158)
u
where ∇s δ ũ T represents the symmetric part of ∇ δ ũ T ,
σ is Cauchy stress tensor, b is the body force vector, λ
is Lagrange multiplier, ū and t̄ are the fixed value of u
and external force t on boundaries, respectively, t is the
force boundaries, u is the displacement boundaries, and
= t + u . Lagrange multiplier λ is decided by
λ (x ) = NI (s) λI
x ∈ u
(4.159)
where N I (s) is the Lagrange interpolation shape functions,
s is the length of the arc along the boundaries.
The last two terms are the addition terms for imposing
the boundary conditions. After space discretization, we can
obtain the following system equation:
) * ) *
K G U
f
=
(4.160)
G 0
λ
q
where U and λ are the vector of node values of
displacement and Lagrange multiplier, respectively.
Note that theoretically using the Lagrange multiplier
method the essential boundary conditions can be imposed
exactly, and it is not necessary to satisfy the essential
boundary conditions in advance for the interpolation space
constructed by the shape functions. But the coefficient
matrix of Equation 4.160 is not banded and positive
definite, so some commonly used solving methods are
not available, which reduces the calculation speed. The
Lagrange multiplier, which is introduced as an independent
unknown, increases the scale of the problem. In addition,
98
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
the solving stability of the equations requires that the
interpolation spaces of the displacement u and Lagrange
multiplier satisfy the so-called Ladyzenskaja-BabuškaBrezzi (LBB) condition, or the numerical oscillation would
occur. So choosing the appropriate interpolation space is
not easy.
4.1.4.2.2 Modified Variation Principle Method To avoid
the shortcomings of the Lagrange multiplier method,
Belytschko et al. developed a modified variation principle
method to introduce the essential boundary conditions. The
main idea is as follows. The physical meaning of Lagrange
multiplier is the surface force t on the boundaries u ,
namely,
(4.161)
λ=t
on u
Substituting Equation 4.161 into the weak form of
Lagrange multiplier method, we have
∇s δ ũ T : σ d −
δ ũ T • b d −
δ ũ T • t̄ d−
t
δ ũ T • t d = 0
δt T • (u − ū) d −
u
(4.162)
u
After the space discretization, we can obtain the system
equation in the following form from Equation 4.162
(K + K t ) U = P + P t
(4.163)
In contrast to the Lagrange multiplier method, the
highlight is that the number of unknowns does not increase,
and the matrix is still banded, symmetric, and positively
definite. The shortcoming is that the accuracy is lower than
the Lagrange multiplier method, and the modified weak
form like Equation 4.162 cannot be written out for some
engineering problems. So this method is not easy to be used
widely.
4.1.4.2.3 Penalty Function Method Introducing a displacement constraint (Eq. 4.157) into the weak form using
the penalty function method, we can obtain
∇s δ ũ T : σ d −
δ ũ T • b d −
δ ũ T • t̄ d
t
+α
δt T • (u − ū) d = 0
(4.164)
u
where α is the penalty coefficient and is commonly selected
103 –107 times elastic modulus. The larger the penalty
coefficient is, the higher is the accuracy. After the space
discretization, we can obtain the governing equation
(4.165)
K + K p U = P + Pp
The advantage of the penalty function method is that the
system matrix is still banded and symmetric; if the penalty
is larger enough, the matrix is positive definite and no new
unknown is introduced. On the other hand, its effectiveness
intensively depends on the choice of the penalty coefficient.
The accuracy increases with an increase in α, while the
condition number rapidly increases with an increase in α
and leads to singularity. Therefore, the choice of the penalty
coefficient is a critical issue.
4.1.4.3 Numerical Integration of Mesh-Less Method In
the FEM, element mesh is used not only for interpolation
but also for integration. Because the solution domain
has been discretized into a series of elements, the
domain integral required by the Galerkin weak form can
be transformed into the sum of element integral, which is
easy to be implemented.
n
f (x ) d
j
j
=
f (x i ) wi
(4.166)
i=1
where j represents the region of the element j , f (x ) is
the integrand, n is the number of integral points in element
j , x i is the i th integral point, and wi is the corresponding
integral weight. The coordinates and weight of the element
integral point can be decided with many approaches such
as Gauss integration, Hammer integration, and Monte Carlo
integration.
In the Galerkin mesh-less method, the interpolation does
not need the mesh, but the integral still needs the mesh.
Because the solution domain is discretized with a series
of computational nodes, the mesh cells do not exist, so
some special approaches should be designed for the domain
integral. On the other hand, the shape functions of meshless method are much higher than that of the FEM, so
calculating the integral of the shape functions on the whole
solution domain is difficult than is done in the FEM. The
present approaches include integration with background
cell structure, integration with background mesh, nodal
integration, and MLS integration.
4.1.4.3.1 Integration with Background Cell Structure
Figure 4.30 illustrates that in the mesh-less method the
whole solution domain can be covered with a regular cell
structure. The integral of the integrand on the solution
domain can be transformed to the integral of the regular
cell that is convenient to adopt various numerical integral
approaches similar to the one shown in Equation 4.157.
Gauss integration is the most commonly used approach,
which is described as follows:
1. Generate the background cell structure covering the
whole solution domain .
2. Do loop for all cells.
NUMERICAL METHODS
Gaussian
points
Background
cell
Nodes
FIGURE 4.30
Integration with background cell structure.
(a) Generate integration points in Gaussian
quadratude in the cell and determine the
weight of each point.
(b) Do loop for all Gaussian points.
(i) Determine whether Gauss integral point is
in the solution domain
by the position
coordinates of the point.
(ii) If yes, calculate the numerical integral on
the points and accumulate the results to a
global system matrix or vector; if no, skip
this Gauss integral point to the next one.
(c) End loop for all points.
3. End loop for all cells.
It is clear from Figure 4.30 that for any cell cell there
are three relationships between the position of the cell and
the solution domain : cell is completely in , cell is
completely outside , and cell is partly in . Adopting
this integration would cause a big error because of the third
kind of cells. An improvement proposed by Kaljevic et al.
is to divide these cells into several new cells any of which
is completely in . So the accuracy can be increased to a
certain extent.
Note that in the mesh-less method the support boundaries
of the shape functions is generally inconsistent with the
background cell structure (Figure 4.31), namely, the support
99
boundaries are not superposed on the boundaries of cell.
This leads to a big error. Dolbow et al.18 suggested that
all nodes use rectangular support boundaries to construct
the background cell structure. This makes their boundaries
superposed so as to increase the integral accuracy.
4.1.4.3.2 Integration with Background Mesh As shown
in Figure 4.32, similar to FEM, by using computational
nodes the solution domain is discretized into a series of
cells. So the integral on the domain can be transformed to
the sum of the integral on each cell. The advantage is that all
integral points are in the solution domain , the judgment
on the position of the integral point is eliminated, so the
efficiency and accuracy are increased. The shortcoming is
that the computational mesh is required which goes against
the characteristic of the mesh-less method. In FEM, the
computational mesh (element mesh) is used not only to
calculate the regional integral but also to interpolate the
value of any point in the element with the values of the
element nodes whose accuracy heavily depends on the mesh
quality. Different from FEM, the background mesh in the
mesh-less method is only used to calculate the regional
integral; the creation of the approximate function is only
based on the computational nodes that are independent of
the computational mesh. So, it can eliminate the dependence
on the mesh quality. For the coupling method of FEM and
mesh-less method, this integration approach is better than
others.
In addition, the nodes of the background mesh need not
be computational nodes, which increases the flexibility. But
in practice, the same set of nodes is employed for simplicity.
4.1.4.3.3 Moving Least Square Integration The previous
two methods need mesh, but they are not the truly meshless methods (or called pure mesh-less method ). Duflot
et al.19 used partition of unit-based approach to calculate the
integral of the integrand on the whole solution domain .
Consider n functions ϕk (x ) with the following characteristics:
1. The value of the function ϕk (x ) is defined in
/ k , ϕk (x ) = 0;
subdomain k , namely, when x ∈
2. n overlapping k covers the whole solution domain
, namely ⊂ ∪nk=1 k ;
3. The functions ϕk (x ) satisfy the condition of partition
of unit, namely, nk=1 ϕk (x ) = 1, ∀x ∈ .
Using n functions of partition of unit ϕk (x ), we can write
the integral of the function f (x ) on the solution domain
in the following form:
n
f (x ) d
=
k=1
∩ k
ϕk (x ) f (x ) d
(4.167)
100
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
FIGURE 4.31
Inconsistency of boundaries of supports and background cells.
Background
integral cell
Nodes
FIGURE 4.32
Integration with background mesh.
Namely, the integral is transformed into the sum of
the integral of the functions ϕk (x ) f (x ) on subdomains
∩ k . In general, the shape of subdomain k should be
as simple as possible to facilitate the integral calculation.
Obviously, the integration with background mesh can be
seen as a special case of this method when the subdomains
k are not overlapped and
ϕk (x ) =
1
0
x∈
x∈
/
k
(4.168)
k
then this integration becomes to be taken on the background
mesh.
Because of these three characteristics, ϕk (x ) in Equation
(4.167) can be selected as the shape functions of MLS, then
the approach is called moving least square integration. For
increasing computational efficiency, Duflot et al. selected
Shepard function as ϕk (x ), and the subdomains k are
rectangle. It should be noticed that, on the one hand,
because the integral is taken on the subdomains ∩ k ,
it is necessary to judge whether the integral points of the
subdomain k are in the solution domain
which is
similar to integration of the background mesh. On the other
hand, the integrand f (x ) becomes a more complex function
ϕk (x ) f (x ), and so more integral points are required to
increase the accuracy, which results in the increase of the
workload markedly.
4.1.4.4 Case Studies Mesh-less methods are not very
mature yet, and there are a dozen ways proposed. Liu and
his coworkers 20 – 22 developed parallel RKPM (reproducing
kernel particle method) for large-scale CFD, and introduced
multiscale RKPM into the analysis of viscous, compressible
flows. Tsai et al.23 analyzed three-dimensional Stokes flows
with dual reciprocity method (DRM) and the method of
fundamental solution (MFS). Bernal et al.24 – 26 simulated
the non-Newtonian Hele-Shaw flow for injection molding
with RBF mesh-less method. They chose the asymmetric
RBF collocation method (Kansa’s method) to compute
the pressure distribution, which is truly mesh-free, and
is one of the most frequently used methods due to its
accuracy and ease of implementation. Martinez et al.27,28
studied injection processes involving short fiber molten
composites with mesh-less method. Qian29 implemented
mesh-less analysis on primary gas penetration during gasassisted injection molding. Au30 predicted two-dimensional
flow front advancement in injection molding with the meshless method.
Duan31 developed adaptive coupled FEM and meshless method, and used the generalized version of the
characteristic Galerkin (CG) method in the ALE (arbitrary Lagrangian–Eulerian) framework to simulate the nonisothermal non-Newtonian viscous flow in mold filling process. He chose a typical symmetrical mold cavity to be
filled. Figure 4.3331 shows the velocity distributions and the
pressure contour within the filled molten polymer domains
at different time.
TRACKING OF MOVING MELT FRONTS
101
FIGURE 4.33 Velocity distributions and the pressure contour within the filled molten polymer
domains at different times.31
4.2
4.2.1
TRACKING OF MOVING MELT FRONTS
Overview
The filling process represents a class of variable mass
flow with moving free interface. For the three-dimensional
simulation of filling process in casting and injection
molding, it is significant to track accurately the flow front of
melt, and to analyze the flow behavior of melt in the mold
cavity and the interface characteristics of the flow front.
However, the difficulty is to ensure that the free surface
is a material surface with fluid particles at any time, and
meanwhile, the normal stress and the tangential stress are
always zero (regardless of the interfacial tension).
In fact, the discussion about the moving interface
problem can be traced back to the end of nineteenth century.
In 1889, Stefan studied a typical case of so-called “moving
boundaries” problems: ice–water problem (ice passing to
water). Therefore, these problems are often called Stefan
problems, which includes problems of change of boundary
with respect to time frequently encountered in our lives,
such as paraffin melting, water freezing, and the diffusion
of oil drop when dropped on the water surface. But in the
process such as casting and injection molding, they face
with “free surface problem.” The researches on numerical
analysis of the free surface problem have now developed to
the numerical simulation of tracking the moving interface.
Depending on the selection of the referenced frame, the
moving boundary problems can be tackled by Lagrangian
or Eulerian algorithms32 . An updated ALE method has
also been discussed and applied for mold filling33 – 35 .
Simulations of the moving interface are divided into two
types: interface tracking and interface capturing. The main
difference between the two types is that the interface
tracking uses the Lagrange algorithms, while the interface
capturing uses Euler algorithms.
4.2.1.1 Lagrangian Algorithms Lagrangian algorithms
focus on the material particle and the coordinate system
used to describe the fluid fixed on fluid particles that are
carried along with the fluid or body. Lagrangian algorithms
can accurately track the free surface and easily impose
boundary conditions, and meanwhile, the solving difficulty
reduces with the disappearance of the convection term in the
governing equations. However, these algorithms suffer the
frequent mesh rezoning, which is not only time-consuming
but also prone to reduction in the accuracy.
102
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
In 1970, on the basis of Lagrangian frame, Hirt
et al.36 used FVM to simulate the two-dimensional transient
incompressible viscous flow with free surface, which was
named LINC (Lagrangian incompressible) algorithm. Then,
Butler37 made some improvement on the LINC algorithm.
In the LINC algorithm, the computational points (grid
nodes) are completely determined by the material particles,
which is only suitable for the case of no mesh distortion.
In 1971, Crowley38 proposed a free Lagrangian algorithm to simulate incompressible ideal fluid, which introduced the mesh rezoning technology including adding,
deleting, and reconnection of grids. Then, Fritts et al.39
made implementation and improvement on the Free Lagrangian algorithm. Crowley, Fritts et al. soon discussed
about the mesh redistribution criteria and the mesh rezoning skills. Feng et al.40 put the Lagrangian algorithms into
a solving framework of adaptive space–time least squares
finite element that is used to simulate incompressible flows.
In recent years, Idelsohn et al.41 developed the Lagrangian
mesh-less methods and used it to tackle fluid–solid coupling problems.
In the case of metal casting, Muttin et al.42 used the
Lagrangian FEM to track the free surface and automatic
mesh rezoning technology for avoiding mesh distortion. For
three-dimensional flow with free surface, Khayat et al.43
developed the Lagrangian boundary element method to
simulate the filling process of Newtonian flow.
4.2.1.2 Eulerian Algorithms Eulerian algorithms focus
on spatial points and the coordinate system of the fluid is
fixed in space domain, which is the most common method
used to describe the fluid motion. Eulerian algorithms have
good robustness, and they use fixed mesh to avoid a series
of problems caused by mesh rezoning. So this is suitable
to simulate complex cavity. However, in order to track the
free surface, Eulerian algorithms need to calculate a flag
variable, such as volume fraction and level set function.
This increases the additional amount of computation, and
meanwhile, the reasonableness of the calculation of the flag
variable decides the effect of the tracking-free surface to a
large extent.
Floryan and Rasmussen44 organized Eulerian algorithms
into four categories: fixed mesh methods, adaptive mesh
methods, mapping methods, and special methods, among
which the fixed mesh methods are most widely used.
As its name, the mesh in the fixed mesh methods stays
unchanged in the solution domain. The common fixed
mesh methods include the surface tracking method, volume
tracking method, and level set method.
The surface tracking method45 uses a set of interpolation
curves with a series of discrete points to represent the
interface. Then, according to flow governing equations and
free surface evolution equations, new locations of these
discrete points and curve segments of each time step are
calculated so as to construct a new free surface shape.
At each time step, the information of the related points’
locations and interrelations of them are stored, by which the
interface within the Euler mesh can be described, and the
accuracy is high. However, this needs to store a great deal of
data; furthermore, automatically adding necessary discrete
points is required to avoid inaccurate interface information
caused by uneven distribution of the interpolate points on
the interface. When dealing with overturn and merging of
the free surface, the method is not effective for the multiplevalued problems, which leads to logical confusing.
The volume tracking method does not directly store the
interface shape, but store the flag variable reflecting the
filling situation of each unit and reconstruct the interface
based on the flag variable. This method cannot describe
the details of the interface whose size is smaller than
the size of mesh cells and cannot accurately determine the
location, orientation, curvature, and other information of
the interface. But because of its high robustness and because
it uses less storage information to describe the interface,
volume tracking methods have obtained a widespread use
and success since the mid-1970s. Common volume tracking
methods include MAC (Marker and Cell), FAN, SLIC
(simple line interface calculation), PLIC (piecewise linear
interface calculation), and VOF (volume of fluid).
In 1965, Harlow and Welch46 proposed the MAC
method. It is the first method to successfully treat problems
involving complicated free surface motions. This method
was also the first technique to use pressure and velocity
as the primary dependent variables. MAC employed a
distribution of marker particles to define fluid regions, and
simply set free surface pressures at the centers of cells
defined to contain the surface47 . This method introduces
a group of imaginary massless marker particles in the
region occupied by the fluid. These marker particles move
with the fluid and the free surface is located in the cells
containing these marker particles. However, the exact
location, direction, curvature, and other details of the free
surface cannot be given, and it is also difficult to introduce
the boundary conditions of the interface. In addition, the information of the mesh points, as well as the information of
marker particles, must be stored, which needs a great deal
of memory and make the computational efficiency low.
Tadmor et al.48 extended the MAC method in 1974 and
proposed the FAN method, which uses the fluid volume
fraction in the cells to describe the interface information,
and they first introduced the concept of node CV. The
volume fraction is determined by the flow rate on the
boundaries of the CV. The method uses the volume
fraction instead of the marker particles in MAC as the flag
variable to determine the interface, which greatly reduces
the computer storage requirements.
In 1976, Noh and Woodward49 proposed the SLIC
method. The interface within the cells is represented by a
TRACKING OF MOVING MELT FRONTS
straight line and the movement of interface is determined by
the local fluid velocity. When reconstructed, the interface
should be parallel to an axis at one time, so the interface is
rough.
In 1982, Youngs50 proposed the PLIC method. In this
method, the interface is approximated by a plane surface of
an appropriate inclination in each cell. The plane surfaces
are not connected to each other at the cell faces. That is, the
interface surface at each cell is determined independently
of the neighboring interface, and their intersections with
the cell faces need not necessarily be connected at the
cell faces. The PLIC method has proved more satisfactory
accuracy in practice.
Hirt and Nichols47 proposed the VOF method in 1981.
In the VOF method, evolution of the interface is described
using a discrete function F , whose value in each cell of the
computational mesh is the fraction of the cell occupied by
the fluid. The value is equal to one in cells full of fluid,
zero in empty cells, and a value between zero and one in
cells containing mixed interface. This method makes use
of PDE solvers that are not based on the characteristic
equations to predict the evolution of the free surface. The
method uses a value to describe the situations of the melt
within the cells, so it can save memory. But each cell has
only one piece of information to describe the interface,
which makes it a little arbitrary when determining the
shape of the interface, and it is impossible to describe
the details of interface whose size is smaller than the cell
size. Furthermore, unfortunately, it is difficult to calculate
the curvature of the front from such a representation of
the boundary. The main advantages are its robustness and
capability to deal with the multi-material interface. VOF
has been widely used and people have developed many
different forms. Luoma et al.51 proposed a unified VOF
method for tracking the free surface in the filling process
of polymer melt.
In 1988, Osher and Sethian52 proposed the level set
methods, in which the moving interface is time dependent.
Level set methods have become increasingly popular
in a diverse group of applications including optimal
design, computer-aided design (CAD), optimal control, and
computer graphics. Research on interface propagation has
led to the gradual development of level set algorithm, which
is an efficient calculation tool for simulating the geometric
topology changes of the closed moving interface along with
the time evolution. The approach is completely different
from the VOF technique where a discontinuous scalar field
is transported. The level set method uses a continuous field
instead, where the level “zero” corresponds to the flow
front. The general idea behind the level set methods is to
apply a function ϕ(x , t), called level set function, to the
space which the interface inhabits, and the moving interface
is defined as the zero isosurface (or isoline) of function ϕ,
namely, ϕ(x , t) = 0. Then a scheme is used to approximate
103
the value of ϕ(x , t) over small time increments. Let the
function ϕ move at an appropriate speed, and ensure its
zero isosurface is the material interface. At any time, if
the function ϕ is known, work out its zero isosurface,
then the active interface at that time can be determined.
Then, the material-related physical quantities can be solved
in the whole region, and it is easy to obtain the interface
information such as the normal direction and curvature.
One difficulty of level set methods, particularly concerning
fluid flow interfaces, is the lack of mass conservation:
existing methods conserve mass only in a global sense
to a fraction of 1%. Some researchers proposed coupled
level set and VOF method53 or hybrid particle level set
method54 combining the original level set with the front
tracking method to overcome the deficiency. The level set
methods have been applied in filling simulation55,56 .
Fedkiw and Aslam57 proposed Ghost fluid (GF) methods
in 1999. GF methods must use an interface simulation
method in combination like level set method, surface
tracking methods, or volume tracking methods. The ideal
of GF methods is to transform multiphase interfacial flow
problem into several single-phase flow problems, then
determine the interface and the values of the physical
variables in the whole solution domain with the level set
method or other methods.
4.2.1.3 Arbitrary Lagrangian–Eulerian (ALE) methods
In the way of tracking the free surface, imposing
boundary conditions, and maintaining the mesh form,
Lagrangian algorithms and Eulerian algorithms have their
own advantages and disadvantages, respectively. On the
basis of the advantages of both, ALE methods have been
developed. Different from the Lagrangian and Eulerian
methods, the fundamental characteristic of ALE methods
is to define the mesh points that are independent of
particle and space point, and their movement metric—mesh
velocity.
Hirt58 and Noh59 first proposed the idea of ALE methods
in the FDM. And Hughes et al.60 , Belyschk et al.61 ,
and Huerta et al.62 used and developed ALE methods
in FEM. At present, the ALE FEM is widely applied to
solve the problems having large overall moving boundaries
(or interface), especially large amplitude liquid sloshing,
fluid–solid coupling, processing, and contact and large
deformation. Gastonet al.34 , Levis ea al.63 , and Han et al.64
had applied the ALE method for simulating the process of
filling.
In the ALE frame, the reference coordinate system
(namely the mesh points), which describes the particle
motion, can move without any restriction in principle, so
there is no unified motion approach. When the reference
coordinate system is fixed on the particles, the ALE
description degenerates to the Lagrangian description; when
the reference coordinate system is fixed on the space points,
104
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
the ALE description degenerates to the Eulerian description.
Although the moving of ALE reference coordinate system
is arbitrary, it should generally hold two principles: first, it
should be easy to track the free boundaries so as to describe
the deformation process as accurately as possible; second,
it should be easy to correct the distortional cells and make
them regularized so as to make the process of FEA smooth.
There are two common ways to update the mesh, first of
which is to apply the same movement to the mesh inside the
solution domain as the one of the boundary meshes, such
as the Lagrange–Euler matrix method60,62 . It describes the
mesh movement by differential equations which are put
into the control equation system. The positions of mesh
points are determined by calculating the mesh velocity.
The other way is to apply different movement (namely, the
hybrid method) to the mesh inside the solution domain and
boundary meshes, and track the position of the free surface
on the boundaries while, in the solution domain, construct
relatively regular mesh according to the mesh shape, then
calculate the mesh velocity from the new positions of mesh
points. For particles whose movement is complex, it is
difficult to control the mesh shape by unified differential
equations, and meanwhile, it also increases the solving scale
when create the differential equations are created on the
entire domain. So the hybrid is most used.
In the ALE description, tracking the free surface
accurately only requires normal velocity of the mesh on
the free surface to be consistent with the normal velocity
of corresponding fluid particles. In order to determine all
velocity vectors of mesh points, one or two additional
equations are required for the two- or three-dimensional
problems, respectively. Huerta et al.62 developed an
ALE Petrov–Galerkin finite-element technique to study
nonlinear viscous fluids under large free surface wave
motion. For tackling the fluid sloshing problems by the
ALE method, Zeng and Wang65 fixed the mesh velocity on
one direction so as to determine the velocity of another
direction. Braess and Wriggers66 added an additional
equation from the geometric view to ensure that the
(a)
FIGURE 4.34
arrangement of cells with the free surface is homogeneous.
However, for complex cavity, it is difficult to give a
unified additional equation. It is obviously not conducive
to practical application if different additional equations
are given for different cavity. Li et al.64 developed an
adaptive method for introducing additional equation of the
free surface, which is suitable for simulating tracking the
free surface issues with a variety of cavity.
The Lagrange–Euler matrix method adopts the same
movement both on the internal mesh and boundary mesh,
while most other algorithms are based on the mesh
regularization principle for determining the movement
of internal mesh. Donea proposed an empirical formula.
Gadala and Wang67 proposed a transfinite mapping method.
Wang et al.68 transformed the problem of the mesh node
movement into an unconstrained optimization problem
by defining the distortion potential. On the basis of the
principle that the internal apex nodes should be as close as
possible to the center of gravity of the adjacent cells, Gaston
et al.34 proposed a mesh motion approach. Aiming at the
filling characteristics, Li et al.64 introduced a new method
in which the process of mesh generation was simplified to
the process of polygon triangularization near the moving
free surface, which greatly improved the speed of real-time
mesh generation.
4.2.2
FAN
In 1974, on the basis of the MAC method, Tadmor
et al. proposed the FAN method48 . VOF method and the
pseudo–concentration method usually require solving the
VOF transport equation, while the FAN method directly
calculates the net flow of under-filling CV from velocity
field to update the flow front. FAN algorithm can be seen
as an explicit VOF algorithm based on node CV on a fixed
mesh.
By connecting the body-centered points, face-centered
points, and edge midpoints, a tetrahedron can be divided
(b)
Subdomains of the element: (a) 2D triangular element, (b) 3D tetrahedron element.
TRACKING OF MOVING MELT FRONTS
into four subdomains as shown in Figure 4.34, in which
each subdomain belongs to the corresponding tetrahedral
nodes and each node CV is the sum of the corresponding
subdomain of all tetrahedrons including the node. For each
node, define the filling proportion function as
fi =
Vfill
Vcv
(4.169)
where Vcv is the volume of the CV, Vfill is the volume of
the fluid filled within the CV of the node.
Basically, when the node is empty (that is, no traced
fluid inside the node’s CV), the value of fi is zero; if the
node is full, we have fi = 1; and when the node is filling,
we have 0 < fi < 1, which means the flow front interface
cuts the cell and it is a flow front cell.
During the process of filling simulation, update the
filling proportion function of the node CV to track the flow
front. First, calculate the flow rate among node CVs of
the flow front cells; and the sum of flow rate is the total
flow rate of the CV. Then, take the minimum filling time
taken by the filling node in the flow front nodes to fill the
CV as the current time step to update the filling proportion
of the CV of the flow front node. And meanwhile, the
cells that are about to be filled around the new filled cell
become new flow front cells; and the nodes that are about
to be filled are new flow front nodes. So nodes and cells
update continuously until all of the node CVs are filled,
that is, the filling process is complete. In each cell, the
inflow of each node CV is the sum of the inflow through
the common interfaces of the present CV and adjacent CVs
(Figure 4.34). And in the cell, the flow between the CVs of
node A and node B can be obtained by the surface integral
of the ESOR.
Let the time ti , when fi = 0.5, be the time when the
interface of the flow front passes through the node i . This
time ti is called the node filled time. So when the filled time
of all nodes is known, at any time the interface of the flow
front in the mesh cells can be known by interpolation.
4.2.3
VOF
Since proposed by Hirt and Nichols in 1981, the VOF
method has been widely used. VOF method defines
a discontinuous scalar function F named fluid fraction
function whose value jumps from 0 to 1 when the argument
moves into the interior of the traced phase. In a mesh cell,
the value of F represents the fluid proportion in the cell.
Then use the interface transport algorithm and interface
reconstruction algorithm to track the free surface. The
following parts will introduce the basic idea of the VOF
method in detail and some common interface reconstruction
algorithms.
105
4.2.3.1 Basic Ideal In each cell of a mesh it is
customary to use only one value for each dependent variable
defining the fluid state. The use of several points in a cell
to define the region occupied by fluid, therefore, seems
unnecessarily excessive. VOF method47 defines a function
F whose value is unity at any point occupied by fluid and
zero otherwise. The average value of F in a cell would
then represent the fractional volume of the cell occupied
by fluid. In particular, a unit value of F would correspond
to a cell full of fluid, while a zero value would indicate that
the cell contained no fluid. Cells with F values between 0
and 1 must then contain a free surface.
The normal direction to the boundary depends on the
direction in which the value of F changes most rapidly.
Because F is a step function, its derivatives must be
computed in a special way. When properly calculated, the
derivatives can then be used to determine the boundary
normally. Finally, when both the normal direction and the
value of F in a boundary cell are known, a line cutting the
cell can be constructed to approximate the interface there.
This boundary location can then be used in the setting of
boundary conditions.
The time dependence of the fractional volume function
F is governed by the transport equation
∂F
+ V • ∇F = 0
∂t
(4.170)
If the fluid is incompressible, Equation 4.170 can be
written as
∂F
+ ∇ • (V F ) = 0
(4.171)
∂t
This PDE states that F moves with the fluid. In a
Lagrangian mesh, Equation 4.171 reduces to the statement
that F remains constant in each cell. In this case, F serves
solely as an indicator identifying cells that contain fluid. In
an ALE mesh, the flux of F moving with the fluid through
a cell must be computed, but standard finite difference
approximations would lead to a smearing of the F function
and interfaces would lose their definition. Fortunately, the
fact that F is a step function with values of zero or one
permits the use of a flux approximation that preserves its
discontinuous nature.
In summary, the VOF method offers a region-following
scheme with minimum storage requirements. Furthermore,
because it follows regions rather than surfaces, all logic
problems associated with intersecting surfaces are avoided
with the VOF technique. The method is also applicable to
three-dimensional computations, where its conservative use
of stored information is highly advantageous.
Thus, the VOF method provides a simple and economical way to track free boundaries in two- or threedimensional meshes. In principle, the method could be used
to track surfaces of discontinuity in material properties, in
106
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
tangential velocity, or any other property. The particular
case being represented determines the specific boundary
condition that must be applied at the location of the boundary. For situations where the surface does not remain fixed
in the fluid, but has some additional relative motion, the
equation of motion (Eq. 4.170) must be modified. Examples
of such applications are shock waves, chemical reaction
fronts, and boundaries between single- and two-phase fluid
regions.
4.2.3.2 VOF Interface Reconstruction Methods In volume tracking method, VOF is the most preferred method
for the CFD researchers because of low memory requirement, simplicity and good sharpness, and quality of tracked
interface. Along with the development of the VOF method,
various interface reconstruction technologies have occupied
the mainstream in VOF methods.
The volume data is traditionally retained as volume
fractions (denoted as F hereafter), whereby mixed cells
will have a volume fraction F between 0 and 1, and
cells without interfaces (pure cells) will have a volume
fraction F equal to zero or unity. Because a unique interface
configuration does not exist, once the exact interface
location is replaced with discrete volume data, detailed
interface information cannot be extracted until an interface
is reconstructed. The principal reconstruction constraint
is local volume conservation, that is, the reconstructed
interface must truncate cells with a volume equal to the
discrete fluid volumes.
From the view of reconstruction, VOF methods can be
organized to donor–acceptor, SLIC , FLAIR (flux linesegment model for advection and interface reconstruction),
PLIC, and so on. The first two methods are the piecewise
constant methods. The SLIC method proposed by Noh
and Woodward49 reconstructs the interface in a cell by a
straight line parallel to one of the coordinate directions.
It is a direction-split algorithm. During each direction
swap, only neighbor cells in the swap flux direction are
considered to determine the interface. So the interface in
a cell often has a different representation for different
direction sweep. The original PLIC was proposed by Hirt
and Nichols47 . In this method, the interface within each
cell, similar to that in SLIC, is assumed to be a line
aligned with one of the local coordinates. Unlike SLIC,
all neighbor cells (eight for a two-dimensional case) are
used to estimate the surface normal, and the interface
is specified as horizontal or vertical depending on the
relative magnitudes of the surface normal components. It
is easy to be implemented and can be extended to three
dimensions in a straightforward manner. However, it is only
first-order accurate. Subsequent full reconstruction methods
developed from the early used donor–acceptor-type zeroorder capturing methods with half-construction methods by
Hirt and Nichols, in which the interface is finer and the
(a)
(b)
(d)
(c)
(e)
FIGURE 4.35 Interface reconstructions of actual fluid configuration: (a) the actual interface; (b) SLIC (x ); (c) SLIC (y); (d)
VOF of Hirt and Nichols; (e) PLIC of Youngs.
accuracy is higher. Figure 4.35 schematically shows the
results of the interface reconstruction using SLIC of Noh
and Woodward with different sweep direction, VOF of Hirt
and Nichol, and VOF of Youngs. We can see that the results
of the SLIC method are very tough, and Youngs’ VOF are
closer to the actual interface than the others, although they
are much simpler.
Youngs’ VOF is a good piecewise linear volume
tracing method. As a pragmatic method, this method will
be introduced in the following part. Seifollahi et al.69
developed an approach to implement the PLIC–VOF
method.
If the fractional volume F is given, the interface normal
vector n (a unit vector perpendicular to the interface) needs
to be determined for each cell. This is achieved using the
gradient of F :
∇F
n=−
(4.172)
|∇F |
in which the gradient of F at each point is calculated using
the values of F in its immediate 8 (in 2D square mesh) or
28 (in 3D hexahedron mesh) neighboring points.
Here, we take a 2D staggered mesh for example. The
interface in two-dimensional problems is assumed to be a
straight line (a plane surface in 3D problems; Figure 4.36)
for the x -momentum cell. In this figure, the thick solid
inclined line is the approximate interface location in the
x -momentum cell located at (i + 1/2, j ). Here, we replace
the interface functions Sx , i , j , k and Sx , i , j + 1, k with the twodimensional interface functions Lx , i , j and Lx , i + 1, j . We now
need to calculate the values of Lx , i , j and Lx , i + 1, j .
We can use Equation 4.172 to reconstruct the interface.
The vector m is defined as the gradient of Fi , j . To obtain
m numerically, we first approximate its value at the cell
TRACKING OF MOVING MELT FRONTS
107
Therefore,
mx,i,j =
1
8
Fi,j −1 − Fi−1,j −1
Fi,j − Fi−1,j
+
xi,j −1 − xi−1,j −1
xi,j − xi−1,j
+
Fi,j − Fi−1,j
Fi,j +1 − Fi−1,j +1
+
xi,j − xi−1,j
xi,j +1 − xi−1,j +1
+
Fi+1,j −1 − Fi,j −1
Fi+1,j − Fi,j
+
xi+1,j −1 − xi,j −1
xi+1,j − xi,j
Fi+1,j − Fi,j
Fi+1,j +1 − Fi,j +1
+
+
xi+1,j − xi,j
xi+1,j +1 − xi,j +1
FIGURE 4.36 Interface in an x -momentum cell (dotted line)
and interface function Sx or Lx .
my,i,j
1
=
8
+
Fi,j − Fi,j −1
Fi+1,j − Fi+1,j −1
+
yi,j − yi,j −1
yi+1,j − yi+1,j −1
+
Fi−1,j +1 − Fi−1,j
Fi,j +1 − Fi,j
+
yi−1,j +1 − yi−1,j
yi,j +1 − yi,j
+
Fi,j +1 − Fi,j
Fi+1,j +1 − Fi+1,j
+
yi,j +1 − yi,j
yi+1,j +1 − yi+1,j
mx,i+1/2,j +1/2
my,i+1/2,j +1/2 =
1
2
Fi+1,j − Fi,j
Fi+1,j +1 − Fi,j +1
+
xi+1,j − xi,j
xi+1,j +1 − xi,j +1
(4.173)
Fi,j +1 − Fi,j
Fi+1,j +1 − Fi+1,j
+
yi,j +1 − yi,j
yi+1,j +1 − yi+1,j
(4.174)
Then the x and y components of m at (i , j ) are obtained
by means of averaging:
mx,i,j =
my,i,j =
1
mx,i−1/2,j −1/2 + mx,i−1/2,j +1/2
4
+ mx,i+1/2,j −1/2 + mx,i+1/2,j +1/2
(4.175)
1
my,i−1/2,j −1/2 + my,i−1/2,j +1/2
4
+ my,i+1/2,j −1/2 + my,i+1/2,j +1/2
(4.176)
FIGURE 4.37
(4.177)
Fi−1,j − Fi−1,j −1
Fi,j − Fi,j −1
+
yi−1,j − yi−1,j −1
yi,j − yi,j −1
corners, for example at position (i + 1/2, j + 1/2), we have
1
=
2
(4.178)
And nx and ny components of the unit normal vector n are
nx,i,j = − +
ny,i,j = − +
mx,i,j
m2x,i,j + m2y,i,j
my,i,j
m2x,i,j + m2y,i,j
(4.179)
(4.180)
Once the normalized unit vector n is calculated, a straight
line (the thick solid declined lines in Fig. 4.36) is positioned
perpendicular to it in such a way that it matches with the
value of F in the cell.
It is shown in Figure 4.37 that depending on the
orientation of interface, eight different cases may occur.
The normal vector angle θ (Fig. 4.38) can take any
Different configurations for an interface in a cell for the 2D case.
108
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
Flim,1
Flim,2
b
b
n
q
b
−
→
product n × ab is positive. To calculate the components of
vectors a and b, we need to specify the limiting values of
F for a particular n.
Flim,1 =
nmin
2nmax
and
Flim,2 = 1 − Flim,1
(4.181)
where
a
nmin = min |nx | , ny and
nmax = max |nx | , ny (4.182)
Then,
y
a
a
hmin
2hmax
and
Flim,2 = 1 − Flim,1
(4.183)
where
x
FIGURE 4.38
the 2D case.
Flim,1 =
Different locations of an interface in a cell for
and
hmin = min |nx | x, ny y
nmax = max |nx | x, ny y
(4.184)
The components of vectors a and b in Figure 4.38 can be
defined as
• For F ≤ Flim, 1 (triangle):
,
ax =
2F xy
ny
nx
ay = 0
bx = 0
by =
2F xy
ax
(4.185)
• For Flim, 1 ≤ F ≤ Flim, 2 (quadrilateral):
ax = F x +
ny
y
2nx
ay = 0
bx = F x −
FIGURE 4.39
L for a unit length cell for the 2D case.
value between 0 and 2π . When n is in the first octant
(0 ≤ θ ≤ π /4), different cases may occur, which are shown
in Figure 4.38. All the other cases can be obtained by
mirroring the equivalent situation with the first octant on
the x -axis, the y-axis, and the bisector between them. a
and b vectors in Figure 4.38 are used to determine L
(Fig. 4.39). In order to calculate L, the locations of a and
b, the two ends of the straight line in each cell, need to
be determined. a and b are determined such that the cross
ny
y
2nx
by = y
(4.186)
• For F ≥ Flim, 2 (pentagon):
ax = y
,
nx
ay = y − 2(xy − F )
ny
bx = x −
2(xy − F )
y − ay
by = y
(4.187)
TRACKING OF MOVING MELT FRONTS
bx = 0
b
Lx = by
y
a
ay
Ly = ax
x
FIGURE 4.40 Lx and Ly for a unit length cell for collocated
grid for the 2D case.
Lx and Ly can now be calculated using a and b. For
instance, for the cell shown in Figure 4.39, Lx is
Lx = ay + 0.5ax
by − ay
ax − bx
(4.188)
Similarly, for the same cell Ly is
Ly = bx + 0.5by
ax − bx
by − ay
(4.189)
If the grid is collocated, the momentum cells and the F
cell coincide at one location for each node point (i , j , k ).
Therefore, Sx , i , j , k , Sy, i , j , k , Sy, i , j , k are already available.
For the two-dimensional case, the interface functions S s
become Ls, and, thus, the values of Lx and Ly (Fig. 4.40)
can be obtained from Equations 4.188 and 4.189:
Lx,i−1/2,j = by
and
Ly,i,j −1/2 = ax
(4.190)
109
(2, 1)). The results are shown in Figure 4.41 in which (b)
and (g) are for SLIC, (c) and (h) for Hirt–Nichols’ VOF, (d)
and (i) for FCT (flux-corrected transport)–VOF and (e) and
(j) for Youngs’ method. The figure shows that SLIC maintains good interface shape in all cases in which advection
is aligned with a coordinate direction, but is unacceptably
poor when advection inclines to the coordinate axes. This
is particularly obvious in advection of a coordinate-aligned
square, which develops large interfacial ripples with an amplitude of several mesh cells. Interface disturbances start at
the upwind corner of the square and propagate along the
sides. Only Hirt–Nichols’ VOF produced good results for
the coordinate-aligned square advected in a coordinate direction, in all other cases there was significant interface distortion and some interface spreading. The somewhat poorer
performance of Hirt–Nichols’ VOF compared with SLIC
is surprising considering that the interface reconstruction is
multidimensional (even though the flux calculation is direction split). FCT–VOF performs well in most cases, the
exceptions being the angled square for both velocity fields.
Youngs’ method gives the most consistent results as far as
the interface shape is concerned, and although the case handled best by the other three methods is not handled quite
as well by Youngs’ method, the error is very small.
Zalesak’s problem, in which a slotted circle is rotated
through one or more revolutions, is widely used as a test
for scalar advection methods. The initial conditions and
results after one rotation for each of the four methods
are shown in Figure 4.4270 . Both SLIC and Hirt–Nichols’
VOF generate quantities of jetsam and both give quite
poor interface shapes after one rotation. Hirt–Nichols’
VOF also shows some slight spreading of the interface.
In contrast, FCT–VOF and Youngs’ method give sharp
interfaces without jetsam and both give rise to acceptable
interface shapes, although the sharp corners at both ends of
the slot become rounded.
Shearing flow is used to test the topological change in
the solution. Rudman chose the following simple velocity
field:
u (x, y) = cos (x) sin (y)
v (x, y) = − sin (x) cos (y)
(4.191)
70
4.2.3.3 Results Comparison Rudman introduced an
algorithm for volume tracking based on flux-corrected
transport (FCT), and examined three other methods including SLIC, Hirt–Nichols’ VOF and Youngs’ method.
Simple advection tests were also made. Figure 4.4170 shows
the representations of these methods in the condition of a
two-dimensional unidirectional field. Three different scalar
fields are considered: a hollow square aligned with the coordinate axes, a hollow square at an angle of 26–57◦ to the
x -axis and a hollow circle. Each of the three scalar fields
is separately advected with two velocity fields ((0, 1) and
with x , y ∈ [0, π ]. Figure 4.4370 shows the results of the
shearing field. For steps less than 1000, FCT–VOF maintains a slight advantage over both SLIC and Hirt–Nichols’
VOF, although by a smaller margin than the simple advection tests. Youngs’ method is obviously the best one which
is up to an order of magnitude more accurate for all steps.
For 2000 steps, all methods have begun to break down
because the shearing flow starts to stretch the fluid circle
into thin filaments only one or two cells wide. Notably,
Youngs’ method does a fairly good job, nevertheless. On
110
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
(a)
(b)
(c)
(d)
(e)
(f)
(g)
(h)
(i)
(j)
FIGURE 4.41
Advection with unidirectional velocity fields (0, 1) (top) and (2, 1) (bottom).70
the basis of the simple advection problems discussed previously, FCT–VOF appeared to be a suitable alternative to
both SLIC and Hirt–Nichols’ VOF, with better interface
shapes and errors typically three times smaller. Although
FCT–VOF still outperforms both SLIC and Hirt–Nichols’
VOF, the advantages are less clear compared with all other
methods except Youngs’ having severe problems, and returning the initial interface for steps more than 1000. It
is seen in this example that after the application of a significant period of shearing, all methods break down to an
unacceptable level. This is due in part to the inability of
the mesh to resolve the fine features of the interface, and it
reinforces the necessity of shearing flow test.
Rudman also discussed the efficiency and order of
accuracy of these methods. More test details such as the
mesh size can be obtained from Rudman’s paper.
4.2.4
Level Set Methods
The level set method71 is a computational technique for
tracking a propagating interface over time, which has
proven more accurate, in many problems, in handling
topological complexities such as corners and cusps, and
in handling complexities in the evolving interface such as
entropy conditions and weak solutions. It is a robust scheme
that is relatively easy to implement.
4.2.4.1 Level Set Function and Level Set Equation
Level set methods define a function ϕ(x , t) to implicitly
represent the interface, where x is a point in the space and
t is a point in time. The function is initialized at t = 0, and
then a scheme is used to approximate the value of ϕ(x , t)
over small time increments.
The first step in applying the level set method is to pick a
mesh, or a grid of points, that covers the image. In general,
the finer the mesh is, the more accurate is the level set
method. However, our digitized image puts a limit on how
fine a mesh can be used. As the image consists of several
thousand pixels, the mesh must be at least as coarse as the
individual pixels, and optimally even coarser.
Once a mesh is chosen, the next step is to initialize the
value of ϕ(x , t) at each point of the mesh. Not only level
set function can be defined but also differential equations
can be defined based on the requirement of the problem.
A typical choice for ϕ is the signed distance from the
interface. For any point x in the mesh (which in our case
TRACKING OF MOVING MELT FRONTS
SLIC
Initial conditions
3.5
Hirt–Nichols
3.5
3.5
3.0
3.0
2.5
2.5
2.0
2.0
3.0
1.0
1.5
2.5
2.0
2.5
3.0
1.0
1.5
1.0
1.5
2.0
2.5
3.0
3.5
3.5
3.0
3.0
2.5
2.5
2.0
2.0
1.0
FIGURE 4.42
SLIC
1.5
2.0
2.5
2.5
3.0
2.5
3.0
Youngs
FCT–VOF
2.0
2.0
3.0
1.0
1.5
2.0
Zalesak’s problem for solid body rotation.70
Hirt–Nichols
FCT–VOF
Youngs
3.0
3.0
3.0
3.0
2.0
2.0
2.0
2.0
1.0
1.0
1.0
1.0
(a)
0.0
0.0
1.0
2.0
3.0
0.0
0.0
1.0
2.0
3.0
0.0
0.0
1.0
2.0
3.0
0.0
0.0
3.0
3.0
3.0
3.0
2.0
2.0
2.0
2.0
1.0
1.0
1.0
1.0
1.0
2.0
3.0
1.0
2.0
3.0
1.0
2.0
3.0
1.0
2.0
3.0
(b)
0.0
0.0
1.0
2.0
3.0
0.0
0.0
1.0
2.0
3.0
0.0
0.0
1.0
2.0
3.0
0.0
0.0
3.0
3.0
3.0
3.0
2.0
2.0
2.0
2.0
1.0
1.0
1.0
1.0
(c)
0.0
0.0
1.0
2.0
3.0
0.0
0.0
1.0
2.0
3.0
0.0
0.0
1.0
2.0
3.0
0.0
0.0
3.0
3.0
3.0
3.0
2.0
2.0
2.0
2.0
1.0
1.0
1.0
1.0
(d)
0.0
0.0
1.0
2.0
3.0
0.0
0.0
1.0
2.0
3.0
0.0
0.0
1.0
2.0
3.0
0.0
0.0
FIGURE 4.43 Results for shearing field: (a) after 1000 steps forward; (b) after 1000 steps forward
followed by 1000 steps backward; (c) after 2000 steps forward; (d) after 200 steps forward followed
by 2000 steps backward.70
111
112
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
is a point in the plane), we have
ϕ(x, t) = ±d
(4.192)
where d is the distance from the point x to the interface
and it is called signed distance function (SDF). The positive
sign is used if the point x is inside the interface (in the
melt), and the negative sign is used if the point x is outside
the interface. If d = 0, namely, zero level set function
ϕ(x , t) = 0, the point x is on the very interface. Thus the
name of the level set method is explained: at any time t,
the evolving interface corresponds to the locus of all points
x such that ϕ(x , t) = 0, and that locus is a level surface or
curve of the ϕ function. The locus of all points x , such that
ϕ(x , t) = c, contour around the original surface or curve,
where c is an arbitrary positive or negative constant.
A PDE of ϕ is used to evolve the interface. For any
point x at any time t on the interface, we have ϕ(x , t) = 0.
So the governing equation for ϕ is
∂ϕ
dϕ
=
+ V • ∇ϕ = 0,
dt
∂t
V =
dx
dt
(4.193)
For a specific question, Equation 4.193 has a special
form. If the governing equation is an N–S equation,
Equation 4.193 becomes
∂ϕ
+ u • ∇ϕ = 0
∂t
(4.194)
where u is the fluid velocity.
Let n be an outward directed normal to the surface or
the curve. Then n can be rewritten in terms of ϕ as follows:
n=
∇ϕ
|∇ϕ|
(4.195)
4.2.4.2 Reinitialization In order to make the solving
process convenient, it is very important for level set
function ϕ(x , t) to maintain the SDF all the while. Because
of the internal property of the numerical methods, after
several steps, ϕ(x , t) does not satisfy the property of SDF.
Thus, ϕ(x , t) should be modified in order to let it be SDF
again. This process is the reinitialization of ϕ.
Supposing at time t level set function ϕ 0 has been
known, the reconstructed function ϕ should hold the
following two conditions:
1. ϕ satisfies the SDF.
2. The zero isosurface of ϕ is the same as that of ϕ 0 .
For this, we can solve the stable solution of the following
initial value problem:
ϕτ = sign(ϕ0 ) (1 − |∇ϕ|)
(4.196)
ϕ(x, 0) = ϕ0
In order to facilitate solving, smooth the sign function
sign(ϕ 0 ):
ϕ0
signε (ϕ0 ) = +
(4.197)
ϕ02 + ε2
The general steps of level set method are as follows:
1. Initialization. Initialize all unknown physical variables and level set function ϕ(x , t). In the following
steps the physical variables and ϕ(x, tn ) at time tn
are supposed to be known.
2. Solving level set equation. Solve the special form of
Equation 4.193 to obtain level set function ϕ(x, tn + 1 )
at tn + 1 . So the new moving surface is ϕ(x , tn + 1 ) = 0.
But now ϕ(x , tn + 1 ) is not an SDF anymore.
3. Reinitialization. Replace ϕ 0 in Equation 4.196 with
ϕ(x , tn + 1 ), work out the stable solution of Equation
4.196 by iterative solution as ϕ(x, tn + 1 ) after reinitialization.
4. Solving the governing equation of the physical variable. Solve the governing equation of the physical
variable with the value of ϕ(x, tn + 1 ) to work out the
value of the physical variable at tn + 1 . On the interface where ϕ(x, tn + 1 ) changes sign some special
processes should be carried out.
5. Repeat steps 2–4 for the next time step.
4.2.4.3 Case Studies Figure 4.44 presents simulation
results of the process of a water droplet falling into water.
In this case, the water droplet with radius 0.15 m fell from
0.42 m height. We can see that the results obtained by using
level set method are very satisfactory, although it is a simple
example. It proves the capacity of this method.
Pang et al.72 used a solution algorithm (SOLA) particle
level set method to simulate the process of water filling
into a box through a lateral inlet. The results are in good
agreement with those of experiment, even so are some
details. Hao et al.73 simulated the casting filling process
with gas–liquid two-phase based on level set method, and
compared the simulated results with the results obtained
by Fluent, which is business software using VOF. Zhang
et al.74 proposed projection level set method to simulate
casting’s mold filling process, and compare the results of
their method with those of HZCAE, a casting simulation
package using single-phase flow method and VOF. In
Zhang’s studies, a process of water filling into a rectangular
cavity with an inlet located at the bottom was involved75 .
Figure 4.45 illustrates the comparison of simulation results
based on the particle level set method and those of hydraulic
simulation, where the vectors indicate the velocity field and
the color indicate the pressure field. We can see that the
overall interface shape of simulation is similar as that of
the experiment.
METHODS FOR SOLVING ALGEBRAIC EQUATIONS
(a)
(b)
(c)
(d)
FIGURE 4.44
Process of water drop falling into water: (a) 0.23 s; (b) 0.28 s; (c) 0.32 s; (d) 0.36 s.
FIGURE 4.45
and 1.47 s.
Results comparison of hydraulic experiment and level set method at 0.65 s, 0.87 s
4.3 METHODS FOR SOLVING ALGEBRAIC
EQUATIONS
The numerical solution for PDE consists three steps:
1. Function approximation. In this step, approximate
functions represented by a series of discrete node
values are used to approximate the unknown field
function. Thus, a continuous problem with infinite
degree of freedom can be turned into a discrete
problem with finite degree of freedom.
2. Forming a system of linear algebraic equations. In
this step, the residual error caused by governing
equations operator within some points (using point
collocation methods) or some subdomains (using
weak integration methods) in the solution domain is
eliminated.
3. Solve the system of linear algebraic equations. Then
obtain the values of discrete points, sequentially the
approximate solution on the overall solution domain
is known.
In the process of problem solving, it takes a lot of time to
solve the linear algebraic equations. If inappropriate solving
113
methods are adopted, not only the expense of calculation is
much higher but also it might cause instability or failure in
solving procedure. In this chapter, we discuss some methods
for solving the system of algebraic equations.
4.3.1
Overview
Since late the 1980s, increasing attention has been paid
to research on efficient methods for solving algebraic
equations based on nonlinear discrete problems. Methods
for solving linear simultaneous equations can be roughly
sorted into two categories: direct methods and iterative
methods. Cramer’s rule and Gaussian elimination method
are the typical examples of direct methods. However, they
are not efficient. If the algebraic equations have certain
characteristics (such as coefficient matrix is positive definite
or symmetrical), some more efficient methods can be
applied, for example, LU decomposition solution, Crout
decomposition solution, LDLT decomposition solution,
or LLT decomposition solution. Jacobi iterative method,
Gauss–Seridel iterative method and overrelaxation or
under-relaxation method are common examples of iterative
methods. Workload or the number of calculation step can
be known in advance in direct methods, which means
the workload for certain problem is definite. For iterative
114
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
methods, the workload is uncertain; even it is unknown
of whether the solving process can converge. But such
methods usually take less storage, thus making it possible
to solve a big problem with relatively small capability of
computing power.
For a given system of algebraic equations, which method
works better depends on the scale and property of the
system. Generally speaking, if the number of equations is
abundant enough, iterative methods would take less time
than direct methods. If the system of equations is linear,
direct methods would be better. But if it is nonlinear, only
iterative methods are applicable, because every intermediate
result between the iterative steps does not need much
precision.
Mostly the system of discrete algebraic equations in
the problem of filling and packing simulation of injection
molding is nonlinear, and the fine mesh used to obtain more
details leads to a very large computing scale, so it is efficient
to adopt iterative methods.
After having used numerical methods such as FVM
or FEM to discretize governing equations of unknown
variables, we usually obtain the form of the system of
algebraic equations as shown in the below equation:
Aϕ = b
in SIMPLE algorithm, the convergence acceleration of
the inner iterative process eventually appears as the
convergence acceleration of the nonlinear problem. So we
usually use the decreased speed of the unbalanced margin
to reflect the features of different solving methods. The
other characteristic is that when discussing the acceleration
methods of iterative convergence of the algebraic equation,
we usually take pressure equation (or pressure-correction
equation) as an example, and it is usually discussed with
specific algorithms such as SIMPLE and SIMPLER.
In this chapter, we firstly review some of the direct methods to solve algebraic equations, namely Gauss elimination
method, TDMA (tri-diagonal matrix algorithm), LU decomposition, and PDMA (pentadiagonal matrix algorithm).
They would be used in iterative methods for solving the
multidimensional heat transfer and flow problem. After that,
some of the iterative methods, especially iterative matrix
methods of increasing attractiveness are introduced, including strong implicit procedure (SIP), Modified SIP (MSIP),
conjugate gradient (CG), and some CG-like iterative methods for solving the system of nonsymmetrical algebraic
equations. The iterative convergence acceleration methods
mentioned in this chapter generally represent the methods
used in inner iteration.
(4.198)
where A is the coefficient matrix, ϕ is the column vector
of unknown variable, b is the right-hand column vector.
No matter which form is to be chosen, the coefficient
matrix A would be a large-scaled sparse matrix, because
the nodes in solution domain usually appears to be farther
than those adjacent nodes introduced by the algebraic
equations. Except heat conduction problems, the coefficient
matrix is usually asymmetric formed by convective heat
transfer problems. Namely, element values of the coefficient
matrix A themselves depend on the unknown variable ϕ.
So, although Equation 4.198 itself is a system of linear
algebraic equations, elements of the coefficient matrix A
remain improving until a convergent solution has been
worked out. In addition, for pressure-correction algorithm
used to solve incompressible flow problems, calculation
practice shows that it takes a far longer time to solve
the pressure equation or pressure-correction equation than
to solve a momentum equation or energy equation. These
above-mentioned methods represent two characteristics of
the research on algebraic equation solution in CFD or NHT
field. Namely, iterative methods are always adopted to solve
the algebraic equation. It should be noticed that, for a
nonlinear physics problem, the solving process includes
inner iteration (solve the linearized algebraic equations)
and outer iteration (renew the coefficients of the algebraic
equations). In this chapter, we mainly discuss how to
accelerate the convergence of the inner iterative process.
But when discussing the pressure-correction equation
4.3.2
Direct Methods
4.3.2.1 Gauss Elimination Method Gauss elimination
method is the most basic direct method. Other important
methods are all inspired by it. In the Gauss elimination
method the upper triangular matrix of the coefficient matrix
is formed by elimination.
Consider the general form of n-order system of algebraic
equations (Eq. 4.198). n-order system of linear algebraic
equations needs n − 1 eliminations. When a cyclic reduction algorithm is adopted, the mth elimination uses the mth
row of the matrix after the m − 1th elimination as the princi(m−1)
pal component row, and Amm
is the principal component;
eliminate the i th row (i > m) using the expression shown
below:
(m−1)
A(m)
−
ij = Aij
bi(m) = bi(m−1) −
A(m−1)
im
A(m−1)
mj
(4.199)
(m−1)
bAm
(4.200)
A(m−1)
mm
A(m−1)
im
A(m−1)
mm
the superscript (m) denotes that the value of this element is
the one after m eliminations. The mth elimination is based
on m − 1th elimination.
After n − 1 eliminations, we can obtain an upper
triangular matrix. Now, the value of the last element can
METHODS FOR SOLVING ALGEBRAIC EQUATIONS
be obtained by
then Equation 4.205 becomes
ϕn =
bn(n−1)
(4.201)
A(n−1)
nn
and the rest can be obtained by back substitution from
n − 1th row according to the following equation:
ϕi =
bi(n−1)
−
(4.202)
(j = 2, 3, . . . , n)
(4.204)
The system of equations that arise from Equation 4.204 can
be solved by forward elimination and back substitution. The
process of forward elimination begin from eliminating ϕ 2
from ϕ 3 :
α3
ϕ4 +
D3 − β3 Dα22
Let
a2 =
β3
β2
D2 ϕ1
D3 −
b2
D2
β3 Dα22
+
(4.207)
β3 b2 + b3
α3
, b3 =
D3 − β3 a2
D3 − β3 a2
(4.208)
then Equation 4.207 becomes
where the first row and the last row, namely ϕ 1 and ϕ n + 1 ,
are known as boundary conditions. The general format of
any variable in the system of equations is
αj
βj
bj
ϕj +1 +
ϕj −1 +
Dj
Dj
Dj
β3 b2 + b3
α3
ϕ4 +
D3 − β3 a2
D3 − β3 a2
And let
a3 =
(n−1)
ϕk
k=i+1 Aik
(n−1)
Aii
4.3.2.2 TDMA Algorithm TDMA, also known as
Thomas algorithm, was proposed by Thomas in 1949, and
is an effective method for tri-diagonal equations (there
are only three nonzero elements in each equation). Its
essence is a special case of Gauss elimination method. It
can be used to solve high dimensional problem similar to
iterative steps. Tri-diagonal equations are often referred to
as discrete equations of one-dimensional FVM.
Let the coefficient matrix be
⎡
⎤
1
0
0
0
···
0
⎢−β2 D2 −α2
0
···
0 ⎥
⎢
⎥
⎢ 0
⎥
D
−α
·
·
·
0
−β
3
3
3
⎢
⎥
(4.203)
A=⎢ .
.
.
.
.
.
..
..
..
..
.. ⎥
⎢ ..
⎥
⎢
⎥
⎣ 0
···
· · · −βn Dn −αn ⎦
0
···
···
··· ···
1
ϕ3 =
ϕ3 =
n
The computation times of Gauss elimination method
are proportional to n 3 /3, mainly taken by elimination (the
times of back substitution are n 2 /2). In NHT, the Gauss
elimination method is rarely implemented, because it is
time-consuming and not easy to be parallelized, but it
is a fundamentally essential method for one-dimensional
TDMA.
ϕj =
115
+ b3
α2
β2
b2
, b2 =
ϕ1 +
D2
D2
D2
(4.205)
(4.206)
ϕ3 = a3 ϕ4 + b3
(4.209)
Eliminate as shown above until ϕ n − 1 has been eliminated
from ϕ n .
The formula for back substitution is
ϕj = aj ϕj +1 + bj
(j = 2, 3, . . . , n)
(4.210)
where
aj =
αj
,
Dj − βj aj −1
bj =
βj bj −1 + bj
Dj − βj aj −1
(4.211)
According to boundary conditions, we have
a1 = 0, b1 = ϕ1 , an+1 = 0, bn+1 = ϕn+1
(4.212)
The elimination process begins from ϕ n , until ϕ 2 has been
worked out.
For discrete equation results from FVM in twodimensional or three-dimensional problems, we can assume
that all the other node values are known at first, then solve
the equations in one selected dimension, and successively
scan in another dimension with the same method, until all
the node values are known. After that, such an iteration
method is repeated until the differences between two adjacent iteration results in all nodes are small enough. The
astringency of the calculation process is related to the propagation speed of the boundary conditions in the solution
domain. So alternating direction scanning can be adopted to
accelerate the speed of iteration. Different prior calculating
directions in different planes are also available.
4.3.2.3 PDMA Algorithm If some high order schemes
such as QUICK are adopted, discrete equation results from
FVM are related not only to neighbor nodes but also to
farther neighbor nodes. Take two-dimensional problems for
example, if deferred correction method is not used, the
coefficient matrix is a nondiagonal matrix. This method
makes it possible to use TDMA by losing the convergence
speed. PDMA can increase the quantity of direct methods
in the process of solving algebraic equations; as a result,
the convergence speed is increased. In addition, PDMA
116
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
would be adopted when coupled equation line solver
(CELS) algorithm is implemented. In the following part,
the implementing process of PDMA in two-dimensional
problem is introduced.
Like TDMA algorithm, let x - direction be the first
solving direction, then node values in y-direction are
assumed to be known; substitute them in the right-hand
term b, then we have the formula:
Ai ϕi =Ai+2 ϕi+2 + Ai+1 ϕi+1 + Ai−1 ϕi−1 + Ai−2 ϕi−2 + bi
(4.213)
The above formula omits the subscript j in y-direction.
PDMA also has two steps: elimination and back
substitution. After two elimination steps, we can get upper
triangular equations
ϕi = ai ϕi+2 + bi ϕi+1 + ci
(i = 1, 2, . . . , n)
(4.214)
where the recursive equations of the coefficients ai , bi , and
ci are
4.3.2.4 LU Decomposition Algorithm LU decomposition algorithm (also called LU factorization algorithm) is a
variant of Gauss elimination method. It writes a matrix A
as the product of an identity upper triangular matrix U and
a lower triangular matrix. LU decomposition is a decomposition of the form
A = LU
(4.220)
After U and L worked out, the solving process can be
divided into the following two steps:
Ai+2
,
Ai − Ai−2 ai−2 − bi−1 d
bi =
Ai+1 + ai−1 d
,
Ai − Ai−2 ai−2 − bi−1 d
ci =
bi + Ai−2 ci−2 + ci−1 d
Ai − Ai−2 ai−2 − bi−1 d
(4.215)
(4.216)
When i = 1, we have
Ai+2
Ai
, b1 =
1
Ai+1
Ai
, c1 =
1
bi
Ai
lik ukj i ≤ j
(4.223)
j = 2, 3, . . . , n ) (4.224)
Once the lower and upper matrices L and U of matrix
A are worked out, then Y would be solved according
to Equation 4.221. This calculation process is similar to
back substitution in TDMA. But here the substitution
process is implemented from top to bottom, so it is
called forward substitution. When Y is known, introduce
it into Equation 4.222 then we can work ϕ out. For
a two-dimensional problem, LU decomposition algorithm
is equivalent to decomposing the problem into two onedimensional problems to solve.
(4.217)
1
Likewise, we have
a2 =
(Ai+2 )2
(Ai+1 )2 + (Ai−1 )2 a1
,
, b1 =
−
b
(Ai )2 (Ai−1 )2 1
(Ai )2 − (Ai−1 )2 b1
c2 =
b2 + (Ai−1 )2 c1
(Ai )2 − (Ai−1 )2 b1
(4.218)
After Ai , Bi , and Ci (i = 1, 2, . . . , n) are worked out, we
can solve ϕ n and ϕ n − 1 :
ϕn = cn , ϕn−1 = bn−1 ϕn + cn−1
(4.222)
k=1
d = Ai−1 + Ai−2 bi−2
Uϕ = Y
k=1
uij = Aij −
in which
a1 =
(4.221)
Here, the relations among the elements in L and U and
elements in A are
⎛
⎞
j −1
lik ukj ⎠ i > j i = 1, 2, . . . , n )
lij = ⎝Aij −
i−1
ai =
LY = b
(4.219)
Then we can back substitute one by one according to
Equation 4.214 until ϕ 1 is worked out.
4.3.3
Iterative Methods
In a sense, the direct methods can be seen as a limiting
case of iterative methods: using such methods, only one
iteration of calculation is needed to obtain the precise
solution of the algebraic equations, but the computing
cost is extremely high. In iterative methods, however, in
contrast to direct methods, the computing process consists
of many iterations and the computing cost in each iteration
is declined substantially. With a proper iterative method,
the computing would be more efficient, which is just the
situation in CFD and NHT involved in filling and packing
simulation1 . Especially, when there are many nodes to
calculate, even an iterative method of slow convergence
may be more effective than an elimination method76 .
There are two major issues in researches on iterative
methods. One is convergence, namely, whether the iteration
form we construct can lead to the solution of algebraic
METHODS FOR SOLVING ALGEBRAIC EQUATIONS
equations; the other is, if the method is convergent, how
to accelerate the convergence speed, as a result of which
many acceleration methods appear.
Algebraic equations (Eq. 4.198) can be written in the
following form when iterative methods are adopted
M ϕ (n+1) = N ϕ (n) + B
(4.225)
The formation of matrix M ,N , and column vector B
depends on the iterative scheme that is used. When the
iteration is convergent, we have ϕ (n+1) = ϕ (n) , so the
relation between M , N , B and A, b in Equation 4.198
is
A = M − N, B = b
(4.226)
Equation 4.225 can also be written in the following form:
ϕ (n+1) = M −1 N ϕ (n) + M −1 B = H ϕ (n) + c
(4.227)
where H is called the iterative matrix .
Let error vector be εn , then we have
ϕ =ϕ (n) +ε (n)
M ε (n+1) = N ε (n)
or
ε (n+1) = H ε (n)
(4.228)
(4.229)
Iteration convergence means that this condition holds:
lim ε (n) = 0. Therefore, the necessary and sufficient
n→∞
condition of iteration convergence is that the eigenvector of
iterative matrix H must be less than 1, namely, the spectral
radius of the iterative matrix must be less than 177 .
The sufficient condition of convergence of Jacobi iteration and Gauss–Seidel iteration is that the coefficient matrix
is strictly diagonally dominant or irreducible diagonal dominant. For SOR/SUR (successive overrelaxation/successive
under-relaxation) iteration, under the condition of irreducible diagonal dominant, the iteration process must converge if the relaxation factor is between 0 and 2. For
convection–diffusion equations, the characteristics of the
discrete equations’ coefficient matrix are relevant to the
adopted differential scheme of the convection term. Using the upwind differential scheme can ensure the formation of a diagonally dominant coefficient matrix. But it is
noteworthy that the iterative convergence of the arithmetic
equations does not mean that the solution is reasonable
physically.
Iterative methods for solving systems of algebraic
equations can be organized into three categories: point
iterative method, block iterative method, and alternativedirection iterative (ADI). Each method can be classified
into Jacobi method (using solutions of the last iteration as
adjacent node values) and Gauss–Seidel method (using new
values in the present iteration as adjacent node values). The
convergence speed of Jacobi iterative method is the slowest.
117
Taking this as a standard, we can classify the convergence
acceleration methods as shown Figure 4.46.
The major method in accelerating the iterative convergence is to introduce the influence of the boundary conditions into the computed domain as soon as possible, while
the Jacobi point iteration method makes the influence of the
four boundary conditions to be introduced only by one cell
after an iteration. When the G–S point iteration method
is used, the influence of one end is introduced into the
calculation domain, but the influence of the other end is
still introduced into only one cell. In the ADI linear iteration method, the boundary conditions of the two ends
influence all inner nodes along this line, and the influence
of all four boundaries can be introduced into the calculation domain after one iteration by alternating direction
method. So its speed of convergence is the fastest. This
proves that, in iterative calculation, increasing the speed of
iterative convergence by increasing the quantity of implicit
direct solving is helpful.
4.3.3.1 Fundamental Iterative Methods A system of
algebraic equations like Equation 4.225 will be solved
in each iteration whose coefficient matrix is M , so we
naturally hope that M has some characteristics, such
as diagonal, upper triangular, diagonal block, or upper
triangular block matrix, which make the system to be
handled easily. On basis of this idea, split the matrix A
in different ways according to Equation 4.226, then we can
construct many consistent iterative methods.
Suppose A is divided into blocks as
⎡
An×n
A11
⎢A21
⎢
=⎢ .
⎣ ..
A12
A22
..
.
···
···
..
.
⎤
A1k
A2k ⎥
⎥
.. ⎥
. ⎦
Ak1
Ak2
···
Akk
(4.230)
and let
D = diag (A11 , A22 , . . . , Akk )
⎡
0
⎢A21
⎢
CL = −⎢ .
⎣ ..
CU
···
···
..
.
0
0
..
.
Ak1 · · ·
⎡
0 A12
⎢
⎢0 0
= −⎢
⎢ ..
..
⎣.
.
0 0
L = D −1 C L ,
Ak,k−1
···
···
..
.
···
(4.231)
⎤
0
0⎥
⎥
.. ⎥
.⎦
0
⎤
A1k
.. ⎥
. ⎥
⎥
⎥
Ak−1,k ⎦
0
U = D −1 C U
(4.232)
(4.233)
118
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
FIGURE 4.46 Classification of convergence acceleration methods for solving systems of
algebraic equations.
Then we have
The iterative scheme is
A = D − C L − C U = D (I − L − U )
Dϕ (n+1) = (C L + C U ) ϕ (n) + B
(4.234)
(4.238)
Four fundamental iterative methods are introduced in the
following text.
4.3.3.1.2 Gauss–Seidel Iteration Method Gauss–Seidel
iteration method splits A into
4.3.3.1.1 Jacobi Iterative Method Jacobi iterative
method is also known as simple iterative method . This
method splits A into
A = MG − NG
A = MJ − NJ
(4.235)
(4.239)
Here,
M G = D − C L,
NG = CU
(4.240)
The iterative matrix is
Here,
M J = D,
NJ = CL + CU
(4.236)
H G = (D − C L )−1 C U = (I − L)−1 U
(4.241)
The iterative matrix is
−1
H J = M −1
(C L + C U ) = L + U = I − D −1 A
J NJ = D
(4.237)
The iterative scheme is
(D − C L ) ϕ (n+1) = C U ϕ (n) + B
(4.242)
METHODS FOR SOLVING ALGEBRAIC EQUATIONS
4.3.3.1.3 Relaxation Iteration Method (SOR Iteration
Method) SOR iteration method splits A into
A = Mω − Nω
(4.243)
Here,
Mω =
1
D − C L,
ω
NG =
1−ω
D + CU
ω
(4.244)
ω is a nonzero real number called relaxation factor. We
introduce it to accelerate the convergence process. The
iterative matrix is
−1
[ωU + (1 − ω) I ] (4.245)
H ω = M −1
ω N ω = (I − ωL)
The iterative scheme is
(D − ωC L ) ϕ (n+1) = [ωC U + (1 − ω) D] ϕ (n) + ωB
(4.246)
If the value range of relaxation factor is 0 < ω < 1, the
method is called the under-relaxation iteration method . If
ω = 1, SOR iteration method becomes the Gauss–Seidel
iteration method. And if 1 < ω < 2, it is called SOR. When
the value of ω is appropriate, the convergence speed
of the SOR iteration method is faster than that of the
Gauss–Seidel iteration method. If the value of ω is between
0 and 2, the convergence can be ensured.
Compared with SOR, SSOR can make full use of
information when data are exchanged between memory
and external storage. This will reduce exchange times
and increase the computational efficiency, and the choice
of ω is not as sensitive as in the case of SOR. For
some special problems, because the SOR method is not
convergent, the SSOR iteration method that is convergent
can be constructed.
4.3.3.2 Conjugate Gradient Method Conjugate gradient
method is a type of iterative implicit method for solving
the algebraic equations proposed by mathematicians in the
early 1950s78 . But owing to the limitation of the computer
memory then, it was not implemented in practice in the
solving of CFD and NHT problems unlike ADI linear
iteration method. With the development of CFD and NHT
in grid generation, pressure and speed coupling method, and
differential scheme of convection term, the number of nodes
was increasing. Meanwhile, as the computer industry also
developed rapidly, beginning from the mid-1980s, methods
that use direct method in every iteration (like CG method)
are gradually being widely used.
When the coefficient matrix in Equation 4.198 is a
symmetric positive definite matrix, the solving of the
algebraic equation (Eq. 4.198) equals to solving the
minimum value of the following quadratic functional:
F=
4.3.3.1.4 Symmetric Successive Overrelaxation (SSOR)
In the SSOR (symmetric successive overrelaxation) iteration method, C L and C U are treated equally based on SOR,
and SOR is implemented twice. SSOR splits A into
A = MS − NS
(4.247)
Here,
1
(D − ωC L ) D −1 (D − ωC U )
ω (2 − ω)
1
[(1 − ω) D + ωC L ] D −1
NS =
ω (2 − ω)
[(1 − ω) D + ωC U ]
(4.248)
MS =
The iterative matrix is
HS =
M −1
S NS
= (I − ωU )
−1
1 T
ϕ Aϕ − ϕ T b
2
The iterative scheme is
(D − ωC L ) ϕ (n+1/2) = [ωC U + (1 − ω) D] ϕ (n) + ωB
(4.250)
(D − ωC U ) ϕ (n+1) = [ωC L + (1 − ω) D] ϕ (n+1/2) + ωB
(4.251)
(4.252)
The simplest method for getting the minimum value of
a function is the steepest descent method. The steepest
descent direction of function
F at point ϕ (k) is its negative
(k)
. Meanwhile, ∇F is the
gradient direction
−∇F
ϕ
margin of Aϕ (k) − b . If the margin is zero, ϕ is the
(k) as
very solution of the equation. Thus, we can see ϕ
(k)
reach
an approximate solution and seek ϕ making F ϕ
the minimal value along the negative gradient direction of
F beginning from ϕ (k) . However, this approach is very
impractical because its convergence speed is very slow. As
an improved approach, the search for the minimal value
does not always follow one direction, but is along several
directions and one direction each time. For this, the relation
among these directions must hold as follows:
p 1 • Ap 2 = 0
[ωL + (1 − ω) I ] H ω
(4.249)
119
(4.253)
where p 1 and p 2 are two different search direction. If
Equation 4.253 holds, the vectors p 1 and p 2 are conjugate.
CG method developed on the basis of the steepest
descent method. It searches along different direction, but it
is required that every direction must conjugate to the former
direction. This is why this method is called conjugate
gradient.
120
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
The CG method algorithm for solving systems of
algebraic equations can be proposed as follows:
1. Input A, b, and initial field ϕ (0) , calculate that
r (0) = b − Aϕ (0) ,
ρ (0) = r (0)T • r (0) ,
p (0) = r (0)
2. Iteration loop (k = 0, 1, 2, . . . ), until the margin r (k)
is less than tolerance
w (k) = Ap (k)
α (k) = ρ (k) /p (k)T w (k)
ϕ (k+1) = ϕ (k) + α (k) p (k)
r (k+1) = r (k) − α (k) p (k)
β (k) = ρ (k+1) /ρ (k)
p (k+1) = r (k+1) + β (k) p (k)
If ρ (k ) < ερ (0) , the output is ϕ, or continue the iteration
loop.
As a practical iteration method, the CG iteration method
can make full use of sparsity of matrix A, and does not need
to predict some parameters like what the relaxation method
does. Furthermore, computation in each iteration is mainly
vector computation, which is easy to be parallelized.
The convergence speed of the CG method depends on
the condition number of matrix A, namely, the ratio of
the maximum of matrix eigenvalue to the minimum. The
bigger the condition number is, the slower the convergence
speed is. For the discrete algebraic equations of convective
heat transfer problems, the condition number is roughly
proportional to the square of the number of nodes on
a certain direction. As a result, the eigenvalue of the
coefficient matrix are evenly distributed in a very long
interval, which leads to a very slow convergence speed.
In order to make the CG method applicable to solving
large-scale systems of algebraic equations formed after
discretization of elliptic PDEs, preconditioned conjugate
gradient method79 was proposed based on the CG method.
This method assumes a nonsingular matrix C , which
makes the distribution of eigenvalue of A = C −1 AC −T
concentrated. Then, the CG method can be used in the
following equation and the convergence speed would be
fast:
Ax =b
(4.254)
Here, x = C T x and b = C −1 b. Let M = C C T , which is
called preconditioned matrix . In every preconditioned CG
(PCG) iteration, a system similar to M z = r would be
solved. So, an excellent preconditioned matrix M should
have some characteristics like symmetric positive definite,
making the distribution of the eigenvalue of M −1 A (namely
A) concentrated.
There are many ways to decide the preconditioned
matrix M , so different PCG implementation methods can
be created. Incomplete Cholesky decomposition conjugate
method79 is the commonly used method. The main aim of
creating preconditioned matrix in this method is
Let
M = LDLT
(4.255)
where L is a lower triangular matrix, whose distribution
of nonzero diagonal elements is the same as A. LT is the
corresponding transposed matrix and is a upper triangular
matrix. D is a matrix whose main diagonal elements are all
nonzero values and the rest of the elements all have zero
value.
The CG method mentioned above is only propitious to
the systems whose coefficient matrix is symmetric. When
discretize diffusion equations with nonuniform mesh or
convection–diffusion equations with mesh of any type,
the coefficient matrix of the system is not symmetric.
So, the CG method for solving the wide-area symmetric
positive definite linear systems should be extended for
general linear systems. These methods all have two kind
of approaches of convergence acceleration: (i) introduce a
preconditioned matrix M to overcome the shortcoming of
slow convergence speed caused by big condition number
of the coefficient matrix A and (ii) introduce methods for
accelerating the convergence speed of the iteration process
of the nonsymmetric matrix.
Peters80 and Deng et al.81 classify CG-like schemes for
nonsymmetric coefficient matrix into four categories: (i)
Generalized minimal residual algorithm (GMRES). This
method needs much memory, and calculation workload is
also large. So Peters proposed that it should be recalculated
after k iterations, which is denoted as GMRES(k ). (ii)
Lanczos-type scheme, which simplifies the matrix A to
a tri-diagonal matrix by matrix transformation to solve
eigenvalue problems76 . In the process AT , the transposed
matrix of A, would be required. This scheme includes Bi CG, QMR, etc. (iii) Transpose-free Lanczos-type scheme,
which avoids calculating AT , which costs lots of time.
It includes CGS, Bi -CGSTAB, TFQMR, etc. (iv) Normal
equation CG method, which applies CG method to normal
equations. This method includes CGNR, CGNE, etc. As
a method for solving large-scale sparse nonpositive linear
systems, CGN still has some advantages of symmetric and
positive systems, such as sparsity of A can be made full
use of and it is easy to be parallelized. However, as the
condition number of AT A is the square of the condition
number of A, when A is morbid, this method may make the
convergence speed slow. An important approach to increase
the convergence speed is to extend the precondition method
in symmetric situation to nonpositive situation.
METHODS FOR SOLVING ALGEBRAIC EQUATIONS
4.3.4
Parallel Computing
With the development of modern injection products, the
complexity of products and requirement for performance
are increasing. This leads to an increasing scale of injection
molding process simulation. The time spent on solution
of large-scale nonlinear equations accounts for 80% of
the total simulation time. Such a large-scale nonlinear
computation places extreme demands on computing power.
For many numerical problems, only parallel solutions
are possible if the problem size is reasonably large.
Using parallel computing to solve large-scale and complex
systemic problem is an important and popular research field
of scientific and engineering computing.
Parallel computing is the concurrent use of parallel computers in which there are multiple processors (cores or computers) with shared memory systems to do computational
work. Some time-independent operations can be broken up
into multiple subtasks and can be assigned to different processors to be executed simultaneously. Separate processors
can execute different portions without interfering with each
other, thereby decreasing the calculation time or enhancing
the problem scale.
Besides parallel computers, parallel computing usually
requires parallel programming. The programmer has to
figure out how to break the problem into pieces, and has to
figure out how the pieces relate to each other.
4.3.4.1 Parallel Computer System Staring from the
forties, the development course of modern computer can
be divided into two ages clearly: serial computing age
and parallel computing age. Each age begins with the
architecture development and then system software and
applications develop, and finally it reaches a peak with the
development of solving environment. The main reason for
using parallel computing is that it is one of the best ways
against the computing speed bottleneck of single processor.
Parallel computer is composed of a set of processor units
that can complete a massive task together at a faster speed
by intercommunicating and cooperating. Thus, computational nodes and mechanisms of internode communication
and cooperation are the two key components. The development of parallel computer architecture is embodied in
improving the performance of computing nodes and internode communication technology.
The computer architecture can be classified into four
categories based on the number of concurrent instruction
(or control) and data streams available in the architecture.
It is popularly known as Flynn’s taxonomy proposed by
Flynn82,83 in 1966.
• Single Instruction, Single Data (SISD) stream
• Single Instruction, Multiple Data (SIMD) streams
• Multiple Instruction, Single Data (MISD) stream
121
• Multiple Instruction, Multiple Data (MIMD) streams.
Relatively, SIMD and MISD architectures are more
suitable for special computing. Among commercial parallel
computers, MIMD is the most widely used architecture,
SIMD ranks second, and the least is MISD. As of 2006, all
of the top 10 and most of the top 500 supercomputers are
based on an MIMD architecture.
At present, there are five main physical parallel computer
structural models:
•
•
•
•
•
Parallel vector processor (PVP)
Symmetric multiprocessor (SMP)
Massively parallel processor (MPP)
Cluster of workstations (COW)
Distributed shared memory (DSM).
They can be classified into two categories: shared memory
computer, including PVP, SMP, and DSM, and distributed
memory computer, including MPP and COW.
4.3.4.2 Parallel Algorithm Parallel algorithm is suitable
for being implemented on parallel computers. A good
parallel algorithm should be able to fully utilize the
computing power of parallel computers.
Some indicators used for program performance evaluation are introduced first here.
• Grain size: the measurement of the task size that each
processor can execute independently in parallel. Large
grain size reflects that the processor is able to execute
a large amount of instructions in parallel, which is
also known as coarse granularity. Instruction-level
parallelism (ILP) is a small grain size in parallel, also
known as fine granularity.
• Execution time (wall time): the time measured by
timer such as a clock from the parallel program begin
to run, until all processes are finished. Execute time
contains CPU calculation time, CPU communication
time, synchronization time, and process idle time
owing to synchronization.
• CPU calculation time: the time spent in executing the
instruction by processor. It can be divided into the
time spent in executing program (user time) and the
time spent by the operating system (system time).
• Speedup ratio: If the serial execution time is T s , the
parallel execution time with q processors is T p (q),
then the speedup ratio is
Sp (q) =
Ts
Tp (q)
(4.256)
122
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
Efficiency is defined by the following equation:
Ep (q) =
Sp (q)
q
(4.257)
• Performance: If the computation of a problem solution
is W , execution time is T , then the performance is
measured by the following equation:
Perf =
W
T
(4.258)
In the 1980s, FLOP/s was used as the unit. In the
1990s, MFLOP/s and GFLOP/s were used. At present,
GFLOP/s and TFLOP/s are widely used, and PFLOP/s
is also increasingly used.
• Amdahl’s law: considering a given calculation problem, if the percentage of the serial part is α, then the
parallel speedup radio is
Sp (q) =
1
α + (1 − α) /q
(4.259)
Amdahl’s law indicates that when q increases, S p (q) also
increases as a result. Meanwhile, it has an upper bound.
That is, no matter how many processors are used, the
speedup multiple cannot be greater than 1/α. If in each
processor the percentage of the serial part is β, then the
parallel speedup radio with q processor is
Sp (q) = β + q • (1 − β)
(4.260)
Parallel algorithm is the foundation of parallel computing. It provides solution for efficient use of parallel computers by combining with implementation technology. The
fundamental principles are summarized as follows:
• Combine with the architecture.
• Be scalable. It is an important criterion, which evaluates the efficiency of a parallel algorithm whether the
algorithm is capable of speeding up linearly or nearly
linearly with the increase of the number of processor.
That is, if the speedup radio of a parallel algorithm
is S p (q) = O(q) or S p (q) = O(q/(1 + log(q))), we can
say it is scalable.
• Be coarse-grained: Normally, the size of the grain is
better and bigger. It is because each processor has
many tasks to calculate that coarse-grained processor
can fully utilize the function of a multiprocessor.
Generally speaking, the parallel speedup ratio is
not very high in the fine-grained problem. This is
why parallel computing is used to solve large-scale
problems.
• Reduce the communication traffic: Communication is
very important in an efficient parallel algorithm. The
key point to improving performance is to reduce the
communication traffic and frequency, in which the
frequency usually is the determinant.
• Optimize performance: Effectiveness of the algorithm
depends not only on the results of theoretical analysis
but also on the technologies used during the implementation process. Performance mainly depends on
the percentage of computing power utilized by a single processor, followed by the parallel efficiency.
There may be many factors that affect the efficiency of
the parallel algorithm. The above given are just the main
factors. Therefore, in the algorithm design process, if the
above five fundamental principles are considered carefully,
a very good result can be achieved.
4.3.4.2.1 The
Basic
Iterative
Algorithm Jacobi,
Gauss–Seidel, and SOR are basic iterative algorithms for
solving linear equations. The parallel computer makes the
difference in performance of these algorithms a focus of
attention.
Jacobi iteration has evidently internal parallelizability
because of the independence of each component’s modification. Its main advantage is simplicity, but the convergence
speed is low. On basis of the research on improving the convergence speed, Missirlis proposed parallel Jacobi iteration
in 1983, and discussed the convergence.
As for Gauss–Seidel iteration, it has no parallelizability
because it makes full use of the last value to improve the
convergence speed.
In terms of SOR iteration, the internal parallelizability is
inferior to Jacobi iteration, because the calculation of each
component is dependent. So generally, it is considered to be
not suitable for parallel computing, because SOR iteration
is most frequently used to solve large-scale FDM or FEM
sparse equations, it is an effective approach to implement
parallel SOR iteration by using red-black ordering or
multicolor ordering, considering the special distribution of
zero or nonzero element in the coefficient matrix.
If there are p processors, and 2p can be divisible by
n, let t = n/2p and divide A into 2p × 2p blocks, then the
equations will have the following form:
⎤⎡ ⎤ ⎡ ⎤
⎡
x1
b1
A11 · · · A1,2p
⎥
⎢
⎥
⎢
⎢ ..
.
.
.
..
.. ⎦ ⎣ .. ⎦ = ⎣ ... ⎥
(4.261)
⎦
⎣ .
A2p,1
···
A2p,2p
x 2p
b 2p
where Aij (i, j = 1, . . . , 2p) are all matrices of order
t × t, x i , and b i are both t-dimensional column vectors,
and we have the following matrix splitting:
Aii = D i − Li − U i
(4.262)
METHODS FOR SOLVING ALGEBRAIC EQUATIONS
where D i , −Li , and −U i denote the diagonal matrix, the
lower, and upper triangular matrix of Aii respectively.
Split the matrix A as
A=M −N
(4.263)
with
⎡
M 11
⎢ ..
M =⎣ .
M p1
M ii =
M ij =
···
..
.
···
O
A2i,2j −1
M 1p
.. ⎥
. ⎦
M pp
O
D 2i − L2i
(4.264)
According to the aforementioned splitting format, we can
have the iteration formula
x (k+1) = M −1 N x (k) + M −1 b
β (k+1) = r (k)T r (k) /r (k−1)T r (k−1)
T
p (k+1) = M −1 A r (k) + β (k+1) p (k)
Considering the structure of M , its parallel computation in
factis the parallel iterative solving mentioned before. As
T
for M −1 A r (k) , we have
O
O
(i = j ) , (i, j = 1, . . . , p)
α (k) = r (k−1)T r (k−1) /p (k−1)T p (k−1)
r (k) = r (k−1) − α (k) M −1 A p (k)
In this calculation, the key point is the parallel
T
computation of M −1 Ap (k) and M −1 A r (k) . Before
calculating M −1 Ap (k) , Ap (k) should be worked out first,
which is a simple product of matrix and vector. Then solve
the system
M y = Ap (k)
(4.267)
⎤
D 2i−1 − L2i−1
A2i,2i−1
123
(4.265)
Obviously, the necessary condition for the above equation
is that D i should be a nonsingular matrix. When p = 1, this
algorithm becomes the Gauss–Seidel algorithm.
Introducing the relaxation factor to ω improve the
convergence speed, and the iteration formula becomes
x (k+1) = ω M −1 N x (k) + M −1 b + (1 − ω) x (k) (4.266)
4.3.4.2.2 Parallel Modification of CG Method As a
practical iteration method, CG method can fully utilize the
sparsity of the matrix, and some parameters need not be
estimated. In addition, each iterative computation is mainly
a vector operation, which is convenient for parallelization.
By reasonable selection of preconditioned matrix, traditional PCG method can be fit for parallel computing.
Assuming A to be unsymmetric, the preconditioned matrix uses the format of Equation 4.273. For implementing
parallel algorithm, distributed storage should be implemented first. If there are p processors for n order matrix
A, and n = pm, then a (i−1)m+j,k , x (0)
(i−1)m+j , and b (i−1)m+j
are stored at the i th processor pi , where j = 1, 2, . . . , m and
k = 1, 2, . . . , n. Parallel PCG algorithm is as follows:
1. Input the initial iterative value x (0) , calculate r (0) =
b − Ax (0) and p (1) = AT r (0) .
2. Iterative loop (k = 0, 1, 2, . . . ),until the margin r k is
less than tolerance
T
−1 (k)
−1 T (k)
r
M A r = AT M −1 r (k) = AT M T
(4.268)
−1 (k)
Solving M T
r is equal to solving the system
M T z = r (k)
(4.269)
Each processor stores blocks of the coefficient matrix
by column, namely, stores M ij and N ij (i , j = 1, 2, . . . , p)
in the i th processor Pi .
4.3.4.2.3 Parallel Multisplitting Iterative Method A
good parallel algorithm requires computation independence
among processors, namely, good parallelism, for reducing
the communication and the synchronization spending as
much as possible. On the basis of this, O’Leary and White
proposed the parallel multisplitting iterative method in
1985, which has been considered as an important parallel
numerical method.
The purpose is to solve the large-scale system of linear
equations
Ax = b
(4.270)
Here, A is an m × n nonsingular matrix.
Let M l , N l , and E l all are n × n matrix, and
l = 1, 2, . . . , α, if the following conditions hold:
exists;
• A = M l − N l , and M −1
l
α
•
l=1 E l = I , I is an n × n identity matrix and E l is
nonnegative diagonal matrix.
Then the triple (M l , N l , E l ) l = 1, 2, . . . , α is called
multisplitting of A.
The iterative scheme of the multisplitting method is
x (k+1) = H x (k) + Gb
k = 0, 1, 2, . . .
(4.271)
124
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
Case 2 (113978 elements)
8400
Case 1 (7586 elements)
33
33
5300
Number of elements
Case 3 (560716 elements)
560,716
74,100
42,300
Speedup ratio
1.75
1.58
1.43
FIGURE 4.47
Performance comparison of filling analysis.
2. Solve y l (l = 1, 2, . . . , α)
with
α
H =
l=1
E l M −1
l N l, G =
α
E l M −1
l
M l y l = N l x (0) + b
(4.272)
l=1
H is called the iterative matrix of the multisplitting iterative
method.
On the basis of the concepts defined above, the iterative
algorithm of the multisplitting method is as follows:
1. Select the value of x (0) arbitrarily, and repeat the
following two steps until the convergence is achieved.
3. Calculate
(4.273)
α
x (k+1) =
E lyl
(4.274)
l=1
The multisplitting iterative method naturally has parallelism. Each (Eq. 4.273) of y l is independent, so if there is
one parallel computer with one host computer and α processors, then the above algorithm can be executed as follows:
REFERENCES
each processor executes a local iteration (Eq. 4.273), and in
each step the global iterative value x (k+1) , namely, Equation
(4.274), from the weighted average of local iterative value
y l is obtained, then x (k+1) is sent back to every processor
for the next iteration. If a diagonal element in E l is zero, the
corresponding component of y l need not be calculated so
as to save the workload. This shows that E l has the effect
of deploying the workload of each processor. E l should be
chosen to let the workload in the processors to be balanced
to reduce time spent on waiting for synchronization.
4.3.4.3 Case Studies In practice, the computing speed
for solving the preconditioned matrix and a sparse matrix
in CG method is fast, respectively, so the effect on
acceleration of parallel algorithm is not very significant84 .
Yang et al.85 applied domain decomposition method (DDM)
to guarantee maximum degree of parallelization. DDM
divides the whole model, including part model, runner
system, cooling channels, and mold base, into a few
smaller subdomains of equal or similar size, then distributes
each subdomain to each CPU for calculation. During
computation, each CPU will only calculate the subdomain
assigned to it. At the same time, necessary data exchange
across interfaces is required to transmit the results of
one subdomain to its surrounding subdomains. Finally,
the results from subdomains are collected into the whole
results.
They performed a filling simulation with simple part
geometry to verify their parallel method, which was
analyzed on single, two, and four processors. The testing
platform is an SMP system with Dual Intel Xeon 2.4 GHz
CPU and Microsoft Windows XP Professional OS. It is
evident that the prediction results given by sequential
and parallel computations are the same. Figure 4.47 lists
the parallel computation performance with three different
models. We can see that 60–75% acceleration can be
achieved, although speedup performance partially depends
on the model geometry. The results demonstrate a big
reduction in the overall analysis time for flow analysis,
which is usually the most time-consuming step in injection
molding simulation.
References
1. Ferziger J.H., Peric M., Computational methods for fluid
dynamics. 2002, Berlin: Springer.
2. Zhao P., Fu J.Z., Zhou H.M., et al., Fast prediction of
injection pressure and minimal front temperature for injection
moulding. International Polymer Processing, 2011. 26(1):
21–29.
3. Roache P.J., Computational Fluid Dynamics. 1972, Albuquerque, New Mexico: Hermosa Publishers.
125
4. Spalding D.B., A novel finite difference formulation for
differential expressions involving both first and second
derivatives. International Journal for Numerical Methods in
Engineering, 1972. 4(4): 551–559.
5. Baliga B.R., Patankar S.V., A new finite-element formulation
for convection-diffusion problems. Numerical Heat Transfer,
1980. 3: 393–409.
6. Leonard B.P., A stable and accurate convective modelling
procedure based on quadratic upstream interpolation. Computer Methods in Applied Mechanics and Engineering, 1979.
19(1): 59–98.
7. Hayase T., Humphrey J.A.C., Greif R., A consistently
formulated QUICK scheme for fast and stable convergence
using finite-volume iterative calculation procedures. Journal
of Computational Physics, 1992. 98(1): 108–118.
8. Patankar S.V., Spalding D.B., A calculation procedure for
heat, mass and momentum transfer in three-dimensional
parabolic flows. International Journal of Heat and Mass
Transfer, 1972. 15(10): 1787–1806.
9. Demirdzic I., Gosman A.D., Issa R.I., et al., A calculation procedure for turbulent flow in complex geometries. Computers
& fluids, 1987. 15(3): 251–273.
10. Hortmann M., Peri M., Scheuerer G., Finite volume multigrid
prediction of laminar natural convection: Bench-mark solutions. Journal for Numerical Methods in Fluids, 1990. 11(2):
189–207.
11. Issa R.I., Solution of the implicitly discretised fluid flow
equations by operator-splitting. Journal of Computational
Physics, 1986. 62(1): 40–65.
12. Chang R., Yang W., Numerical simulation of mold filling
in injection molding using a three-dimensional finite volume
approach. International Journal for Numerical Methods in
Fluids, 2001. 37(2): 125–148.
13. Pelosi G., The finite-element method, Part I: RL Courant
[Historical Corner]. Antennas & Propagation Magazine,
IEEE, 2007. 49: 180–182.
14. Yan B., Research for the Key Technology of 3D Numerical
Simulation of Plastic Injection Molding and Crystallization.
2008, Wuhan, PRC: Huazhong University of Science and
Technology.
15. Nayroles B., Touzot G., Villon P., Generalizing the finite
element method: Diffuse approximation and diffuse elements.
Computational Mechanics, 1992. 10(2): 307–318.
16. Belytschko T., Lu Y.Y., Gu L., Element-free Galerkin
methods. International Journal for Numerical Methods in
Engineering, 1994. 37(2): 229–256.
17. Lancaster P., Salkauskas K., Surfaces generated by moving
least squares methods. Mathematics of Computation, 1981.
37(155): 141–158.
18. Dolbow J., Belytschko T., Numerical integration of the
Galerkin weak form in meshfree methods. Computational
Mechanics, 1999. 23(3): 219–230.
19. Duflot M., Nguyen-Dang H., A truly meshless Galerkin
method based on a moving least squares quadrature. Communications in Numerical Methods in Engineering, 2002. 18(6):
441–449.
126
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
20. Liu W.K., Jun S., Sihling D.T., et al., Multiresolution
reproducing kernel particle method for computational fluid
dynamics. International Journal of Numerical Methods in
Fluids, 1997. 24(12): 1391–1415.
21. Günther F., Liu W.K., Diachin D., et al., Multi-scale meshfree
parallel computations for viscous, compressible flows. Computer Methods in Applied Mechanics and Engineering, 2000.
190: 279–303.
22. Zhang L.T., Wagner G.J., Liu W.K., A parallelized meshfree
method with boundary enrichment for large-scale CFD.
Journal of Computational Physics, 2002. 176(2): 483–506.
23. Tsai C.C., Young D.L., Cheng A.H.D., Meshless BEM
for three-dimensional Stokes flows. Computer Modeling in
Engineering and Sciences, 2002. 3(1): 117–128.
24. Bernal F., Kindelan M., RBF meshless modeling of nonNewtonian Hele-Shaw flow. Engineering Analysis with
Boundary Elements, 2007. 31(10): 863–874.
25. Griebel M., Schweitzer M.A., Bernal F., et al., An RBF meshless method for injection molding modelling, in Meshfree
Methods for Partial Differential Equations III, Barth T.J.,
Griebel M., Keyes D.E., et al., Editors. 2007, Berlin, Heidelberg: Springer. 41–56.
26. Bonilla L.L., Moscoso M., Platero G., et al., Meshless
simulation of Hele-Shaw flow, in Progress in Industrial
Mathematics at ECMI 2006, Bock H.-G., Hoog F., Friedman
A., et al., Editors. 2008, Berlin, Heidelberg: Springer.
677–682.
27. Martinez M.A., Cueto E., Doblare M., et al., A meshless
simulation of injection processes involving short fibers molten
composites. International Journal of Forming Processes, 2001.
4(3): 217–236.
28. Martinez M.A., Cueto E., Doblare M., et al., Natural
element meshless simulation of flows involving short fiber
suspensions. Journal of Non-Newtonian Fluid Mechanics,
2003. 115(1): 51–78.
29. Qian K., Jie O., Meshless analysis on primary gas penetration
during gas-assisted injection molding. Computers and Applied
Chemistry, 2007. 24(3): 317.
30. Au C.K., A meshless method for predicting two dimensional
flow front advancement and its application in injection moulding. The International Journal of Advanced Manufacturing
Technology, 2007. 34(1): 62–69.
31. Duan Q.L., Adaptive coupled ALE Finite Element and Meshfree Method for Non-Isothermal Non-Newtonian Viscous
Flow in Mould Filling Process. 2007, Dalian, PRC: Dalian
University of Technology.
32. Cardozo D., Three models of the 3D filling simulation for
injection molding: A brief review. Journal of Reinforced
Plastics and Composites, 2008. 27(18): 1963–1974.
33. Bajaj M., Bhat P.P., Ravi Prakash J., et al., Multiscale
simulation of viscoelastic free surface flows. Journal of NonNewtonian Fluid Mechanics, 2006. 140(1–3): 87–107.
34. Gaston L., Kamara A., Bellet M., An arbitrary Lagrangian–
Eulerian finite element approach to non-steady state turbulent
fluid flow with application to mould filling in casting.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
International Journal for Numerical Methods in Fluids, 2000.
34(4): 341–369.
Lewis R.W., Navti S.E., Taylor C., An Arbitrary
Lagrangian–Eulerian finite element approach to non-steady
state turbulent fluid flow with application to mould filling in
casting fluid flow during mould filling. International Journal
for Numerical Methods in Fluids, 1997. 25(8): 931–952.
Hirt C.W., Cook J.L., Butler T.D., A Lagrangian method
for calculating the dynamics of an incompressible fluid with
free surface. Journal of Computational Physics, 1970. 5(1):
103–124.
Butler T., LINC Method Extensions, in Lecture Notes in
Physics. 1971, New York: Springer. 435–440.
Crowley W., Flag: A free-Lagrange method for numerically
simulating hydrodynamic flows in two dimensions, in Proceedings of the Second International Conference on Numerical Methods in Fluid Dynamics, Holt M., Editor. 1971,
Berlin/Heidelberg: Springer. 37–43.
Fritts M.J., Crowley W.P., Trease H.E., The Free Lagrange
Method, in Lecture Notes in Physics, Vol. 238. 1985, New
York: Springer.
Feng Y.T., Peric D., A time-adaptive space-time finite element
method for incompressible Lagrangian flows with free
surfaces: computational issues. Computer Methods in Applied
Mechanics and Engineering, 2000. 190(5–7): 499–518.
Idelsohn S.R., Onate E., Del Pin F., A Lagrangian meshless finite element method applied to fluid–structure interaction problems. Computers & Structures, 2003. 81(8–11):
655–671.
Muttin F., Coupez T., Bellet M., et al., Lagrangian finiteelement analysis of time-dependent viscous free-surface flow
using an automatic remeshing technique: Application to metal
casting flow. International Journal for Numerical Methods in
Engineering, 1993. 36(12): 2001–2015.
Khayat R.E., Plaskos C., Genouvrier D., An adaptive
boundary-element approach for 3D transient free surface
cavity flow, as applied to polymer processing. International
Journal for Numerical Methods in Engineering, 2001. 50(6):
1347–1368.
Floryan J.M., Rasmussen H., Numerical methods for viscous
flows with moving boundaries. Applied Mechanics Reviews,
1989. 42(12): 323–340.
Hyman J.M., Numerical methods for tracking interfaces.
Physica D: Nonlinear Phenomena, 1984. 12(1–3): 396–407.
Harlow F.H., Welch J.E., Numerical study of large-amplitude
free-surface motions. Physics of Fluids, 1966. 9: 842–851.
Hirt C.W., Nichols B.D., Volume of fluid (VOF) method for
the dynamics of free boundaries. Journal of computational
physics, 1981. 39(1): 201–225.
Tadmor Z., Broyer E., Gutfinger C., Flow analysis network
(FAN)-A method for solving flow problems in polymer
processing. Polymer Engineering & Science, 1974. 14(9):
660–665.
Noh W., Woodward P., SLIC (Simple Line Interface Calculation), in Lecture Notes in Physics. 1976, New York: Springer.
330–340.
REFERENCES
50. Youngs D.L., Time-dependent multi-material flow with large
fluid distortion, in Numerical Methods for Fluid Dynamics,
Mortom K.W., Baines M.J., Editors. 1982, New York:
Academic. 449–468.
51. Luoma J.A., Voller V.R., An explicit scheme for tracking
the filling front during polymer mold filling. Applied
Mathematical Modelling, 2000. 24(8–9): 575–590.
52. Osher S., Sethian J.A., Fronts propagating with curvaturedependent speed: Algorithms based on Hamilton-Jacobi
formulations. Journal of Computational Physics, 1988. 79(1):
12–49.
53. Sussman M., Puckett E.G., A coupled level set and volume
of fluid method for computing 3D and axisymmetric incompressible two phase flows. Journal of Computational Physics,
2000. 162(2): 301–337.
54. Enright D., Fedkiw R., Ferziger J., et al., A hybrid particle
level set method for improved interface capturing. Journal of
Computational Physics, 2002. 183(1): 83–116.
55. Holm E.J., Langtangen H.P., A unified finite element
model for the injection molding process. Computer Methods
in Applied Mechanics and Engineering, 1999. 178(3–4):
413–429.
56. Soukane S., Trochu F., Application of the level set method to
the simulation of resin transfer molding. Composites Science
and Technology, 2006. 66(7–8): 1067–1080.
57. Fedkiw R.P., Aslam T., Merriman B., et al., A non-oscillatory
Eulerian approach to interfaces in multimaterial flows (the
ghost fluid method). Journal of Computational Physics, 1999.
152(2): 457–492.
58. Hirt C.W., Amsden A.A., Cook J.L., An arbitrary
Lagrangian–Eulerian computing method for all flow speeds.
Journal of Computational Physics, 1974. 14(3): 227–253.
59. Noh W.F., CEL: A Time-Dependent, Two-SpaceDimensional, Coupled Eulerian-Lagrange Code. 1963,
Lawrence Radiation Laboratory, University of California,
Livermore.
60. Hughes T.J.R., Liu W.K., Zimmermann T.K., Lagrangian–
Eulerian finite element formulation for incompressible viscous flows. Computer Methods in Applied Mechanics and
Engineering, 1981. 29(3): 329–349.
61. Belytschko T., Flanagan D.P., Kennedy J.M., Finite element
methods with user-controlled meshes for fluid–structure
interaction. Computer Methods in Applied Mechanics and
Engineering, 1982. 33(1–3): 669–688.
62. Huerta A., Liu W.K., Viscous flow with large free surface
motion. Computer Methods in Applied Mechanics and
Engineering, 1988. 69(3): 277–324.
63. Lewis R.W., Navti S.E., Taylor C., A mixed Lagrangian–
Eulerian approach to modeling fluid flow during mould filling.
International Journal for Numerical Methods in Fluids, 1997.
25: 931–952.
64. Han X.H., Li X.K., An ALE free surface tracking and mesh
generation scheme for injection molding process. Journal of
Dalian University of Technology, 2005. 45(5): 633–639.
65. Zeng J.H., Wang Z.L., Arbitrary Lagrangian–Eulerian finite
element simulation for viscous flow with large-amplitude
127
sloshing. Structure & Environment Engineering, 1996(3):
22–31.
66. Braess H., Wriggers P., Arbitrary Lagrangian Eulerian finite
element analysis of free surface flow. Computer Methods
in Applied Mechanics and Engineering, 2000. 190(1–2):
95–109.
67. Gadala M.S., Wang J., A practical procedure for mesh motion
in arbitrary Lagrangian–Eulerian method. Engineering with
Computers, 1998. 14(3): 223–234.
68. Wang Y.X., Chen J., Ruan X.Y., Algorithm of mesh-moving
in ALE finite element method. Journal of Shanghai Jiaotong
University, 2001. 35(10): 1539–1542.
69. Seifollahi M., Shirani E., Ashgriz N., An improved method for
calculation of interface pressure force in PLIC-VOF methods.
European Journal of Mechanics - B/Fluids, 2008. 27(1): 1–23.
70. Rudman M., Volume-tracking methods for interface flow
calculations. International Journal for Numerical Methods in
Fluids, 1997. 24(7): 671–691.
71. Phillips C.L., The level-set method. The MIT Undergraduate
Journal of Mathematics, 1999. 1: 155–164.
72. Pang S., Chen L., Zhang M., et al., Numerical simulation two
phase flows of casting filling process using SOLA particle
level set method. Applied Mathematical Modelling, 2010.
34(12): 4106–4122.
73. Hao J., Chen L., Zhou J., Application of level set method
to the simulation of liquid–gas two-phase flow during mold
filling, in Physical and Numerical Simulation of Materials
Processing, Parts 1 and 2, Niu J., Liu Z.Y., Jin C., et al.,
Editors. 2008, Stafa-Zurich: Trans Tech Publications Ltd.
43–48.
74. Zhang M.Y., Chen L.L., Pang S.Y., et al., Numerical
simulation of gas–liquid two-phase flow during filling process
based on projection-level set method. Foundry, 2010. 59(5):
478–481.
75. Zhang M.Y., Numerical Simulations of Casting’s Filling
Process based on a Projection Method. 2011, Wuhan, PRC:
Huazhong University of Science and Technology.
76. Jennings A., McKeown J.J., Matrix Computation. 1992,
Chichester: John Wiley & Sons.
77. Smith G.D., Numerical Solution of Partial Differential
Equations: Finite Difference Methods. 1986, Oxford: Clarendon Press.
78. Hestenes M.R., Stiefel E., Methods of conjugate gradients for
solving linear systems. Journal of Research of the National
Bureau of Standards, 1952. 49(6): 409–436.
79. Kershaw D.S., The incomplete Cholesky-conjugate gradient
method for the iterative solution of systems of linear
equations. Journal of Computational Physics, 1978. 26(1):
43–65.
80. Peters A., Non-symmetric CG-like schemes and the finite
element solution of the advection–dispersion equation. International Journal for Numerical Methods in Fluids, 1993.
17(11): 955–974.
128
NUMERICAL IMPLEMENTATION FOR THE FILLING AND PACKING SIMULATION
81. Deng G.B., Piquet J., Queutey P., et al., Navier Stokes
equations for incompressible flows: Finite-difference and
finite volume methods, in Handbook of Computational
Fluid Mechanics, Peyret R., Editor. 1996, Washington, DC:
Academic Press Ltd. 25–97.
82. Flynn M.J., Some computer organizations and their effectiveness. IEEE Transactions on Computers, 1972. 100(9):
948–960.
83. Duncan R., A survey of parallel computer architectures.
Computer, 1990. 23: 5–16.
84. Zhang Y., Acceleration Approaches of the Computation for
Plastic Injection Molding Simulation. 2009, Wuhan, PRC:
Huazhong University of Science and Technology.
85. Yang W.H., Peng A., Liu L., et al., Parallel true 3D CAE
with hybrid meshing flexibility for injection molding, in
SPE Annual Technical Conference - ANTEC, Conference
Proceedings. 2005, Boston, Massachusetts, USA: Society of
Plastics Engineers. 56–60.
5
COOLING SIMULATION
Yun Zhang and Huamin Zhou
State Key Laboratory of Materials Processing and Die & Mould Technology, Huazhong University of Science and Technology,
Wuhan, Hubei, China
5.1
INTRODUCTION
The injection molding process can be generally classified
into three stages, namely, filling, packing (or postfilling),
and cooling. The cooling stage takes about 80% of
the total cycle, and it is the only stage that can be
considerably reduced by using better mold design. In
the plastic injection molding, the cooling system design
affects not only the production efficiency but also the
quality of final products. A rapid cooling improves process
economics by shortening the cycle time. Meanwhile, a
uniform cooling improves product quality by preventing
differential shrinkage, internal stresses, part warpage, and
mold release problems, as well as shorten the molding
cycle.
There are various ways to provide coolness to the
injection mold. The cooling system mainly considered in
the present study is the widely employed cylindrical cooling
channels that provide passages of coolant such as water
and synthetic oil. The coolant is continually running along
cooling channels, in general, or flows only after the polymer
melt fills the cavity; thus, when the melt enters the mold, it
is not subjected to a fast cooling shock. Generally speaking,
the major concern of the cooling system design lies in
finding the best arrangement of the cooling channels and
the best combination of cooling conditions, such that a
rapid, uniform cooling can be achieved. Accordingly, the
parameters involved in the cooling system design mainly
include the size, location, and connectivity of the cooling
channels, as well as the temperature, flow rate, and thermal
properties of the coolant.
Fortunately, numerical simulation has been proved to be
an efficient engineering tool for mold designers to optimize
mold cooling system design before the mold is built. The
goal of cooling analysis is to accurately simulate the cooling
process that takes place within an injection mold. It can help
the mold designers to optimize all cooling configurations,
and thus (i) balance the cooling in the mold and diminish
the thermal stresses that cause warpage, (ii) increase the part
production by cutting down the cooling time, (iii) reduce
operating costs by providing the data needed to select the
optimum coolant flow, pressure, and temperature.
Even though the injection molding process can be
generally classified into three stages, the polymer melt
actually starts cooling as soon as it gets into the cavity.
Hence, strictly speaking, the mold cooling process is
a three-dimensional, cyclic, transient heat conduction
problem with convective boundary conditions on the mold
and cooling channel surfaces. The interaction between the
polymer melt and the mold at all these stages should be
taken into account for a complete analysis. However, it
can be found in most literatures that most analyses for
the filling stage assume a constant mold-wall temperature
to account for the cooling effect. This assumption seems
to be acceptable because the filling time only occupies a
small part of the total cycle time such that the discrepancy
due to neglecting the mold-wall temperature change is
negligible. Thus, most cooling analyses assumed that the
polymer melt has fully filled the cavity and ceased flowing.
However, as is discussed later, the result of the temperature
distribution in the hot polymer melt from the filling analysis
can still be employed as the input data for the cooling
Computer Modeling for Injection Molding: Simulation, Optimization, and Control, First Edition. Edited by Huamin Zhou.
© 2013 John Wiley & Sons, Inc. Published 2013 by John Wiley & Sons, Inc.
129
130
COOLING SIMULATION
analysis in order to give a more complete accounting for
the cooling.
The reported cooling analysis can be divided into two
kinds: (i) the cycle-averaged approach and (ii) the transient
approach.
The cycle-averaged approach is most widely used
because it is simple, computationally efficient, and yet
sufficiently accurate for mold design purposes in standard
plastic injection molding process. Owing to the complex
geometry of the mold introduced by the mold cavity and
the significant difference in thermal properties between the
part and the mold, the cycle-averaged approach decouples
the problem and separately performs the heat conduction
analysis of the part and the mold. In this approach, the mold
heat conduction is modeled to a steady-state heat transfer
approximation, and thus a cycle-averaged temperature field
can be obtained by performing a cyclic steady-state cooling
analysis. It is based on the fact that the mold cavity
temperature oscillates in a relative small range, and the
averaged temperature of the mold does not change with
time during the continuous processing. On the other hand,
as the polymer part is usually very thin and the dimension
along the thickness direction is much smaller than that in
other two directions, the heat conduction can be regarded
to be predominant in the thickness direction of the part.
Thus, the cycle-averaged heat flux over the part surface,
which is obtained by a one-dimensional transient analysis
along the part thickness, can be regarded as the second
boundary condition over the mold cavity for the mold
cooling analysis. In such a manner, the heat conduction
process in the mold and the part can be solved in a separate
way. They are connected via the conformability of the heat
flux over the mold–part interface. The three-dimensional
Laplace’s equation for steady-state heat conduction of
the mold can be solved by different methods. The BEM
was thought to be particularly well suited for the steadystate heat conduction problem of the mold, and it was
adopted in most cycle-averaged cooling simulations. A
major advantage of the BEM is that it reduces the spatial
dimensions of computational domain by 1, and there is no
need to mesh the whole mold solid zone, only the boundary
surfaces of the mold. Thus, the standard and modified BEM
plays a dominant role in mold cooling analysis, and this
chapter mainly focuses on its discussions.
The cycle-averaged approach has been in development
for 20 years and is on the state of tending to mature. As
Kwon1 demonstrated the fundamentals and some features
of the cycle-averaged cooling modeling, most researches
on cooling simulations during the following decade are
based on this modeling. Himasekhar et al.2 performed a
comparative study for the three-dimensional mold cooling
analysis based on cycle-averaged approach. Himasekhar
et al.2 and Chen et al.3 performed mold cooling analysis
by coupling the cycle-averaged mold analysis and the
transient part analysis by an iterative procedure. Chen
et al.4 also developed an alternative formulation by
separating the mold temperature into two components: a
steady component and a time-varying component, and the
time-varying component was evaluated by the difference
between instantaneous heat flux and cycle-averaged heat
flux on the mold–part interface. Rezayat and Burton5
developed a special boundary integral equation for threedimensional complex geometry, in which the mold–part
interface is replaced by the mid-surface of the part,
and the numerical quadrature over the surface of the
cooling channels is reduced to integration over the axis of
cylindrical segments, followed by Park et al.,6 – 8 etc. Hioe
et al.9 developed software capable of simulating the thermal
state of the part and mold for multiple injection molding
cycles.
Although an cycle-averaged temperature distribution can
be obtained from the cycle-averaged cooling analysis, and
it might be sufficient for optimizing certain parts of the
cooling configurations, such as the location, diameter of
the cooling line, coolant properties, and mold materials,
the transient temperature fields from an accurate threedimensional transient cooling analysis together with the
mold and the part are needed for several reasons. First,
although the temperature in the mold interior is relatively
steady, the temperature on the mold cavity suddenly jumps
up when the polymer melt toughs it and plunge down
in the following few seconds. The temperature changes
on the mold cavity in a molding cycle can enhance
the understanding of shrinkage and warpage of plastic
parts. Second, the molded part is assumed to be very
thin, and the heat conduction is thought to occur only
along the thickness direction in the cycle-averaged cooling
analysis. However, one-dimensional transient simulation
for a complicated part may also not be accurate at sharp
corners or may cause sudden change in thinness. Moreover,
the variotherm mold was rapidly developed to improve
the part quality and the efficiency of injection molding
in the past decade. Unlike the standard injection molding
process with constant mold temperature control, the mold is
heated by various methods, and the temperature on the mold
cavity is kept above the polymer-softening temperature
before the polymer melt is injected into the cavity, and
then be cooled down rapidly until the part is ejected
out.10 For the more complicated dynamic mold temperature
control switching between heating and cooling cyclically,
the conventional cycle-averaged approach may introduce
non-negligible prediction errors because of the significant
temperature variation.11
The research on the transient approach began in the
1990s. Hu et al.12 performed a transient cooling simulation
using the dual reciprocity boundary element method. Tang
et al. simultaneously computed the transient temperature
distributions in the mold and the polymer part by Galerkin
MODELING
finite element method using a matrix-free Jacobi conjugate
gradient scheme.13,14 Qiao15 developed a fully transient
mold cooling analysis using the boundary element method
based on the time-dependent fundamental solution. Lin
et al.16 and Chiou et al.17,18 performed fully the threedimension simulations of mold temperature variation based
on the FEM and FVM. Cao et al.19 solved the mold transient
temperature distributions using a 3D finite element method
by specifying the heat-flow rate at the interface between
mold and part. Until now, the cooling analysis for the
rapid heat cycle molding is available in many commercial
simulation softwares, such as Moldflow and Moldex3D. In
contrast to the cycle-averaged approach, the temperature
distributions in the mold and the polymer part should be
solved simultaneously in a coupled model, in which the
Fourier thermal conductivity theory is satisfied on the cavity
surface.
5.2
5.2.1
MODELING
131
into two parts: the cycle-averaged temperature field during
one cycle and the temperature fluctuation field. In general,
the fluctuating component of mold temperature is relatively
small compared to the cycle-averaged component (or steady
component). The temperature fluctuation is greatest near
the cavity surface and diminishes away from the cavity
surface. The localization of the temperature fluctuation
may be explained by the fact that the diffusion time
scale of the mold [(length of mold)2 /(heat diffusivity of
mold)] is roughly 2 orders of magnitude higher than that
of the polymer material for thin part thickness [(part
thickness)2 /(heat diffusivity of polymer melt)]. Therefore,
cooling systems far enough from the cavity surface affect
mainly the cycle-averaged temperature field, but do not
significantly affect the transient fluctuation. In this regard,
the steady cycle-averaged temperature field may well
represent the overall cooling behavior via cooling system,
in the cycle-averaged sense, during this continuous process.
In addition to this approximation, the following simplifications and assumptions have been made in obtaining a
solution to this problem:
Cycle-Averaged Temperature Field
The heat transfer in injection molding is complicated, as
four types of heat transfer behavior are involved: (i) heat
exchange within the polymer melt, (ii) heat flow from the
polymer to the metal mold, (iii) heat transfer between the
mold and the coolant, and (iv) heat escape from the mold
outside surfaces to the ambient air.
Shown in Figure 5.1 is the typical mold temperature
response at a point near the cavity surface during the
continuous injection molding operation. It can be seen that
after a certain transient period at the beginning of molding,
the continuous operation results in a steady-state cyclic
heat transfer behavior in the mold. The temperature field
during such a continuous operation can be decomposed
1. The thermal and other material properties of the
polymer, mold material, and, coolant, such as the
mass density, thermal conductivity, and specific heat,
are assumed to be constants.
2. Heat conduction in the polymer is assumed to be
in the gap-wise direction only since most injectionmolded parts have a sheetlike geometry, that is, the
thickness is much smaller than other dimensions of
the part.
3. The polymer melt and the mold wall are assumed
to be in perfect thermal contact with no air gaps
resulting from possible shrinkage of the polymer
melt. In other words, the interfacial temperature is
the same for both materials.
4. The volumetric flow rate of the coolant is assumed to
be sufficiently large, where the coolant temperature
can be treated as a constant in the calculation.
(Nevertheless, the calculation still provides a cycleaveraged temperature increment as a check on this
assumption.)
Under these assumptions, the Fourier’s equation governing the temperature in the mold thus reduces to the
Laplace’s equation with appropriate boundary conditions.
So, a cycle-averaged approach is computationally more efficient than a fully transient technique and a periodic analysis.
The Laplace’s equation governing the mold cycle-averaged
temperature distribution is given by
FIGURE 5.1 Schematic representation of cyclic, transient
variation of the mold temperature.
∂ 2T
∂ 2T
∂ 2T
+
+
= 0, for (x, y, z) ∈ ∂x 2
∂y 2
∂z2
(5.1)
132
COOLING SIMULATION
As mentioned previously, heat conduction in the polymer is assumed to be in the gap-wise direction only. Therefore, a local one-dimensional transient analysis in the thickness direction is usually adequate for the polymer. The
governing equation for the melt temperature is
Γp
Γo
∂ 2T
∂T
=a 2
∂t
∂s
Ωp
Γe
Ω
FIGURE 5.2 A schematic drawing of a cross-sectional view of
an injection mold: -mold region, pp -plastic part region, ( c )cooling system surface, ( p ) p -mold cavity surface, and ( e ) e mold exterior surface.
where T is the temperature, is the mold region, and x ,
y, and z are the Cartesian coordinates.
5.2.2
Cycle-Averaged Boundary Conditions
Shown in Figure 5.2 is a schematic drawing of a crosssectional view of an injection mold. denotes the mold
region, whose boundary consists of mold cavity surface
( p ), cooling channel surface ( c ), and exterior of mold
boundary surface ( e ). p denotes the mold cavity region.
To complete the model for mold cooling, all boundary
conditions need to be specified.
(5.4)
where t denotes time, T is the melt temperature, s is the
local coordinate along the gap-wise direction, and a is the
thermal diffusivity, and it can be expressed as a = K e /ρC ,
where ρ, K e , and C are the density, effective thermal
conductivity, and specific heat, respectively. When the
polymer melt touches the mold cavity, its temperature is
assumed to be identical in the thickness direction and is
denoted as T 0 . The temperatures on each side of the mold
cavity surface are T w1 and T w2 , respectively. The changes
in the part temperature distribution at the whole cooling
stage are illustrated in Figure 5.3. The final temperature
distribution of the part when it is ejected out can be
calculated by either an analytical method or an implicit
finite-difference method.
Equation 5.4 can be directly solved by the separate
variable method. Let T (t, x ) = U (x ) + V (x , t), and then
T0
T0
t1
5.2.2.1 Mold Cavity Surface The cycle-averaged heat
flux over the mold cavity surface (the surface adjacent to
the polymer) is given by
t2
t3
∂T
= q̄
−Km
∂n
(5.2)
t4
t5
where n is the normal to the surface, K m is thermal
conductivity of the mold material, and q̄ is the cycleaveraged heat flux, which is defined as
tc
q̄ =
0
q(t)dt
tcycle
Tw2
Tw1
(5.3)
where t cycle is the cycle time, t c is the cooling time, q(t)
is instantaneous heat-flux values from the polymer to the
mold. It should be mentioned that cooling happens during
the entire cycle time, and the cooling time t c referred to
in this chapter is defined as the time taken from the melt
injecting to the mold opening, namely, t cycle = t c + t d , where
t d is the demolding time.
2s
FIGURE 5.3 A schematic drawing of heat conduction along
the thickness direction in the polymer part: t 1 –t 5 —different
cooling times, s —half of part thickness, T 0 —initial plastic melt
temperature, and T w1 , T w2 —temperature of mold cavity surface
on each side.
MODELING
Equation 5.4 becomes
∂ 2U
=0
∂x 2
∂V
∂ 2V
=
∂t
∂x 2
(5.5)
(5.6)
133
Besides, an implicit, finite-difference method with a
variable mesh can also be used to solve Equation 5.4.
Discretize the thickness of the part into L nodes, that is,
0 = s 1 < s 2 < · · · < s L = H , and discretize the cooling time
into M steps, that is, 0 = t 1 < t 2 < · · · < t M = t c . Let Tin
denote the part temperature of s i at time t n . Equation 5.4
can be expressed in an implicit finite-difference form:
The boundary conditions are
for x = 0
for x = 2s
U = Tw1 ,
U = Tw2 ,
(5.7)
and
V = T0 − U , for t = 0
V = 0, for x = 0 and x = s
(5.8)
respectively. Equations 5.5 and 5.6 are solved, and thus the
solution of T (t, x ) is obtained, as follows:
T (t, x) = Tw1 +
×e
x
(Tw2 − Tw1 ) +
s
∞
n=1
nπ x 2
sin
nπ
s
(T0 − Tw1 ) − (T0 − Tw2 ) (−1)n
2 2
− an 2π t
s
(5.9)
In the above equations, the thermal diffusivity, a, is
treated as a constant. In reality, the thermal diffusivity is
a function of temperature, and it is preferable to use an
average value of thermal diffusivity. The effective thermal
conductivities for plastics used commonly in injection
molding can be found in Reference 20. Thus, the cycleaveraged heat flux q̄ can be calculated as
tc
q̄ =
=
0
q(t)dt
tcycle
tc
=
0
∂T (t,x)
∂x dt
tcycle
∞
2s
1
T0 − Tw1
(Tw2 − Tw1 ) +
2
2
s
an π tc
n+1
n+1
Ti+1
− 2Tin+1 + Ti−1
ρC Tin+1 − Tin
=0
−
(s)2
t
(Ke )n+1
i
(5.12)
Because the amount of internal radiation depends on the
temperature of the glass, the effective thermal conductivity
K e varies and depends on position and time. Therefore,
the above finite-difference equation is nonlinear, which
should be solved by iteration technique to obtain the part
temperature distribution.
5.2.2.2 Cooling System Surface On the cooling system
surface (the surface adjacent to the coolant), a heat transfer
coefficient is imposed and defined as
Km
∂T
= −hc (T − T∞ )
∂n
(5.13)
where h c represents the effective heat transfer coefficient
between the mold and the coolant at a temperature of T ∞ , n
is the normal to the surface, and K m is thermal conductivity
of the mold.
The cylindrical cooling channel is the most widely
employed way that provides passages for the coolant to
remove heat from the injection mold. As heat transfer
of flows in circular ducts arises in many types of heatexchanger equipment, it has been studied extensively in
many literatures. The heat transfer coefficient, combined
with a Nusselt number, was found to be a function of the
flow Reynolds number and the Prandtl number of the fluid.
That is
hc D
= f (Re, P r)
(5.14)
Nu =
kc
n=1
− (T0 − Tw2 ) (−1)n
1 − exp
2 2
− an π2 tc
s
(5.10)
The average temperature of the polymer part cross
section along the thickness direction, which is meaningful
for estimating the cooling time, can be calculated by
T̃ (t, x) =
1
s
s
0
∞
T (t, x)dx =
1
(Tw1 + Tw2 )
2
2 − an22π 2 t 1 − (−1)n
e s
2
2
n π
n=1
(T0 − Tw1 ) − (T0 − Tw2 ) (−1)n (5.11)
+
where k c represents the thermal conductivity of the
coolant with D being the diameter of the cooling channel.
In particular, flow with a Reynolds number less than
approximately 2100 is characterized as laminar flow, in
which the flow can be regarded as various layers moving
at different velocities. Owing to the slow motion of fluid
near the channel surface, heat is removed essentially by
conduction, which turns out to be very inefficient. On
the other hand, fully developed turbulent flow occurs
for Reynolds numbers greater than about 10,000. As
there is a component of velocity perpendicular to the
flow direction, the heat transfer is dramatically improved.
Flows between these two Reynolds number regions exhibit
transient characteristics intermittent between laminar flow
134
COOLING SIMULATION
and turbulent flow. The Prandtl number, which is defined as
the kinematic viscosity of the fluid divided by the thermal
diffusivity of the fluid, is a measurement of how rapidly
momentum is dissipated compared to the rate of diffusion
of heat through the fluid.
Owing to the great benefit of maintaining a turbulent
flow in the cooling channel (at the expense of increased
pumping requirements), it has been tacitly assumed that
the flow of coolant in the cooling channel is turbulent.
The mold cooling analysis should provide the Reynolds
number for each channel as a check on this assumption. By
examining several equations for calculating the heat transfer
coefficient in turbulent flows, we observe that the equation
presented by Dittus and Boelter seems to be suitable for the
present problem. This Dittus–Boelter equation states that
Nu =
hc D
= 0.023Re0.8 P r 0.4
kc
the Nusselt number of the air. For vertical mold exterior
surfaces, N̄ u is calculated by
N̄ u = 0.677P ra1/2 (0.952 + P ra )−1/4 Gr 1/4
where Pr a and Gr are Prandtl number and Grashof
number of the air, respectively. For horizontal mold
exterior surfaces, the convective heat transfer coefficient
is expressed as
(5.20)
N̄ u = C(GrP ra )m
where C and m are constants. C = 0.54, m = 0.25 for
upward surfaces and C = 0.58, m = 0.2 for downward
surfaces. Pr a , Gr are calculated by
Gr =
(5.15)
0.8
cp μ
kc
0.4
kc
D
(5.16)
where ρ, μ, and c p represent the mass density, absolute
viscosity, and the specific heat of the coolant, respectively,
and Q is the volumetric flow rate. The heat transfer
coefficient in Equation 5.16 is the boundary condition
defined on the cooling channel surfaces.
5.2.2.3 Mold Exterior Surface It is assumed that there
are no heat conduction between the nozzle and mold. For
the mold surfaces in contact with the ambient air, heat is
mainly transferred by convection and radiation. However,
the heat transferred by radiation is relatively small because
of its moderate temperature, and thus is not taken into
considerations. Similar to the cooling system surface, the
boundary condition on the mold exterior surface can be
given, expressed as
Km
∂T
= −ha (T − Ta )
∂n
gβ(Twa − Ta )L3
νa2
(5.21)
νa
αa
(5.22)
and
P ra =
The above equation is valid for 10,000 < Re < 120,000
and 0.7 < Pr < 120. It can also be rewritten as
4ρQ
hc = 0.023
π μD
(5.17)
where h a represents the convective heat transfer coefficient
between the mold and the air at the temperature T a . The
convective heat transfer coefficient is prescribed based on
the correlations available in the literature for a steady-free
convective heat transfer on exterior surfaces21,22 and is
expressed as
N̄ u • ka
ha =
(5.18)
L
where k a is the heat transfer coefficient of the air, L is
the characteristic length of the mold surface, and N̄ u is
(5.19)
respectively, where g is the acceleration due to gravity; T a
and T wa are temperatures of the air and the mold surface,
respectively; and β, ν a , and a a are the volume thermal
expansion coefficient, kinematical viscosity coefficient, and
thermal diffusion coefficient of air, respectively.
5.2.3
Coupling Calculation Procedure
To perform an analysis for cycle-averaged mold temperature, one needs to know all the boundary conditions as
described above. Among them, heat transfer conditions for
the cooling system surfaces and mold exterior surfaces can
be predicted by correlations discussed above. However, for
the mold cavity surface, the cycle-averaged heat flux has to
be calculated using Equation 5.3, which in turn needs the
cycle-averaged mold surface temperature distribution and
the cooling time t c . This implies that the present simulation procedure is iterative. The convergence is based on the
consistency of solution, that is, to maintain compatibility of
temperature and heat flux at the mold–melt interface. As
shown in Figure 5.4, the following iterative procedure is
developed for this purpose:
Step 1. To begin the iteration, assume a mold–melt interface temperature distribution and a cooling time t c . For
the mold–melt interface temperature distribution, the
average value of polymer melt and cooling fluid temperature may be a good initial value. The estimation of
the cooling time t c will be discussed later in detail.
Step 2. Carry out the melt/part analysis to determine heatflux variation with time along the mold–melt interface.
Using the heat-flux variation, the cycle-averaged flux
values along the mold–melt interface are determined.
MODELING
Step 3. Using the resulting cycle-averaged flux distribution
along the mold–melt interface and the heat transfer conditions for the cooling system surfaces and mold exterior
surfaces, perform the mold steady heat transfer analysis to obtain the cycle-averaged temperature distribution
along the mold–melt interface.
Step 4. If the resulting melt–mold interface temperature
distribution and the cooling time calculated by the mold
analysis are in close agreement with what is assumed
for the melt analysis, the iterative procedure is stopped;
otherwise proceed to step 2 and repeat.
5.2.4
Calculating Cooling Time
It should be noticed that to perform a cycle-averaged
cooling analysis, the cooling time should be known to
calculate the cycle-averaged heat flux using Equation 5.3.
However, the cooling time is actually undetermined because
it relates to the temperature field of the part. This means that
the cooling time t c should be estimated first and determined
iteratively in parallel with the mold cavity temperature,
as illustrated in Figure 5.4. An accurate initial guess of
the cooling time is important to reduce the outer iteration
number.
The cooling time t c is defined as the period of time
required to cool a part from its injection temperature to
reach a specified ejection temperature, T e , at which the part
can be removed from the mold yet still preserve its shape.
The cooling time is critical to the productivity because
that the cooling process is the longest stage in the whole
135
injection process. The part is excessively cooled to preserve
its shape if the cooling time is too long. On the other hand,
if the cooling is insufficient, the part temperature would
be too high at the moment it is ejected. The solidified
layer of the part is too thin to preserve its shape, and it
might significantly deform under the ejection force. For
these reasons, the cooling time should be carefully selected
to balance the productivity and the part quality.
The optimum cooling time is the minimum cooling time
needed to satisfy the required dimensional accuracy of
the mold part. Certainly, it depends on the temperature
distribution of the part at cooling stage. However, it is
difficult to give a criterion to determine the optimum
cooling time by the part temperature: temperatures of how
many and which portions of the part reach the ejection
temperature T e can be regarded as the watershed that
the part can be ejected within a acceptable deformation?
Simple equations are thought to be straightforward to
mold engineers and can be derived from semitheoretical
and theoretical models of heat transfer in the plastic part
itself.23 – 26 White26 considered that the cooling time is
the time span from injection ending to the moment when
the mid-plane temperature at maximum cavity thickness
reaches the ejection temperature, and it can be estimated by
tc =
4S 2
4
ln
αeff π 2
π
Ti − Tw
Te − Tw
(5.23)
where S is half of the maximum cavity thickness, a eff is the
effective thermal diffusivity, T i is the melt temperature at
injection, T e is the ejection temperature, and T w is the mold
temperature. According to Equation 5.23, all polymer melts
solidifying for the cooling time if the mold temperatures are
uniform. However, Equation 5.23 usually overestimates the
cooling time. Liang et al.23 declared that the calculation of
cooling time based on a cycle-averaged temperature over
the cross-section for the molded part might be better than
doing calculation based on the mid-plane temperature. He
proposed a judicious selection of the representative ejection
temperature, and the cooling time could be estimated by
4S 2
8
ln
tc =
2
αeff π
π2
T i − Tw
T e − Tw
(5.24)
where symbols have same meanings as in Equation 5.23.
Taking the assumption that the part can be ejected from
the mold yet still preserve its shape when its solidification
layer reaches one-third thickness over the whole surface, a
reasonable cooling time can be calculated by
√
4s 2
2 3 T i − Tw
tc = max
ln
(5.25)
αeff π 2
π
T e − Tw
FIGURE 5.4
procedure.
The flow chart of the coupling calculation
where s is half of the cavity thickness.
136
COOLING SIMULATION
5.3 NUMERICAL IMPLEMENTATION BASED
ON BOUNDARY ELEMENT METHOD
−
The boundary element method consist of two techniques:
(i) Transforming the partial differential equation that
describes the behavior of the unknown inside and on the
boundary of a domain into an integral equation relating
only boundary values, and (ii) finding out the numerical
solution to this boundary integral equation. As all numerical
approximations take place only on the domain boundaries,
the dimensionality of the problem is reduced by 1, and it
is efficient and economical for solving potential problems,
whose governing equation is the Laplace’s or Poisson’s
equation. Moreover, as we mentioned in the beginning
of this chapter, because discretizations are necessary only
on the domain boundaries in numerical approximations,
it particularly suits for porous domains or complicated
domains that are difficult to be discretized over whole
bodies, such as the plastic injection mold.
−T (x )]
q(x )w(y, x )d(x ) −
[T (x )
2
1
∂w(y, x )
d(x )
∂n
(5.30)
where i = 1, 2, 3 and Einstein’s summation convention for
repeated indices is implied. Integrate by parts once more,
∇ 2 w(y, x )T (x )d(x ) = −
1
−
q(x )w(y, x )d(x ) −
T (x )
2
−
2
u(x )
1
(5.31)
or, generally,
∇ 2 w(y, x )T (x )d(x ) = −
with essential and natural boundary conditions
T (x ) = T (x ) on 1
(5.27)
q(x ) = q(x ) on 2
(5.28)
is the gradient on the boundary and
where q(x ) =
the terms with overbars indicate known values of T (x ) or
q(x ). Now, we will derive the boundary integral equation
of Equation 5.26 using the weighted residual technique.
The error introduced by approximate solutions of T and
q can be minimized using the following weighted residual
statement:
∂T (x )
∂n
∇ 2 T (x )w(y, x )d(x ) =
[q(x ) − q(x )]w(y, x )d(x )
2
−
[T (x ) − T (x )]
1
∂w(y, x )
d(x )
∂n
(5.29)
where w is a weighting function of variable y and x .
Integrate Equation 5.29 by parts with respect to x i gives
−
∂T (x ) ∂w(y, x )
d(x ) = −
∂xi (x ) ∂xi (x )
q(x )w(y, x )d(x )
1
T (x )
The mold cycle-averaged temperature distribution is governed by Equation 5.1. We are seeking an approximate
solution satisfying this equation and all boundary conditions, yields
∇ 2 T (x ) = 0 in (5.26)
q(x )w(y, x )d(x )
+
Boundary Integral Equation
∂w(y, x )
d(x )
∂n
∂w(y, x )
d(x )
∂n
5.3.1
q(x )w(y, x )d(x )
∂w(y, x )
d(x )
∂n
(5.32)
Now, we will introduce the fundamental solution of
Laplace’s equation. If a function T ∗ (y, x ) satisfies the
following equation
∇ 2 T + δ(y, x ) = 0
(5.33)
T ∗ (y, x ) is called the fundamental solution of Laplace’s
equation. In the above equation, y is a point in the interior
of the domain and δ(y, x ) is the Dirac delta function.
The Dirac delta function has the following properties:
δ(y, x ) = 0,
for y = x
δ(y, x ) = ∞,
for y = x
(5.34)
and for any function u(x ),
u(x )δ(y, x )d(x ) = u(y)
(5.35)
Thus, the function T ∗ (y, x ) satisfies
∇ 2 T ∗ (y, x ) = −δ(y, x )
(5.36)
for two-dimensional problems
T ∗ (y, x ) =
1
1
ln
2π
r(y, x )
(5.37)
for three-dimensional cases
1
T (y, x ) =
4π
∗
1
r(y, x )
(5.38)
NUMERICAL IMPLEMENTATION BASED ON BOUNDARY ELEMENT METHOD
where r(y, x ) denotes the distance between the point y
and x . Substituting Equation 5.36 into Equation 5.32, and
according to the properties of Dirac delta function, it gives
q ∗ (y, x )T (x )d(x ) =
T (y) +
137
Γe
T ∗ (y, x )q(x )d(x )
(5.39)
or
y
∗
T (y, x )q(x ) − q ∗ (y, x )T (x ) d(x ) (5.40)
T (y) =
∗
r=e
∂T ∗ (y,x )
.
∂n
Thus, we obtain the integration
where q (y, x ) =
equation about an arbitrary point y in the interior of the
domain . It can be seen that the value of function T (y)
at an interior point y can be represented by the integration
of T and its directional derivative q over the boundary.
Taking account of that if the point y is on the boundary
rather than in the interior of the domain , two different
procedures can be employed to deduce the boundary
integral equation. One is through the physical consideration
that a constant potential applied over a closed body
produces no flux. The other is by assuming that the body
under consideration can be augmented by a small region
ε , which is part of a circle of radius ε centered at point y
on the boundary (Fig. 5.5). The latter approach is herein
presented for three-dimensional problems. Without loss of
generality, assume that the second boundary condition is
satisfied on whole boundary, which now consisting of two
parts: the new hemisphere surface ε and the old boundary
excluding the projection of the new hemisphere − ε . y is
now an interior point by introducing the small region ε ,
thus the integral equation (Eq. 5.39) yields
T q ∗ d +
T +
ε
T q ∗ d =
q̄T ∗ d
−ε
ε
q̄T ∗ d (5.41)
+
−ε
When the radius ε approximates 0, the integrations in the
left of Equation 5.41 becomes
lim
ε→0 −ε
lim
ε→0 ε
T q ∗ d =
T q ∗ d
(5.42)
T q ∗ d = lim
ε→0 ε
= lim
ε→0 ε
T
∂
∂n
1
4π r
−1
T d
4π ε2
d
−1
T q d = lim
T (ξ )2π ε2
lim
ε→0 ε
ε→0 4π ε 2
Three-dimensional body augmented by a small
where ξ is a certain point on the hemispherical surface.
When ε → 0, T (ξ ) → T (y), thus
lim
ε→0
1
T q ∗ d = − T
2
ε
lim
ε→0 −ε
lim
ε→0 ε
q̄T ∗ d =
(5.44)
q̄T ∗ d
(5.46)
q̄T ∗ d = 0
(5.47)
Introducing Equations 5.42, 5.45–5.47 into Equation 5.41,
the boundary integration equation can be obtained as
1
T (y) +
2
T (x )q ∗ (y, x )d(x ) =
q(x )T ∗ (y, x )d(x )
(5.48)
In the above deduction of the boundary integration
equation, the second boundary condition over the whole
boundary is assumed. However, Equation 5.48 is still valid
for other two boundary conditions. If the boundary is not
smooth anymore at the point y, the boundary integration
equation should be modified as
T (x )q ∗ (y, x )d(x ) =
(5.43)
(5.45)
Similarly, the integrations in the right of Equation 5.41 yield
c(y)T (y) +
Using the mean value theorem for integrals to Equation
5.43, and assuming that the boundary is smooth at the point
y, we have
∗
FIGURE 5.5
region ε .
q(x )T ∗ (y, x )d(x )
(5.49)
where c(y) is the solid angle coefficient at the point y and
c(y) =
α
4π
(5.50)
for three-dimensional problems. α is the solid angle formed
by the tangent planes at the point y and α = 2π if the
boundary is smooth.
138
COOLING SIMULATION
5.3.2
Numerical Implementation
5.3.2.1 Boundary element model In general, it is impossible to obtain analytical solutions to Equation 5.49
with particular geometries and boundary conditions in actual applications. The boundary element method produces
a suitable reduction of the equation to an algebraic form
that can be solved by a numerical approach. It generally
consists of the following steps27 :
1. The boundary is discretized into a series of elements over which the potential and its normal derivative are supposed to vary according to interpolation
functions. The geometry of these elements can be
modeled using straight lines, circular arcs, parabolas,
and so on.
2. Using the method of collocation, the discretized
equation is applied to a number of particular nodes
within each element, where values of the potential
and its normal derivative are associated.
3. The integrals over each element are carried out using,
in general, a numerical quadrature scheme.
4. By imposing the prescribed boundary conditions of
the problem, a system of linear algebraic equations is
obtained. The solution of this system of equations,
which can be effected using direct or iterative
methods, produces the remaining boundary data.
Considering that the mold body is three-dimensional, its
boundary is divided into series of “triangles” or “boundary
elements,” as shown in Figure 5.6. The points where the
unknown values are considered are called nodes and taken
to be in the center of each triangle for the so-called
“constant” elements. Linear elements, in which the nodes
are at the adjacent vertexes between elements, and quadratic
elements in which an extra node on the adjacent edges
between elements are generally used element types. For
simplicity, discretizations with three-dimensional constant
boundary elements are discussed in this chapter, while other
element types are not involved.
Considering the constant element case, the boundary is
discretized into N elements, of which N 1 are assumed to
belong to 1 and N 2 belong to 2 . The values of u and q
are taken to be constant on each element and equal to their
values at the center node of the element. Note that in each
element, the value of one of the two variables (T and q) is
known, and the other one is to be evaluated.
Taking y as the node i on which the fundamental solution
is applied, that is, T (y) = T i . Similar consideration applies
to the coefficient c(y). Dropping y, x notation which is
written between brackets for simplicity, Equation 5.49 can
be discretized as follows:
ci Ti +
N
j =1
T q ∗ d =
j
N
j =1
T ∗ q d,
j
for i = 1, 2, . . . , N
(5.51)
Notice that for constant elements, the boundary is always
“smooth,” hence the c i coefficient is identically equal to
1/2. j is the area of element j . Equation 5.51 represents, in
discrete form, the relationship between the node i , at which
the fundamental solution is applied, and all the j elements
(including the one i = j ) on the boundary, as shown in
Figure 5.7.
As the values of T and q inside the integrals in Equation
5.51 are constant within each element, and consequently
they can be taken out of the integrals. This gives
1
Ti +
2
N
j =1
N
q d Tj =
∗
j
j =1
∗
T d qj ,
j
for i = 1, 2, . . . , N
(5.52)
The integrals q ∗ d relate the i node with the element j
over which the integral is carried out. Hence, these integrals
Element
Node
FIGURE 5.6
Three-dimensional constant boundary elements.
FIGURE 5.7 Relationship between the fundamental solution at
boundary node i and the boundary elements.
NUMERICAL IMPLEMENTATION BASED ON BOUNDARY ELEMENT METHOD
will be called Ĥij . It can be calculated by
q ∗ (y, x )ds =
Ĥij =
j
j
∂T ∗ (y, x )
ds
∂n
q=
(5.53)
where j denotes the j th triangular
integral element.
Similarly, the integrals of type T ∗ d will be called G ij ,
calculated by
T ∗ (y, x )ds =
Gij =
j
j
1
ds
4π r(y, x )
1
Ti +
2
N
Ĥij Tj =
j =1
Gij qj ,
(5.60)
where fc = − Khmc .
Using Equation 5.60, the extended form of Equation 5.58
can be given as
· · · + Hij Tj + · · · = · · · + Gij qj + · · · = · · ·
+Gij fc (Tj − T∞ ) + · · ·
(5.54)
(5.61)
It follows that
Hence, Equation 5.52 can be written as
N
hc
∂T
=−
(T − T∞ ) = fc (T − T∞ )
∂n
Km
139
for i = 1, 2, . . . , N
j =1
· · · + (Hij − Gij fc )Tj + · · · = · · · + Gij fc (−T∞ ) + · · ·
(5.62)
The above method is also adopted for the mold exterior
surface. For the mold cavity surface, Equation 5.2 gives
(5.55)
q̄
∂T
=−
∂n
Km
If we define
Ĥij
Hij =
Ĥij +
1
2
when i = j
when i = j
(5.56)
Equation 5.55 can be written as
N
j =1
Hij Tij =
N
Gij qj , for i = 1, 2, . . . , N
(5.57)
j =1
which is a set of equations and can also be expressed in
matrix form as
H T = Gq,
H , G ∈ R n×n ,
T , q ∈ Rn
(5.58)
Note that N 1 values of u and N 2 values of q are known on
boundary , hence there are only N unknowns in Equation
5.58, which now can be reordered in accordance with the
unknown under consideration. Reorder Equation 5.58 with
all the unknowns on the left-hand side and a vector on the
right-hand side obtained by multiplying matrix elements by
the known values of T̄ and q̄. This gives a system of linear
equations as
Ax = b
(5.59)
where x is the vector of unknown T or q and b
reflects boundary conditions. Equation 5.59 can be solved
computationally by the Gauss elimination method or
other iterative solvers. Once Equation 5.59 is solved, all
unknowns T or q of the nodes on the boundary are obtained.
Now, we introduce the boundary conditions described
in Section 4.2.2 into Equation 5.58 to obtain a system of
linear algebraic equations. For the cooling system surface,
Equation 5.13 can be rewritten as
(5.63)
By defining
⎧
⎪
⎨Hij − Gij fc on the cooling system surface c
H̃ij = Hij − Gij fa on the mold exterior surface e
⎪
⎩
Hij
on the mold cavity surface p
(5.64)
⎧
f
(−T
)
on
the
cooling
system
surface
⎪
∞
c
⎪
⎨ c
f
(−T
)
on
the
mold
exterior
surface
a
a
e
pj =
⎪
q̄
⎪
⎩−
on the mold cavity surface p
km
(5.65)
b = Gp
(5.66)
a system of linear algebra equations is arisen:
H̃ T = b
(5.67)
It is worth to notice that H̃ is a fully unsymmetrical
populated matrix of order N .
Once Equation 5.67 is solved, all the values of T and
q on the boundary are known, and one could calculate the
value of temperature at any interior point using
qT ∗ d −
Ti =
T q ∗ d
(5.68)
It can be written in discretized form as
Ti =
N
j =1
qj Gij −
N
j =1
Tj Ĥij
(5.69)
140
COOLING SIMULATION
The values of internal heat fluxes can be calculated by
differentiating Equation 5.68 as was done in Equation 5.50.
Hence,
∂T
∂xl
=
q
∂T ∗
d −
∂xl
u
∂q ∗
d
∂xl
y
(5.70)
where x l are the coordinates, and l = 1, 2, 3 for threedimensional cases. As the main interest in the cooling
analysis lies in finding the temperature and heat flow
over the boundary surface, the direct result of solution of
Equation 5.67 would be just sufficient for the present design
purpose.
It should be remembered that as the compatibility of
temperature and heat flux at the mold–melt interface must
be maintained, the whole cooling simulation procedure is
iterative. This means that Equation 5.67 must be resolved
for many times with different boundary conditions assumed
on the mold cavity. Thus, the matrices H̃ and G must be
assembled and maintained during the whole computational
process. The flow chart of the cycle-averaged cooling
simulation base on boundary element method is shown in
Figure 5.8. It may be noted that there are nested iterations
in the solution. The inner iteration is used to solve the
linear algebra equations, and the outer one is employed to
D (y, x)
r
y
n
2
l23
x
0
x
a
l12
3
l31
z
1
FIGURE 5.9
Illustration of the integral over a field element.
update the boundary conditions and therefore the algebra
equations.
5.3.2.2 Integration Techniques The coefficients Ĥij and
G ij , which means integrals over the element j related the
node i , can be calculated using simple Gauss quadrature
rules for all elements except one where i = j . Let D(y, x )
denote the vertical distance between y and the j th element
j , as shown in Figure 5.9, in this case,
∂r
r •n
D(y, x )
=
= cos α =
•
|r| |n|
∂n
r(y, x )
(5.71)
where α is the angle between n and r.
Let us recall that the fundamental solution T ∗ (y, x ) =
1
4π r(y , x ) to Laplace’s equation for three-dimensional problems as expressed in Equation 5.38, it follows that
∗
∂
1
4π r(y,x )
∂T (y, x )
=
∂n
∂n
−D(y, x )
∂r(y, x )
−1
=
=
2
∂n
4π |r(y, x )|
4π |r(y, x )|3
q ∗ (y, x ) =
(5.72)
Using Gaussian integral formula, Equations 5.53 and
5.54 can be rewritten as
q ∗ (y, x )ds = −
Ĥij =
j
m
FIGURE 5.8 The flow chart of the cycle-averaged cooling
simulation based on boundary element method.
k=1
Aj D(y, x )
2π
wk
3/2
2
(xk − xi ) + (yk − yi )2 + (zk − zi )2
(5.73)
141
NUMERICAL IMPLEMENTATION BASED ON BOUNDARY ELEMENT METHOD
Gij =
j
m
k=1
Aj
1
ds =
4π r(y, x )
2π
I2
I21
wk
2
(xk − xi ) + (yk − yi )2 + (zk − zi )2
I24
(5.74)
I22
where m is the number of integral points, (x k , y k , z k ) is the
coordinate of integral points, wk is the associated weighting
factor, (x i , y i , z i ) is the coordinate of the source point y,
and Aj is the area of the field element j . The integral
points can be obtained by
⎧
⎪
⎨xk = x1 φk (x) + x2 φk (y) + x3 φk (z)
yk = y1 φk (x) + y2 φk (y) + y3 φk (z)
⎪
⎩
zk = z1 φk (x) + z2 φk (y) + z3 φk (z)
(5.75)
where [φ k (x ), φ k (y), φ k (z )] is the coordinate coefficient of
integral points; (x 1 , y 1 , z 1 ), (x 2 , y 2 , z 2 ), and (x 3 , y 3 , z 3 ) are
the vertex coordinates of the triangular field element.
Usually, the number of integration points should be sufficient to provide the required accuracy. As the mold cavity
usually has large planes but a much smaller thickness, uniform mesh in the discretizations will inevitably create a
huge number of elements. When using the Gaussian integral formula, the number of Gaussian integral points affects
the accuracy and efficiency of the calculation greatly. Insufficient integral points cannot guarantee the accuracy, while
too many will significantly increase the computation cost.
Therefore, it is necessary to use fewer integral points, while
the accuracy remains satisfactory. Balancing the integration
accuracy and efficiency, a dynamic allocation method of
integral points can be used. In this method, the size of a
triangular field element is evaluated by its averaged side
length, that is, L = (l 12 + l 23 + l 31 )/3, where l 12 , l 23 , and
l 31 are the lengths of three sides, respectively, as shown
in Figure 5.9. For different value ranges of Ratio = r/L,
different integral orders will be adopted as follows:
1. If Ratio > 24, the integral order of 2 is adopted, that
is, the number of Gaussian integral points is 4.
2. If 6 < Ratio ≤ 24, the integral order of 3 is adopted,
that is, the number of Gaussian integral points is 7.
3. If 1.5 < Ratio ≤ 6, the integral order of 4 is adopted,
that is, the number of Gaussian integral points is 16.
4. If Ratio ≤ 1.5, higher integral order should be
adopted. According to experience the triangular field
element will be divided into four subelements, as
shown in Figure 5.10. Accordingly, the integration
over the field element will also be transformed into
the sum of integrations over the four subelements,
that is, I = I 1 + I 2 + I 3 + I 4 , and for each subelement,
I23
I3
I1
I4
FIGURE 5.10
Illustration of the element division.
recalculate the Ratio and follow the above rules. This
procedure should be repeated if further division is
required, such as I 2 = I 21 + I 22 + I 23 + I 24 .
The coefficients Ĥij and G ij cannot be calculated
using simple Gauss quadrature scheme while i = j , as the
integrals corresponding to the elements are singular. The
H ii coefficients are equal to 1/2 for constant elements. The
G ii coefficients, which contain integrable singularities, can
be evaluated analytically by employing polar coordinates
(Fig. 5.11),
θ1
Gii =
R1 (θ)
0
R3 (θ)
2π
θ1 +θ2
R2 (θ)
dR dθ
θ1
0
0
+
θ1 +θ2
dR dθ +
dR dθ
(5.76)
0
3
a3
l31
q2
q1
R2(q)
q3
R3(q)
l23
R1(q)
q
a2
a1
1
l12
2
FIGURE 5.11 Geometrical definitions of integration while the
source point is in the field element.
142
COOLING SIMULATION
which after evaluation yields
2Ai
Gii =
3
+
where M is the preconditioning matrix. Thus, the solution
of Equation 5.67 can be obtained from
tan[(θ1 + α2 )/2]
1
ln
r23
tan(α2 /2)
tan[(θ2 + α3 )/2]
1
ln
r31
tan(α3 /2)
tan[(θ2 + α3 )/2]
1
ln
+
r31
tan(α3 /2)
T = M −1 y
(5.77)
5.3.2.3 Solving the linear systems arising from BEM
As the matrix of system arising from the boundary element
method is fully populated and nonsymmetric, the solution of
the system is usually obtained using direct solvers such as
Gauss elimination, in which O(N 3 ) operations, and O(N 2 )
memory are required. These limit the BEM only practicable
to medium-size problems. The memory requirement and
the computation efficiency are two bottleneck problems in
the BEM-based cooling simulation for injection molding.
As Equation 5.67 must be resolved many times because
there is an outer iteration employed to update the boundary
conditions, seeking for a stable solver for Equation 5.67
are significant to improve the computation efficiency.
Compared with the Gauss elimination method, a fast
convergent iterative method, which would require the
number of iterations much less than N , will decrease
the computational cost to O(N 2 ). However, the classical
iterative methods such as Jacobi or Gauss–Seidel, even
with relaxation, either do not converge or present very low
convergence rates.28 In recent years, the Krylov subspace
iterative methods are attractive for solving linear systems
arising from the BEM formulation, especially combining
with the preconditioning technique.28 – 33
The dense nonsymmetric linear systems (Eq. 5.67) are
usually ill-conditioned, as the mixed boundary conditions
are complex, especially for large-scale problems. It is well
known that the convergence rate of an iterative method
for solving a linear system greatly depends on the spectral
properties of coefficient matrix. The iterative solver might
converge very slowly or even diverge for ill-conditioned
linear equations. Preconditioning is an essential technique
to accelerate the convergence rate of iterative solvers by
improving the spectral properties of coefficient matrix.
Right preconditioning is superior to left preconditioning,
in general, for linear equations arising from the boundary
element method.32 Let
MT = y
(5.78)
Equation 5.67 can be rewritten as
H̃ M −1 y = b
(5.79)
(5.80)
Equation 5.79 can be resolved more easily than Equation
5.67, as the spectral radius of its coefficient matrix H̃ M −1
is diminished. In practice, the preconditioning matrix should
meet that (i) H̃ M −1 is better conditioned than H̃ and (ii)
M − 1 is inexpensive to apply to an arbitrary vector. Jacobi
preconditioning matrix is the simplest one and consists of
only the diagonal elements of the coefficient matrix H̃ .
The Jacobi preconditioner is convenient to use for no extra
storage beyond that of the matrix H̃ itself is needed and
M − 1 can be easily calculated. Xiao et al.28 performed
numerical experiments of preconditioned Krylov subspace
methods solving the dense nonsymmetric systems arising
from the BEM. It was proved that Jacobi preconditioning
prevails over incomplete factorization preconditioning for
solving BEM equations.
Biconjugate gradient (Bi-CG), generalized minimal
residual (GMRES), conjugate gradient squared (CGS),
quasi-minimal residual (QMR), and biconjugate gradient
stabilized (Bi-CGStab) are several typical Krylov subspace
iterative solvers in use. In general, GMRES, QMR, and BiCGStab are more effective in comparison with other Krylov
subspace methods for solving BEM equations.28 Thus, Jacobi preconditioned GMRES, QMR, and Bi-CGStab would
be preferable to solve Equation 5.67.
Right preconditioned GMRES(m) for a linear system
H̃ T = b is briefly described as follows, and more details
about GMRES, QMR, and Bi-CGStab can be found in
Reference 34.
Right Preconditioned GMRES(m) Algorithm
Step 1. Give an initial solution vector T 0 ∈ R n and a
limited tolerance ε > 0.
Step 2. Compute the residual error: r 0 = b 0 − H̃ T 0 , β =
r 0 2 , v 1 = r 0 /β.
Step 3. For a positive integer m n, construct the Hessenberg matrix H̄ m ∈ R (m+1)×m in an iterative manner, as
follows:
for j = 1, 2, . . . , m
for i = 1, 2, . . . , j
w j = H̃ M −1 v j
hij = (w j , v i )
w j = w j − hij v i
end for i hj +1,j = w j 2 , if h j + 1, j ≡ 0, then set m = j and go to
Step 4
wj
v j +1 =
hj +1
end for j
ACCELERATION METHOD
FIGURE 5.12
143
Comparisons on convergences of several iterative solvers.
Step 4. Solve the least square problem: y m = arg minm
TABLE 5.1
||βe 1 − H̄ m y||2 , and obtain the approximate solution by
T m = T 0 + z m , where z m = M −1 V m y m .
Step 5. Compute the residual error rm = ||r 0 − H̃ z m ||2 , if
r m < ε, the computation is convergent and the solution
is T = T m , or else update the initial solution vector by
T 0 = T m , go to Step 2.
Number of Elements
The Space Requirement of the BEM Matrix
y∈R
Numerical experiments have been performed to compare convergence properties between GMRES and successive over-relaxation (SOR) method. Comparisons on convergences between them are shown in Figure 5.12. The
testing data arises from Equation 5.67, and the number of
unknowns is 13,772. The error used to evaluate the convergence is defined as ε = b − M T 2 / b 2 . Besides, an
under-relaxation factor (ω ≤ 1) is adopted to guarantee convergence in the SOR. Indeed, we found that SOR might not
converge even if an under-relaxation factor is employed
while solving Equation 5.67 in many cases. It can be seen
that the convergence rate of preconditioned GMRES, either left or right preconditioned, are both superior to SOR.
Right preconditioned GMRES converge quickly than left
preconditioned GMRES while the error is very small. This
agrees with the numerical results in Reference 32.
5.4
5.4.1
ACCELERATION METHOD
Analysis of the Coefficient Matrix
In the simulation, H̃ and G are two basic matrices that
are both nonsymmetric and dense. These dense matrices
require a great storage space during solution, which are
Space Requirement (MB)
5,000
10,000
20,000
30,000
40,000
50,000
100
400
1,600
3,600
6,400
10,000
different from the sparse matrix generated by the finite
element method. The space requirement of each matrix is
O(N ) = 4 × N 2
(5.81)
where N is the number of elements. A float-point number
is stored as 4 bytes (or 8 bytes in double precision) in the
computer memory because the current computer hardware
and operating system are popularly 32-bit systems.
It can be seen that the memory space required by the
BEM is directly proportional to the square of the number of
elements. It increases rapidly with the number of elements.
Considering that the matrix G is only used to generate the
linear algebra equations in the outer iteration, it can be
stored in the hard drive. The space requirement of H̃ is
shown in Table 5.1.
On the other hand, although the matrix H̃ is a
nonsymmetrical dense matrix, the absolute values of most
elements in H̃ are very small and approach 0. Equation
5.73 indicates that the value is inversely proportional to the
square of the distance between the source point and the field
element. And also the element is 0 if the source point is in
144
COOLING SIMULATION
TABLE 5.2
The Numbers of Elements with Absolute Values in Different Intervalsa
≥ ri
≥ 5 × ri
≥ 10 × r i
≥ 50 × r i
≥ 100 × r i
Case Number Total Number Number Ratio, % Number Ratio, % Number Ratio, % Number Ratio, % Number Ratio, %
1
2
a Ref.
9,420
27,756
1,542
5,808
16.4
20.9
1,014
2,577
10.8
9.3
822
1,856
8.7
6.7
554
1,038
5.9
3.7
419
885
4.5
3.2
35.
the same plane as the field element because of D(y, x ) = 0.
Although the elements over the cooling system surface and
the mold exterior surface are modified using Equation 5.64,
the changes are relatively small. Moreover, the number
of elements on the cooling system surface and the mold
exterior surface is much fewer than that on the mold cavity
surface. Therefore, the feature of decaying with distance
remains valid.
Two examples are included as follows to illustrate the
above distribution feature. Define the averaged value of the
i th row of H̃ as
Sumi
(5.82)
ri =
N
From Table 5.1, it can be seen that if traditional methods
are used to solve the resulted algebra equations, the current
computer hardware configuration is unable to meet the
memory demand of large and complicated parts. If the
memory requirement of the analysis exceeds the physical
RAM (random access memory), the computer must use
the inefficient virtual memory or swap space, which is set
aside on the hard drive. The use of virtual memory would
dramatically increase the solution time. So how to speed
up the solution is a big bottleneck in the application of the
simulation system.
where r i and Sumi are the averaged value and the sum of
the absolute values of the i th row, respectively.
In general, the maximum value of each row in H̃ is the
element of the principal diagonal, 0.5, and the averaged
value is much smaller, about O(1/N ). The numbers of
elements with absolute values in different intervals are
listed in Table 5.2. It can be found that the number decreases
rapidly with the value. The elements with absolute values
larger than 10 times of r i are less than 9%. Figure 5.13
illustrates the element ratio with absolute values larger
than a given value for case 2. The statistical distribution
of the number of elements of case 2 between the interval
[− 100 × r i ,100 × r i ] is shown in Figure 5.14.
5.4.2
The Approximated Sparsification Method
The basic idea of the approximated sparsification method is
to transform some coefficients in the BEM influence matrix
to 0. This kind of approach can transform the dense matrix
into a sparse matrix so that it can be solved in the RAM
memory.
5.4.2.1 Direct rounding method Considering that many
of the absolute values of the matrix H̃ are very small, if the
coefficient in the matrix is directly assigned to 0 when its
absolute value is less than a specified value ε, the matrix
will be transformed to a sparse matrix. The critical point in
the sparsification is the selection of ε. In this chapter, the
10,000
Element number
8000
6000
4000
2000
0
–100
FIGURE 5.13 Illustration of the element ratio with absolute
values larger than a given value of case 2.35
–50
0
Times of ri
50
100
FIGURE 5.14 The statistical distribution of the number of
elements of case 2.35
ACCELERATION METHOD
145
consisting of elements with large values and a remnant
matrix consisting of other elements. Because the elements
with large values are scarce, the dominant matrix will be
sparse so that can be stored in the RAM memory. The
remnant matrix is still a dense matrix. That is
H̃ = M + Q
where M consists of elements with
H̃ij > ri × Seff
(5.84)
(5.85)
where S eff is the sparse coefficient, normally, 1 ≤ S eff ≤ 50.
The other elements compose Q.
With Equation 5.84, Equation 5.67 becomes
FIGURE 5.15
Illustration of the topology relationship.
(M + Q)T = b
(5.86)
M T = b − QT = b̂
(5.87)
b̂ = b − QT
(5.88)
It follows that
following criteria is used
Seff
H̃ij < Sumi •
N
(5.83)
where H̃ij is the coefficient in the BEM matrix H , Sumi
is the sum of the i th row, S eff is the sparse coefficient,
normally, 1 ≤ S eff ≤ 50, and N is the element number.
5.4.2.2 Combination method Direct rounding method
will directly assign the matrix coefficient with small
absolute value to 0. If we do not round off the coefficient,
but combine it into another coefficient, the approximation
error will be reduced.
First, the concept of adjacent elements is introduced.
After the boundary surface is discritized into triangular
elements, the topology relationship will be set up among all
the elements. As shown in Figure 5.15, for the i th element,
the elements signed of
,
, and
are its first-,
second-, and third-loop adjacent elements, respectively.
During the calculation of the BEM matrix, for each row,
the i th field element relates to the i th column. If the coefficient is so small as to meet the sparsification criteria, this
coefficient will be combined with the maximal coefficient
(nonzero) of its adjacent elements. The combination procedure will check the first-loop adjacent elements first. If
all the coefficients of the first-loop elements are 0, then the
second-loop elements are checked, and so on.
5.4.3
The Splitting Method
The basic idea of the splitting method is to transform the
dense BEM matrix into two matrices: a dominant matrix
where
In the above equation, QT is relatively small because
of the attribute of Q. Considering that b has to be updated
in the outer iteration and QT is relatively small, the
item QT can be transformed from the inner iteration
to the outer iteration. That is, the coupling simulation
procedure described in Figure 5.8 is modified, as shown
in Figure 5.16, where the modified steps are drawn in a
shadow background.
As mentioned earlier, for complicated parts with large
number of elements, H̃ are too large to be stored in the
RAM memory, but M is so sparse that it can be done. Q is
still a dense matrix that is allocated on the hard drive and
only used in the outer iteration. Consequently, the solution
time of M T = b̂ is much shorter than that of H̃ T = b.
The selection of S eff is a critical point that decides
the sparsification ratio. If S eff is too small, M will be
very large and consequently the inner iteration slows
down, especially in the condition of exceeding the RAM
memory. On the other hand, if S eff is too large, the
values of elements in Q will correspondingly be large, and
consequently, the iterative number of the outer iteration
increases greatly. In extraordinary instances, larger S eff may
cause the divergence of the solver.
After the BEM matrix is sparsified, the Yale Sparse
Matrix Format is used for the sparse matrix M , which
yields huge savings in memory.36 And the Jacobi right
preconditioned Krylov subspace iterative methods can be
employed to solve the resulting linear system of equations.
146
COOLING SIMULATION
FIGURE 5.17 Comparison of the CPU time used by the
conventional BEM and FMM-BEM.
FIGURE 5.16 The modified flow chart of the coupling procedure in the splitting method.
5.4.4
The Fast Multipole Boundary Element Method
As we discussed earlier, computational efficiency and memory requirement are two drawbacks in the BEM-based cooling analysis. Almost most acceleration methods reported
concerning the BEM-based cooling analysis assume that the
difference in temperature is moderate over the mold surface.
This assumption is just valid for solving mold thermal conduction problems. On the other hand, these two drawbacks
are also inherent problems existed in general BEM applications. In the past decade, an acceleration approach called
fast multipole boundary element method (FMM-BEM) has
been developed to overcome such drawbacks in the traditional BEM, and it has been successfully applied to solve
elastostatics problems, potential problems, fluid mechanics
problems, and so on. The use of FMM-BEM reduces the
memory requirements to O(N ) and the operation count to
O(N ). This makes that solving large-scale problems with
several million degrees of freedom by BEM on a desktop
computer within hours is possible. Figure 5.17 illustrates
comparisons between the CPU times used by the conventional BEM and FMM-BEM for solving 2D heat conduction
problems.37 It can be found that FMM-BEM is extremely
efficient compared to the conventional BEM, and it seemed
to be attractive to BEM-based cooling analysis, especially
for solving large mold thermal conduction problems.
The fast multipole method (FMM) was introduced by
Rokhlin38 and was extended to reduce the computational
cost for the pair-wise force calculation in three-dimensional
N -body problems. It was nominated as one of the top 10
algorithms developed in the past century. In the past decade,
the FMM has been applied to various numerical analyses,
including BEM. In the following sections, the FMM-FEM
will be briefly introduced. We begin the introduction with
several important concepts in the fast multipole method.
5.4.4.1 Multipole expansion Assuming
x0 is a point
→ −
y is satisfied
close to the field point x , and −
x 0 x < x→
(Fig. 5.18), the fundamental solution of Laplace’s equation
can be expanded into a series of products of functions of y
and those of x as follows:
T ∗ (y, x ) =
−→
φ i (−
x→
0 y)ψi (x 0 x )
(5.89)
i
where ψ i is a regular function near the point x 0 , φ i is a regular function at infinity. It should be noted that y and x are
separated now because of the introduction of an “intermediate point” x 0 . Let x0 be a subset of boundary and consists of a union of boundary elements
l (l = 1, 2, . . . , N )
→ −
y (x ∈ x0 ). The
in which all points satisfy −
x 0 x < x→
integral in Equation 5.50 can be deduced to
T ∗ (y, x )q(x )d =
x
φ i (−
x→
0 y)Mi (x 0 )
(5.90)
i
0
where
Mi (x 0 ) =
N
l=1
ψi (−
x→
0 x )q(x )d
(5.91)
l
Mi (x 0 ) is called the multipole moment centered at x 0 .
ACCELERATION METHOD
Γx
0
y ′0
x
x0
y0
and it is called the coefficient of the local expansion
centered at y 0 . The translation described by Equation 5.96
is called multipole moment to local expansion (M2L)
translation.
5.4.4.4 L2L translation
about the point y 0 as
ξj (y−→
0 y) =
x ′0
y
147
Expanding the function ξ l
−→ j −→
j −
χi (y 0 y 0 )ξi (y 0 y)
(5.97)
i
Multipole expansion
j
where χi is the expansion coefficient. The following
formula can be evaluated:
M2M translation
M2L translation
L2L translation
Li (y 0 ) =
Local expansion
FIGURE 5.18
Related points in the fast multipole method.
5.4.4.2 M2M translation Suppose that the function ψ i
can be expanded to the following form:
j −−→
−→
ψj (x 0 x ) =
αi (x 0 x 0 )ψi (x−→
0x )
(5.92)
i
j −−→
where x 0 is a new location near x 0 and αi (x 0 x 0 ) is the
expansion coefficient. By substituting Equation 5.92 into
Equation 5.91, the multipole moment centered at x 0 can be
translated from the multipole moment centered at x 0 , if the
point x 0 is moved to the new location x 0 , expressed as
Mj (x 0 ) =
j −−→
αi (x 0 x 0 )Mi (x 0 )
(5.93)
i
This translation is called multipole moment to multipole
moment (M2M) translation.
5.4.4.3 Local expansion Let
a point
near the
→y0 be−−
y 0 , the function
collection point y and satisfy −
y 0 y < x 0→
φ i can be expanded about the point y 0 (e.g., using the
Taylor series expansion) as follows:
→ −→
x→
βli (x−−
(5.94)
φ i (−
0 y) =
0 y 0 )ξl (y 0 y)
l
where ξ l is a function and βli is a certain expansion
coefficient. Substituting Equation 5.94 into Equation 5.90,
T ∗ (y, x )q(x )d =
x
ξl (y−→
0 y)Ll (y 0 )
(5.95)
l
0
where
Ll (y 0 ) =
l
→
βli (x−−
0 y 0 )Mi (x 0 )
(5.96)
−→
j −
χi (y 0 y 0 )Ll (y 0 )
(5.98)
l
The above formula means that the coefficients of the local
expansion centered at y 0 can be translated from these
centered at y 0 . The translation defined by Equation 5.98 is
called local expansion to local expansion (L2L) translation.
The FMM-FEM can be regarded as matrix-free technology in conjunction with iterative solvers for linear system.
Massive paired collection point to source point calculations
in the BEM are translated into cluster-to-cluster calculations, and thus accelerated by the FMM. The main procedures are as follows:
Step 1. Perform discretizations over the boundary in the
same manner as in the conventional BEM.
Step 2. Construct the tree structure of the mesh. First, find
a cube that can contain the entire problem domain and
is called the cell of level 0. Then divide the level 0
cell into eight equal child cells of level 1. Continue this
dividing until a cell only contains elements less than a
given number, and this cell is called a leaf .
Step 3. Upward. Giving a right vector, compute the multipole moments starting with all leaves using Equation
5.91, and x 0 is the centroid of the cell. Then, compute
the multipole moments of a nonleaf cell from these of its
eight children using M2M translation. This procedure is
repeated, tracing the tree structure of cells upward, and
stops at level 2.
Step 4. Downward. Compute the coefficients of local
expansion tracing the tree structure of cells downward.
The local expansion associated with a cell C is the
sum of two parts. One is calculated from moments
associated with cells, which are not adjacent but near
enough to the cell C (called the interaction list of C, in
strictly speaking), using the M2L translation. Another is
calculated from the moment of its parent cell by using
the L2L translation, namely shifting the expansion point
form the centroid of its parent cell to that of itself.
148
COOLING SIMULATION
that codes need be rewritten because there are significant
changes in FMM-BEM compared to traditional FMM.
5.4.5
FIGURE 5.19 Computational flowchart of the FMM-FEM
(solved by GMRES).
Step 5. Evaluation of the integrals in Equation 5.51. For
a collocation point y on an element in a leaf C, the
integrals in Equation 5.51 can be computed in following
manners. Contributions from elements in the leaf C
and its adjacent cells are evaluated directly as in the
conventional BEM. Contributions from all other cells are
evaluated using the local expansion; that is, shifting the
expansion point from the centroid of C to the collocation
point y.
Step 6. Iterations of the solution. Update the right vector,
and back to Step 3 for the matrix and unknown vector
multiplication until the solution converges. The iteration
steps are illustrated in Figure 5.19.
Applications of FMM to BEM for solving threedimensional Laplace’s equation have been investigated by
Greengard et al.,39 Nishimura,40 and other researchers.41 – 45
The details about the multipole expansion, M2M, M2L, and
L2L in three-dimensional Laplace’s equation can be found
in Reference 43. However, to the author’s knowledge, there
are no publications and applications previously concerning
the cooling analysis implemented in FMM-BEM. It might
be due to that the traditional BEM-base cooling simulation
can perform an analysis in 2 h in most cases, which
meets the needs of practical use. Another reason might be
Results and Discussion
To demonstrate the usefulness of the simulation system,
six typical cases with different element numbers were considered. Table 5.3 shows their element numbers, geometries and cooling configurations. The computer with a 2 GB
RAM and an Intel Pentium 2.8 G CPU is employed in the
numerical experiments, running Windows XP.
All these cases adopted the same material and processing
conditions, listed in Table 5.4. What listed in Table 5.5 are
the associated material properties required for the numerical
simulation.
The time taken for generating the BEM matrix is
compared in Fig. 5.20. It is revealed that comparing with the
fixed integral order, the automatic selection of the integral
order can save as much time as two-thirds. And all the
errors are within 1%.
The solution times and memory requirements of the
cases are listed in Table 5.6. It can be seen that the
memory requirement and solution time of the full matrix
increase rapidly with the number of elements. Once the
required memory exceeds the physical RAM, and a certain
proportion of virtual memory has to be used, the solution
time will increase tremendously, as shown in Figure 5.21.
The direct rounding, combination methods, and splitting
methods all can transform the full matrix into a sparse
matrix. The nonzero coefficient ratio after sparsification
is about 5–10%, which reduces the required memory by
90–95%. Because all of the sparse matrix can be stored
in the RAM, the solution time increases more gradually
with the number of elements. The solution errors of all
cases are listed in Table 5.7. It is also found that the
errors of the direct rounding are apparent and great to
be accepted, so this method is of no practical use. The
combination method and the splitting method both reduce
the error significantly. Its averaged error is about 2 ◦ C,
within the error limit of engineering design. Figure 5.22
shows the simulation results of the case 4 by the full,
rounding, combination, and splitting methods, respectively.
For the combination method, combining some coefficients
of adjacent elements into one coefficient is equivalent
to combining some adjacent elements into one element.
The temperature of a representative element is used as
their averaged temperature. Considering that there is a
continuity of the mold temperature on the cavity surface,
and the temperature shifts very smoothly from position to
position, this kind of treatment is reasonable, and the error
is acceptable. For the splitting method, strictly speaking,
it is equivalent to the original full method. However, as
the temperature distribution is included in the right-hand
side of Equation 5.87 and it should be updated in the outer
ACCELERATION METHOD
TABLE 5.3
149
The Numbers of Elements, Geometries, and Cooling Configurations of the Casesa
Number of Elements
Mold Cavity Cooling Channel Mold External Surface
Case Number
Total
1
9,420
8,318
506
596
2
16,584
15,664
264
656
3
27,756
26,404
820
524
4
34,566
33,240
690
636
Geometry and Cooling Configuration
(continued)
150
COOLING SIMULATION
TABLE 5.3
(Continued )
Total
Mold Cavity
Number of Elements
Cooling Channel
Mold External Surface
5
41,014
39,876
562
576
6
49,110
47,932
598
580
Case Number
a Ref.
35.
TABLE 5.4
The Material and Processing Conditionsa
Parameter
Polymer material
Mold material
Coolant material
Injection temperature, ◦ C
Ejection temperature, ◦ C
Coolant temperature, ◦ C
Coolant flow rate, m3 /min
a Ref.
Geometry and Cooling Configuration
Value
ABS PA757
Nickel–cobalt alloy
Water
232
80
25 ◦ C
7 × 10−3
35.
TABLE 5.5 The Materials Properties of the Polymer, Mold,
and Coolanta
Properties
Material type
Mass density,
kg/m3
Specific heat,
J/(kg·◦ C)
Thermal
conductivity,
W/(m·◦ C)
a Ref.
iterations, there are errors arising from the inconsistency
of the convergence criterion. The quantitative distribution
of errors using splitting method in case 4 is shown in
Figure 5.23. It can be found that most of the errors are
limited to 0.1 ◦ C.
5.5 SIMULATION FOR TRANSIENT MOLD
TEMPERATURE FIELD
In the cycle-averaged temperature field modeling, it is
supposed that the mold temperature is relatively stable
during the continuous injection process. Thus, the cavity
temperature is assumed to be a constant at the filling
Polymer
Mold
Coolant
ABS PA757
1083.0
Nickel–cobalt alloy
8890.0
Water
996.95
2474.0
460.0
4180.5
0.23
60.6
0.609
35.
and packing stages, accordingly the thermal and motion
problem for the melt during these stages can be solved
in a separate way. Indeed, the cavity surface temperature
varies acutely during filling stage and plays an important
role in melt-flow behavior. To improve the accuracy of
the filling simulation, the cavity surface cycle-averaged
temperature distribution obtained from cooling simulation
can be regarded as a boundary condition for filling
simulation. Similarly, the melt temperature distribution at
the moment when the melt fills the cavity can be a boundary
condition for cooling simulations.
SIMULATION FOR TRANSIENT MOLD TEMPERATURE FIELD
FIGURE 5.20
TABLE 5.6
Case
Number
1
2
3
4
5
6
151
The required time for generating the BEM matrix of the cases.
The Solution Results of the Cases
Full
Memory Solution
Size, MB Time, s
305
1,100
3,081
4,779
6,729
9,647
158
977
2,865
14,857
26,693
52,463
Direct Rounding Method
Memory
Sparse
Solution
Size, MB Ratio, % Time, s
27
59
208
321
332
478
8.72
5.40
6.74
6.72
4.94
4.96
163
193
659
1,554
3,052
5,547
Combination Method
Memory
Sparse
Solution
Size, MB Ratio, % Time, s
31
79
264
432
424
694
10.05
7.15
8.57
9.05
6.30
7.19
TABLE 5.7
Case
Number
1
2
3
4
5
6
FIGURE 5.21
the cases.
The required memory size and solution time of
A high cavity surface temperature at the filling stage has
a lot of advantages, such as enhancing the flow ability of
the polymer melt, reducing welding lines, and improving
the product quality. However, a high mold temperature
will increase the cooling time to cool down part and
184
355
1,860
3,221
4,673
6,913
Splitting Method
Memory
Sparse
Solution
Size, MB Ratio, % Time, s
27
59
206
320
330
482
8.72
5.40
6.74
6.72
4.94
4.90
138
731
2,420
3,863
7,244
13,119
The Solution Errors of the Cases
Direct Rounding
Method
Error, ◦ C
Combination
Method
Splitting
Method
−9.30∼1.00
−10.96∼0.00
−19.27∼11.94
−13.49∼13.41
−10.54∼7.77
−5.21∼10.65
−0.39∼0.38
−1.29∼1.44
−0.33∼1.85
−1.10∼2.21
−2.83∼1.67
−0.65∼0.69
−0.01∼0.22
−0.24∼0.21
−2.05∼3.67
−4.03∼1.83
−2.79∼0.51
−0.15∼2.69
accordingly increase the cycle time. In the traditional
injection molding process, the mold temperature must
be kept in applicable range to balance product quality
and production efficiency. The variotherm mold is a new
injection molding technology and is rapidly developed in
the past decade. In the variotherm mold, the mold cavity
surface is first heated to a high mold temperature before
melt injection, usually higher than the glass transition
temperature of the polymer, second kept at the high
152
COOLING SIMULATION
temp. (ºC)
temp. (ºC)
98.47
92.48
84.05
89.29
75.61
80.10
67.18
70.92
58.74
61.74
50.31
52.55
41.87
43.37
33.44
34.18
25.00
25.00
(a)
(b)
temp. (ºC)
temp. (ºC)
98.32
99.19
89.15
89.92
79.99
80.64
70.82
71.37
61.66
62.10
52.49
52.82
43.33
43.55
34.16
34.27
25.00
25.00
(c)
(d)
FIGURE 5.22 The computed steady temperature field of case 4 by (a) full method, (b) direct
rounding method, (c) combination method, and (d) splitting method.35 (See insert for color
representation of the figure.)
temperature during filling and packing stages, and finally
cooled down rapidly to solidify the shaped polymer melt
in cavity for demolding.46 This technology includes the
advantage of high mold temperature during filling stage
and, meanwhile, ensures that the cooling time will not
increase, thus the cycle time will not rise accordingly.
As the mold temperature variation is usually significant
in variotherm injection molding, the mold temperature
should be accurately controlled. There are a lot of kinds
of variotherm processes, such as rapid heat cycle molding
(RHCM) process,10 pulsed cooling process,47 and coolant
temperature switch.48
Therefore, predicting the transient mold temperature
field by performing a coupling mold and part transient
cooling simulation is significant and has been developed in
the past few years for the following reasons: (i) It predicts
the temperature distribution of polymer part accurately and
thus makes a better understanding on melt-flow behaviors;
(ii) As the mold temperature changes rapidly during a
process cycle, the cycle-averaged temperature model is
not suitable any more, whereas the transient temperature
distribution should also be studied to accurately control the
mold temperature.
Considering the mold region , the transient thermal
conduction is given by
ρm Cm
∂
∂Tm
=
∂t
∂x
+
Km
∂Tm
∂
Km
∂z
∂z
∂Tm
∂x
+ q(t)
+
∂
∂y
Km
∂Tm
∂y
(5.99)
SIMULATION FOR TRANSIENT MOLD TEMPERATURE FIELD
FIGURE 5.23 The quantitative distribution of errors of case 4
by the splitting method.
where ρ m , C p,m , K m , and T m denote the density, specific
heat, thermal conductivity, and temperature of the mold,
respectively, and q(t) is the heat generation term of the
embedded heaters in the mold. The boundary conditions
defined over cooling channel surface ( c ) and exterior of
mold boundary surface ( e ) are same as these in cycleaveraged temperature model, namely, defined by Equations
5.13 and 5.17, respectively. The boundary condition over
mold cavity surface ( p ) is defined by
−Km
Tm = Tp
(5.101)
where the K p and T p denote the thermal conductivity and
temperature of the polymer melt, respectively. The two
equations above mean that the heat flux and temperature of
the mold must be in agreement with the part on the cavity
surface, during the filling, packing, and cooling stages.
On the other hand, the energy equation of the polymer
melt is
∂Tp
∂Tp
∂Tp
∂Tp
+u
+v
+w
∂t
∂x
∂y
∂z
+
∂
∂y
Kp
∂Tp
∂y
+
∂Tp
∂
Kp
∂z
∂z
=
∂
∂x
S
∂p
∂x
+
∂
∂y
with
b
0
(5.100)
and
ρp Cp
simultaneously solved or be solved in an iterative manner
to satisfy the boundary condition described by Equations
5.100 and 5.101. As the injection process is a fully
continuous operation, and the mold heat transfer behavior
becomes a cyclic variation after a certain transient period
at the beginning, the coupling transient molding simulation
should start from the injection operation beginning and
terminates when a stationary state is reached. It is assumed
that the mold temperature is initially equal to the coolant
temperature when the operation begins, and the mold
temperature distribution at the end of the previous cycle
is used as the initial condition for the new cycle.
As we discussed in Chapter 4, there are several models and numerical implements for the filling and packing
simulation. Consequently several coupling transient cooling
simulations have been reported.13,15 – 19,46,47,49 Cao et al.19
presented a coupled method that determines the interface
temperatures by filling and cooling analyses simultaneously. In their works, the heat conduction problem was
solved by a three-dimensional finite element method and the
filling and packing simulation was implemented based on
dual-domain technology. The coupling procedure is briefly
described as a tutorial in the following text.
In the dual-domain technology, the melt pressure in
incompressible filling stage is governed by
S=
∂Tp
∂Tm
= Kp
= q̂
∂n
∂n
∂
∂x
+ ηγ̇ 2
Kp
∂Tp
∂x
(5.102)
where C p is the specific heat of the polymer melt, η
is the sheer viscosity, γ̇ is the effective sheer rate, and
u, v, w are components of velocity in x , y, and z
directions, respectively. To perform a coupling transient
cooling simulation, Equations 5.99 and 5.102 should be
153
S
∂p
∂y
=0
(b − z)2
dz
η
(5.103)
(5.104)
where z is the coordinate along the thickness direction, b
is the half thickness, and p is the pressure. Similarly, in the
compressible packing stage, the governing equation can be
expressed as
G
∂
∂p
−
∂t
∂x
S̃
∂p
∂x
−
∂
∂y
S̃
∂p
∂y
= −F
(5.105)
where G, S̄, and F are defined in Reference 50. Assume
that heat conduction in the polymer occurs only in the gapwise direction and the melt flows in the laminar motion.
The energy equation during filling and packing stages can
be modified as
ρp Cp
∂Tp
∂Tp
∂Tp
+u
+v
∂t
∂x
∂y
= Kp
∂ 2 Tp
+ ηγ̇ 2 (5.106)
∂z2
After the polymer melt flow ceases, the convection and
viscous heat terms in the above equation disappear. The
thermal conduction becomes the only form for polymer
parts, and the above equation can be simplified as
ρp Cp
∂Tp
∂ 2 Tp
= Kp 2
∂t
∂z
(5.107)
154
COOLING SIMULATION
During the mold opening stage, the whole mold is explored
in the air except the channels filling with flowing coolant.
Thus, the boundary condition on the cavity surface can be
described by Equation 5.17, and the mold thermal problem
does not need to couple with the polymer part.
At each time step, the pressure distribution is first
determined by solving Equation 5.103 or 5.105, then the
melt velocity and flow front are updated, and finally the
part temperature field and the mold temperature field are
calculated in an iterative manner. Namely, while solving
the part temperature field, the mold cavity temperature is
used as the boundary condition, in other words, the mold
surface temperature is assumed to be known (determined
by solving from the mold thermal conduction problem).
Consequently, the melt heat flux over the mold cavity
surface is calculated, and the boundary condition described
in Equation 5.100 is updated by an under-relax scheme with
previous iteration values. Then the mold temperature field
is calculated by solving Equation 5.99 again. The above
procedure is repeated until the temperature distribution over
cavity surface is convergent.
The finite element method can be used to determine the
pressure from Equation 5.103 or 5.105, while the finitedifference approach is employed to solve Equations 5.106
and 5.107 and obtain melt temperature distributions inside
the cavity. What is more, the implementation details can
be found in the filling simulation chapter. For the mold
heat conduction problem, Equation 5.99 can be solved
by the Galerkin finite element method. Supposing the
mold domain is discretized into Ne finite elements, the
temperature field is represented by means of the shape
function of the element nodes. After the spatial and time
discretization for Equation 5.99,51 it gives
ξK + C
t
T t+t = ξ R t+t + (1 − ξ )R t
C
− (1 − ξ )K T
+
t
(5.108)
with
K =
Ne
+
B Tθ Km B θ d +
N T ha N d
e
N T hc N d
(5.109)
c
C =
N T ρm Cm N d
Ne
R=
(5.110)
N T q(t)d +
Ne
N T ha Ta d
e
N hc Tc d −
+
T
c
T
N q̂ d
p
(5.111)
where ξ is an adjustable parameter of time, N is the shape
function, and B e is the partial derivative of the shape
function, and other symbols are the same as defined above.
If there are no embedded heater in the mold, the heat
generation term q(t) disappears from Equation 5.99, the
mold heat conduction problem can be also solved using the
boundary element method.15
Tang et al.13 assumed that the filling time is relatively
short, thus the convection and viscosity heat exchange in
the polymer part is neglected. Consequently, the cooling
simulation in plastic injection molding becomes a heat conduction problem, and the transient temperature distributions
in the mold and the polymer part can be simultaneously
computed by Galerkin finite element method described earlier. To decrease the memory requirement, a matrix-free
Jacobi conjugate gradient scheme was designed to solve
linear equations arising from the Galerkin finite element
method.
In conclusion, despite a lot of benefits that can be
acquired from the transient cooling simulation, there is
still a severe problem to be solved: how to improve the
simulation efficiency and decrease the computational time,
as it must couple the filling and packing simulation and
cover dozens of molding cycles. At present, the transient
cooling simulation is more often applied in variotherm
injection molding process, rather than the traditional
injection molding.
REFERENCES
1. Kwon T.H., Mold cooling system design using boundary
element method. Journal of Engineering for Industry, 1988.
110(4): 384–394.
2. Himasekhar K., Lottey J., Wang K.K., CAE of mold cooling
in injection molding using a three-dimensional numerical
simulation. Journal of Engineering for Industry, 1992. 114(2):
213–221.
3. Chen S.C., Hu S., Simulations of cycle-averaged mold surface
temperature in mold-cooling process by boundary element
method. International Communications in Heat and Mass
Transfer, 1991. 18(6): 823–832.
4. Chen S.C., Chung Y.C., Simulations of cyclic transient mold
cavity surface temperatures in injection mold-cooling process.
International Communications in Heat and Mass Transfer,
1992. 19(Compendex): 559–568.
5. Rezayat M., Burton T.E., A boundary-integral formulation
for complex three-dimensional geometries. International Journal for Numerical Methods in Engineering, 1990. 29(2):
263–273.
6. Park S., Kwon T., Thermal and design sensitivity analyses for
cooling system of injection mold, Part 1: thermal analysis.
Journal of Manufacturing Science and Engineering, 1998.
120: 287.
REFERENCES
7. Park S., Kwon T., Thermal and design sensitivity analyses for
cooling system of injection mold, part 2: design sensitivity
analysis. Journal of Manufacturing Science and Engineering,
1998. 120: 296.
8. Park S., Kwon T., Optimization method for steady conduction
in special geometry using a boundary element method.
International Journal for Numerical Methods in Engineering,
1998. 43(6): 1109–1126.
9. Hioe Y., Chang K., Zuyev K., et al., A simplified approach
to predict part temperature and minimum “minimum safe”
cycle time. Polymer Engineering and Science, 2008. 48(9):
1737–1746.
10. Kim B.H., Donggang Y., Shia-Chung C., Rapid thermal cycling of injection molds: an overview on technical approaches
and applications. Advances in Polymer Technology, 2008.
27(4): 233–255.
11. Chen S., Wang I., Chiou Y., et al. An investigation on
the temperature behavior in mold embedded with heater, in
SPE Annual Technical Conference - ANTEC, Conference
Proceedings. 2007, Cincinnati, Ohio, USA: Society of Plastic
Engineers. 717–721.
12. Hu, S.Y., Cheng N.T., et al., Effect of cooling system
design and process parameters on cyclic variation of mold
temperatures—simulation by DRBEM. 1995, Institute of
Materials: London, ROYAUME-UNI.
13. Tang L.Q., Pochiraju K., Chassapis C., et al., Threedimensional transient mold cooling analysis based on
Galerkin finite element formulation with a matrix-free conjugate gradient technique. International Journal for Numerical
Methods in Engineering, 1996. 39(18): 3049–3064.
14. Tang L.Q., Chassapis C., Manoochehri S., Optimal cooling
system design for multi-cavity injection molding. Finite
Elements in Analysis and Design, 1997. 26(3): 229–251.
15. Qiao H., Transient mold cooling analysis using BEM
with the time-dependent fundamental solution. International
Communications in Heat and Mass Transfer, 2005. 32(3–4):
315–322.
16. Lin Y.W., Li H.M., Chen S.C., et al., 3D numerical simulation
of transient temperature field for lens mold embedded with
heaters. International Communications in Heat and Mass
Transfer, 2005. 32(9): 1221–1230.
17. Chiou Y.C., Chou Y.Y., Chiu H.S., et al. Integrated true 3D
simulation of rapid heat cycle molding process, in SPE Annual
Technical Conference - ANTEC, Conference Proceedings.
2007, Cincinnati, Ohio, USA: Society of Plastic Engineers.
2577–2580.
18. Chiou Y.C., Wang H.C., Chiu H.S., et al., Thermal feature
of variotherm mold in injection molding processes, in
SPE Annual Technical Conference - ANTEC, Conference
Proceedings. 2009, Chicago, Illinois, USA: Society of Plastic
Engineers. 2491–2495.
19. Cao W., Shen C., Li H., Coupled Part and Mold Temperature
Simulation for Injection Molding Based on Solid Geometry.
Polymer-Plastics Technology and Engineering, 2006. 45(6):
741–749.
155
20. Yu C.J., Sunderland J.E., Determination of ejection temperature and cooling time in injection molding. Polymer Engineering & Science, 1992. 32(3): 191–197.
21. Gebhart B., Editor. Heat Transfer. 2nd ed. 1971, New York:
McGraw-Hill.
22. Eckert E.R.G., Drake R.M., Editors. Analysis of Heat and
Transfer. 1972, New York: McGraw-Hill.
23. Liang J.Z., Ness J.N., The calculation of cooling time
in injection moulding. Journal of Materials Processing
Technology, 1996. 57(1–2): 62–64.
24. Stelson K.A., Calculating cooling times for polymer injection
moulding. Proceedings of the Institution of Mechanical
Engineers Part B-Journal of Engineering Manufacture, 2003.
217(5): 709–713.
25. Zarkadas D.M., Xanthos M., Prediction of cooling time in
injection molding by means of a simplified semianalytical
equation. Advances in Polymer Technology, 2003. 22(3):
188–208.
26. White J.L., Computer Aided Engineering for Injection
Molding. 1983, New York: Hanser.
27. Brebbia C.A., Telles J.C.F., Wrobel L.C., Editors. Boundary
Element Techniques-Theory and Applications in Engineering.
1984, Berlin: Springer.
28. Xiao H., Chen Z., Numerical experiments of preconditioned
Krylov subspace methods solving the dense non-symmetric
systems arising from BEM. Engineering Analysis with
Boundary Elements, 2007. 31(12): 1013–1023.
29. Saitoh A., Kamitani A., GMRES with new preconditioning
for solving BEM-type linear system. IEEE Transactions on
Magnetics, 2004. 40(2 Part 2): 1084–1087.
30. Fischer M., Perfahl H., Gaul L., Approximate inverse preconditioning for the fast multipole BEM in acoustics. Computing
and Visualization in Science, 2005. 8(3): 169–177.
31. Valente F.P., Pina H.L., Conjugate gradient methods for threedimensional BEM systems of equations. Engineering Analysis
with Boundary Elements, 2006. 30(6): 441–449.
32. Chen Z., Xiao H., Preconditioned Krylov Subspace Methods
Solving Dense Nonsymmetric Linear Systems Arising from
BEM, in 7th International Conference on Computational
Science. 2007, Beijing: Springer.
33. Rui P.L., Chen R.S., Sparse approximate inverse preconditioning of deflated block-GMRES algorithm for the fast
monostatic RCS calculation. International Journal of Numerical Modelling: Electronic Networks, Devices and Fields,
2008. 21(5): 297–307.
34. Young D.M., Iterative solution of large linear systems, 2003,
New York: Dover Publications.
35. Zhou H., Zhang Y., Wen J., et al., An acceleration method for
the BEM-based cooling simulation of injection molding. Engineering Analysis with Boundary Elements, 2009. 33(8–9):
1022–1030.
36. Bank R., Douglas C., Sparse matrix multiplication package
(SMMP). Advances in Computational Mathematics, 1993.
1(1): 127–137.
156
COOLING SIMULATION
37. Liu Y.J., Nishimura N., The fast multipole boundary element method for potential problems: A tutorial. Engineering Analysis with Boundary Elements, 2006. 30(5): 371–
381.
38. Rokhlin V., Rapid solution of integral equations of classical
potential theory. Journal of Computational Physics, 1985.
60(2): 187–207.
39. Greengard L., Rokhlin V., A new version of the fast multipole
method for the Laplace equation in three dimensions. Acta
Numerica, 1997. 6: 229–269.
40. Nishimura N., Fast multipole accelerated boundary integral
equation methods. Applied Mechanics Reviews, 2002. 55(4):
299–324.
41. Liu Y.J., Nishimura N., Yao Z.H., A fast multipole accelerated
method of fundamental solutions for potential problems.
Engineering Analysis with Boundary Elements, 2005. 29(11):
1016–1024.
42. Shen L., Liu Y., An adaptive fast multipole boundary
element method for three-dimensional potential problems.
Computational Mechanics, 2007. 39(6): 681–691.
43. Yoshida K., Applications of fast multipole method to
boundary integral equation method, in Department of Global
Environment Engineering. 2001, Kyoto University: Japan.
44. Lim K.M., He X., Lim S.P., Fast Fourier transform on
multipoles (FFTM) algorithm for Laplace equation with
direct and indirect boundary element method. Computational
Mechanics, 2008. 41(2): 313–323.
45. Zhang J.M., Tanaka M., Endo M., The hybrid boundary node
method accelerated by fast multipole expansion technique for
3D potential problems. International Journal for Numerical
Methods in Engineering, 2005. 63(5): 660–680.
46. Wang G.L., Zhao G.Q., Li H.P., et al., Analysis of thermal
cycling efficiency and optimal design of heating/cooling
systems for rapid heat cycle injection molding process.
Materials & Design, 2010. 31(7): 3426–3441.
47. Chen S.C., Tarng S.H., Chiou Y.C., et al., Simulation and
verification mold temperature variation of pulsed-cooling, in
SPE Annual Technical Conference - ANTEC, Conference
Proceedings. 2008, Milwaukee, Wisconsin, USA: Society of
Plastic Engineers. 385–389.
48. Yao D.G., Kim B., Development of rapid heating and
cooling systems for injection molding applications. Polymer
Engineering and Science, 2002. 42(12): 2471–2481.
49. Li H.M., Chen S.C., Shen C., et al., Numerical simulations
and verifications of cyclic and transient temperature variations
in injection molding process. Polymer–Plastics Technology
and Engineering, 2009. 48(Compendex): 1–9.
50. Chiang H.H., Hieber C.A., Wang K.K., A unified simulation
of the filling and postfilling stages in injection molding. Part
I: Formulation. Polymer Engineering & Science, 1991. 31(2):
116–124.
51. Lewis R.W., Morgan K., Thomas H.R., et al., The finite
element method in heat transfer analysis. 1996, England: John
Wiley & Sons Inc.
6
RESIDUAL STRESS AND WARPAGE SIMULATION
Fen Liu
Department of Mechanical and Biomedical Engineering, City University of Hong Kong, Kowloon, Hong Kong, China
Lin Deng and Huamin Zhou
State Key Laboratory of Materials Processing and Die & Mould Technology, Huazhong University of Science and Technology,
Wuhan, Hubei, China
During the molding process, shrinkage and warpage of
products are generally constrained by the surrounding
walls of mold within the cavity. Meanwhile, residual
stresses are built up within the mold. After the ejection,
the product is removed from the cavity and exposed
to a completely different set of thermal and mechanical
boundary conditions. As a result, part of the generated stress
will be relieved by deformation, and the product is allowed
to contract without any restrictions or external constraints,
which leads to shrinkage or warpage.
Flow stresses during the filling stage will deteriorate the
surface optical property of products,1 while warpage and
deformation due to thermal stresses produced in postfilling
stages are detrimental to the dimension of products and
even result in local cracking. With an increasing demand
on dimension stability and quality of products in plastic
industry, warpage has become an important criterion
in evaluating the quality of injection-molded products.
Prediction of residual stresses and warpage therefore
provides a starting point for enhancing the quality of
molded products through the optimization of processing
conditions.
6.1
RESIDUAL STRESS ANALYSIS
Residual stresses can be defined as mechanical stresses
in molding without the application of external force,2
which remain after the ejection and cool down to the
ambient temperature. An accurate description of residual
stresses definitely requires a clear understanding of the
whole injection molding process. A typical profile of
residual stresses in the gapwise direction of injected molded
products is shown in a parabolic form, with tensile stresses
at the center and surface and compressive stresses in the
subskin region. Residual stresses in injection molding will
affect the usability, such as the dimensional accuracy and
mechanical strength.
6.1.1
Development of Residual Stress
The principal cause of residual stresses may be the
different cooling rates throughout the mold.2 Other causes
include the holding pressure and flow effects. According
to different origins, residual stresses in injection molding
can be classified into two groups: flow-induced stresses and
thermal stresses.
Owing to the fountain effect at the melt front during
the filling stage, the polymer melt flows from the cavity
center toward the mold wall, and an orientated frozen
layer is gradually deposited on the cold wall,3 which
retains the maximum elongational orientation and generates
extensional stresses on the surface of the mold. As flow
stresses are associated with molecular orientation, the
frozen-in birefringence may be used in measuring flow
stresses indirectly. Research from Baaijens,4 Douven,5
Computer Modeling for Injection Molding: Simulation, Optimization, and Control, First Edition. Edited by Huamin Zhou.
© 2013 John Wiley & Sons, Inc. Published 2013 by John Wiley & Sons, Inc.
157
158
RESIDUAL STRESS AND WARPAGE SIMULATION
s
s
(a)
FIGURE 6.1
(b)
Stress profile for (a) free quench products and (b) injection-molded products.
Zoetelief et al.,6 and Kamal et al.7 observed that the
flow residual stress is generally 1–2 orders of magnitude
lower than the thermal residual stress. Wimberger-Friedl et
al.8 compared the residual stresses of injection-molded PS
(polystyrene) and PC products, and examined their origins
and mechanisms. He reported a lower flow residual stress
in the material with a low molecular weight and shorter
relaxation time.
The schematic drawing of residual stresses for free
quench parts and injection-molded products is shown in
Figure 6.1.
In the simplest case of free quench, when an amorphous
plate is molded, there are different cooling rates in the
thickness, and neighboring layers may hinder the activity
of each other. Typically, the outer layer is cooled faster.
As this layer solidifies, it will contract and form the
compressive stress on the core layer. This compressive
stress may soon relax because of the viscous deformation
of polymer melts. With the elapse of time, the core layer
begins to solidify, but the contraction is impeded by the
solid outer shell. The internal constraint of deformation
among different layers, therefore, leads to tensile stress in
the core and compressive stress in the outer layers. In the
gapwise direction of a molded product, the residual thermal
stresses are in equilibrium.
The case of an injection-molded product is, however,
much more complicated. During postfilling stages, the material is solidified under a holding pressure. And there exists
a large temperature gradient across the thickness of the sample because of the low thermal conductivity of polymers,9
which in turn results in an inhomogeneous temperature
distribution. As the material cools down, the sample contracts. As a result of different cooling rates throughout the
body, the contraction extent is also differential. However,
the deformation of each part is restrained by adjacent elements, thus producing thermal stresses. These stresses will
remain as residual thermal stresses in the sample. Owing to
different compressibility of the outer solidified layers and
the glassy-transforming material, different levels of stress
may be induced, resulting in the nonuniform distribution of
residual stresses. Specifically, the core region may still be
under pressure once the product is removed, leading to an
expansion of the mold after ejection until an equilibrium
state of stresses is obtained.
The principles of the development of residual thermal
stress will be illustrated by means of a schematic representation of an injection molding experiment, analogous to
the example of Struik for the free quench experiment.10
Cooling is idealized in five steps in which the pressure
also varies as a function of time (Fig. 6.2). As the cooling
front moves inward, the temperature drops from T h >T g
to T l < T g , where T g is the glass transition temperature.
It is assumed that the material behaves as an ideal fluid
whenT > T g , thus σ = − pI , and turns linear elastic when
T < T g.
At t = t 0 , the mold is completely filled, and the residual
thermal stresses develop as follows:
• t = t 0 : full mold, the temperature is homogeneous and
equals T h , the pressure is zero, and the material is free
of stresses.
• t = t 1 : contraction of the outer layers is hindered by
the nonslip condition at the mold walls. A small
tensile stress σ xx (z ) is introduced in the solidified
outer shells.
• t = t 2 : a holding pressure p acts on the melt, resulting
in compressive stress σ = − p h , compressing the rigid
shell. As a result, the stress in these layers is decreased
by σ = vp h /(1 − v ) (assuming that all displacement
in the x -direction in the shell are suppressed), with v
Poisson’s ratio.
• t = t 3 : during the holding stage, the pressure remains
constant, while a small layer of the material solidifies
during the time interval [t 2 , t 3 ]. Contraction of the
newly cooled material decreases the compressive
stress in the surface layers.
• t = t 4 : the pressure is set to zero and the stress in
the melt disappears. The stresses in the rigid shell
increases by σ .
• t = t 5 : finally, the product is released from the mold.
Further cooling is now similar to a free quench. This
results in tensile stresses in the core, which are in
equilibrium with the stresses in the outer layers.
RESIDUAL STRESS ANALYSIS
t2
159
t3
T
FIGURE 6.2
Residual stress development in injection-molded products.
z=h
analysis of residual stresses should therefore take into
account these two main types of residual stresses.
z
z = z1
z = h/2
y
6.1.2
x
z=0
FIGURE 6.3
Rectangular section of the flat specimen.
Instead of compressive surface stresses in the case of a
free quench experiment, tensile stresses come at the surface
of the sheet. These tensile stresses are in the order of
10 MPa and depend mainly on the magnitude and duration
of the holding pressure. The residual thermal stresses are
induced by a hydrostatic pressure in combination with rapid
cooling, so the stresses in the x -direction must equal those
in the y-direction (see Fig. 6.3 for definitions).
Hastenberg et al.10 measured the residual stresses of
amorphous plates in injection molding with the layer
removal method and reported a high tensile stress in the
skin layer, along with a compressive stress in the subskin
layer and a tensile stress region in the core. Zoetelief et al.6
showed that the residual stress distribution was dependent
on the holding pressure instead of the differential shrinkage
in the gapwise direction.
Final residual stresses of molded products are the result
of these mechanisms and can be coupled together. Although
the flow-induced residual stress is much lower than the
thermally induced one, it can affect the properties of
the polymer, and thus the thermal stresses.9 A complete
Model Prediction
6.1.2.1 Review of Stress Models Research of residual
stress models has begun since the 1960s. Isayev and
Crouthamel,11 Bushko and Stokes,12 and Kamal et al.7
provided good reviews on various stress models in injection
molding.
6.1.2.1.1 Flow-Induced Stress Flow stresses are mainly
developed in the filling and packing stages in injection
molding. The governing equations, including the mass, the
momentum, and the energy equations, should therefore be
solved first in order to obtain the transient filling field of
the velocity, pressure, and temperature. To help solve these
equations, the rheological constitutive equations and the
compressibility of the polymer will be combined.9 Earlier
work simplified this work by studying the flow between two
parallel plates, and a generalized nonisothermal Newtonian
constitutive equation was employed.13 And flow-induced
normal stresses could be obtained from the components of
the viscoelastic stress tensor.
The compressible Leonov model and the compressible
K-BKZ model are both widely employed in the calculation
of flow-induced residual stresses. The Leonov model takes
the form of a viscoelastic differential constitutive equation
and the K-BKZ model are shown in the viscoelastic integral
constitutive equation. Research from Isayev and Hieber14
showed that the Leonov’s constitutive equation15 could
predict the flow stress and birefringence in PS samples.
160
RESIDUAL STRESS AND WARPAGE SIMULATION
Considering a multimode model containing a number
(m) of viscosities ηi and relaxation times θ i , the compressible Leonov model can be written as16
σ = −P I + σed + σp
σed =
m
i=1
ηi d
B , σp = 2ηr D d
θi ei
(6.1)
(6.2)
where P h is the hydrostatic stress or the negative value of
stress spherical tensor and I represents the unit tensor. This
model can be linearized for small strains. The parameters
ηi , θ i , ηr , etc. can be determined by measuring the linear
viscoelastic material functions.
6.1.2.1.2 Thermoelastic Model The thermally induced
residual stress model was originated from the free quenching organic glass. Isayev11 gave a detailed introduction
to the development of various thermally induced residual
stress models for the organic glass. Struik17 adopted a simple analytical model that considered the stress relaxation
but ignored the pressure effects in the cavity. This model
is therefore not suitable for the injection molding process.
In order to calculate the residual stress in injection
molding, many researchers have established the free
quenching model, which neglected the melt pressure,
interaction between the part and the wall, and the geometry
of the mold. Many experiments have shown that the residual
stress profile in injection-molded samples is quite different
from the well-known parabolic profile of free quenching.
This suggests that other factors in injection molding should
be accounted for in the calculation of stresses.
Bartenev11 considered an infinite large slab of inorganic
glass as being perfect elastic at temperature below its
glass transition temperature T g and as perfect plastic at
temperatures above that. The glass was therefore separated
into two regions: one with perfect fluid behavior and the
other with perfect elastic behavior. It leads to the following
expression of the residual stress profile in the slab:
σ (y) =
βE φ(y) − φ
1−ν
(6.3)
where σ (= σ xx = σ zz ) is the normal stress in the x–y plane,
β is the linear coefficient of thermal expansion, E and
ν are Young’s modulus and Poisson’s ratio of the glassy
state, respectively, φ is the fictive temperature, and φ is the
gapwise-averaged value of the φ.
Obviously, Bartenev’s theory only accounted for the
temperature gradient in the plastic region and ignored
the elastic region. Indenbom11 later modified this theory
and proposed a new formulation based on the Bartenev’s
assumptions, calculating the residual stress in the elastic
region with the predetermined elastic strain.
Rigdahl18 assumed that thermally induced residual stress
was due to the constrained thermally induced shrinkage
by the mould. He combined the elastic stress equation
σ = EαT with the energy equation and performed a
finite element analysis. Titomanlio et al.19 and Brucato20
employed a thermoelastic model and set up two models for
calculating thermally induced residual stresses combining
the pressure effects. Results from these models showed the
commonly reported stress profile with three distinct regions:
surface stress induced by the pressure in the skin layer and
a parabolic distribution in the core region. Comparison with
experiments showed an overprediction of residual stresses.
Boitout et al.21 applied the thermoelastic model and
accounted for the effects of mould deformation and
solidification of gates. The research indicated that these
factors have a significant effect on final residual stresses.
Jansen and Titomanlio22,23 calculated the residual stress
during the solidification of injection molding with a simple
elastic model. They defined the pressure number N p as
the ratio of the strain under the maximum pressure to
the thermal strain and suggested that the actual shrinkage
in the flow plane and the thickness were determined
by N p . Analytic expressions for the residual stress and
shrinkage were proposed based on the thickness of the
frozen layer, free shrinking stress along with the pressure
at solidification.
6.1.2.1.3 Thermoviscoelastic Model Polymers, either
amorphous or crystalline, are typically viscoelastic
materials,24 whose mechanical behavior and physical
properties would vary with respect to both time and
temperature. A model for describing the development of
residual stresses should therefore combine both elastic and
viscous responses of polymers in order to characterize the
behavior of material in the injection molding process more
accurately.
Rezayat25 modified the model proposed by Titomanlio,
considering the effect of convection and radiation in the
cooling analysis after ejection. A thermoviscoelastic model
was employed in calculating the deviatoric components of
stress and strain, and a thermoelastic model was used in the
spherical components simulation.
Baaijens4 and Douven5 simulated the thermally induced
residual stresses in the PS and PC injection-molded
samples, with a linear thermoviscoelastic model derived
from the linear compressive Leonov model. The material
was assumed isotropic, and the packing pressure effect
was included through the continuity equation and PVT
equation. Results showed that there was a tensile stress
in the surface, followed by a compressive stress. Kabanemi
and Corchet26 assumed a viscoelastic behavior of materials
and simulated the thermally induced stress with a threedimensional finite element method. The effect of mould
constraints and packing pressure was excluded. Their
RESIDUAL STRESS ANALYSIS
results showed a parabolic profile of residual stresses in
the gapwise direction, with compressive stresses at surface
and tensile stresses in the core.
Santhanam27 also employed a thermoviscoelastic model
in calculating the residual stress. The packing pressure
effect was accounted for by the initial strain at the end
of filling, and the initial strain was only determined by
the initial melt pressure of specified materials, without
considering the evolution of pressure during the packing
or the impact of thickness. Analysis showed high tensile
stresses in the surface layer, followed by a compressive
stress valley inward and a parabolic tensile stress in the
core region. Comparison with the experimental data by
Crouthamel11 showed that the surface stress value was
overpredicted and the measured stress was more sensitive
to the mold constraint.
Bushko and Stokes12,28,29 applied the viscoelastic model
in the residual stress analysis of simple slabs. Their
model considered the effect of packing pressure and the
compensation during the packing stage. The effects of
processing and boundary conditions on the residual stress
and shrinkage were also systematically studied.
Ghoneim and Hieber30 conducted a quantitative study on
the effect of density relaxation on the stress profile of PS
samples, exploring a significant role of density relaxation
(spherical components of the viscoelastic materials) in
the evolution of residual stresses during the injection
molding process. Zoetelief et al.6 also adopted the linear
thermoviscoelastic model in calculating the thermally
induced stress of PS and ABS plates and compared with
experimental results.
Most of the previous theoretical studies on residual
stresses focused on amorphous polymers, in order to
avoid the effect of crystallization on stresses. The stress
distribution in semicrystalline polymers is different from
amorphous materials because of factors such as the change
of material properties with crystallinity. For an accurate
description of the viscoelastic responses of semicrystalline
polymers, a good understanding of crystalline kinetics is
therefore required.
Research of Kamal et al.7 showed a distinctive difference
between the residual stress distributions of the HDPE and
PC. Specifically, the stress profile of HDPE would display
compressive stresses in the core region, leading to higher
tensile stress in the skin layer. Chapman31 proposed a
mathematical model in calculating the residual stress of
semicrystalline polymers. Free quenching was assumed, and
it was found that crystallinity would obviously increase
the magnitude of residual stresses. Farhoudi and Kamal32
developed a thermoelastic model in calculating the residual
stress of HDPE rectangular plates. This model accounted
for the effect of crystallinity on the elastic modulus of
materials and showed a nice agreement with experimental
data by the layer removal method.
161
6.1.2.2 Current Model
6.1.2.2.1 Thermoviscoelastic Model A linear thermoviscoelastic model can describe the stress–strain relation and
stress relaxation of materials in injection molding precisely.
Assuming a thermorheologically simple viscoelastic behavior of materials during the injection molding, this model can
be applied in the description of stress–strain relation covering the melt state above the glass transition temperature
T g to the glassy state.
The stress of linear thermoviscoelastic models is expressed as the sum of the hydrostatic stress and deviatoric
components of stress6,33 :
σij = −Ph δij + τij ,
i, j = 1, 2, 3
(6.4)
where P h is the hydrostatic stress or the negative value
of stress spherical tensor, τ ij denotes the deviatoric
components of stress, and δij is the kronecker delta. For
isotropic materials, these two parts can be obtained from:
1
Ph = − Trσ = −
3
τij (t) =
t
t
∂εm
∂εth
G1 (ξ(t) − ξ(t ))
− ∂t
∂t
−∞
−∞
G2 (ξ(t) − ξ(t ))
∂εijd
∂t dt dt (6.5)
(6.6)
where G 1 and G 2 are the bulk and shear relaxation modulus
functions, respectively, Trσ is the trace of the stress
tensor σ ij , t and t are time variables, ξ (t) represents the
pseudotime, εm and εijd express the spherical and deviatoric
components of strain tensors, and εth is the thermal strain
due to temperature changes.
The relationship among the Young’s modulus E , shear
modulus G, and bulk modulus K can be obtained from
the simple tensile test of materials. And the bulk and shear
relaxation modulus functions G 1 and G 2 can therefore be
written as33 :
E
φ(t) = 3Kφ(t)
1 − 2u
E
G2 (t) =
φ(t) = 2Gφ(t)
1+u
G1 (t) =
(6.7)
(6.8)
where μ is the Poisson’s ratio and φ(t) is the relaxation
function, which can be expressed as the sum of weighted
exponential functions:
φ(t) =
N
k=1
t
gk exp −
λk
(6.9)
where λk is the relaxation time
and g k denotes the
relaxation parameters satisfying N
k=1 gk = 1.
162
RESIDUAL STRESS AND WARPAGE SIMULATION
Assuming that there is no stress or strain in the material
when t < 0, namely, the initial stress and strain value is 0,
substituting Equation 6.7 into Equation 6.5, it follows that
t
∂εth
∂εm
3Kφ(ξ(t) − ξ(t ))
− dt Ph =
∂t ∂t
0
t
∂εth
=
3Kφ(ξ(t) − ξ(t )) dt ∂t
0
t
3∂εm −
Kφ(ξ(t) − ξ(t ))
dt
(6.10)
∂t 0
where the thermal strain εth is given by
t
α(t)T (t)dt εth =
(6.11)
0
in which α represents the thermal expansion coefficient.
If α is not time dependent, it can be taken as a constant,
t
resulting in εth = α 0 T (t)dt .
Similarly, we can get
t
∂εijd
Gφ(ξ(t) − ξ(t )) dt (6.12)
τij (t) = 2
∂t
−∞
where εijd = εij − 13 Trεδij .
Let K (t) = Kφ(t), β(t) = 3αKφ(t), G(t) = Gφ(t), and on
substituting Trε = ε11 + ε22 + ε33 = 3εm into Equation 6.10,
a simplified expression reads as follows:
t
∂T
∂Trεm
β(ξ(t) − ξ(t )) − K(ξ(t) − ξ(t ))
dt Ph =
∂t
∂t 0
τij = 2
0
(6.13)
t
G(ξ(t) − ξ(t ))
∂εijd
∂t dt (6.14)
The pseudotime ξ (t) in the above equations can be defined
from the linear Maxwell model as
t
1 ξ(t) =
dt
(6.15)
0 αT
where α T is the time–temperature conversion factor. For
amorphous polymers, when the temperature falls between
the glass transition temperature and 100 ◦ C above that,
the classical WLF equation can be applied to describe the
conversion equation of time and temperature6 :
log10 αT = −
c1 (T − Tr )
c2 + (T − Tr )
(6.16)
And for temperatures beyond that range or semicrystalline
materials, the Arrhenius formula can be adopted6 :
ln αT = −c3 (T − Tr )
(6.17)
In the above two equations, c 1 ,c 2 , andc 3 are material
parameters and T r represents the reference temperature.
6.1.2.2.2 Thermoelastic Model Although the thermoviscoelastic model is popular in current literature,4,34 its application in commercial software has encountered several
problems.
First, a thermorheologically simple viscoelastic behavior
is assumed, which means that the linear viscoelastic change
of materials can be handled with the time–temperature
equivalence principle. However, the relaxation spectrum of
such materials is difficult to obtain, as most polymers are
actually thermorheologically sophisticated.
Second, as the relaxation function φ(t) is closely
related to the internal structures of materials, especially
for the semicrystalline polymer, it is still difficult to
master the relationship between them either theoretically
or experimentally.
A thermoviscoelastic model is, therefore, widely applied
in current commercial software when calculating the
residual stress. The polymer is taken as a viscous melt
above the glass transition temperature, retaining no stress.
And the material is assumed as an elastic solid when below
the transition temperature T g . This means that the relaxation
behavior of materials is neglected and the calculation
of relaxation spectrum is therefore taken off. And the
thermoelastic model of residual stresses can be derived as
⎧
⎪
0
T ≥ Tg
⎪
⎪
t
⎪
⎪
α ∂T
∂Trεm
1
⎨
dt
−
− Tr
σij =
κ ∂t κ
∂t 0
⎪
t ∂εd
⎪
⎪
ij
⎪
⎪
dt T ≤ Tg
⎩ + 2G
0 ∂t
(6.18)
in which T g is the glass transition temperature, G represents
the shear modulus of materials, α and κ denote the
thermal expansion and isothermal compressive coefficients,
respectively, which are defined as
1 ∂ρ
1 ∂ρ
, κ=
(6.19)
α=−
ρ ∂T p
ρ ∂p T
where ρ and p represent local density and pressure of
materials, respectively.
6.1.2.2.3 Specific-Volume Model The coefficients in the
hydrostatic stress calculation can be obtained from the
PVT relation or specific-volume model of materials. For
amorphous polymers, the following Tait equation is widely
applied35 :
⎧
(a0m
⎪
g ))
⎪
+ a1m (T − T
⎪
⎪
p
⎪
⎪
, T > Tg
1 − 0.0894 ln 1 +
⎨
Bm
v(p, T ) =
⎪
(a0s
))
⎪
+ a1s (T − Tg ⎪
⎪
⎪
p
⎪
⎩
1 − 0.0894 ln 1 +
, T ≤ Tg
Bs
(6.20)
RESIDUAL STRESS ANALYSIS
Bm (T ) = B0m e−B1m T ,
Bs (T ) = B0s e−B1s T
Tg (p) = Tg (0) + sp
(6.21)
(6.22)
where T g is the pressure-dependent glass transition temperature; and a 0m , a 1m , B 0m , B 1m , a 0s , a 1s , B 0s , B 1s , and s are
material constants.
6.1.3
Numerical Simulation
6.1.3.1 Basic Assumptions As most of injection-molded
products possess a thin shell structure, with in-plane dimensions often 1 order of magnitude larger than the thickness
dimension, the major assumptions are as follows6,36 :
1. The polymer is amorphous with a thermorheologically simple behavior.
2. A local orthogonal coordinate system can be built,
where the flow direction of polymer melt and the
thickness direction of products act as the first and
third principle directions, respectively.
3. Owing to various structure constraints such as floors
and veins in the mold, the product may experience
complete planar mold constraints. Planar strains are
therefore not considered before demolding, that is,
ε11 = ε22 = 0, which only allows the nonzero strain
component ε33 in the thickness direction.
4. Lateral deformation is also neglected, that is,
εxz = εyz = 0.
5. The principle stress σ 33 is normal to the flow plane.
It is uniform in the thickness direction (z -direction)
and does not vary with positions.
6. The product sticks to the mold surface closely once
there exists a cavity pressure (or σ 33 < 0).
7. The deformation of mold is ignored.
8. Deformation of products within the mold is neglected.
9. As the flow residual stress is generally 1–2 orders
of magnitudes lower than the thermal residual stress,
it can be neglected as long as the accuracy of
calculation is not so rigid, and the initial stresses and
strains are therefore assumed to be zero.
10. The anisotropy of materials is not considered. The
viscoelastic relaxation function of isotropic materials
can be written as
Gijkl =
3[G2 (t) − G1 (t)]δij δkl
3
[G1 (t)(δik δil + δil δik )]
+
2
163
1. Stresses and strains at the interface of materials are
consistent (this is not valid for the thermoelastic
model).
2. Friction between the part and the mold is neglected.
3. The in-plane stress profile follows ĥ σ (z , t)dz = 0.
6.1.3.2 Boundary Conditions Boundary conditions vary
during different injection molding stages. According to the
pressure on products, multiple boundary conditions can be
given as follows:
1. Once the filling stage is completed and packing
stage begins, surface materials start to solidify, and
there are two frozen skin layers with a molten core
region in the thickness direction of products. Packing
pressure is therefore forced onto the product through
the molten core region. Pressurized polymer melt
is injected into the cavity to compensate for the
shrinkage caused by cooling and solidification. The
cavity pressure P of this stage is controlled by the
injection machine and can be calculated from packing
analysis. P can be regarded as a known parameter,
resulting in σ 33 = − P .
2. With the solidification of gates or end of packing, no
compensation from new polymer melts is available,
and the product is free from the packing pressure.
With the cooling of materials, the cavity pressure
would gradually lower down. The product would
stick to the mold surface closely under the cavity
pressure, and there is no variation in the thickness,
that is,
l/2
−l/2
ε33 (z)dz = 0
(6.24)
where l is the thickness of products
3. The product starts to detach from the mold surface,
and shrinkage in the thickness direction begins until
it is ejected from the mold.
4. After the ejection, postdemolding thermal stresses
will be induced when the product cools down to
the ambient temperature. It is free from any mold
constraints, and free deformation is available. Release
of residual stresses at this stage will eventually result
in warpage and deformation.
It can be seen that the above multiple boundary
conditions can account for impacts of the packing stage
and solidification of gates on residual stresses.
(6.23)
where G ijkl is the relaxation modulus, δ is the
Kronecher delta, and G 1 and G 2 represent the shear
and bulk relaxation modulus, respectively.
6.1.3.3 Space-Time Discretization When calculating the
residual stresses, the finite difference method can be
applied in the discretization of equations in the time. For
example, the linear viscoelastic constitutive equation can
164
RESIDUAL STRESS AND WARPAGE SIMULATION
be transformed into a discretized iterative form in this way.
And the stress value at current time step can be obtained
from the analysis results of last time step combined with
current boundary conditions.
Employing the time discretization of hydrostatic stress
formula, it becomes37 :
Ph (tn+1 ) = Ph (tn ) + βT − KTrε
k=1
sii(k) (t) = 2Ggk
t
0
ξ(t) − ξ(t )
exp −
dεiid (t )
λ
(6.27)
The above formula can be transformed into the partial
differential equation as
dεd
1 dξ
dsii
+
sii = 2Ggk ii
dt
λ dt
dt
(6.28)
The finite difference format can be written as
εd
sii (tn+1 ) − sii (tn ) 1 ξ
+
sii (tn+1 ) = 2Ggk ii
t
λ t
t
(6.29)
which leads to
sii(k) (tn+1 ) = ςk sii(k) (tn ) + 2Ggk εiid
where λk is the relaxation time, and
ξ −1
ςk = 1 +
λk
(6.30)
(6.31)
On the basis of the above basic assumptions, ε11 =
ε22 = 0, deviatoric components of strains can therefore
be expressed as
Tr(ε) = ε11 + ε22 + ε33 = ε33
1
1
εm = (ε11 + ε22 + ε33 ) = ε33
3
3
1
εiid = εii − εm = − εii , i = 1, 2, 3
3
(6.32)
(6.34)
N
(k)
ςk s33
(tn )
(6.36)
k=1
And the normal strain variation is as follows:
ε33 =
∗
σ33 (tn+1 ) − σ33
N
4
k=1 ςk gk + K
3G
(6.37)
6.1.3.4 Numerical Simulation In the numerical simulation, the finite element mesh adopted by the postfilling stage
analysis can still be employed in the residual stress analysis.
For example, the product can be discretized into numerous
layers in the thickness direction. On the basis of the above
discretized iterative formulas, the stresses at time step t n + 1
can be calculated from the stresses of the last time step t n .
Final residual stresses would therefore be dependent on the
heat and pressure evolution within the cavity.
At each time step, numerical simulations can be
employed on every layer of elements as follows:
1. Obtain the temperature change at time step t n + 1 :
T = T (t n + 1 ) − T (t n ), based on the calculated thermal field.
2. With current temperature, calculate the thermal
expansion coefficient α T from Equation 6.16 or 6.17.
Then get the pseudotime ξ from Equation 6.15, and
thus ς k (k = 1, 2, . . . , N ) from Equation 6.31.
3. Substitute the last hydrostatic stress and current T
∗
into Equation 6.36 to get σ33
.
4. Obtain the normal stress σ 33 according to the specific
boundary condition at each molding stage:
Stage 1: Packing pressure is taking effect on the product
and the normal stress is equivalent to the negative pressure,
that is,
σ33 (tn+1 ) = −P (tn+1 )
(6.38)
Stage 2: Packing pressure no longer works, and the
thickness variation is zero. According to Equation 6.24,
l0 =
N
ε33 l0(i) = 0
(6.39)
i=1
(6.33)
Substituting Equations 6.25 and 6.34 into Equation 6.4,
the normal stress reads as
N
4
∗
G
+
ςk gk + K ε33
(6.35)
σ33 (tn+1 ) = σ33
3
k=1
∗
= −(Ph (tn ) + βT ) +
σ33
(6.25)
where T and ε represent changes of the temperature and
strain during the period of t = t n + 1 − t n ,respectively, and
β and K are defined the same as in Equation 6.13.
The deviatoric components of stress can be discretized
as37 :
N
sii(k) (t), i = 1, 2, 3
(6.26)
τii (t) =
in which
where
where l0(i) is the initial thickness of the i th layer. Combining
Equation 6.37 with Equation 6.39 yields
N
σ33 (tn+1 ) =
in which V = 43 G
N
k=1 ςk gk
∗
σ33 (i)
i=1 V l0
N 1 (i)
i=1 V l0
+ K.
(6.40)
165
RESIDUAL STRESS ANALYSIS
Stage 3: Cavity pressure reduces to zero, and the product
starts to detach from the wall in the thickness direction,
resulting in
(6.41)
σ33 (tn+1 ) = 0
1. Substitute current σ 33 into Equation 6.37 to obtain
ε33 of current layer.
2. Calculate the deviatoric components of strains from
Equations 6.33 and 6.34. And compute the current
hydrostatic stress P h (t n + 1 ) with Equation 6.25.
3. Obtain the deviatoric components of stress τ 11 , τ 22 ,
and τ 33 from Equation 6.26.
4. Get final in-plane stresses σ 11 and σ 22 from Equation
6.4.
6.1.4
TABLE 6.1 Specific-Volume Model Constants for the PS
Used in Numerical Calculationsa
Symbol
Value
a 0m , m3 /kg
a 1m , m3 /(kg K)
B 0m , Pa
B 1m , K−1
T g (0), K
a 0s , m3 /kg
a 1s , m3 /(kg K)
B 0s , Pa
B 1s , K−1
s, K/Pa
a Ref.
9.72e−4
5.44e−7
2.53e8
4.08e−3
373
9.72e−4
2.24e−7
3.53e8
3.00e−3
5.1e−7
6.
TABLE 6.2 Material Data for the PS Used in Numerical
Calculations
Case Study
6.1.4.1 Case Study 1: Validation by Experimental
Data The layer removal method is widely employed in
measuring the residual stresses of injection-molded products. It is convenient to perform with slabs or plaque-like
products, and the gapwise distribution of residual stresses
can be obtained. Treuting and Read38 initially measured the
residual stresses in steel plates with this method. Isayev11
reviewed its successful application in injection-molded
products. After the removal of a thin layer from the
surface, the specimen will warp to a circular arc and
reestablish equilibrium of residual stresses. The gapwise
residual stresses in the specimen before the layer removal
can be calculated by measuring the resultant curvature as
a function of removed materials, using the general biaxial
stress relation. Zoetelief6 provided a detailed introduction
to this method.
To validate the mathematical model and numerical
simulation, residual stresses of a simple PS plate, as shown
in Figure 6.4, was calculated, and the numerical results were
compared with existing experimental data by Zoetelief.6
The trade name of material PS Styron 678E is provided by
Dow Chemical.
The melt and mold temperature were 200 ◦ C and
◦
55 C, respectively; the injection rate, 7.6 × 10−6 m3 /s; the
FIGURE 6.4
Elastic
Modulus,
MPa
2700
Poisson’s
Ratio
Shear
Modulus,
MPa
Thermal Expansion
Coefficient,
K−1
0.35
906
8.31e−005
packing pressure, 55 MPa; and the packing and cooling
time, 10.0 s and 30.0 s, respectively. The specific-volume
model constants, mechanical data, stress relaxation data,
and time–temperature conversion data employed in the
numerical calculations are outlined in Tables 6.1–6.4,
respectively, supplied by Reference 6. The layout of runner
and cooling systems applied in the numerical simulation
is shown in Figure 6.5, in which the product is located
between two symmetrical cooling circuits.
Residual stresses of the midpoint P in the specimen
were calculated with the proposed thermoelastic and
thermoviscoelastic models, respectively. And simulation
results were compared with experimental data measured by
Zoetelief et al.6 as shown in Figure 6.6.
As can be seen, all the curves collect close to the
measured data, that is, a tensile stress in the surface,
followed by a compressive stress valley and a tensile stress
Schematic graph of the specimen (unit: mm).
166
RESIDUAL STRESS AND WARPAGE SIMULATION
TABLE 6.3 Stress Relaxation Data for the PS Used in
Numerical Calculations
i
θi , s
G i , Pa
1
2
3
4
5
6
5.0
3.0e−1
6.66e−3
1.18e−4
2.5e−6
4.77e−8
9.14e7
3.43e8
2.22e8
1.20e8
5.96e7
6.92e7
TABLE 6.4 Time–Temperature Conversion Data for the
PS Used in Numerical Calculations
C1
C 2, K
C 3 , K−1
13.37
51.06
0.6242
Cooler
FIGURE 6.6 Comparison of in-plane residual stress distribution
between predicted and measured data (the Zoetelief viscoelastic
and Zoetelief viscous elastic analysis are the predicted results of
Zoetelief).
Runner
FIGURE 6.5 Layout of runner and cooling systems in the
numerical calculations.
in the core region. This follows the trend of most relevant
literature. It is clear that the present viscoelastic result
seems to be in better agreement with the experimental
data than the viscous elastic analysis, especially in the
prediction of surface tensile stress value and the position
of the maximum compressive stress, but the value of the
maximum compressive stress seems overpredicted.
Results show that the thermoelastic model stands up
to the thermoviscoelastic model in terms of validity and
accuracy and could also be employed in the calculation of
residual stresses for commercial packages, especially when
the relaxation data are difficult to obtain.
6.1.4.2 Case Study 2: Influence of Process Parameters
on Residual Stresses To investigate the relationship between residual stresses and key processing parameters, another simple plate with a dimension of 300 × 120 × 2.5 mm
was chosen as the specimen, as the effects of processing
conditions can be clearly demonstrated with this simple
geometry. Three key processing parameters were studied:
packing pressure, melt temperature, and mold temperature.
The concept of deliberately varying one variable and maintaining all the other parameters constant was used. For
example, in one set of numerical simulation, all other parameters were maintained constant at the standard level,
FIGURE 6.7
sures.
Variation of residual stresses with packing pres-
while packing pressure varied from 35 to 75 MPa to study
its effect on residual stresses. The standard level of processing conditions is the same with previous case study,
and the material data can be referred from Tables 6.1–6.4.
Variations of simulated residual stresses in injectionmolded parts with processing parameters are displayed in
Figures 6.7–6.9.
6.1.4.2.1 Effect of Packing Pressure It can be seen from
Figure 6.7 that with the increase in packing pressure, the
compressive stress valley in the subskin layer gets deeper,
RESIDUAL STRESS ANALYSIS
167
Flow direction
150 mm
P1
Central position
300 mm
2.5 mm
FIGURE 6.8
tures.
Variation of residual stresses with melt tempera75 mm
FIGURE 6.10
Rectangular strip mold.
of packing pressure on residual stresses is offset by other
factors.
6.1.4.2.2 Effect of Melt Temperature Residual stresses at
various melt temperatures are shown in Figure 6.8. With the
increase of melt temperature, solidification of the subskin
layer will be delayed with a reduced cavity pressure, which
results in a lower compressive stress at this region, as
shown in Figure 6.8. And a lower tensile stress can also
be seen in Figure 6.8, because of the reestablishment of
stress equilibrium with the lower compressive stress in the
subskin layer.
FIGURE 6.9
atures.
Variation of residual stresses with mould temper-
indicating a more severe maximum compressive stress.
This may be contributed to the fact that this layer may be
solidified under a higher cavity pressure, and the stress state
may be retained even after a long period of relaxation. After
the reestablishment of stress equilibrium after demolding, a
more severe maximum compressive stress may therefore be
attained. This will in turn result in a higher tensile stress in
the skin layer and the core region, as shown in the figure.
Another interesting thing about Figure 6.7 is that the
impact of packing pressure on residual stresses is more
obvious under a lower packing pressure. For example, the
stress curve at 35 MPa is clearly deviated from the 55 MPa
one, whereas this deviation seems much less pronounced
between the curve of 55 and 75 MPa. This may imply
that above a certain level of packing pressure, the effect
6.1.4.2.3 Effect of Mold Temperature The relationship
between residual stresses and mould temperatures is shown
in Figure 6.9. It can be seen that the effect of mould
temperature on residual stresses is similar to that of melt
temperature. This may also be due to a longer solidification
process with an increased mould temperature. A lower
tensile stress in the core region is also observed with a
higher mould temperature.
6.1.4.3 Case Study 3: Evolution of Residual Stresses
To investigate the evolution and distribution of the residual stresses, numerical simulation was performed on a
fan-gated specimen (300 × 75 × 2.5 mm), as shown in
Figure 6.10. The material used was ABS (Novodur P2X
of Bayer). The triangular element was applied in the analysis, which discretized the product into 2912 nodes and
5820 elements. The mechanical data, stress relaxation data,
time–temperature conversion data, and processing conditions employed in the numerical calculations are outlined
in Table 6.5–6.8, respectively.39
168
RESIDUAL STRESS AND WARPAGE SIMULATION
TABLE 6.5 Material Properties for the ABS Used in
Numerical Calculations
TABLE 6.7 Parameters in Time–Temperature Shift
Functions for the ABS Used in Numerical Calculations
Solidification
Thermal
Young’s
Shear
Temperature,
Expansion
Modulus, Modulus, Poisson’s
MPa
MPa
Ratio
K
Coefficient, K−1
c1
c2, K
c 3 , K−1
Tr, K
14.22
47.01
0.3291
373
368
8 × 10−5
2240
805
0.392
TABLE 6.8
Simulation
6.1.4.3.1 Evolution of Cavity Pressure Cavity pressure
has a significant effect on the residual stresses. As the
normal stress equals to the negative packing pressure in
most of the time in the simulation, the evolution of the
normal stress will therefore will be demonstrated by the
development of cavity pressure.
The cavity pressure history of the central position P1
is shown in Figure 6.11. During the filling stage the
injection pressure increases all the time to overcome the
increasing resistance, with cavity pressure growing from
0 to 27.64 MPa. Once the packing stage starts, the cavity
pressure rises sharply to the highest value 56.56 MPa
(point A in Fig. 6.11) at t = 1.8 s. With the compensation
of molten polymers by the packing pressure, the cavity
pressure holds constant at first (segment AB in Fig. 6.11).
With the accumulation of the frozen layer toward the core
region, compensation for the shrinkage reduces gradually,
causing the decay of the cavity pressure (segment BC in
Fig. 6.11). When the packing process ends at t = 7.5 s,
no more packing pressure is applied to the part, and
the cavity pressure collapses (segment CD in Fig. 6.11).
When t = 25.58 s, the cavity pressure of the central position
drops to zero (point D), after which the part is detached
from the mold in the thickness direction and shrinks
freely.
In injection molding, the history of the cavity pressure
is affected by the injection pressure, packing pressure,
and part cooling comprehensively. Before the end of
packing stage or the complete solidification of products
in the thickness direction, the cavity pressure is mainly
determined by the packing pressure. After that, the cavity
pressure decreases with the cooling of products. As the
temperature history varies at different positions of products,
the evolution of cavity pressure will also show difference.
Figure 6.12 depicts the predicted evolution of cavity
pressure at different locations along the flowpath, including
the pressure profiles near the gate, a quarter to the gate,
TABLE 6.6
λk , s
gk
Processing Conditions for Injection Molding
Injection Packing Cooling
Melt
Mold
Time, s
Time, s Time, s Temperature, K Temperature, K
1.2
6.3
21.7
503
323
halfway down to the end, a quarter to the end, and near the
end of the flowpath.
6.1.4.3.2 Evolution and Distribution of Residual Stresses
The stresses in the flow plane are called in-plane stresses.
For transversely isotropic materials, the first and second
principle stresses are assumed equal.
To begin with, the evolution of the in-plane stresses
is considered. Figure 6.13 shows the predicted in-plane
stresses distribution of central position P1 in the gapwise
direction. And the distribution at five typical instants are
plotted in Figure 6.14, including (i) at the beginning of the
filling stage, (ii) at the end of the filling stage, (iii) at the end
of the packing stage, (iv) when the pressure of the central
position drops to zero, and (v) just before ejection.
During the filling stage, the molten material is forced
into the mold and forms a very thin frozen layer quickly
once contacting the cold mold surface, leading to a high
stress. There exists a large flat region of stresses in the
core region as shown in Figure 6.14, where the stress
remains uniform and the material is essentially in a rubbery
state with low elastic modulus and equals to the negative
packing pressure. As the packing stage starts, in-plane stress
goes into a steady decline and quickly reaches the lowest
value with the rise of the cavity pressure. At the end
of packing, the shape of the profile changes and shows
that relatively high stresses have been built up in the
surface layer, followed by a mild decline in the region
more inward. When no more packing pressure is applied
to the part, the cavity pressure drops quickly, causing
the compressive stress to decrease throughout the product.
Just before ejection, the residual stress distribution profile
Relaxation Spectrum Data for the ABS Used in Numerical Calculations
1
2
3
4
5
6
4.706 × 10−9
5.014 × 10−2
4.410 × 10−6
8.585 × 10−2
2.082 × 10−3
2.869 × 10−1
6.198 × 10−1
4.043 × 10−1
3.035 × 106
3.531 × 10−4
2.749 × 108
1.171 × 10−4
RESIDUAL STRESS ANALYSIS
FIGURE 6.11
FIGURE 6.12
169
Pressure history at central position P1.
Calculated pressure histories at different locations along the flowpath.
consists of three distinct regions made up of two skins and
a core. The stress exhibits a high surface tensile value and
changes to a compressive peak value close to the surface,
with the core region experiencing a parabolic peak.
Clearly, the existence of the relatively high stresses in
the skin and core regions is associated with the relatively
low pressure under which the skin and the core have
frozen, while the existence of the minimum stresses in the
intermediate region is due to the fact that the material in
this region is frozen at the maximum pressure.
Then we will consider the effect of flowpath on the
distribution of the in-plane stresses. In injection molding, the pressure and temperature history vary throughout the part, leading to different in-plane stress distributions. Figures 6.15, 6.16, and 6.17 show the stress
gapwise distribution along the flowpath at (i) the end
of filling, (ii) the end of packing, and (iii) just before ejection, respectively. Results show that the gapwise profiles of stresses have the same shape along the
flowpath.
170
RESIDUAL STRESS AND WARPAGE SIMULATION
FIGURE 6.13
FIGURE 6.14
Predicted stress evolution of central position P1 in the gapwise direction.
Predicted stress distribution in the thickness direction at some typical instants.
At the beginning, the stress near the gate is much lower
than the stress at other locations, as shown in Figure 6.15.
And the difference in the stress values at different locations
vanishes gradually. Figure 6.16 shows that the stress
distribution tends to be unique along the flowpath, probably
because of a more uniform distribution of the cavity
pressure at the end of packing. Just before ejection, profiles
of in-plane stresses along the flowpath seem to be the
uniform, consisting of three distinct regions as mentioned
before. The stresses near the gate are lower than the stresses
farther away, probably because the material near the gate
has frozen at a higher pressure.
From the above-mentioned results and analysis, it can
be concluded that the stress distribution and evolution
are closely related to the development of the cavity
pressure.
6.2
WARPAGE SIMULATION
The final dimensions and geometry of molded parts may
be a primary concern in evaluating the manufacturing
quality.40 During the injection molding process, a reduction
of up to 35% specific volume may be induced, as polymers
are cooled from molten to a solid state.41 Once the part in
WARPAGE SIMULATION
FIGURE 6.15
FIGURE 6.16
171
Predicted stress distribution at the end of filling stage (t = 1.2 s).
Predicted stress distribution at the end of packing stage (t = 7.5 s).
ejected, it may generally undergo a continuous cooling and
shrinkage for up to 30 days.
In a practical view, shrinkage and warpage can be
defined as the deviations from the mold geometry.40
Shrinkage regards with dimensional differences or a
geometrical reduction in the size of the part,42 and warpage
concerns more with form deviations. It is generally assumed
that warpage is closely related with shrinkage. Typically,
warpage will only be induced with a nonuniform shrinkage,
especially in the regions with unequal shrinkage where
stresses are generated. In other words, if the shrinkage
is uniform, the part will not deform or change its shape,
thus no warpage.42 In the following section, shrinkage and
warpage may be regarded as an integrated term as S&W
most of the time.
In determining the quality of injection-molded parts, especially the thin-wall products, S&W are usually concerned
as the major observed quality factors. During the plastic
injection molding, one of the biggest challenges may be
the reduction of S&W, which will deteriorate the quality
of products.43 In other words, reducing S&W of injectionmolded products has become one of the top priorities in the
injection molding industry in order to improve the quality44
or probably the most dominant underlying problems in the
successful injection molding.
6.2.1
Development of Warpage
Warpage in injection-molded products results from the differential shrinkage or variations in shrinkage42 throughout
172
RESIDUAL STRESS AND WARPAGE SIMULATION
FIGURE 6.17
Predicted stress distribution just before the demolding (t = 29.2 s).
the part and is dependent on many processing and material
factors, including the part geometry effect, the mechanical stiffness of polymer material, orientation of polymer
molecules, differential crystallinity, and temperature gradients along a part thickness.45 Shrinkage alone does not
lead to warpage, as a highly uniform shrinkage will only
contribute to a perfectly shaped part that is smaller.42
And the shrinkage change in injection-molded parts is
mainly determined by shrinkage because of the cooling
effect or the pressure effect.46 As the temperature and
pressure of polymers vary across the thickness and
throughout the product, the part will shrink differently
at different locations, which leads to warpage. A clear
understanding of the origin of shrinkage is therefore
required for the warpage study.
In analyzing how the shrinkage causes warpage, types
of shrinkage effects are discussed in the following sections.
6.2.1.1 Differential Cooling Effects Variations in cooling can also affect shrinkage differences. A dramatic
example would be the temperature difference on opposite
mold surfaces.42 Once removed from the mold, the part may
undergo different contraction because of different cooling
rates, and this shrinkage difference on different sides will
build a bending moment that results in warpage. In general, differential cooling effect may be caused by the effect
on orientation, regional volumetric shrinkage (caused by
thermal contraction or crystallization), side-to-side cooling variations (this will affect orientation and volumetric
shrinkage from one side of a part to the other side), pressure, etc.47 Take the pressure effect, for example, regions
under different pressures will have shrinkage at different
rates, with a lower shrinkage under a higher pressure.
A typical example would be the box-shaped products
as shown in Figure 6.18. In this case, the inside wall
(a)
(b)
FIGURE 6.18 Warpage caused by differential cooling of a boxshaped product: (a) original shape and (b) after warpage.
of the box will be more difficult to cool down than the
outside, and so there exists a temperature and shrinkage
difference. Sections with nonuniform thicknesses may also
create differential cooling effect, especially with crystalline
materials. The thicker part may be hotter because of a
more difficult cooling, and different shrinkage may occur
because of temperature differences, which will set up
internal stresses.
6.2.1.2 Area Shrinkage Effects The shrinkage difference between different regions of injection-molded parts
can be described by the area shrinkage, most notably, the
change in the area because of parallel and perpendicular
shrinkage.42
6.2.1.3 Orientation Effects Orientation effects arise
from the molecular or fiber orientation in materials. This
may cause the difference between parallel and perpendicular shrinkage, and therefore the warpage42 . It can be defined
by comparing variations in different directions within a region. Impact factors concerning orientation effects cover
the magnitude of polymer and polymer-additive orientation,
WARPAGE SIMULATION
direction of orientation (variations in flow direction may
induce conflicting shrinkage vectors), type of flow, transient flow (where the flow direction may change through
the thickness of the flow channel due to unbalanced filling), etc.47
As has been mentioned, the driving force for warpage
is the shrinkage difference. And the variations in shrinkage
are resisted only by the geometric constraints or stiffness
of the mold. Even a part with a high variation in shrinkage
can be free from warpage as long as it is stiff enough, but
a high internal stress will be created in this situation.
Shrinkage of polymers can often be classified into two
groups from a practical point of view: volumetric and
linearized shrinkage.47 Volumetric shrinkage is caused by
the well-known thermal contraction of materials when it is
cooled. This can be assumed isotropic if no external forces
are applied. The linearized shrinkage originates from the
orientation effects caused by shear and extensional flows,
which has a direct impact on the way the polymer shrinks.
Shrinkage of materials can be explained in terms of
the internal microstructure, such as the molecular motion,
the cohesive bond energies of both the primary atomic
and secondary molecular bonds, and change in the specific
volume.47 The relationship between pressure, specific
volume, and temperature can be evaluated through the
commonly used PVT graph. As shown in Figure 6.19, by
tracing the shrinkage curve of the material at 0.1 MPa,
one can see that it contracts by almost 20%, as it is
cooled from its processing temperature of 210 ◦ C to ambient
temperature of 30 ◦ C.48 Owing to the significant amount
of free space when a plastic is heated, materials can also
be compressed by a applied pressure. Potential variations
in volume are created by the combination of thermal
FIGURE 6.19
173
contraction and pressure during molding in this particular
situation. The inflection in the curve indicates the glass
transition temperature of the polymer.
In order to produce a warp-free part, variations in
shrinkage need to be eliminated. This is almost impossible
in a conventional injection molding process, as there are
numerous impact factors coupled together. Let us consider
the mechanism of a typical injection molding process: due
to variations in shear through the cross sections of the
cavity, the shear distribution, shear direction, and cooling
rate vary across the thickness during the mold filling and
shrinkage would vary in both volume and linear. The
differential shrinkage will also develop residual stresses.
When these stresses are sufficient enough to overcome the
resistance of the mold, warpage will be induced. With the
warpage of parts, some of residual stresses will be relaxed.
6.2.2
Model Prediction
With the development of plastic injection molding techniques, mechanisms and prediction of warpage have been
widely investigated. Two major principles have been applied in the numerical study of warpage.
1. Residual Stress Method . During the injection molding
process, residual stresses (including the flow-induced
and thermally induced stresses) obtained from an
elastic or viscoelastic model, or the experiments are
taken as the initial stress and input into the structure
analysis package for a further analysis of S&W.
Molecular and fiber orientation, along with other
impact factors such as the crystallization effect will be
included in the stress model. With the modification of
A PVT graph of POE (provided by Dupont-Dow company, trade name: 8150).
174
RESIDUAL STRESS AND WARPAGE SIMULATION
the stress model, more effects can be accounted for,
such as the processing parameters during the packing
and cooling stage. It has become the most popular
method in the warpage analysis.
2. Residual Strain Method . Shrinkage in this process is
calculated from an empirical or experimental model
and adopted as the initial strain in the structure
analysis package for the analysis of warpage and
deformation. The calculation of shrinkage considers
the effects of molecular and fiber orientation, as well
as the crystallization effect, etc. It is superior in its
flexibility, but an accurate coefficient in the model
requires numerous experiments, as an empirical
formula is employed in the shrinkage calculation.
And its application has been limited because of great
property differences among various polymers. Yet it
has been adopted in the first commercial software
calculating S&W, SWIS by Moldflow Corporation.
A typical formula for the strain calculation can be
written as49
S || =
5
i=1
bi Mi , S ⊥ =
10
bi Mi
(6.42)
i=6
where S || and S ⊥ represent the shrinkage strain parallel and
perpendicular to the flow direction, respectively; b i is the
material constant; and M i denotes the effect of processing
parameters, which can be obtained from filling and packing
analysis. With b i (i = 1, . . . , 10) gained from experiments
and M i (i = 1, . . . , 10) from simulation results, shrinkage
in the two directions can be calculated from the above
equation. And in order to calculate warpage of products,
the bending moment applied on the product needs to be
calculated first, by modifying the strains on the two sides
of parts based on the temperature differences between the
cavity and core.
Later, a corrected residual in-mold stress (CRIMS)
model was proposed by Moldflow. It combines the abovementioned residual stress and residual strain methods, and
a more accurate residual stress result can be obtained
by modifying the calculated stress with the residual
strain method. This may be the most accurate method
in calculating residual stresses so far, as it shores up
the deficiencies of ignoring crystallization and molecular
orientation effects in the conventional residual stress
method by experiments. However, it also experiences
the similar inadequacy of requiring a large quantity of
experiments in the residual strain method
As mentioned above, earlier researchers generally input
the residual stress or strain as the load into a specific finite
element structure analysis package for analysis of warpage
and deformation. Since the 1990s, the integrated simulation
of deformation with residual stress has become the trend,
and the flat shell element is widely employed in calculating
the postmolded warpage.
6.2.2.1 Review of Warpage Models
6.2.2.1.1 Review of Theoretical Study of Warpage Study
of warpage based on the residual stress has begun since
the 1980s and early attempts have been focused on the
warpage induced by thermal stresses. Jacques50 initiated
the numerical simulation of warpage for amorphous plastic
plates caused by differential cooling. He analyzed the heat
transfer of injection molding with the one-dimensional finite difference method and calculated the thermal stresses
of each layer after the glassy transition, and then simulated
the warpage with pure bending theory that was suitable for
simple products. Chiang et al.51 conducted a coupled analysis of filling and cooling simulation and later calculated
the flow and thermal stresses in order to predict the S&W.
Results showed that flow stresses during the molding process might have a large effect on the optical property of
part surface, but little effect on warpage was detected.
With the development of injection molding simulation,
the integrated whole-process simulation has become a trend.
And the effects of processing conditions on the warpage
are included in the analysis of stress and warpage during each stage. Porsch and Michacli52 discretized a product
into several layers and predicted the warpage after calculating the thermal stresses of each layer, which are caused
by uneven temperature distribution and contraction. Their
model excluded the effects of packing pressure, orientation,
anisotropy, and stress relaxation. Matsuoka et al.53 predicted warpage of fiber-strengthened products using a threedimensional thin-wall model, after integrating the analysis
of mold cooling, polymer behaviors, fiber orientation, material properties, and stress. However, relaxation behaviors
of flow stresses and crystal property of materials were not
included in the model.
Many researchers on the warpage simulation have
shown that the liquid–solid phase transformation during
the cooling stage and the stress relaxation behavior has
a great impact on the prediction of residual stresses and
warpage. Numerous attempts have been made on a more
accurate and reasonable mathematical model in describing
the viscoelastic and phase transformation behaviors, in
order to enhance the accuracy of warpage simulation
through a more accurate residual stress result.54 – 56
Meanwhile, the impact of crystallinity, orientation,
and processing conditions on stresses and warpage has
aroused increased attention. For example, Chang and
Tsaur57 adopted a modified Tait equation for describing
the pressure-volume-temperature relationship for crystalline
materials and the Malkin crystalline kinetics for the
crystallization behavior of polymers. They calculated the
residual stresses with a linear thermoviscoelastic model,
and input the stress result as the initial conditions for
WARPAGE SIMULATION
the simulation of S&W with a three-dimensional finite
element method. Attention was shown on the effect of
fiber orientation on the stress and warpage of fiberreinforced plastics. Kikuchi and Koyama58 considered the
fiber orientation as the major factor in inducing the warpage
of fiber-reinforced plastic products and the differential
distribution of temperature and pressure as the critical
factor for the warpage of nonreinforced plastic parts. They
calculated the warpage with the nonlinear structure software
MARC, using the predetermined results of flow field, fiber
orientation, and thermal stresses. Bushko and Stokes12,28,29
focused on the warpage of amorphous polymers and built
the warpage mechanism of injection-molded products with
the solidification of polymer melts between parallel cooled
plates. Temperature difference and packing pressure effects
were accounted for, but the flow effect was excluded.
Simulation of warpage based on the shrinkage result
is performed through the analysis of PVT relationship
during molding and combined with experiments. Early
attempts were centered on the relation of various processing
parameters with shrinkage. Egbers and Johnson59 measured
the shrinkage of different HDPE under different cooling
times, mold and melt temperatures, injection pressure, and
gate sizes. It was concluded that about 80% of shrinkage
was related with the part thickness and gate size and
the other 20% would go to processing conditions. Hebert
et al.60 measured the effect of temperature variation on
shrinkage for the 30% filled PS molded products and
summarized their relation with a statistical method.
Simple empirical models have recently been developed
in the quantitative study of shrinkage. Nievelstein and
Menges61 investigated the effects of packing pressure, mold
temperature, part thickness, and flow direction on shrinkage
and proposed an empirical model of predicting shrinkage with a linear superposition principle. Shoemaker et
al.62 studied the shrinkage of products with uniform and
nonuniform thickness and tried to reduce the shrinkage
by optimizing the packing stage. Sanschagrin et al.63 focused on the shrinkage of fiber-reinforced plastic products
and developed a corresponding shrinkage model. Their experiments showed that the impact factors on the axial and
transverse shrinkage of fiber-reinforced products include the
packing pressure, melt temperature, mold temperature, and
fiber-reinforced ratio, but especially the fiber-reinforced ratio. Bernhardt64 introduced a shrinkage evaluation package
made by TMconcept company, which accounted for the
effects of major factors on shrinkage, such as processing
conditions, flow orientation, and mold geometry. It claimed
that the simplified shrinkage model, which solely based on
the PVT data, was not accurate for the cases of complex
products concerning the impact factors such as orientation
and anisotropy.
On the basis of the shrinkage result from the above
quantitative empirical models, a number of researchers have
175
started the warpage study of injection-molded products
in this way. Thomas and Mccffery65 initiated a warpage
predictive model based on the analysis of previous filling,
packing, and cooling stages. The volumetric shrinkage,
stress relaxation, and orientation were considered in the
model, and the relationship between these factors with
shrinkage was obtained with experiments combined with
the linear regression method. And warpage was calculated
by the structure analysis package based on the prediction
of shrinkage result. In the 1990s, the Moldflow Corporation
measured the shrinkage of numerous materials under
different flow velocities, packing pressures, packing times,
mold temperatures, filling times, thicknesses, etc. The
results formed the basis of impact factors on shrinkage,
including the volumetric shrinkage, crystallinity, stress
relaxation, and orientation effect.
6.2.2.1.2 Review of Flat Shell Elements Injectionmolded products generally possess a thin-wall structure,
and the in-plane dimensions are often 1 order of magnitude
larger than the thickness dimension, so they can be
normally considered as perfect examples of thin shells.
In the formulations of shell elements, there are four
distinct choices: flat shell elements, curved shell elements,
axisymmetric shell elements, and Mindlin type degenerated
solid elements.66 Among these elements, the flat shell
element is one of the most popular approaches in the finite
element analysis, as it is simplest, computationally efficient,
and free from complex shell equations.
In general, flat shell elements should be able to
endure the bending and stretching deformation. In case of
small deformation, the stretching deformation and bending
deformation of a flat element can be assumed to be
independent of each other and, therefore, considered as the
superposition of a membrane problem and a plate bending
problem. Accordingly, flat shell elements can be developed
by including the membrane and bending properties through
the combination of a membrane element and a plate bending
element.
The constant strain triangle (CST) element is the
simplest and the most widely used membrane element.
However, the CST element is too stiff, and the stiffness
of the assembled CST elements increases, as the aspect
ratio of the elements becomes larger. Owing to the lack
of a drilling degree of freedom, the CST element will
cause a rotational singularity in the stiffness matrix, when
all the elements sharing one node are coplanar and the
local coordinate systems of the elements coincide with the
global coordinate system. In this case, the global stiffness
matrix becomes singular. To overcome this problem, a small
fictitious stiffness with rotational degrees of freedom or
membrane elements with rotational degrees of freedom can
be employed.
176
RESIDUAL STRESS AND WARPAGE SIMULATION
The first successful membrane triangular elements with
drilling freedoms were presented by Allman,67 followed by
Bergan and Felippa.68 These elements were nonconforming
and could pass displacement-specified patch tests. Allman
later proposed a more sophisticated formulation69 . Since
then, other elements with drilling degrees of freedom have
been derived. But most of them suffer from the aspect
ratio locking, which may occur when the response of the
element is highly dependent on its aspect ratio. And during
the modeling of a thin-walled structure, some elements
frequently have very high or low aspect ratios such as in
modeling stiffened plates.
Felippa70 developed an optimal membrane triangular
(OPT) element with a drilling degree of freedom. This
element was an LST3/9R membrane element (linear strain
triangular membrane element with three corner nodes and
nine degrees of freedom, three per node, including the
rotational degrees of freedom). The formulation of this
element was based on the assumed natural deviatoric strain
(ANDES) template, and its strain energy was accurate for
any arbitrary aspect ratio. It has been shown that this
element can achieve acceptable results even with relatively
coarse meshes.71
As for bending elements, many types of triangular plate
bending elements have been developed. There are normally
two major principle theories for plate bending elements:
(i) classical Kirchhoff thin-plate theory, which neglects the
transverse shear strain and requires C 1 continuity; and (ii)
Mindlin–Reissner plate theory,72 which accounts for the
transverse shear strain and requires C 0 continuity.
Most of the early attempts focused on the classical
Kirchhoff thin-plate theory and tried to build perfect compatible elements satisfying C 1 continuity. However, owing
to the stiffness of such elements and difficulty of building
them, attention was turned to building noncompatible elements such as the BCIZ element. The BCIZ element73 may
be one of the simplest Kirchhoff plate bending elements. It
was developed by Bazeley et al. and was named after the
authors’ initials.
Research into the thicker plate element has begun
since the 1970s and most of them were based on the
Mindlin–Reissner plate theory. As only the C 0 continuity
is required, various elements could be easily applied on
the thick plate. However, the application of thick-plate
theory into the thin-plate analysis commonly encounters
the shear locking problem, resulting in an underestimation
of deformation prediction. Numerous studies have been
published to address this issue of shear locking.
Batoz74,75 proposed the triangular (DKT, discrete Kirchoff triangular) and quadrilateral (DKQ) plate bending
element, based on the discrete Kirchhoff theory. Results
showed that these two elements possess excellent properties and could overcome the shear locking. But they could
only be employed in the thin-plate analysis. Later, Batoz
modified them and constructed the DST-BL element76 and
DST-BK element,77 which were suited for thick plates.
The DKT element is probably the most influential
bending element so far. A number of efficient 9-DOF
(degree of freedom) triangular elements based on the
discrete Kirchhoff constraint were developed later, such as
the DKMT element.78 These elements can converge toward
the discrete Kirchhoff plate bending elements when the
thickness of the plate is very small.
A number of effective elements that are free from
shear locking have also been proposed.79 – 82 Brunet and
Sabourin83 presented a rotation-free triangular element,
which required only three translation degrees of freedom
per node to describe membrane and bending effects. This
element displays high effectiveness and sufficient accuracy,
especially in springback prediction of sheet metal forming.
But it will fail when there is more than one neighbor on
the same boundary or when there are significant changes in
thickness between neighboring elements, which is common
in the plastic injection-molded parts.84
Recently, a refined nonconforming element method
(RNEM) was presented by Chen and Cheung.85,86 It was
based on the Mindlin–Reissner plate theory so that the
model can be applied to both thin- and thick-plate analysis.
And based on this theory, a new quadrilateral plate element
RDKQM with the reconstitution of the shear strain has been
established.87 Later, based on this method, they introduced
the displacement function of the Timoshenko’s beam theory
into the formulation and derived new triangular thin-/thickplate (RDKTM) elements.88 It was shown that the RDKTM
element possesses high accuracy for both thin and thick
plates and is capable of passing the patch test required
for Kirchhoff thin-plate elements, without exhibiting the
extra zero energy modes. In addition, the RDKTM is free
of shear locking for very thin plate analysis (where the
thickness/span ratio is <10–30) and its convergence could
be confirmed theoretically.
6.2.2.2 Current Model
6.2.2.2.1 Finite Element Formulation A flat triangular
element was adopted in the warpage analysis, as it
can fit the surface shape (often with a lot of curved
surfaces) of injection-molded products very well. Consider
a flat triangular element with the corners defined by the
coordinates {x i , y i }, where i = 1, 2, 3.
xij = xi − xj ,
yij = yi − yj
(6.43)
The length of the side i − j is lij = xij2 + yij2 . The
thickness, area, and volume of the elements are represented
by h, A, and V , respectively, and ζ 1 , ζ 2 , and ζ 3 are the
area coordinates.
As mentioned above, the flat shell element can be
separated into a membrane element combined with a
WARPAGE SIMULATION
(a)
(b)
177
(c)
FIGURE 6.20 The element composition: (a) the flat shell element, (b) the membrane element,
and (c) the plate bending element.
above two equations, the local force–displacement relationship of the shell element can be written as
3
Thickness:h
Kede = re
6
(6.46)
5
where K e is the integrated stiffness matrix, in which the
submatrix is expressed as
p⎤
k13
p
k23 ⎥
⎥
0⎥
⎥
⎥ (r, s = 1, 2, 3)
0⎥
⎥
0⎦
p
k33
(6.47)
p
where kij and kijb , (i , j = 1, 2, 3), are the corresponding
ep
elements of Km and Kpeb , respectively.
By transforming the local stiffness matrix and loads
of all elements into global coordinates, the global finite
element equation was derived. Applying proper boundary
conditions and external loads to the global finite element
equation, final warpage of products would be obtained from
solutions of the equation.
⎡
1
4
2
FIGURE 6.21 Node numbers of a six-node triangular element.
Nodes numbered 4, 5, and 6 are midside nodes on each boundary
of the element.
plate bending element, as shown in Figure 6.20. A local
coordinate system of (x y z ) was constructed for every
element, where x -axis direction corresponds with the
direction of nodes 1–2, with the plane of the element
being x y -plane and the straight line perpendicular
to the triangular element representing the z -axis. Node
numbering is counterclockwise as shown in Figure 6.21,
and there are six degrees of freedom assigned at each
node (three translations and three rotations). The element
stiffness matrix can therefore be divided into an in-plane
stiffness matrix and a bending stiffness matrix.
The local equilibrium equation under the in-plane stress
is expressed as
(6.44)
Kmep dmep = rmep
p
k11
⎢k p
⎢ 21
⎢0
⎢
Krse = ⎢
⎢0
⎢
⎣0
p
k31
p
k12
p
k22
0
0
0
p
k32
0
0
b
k11
b
k21
b
k31
0
0
0
b
k12
b
k22
b
k32
0
0
0
b
k13
b
k23
b
k33
0
6.2.2.2.2 The Membrane Component
Formulation of CST Element The degrees of freedom
of CST element are collected in the nodal displacement
vector as
ep
where Km is the stiffness matrix of in-plane elements,
ep
ep
dm is in-plane nodal displacements, and rm denotes the
equivalent in-plane nodal load.
Strains of bending are composed by nodal displacement
w along the z -direction and two corners: θ x and θ y , with
the local equilibrium equation given by
Kpeb dpeb = rpeb
(6.45)
where Kpeb , dpeb , and rpeb are stiffness matrix, nodal displacements, and loads of the bending element, respectively.
Combination of stiffness matrices from two deformations results in local stiffness matrix. By assembly of the
{dm }T = {u1
v1
u1
v1
u1
v1 }
(6.48)
The CST element is very simple because the freedoms of
drilling rotations about z are not taken into account, and
it just requires C 0 continuity. Its shape function N can be
expressed as
1
N=
(a + bx + cy)
(6.49)
2A
Formulation of the stiffness matrix of the CST element
is Km = V̂ B T DB dV , where matrix B is the strain matrix
178
RESIDUAL STRESS AND WARPAGE SIMULATION
and matrix D is the elasticity matrix, defined as
⎡
⎤
∂N
0
⎢ ∂x
⎥
⎢
∂N ⎥
⎢ 0
⎥
⎥
B=⎢
∂y ⎥
⎢
⎢
⎥
⎣ ∂N ∂N ⎦
∂y
∂x
⎤
⎡
1 υ
0
E ⎢υ 1
0 ⎥
D=
⎣
1−υ⎦
1 − υ2
0 0
2
Matrix B in the high order stiffness reads70
B = Te (Q1 ζ1 + Q2 ζ2 + Q3 ζ3 )T̃θu
(6.50)
⎡
where E and υ are the Young’s modulus and Poisson’s ratio
of material, respectively.
Formulation of OPT Element The degrees of freedom
of the OPT element are collected in the nodal displacement
vector as
{dm }T = {u1
θz3 }
(6.52)
On the basis of the two-stage direct fabrication method,70
the element stiffness is the sum of the basic and the higher
order stiffness matrices and can be expressed as
1
Km = Kb + Kh = LDLT +
B T DB dv
(6.53)
V
v1
θz1
u1
v1
θz2
u1
v1
where matrix L is defined as
⎡
y23
⎢
0
⎢1
⎢ 6 αb y23 (y13 − y21 )
⎢
⎢
y31
h⎢
0
L= ⎢
⎢
2 ⎢1
⎢ 6 αb y31 (y21 − y32 )
⎢
y12
⎢
⎣
0
1
6 αb y12 (y32 − y13 )
0
x32
1
6 αb x32 (x31 − x12 )
0
x13
1
6 αb x13 (x12 − x23 )
0
x21
1
6 αb x21 (x23 − x31 )
where T e , T̃θu , and Q 1 − 3 are constant matrices over the
element and are expressed as
2
y23 y13 l21
⎢
⎢
2
⎢
Te =
x23 x13 l21
⎢
4A2 ⎣
2
(y23 x31 + x32 y13 )l21
2
y31 y21 l32
2
y21 y32 l13
2
x31 x21 l32
2
x12 x32 l13
2
(y31 x12 + +x13 y21 )l32
2
(y12 x23 + +x21 y32 )l13
1
(6.51)
⎤
x23
⎥
y23
⎥
1
⎥
3 αb (x31 y13 − x12 y21 )⎥
⎥
x13
⎥
⎥
y31
⎥
1
⎥
3 αb (x12 y21 − x23 y32 )⎥
⎥
x21
⎥
⎦
y
12
1
3 αb (x23 y32 − x31 y13 )
θ̃zi = θzi − θ0 , i = 1, 2, 3, θ̃ = [θ̃z1 θ̃z2 θ̃z3 ]T = T̃θ plp
(6.55)
The corresponding Cartesian strains can then be defined
by
(6.56)
ε = Te Q(ξi )T̃θ plp
where T e relates the Cartesian strains to the natural strains.
⎤
⎥
⎥
⎥
⎥
⎦
(6.58)
⎡
x
1 ⎣ 32
x 32
T̃θu =
4A x
32
⎡
β1
⎢ l2
⎢ 21
⎢
2A ⎢
⎢ β4
Q1 =
2
3 ⎢
⎢ l32
⎢
⎣β
⎡
7
2
l13
β5
⎢ l2
⎢ 21
⎢
2A ⎢
⎢ β8
Q3 =
⎢ 2
3 ⎢ l32
⎢
⎢
⎣ β2
2
l13
y32
y32
y32
4A
0
0
β2
2
l21
β5
2
l32
β8
2
l13
β6
2
l21
β9
2
l32
β3
2
l13
x13
x13
x13
y13
y13
y13
0
4A
0
x21
x21
x21
⎡
⎤
β9
β3
⎢ l2
2 ⎥
l21 ⎥
⎢ 21
⎢
⎥
⎢ β3
β6 ⎥
⎥, Q2 = 2A ⎢
⎢ 2
2 ⎥
3 ⎢ l32
l32
⎥
⎢
⎥
⎢
⎦
⎣ β6
β9
2
2
l13
l13
⎤
β4
2 ⎥
l21
⎥
⎥
β7 ⎥
⎥
2 ⎥
⎥
l32
⎥
⎥
β1 ⎦
2
l13
y21
y21
y21
β7
2
l21
β1
2
l32
β4
2
l13
⎤
0
0⎦
4A
(6.59)
⎤
β8
2 ⎥
l21
⎥
⎥
β2 ⎥
⎥
2 ⎥,
⎥
l32
⎥
⎥
β5 ⎦
2
l13
(6.60)
Using Gauss integration, the final form of K m can be
obtained as
Km =
(6.54)
If α b = 0, the basic stiffness reduces to the stiffness
matrix of the CST element. In this case, the rows and
columns associated with the drilling rotations vanish.
The higher order stiffness matrix comes from the
contribution of the hierarchical corner rotations θ̃zi obtained
by subtracting the average rotation θ 0 from the nodal
drilling rotations θ zi , that is,
(6.57)
1
3
T
LELT + β0 T̃θu
Kθ T̃θu
V
4
(6.61)
where
Kθ = V (QT4 Enat Q4 + QT5 Enat Q5 + QT6 Enat Q6 )
(6.62)
and
1
(Q1 + Q2 ),
2
1
1
Q5 = (Q2 + Q3 ), Q6 = (Q3 + Q1 )
2
2
Enat = TeT ETe , Q4 =
(6.63)
where β 0 is an overall scaling coefficient; β 1 through β 9
and α b are free dimensionless parameters. These parameters
are determined from a higher order patch test that tunes up
the higher order stiffness of triangular elements. For an
WARPAGE SIMULATION
isotropic material, the following values for free parameters
can lead to the optimal membrane element:
αb = 1.5,
β0 = 0.5(1 − 4υ 2 ),
β1,3,5 = 1
β4 = 0,
β6,7,8 = −1,
β9 = −2
β2 = 2,
(6.64)
where υ is Poisson’s ratio.
6.2.2.2.3 The Plate Bending Component The degrees of
freedom of the plate bending component is
Formulation of DKT Element The DKT element is
a widely used plate bending element, whose degrees of
freedom are the same as those of BCIZ element. The
stiffness matrix of DKT element has been formulated as74
1 1−ζ3
Kb =
B T Db B d = 2A
B T Db B dζ2 ζ3
θx1
θy1
w2
θx2
θy2
w3
θx3
θy3 }
(6.65)
Formulation of BCIZ Element The stiffness matrix of
BCIZ element was formulated as73
Kb =
BbT Db Bb d
(6.66)
where D b is the flexural rigidity of the plate defined by
⎡
1
Eh
⎢υ
Db =
⎣
12(1 − υ 2 )
0
3
υ
1
0
⎤
0
0 ⎥
1−υ⎦
2
(6.67)
B(ζ2 , ζ3 )
⎡
=
T
T
T
T
, Hx,ζ
, Hy,ζ
, and Hy,ζ
are written as
where Hx,ζ
2
3
2
3
⎡
⎤
P6 − 2P6 ζ2 + (P5 − P6 )ζ3
⎢
⎥
⎢q6 − 2q6 ζ2 − (q5 + q6 )ζ3
⎥
⎢
⎥
⎢−4 + 6(ζ2 + ζ3 ) + r6 (1 − 2ζ2 ) − ζ3 (r5 + r6 )⎥
⎢
⎥
⎢
⎥
⎢−P6 (1 − 2ζ2 ) + (P4 + P6 )ζ3
⎥
⎢
⎥
⎢
⎥
Hx,ζ2 = ⎢q6 (1 − 2ζ2 ) − (q6 − q4 )ζ3
⎥
⎢
⎥
⎢−2 + 6ζ2 + r6 (1 − 2ζ2 ) + ζ3 (r4 − r6 )
⎥
⎢
⎥
⎢−ζ3 (P4 + P5 )
⎥
⎢
⎥
⎢
⎥
ζ
(q
−
q
)
⎣ 3 4
⎦
5
−ζ3 (r5 − r4 )
⎡
Hx,ζ3
⎤T ⎡ ζ1 + ζ 2 ζ2 + ζ 2 ζ3 − ζ1 ζ 2 − ζ1 ζ 2 ⎤T
1
1
2
3
N1
⎥
⎢
N1 = ⎣N1x ⎦ = ⎣b2 ζ12 ζ3 − b3 ζ12 ζ2 + 12 (b2 − b3 )ζ1 ζ2 ζ3 ⎦
N1y
c ζ 2 ζ − c ζ 2 ζ + 1 (c − c )ζ ζ ζ
⎡
3 1 2
2
2
3
1 2 3
(6.69)
where
⎧
⎪
⎨b1 = y2 − y3 ,
b2 = y3 − y2 ,
⎪
⎩
b3 = y1 − y1 ,
c1 = x3 − x2
c2 = x2 − x3
c3 = x1 − x1
(6.70)
By cyclic permutation, other shape function N i (i = 2, 3)
can be obtained.
⎤
(6.72)
(6.68)
2 1 3
0
1 ⎢
⎥
T
T
⎣−x31 Hy,ζ2 − x12 Hy,ζ3
⎦
2A
T
T
T
T
−x31 Hx,ζ2 − x12 Hx,ζ3 + y31 Hy,ζ2 + y12 Hy,ζ3
and B is defined as B b =
, where H is a differential
HN
T
∂2
∂2
∂2
operator given by H = ∂x 2 ∂y
and N is the
2 2 ∂x∂y
shape function of the element defined by
N = [N1 N2 N3 ]
T
= N1 N1x N1y N2 N2x N2y N3 N3x N3y
0
(6.71)
where D b is the matrix defined in Equation 6.67 and B is
defined as
T
T
+ y12 Hx,ζ
y31 Hx,ζ
2
3
{dp }T = {w1
179
Hy,ζ2
(6.73)
⎤
−P5 (1 − 2ζ3 ) − ζ2 (P6 − P5 )
⎢
⎥
⎢q5 (1 − 2ζ3 ) − ζ2 (q5 + q6 )
⎥
⎢
⎥
⎢−4 + 6(ζ2 + ζ3 ) + r5 (1 − 2ζ3 ) − ζ2 (r5 + r6 )⎥
⎢
⎥
⎢
⎥
⎢ζ2 (P4 + P6 )
⎥
⎢
⎥
⎢
⎥
= ⎢ζ2 (q4 − q6 )
⎥
⎢
⎥
⎢−ζ2 (r6 − r4 )
⎥
⎢
⎥
⎢P5 (1 − 2ζ3 ) − ζ2 (P4 + P5 )
⎥
⎢
⎥
⎢
⎥
q
(1
−
2ζ
)
+
ζ
(q
−
q
)
⎣ 5
⎦
3
2 4
5
−2 + 6ζ3 + r5 (1 − 2ζ3 ) + ζ2 (r4 − r5 )
(6.74)
⎤
⎡
t6 (1 − 2ζ2 ) + (t5 − t6 )ζ3
⎥
⎢
⎢1 + r6 (1 − 2ζ2 ) − (r5 + r6 )ζ3 ⎥
⎥
⎢
⎢−q6 (1 − 2ζ2 ) + ζ3 (q5 + q6 ) ⎥
⎥
⎢
⎥
⎢
⎥
⎢−t6 (1 − 2ζ2 ) + (t4 + t6 )ζ3
⎥
⎢
⎥
−1
+
r
(1
−
2ζ
)
+
(r
−
r
)ζ
(6.75)
=⎢
6
2
4
6
3
⎥
⎢
⎥
⎢
⎢−q6 (1 − 2ζ2 ) − ζ3 (q4 − q6 ) ⎥
⎥
⎢
⎥
⎢−ζ3 (t4 + t5 )
⎥
⎢
⎥
⎢
ζ
(r
−
r
)
⎦
⎣ 3 4
5
−ζ3 (q4 − q5 )
180
RESIDUAL STRESS AND WARPAGE SIMULATION
⎡
Hy,ζ3
⎤
−t5 (1 − 2ζ3 ) − ζ2 (t6 − t5 )
⎢1 + r5 (1 − 2ζ3 ) − ζ2 (r5 + r6 ) ⎥
⎢
⎥
⎢−q (1 − 2ζ ) + ζ (r + r )
⎥
3
2 5
6
⎢ 5
⎥
⎢
⎥
⎢ζ2 (t4 + t6 )
⎥
⎢
⎥
⎢
⎥
= ⎢ζ2 (r4 − r6 )
⎥
⎢−ζ (q − q )
⎥
6
⎢ 2 4
⎥
⎢
⎥
⎢t5 (1 − 2ζ3 ) − ζ2 (t4 + t5 )
⎥
⎢
⎥
⎣−1 + r5 (1 − 2ζ3 ) + ζ2 (r4 − r5 )⎦
−q5 (1 − 2ζ3 ) − ζ2 (q4 − q5 )
where μij = 1/(1 + 12λij ), λij = h2 /[5Sij2 (1 − υ)], S ij is the
i − j boundary length, N i is the shape function of the sixnode triangular element (as shown in Fig. 6.21) in area
coordinates (ζ i ), and
(6.76)
qk =
6xij
= 6ak ,
lij2
3xij yij
= 4bk ,
lij2
k = 4, 5, 6 for
tk = −
rk =
Ni = (2ζi − 1)ζi (i = 1, 2, 3)
Nk = 4ζi ζj (k = 4, 5, 6; ij = 12, 23, 31)
⎡ ∂θ
6yij
= 6dk
lij2
(6.77)
As the thickness and material properties are constant
over the element, the exact integration of K b is obtained
using three Gauss points located at the midnodes.
Formulation of RDKTM Element The degrees of
freedom of RDKTM element are the same as those of BCIZ
element. The stiffness matrix of RDKTM element K p can
be written as
(6.78)
Kp = Kb + Ks
where K b and K s are the bending part and shear part of the
element stiffness matrix, respectively.
6.2.2.3 The Bending Part of the RDKTM Element By
eliminating the surplus parameters at the midside nodes as
the procedure of the DKT element, the explicit expression
of the rotations θ x and θ y of the RDKTM element for
describing bending strains of the element can be obtained as
θx
= Ñ dp
(6.79)
θy
where d p is the degrees of freedom defined in Equation
6.65; Ñ is defined
as Ñ = [Ñ 1 Ñ 2 Ñ 3 ] and Ñi =
Pi Pxi Pyi
(i = 1, 2, 3) for shape function Ñ 1 ,
Qi Qxi Qyi
⎧
μ12 m12 N4
μ31 m31 N6
⎪
⎪
P
=
1.5
−
1
⎪
⎪
S31
⎪
⎪
S12 2
⎪
2
⎪
=
−0.75
μ
m
N
+
μ
P
⎪
x1
12 12 4
31 m31 N6 + N1
⎪
⎪
⎨P = 0.75(μ l m N + μ l m N )
y1
31 31 31 6
12 12 12 4
(6.80)
l
N
l
N
μ
μ
12
12
4
31
31
6
⎪
⎪
Q
=
1.5
−
+
⎪ 1
⎪
⎪
S12
S31
⎪
⎪
⎪
⎪
=
0.75(μ
l
m
N
+
μ
Q
x1
12 12 12 4
31 l31 m31 N6 )
⎪
⎪
⎩
2
2
N6 ) + N1
Qy1 = −0.75(μ12 l12 N4 + μ31 l31
⎤
x
⎢ ∂x
⎥
⎢
⎥
⎢ ∂θy
⎥
⎢
⎥
ε=⎢
⎥
∂y
⎢
⎥
⎣ ∂θx
∂θy ⎦
+
∂y
∂x
3yij2
lij2
ij = 23, 31, 12
(6.81)
Other shape functions Ñ i (i = 2, 3) can be obtained by
cyclic permutation.
The bending strain of the element can be written as
where
Pk = −
(6.82)
Substituting Equation 6.79 into Equation 6.82, the
bending strain ε can be expressed as
⎡ ∂θ
⎤
x
⎡ ∂N
⎤
p
⎢ ∂x
⎥ ⎢ ∂x
⎥
⎢
⎥ ⎢
⎥
⎢ ∂θy
⎥ ⎢ ∂NQ
⎥
⎢
⎢
⎥
⎥ q = Bb q
ε=⎢
⎥ = ⎢ ∂y
⎥
∂y
⎢
⎥ ⎢
⎥
⎣ ∂θx
∂θy ⎦ ⎣ ∂Np
∂NQ ⎦
+
+
∂y
∂x
∂y
∂x
(6.83)
Np
.
where N =
NQ
The part of bending of the element stiffness matrix can
be written as follows:
Kb =
BbT Db Bb dx dy
(6.84)
where D b is the flexural rigidity of the plate defined above.
6.2.2.4 The Shear Part of the RDKTM Element
shear strain can be expressed as follows:
⎤
⎡
∂w
θ
−
x
⎢
γ
∂x ⎥
⎥
γ = x =⎢
⎦
⎣
∂w
γy
θy −
∂y
γx
ζ1
=
γy
0
0
ζ1
ζ2
0
0
ζ2
The
(6.85)
⎡
ζ3
0
⎤
γx1
⎢ ⎥
⎢γy1 ⎥
⎥
0 ⎢
⎢γx2 ⎥
⎢
ζ3 ⎢γy2 ⎥
⎥
⎣γx3 ⎦
γy3
(6.86)
WARPAGE SIMULATION
In order to remove the shear locking, the Timoshenko’s
beam function can be used to define the rotation and
deflection on the element boundary. For instance, on 1–2
boundary, it reads
6ζ1 ζ2
μ12 w1 + ζ1 (1 − 3μ12 ζ2 )θS1
θ̃s = −
S12
6ζ1 ζ2
μ12 w2 + ζ2 (1 − 3μ12 ζ1 )θS2
+
S12
(6.87)
(ζ1 + μ12 ζ1 ζ2 (ζ1 − ζ2 ))w1
+(ζ1 ζ2 + μ12 ζ1 ζ2 (ζ1 − ζ2 ))S12
w̃s =
2θS1
(ζ2 + μ12 ζ1 ζ2 (ζ2 − ζ1 ))w2
+(−ζ1 ζ2 + μ12 ζ1 ζ2 (ζ1 − ζ2 ))S12
+
2θS2
∂ws4 ⎤
⎡ ⎤ ⎢
∂s ⎥
γs4
⎥
⎢
∂w
⎢
s5 ⎥
⎣γs5 ⎦ = ⎢θs5 −
⎥
⎢
∂s ⎥
γs6
⎣
∂ws6 ⎦
θs6 −
∂s
1.5
μ12 w1 + 0.5(1 − 1.5μ12 )θs1
S12
1.5
+
μ12 w2 + 0.5(1 − 1.5μ12 )θs2
S12
1
∂ws4
=−
(1 + 0.5μ12 )w1 − 0.25μ12 θs1
∂s
S12
1
+
(1 + 0.5μ12 )w2 − 0.25μ12 θs2
S12
(6.89)
(6.90)
(6.95)
(6.96)
in which the θ sj at the node j (j = 1, 2) on the 1–2 boundary
can be expressed as
θxj
(j = 1, 2)
(6.97)
θSj = [−m1 l1 ]
θyj
θS4 − ∂wS4 /∂s can be expressed by
⎡
l12
l31
(6.91)
where l 12 and m 12 are the direction sine and cosine of 1–2
boundary, respectively. Similarly the l 31 and m 31 . Other
nodal shear strains γ xj and γ yj (j = 2, 3) can be obtained by
cyclic permutation similarly.
Finally, the shear–strain can be written as follows:
⎡ ⎤
γS4
γx
= Ñs ⎣γS5 ⎦
γy
γS6
(6.94)
θs4 = −
Therefore, the shear strains at node i can be expressed
by the constant shear strains γSj . For node 1, we get
γx1
γ
, x1
γy1
γy1
1
l31 − l12
γS4
=
−l31 m12 + l12 m31 m31 m12 γS6
l˜1 ζ2 − lˆ3 ζ3
m̃1 ζ2 − m̂3 ζ3
Substituting ζ i = ζ i = 0.5 into Equations 6.87 and 6.89,
the θ s4 and ∂αw s4 /∂ s at the midside node 4 on the 1–2
boundary can be obtained as
The displacements θ̃s − ∂ w̃s /∂s shown in the above
equations on the boundary will stay constant because
γS4
−m12
=
γS6
−m31
l¯1 ζ1 − lˆ2 ζ3
m̄1 ζ1 − m̂2 ζ3
(6.93)
in which l¯i = li /A1 , l˜i = li /A2 , lˆi = li /A3 , m̄i = mi /A1 ,
m̂i = mi /A3 ,
A1 = − l 31 m 12 + l 12 m 31 ,
m̃i = mi /A2 ,
A2 = − l 12 m 23 + l 23 m 12 , and A3 = − l 23 m 31 + l 31 m 23 .
γ sk (k = 4, 5, 6) are the natural shear strains at midside
nodes 4, 5, 6 of the element. This means that the shear
strains can be expressed as follows:
l¯ ζ − l˜2 ζ2
Ñs = 3 1
m̄3 ζ1 − m̃2 ζ2
(6.88)
+
∂ w̃s
(1 − μ12 )w1
+ 0.5(1 − μ12 )θS1
=
∂s
S12
(1 − μ12 )w2
−
+ 0.5(1 − μ12 )θS2
S12
θs4 −
∂ w̃s
1
=
(−1 + μ12 (1 − 6ζ1 ζ2 ))w1
∂s
S12
+ 0.5(ζ1 − ζ2 + μ12 (1 − 6ζ1 ζ2 ))θS1
θ̃s −
where
⎡
thus gives
1
(1 − μ12 (1 − 6ζ1 ζ2 ))w2
S12
+ 0.5(−ζ1 + ζ2 + μ12 (1 − 6ζ1 ζ2 ))θS2
181
(6.92)
θS4
⎤
w1
⎢θx ⎥
⎢ 1⎥
⎢θy ⎥
∂wS4
1⎥
= T4 ⎢
−
⎢ w2 ⎥
∂s
⎢ ⎥
⎣θx2 ⎦
θy2
(6.98)
where T 4 = [T θ4 − T w 4 ] and
1.5μ12
Tθ4 = −
− 0.5m12 (1 − 1.5μ12 ) 0.5l12 (1 − 1.5μ12 )
S12
1.5μ12
− 0.5m12 (1 − 1.5μ12 ) 0.5l12 (1 − 1.5μ12 )
S12
(6.99)
182
RESIDUAL STRESS AND WARPAGE SIMULATION
(1 + 0.5μ12 )
Tw4 = −
0.25m12 μ12 − 0.25l12 μ12
S12
(1 + 0.5μ12 )
0.25m12 μ12 − 0.25l12 μ12 (6.100)
S12
Finally, the midside node parameters (θS4 − ∂wS4 /∂s) of
the RDKTM element can be expressed as
θS4 −
∂wS4
= BS1 dp
∂s
(6.101)
where
BS1 =
(1 − μ12 )
− 0.5m12 (1 − μ12 ) 0.5l12 (1 − μ12 )
S12
(1 − μ12 )
− 0.5m12 (1 − μ12 ) 0.5l12
S12
(1 − μ12 )0
0
0
−
(6.102)
Similarly,
other
midnode
parameters
(θSj −
∂wSj /∂s(j = 5, 6)) and BSj (j = 2, 3) can be obtained.
The shear strains of the RDKTM element can be written
as follows:
⎡
∂wS4 ⎤
⎤
⎡
θ
−
∂w
⎢ S4
∂s ⎥
⎢
⎥
⎢θx − ∂x ⎥
∂w
⎢
S5 ⎥
⎥ = Ñs ⎢ θS −
γ =⎢
⎥ = Ñs B̃s dp = Bs dp
⎣
∂w ⎦
⎢ 5
∂s ⎥
θy −
⎣
∂wS6 ⎦
∂y
θS6 −
∂s
(6.103)
⎡ ⎤
Bs1
where B̃s = ⎣Bs2 ⎦.
Bs3
The shear part of the stiffness matrix of the RDKTM
element therefore yields
Ks =
BsT Ds Bs dx dy
(6.104)
1
where D s is the elasticity matrix, reading Ds = D̃s
0
D̃s = 5Eh/12(1 + υ).
6.2.3
0
,
1
Implementation with Surface Model
6.2.3.1 Introduction to Surface Model Some attempts
have been focused on the warpage simulation with a threedimensional (3D) finite element model.89 A full 3D analysis
would be considered as a future trend, as it could accurately
describe a solid entity, but its application used to be
hampered by the required substantial computation cost, and
few literature about it have been published yet. However,
with the rapid development of high performance computers
and various acceleration algorithms, the development and
wide application of a 3D warpage analysis is set to continue.
Most of the existing warpage analysis is based on
traditional middle-plane models, requiring a secondary
modeling process to create the middle surface. This is
simply not suitable for the injection molding process
simulation, as the shape of injection-molded products is
often complex with many curved surfaces, and the middle
surface generation required in traditional shell analysis
would definitely be complicated and time-consuming.
Recently, an extension method of the dual domain
technique was proposed for the warpage simulation.90 It
used eccentric shell elements and multipoint constraints
to perform structural analysis using a previously obtained
mesh on the outer boundary of a 3D entity. A threenode shell element was constructed by superimposing
the local membrane formulation proposed by Bergan and
Fellippa68 with the bending formulation from Batoz and
Lardeur.76 It showed that this particular method produced
very similar results to those from the traditional midplane
shell model. Successful applications of this technique in
warpage analysis have also been reported elsewhere,1 with
different compositions of shell elements. This method has
been proved to be capable of performing the warpage
analysis on 3D geometries much quicker than the traditional
midplane analysis or full 3D analysis.
6.2.3.2 Implementation of Warpage Analysis with the
Surface Model
6.2.3.2.1 Implementation of Surface Model with the MPC
Method A modified flat model based on the dual domain
technique was proposed, using surface elements of products
in warpage analysis. The key point is the direct application
of flat shell model constructed above on the outer surface
of products, and then reconstructing the stiffness matrix
through relation equations.
A plate sample is displayed to illustrate this method.
For the plate with a thickness h, as shown in Figure 6.22,
it may be represented as the perfect bonding of two plates
each with a half thickness of 0.5h.
Traditional flat models took the middle surface as the
reference plane. In the modified flat element, the top plate
is modeled using an eccentric shell element with the top
surface as its reference surface. The bottom plate is modeled
in a similar way and its reference surface is the bottom
surface.
In order to get the correct structural response, the two
plates are “bonded together.” The bonding of the top
and bottom plates involves imposing the Love–Kirchhoff
assumption of classical plate or shell theory, which requires
that normal vectors of the plate or shell remain straight after
deformation and unchanged in length. This is accomplished
by the use of multipoint constraints as follows:
WARPAGE SIMULATION
Element on
top surface
Top plate
0.5h
183
P: match
point of
node n
h
Bottom plate
0.5h
FIGURE 6.22
half plates.
n
Element on
bottom surface
Decomposition of one plate into upper and lower
1. Determine the partnership among surface elements
and thickness between elements on opposite surfaces.
2. Construct the finite element equation described
above and define the outer boundary of the threedimensional object.
3. Use multipoint constraints to ensure that normal
vectors of the top and bottom surfaces remain straight
after deformation.
A triangular element was employed in the analysis of
flat elements, with three nodes and six degrees of freedom
assigned at each node. The mesh on the top surface is often
not consistent with the bottom mesh. Hence a normal vector
from a node n on the bottom surface will not always find a
corresponding node on the top surface. Instead, it is more
likely that the normal vector will intersect the top element
at a point p. In this case, the required constraints using the
three nodes defining the top element can be interpolated
from the three nodes of the bottom element.
In order to define the relationship between the degrees
of freedoms of node n and those of its matching
element (Fig. 6.23), it is assumed that normals to the
midplane remain straight after deformation. The following
relationships between the degrees of freedom of node n and
its matching point p were adopted:
⎧
⎪
uxn = uxp + θyp h
⎪
⎪
⎪
⎪
⎪
uyn = uyp − θxp h
⎪
⎪
⎪
⎪
⎨uzn = uzp
(6.105)
θxn = θxp
⎪
⎪
⎪
⎪θyn = θyp
⎪
⎪
⎪
⎪
∂θyp
h ∂θxp
⎪
⎪
+
⎩θzn = θzp −
2 ∂x
∂y
where h is the distance between node n and its corresponding nodes p, u xn , u yn , u zn , θ xn , θ yn , and θ zn representing
FIGURE 6.23 Schematic drawing of corresponding nodes and
matching elements.
local degrees of freedom of nodes n, u xp , u yp , u zp , θ xp ,
θ yp , and θ zp denoting transitional and rotational degrees of
freedom for the node p. θ z is defined by
∂ux
1 ∂uy
θz =
−
2 ∂x
∂y
(6.106)
Equation 6.105 can be rewritten in the matrix form91 :
Un = A1 Up + A2 Dθ
(6.107)
where U n = {u xn , u yn , u zn , θ xn , θ yn , θ zn }T , U p = {u xp , u yp ,
T
∂θ
∂θ
u zp , θ xp , θ yp , θ zp }T , Dθ = ∂xxp , ∂yyp , and A1 and A2
are matrices depending on the distance between node n and
point p.
According to the element formulation, the displacements
and rotations at point p can be obtained by shape function
interpolations as91
Up = B1 αe
(6.108)
where α e = {u xi , u yi , u zi , θ xi , θ yi , θ zi , u xj , u yj , u zj , θ xj , θ yj ,
θ zj , u xk , u yk , u zk , θ xk , θ yk , θ zk }T and B 1 is a matrix whose
values depend on the local coordinates of the point p.
On the basis of the above equation, D θ can be expressed
as91
Dθ = B2 αe
(6.109)
where B 2 is a matrix whose values depend on the local
coordinates of the point p.
Combining the Equations 6.107–6.109, the relationship
between the degrees of freedom of the node n and those of
its matching element E can be written as91
Un = (A1 B1 + A2 B2 )αe
(6.110)
184
RESIDUAL STRESS AND WARPAGE SIMULATION
The relationships expressed in Equation 6.107 are typical
multipoint constraint (MPC) equations. By transforming
these equations into the global coordinate system, final
constraint equations between node n and its matching
element E in the global coordinate system can be derived.
With these constraints assigned at all nodes on the bottom
(or top) surface of the model, the structural performance
of the bonded structure can be assumed equivalent to the
original plate.
6.2.3.2.2 Implementation of the MPC Method The basic
idea of MPC is to impose these constraints on the global
stiffness matrix through various algorithms, for a modified
matrix equation. It can be expressed as
Ku = f
MPC
⇒
K̂ û = fˆ
(6.111)
where K , u, and f represent the original stiffness matrix,
displacement vector, and load vector, respectively. Symbols
with a cap ˆ come from the corresponding modified
equation. First, the unknown vector û is obtained from
the solution of equation K̂ û = fˆ, then back substituted to
calculate the final unknown u.
Following steps are proposed for the MPC:
Step 1: Construct the stiffness matrix equation Ku = f before the MPC
Step 2: Impose the MPC through various algorithms
Step 3: Construct the modified equation K̂ û = fˆ
Step 4: Solve the equation and get û
Step 5: Back substitute û to get u.
The well-known algorithms for dealing with MPC
equations involve the transformation method, Lagrange
multiplier, and penalty function method.
Transformation Method It was proposed by the
engineers of Boeing in the 1950s92 , and widely employed
since the 1960s with the development of Nastran93 . Degrees
of freedom in the MPC are diversified into master and slave
groups. And the slave degrees of freedom are eliminated or
excluded from the modified stiffness matrix.
The advantages of this method are contributed to the
fact that the imposition of constraints is accurate without
the artificial creation of variables, and the numbers of
unknowns can also be reduced. However, it often induces
a complex procedure, including the adjustment of all
variables and the selection of the slave nodes. Typically,
inappropriate slave nodes may result in the instability
of numerical solution, especially when different MPC
equations are collected at a single degree of freedom.
In a word, the transformation method is suited for a small
number of manually imposed constraints. But it will be too
complicated and unstable for the finite element structural
analysis that often contains a large quantity of MPC.
Penalty Function Method This was developed by
Courant in the 1940s.94 Each MPC equation is assumed
as a virtual elastic element (the penalty element) imposed
between relative degrees of freedom.
The penalty function method is superior in its easy
implementation procedure, but the biggest problem is the
selection of the penalty function especially in the case of
a large quantity of MPC. And the condition number of the
stiffness matrix will get worse with this method, which
limits its application.
Lagrange Multiplier Method The Lagrange multiplier method was proposed much earlier than the above two
methods. An additional unknown is assigned for each constraint into the global stiffness matrix. And these variables
represent the binding forces among degrees of freedom.
Take the one-dimensional structure as shown in
Figure 6.24a, for example, it has six bar elements and
(a)
2
FIGURE 6.24
6
(b)
Schematic drawing of MPC: (a) before MPC and (b) Lagrange multiplier method.
WARPAGE SIMULATION
seven nodes, each node only with the x -direction degree
of freedom.
The global stiffness matrix equation Ku = f before the
MPC can be expressed as
⎡
K11
⎢K12
⎢
⎢ 0
⎢
⎢
⎢ 0
⎢
⎢ 0
⎢
⎣ 0
0
K12
K22
K23
0
0
0
0
0
K23
K33
K34
0
0
0
0
0
K34
K44
K45
0
0
0
0
0
K45
K55
K56
0
0
0
0
0
K56
K66
K67
⎤ ⎡ ⎤ ⎡ ⎤
u1
f1
0
⎢u2 ⎥ ⎢f2 ⎥
0 ⎥
⎥ ⎢ ⎥ ⎢ ⎥
⎢ ⎥ ⎢ ⎥
0 ⎥
⎥ ⎢u3 ⎥ ⎢f3 ⎥
⎥ ⎢ ⎥ ⎢ ⎥
0 ⎥ × ⎢u4 ⎥ = ⎢f4 ⎥
⎥ ⎢ ⎥ ⎢ ⎥
⎢ ⎥ ⎢ ⎥
0 ⎥
⎥ ⎢u5 ⎥ ⎢f5 ⎥
K67 ⎦ ⎣u6 ⎦ ⎣f6 ⎦
K77
u7
f7
(6.112)
With an MPC imposed as u 2 = u 6 , the node 2 and node
6 would have the same displacement. In the Lagrange
multiplier method, a pair of forces (−λ, + λ) would be
imposed between node 2 and 6, as shown in Figure 6.24b.
And the resulting equation becomes
⎡
K11
⎢
⎢K12
⎢
⎢ 0
⎢
⎢
⎢ 0
⎢
⎢ 0
⎢
⎢
⎣ 0
0
K12
K22
K23
0
K23
K33
0
0
K34
0
0
0
0
0
0
0
0
0
K34
0
0
K44
K45
0
K45
K55
K56
0
K56
K66
⎡ ⎤ ⎡
⎤
u1
f1
⎥ ⎢ ⎥ ⎢
⎥
⎥ ⎢u2 ⎥ ⎢f2 − λ⎥
⎥ ⎢ ⎥ ⎢
⎥
⎥ ⎢u3 ⎥ ⎢ f3 ⎥
⎥ ⎢ ⎥ ⎢
⎥
⎥ ⎢ ⎥ ⎢
⎥
0 ⎥ × ⎢u4 ⎥ = ⎢ f4 ⎥
⎥ ⎢ ⎥ ⎢
⎥
⎢ ⎥ ⎢
⎥
0 ⎥
⎥ ⎢u5 ⎥ ⎢ f5 ⎥
⎥ ⎢ ⎥ ⎢
⎥
K67 ⎦ ⎣u6 ⎦ ⎣f6 + λ⎦
0
0
0
0
K67
K77
0
0
0
⎤
f7
u7
(6.113)
where λ is the unknown Lagrange multiplier.
After adding the constraint u 2 − u 6 = 0, it yields
⎡
K11
⎢K12
⎢
⎢ 0
⎢
⎢ 0
⎢
⎢ 0
⎢
⎢ 0
⎢
⎣ 0
0
K12
K22
K23
0
0
0
0
1
0
K23
K33
K34
0
0
0
0
0
0
K34
K44
K45
0
0
0
0
0
0
K45
K55
K56
0
0
0
0
0
0
K56
K66
K67
−1
0
0
0
0
0
K67
K77
0
⎤ ⎡ ⎤ ⎡ ⎤
u1
f1
0
⎢ ⎥ ⎢ ⎥
1⎥
⎥ ⎢ u2 ⎥ ⎢ f2 ⎥
⎢ ⎥ ⎢ ⎥
0⎥
⎥ ⎢ u3 ⎥ ⎢ f3 ⎥
⎢ ⎥ ⎢ ⎥
0⎥
⎥ × ⎢ u4 ⎥ = ⎢ f4 ⎥
⎢ ⎥ ⎢ ⎥
0⎥
⎥ ⎢ u5 ⎥ ⎢ f5 ⎥
⎢ ⎥ ⎢ ⎥
−1⎥
⎥ ⎢ u6 ⎥ ⎢ f6 ⎥
0 ⎦ ⎣ u7 ⎦ ⎣ f7 ⎦
0
λ
0
(6.114)
But in the case of warpage simulation based on
the surface mesh in injection molding process, careful
implementation of MPC is required, as the structural
response is very sensitive to the MPC because of its
complicated geometry, and a large quantity of constraints
are needed in order to ensure the deformation compatibility
throughout the part.
As has been mentioned, none of the three methods
alone could satisfy the needs of warpage simulation: the
validity of the transformation method depends on the
choice of master and slave nodes; the penalty function
method requires an appropriate penalty function; the
Lagrange multiplier method increases the unknowns of
equations resulting in more solution work. A combination
or modification of these existing methods in warpage
analysis may therefore provide a more suitable solution.
An elimination method based on the Lagrange multiplier
was thus employed in the warpage analysis by the author. It
was once mentioned by Gallagher,95 but no implementation
has been introduced.
Constraints of m nodes can be expressed as
um = Gmn un
(6.115)
where u m represent all the constrained units in the vector
concerning degrees of freedom u and u n are all the other
degrees of freedom except u m . The global matrix equation
can therefore be given as
Knn Knm
un
f
= n
(6.116)
T
Knm
Kmm um
fm
On the basis of the Lagrange multiplier method,
substituting Equation 6.115 into Equation 6.116, it follows
that
⎞⎡ ⎤ ⎡ ⎤
⎛
un
fn
Knn Knm GTmn
T
⎝Knm
Kmm −I ⎠ ⎣um ⎦ = ⎣fm ⎦
(6.117)
λm
0
0
Gmn −I
Applying the transformation method to the above
equation and eliminating u m and λm result in
K̄nn un = ēn
All the unknowns and the force λ can be obtained from the
solution of the above equation.
Compared with the penalty function method, the Lagrange multiplier method is more accurate, as no variables
related to the constraint (such as the penalty function) are
required. But a new unknown λ is introduced, which increases the difficulty of solving equations.
In summary, none of the above three methods meet
all of our key needs in terms of universal and robust
application, convenient implementation, accuracy, etc. For
simple question or small number of constraints, any one of
them can be applied.
185
(6.118)
where
⎧
T + GT K
K nn = Knn + Knm Gmn + GTmn Knm
⎪
mn mm Gmn
⎪
⎪
⎨e = e + GT e
n
n
mn m
⎪
u
=
G
u
m
mn n
⎪
⎪
⎩
T u +K
λm = Knm
n
mm um − em
(6.119)
Only the unconstrained degrees of freedom u n are concerned in the final equation (Eq. 6.118) and can be obtained
by solving the equation. And u m can then be obtained from
Equation 6.115.
186
RESIDUAL STRESS AND WARPAGE SIMULATION
6.2.4
Case Study
6.2.4.1 Verification of Simulation Results by Comparing
with Experimental Results Effects of mold structure and
processing parameters on warpage were investigated on a
rectangular slab with the dimensions of 200 × 40 × 4 mm.
The material used in the experiment was polystyrene,
provided by HuaMei, Suzhou Inc. Two cavity shapes were
employed: a wide fan gate of 36 × 1 mm and a narrow
rectangular gate of 8 × 1 mm. To investigate the relationship
between part warpage and each key processing parameter,
the concept for deliberately varying one variable and
maintaining all other parameters constant was used in the
experiment.96 For example, when evaluating the effect of
a particular processing variable, all the other parameters
were maintained constant. That is, it is set constant to
be 57.6 MPa for injection pressure, while 72 MPa for
packing pressure, 1 s for injection time, 9 s for packing
time, and 165 ◦ C for injection temperature96 . Moreover,
this particular parameter varied at different levels. After
injection molding, the specimen was stored for 48 h at the
ambient temperature in order to relax the residual stresses.
The warpage was measured by a micrometer with an
accuracy of 0.01 mm. The measured method of maximum
warpage is shown in Figure 6.25.96 To improve the accuracy
of the measurement, five samples were measured and the
average value was recorded for each molding condition.
Effects of four key processing parameters were evaluated
in the experiment, including packing pressure, packing
time, melt temperature, and cooling time. The deformation
of injection-molded parts were calculated based on the
shell theory, adopting an assembly of flat elements formed
by combining the constant strain (CST) and the discrete
Kirchhoff triangular element (DKT). The predicted and
measured warpage varying with packing pressure is shown
in Figure 6.26.96 The part warpage seems to show a U-shape
profile with the increase of packing pressure, dropping at
first and then climbing up. A high packing pressure would
generally enhance the material compensation so as to reduce
S&W. However, high compressive frozen-in stresses will
also be induced by a high packing pressure, resulting in an
increase of warpage. As a result of these two contradiction
effects, the plot of warpage versus packing pressure may
not be monotonic. As a whole, the part warpage with the fan
FIGURE 6.25
(a)
(b)
FIGURE 6.26 Variation of maximum part warpage with different packing pressures between the predicted and measured values
for the (a) wide fan gate and (b) narrow rectangular gate.
gate is severer than that with the rectangular gate, probably
because the frozen-in stress effect induced with the former
gate is more notable than the latter.
For packing time, the response of maximum warpage
is monotonically negative, declining with the increased
Measured maximum warpage for one part.
WARPAGE SIMULATION
(a)
(b)
FIGURE 6.27 Variation of maximum part warpage with different packing time between the predicted and measured values for
the (a) wide fan gate and (b) narrow rectangular gate.
packing time, as shown in Figure 6.27,96 which may be
due to a better compensation with a longer packing time.
The relationship between the maximum warpage and
melt temperature (injection temperature) is shown in
Figure 6.28.96 It is clear that melt temperature has a
significant effect on part warpage. As the melt temperature
increases, the maximum warpage is eliminated or even
vanishes from positive values first. After 195 ◦ C, warpage
changes its direction and increases rapidly with increased
melt temperature. At a certain packing pressure and packing
time, the effect of packing may be offset by a higher melt
temperature considerably, leading to a larger shrinkage and
thus severer warpage of the molded part.
The maximum warpage as a function of cooling time is
shown in Figure 6.29.96 As can be seen, the maximum
187
(a)
(b)
FIGURE 6.28 Variation of maximum part warpage with different injection temperatures between the predicted and measured
values for the (a) wide fan gate and (b) narrow rectangular gate.
warpage decreases when cooling time becomes longer.
A possible explanation may be that the thermal strain
and deformation after demolding would reduce with an
increasing cooling time.
On the basis of the above results and analysis, the
following conclusions can be drawn:
1. The agreement between all predicted maximum
warpages of the part and the experimental data is
satisfactory, especially in the qualitative analysis.
2. Mold geometry has an effect on warpage, probably
owing to the different levels of frozen-in stress.
Because of a higher frozen-in stress, the warpage
with the fan gate is a little severer than that with
the rectangular gate.
188
RESIDUAL STRESS AND WARPAGE SIMULATION
3. The responses of warpage to different processing
parameters are varied, and the effects of parameters
may be interrelated. For example, increasing melt
temperature requires increasing packing pressure and
packing time.
Although the predicted warpage based on the presented
model (flat element formed by combining the CST
and DKT element) gave a good qualitative or even
quantitative description for the experimental data, there
are still some noticeable deviations. The following are
the possible explanations for the discrepancies of the
results. (i) Boundary conditions and basic assumptions.
For example, material was assumed constrained in the inplane direction in residual stress analysis, which results
in a relatively high tensile stress at surfaces at the
end of filling. But in real molding, the polymer can
shrink at surface in the in-plane direction during filling
stage, and so the magnitude of the tensile stress at
surfaces is overpredicted. (ii) Initial deviations from
calculated pressure and temperature distributions of packing
and cooling simulations. (iii) Deviations from material
property data taken from experiments and literatures. (iv)
Deviations caused in the measurements of warpage in the
experiments.
6.2.4.2 Comparison of Surface Model with 3D Model
Warpage Analysis In order to compare the accuracy and
efficiency of surface mesh model and 3D model in warpage
analysis, a shield plate in air-conditioners was chosen as
the specimen, and its warpage was simulated by the three
models.
Geometric information of the product (with a dimension
of 395.5 × 515.7 × 134.1 mm) and the layout of the cooling
system are shown in Figure 6.30. The material adopted was
PS-115 (from Nova Chemical) and processing conditions
are mold temperature, 50 ◦ C; melt temperature, 230 ◦ C;
injection time, 1.2 s; packing pressure, 107 MPa; packing
time, 10.0 s; and cooling time, 25 s. In practical production,
severe warpage and deformation exist in the product after
demolding as shown in Figure 6.31.1 The plane determined
by the labeled points D, E, and F was adopted as the
reference plane for warpage measurement. A digital slide
caliper, MITUTOYO (Japan) 500-197-20, was used in the
measurement. The same injection part was measured three
times and the average value was adopted, which minimized
the measurement error and ensured the repeatability of the
measuring procedure.
The simulation results from the above three models
are displayed in Figure 6.32. A shell element constructed
by the OPT element and the RDKTM bending element
was employed in present analysis. Warpage values for the
specific labeled locations are listed in Table 6.9. And the
computation time is outlined in Table 6.10.
(a)
(b)
FIGURE 6.29 Variation of maximum part warpage with different cooling time between the predicted and measured values for
the (a) wide fan gate and (b) narrow rectangular gate.
It can be seen from Figure 6.32 that the warpage trend
and the maximum deflection location shown in Figure 6.31
are predicted well by all models. Compared with the
measured warpage, predicted values are all within the
tolerance as listed in Table 6.9.
In order to compare the computation cost, a uniform
element size of 5 mm was employed in mesh discretization
for all models. Although the warpage analysis alone may
take only a few minutes, previous analysis, including the
filling, packing, and cooling stages, will require a much
longer time, especially for the 3D model analysis. From
above results, it is clear that no significant difference is
found between the accuracy of surface model and 3D
model. But in terms of computation cost, the 3D model
analysis requires even 10 times more.
WARPAGE SIMULATION
(a)
FIGURE 6.30
layout.
FIGURE 6.31
(b)
Geometry and cooler layout of the shield plate: (a) 3D geometry and (b) cooler
Warpage of the product in practical production.
(b)
(a)
FIGURE 6.32 Simulation results of warpage by (a) by Moldflow fusion model, (b) Moldflow 3D model, and (c) present surface
mesh model (OPT + RDKTM element). (See insert for color representation of the figure.)
(c)
FIGURE 6.32
(Continued )
189
190
RESIDUAL STRESS AND WARPAGE SIMULATION
TABLE 6.9
Results
Comparison of Simulated and Experimental
Warpage Value, mm
Maximum
Location Location Location
Warpage, mm
A
B
C
Model
Present model
(OPT
+ RDKTM)
Moldflow fusion
model
Moldflow 3D
model
Measured result
8.46
7.72
7.25
8.46
7.58
6.02
5.90
7.58
9.49
8.72
8.21
9.49
8.82
8.20
7.60
8.82
9.
10.
11.
12.
TABLE 6.10
Comparison of Computation Time
13.
Model
Element Warpage Analysis Total Computation
Number
Time, min
Time, min
14.
Present model
(OPT
+ RDKTM)
Moldflow
fusion
model
Moldflow 3D
model
26164
1.3
25
15.
25984
1.1
22
16.
339096
27
273
REFERENCES
1. Liu F., Zhou H., Li D., Numerical simulations of residual
stresses and warpage in injection molding. Journal of
Reinforced Plastics and Composites, 2009. 28(5): 571–585.
2. Potsch G., Michael W., Injection Molding: An Introduction.
1995, Cincinnati: Hanser Gardner Publications.
3. Guo J., Numerical Simulation of Stress-Induced Crystallization of Injection Molded Semicrystalline Thermoplastics.
2000, Newark: New Jersey Institute of Technology.
4. Baaijens F.P.T., Calculation of residual stresses in injection
molded products. Rheologica Acta, 1991. 30(3): 284–299.
5. Douven L.F., Towards the Computation of Properties of
Injection Moulded Products: Flow and Thermally Induced
Stresses in Amorphous Thermoplastics. 1991, Eindhoven:
Technical University of Eindhoven.
6. Zoetelief W.F., Douven L.F.A., Housz A.J.I., Residual
thermal stresses in injection molded products. Polymer
Engineering and Science, 1996. 36(14): 1886–1896.
7. Kamal M.R., Lai-Fook R.A., Hernandez-Aguilar JR, Residual
thermal stresses in injection moldings of thermoplastics: A
theoretical and experimental study. Polymer Engineering and
Science, 2002. 42(5): 1098–1114.
8. Wimberger-Friedl R., de Bruin J.G., Schoo H.F.M., Residual
17.
18.
19.
20.
21.
22.
23.
24.
birefringence in modified polycarbonates. Polymer Engineering and Science, 2003. 43(1): 62–70.
Farhoudi Y., Measurement and computation of thermal
stresses in injection molding of amorphous and crystalline
polymers, in Department of Chemical Engineering. 1998,
Montreal: McGill University.
Hastenberg C.H.V., Wildervanck P.C.A., Leenen J.H., et al.,
The measurement of thermal stress distributions along the
flow path in injection-molded flat plates. Polymer Engineering
and Science, 1992. 32(7): 506–515.
Isayev A.I., Crouthamel D.L., Residual stress development
in the injection molding of polymers. Polymer-Plastics
Technology and Engineering (Softcover ed), 1984. 22(2):
177–232.
Bushko W.C., Stokes V.K., Solidification of thermoviscoelastic melts Part I: Formulation of model problem. Polymer
Engineering and Science, 1995. 35(4): 351–364.
Pearson J.R.A., Mechanical Principles of Polymer Processing.
1966, Oxford: Pergamon Press.
Isayev A.I., Hieber C.A., Toward a viscoelastic modelling of
the injection molding of polymers. Rheologica Acta, 1980.
19(2): 168–182.
Leonov A.I., Nonequilibrium thermodynamics and rheology
of viscoelastic polymer media. Rheologica Acta, 1976. 15(2):
85–98.
Leonov A.I., Lipkina E.H., Paskhin E.D., et al., Theoretical
and experimental investigation of shearing in elastic polymer
liquids. Rheologica Acta, 1976. 15(7–8): 411–426.
Struik L.C.E., Internal Stresses, Dimensional Stabilities and
Molecular Orientations in Plastics. 1990, Brisbane: John
Wiley and Sons.
Rigdahl M., Calculation of residual thermal stresses in
injection molded amorphous polymers by the finite element
method. International Journal of Polymeric Materials, 1976.
5(1–2): 43–57.
Titomanlio G., Brucato V., Kamal M.R., Mechanism of
cooling stress build-up in injection molding of thermoplastic
polymers. International Polymer Processing, 1987. 1(2):
55–59.
Brucato V., Titomanlio G., Movement of phase-transition
front in a constant-wall-temperature slab. Industrial and
Engineering Chemistry Research, 1987. 26(8): 1722–1724.
Boitout F., Agassant J.F., Vincent M., Elastic calculation of
residual stresses in injection molding. International Polymer
Processing, 1995. 10(3): 237–242.
Jansen K.M.B., Titomanlio G., Effect of pressure history
on shrinkage and residual stresses - injection molding with
constrained shrinkage. Polymer Engineering and Science,
1996. 36(15): 2029–2040.
Titomanlio G., Jansen K.M.B., In-mold shrinkage and stress
prediction in injection molding. Polymer Engineering and
Science, 1996. 36(15): 2041–2049.
Guo X.P., Crystallization, Microstructure, Residual Stresses
and Birefringence in Injection Molding of Semicrystalline
Polymer: Simulation and Experiment. 1999, The University
of Akron: Akron.
REFERENCES
25. Rezayat M., Numerical computation of cooling-induced
residual stress and deformed shape for injection-molded
thermoplastics. Annual Technical Conference - Society of
Plastics Engineers, 1989, 341–343.
26. Kabanemi K.K., Crochet M.J., Thermoviscoelastic calculation
of residual stresses and residual shapes of injection molded
parts. International Polymer Processing (Germany), 1992.
7(1): 60–70.
27. Santhanam N., Analysis of Residual Stresses and PostMolding Deformation in Injection-Molded Components.
1992, Cornell University: New York.
28. Bushko W.C., Stokes V.K., Solidification of thermoviscoelastic melts Part II: Effects of processing conditions on shrinkage
and residual stresses. Polymer Engineering and Science, 1995.
35(4): 365–383.
29. Bushko W.C., Stokes V.K., Solidification of thermoviscoelastic melts. Part 3: effects of mold surface temperature differences on warpage and residual stresses. Polymer Engineering
and Science, 1996. 36(3): 322–335.
30. Ghoneim H., Hieber C.A., Incorporation of density relaxation
in the analysis of residual stresses in molded parts. Polymer
Engineering and Science, 1997. 37(1): 219–227.
31. Chapman T.J., Gillespie J.W., Jr., Pipes RB, et al., Prediction
of process-induced residual stresses in thermoplastic composites. Journal of Composite Materials, 1990. 24(6): 616–643.
32. Farhoudi Y., Kamal M.R., Measurement and computation of
thermal stresses in injection molding of HDPE. International
Journal of Forming Processes, 1999. 2(3–4): 277–306.
33. Ferry J.D., Viscoelastic Properties of Polymers. 3rd ed. 1980,
Hoboken: John Wiley & Sons.
34. Rezayat M., Stafford R.O., A thermoviscoelastic model for
residual stress in injection molded thermoplastics. Polymer
Engineering and Science, 1991. 31(6): 393–398.
35. Zoller P., Study of the pressure-volume-temperature relationships of four related amorphous polymers: polycarbonate,
polyarylate, phenoxy, and polysulfone. Journal of Polymer
Science. Part A-2, Polymer physics, 1982. 20(8): 1453–1464.
36. Zhou H., Li D., Residual stress analysis of the post-filling
stage in injection moulding. International Journal of Advanced
Manufacturing Technology, 2005. 25(7–8): 700–704.
37. Zheng R., Kennedy P., Phan-Thien N., et al., Thermoviscoelastic simulation of thermally and pressure-induced
stresses in injection moulding for the prediction of shrinkage
and warpage for fibre-reinforced thermoplastics. Journal of
Non-Newtonian Fluid Mechanics, 1999. 84(2–3): 159–190.
38. Treuting R.G., Read W.X., A mechanical determination of
biaxial residual stress in sheet materials. Journal of Applied
Physics, 1951. 22(3): 130–134.
39. Xi G., Research on Numerical Simulation of Residual Stresses
and Warpage in Injection Molding. 2006, Wuhan: Huazhong
University of Science and Technology.
40. Pomerleau J., Sanschagrin B., Injection molding shrinkage of
PP: experimental progress. Polymer Engineering and Science,
2006. 46(9): 1275–1283.
41. Bryce D.M., Plastic Injection Molding: Manufacturing Process Fundamentals, Vol. 1. 1996, Dearborn: Society of Manufacturing Engineers.
191
42. Shoemaker J., Moldflow Design Guide: A Resource for Plastics Engineers. 2006, Cincinnati: Hanser Gardner Publications.
43. Kurt M., Kaynak Y., Kamber O.S., et al., Influence of
molding conditions on the shrinkage and roundness of
injection molded parts. International Journal of Advanced
Manufacturing Technology, 2010. 46(5–8): 571–578.
44. Wang T.J., Yoon C.K. Shrinkage and warpage analysis of
injection-molded parts, in Proceedings of the SPE ANTEC
Annual Technical Conference. 2000.
45. Lee B.H., Kim B.H., Variation of part wall thicknesses
to reduce warpage of injection-molded part: Robust design
against process variability. Polymer-Plastics Technology and
Engineering, 1997. 36(5): 791–807.
46. Kwon K., Isayev A.I., Kim K.H., Toward a viscoelastic
modeling of anisotropic shrinkage in injection molding of
amorphous polymers. Journal of Applied Polymer Science,
2005. 98(5): 2300–2313.
47. Beaumont J.P., Nagel R., Sherman R., Successful Injection
Molding: Process, Design, and Simulation. 2002, Cincinnati:
Hanser Gardner Publications.
48. Ying J., Microstructure and Properties of PP/POE Blends.
2008, Wuhan: Huazhong University of Science and Technology.
49. Walsh S.F., Shrinkage and warpage prediction for injection
molded components. Journal of Reinforced Plastics and
Composites, 1993. 12(7): 769–777.
50. Jacques M.S., An analysis of thermal warpage in injection
molded flat parts due to unbalanced cooling. Polymer
Engineering and Science, 1982. 22(4): 241–247.
51. Chiang H.H., Himasekhar K., Santhanam N., et al. Assessment of shrinkage and warpage using an integrated analysis
of molding dynamics. 1991. Montreal, Que, Can: Publ by Soc
of Plastics Engineers.
52. Porsch G., Michacli W., The prediction of linear shrinkage
and warpage for thermoplastic injection moldings. 1990,
Hoboken: Society of Plastics Engineers.
53. Matsuoka T., Takabatake J.I., Koiwai A., et al., Integrated
simulation to predict warpage of injection molded parts.
Polymer Engineering and Science, 1991. 31(14): 1043–1050.
54. Huilier D., Lenfant C., Terrisse J., Modeling the packing stage
in injection molding of thermoplastics. Polymer Engineering
and Science, 1988. 28(24): 1637–1643.
55. Kwok C.S., Tong L., White J.R., Generation of large residual
stresses in injection moldings. Polymer Engineering and
Science, 1996. 36(5): 651–657.
56. Liu S.J., Modeling and simulation of thermally induced stress
and warpage in injection molded thermoplastics. Polymer
Engineering and Science, 1996. 36(6): 807–818.
57. Chang R.Y., Tsaur B.D., Experimental and theoretical studies
of shrinkage, warpage, and sink marks of crystalline polymer
injection molded parts. Polymer Engineering and Science,
1995. 35(15): 1222–1222.
58. Kikuchi H., Koyama K., Material anisotropy and warpage
of nylon 66 composites. Polymer Engineering and Science,
1994. 34(18): 1411–1418.
192
RESIDUAL STRESS AND WARPAGE SIMULATION
59. Egbers R.G., Johnson K.G. Shrinkage properties of
HDPE—an aid to the mold designer, in ASME, Applied Mechanics Division. 1979. 93–97.
60. Girard P., Hebert L.P., Salloum G., et al. Computer Simulation of Injection Molding Shrinkage for Hdpe. 1987, Los
Angeles: Soc of Plastics Engineers.
61. Hoven-Nievelstein W.B., Menges G. Studies on the Shrinkage
of Thermoplastics. 1983, Chicago: Society of Plastics Engineers.
62. Shoemaker J., Allan R., Engelmann P. Packing optimization
for injection molding, in ANTEC. 1992, Cincinnati: Society
of Plastics Engineers.
63. Sanschagrin B., Rivard S., Hebert L.P., et al., Shrinkage analysis of reinforced injection molded parts. Annual Technical
Conference - Society of Plastics Engineers, 1989. 1051–1054.
64. Bernhardt E.C. Cavity dimensioning using computerized
shrinkage evaluation software. Annual Technical Conference
- Society of Plastics Engineers, 1989, 1262–1264.
65. Thomas R., McCaffery N., Prediction of real product
shrinkages, calculated from a simulation of the injection
molding process. Annual Technical Conference - Society of
Plastics Engineers, 1989, 371–375.
66. Yang H.T.Y, Saigal S., Liaw D.G., Advances of thin shell
finite elements and some applications—version I. Computers
& Structures, 1990. 35(4): 481–504.
67. Allman D.J., A compatible triangular element including
vertex rotations for plane elasticity analysis. Computers and
Structures, 1984. 19(1–2): 1–8.
68. Bergan P.G., Felippa C.A., A triangular membrane element
with rotational degrees of freedom. Computer Methods in
Applied Mechanics and Engineering, 1985. 50(1): 25–69.
69. Allman D.J., Evaluation of the constant strain triangle
with drilling rotations. International Journal for Numerical
Methods in Engineering, 1988. 26(12): 2645–2655.
70. Felippa C.A., A study of optimal membrane triangles with
drilling freedoms. Computer Methods in Applied Mechanics
and Engineering, 2003. 192(16–18): 2125–2168.
71. Khosravi P., Ganesan R., Sedaghati R., An efficient facet
shell element for corotational nonlinear analysis of thin and
moderately thick laminated composite structures. Computers
and Structures, 2008. 86(9): 850–858.
72. Mindlin R.D., Influence of rotatory inertia and shear on
flexural motions of isotropic, elastic plates. Journal of Applied
Mechanics, 1951. 18(1): 31–38.
73. Bazeley G.P., Cheung Y.K., Irons B.M., et al., Triangular elements in bending conforming and nonconforming solutions, in
Conference of Matrix Method in Structural Mechanics. 1965,
Ohio.
74. Batoz J.L., Bathe K.J., Lee-Wing H., A study of threenode triangular plate bending elements. International Journal for Numerical Methods in Engineering, 1980. 15(12):
1771–1812.
75. Batoz J.L., Tahar M.B., Evaluation of a new quadrilateral thin
plate bending element. International Journal for Numerical
Methods in Engineering, 1982. 18(11): 1655–1677.
76. Batoz J.L., Lardeur P., A discrete shear triangular nine
DOF element for the analysis of thick to very thin plates.
International Journal for Numerical Methods in Engineering,
1989. 28(3): 533–560.
77. Batoz J.L., Katili I., On a simple triangular reissner/mindlin
plate element based on incompatible modes and discrete
constraints. International Journal for Numerical Methods in
Engineering, 1992. 35(8): 1603–1632.
78. Katili I., A new discrete Kirchhoff-Mindlin element based on
Mindlin-Reissner plate theory and assumed shear strain fields.
Part I: An extended DKT element for thick-plate bending
analysis. International Journal for Numerical Methods in
Engineering, 1993. 36(11): 1859–1883.
79. Ayad R., Dhatt G., Batoz J.L., A new hybrid-mixed variational
approach for Reissner-Mindlin plates. The MiSP model.
International Journal for Numerical Methods in Engineering,
1998. 42(7): 1149–1179.
80. Cheung Y.K., Chen W., Hybrid quadrilateral element based
on Mindlin/Reissner plate theory. Computers and Structures,
1989. 32(2): 327–339.
81. Saleeb A.F., Chang T.Y., Yingyeunyong S., A mixed
formulation of C0-linear triangular plate-shell element-the
role of edge shear constraints. International Journal for
Numerical Methods in Engineering, 1988. 26(5): 1101–1128.
82. Lee S.W., Pian T.H.H., Improvement of plate and shell finite
elements by mixed formulations. AIAA Journal, 1978. 16(1):
29–34.
83. Sabourin F., Brunet M., Analysis of plates and shells with
a simplified three node triangular element. Thin-Walled
Structures, 1995. 21(3): 209–223.
84. Fish J., Belytschko T., Stabilized rapidly convergent 18degrees-of-freedom flat shell triangular element. International
Journal for Numerical Methods in Engineering, 1992. 33(1):
149–162.
85. Cheung Y.K., Chen W., Refined nine-parameter triangular
thin plate bending element by using refined direct stiffness
method. International Journal for Numerical Methods in
Engineering, 1995. 38(2): 283–298.
86. Chen W., Cheung Y.K., Refined triangular discrete Kirchhoff
plate element for thin plate bending, vibration and buckling
analysis. International Journal for Numerical Methods in
Engineering, 1998. 41(8): 1507–1525.
87. Chen W., Cheung Y.K., Refined quadrilateral element based
on Midlin/Reissner plate theory. International Journal for
Numerical Methods in Engineering, 2000. 47(1): 605–627.
88. Chen W., Cheung Y.K., Refined 9-Dof triangular mindlin
plate elements. International Journal for Numerical Methods
in Engineering, 2001. 51(11): 1259–1281.
89. Choi D.S., Im Y.T., Prediction of shrinkage and warpage
in consideration of residual stress in integrated simulation
of injection molding. Composite Structures, 1999. 47(1):
655–665.
90. Fan Z., Zheng R., Kennedy P., et al., Warpage analysis of
solid geometry, in Proceedings of the SPE ANTEC Annual
Technical Conference. 2000.
REFERENCES
91. Fan Z.L., Zheng R., Yu G., et al., Apparatus and Method
for Structural Analysis. 2004, Kilsyth (AU): United states:
Moldflow PTY LID
92. Turner M.J., Clough R.W., Martin H.C., et al., Stiffness
and deflection analysis of complex structures. Journal of
Aeronautics, 1956. 23: 805–824.
93. Zienkiewicz O.C., Taylor R.L., Zhu J.Z., The Finite Element Method: Solid Mechanics. 2005, Oxford: ButterworthHeinemann.
193
94. Courant R., Hilbert D., Methoden der Mathematischen Physik.
1937, Berlin: Springer.
95. Gallagher R..H., Finite Element Analysis: Fundamentals.
Prentice-Hall Civil Engineering and Engineering Mechanics
Series. 1975, Englewood Cliffs: Prentice-Hall.
96. Li D., Zhou H., Modelling and simulation of residual
stress and warpage in injection moulding. Proceedings of
the Institution of Mechanical Engineers, Part C: Journal of
Mechanical Engineering Science, 2004. 218(5): 521–530.
7
MICROSTRUCTURE AND MORPHOLOGY
SIMULATION
Huamin Zhou
State Key Laboratory of Materials Processing and Die & Mould Technology, Huazhong University of Science and Technology,
Wuhan, Hubei, China
Fen Liu
Department of Mechanical and Biomedical Engineering, City University of Hong Kong, Kowloon, Hong Kong, China
Peng Zhao
State Key Laboratory of Fluid Power and Mechatronic Systems, Zhejiang University, Hangzhou, Zhejiang, China
During the injection molding process, the polymer melt is
subjected to a complex thermodynamic environment with
high shear rates and rapid cooling. This thermal and stress
fields vary throughout the whole spatial domain of the cavity, especially along the flowpath and across the thickness of
part. As a result, an injection-molded product often shows
a gradual and hierarchical variation of microstructure.
The scientific and technological interest in the study
of morphology is contributed to the fact that polymer
characteristics (including the mechanical, optical, electrical,
chemical) are strongly dependent on the morphology of
microstructure.1 For example, crystallinity can often modify
the density and stiffness of materials, and orientation will
induce anisotropy in mechanical properties.
7.1
TYPES OF POLYMERIC SYSTEMS
The basic predominant feature of the polymer structure
is a long molecular chain or backbone. The structural arrangement, size, and chemical constitution of this molecular
structure2 decide the valuable physical and chemical properties of polymers.
7.1.1
Thermoplastics and Thermosets
Chemical cross-links can often be found between polymer
molecules, which are caused by branches, pendant groups,
or reactive groups along the molecular chain.2 With a large
amount of these links, the polymer will be transformed into
an insoluble and infusible three-dimensional solid network.
From this point of view, there are basically two types of
plastic materials in current use: thermoplastics (TPs) and
thermosets (TSs).
The typical feature of TPs is the repeatable heating
or melting processing ability, which allows them undergo
repeated cycles of production above their melting point
(e.g., 260 ◦ C). TPs typically have long extended chain
lengths, high molecular weights, and high degrees of
polymerization. TPs have accounted for over 70% of
all polymers used. TSs, on the other hand, will become
permanently insoluble or infusible after their final heating,
as a structural change because of the cross-linking has
occurred.3 As a result, subsequent heat application is no
longer valid. Low degrees of polymerization are often found
in the short bulky molecules with TSs.
Computer Modeling for Injection Molding: Simulation, Optimization, and Control, First Edition. Edited by Huamin Zhou.
© 2013 John Wiley & Sons, Inc. Published 2013 by John Wiley & Sons, Inc.
195
196
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
7.1.2
Amorphous and Crystalline Polymers
There are two possible types of order between molecular
segments and their neighbors4 : a purely random structure
or highly organized pack, which classifies polymers into
amorphous and crystalline systems. With the decrease in
temperature, molecular and segmental motion also slows
down. Amorphous systems will become rubbery and show a
transition to a hard solid state, whereas crystalline materials
may arrange molecules in a well-ordered regular lattice and
crystallize to a certain degree. The degree of crystallinity
and morphology of crystallites (including the size, shape,
and distribution) have a profound effect on the physical and
mechanical properties of final products.
7.1.3
Blends and Composites
Compounding is generally adopted in modern plastic industry. It is performed by mixing (alloying, blending, etc.)
two or more plastic components that may be miscible
or immiscible3 and additives may also be added. Extensive compounding includes the combination of additives
(colorants, heat, and light stabilizers), fillers (calcium carbonate, etc.), and reinforcements (glass fibers, etc.), etc.
It has provided an extensive and economical way of obtaining materials with desired properties. The compounding of resins with fillers or reinforcements may improve
the physical and mechanical properties, as well as the
cost.
Polymer blends can be classified by the compatibility
and homogenization of the system. High performance
engineering materials are frequently produced by blending
several engineering resins or with a commodity resin.
Reinforced structures (or composites) are often grouped by
the aspect ratio of the reinforcing agent. Low aspect ratio
materials (including clay, talc) exhibit increased stiffness,
while high aspect ratio reinforcements (such as glass and
carbon fibers) show improvements in both tensile strength
and stiffness.2
The core polymeric system of this chapter is the TP.
Polymer blends are focused in the phase morphology study
section.
Microstructure or morphology in polymer products
refers to the following order levels inside a polymer:
1. degree of crystallinity, namely, the relative volume
occupied by the crystalline phase;
2. dimensions, shape, distribution, and orientation of the
crystallites1 ;
3. dimensions, shape, distribution, and orientation of the
dispersed phase in polymer blends;
4. orientation of molecules and fibers.
7.2
CRYSTALLIZATION
Crystallization refers to the transition of materials from the
liquid state to an ordered solid state or crystalline state. The
structure of polymeric chains for amorphous and crystalline
materials has already been illustrated in Chapter 2, where
the amorphous state is completely random, and crystalline
state refers to the ordered arrangement. Actually, there
are no pure crystalline materials, as the crystallinity will
only occupy a certain amount of the total volume with
other amounts being amorphous, and there is always a
separate noncrystalline phase. The term semicrystalline is
therefore more accurate and physically realizable, but the
term crystalline is more often used.
The physical properties of a crystalline polymer product
depend on the size of crystallites, crystallinity, the morphology of the crystalline and amorphous region, and the
molecular orientation within these two regions.5 Under the
quiescent state, crystallization will generally form a steady
spherulite structure. But in the injection molding process,
crystallization will become orientated when subjected to a
coupled thermal and mechanical environment, and the microstructure of crystals will also be changed, which leads to
different physical, mechanical, and chemical properties of
molded products. Investigation of crystallization behavior
of polymers, especially the shear-induced crystallization in
the molding process, along with the intrinsic relationship
between the crystalline microstructure and macroproperty
of products has therefore become an important and hot issue
in plastic injection molding.
7.2.1
Fundamentals
7.2.1.1 Quiescent Crystallization The manner in which
individual molecules crystallize is dependent on the conformation of the chains.5 Under a quiescent state, crystallization will generally form a spherulite microstructure in
the crystalline polymer as shown in Figure 2.6.
The crystallization process can be simplified into the
following three steps as shown in Figure 7.1:
1. When the crystalline polymer melt is cooled down
within the crystallization temperature range, nucleation process begins around discrete points,4 so that
polymer chains can attach themselves to the nuclei
and promote subsequent crystallization.
2. Nucleation continues and crystals start to grow
around these nuclei, forming spherulites.
3. Growing spherulites become closer and impinge
on each other until the crystallization process is
complete. A process of secondary crystallization will
occur in this stage, which refers to the attachment of
chains on the smooth surface of the crystal.6
CRYSTALLIZATION
(a)
(b)
(c)
FIGURE 7.1 Crystallization process: (a) nucleation, (b) growth
of crystals, and (c) impingement of crystals and completion of
crystallization.
7.2.1.2 Shear-Induced Crystallization Compared with
crystallization under the quiescent state, stress experienced
during the molding process will not only alter the morphology of crystals (forming lamellae instead of spherulites),
and influence the crystallization kinetics (speeding up the
crystallization process), but also change the crystallization
mechanism.
Research of stress-induced crystallization of polymers
has started since the 1950s. A fringed-micelle or shishkebab model is often adopted in describing such microstructure of crystalline polymers. Under stress, a few molecular
chains will stretch out and arrange themselves in thin,
platelike lamellae (the shish structure). Amorphous and randomly arranged macromolecules will later hang on these
lamellae and grow transversely forming the kebab. The
function of the kebab is to tie all the lamellaes together.
The formation mechanism of the shish-kebab structure is
illustrated in Figure 7.2.
7.2.1.3 Multilayered Morphology of Injection-Molded
Crystalline Materials During the injection molding process of crystalline materials, the complex thermomechanical
environment has a large effect on the structure development. Differential thermal history of each location in the
polymer melt will shape different crystalline microstructures. A typical sandwichlike microstructure with a distinct
gradual and hierarchical variation of morphological feature
is often found, because of the distribution of shear stress
and gradient of temperature in the molten polymer in the
thickness direction of products.
(a)
(b)
(c)
FIGURE 7.2 Formation mechanism of the shish-kebab structure: (a) formation of shish, (b) formation of kebab, and (c) growth
of kebab.
197
In many experimental observations, it shows a highly
oriented lamellar crystallite structure close to the surface of
injection-molded particles of crystalline polymers, which
is caused by the high shear stress and customarily called
the skin layer. The nucleation density is generally high
as a result of fast crystallization under the rapid cooling
condition. In the core region far from the wall, where
shear stresses are relatively much smaller than those
near the wall, the melt is allowed to crystallize three
dimensionally to form a spherulitic structure.7 The size
of spherulites increases toward the core because of the
increased crystallization time and stress history.
The hierarchy structure is therefore characterized by the
skin layer with small oriented crystals and the core region
with low orientations, along with a possible transition
shear zone with high orientation between these two layers.
Although more than two and up to five layers have been
reported in injection-molded crystalline products, they
can also be reduced to the simplest skin-core model by
combining the common feature of neighboring layers and
ignoring the subtlety.7 The skin-core morphology, therefore, reveals distinct characteristics across the thickness
direction and has been studied over the years.
Katti and Schultz8 provided a good review on previous studies of microstructure of injection moldings and
proposed a common pattern in characterizing the skincore morphology in injection-molded crystalline polymers,
which specified the skin layer as highly oriented and the
core composed of larger, isotropic spherulites. They also
gave the governing principles of forming these microstructures and developed a common qualitative processingmicrostructure model in explaining the microstructure
development. Isayev and coworkers9,10 have employed the
simplified two-layer morphology model to characterize the
microstructure of injection-molded iPP and showed nice
prediction result for the distribution of skin layer thickness
along the flow direction.
7.2.2
Modeling
As one of the inherent phenomena in the injection molding
process of crystalline materials, the understanding of
crystallization under processing environment is of vital
importance for the process simulation and prediction of
microstructure in the injection molding.
Typical morphological parameters in characterizing the
crystallization process include the degree of crystallinity,
spherulite size, and lamella thickness. The major challenging problems on this topic include the following7 :
1. modeling of crystallization phenomena under nonisothermal flow conditions;
198
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
A reliable description of morphological evolution in
crystalline materials during injection molding process
should, therefore, necessarily account for all major crystallization process and capture the main features of melt
morphology evolution under both quiescent and processing
conditions (various shear and cooling rates), as well as the
complicated interaction between crystallinity and flow.
7.2.2.1 Quiescent Crystallization Kinetics
7.2.2.1.1 Definition of Crystallinity and Impact Factors
As the development of a crystalline degree during the process will influence all material properties such as density
and viscosity, crystallization kinetics concerns the determination of the overall crystallinity behavior of a polymer.
The degree of crystallinity χ is commonly defined as the
volume fraction of crystallinity and can be expressed as5
χ = N ā 3 f
7.2.2.1.2 Isothermal Crystallization Kinetics Isothermal
crystallization refers to a steady growing process of
spherulites, that is, the degree of crystallinity χ (t) is independent of the temperature.6 The Avrami model is widely
employed in describing the isothermal crystallization kinetics under quiescent state12 :
χ (t)
= 1 − exp −kt n
χ∞
Temperature
FIGURE 7.3
Crystallization rate versus temperature.
(7.1)
where N is the number of spherulites per unit volume,
ā is the average diameter of the crystallites, and f is the
packing factor depending on the shape of crystallites.
For a given polymer, the extent of final crystallization
or χ ∞ during the process would depend on the rate of
crystallization (the rate of the amorphous material converted
into crystalline material) and the time during which the
temperature is maintained.4
As has been mentioned, the rate of crystallization
consists of two distinct processes: nucleation and crystal
growth. Low crystallization temperatures will facilitate
nucleation rates but hinder crystal growth rates. The rate
of crystallization is therefore illustrated as in Figure 7.3,
where a maximum rate will occur at a certain temperature.
It should be noted that polymers require a period of time
(called the induction time) to rearrange molecular chains in
favor of crystal formation, even when the crystallization
temperature has been attained. The crystallization process
will start slowly and rise sharply, as shown in Figure 7.4.11
At the end of the crystallization process, it will slow down
because of the reduced noncrystallized regions.
θ (t) =
Crystallization rate
2. understanding of the mechanisms governing
crystallization-induced microstructure development;
3. study of viscoelastic behavior and physical properties
of the polymer before and after the crystallization.
(7.2)
FIGURE 7.4 Crystallization degree versus time at different
cooling rates for iPP.
where θ (t) is the relative crystallinity at time t, χ (t) is the
absolute crystallinity at time t, χ ∞ is the final absolute
crystallinity, k is a time-dependent scaling parameter
related to the half-time of crystallization and depends
on the temperature, and n is the Avrami exponent and
constant.
The above Avrami model considers all crystalline
regions as a whole, ignoring the possibility of the
formation of different crystalline phases. A significant
improvement in predicting the crystallinity development
was proposed by Titomanlio and coworkers. They took
into account the possible existence of different crystalline
phases, assuming a parallel of several noninteractive kinetic
processes competing for the available amorphous region.1
CRYSTALLIZATION
The evolution of each phase can be written by
dθi
dθci
= (1 − θ )
dt
dt
(7.3)
where
the subscript i stands for a particular phase,
θ = i θ i , and θ ci is the expected volume fraction of each
phase without any impingement.
In order to account for the effect of induction time
(generally defined as the time the crystallization process
starts), an empirical relationship between induction time
t i and crystallization temperature T was introduced by
Godovsky and Slonimsky13 :
◦
−α
t i = tm Tm − T
(7.4)
where t m and α are material constants, t i is the induction
time at temperature T , and Tm0 is the equilibrium melting
temperature.
7.2.2.1.3 Nonisothermal Crystallization Kinetics Nonisothermal crystallization deals with temperature-dependent
crystallization kinetics. Modeling of this process would certainly involve a temperature-dependent expression for χ (t).
General models for describing the nonisothermal crystallization kinetics are outlined in the following sections.
Nakamura Model Assuming that the number of activated nuclei is a constant, and on the basis of the Avrami
equation, a modified model for the nonisothermal crystallization process was proposed as the Nakamura model14,15 :
χ (t)
θ (t) =
= 1 − exp −
χ∞
n
t
K (T ) dt
(7.5)
0
where n is the kinetics parameter and K (T ) is the
nonisothermal crystallization rate constant, which can be
related to the isothermal crystallization rate constant k by
K (T ) = [k (T )]1/n = ln (2)1/n
1
t1/2
(7.6)
where t 1/2 is the crystallization half-time.
Assuming that the nuclei number is not related to the
temperature, Hoffman et al.16 developed the following
relationship between t 1/2 and crystallization temperature T :
U /R
exp −
T − T∞
0
exp −
Kg
T • T • f
(7.7)
1
is a preexponential factor including all the
where t1/2
0
terms that are independent of temperature, R is the universal
gas constant, T is the supercooling
defined as T =
Tm0 − T , f = 2T / T + Tm0 , U is the activation energy
1
t1/2
=
1
t1/2
199
required for the transportation of crystallizing
units across
the phase boundary, f = 2T / T + Tm0 is a correction
factor accounting for the reduction in the latent heat of
fusion as the temperature declines, T ∞ is the temperature
under which crystallization ceases, and K g is the spherulite
growth rate.
For most polymers, U and T ∞ can be assumed as
universal constants: U = 6284 J/mol, T ∞ = T g − 30K ,
where T g is the glass transition temperature.
For a more convenient use in process modeling, the
differential form of Nakamura equation (Eq. 7.5) can be
derived as
dθ
= nK (T ) (1 − θ ) [− ln (1 − θ )](n−1)/n
dt
(7.8)
Ozawa Model The Ozawa model17,18 is an extension
of the Avrami model for nonisothermal crystallization. It
can provide parameters with clear physical meanings to
characterize the crystallization rate from the DSC data and
is given as
−KO (T )
(7.9)
1 − θT = exp
ϕ nO
where θ T is the relative crystallinity at the temperature
T , and n O and K O (T ) are the Ozawa index and constant,
respectively.
The logarithm form of the above equation is written as
ln[− ln(1 − θT )] = ln KO (T ) − nO ln(ϕ)
(7.10)
φ − t Model (Mo Model) By combining the Avrami
and Ozawa models, Mo et al.19,20 derived a φ − t model
for nonisothermal crystallization, as
ln φ = ln F (T ) − a ln t
(7.11)
1/n
O
where F (T ) = KO (T )/Zt
and α = n A /n O . The physical meaning of F (T ) is the required cooling rate for the
system to reach a certain degree of crystallinity in unit time.
Urbanovici–Segal Model Urbanovici and Segal21 – 23
modified the Avrami model, leading to
θt = 1 − 1 + (rUS − 1)(KUS t)nUS
1/1−rUS
(7.12)
where K US and n US are the Urbanovici–Segal constant
and index, respectively, similar to that of the Avrami
model; and r US denotes the deviation degree between
Urbanovici–Segal model and Avrami model.
In order to account for the effect of induction time, the
above equations can be coupled with the following form24 :
tl
t¯ =
0
dt
ti (T )
(7.13)
200
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
where t¯ is the accumulated induction time index and t i (T ) is
the isothermal induction time as a function of temperature.
When t¯ reaches unity, the induction period is assumed
to have been completed and the crystallization process
begins.
7.2.2.2 Morphology Evolution of Crystallites (Size,
Density) The various crystallization models in the
previous section do not describe details of structure
formation, which would in turn ignore the effects of
microstructure. For example, Equation 7.6 describes an
increase of crystallinity depending only on the current
value of crystallinity degree itself, whereas it is expected
that the crystallization rate should also rely on the number
of crystalline entities present.1
To remedy this situation, the crystallization kinetics
should be considered as the consequence of nucleation
and growth. In general, one can address the crystallization
kinetics modeling on two scales6 : the nucleation and growth
of a spherulite on the microscopic scale and the overall
crystallinity on a macroscopic scale. As changes at the
microscopic level will affect the macroscopic constitutive
behavior, a coupling of models on the two scales is required.
The Kolmogoroff’s model25 can be applied as a coupled
example, which describes the crystallinity evolution considering the number of nuclei per unit volume and spherulitic
growth rate. It reads
t
δ (t) = Cm
0
dN (s)
ds
n
t
G (u) du
ds
(7.14)
0
where δ(t) is the undisturbed volume fraction of crystals
without impingement; C m is the shape factor, C 3 = 4/3π
for spherical growth; G(T (t)) is the linear growth rate; and
N (T (t)) is the nucleation density.
The growth rate of crystals can be represented by the
following Hoffman–Lauritzen expression:
U /R
G (T (t)) = G0 exp −
T − T∞
Kg
T T • f
(7.15)
where G 0 is a preexponential constant considering terms not
strongly dependent on temperature and has different values
corresponding to different crystallization regimes; the first
exponential term represents the temperature dependence
of the segmental jump rate in polymers, and the second
term is contributed to the net rate of secondary nuclei
formation on the surface of a lamella. The above equation
has similar parts with Equation 7.7 but with different values
of constants.
Nucleation mechanism may be either homogeneous
or heterogeneous. Homogeneous nucleation occurs in the
absence of a second phase, and heterogeneous nucleation
is due to the presence of a second phase.5 In practice,
exp −
•
heterogeneous nucleation is common, as most polymer
melts contain heterogeneities, and the nucleation density
can be defined by two equations26,27 :
N (T (t)) = N0 exp [ψ • (Tm − T (t))]
(7.16)
Tm
(7.17)
N (T (t)) = N0 exp −ε •
T (t) (Tm − T (t))
In the case of homogeneous nucleation, the nucleation
rate can be given by the Hoffman–Lauritzen expression:
dN (T (t))
C1
= N0 exp −
dt
T (t) − T∞
C2 • (T (t) + Tm )
(7.18)
exp −
T (t)2 • (Tm − T (t))
With Kolmogoroff’s model, the number of active nuclei
at the end of crystallization process can be calculated as28
tfinal
Na,final =
0
dN (T (s))
(1 − θ (s)) ds
ds
(7.19)
And the average dimension of crystalline structure can
be obtained from geometrical calculations.
7.2.2.3 Flow-Inducted Crystallization It is unquestionable that all polymer processing technologies involve the
application of heat and stress, leading to deformation of
polymer melts at a high shear rate, which will in turn result in molecular orientations of polymers. This orientation
during crystallization will influence the rate of crystallization and thus final morphology of molded products. Optical
microscopy observations29 have shown that a shear stress
in polymer melts leads to large increases in the number
of formed crystalline structures and oriented morphologies.
A possible explanation for the behavior may be that shear
stresses cause chain alignment in the molecules and the
formation and growth of crystals are also promoted.
Distinctive features of the effect of flow on crystallization can be summarized as1 starting from the increase
of crystallization kinetics and solidification of an oriented
crystalline phase above a critical value of deformation rate,
passing through the change of crystalline structures from
spherulitic to fibrillar above a second, higher critical value
of deformation rate, and arriving to oriented crystalline
structures in samples solidified under flow.
Although the underlying mechanisms have not been
well understood, many papers have been published for
describing the effect of flow on crystallization kinetics.
Many researchers started from the Nakamura approach
and enhanced the crystallization kinetics by a multiplying
factor function (of stress, strain, shear rate, orientation,
etc.). Obviously, these kinds of models have considered
only the total crystallinity index, neglecting the morphology
CRYSTALLIZATION
evolution of crystals. For example, in order to account
for the effect of stress on the crystallization of nylon
in the meltspinning process, Doufas et al.30 modified the
crystallization kinetic constant by introducing a multiplying
factor proportional to F = exp(tr(τ /G 0 )), where τ is the
extra stress tensor, and Tanner31 included the effect of
flow on crystallization kinetics of an iPP, by introducing
a multiplying factor function of shear rate as F (γ ) =
1 + (γ /γc )1.35 where γ is the shear rate and γc =
−3 −1
32
1.12 × 10 s . Kulkarni and Beris proposed a strain
criterion for crystallization and derived a multiplying
factor of
from rubber elasticity as F =
molecular strain
exp A σ 2 + 2/σ − 3 , where σ is the molecular strain.
Ziabicki33 provided a multiplying factor based on the
Hermans’ orientation factor f h as F = exp A (T ) fh2 .
Another dramatic example would be describing the
enhancement of crystallization kinetics by the increase
of melting temperature. This modeling is based on chain
extension analysis, as chain extension will lead to a
decrease in polymeric melt entropy, which in turn causes an
increase in both crystalline temperature and crystallization
kinetics.
At the equilibrium melting temperature, the Gibbs free
energy of the crystals equals the free energy of the
amorphous melt so that the melting temperature can be
written as
Hf
Hm − Hc
=
(7.20)
Tm0 =
Sf
Sm − Sc
where H f and S f are the heat and entropy of fusion,
respectively, and H m , H c , S m , and S c are the enthalpies and
entropies of the melt and crystalline phases, respectively.
Assuming that the free energy of the crystalline phase
was independent of the shear strain and the free energy due
to deformation is essentially related to its elastic properties,
it follows that
Gc (Tm ) = Gm (γ , Tm )
(7.21)
γ
Gm (γ , Tm ) − Gm (0, Tm ) =
τ dγ
(7.22)
0
where G c and G m are the Gibbs free energy of the
crystalline and melt phases, respectively, and γ is the elastic
or recoverable shear strain.
Integrating Equation 7.22 with the Hooke’s law in shear
stress τ = Gγ , where G is the elastic modulus, the increase
of melting temperature for a stressed polymer follows that29
Tm =
◦
Tm
Hf
τ2
2G
◦
+ Tm
(7.23)
where the first term can be considered as the increase of
equilibrium melting temperature written as T shift .
Assuming that the effect of stress on the crystallization
kinetics is only to increase the equilibrium melting
201
temperature or the supercooling, Equation 7.7 can be
modified as4
Kg
1
1
U /R
=
exp −
exp −
t1/2
t1/2 0
T − T∞
T T f
(7.24)
where T = T m − T , Tm = Tm0 + Tshift , and f =
2T /(T + T m ). Other parameters have the same meanings as
in Equation 7.7.
The effect of shear stress on the induction time can be
obtained in the same way by replacing the equilibrium
◦
melting temperature Tm in Equation 7.4 with increased
equilibrium melting temperature T m , resulting in
ti (T , τ ) = tm (Tm − T )−a
(7.25)
It should be noted that the effect of shear stress on the
crystallization process is prominent only when the stress
exceeds a critical stress.34 And in an extremely high stress
range, polymer molecules will not be orientated any further
with the increase in shear stress, as these molecules have
been fully extended. Assuming that the effect of stress on
the crystallization process in a high stress range would tend
to a constant value, Guo and Nahr35 adopted the following
relationship between the equilibrium melting temperature
shift and the shear stress τ as
C2
(7.26)
Tshift = C1 exp −
τ
where C 1 and C 2 are material constants determined from
experiments.
Another group of researchers modeled the effect of flow
on crystallization kinetics based on the crystalline structure
evolution, such as nucleation and growth. It has been
reported that a dramatic increase in nuclei will occur when
the melt undergoes a deformation.36 However, the effect of
flow on growth rate remains undetermined. Typically, Eder
and Janeschitz-Kriegl28 assumed that the crystallization of
rod nuclei is generated with a rate function of shear rate.
They proposed the nucleation rate as
dN (T (t))
N (T )
= AN −
dt
BN
(7.27)
2
where AN = gN (T ) γ /γc .
Zuidema et al.37 developed a similar approach with
stronger physical basis by replacing the function of shear
rate with the second invariant of the deviatoric part
of the recoverable strain tensor. Kosher and Fuchiron38
also considered that flow promotes an enhancement of
nucleation. They assumed that the nuclei induced by the
flow N s is created at a rate proportional to the first normal
stress difference, following Ṅs = CN • N1 .
202
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
Acierno et al.39 considered the following form of the
Hoffman–Lauritzen equation for nucleation rate:
Ea
Ṅ = CkB T G exp −
kB T
exp −
K
T (G)n
(7.28)
where k B is the Boltzman constant and G is the
volumetric free-energy difference between molten and
crystalline phases. From the Doi–Edwards model, G
increases by the effect of flow and the supercooling
increases with it, enhancing the nucleation rate.
7.2.3
Case Study
7.2.3.1 Nonisothermal Crystallization Kinetics Study
On the basis of the experimental data on the crystallization behavior of PP/POE blends,40 Zhou et al. modeled the nonisothermal crystallization kinetics of isotactic
polypropylene/ethylene-octene blends with the commonly
used Avrami, Ozawa, Mo, and Urbanovici–Segal models.41
On the basis of the three different models, Figure 7.541
compares three distinct sets of curves of ln[−ln(1 − θ t )] or
ln φ versus ln(t) for PP/POE blends (the POE mass fraction
was 5%). It can be seen that the calculated results of Avrami
model conform well with the experimental data, except
for a deviation at the later stage of crystallization. This
implies that the Avrami model can basically describe the
7.2.3.2 Crystallinity and Microstructure in Injection
Moldings of Isotactic Polypropylenes A systematical
study on the development of crystallinity and microstructure in the injection moldings of iPPs was conducted by
Guo et al.43 A unified crystallization model44 was employed
to consider the crystallization phenomena under processing
conditions and the influences of flow on the microstructure development, based on the crystallization kinetics and
the “competing mechanisms” for introducing various microstructure layers in the moldings. Detailed introduction
(b)
1n[− 1n(1 − q T)]
1n[− 1n(1 − q(t))]
(a)
crystallization kinetics of multiphase polymer systems. The
deviation at the later stage may be due to the negligence
of complex factors such as secondary crystallization in the
model.
However, as for the Ozawa model, the linear relationship
is not good, indicating that the Ozawa model is not
satisfactory for the nonisothermal crystallization process
of this system. It has also been reported that the Ozawa
model cannot well describe the behavior of polyethylene42
and many other systems. The reason for the behavior may
be that this model does not account for the secondary
crystallization process. The curves of ln φ versus ln t for
PP/POE blends based on the Mo model clearly show that
the relationship between ln φ and ln t is linear for the
blends, implying that a relatively reasonable application of
the Mo method in the nonisothermal crystallization process.
(c)
FIGURE 7.5 (a) ln[−ln(1 − θ t )] versus ln t for PP/POE blends based on Avrami model, (b)
ln[−ln(1 − θ T )] versus ln ϕ for PP/POE blends based on Ozawa model, and (c) ln φ versus ln t for
PP/POE blends based on Mo model.41
203
PHASE MORPHOLOGICAL EVOLUTION IN POLYMER BLENDS
1.00
Skin layer
(a)
(b)
y/b
0.75
Spherulite core
0.75
100
0.25
20 40
0.00
FIGURE 7.6 Sample cutting procedures in the moldings: (a) for
thermal analysis and (b) for microstructure measurements.
44
of the model can be found in their previous studies. Simulated results were compared with the measured data for
the crystallinity and microstructure in the injection-molded
products.
For crystallinity and morphology investigations, the
injection-molded ASTM tensile bars were cut for thermal
and optical analysis, respectively. The detailed cutting
procedures for obtaining the specimens are shown in
Figure 7.6.43
Prediction for the development of crystallinity during the
molding cycle is demonstrated in Figure 7.7.43 It is clear
that the crystallinity develops very fast in the skin layer
because of the accelerating effect of flow on crystallization
near the mold wall. Within the core region, the cooling by
the cold mold is less effective, leading to a less pronounced
crystallization.
The measured and predicted data of the normalized skin
layer thickness, δ, as a function of the distance from the
gate, x , for PP-6523 moldings obtained at various injection
speeds, inlet melt temperatures, and mold temperatures are
shown in Figure 7.8.43 As can be seen from Figure 7.8a, the
skin layer is thinner at the higher injection speed, because
of the increased molecular deformation extent, and both
the experimental and predicted normalized thickness in
Figure 7.8b decreases with an increase in the inlet melt
temperature, as an increase in the inlet melt temperature
would lead to lowering extent of the molecular deformation.
An increase in the skin layer thickness with the mold wall
temperature is demonstrated in Figure 7.8c, as a lower
mold temperature provides greater cooling effects during
the injection molding.
The gapwise spherulite size distribution at the midway
of the injection-molded PP-6523 samples obtained at
0
8
16
t (s)
24
80
60
32
FIGURE 7.7 Contour of the relative degree of crystallinity
versus the gapwise location and time at the midway of the PP-6523
molding.43
various injection speeds, inlet melt temperatures, and mold
temperatures are reported in Figure 7.9.43 As can be
seen, the spherulite size increases from the skin-core
boundary to the center of the moldings, which is closely
associated with the evolution of temperature profile during
the injection molding process.
Figure 7.10 shows the predicted spherulite sizes, D,
as a function of the locations in space, (x , y), within the
moldings.43 Only a slight variation can be observed in
the spherulite sizes along the flow direction, because of
the contribution of heat convection, and the fact that heat
transfer primarily focuses along the gapwise direction.
7.3 PHASE MORPHOLOGICAL EVOLUTION IN
POLYMER BLENDS
Immiscible liquid–liquid suspensions, such as emulsions
and polymer blends, are widely applied in plastics technology. When two immiscible liquids are blended, the
mixture often acquires a structure that is very fine scaled,
such that the characteristic size of the mixture structure is
much smaller than the length scales of the overall mixing domain. In such a case, the mixture is said to possess
a morphology,45 and the small-scale arrangement of the
phases is called the microstructure.
It is commonly accepted that most polymers are thermodynamically incompatible, leading to a phase separation
during processing. And the blending process often gives
rise to a heterogeneous microstructure that can be characterized by the size, shape, and distribution of the constitutive domains.46 In not too concentrated blends, the typical
morphology consists of droplets immersed in a continuous
matrix, that is, the blend morphology is formed by inclusions of one polymer (the dispersed phase) embedded in a
204
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
(a) 50
(a)
30
50
D (μm)
d (%)
40
30
10
20
0
20
40
60
80
100
x (mm)
120
140
10
0.0
160
0.2
0.4
0.6
0.8
1.0
y/b
(b) 60
55
(b) 50
215 °C
230 °C
250 °C
215 °C
230 °C
250 °C
40
30
215 °C
230 °C
250 °C
215 °C
230 °C
250 °C
PP6523
50
45
D (μm)
PP6523
d (%)
40
20
0
33%
66%
100%
33%
66%
100%
PP6523
33%
66%
100%
33%
66%
100%
PP6523
60
20
40
35
30
25
20
10
15
0
0
20
40
60
80
100
120
140
10
0.0
160
0.1
0.2
0.3
0.4
x (mm)
0.6
0.7
0.8
0.9
1.0
(c) 70
(c) 20
15 °C
60 °C
15 °C
60 °C
PP6523
15 °C
60 °C
15 °C
60 °C
PP6523
60
50
D (μm)
15
d (%)
0.5
y/b
10
40
30
20
5
10
0
0
0.0
0
20
40
60
80
100
120
140
160
x (mm)
FIGURE 7.8 Normalized skin layer thickness, δ, as a function
of the distance from the gate, x , for PP-6523 moldings obtained
at various injection speeds (a), inlet melt temperatures (b), and
mold wall temperatures (c).43
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
y/b
FIGURE 7.9 Gapwise spherulite size distribution, D(y), at
the midway of PP-6523 moldings obtained at different injection
speeds (a), inlet melt temperatures (b), and mold wall temperatures (c).43
PHASE MORPHOLOGICAL EVOLUTION IN POLYMER BLENDS
1.00
15
0.75
y/b
25
0.50
30
35
0.25
40
0.00
0
30
60
90
120
150
x (mm)
FIGURE 7.10 Contour of the spherulite size distribution over
the PP-6523 molding.43
matrix formed by the other polymer (the continuous phase).
This dispersed phase–matrix morphology is usually called
the sea–land structure. In static conditions, the dispersed
inclusions generally assume a spherical drop shape, because
of the action of the interfacial tension.46 In all cases, the
blend material properties depend not only on the properties
of the constituents but also on the local morphology.
7.3.1
Fundamentals
7.3.1.1 Phase Morphological Study in Polymer Blends
7.3.1.1.1 Microstructural State Variables A theory to
predict microstructure must contain variables that describe
the microstructural state, evolution equations for the change
of those variables over time, and an expression for the stress
as a function of microstructure and deformation rate.47
When the blend is dilute and the microstructure consists
of discrete droplets, it is convenient to choose microstructure state variables representing the size, shape, and orientation of the droplets. Some assumptions about the shape of
the droplets are required in describing the phase morphology evolution. In many cases, the droplet shape is found
very close to an ellipsoid.48 This kind of droplet shape can
normally be described by a second-order tensor G49 that
satisfies G ij x i x j = 1.
If the ellipsoid has principal semiaxis lengths (a, b, c)
and if the axes of the ellipsoid are aligned with the coordinate axes, a quantitative relationship can be established between components of G and the axis length as
(G 11, G 22, G 33 ) = (1/a 2 , 1/b 2 , 1/c 2 ). When the droplet axes
are oriented under external force and not aligned with the
coordinate axes, nonzero off-diagonal terms in G occur, so
G can describe the droplet well, including the orientation
as well as its shape and size.
205
Other calculations assume that the droplet has some
specific axisymmetric shape such as a cylinder with
hemispherical end caps50 or an ellipsoid of revolution.51
Then the length and orientation of droplet’s each main
axis will be chosen as the variable in describing the
microstructural state.
As the volume fraction approaches 0.5, the discrete
phase takes on complex shapes and will finally be
transformed into a cocontinuous structure. In these cases,
it is useful to concentrate on the interface between the two
phases. For this concentrated emulsion, researchers have
proposed a coarse-grained description, which considers
only the total surface area per unit volume and the
orientation of the interface while ignoring the structural
details. Let A represent the interfacial surface contained in
a small volume V , with each surface increment dA having
a unit normal vector n. The interfacial area per unit volume
Q is integrated over the surface A as
Q≡
1
V
dA
(7.29)
A
The variable Q − 1 provides a description for the intrinsic
length of microstructural state. Taking a spherical drop, for
example, we get Q − 1 = R/3φ, in which φ is the volume
fraction.
And the orientation of the interfaces is characterized by
the interface tensor q, reading52
1
1
nn − I dA
(7.30)
q≡
V A
3
where I is the unit tensor. The tensor q is zero for
spherical droplets, so it characterizes the anisotropy of the
microstructure.
The area tensor A is proposed based on q and Q, defined
as45
1
1
A≡
nn dA = q + QI
(7.31)
V A
3
7.3.1.1.2 Theoretical Studies Direct numerical simulations have been developed for single and multiple droplets
behaviors in emulsions,53 – 56 with boundary element techniques and other numerical methods. For example, the
conventional approach to the problem of deformation of
a viscous drop immersed in a viscous fluid subjected
to a flow field is the direct numerical simulation of the
Navier–Stokes (NS) equations.56,57 These calculations require few idealizations and good agreement with experimental results can therefore be expected. However, as the
drop becomes highly deformed, each step of the calculation requires cumbersome computations, as the mesh must
capture the smallest radius of curvature on the droplet surface in order to describe the droplet shape accurately. Thus,
most direct numerical simulations are too expensive to use
206
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
when modeling tens or hundreds or thousands of points in
a complex mixing flow.58
In contrast, classical analytical models of droplet behavior are computationally efficient, by solving for the flow
in and around a representative droplet. No empirical parameters are required. However, these models are restricted
to either nearly spherical drops or slender threadlike drops.
Although no analytical droplet theory covers all the cases of
interest, the various special cases provide asymptotic limits
that more general theories should match.47
Small deformation theory is focused on determining
the drop deformation when the deviation from sphericity
is small enough so that a perturbation expansion can
be adopted. It starts with an analytical solution for
the flow in and around a spherical droplet and adopts
perturbation methods to develop solutions for droplets
that deviate slightly from the spherical shape. Obviously,
small deformation theories are most useful when the
effect of surface tension is dominant, which keeps the
drop shape close to a sphere.58 It was first analyzed
by Taylor,59 and the complete definition of the problem
was given by later researchers. Defining the ratio of
viscous to interfacial stresses as the capillary number
Ca, when Ca is low, that is, when the viscous forces
are small compared to the interfacial tension, the drop
slightly deviates from the spherical shape. And the secondorder expansion formulation of droplet radius r was
given by60
r
= 1 + Caf ∗ D∗ : S2
r0
6
2
+ Ca − f ∗2 D∗ : D∗ + L : S2 + M :: S4
5
(7.32)
where r 0 is the droplet radius at rest, f * is the dimensionless
coefficient, D* is the dimensionless strain rate at infinity,
Si is the i th surface spherical harmonic, and L and M are
the second- and fourth-rank tensors, respectively.
Slender-body theories61 – 63 assume that the droplet has
already been extended to a slender, threadlike shape and
predict the subsequent deformation of the thread. The
cross section of the droplet is taken as circular under
interfacial tension. The droplet viscosity is also assumed
small compared to the matrix viscosity. Currently, there
is no connection between slender-body theory and small
deformation theory, as the two theories treat different limits
of droplet shape.58
Recently, a new phenomenological approach has been
widely applied, based on the assumption of an ellipsoidal
droplet shape.49,51,64 An ellipsoid can represent different
shapes, including a sphere, a thread, a disk, a dumbbell,
etc. And the actual shape is very close to an ellipsoid in
many cases.65
Maffettone and Minale (henceforth, referred to as MM)64
developed a model for the dynamics of a buoyancyfree Newtonian drop immersed in a Newtonian matrix.
It includes phenomenological driving terms for describing
competing actions of the interfacial tension, which drives
toward recovering the undistorted spherical shape, and the
drag exerted by the motion. Arbitrary ratios of droplet
to matrix viscosity are covered. Although this model is
initially designed to match small deformation theory when
the droplet is nearly spherical, it can also calculate large
droplet deformations as well.
Wetzel and Tucker49 studied the deformation of a
single drop with zero interfacial tension and developed
an exact analytical solution for an ellipsoidal Newtonian
droplet based on the solution of Eshelby.66 Subsequently,
Jackson and Tucker58 extended their work to systems with
interfacial tension.
Almusallam et al.51 extended the Doi–Ohta theory
assuming that the droplet had an ellipsoidal shape and
proposed a constitutive equation for the interfacial stress
tensor for a single ellipsoidal drop immersed in a viscous
matrix. Their model is limited to the equal droplet to matrix
viscosity ratio and requires a closure approximation.
Wu et al.67,68 recently developed a two-stage calculation
based on an ellipsoidal approximation of the drop shape
that is determined by least squares minimization for the
difference in normal velocities between the ellipsoidal
approximation and the exact boundary-integral description.
By the introduction of two-dimensional, precalculated
tables, the ellipsoidal model is approximately 1000 times
more computationally efficient than the full boundaryintegral calculations.
To account for breakup and coalescence processes, a
coarse-grained approach, which ignores the details of the
structure and considers only the total surface area per
unit volume and the orientation of the interface, has
been proposed.52,69 – 71 This kind of approach provides
some good predictions but suffers from the absence of
a characteristic length scale in the evolution equations.
Therefore, no information can be obtained about the
individual droplets during flow, especially in the case of
droplet-type morphology.72
7.3.1.2 Skin-Core Structure of Phase Morphology in
Polymer Blends Under the shear (or elongation) stress
field in the cavity during processing, a hierarchy of the
dispersed phase morphology perpendicular to the melt flow
direction is common in injection-molded parts, as shown
in Figure 7.11.11 This skin-core structure in many blends
consists of deformed particles near the skin region and the
spherical droplets in the core, possibly with a transitional
and a shear layer.
This characteristic can be explained by the Tadmor flow
model,73 which showed that minor phase elongation and
PHASE MORPHOLOGICAL EVOLUTION IN POLYMER BLENDS
207
1. the viscosity ratio p = ηd /ηm , with subscripts
m representing the matrix and d representing the
dispersed phase;
2. the capillary number Ca = ηm γ̇ R/ , where γ̇ , R,
and represent the local shear rate, droplet radius,
and surface tension, respectively. Ca describes the
relative importance of viscous stresses ηm γ̇ and
interfacial tension /R.
FIGURE 7.11 Schematic drawing showing morphology of
dispersion phase in injection-molded product.
deformation in the skin and shear zone were because of the
fountain effect. The melt morphology is initially determined
by experienced shear and elongational flow fields before
entering the mold, followed by shear flow in the mold
filling stage behind the fountain flow front. The shear rate
profile across the thickness generally creates a gradient in
the melt morphology. And the amount of the retained melt
morphology after cessation of flow is determined by the
amount of relaxation that occurs before solidification of the
melt, which depends on not only the cooling rate but also
other factors such as blend composition, phase viscosity
ratio, and effect of a compatibilizer.74
So far, little attention has been paid to the morphology
development of blends in injection molding process.
And few papers on numerical simulation of morphology
development in injection molding have been published.
7.3.2
Modeling
Single drop dynamics per se has become a benchmark
problem, in both experimental and theoretical fields, as it involves detailed 3D shape characterization and calculation,
possibly including breakup phenomena.75 Single drop results can also help in explaining more complex morphology
and rheology of blends.
7.3.2.1 Basic Quantities The volume fraction of the
dispersed phase in two-phase blends can be expressed
as φ. If φ is far lower than 1, discrete droplets will
be dispersed in a continuous matrix. As φ increases, the
blend will pass through a cocontinuous structure near the
inversion point and eventually experience phase inversion,
with the original matrix fluid becoming the dispersed phase
and the original dispersed phase becoming continuous
phase.47
Single droplet behavior is normally determined by the
following two dimensionless quantities:
7.3.2.2 Deformation The problem of deformation of a
viscous drop immersed in a viscous fluid subjected to
the external flow was initiated by Taylor.59,61 It has long
been realized that drop deformation results from competing
phenomena: the viscous drag promotes the deformation
while the interfacial tension resists it. In general, the drop
tends to assume a prolate shape with the major axis oriented
at an angle to the flow direction. Both the elongation and
the angle depend on physical properties and on the applied
flow field.64 If some critical condition is overcome, a stable
stationary shape can no longer be attained.
Two quantities are typically introduced to describe the
distorted drop in a planar flow: the deformation parameter
D and the orientation angle θ . The deformation parameter
D is defined as the ratio D = (L − B )/(L + B ), where L and
B are the drop length and breadth, respectively, in the plane
of flow as shown in Figure 7.12 and θ is the angle of the
major axis with respect to the flow direction.
As mentioned above, the shape of an ellipsoidal droplet
can be described by the ellipsoidal morphology tensor
G. It is a positive symmetric second-order tensor, with
eigenvalues equal to the reciprocal of the square of the
semiaxes of the ellipsoid. The evolution of G can be given
by49
DGij
+ Lki Gkj + Gik Lkj = 0
(7.33)
Dt
where D/Dt represents a material derivative and Lij is the
velocity gradient tensor inside the droplet (=∂ u i /∂ x j ).
Once the velocity field is determined, that is, tensor L is
known, the shape evolution of the droplet can be obtained
by any morphological parameter, and droplet shape at any
time can thus be depicted. Expressions of several popular
(a)
(b)
FIGURE 7.12 Sketch of droplet geometrical parameters: (a)
flow plane and (b) vorticity plane.
208
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
ellipsoidal droplet models are outlined in the following
sections.
7.3.2.2.1 MM Model
pressed as72
The velocity gradient can be ex-
Lij = wijA + f2 eijA +
f1
2τ
3Gij
− δij
Gkk
(7.34)
where τ = ηm R/ is a characteristic time; e ij and wij
are deformation rate tensor and vorticity tensor of the
applied flow field, respectively, following e ij = (Lij + Lji )/2,
wij = (Lij − Lji )/2; and f 1 and f 2 have to be determined
through asymptotic limits and are generally written as
40(p + 1)
,
f1 =
(2p + 3)(19p + 16)
3Ca2
5
f2 =
+
2p + 3 2 + 6Ca2
(7.35)
The above model is called MM2 model . MM1 model is
attained when f 2 = 5/(2p + 3).
7.3.2.2.2 JT Model Along the principal axis of the
ellipsoid, the velocity gradient tensor of the JT model is
given by58
L = f LEshelby + (1 − f )Lslender ,
L = LEshelby ,
p < 0.1 (7.36)
p ≥ 0.1
(7.37)
where f is the mixing parameter depending on the
dimensionless length L/R of the ellipsoidal droplet; LEshelby
and Lslender can be referred in other literatures.63,66
7.3.2.2.3 Yu Model
simplified as72
7.3.2.2.5 Shear Deformation The calculation of longer
axis L is the same with that of affine deformation. And the
shorter axis B is written as
The velocity gradient tensor can be
A
Lij = wijA + (Bmnkl + Cmnkl ) Rim Ruk euv
Rvl Rjn
β
+Rim Lαmn + Lmn Rjn
(7.38)
It also includes the flow terms and the interfacial term.
Conventional empirical models are quite easy and simple
but may only be applied in limited conditions, including the
affine deformation, shear deformation, and Cox theory.
7.3.2.2.4 Affine Deformation The lengths of two shorter
axes are assumed equal during the deformation. Assuming
the semiaxis L > B , it follows
L
= 0.5γ + 0.5 4 + γ 2
R0
−0.5
B
= 0.5γ + 0.5 4 + γ 2
R0
−1
tan θ = 0.5γ + 0.5 4 + γ 2
(7.39)
(7.40)
(7.41)
where γ is the accumulated shear history experienced.
B
= −0.5γ + 0.5 4 + γ 2
R0
(7.42)
7.3.2.2.6 Cox Theory The prediction of deformation
parameter and the orientation angle is given as
D = Ca
θ=
1
19p + 16
16p + 16 (19pCa/20)2 + 1
1
1
π + tan−1
4
2
19pCa
20
(7.43)
(7.44)
In the following sections, we apply the above models
to different systems under various flow conditions. The
predictions of these models will be compared with the
available experimental data in published literature. Some
comparisons results may have been published elsewhere
and may not be listed in this chapter.
Steady Deformations The predictions of the various
models are compared with the experimental results of
steady droplet deformation in simple shear flow, as shown
in Figures 7.13 and 7.14. Several simulation results can be
found elsewhere.72
It can be seen that most models agree well with
the experimental results for both the deformation and
the orientation angle, except for the failure of the Cox
model in predicting the orientation angle at p = 3.6. The
experimental results show large scattering at large capillary
numbers, indicating that the shape of the droplet may not
exactly follow the ellipsoidal form.
Transient Deformation Transient deformation depends
on the flow field and the characteristic time of the blends.
Any nonsteady deformation can be regarded as a transient
process. The capability of Yu model, MM model, and JT
model in describing such a transient process have been
examined before.72 And here we focus on the validation
of two empirical models: affine deformation and shear
deformation.
For transient deformation at start-up with small capillary
numbers, both models describe well the initial experimental
results as clearly shown in Figure 7.15, but the large
deviation from experimental data at subsequent stages
indicates that the affine and shear deformations may not be
adequate for describing the transient deformation in weak
flows.
For capillary numbers larger than the critical one,
the droplet will deform and may eventually breakup.
Predictions of transient deformation before breakup are
PHASE MORPHOLOGICAL EVOLUTION IN POLYMER BLENDS
0.5
0.5
Experimental
Experimental
MM1 Model
0.4
209
MM1 Model
0.4
MM2 Model
MM2 Model
0.3
D
D
0.3
p = 3.6
p = 0.08
0.2
0.2
COX Model
Yu Model
Yu Model
0.1
JT Model
0.1
COX Model
JT Model
0.0
0.0
0.0
0.1
0.2
Ca
0.3
0.4
0.0
0.2
0.4
Ca
0.6
0.8
40
Experimental
Experimental
20
MM1 Model
35
MM2 Model
MM2 Model
10
COX Model
45 – θ
45 – θ
15
20
Yu Model
p = 0.08
COX Model
10
Yu Model
5
JT Model
p = 3.6
Experimental
JT Model
0
0.0
0.1
0.2
Ca
0.3
0.4
0
0.0
0.1
0.2
Ca
0.3
0.4
FIGURE 7.13 Steady deformation in simple shear flow for
p = 0.08. Source: The experimental results are from Torza et al.76
FIGURE 7.14 Steady deformation in simple shear flow for
p = 3.6. Source: The experimental results are from Torza et al.76
shown in Figure 7.16. As can be seen, affine deformation
seems to describe the slender deformation well, as it
assumes an equal length of two shorter axes, while shear
deformation appears better for the deformation of flat sheet
at extremely large capillary numbers.
Results of reversing the direction of shear after
the droplet reaches its steady shape are displayed in
Figure 7.17. Owing to the equal length assumption of two
shorter axes, results from affine deformation are not listed.
It is clear that shear deformation model fails to describe
this phenomenon well.
When the capillary number is slightly greater than the
critical value, the mode of breakup depends on the viscosity
ratio. For example, when p is far lower than 1, the drop
assumes a pointed sigmoidal shape and small droplets
are released from the ends (tip streaming). For p ≈ 1, the
slightly extended drop will breakup via a dumbbell shape,
that is, the central portion of the droplet gradually necks
until the droplet breaks into two daughter droplets, with
small satellite droplets scattered in-between.47
When Ca is much greater than Cacrit , the original liquid
drops are extended into long slender filaments because
of affine stretching and local radii are decreased so that
the interfacial tension becomes dominant, which tends to
minimize the interfacial area between the two phases. The
filament will subsequently break up by a capillary-wave
instability (Rayleigh instability).
Basic parameters governing droplet breakup are outlined
as follows:
7.3.2.3 Break When a droplet is subjected to flow, it
will deform, orient, and possibly break up. The droplet
behavior is dependent on its viscosity ratio, the capillary
number, the flow type (shear vs elongation ratio), etc.
For capillary numbers Ca less than a critical value Cacrit ,
the droplet will arrive at a steady shape and orientation.
210
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
1.4
L/R
B/R W/R
10
Ca = 0.24, p = 1.4
L/R
B/R
W/R
1.2
L/R, B/R, W/R
L/R, B/R, W/R
1.3
Experimental
Affine
Shear
1.1
1.0
P = 1, Ca = 5.0
MM1 Model
Affine
Shear
L/R B/R W/R
Experimental
1
0.9
0.1
0.8
0
1
2
Strain
3
0
4
FIGURE 7.15 Transient droplet deformation in simple shear
flow. Source: The experimental results are from Guido and
Villone.48
4
L/R
B/R W/R
Cacrit —The critical capillary number is defined as the
minimum capillary number required in case of breakup
of a deformed drop. It depends on the type of flow and
is customarily plotted as a function of p. For simple
shear, breakup of droplet is impossible if the viscosity
ratio exceeds 4, whereas in elongation, it becomes possible
whatever the viscosity ratio is. The following de Bruijn
empirical equation of Cacrit is widely adopted for shear
flows78 :
log10 Cacrit = −0.506 − 0.0995 log10 p + 0.124(log10 p)2
0.115
−
log10 p − log10 4.08
(7.45)
Although the critical capillary number will be related to the
elasticity ratio in viscoelastic systems, incorporation of this
parameter is impossible because of the lack of elasticity
effects.
The conditions of breakup are limited to isolated
drops. In more concentrated systems, however, this relation
requires modification. As droplets impinge against each
other, drops will be destabilized and breakup becomes
easier, indicating a lower final critical capillary number.
It has been shown that breakup predictions using a critical
capillary number based on the emulsion viscosity instead
of the matrix viscosity agree well with the experimental
results, which confirms that breakup is caused by the
average emulsion stress.79
Assuming that the forces on a single droplet as being
proportional to the viscosity of the surrounding emulsion,
the breakup relation can be modified as79
p
(7.46)
ηr,em Cacrit = fGrace
ηr,em
L/R, B/R, W/R
10
8
Strain
MM1 Model
Affine
Shear
12
16
P = 1, Ca = 70
L/R B/R W/R
Experimental
1
0.1
0
4
8
12
16
Strain
FIGURE 7.16 Transient droplet deformation in simple shear
flow for large capillary number. Source: The experimental results
are from Almusallam et al.51
where ηr,em = ηem /ηm is the relative emulsion viscosity and
ηem is the emulsion viscosity.
k *—A reduced capillary number is defined as
k * ≡ Ca/Cacrit . There are four regions both in shear and
elongation, which define the general rule for droplet
deformation or breakup80,81 :
If k * < 0.1, droplets do not deform.
If 0.1 < k * < 1, droplets deform, but do not break.
If 1 < k * < 4, droplets deform and then split into two
primary daughter droplets.
If k * > 4, droplets extend into steady filaments, following the affine deformation of the matrix and may
eventually breakup under two particular conditions:
if the diameter of the fiber falls under a critical value
d *, or a capillary-wave instability occurs after the
cessation of flow.
PHASE MORPHOLOGICAL EVOLUTION IN POLYMER BLENDS
L/R
2.0
B/R
W/R
Experimental
1.8
Experimental
Fitting result
100
Shear
211
1.4
P = 0.11, Ca = 0.3
7
1.2
t*b
L\R,B/R,W/R
1.6
10
1.0
0.8
0.6
0.4
1
–2
0
2
6
4
10–4
10–3
8
t/T
10–2
10–1
Viscosity ratio
10–0
101
FIGURE 7.18 Effect of viscosity ratio on the dimensionless
time to break. Source: The experimental data are from Elemans81
and Grace.78
40
30
P = 0.11
Ca = 0.37
20
10
Experimental
0
Shear deformation
–10
–20
–30
–40
–2
0
2
4
6
8
t/T
FIGURE 7.17 Shear reversal. Source: Scatter symbols are
experimental results from Guido et al.77
t∗b —It should be noted that all the breakup mechanisms
described above (drop deformation, affine fibrillation, drop
splitting, or thread breakup) are not instantaneous but
necessitate a required time,82 which can be determined
from initial drop diameter, interfacial tension, and viscosity
ratio.78,83,84 A dimensionless time for breakup tb∗ can be
defined as tb∗ ≡ tb γ̇ /(2Ca), which can be plotted as a
function of p 78 :
tb∗ = 84p0.345 k ∗−0.559
(7.47)
The fitting result to the experimental data is shown in
Figure 7.18.
Droplet breakup normally requires that the local residence time in the flow field should be greater than the
necessitated breakup time.
D 0 ,d *—Apart from the choice of the mechanisms of
morphological changes, two parameters play an important
role in the droplet simulation: the initial diameter D 0 and
the critical fiber diameter d *. Researchers have shown that
the computation results are affected by the choice of d *
only under a given value.82 Many researchers started their
computation with the initial pellet size while forgetting
the melting zone, which often resulted in an unrealistic
prediction. It has been demonstrated that a real predictive
model could only be attained by including the melting
mechanism in the actual calculation.82
For drop splitting process that leads to two identical
smaller drops, without considering the effect of neighboring
droplets, the diameter of resulting daughter droplet after
splitting can be obtained from constant volume principle,
reading d ≈ 0.794D’.
Using the definition of time to breakup, the rate of
change of the total number of drops N d can be expressed
as
dNd
γ̇ Nd
=
(7.48)
dt
Cacrit tb∗
where Nd = π6φV
, V is the total volume of emulsion. The
D3
drop splitting rate in terms of drop diameter can therefore
be derived as85
dD
dt
=
break
−γ̇ D
3Cacrit tb∗
(7.49)
The above equation is valid as long as the reduced
capillary number k * satisfies 1 < k * < 4.
As has been mentioned earlier, the drop deforms into
a long fiber for k * > 4 and may subsequently disintegrate
under the capillary instability or interfacial tension.83,84
For the typical sinusoidal Rayleigh disturbance, the liquid
212
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
cylinder radius follows80
R (z) = R̄ + α sin
2π z
λ
(7.50)
where the average radius R̄ is expressed in terms of the
2
initial radius R 0 as R̄ = R02 − α2 and the disturbance
amplitude α grows exponentially with time as
α = α0 exp (qt)
(7.51)
where α 0 is the distortion at t = 0 and q is the growth
rate parameter. The thread breakup occurs once α = R ∼
=
0.81R 0 .
For incompressible liquids, the resulting droplets after
thread breakup can also be obtained from conservation of
volume:
3π
(7.52)
Rdrops = R0 3
2Xm
where R 0 is the initial fiber radius and X m is the dominant
wave number.
The major difficulty of the above computation comes
from the estimation of the initial distortion α 0 . As it
is obvious that breakup of fibers in quiescent state will
become almost instantaneous as the fiber diameter falls
into the submicron range, one can alternatively assume that
the break of fiber will become independent of k * once the
filament diameter decreases below a critical value d *.85
For a spherical droplet subjected to a large shear
strain, the resulting fiber length L and diameter B can be
approximated by the affine deformation model as85
B = bD0 γ −1/2
L = D0 γ ,
(7.53)
where the constant b depends on the shape of the deformed
drop, b = 1 for a spheroid, and b = (2/3)1/2 for a cylinder.
When a cylindrical fiber disintegrates, the resulting
droplets will have a diameter about twice of the fiber
diameter. The diameter of resulting droplets from the
cylindrical breakup can therefore be given by
D1 = 2
2
D0 γ −1/2
3
and breakup produces the phenomenon of morphological
hysteresis.47
Tokita86 suggested that the drop diameter in polymer
blends originates from the two competing processes:
continuous breakup and coalescence of the dispersed
particles. Experimental results87 have shown that when the
volume fraction of dispersed phase exceeds 0.5%, the final
drop size is usually larger than predicted if no coalescence
is considered.
The critical event in coalescence is a collision between
the two droplets. Colliding droplets develop a thin film of
matrix fluid separating them. The matrix fluid drains from
the film when hydrodynamic forces push the drops together
as shown in Figure 7.19.
If the film thickness falls below a critical value h c ,
then van der Waals forces become dominant, which cause
the film to rupture, leading to the coalescence of droplets.
Alternatively, the hydrodynamic forces may reverse before
the film ruptures, and in this case, the droplets separate
without coalescing.47
In the modeling of coalescence, two events have to be
considered: drops collide within a given process time and
the film between the drops drain sufficiently during the
available interaction time.80
For equal spheres following the basic external flow,
the collision frequency can be estimated. For example, in
simple shear flow, the collision frequency of an individual
drop reads
C = 8γ̇ φtloc
(7.55)
And the probability of collision reads80
Pcoll = exp
−π
8γ̇ φtloc
(7.56)
where t loc is the local residence time.
The probability for expulsing the liquid film depends on
the mobility of the interface, and the mobility is usually
determined by the viscosity ratio p: a greater p indicates
(7.54)
where D 1 is the final drop diameter after complete
disintegration.
7.3.2.4 Coalescence The droplet size will decrease because of the breakup and increase because of coalescence.
Coalescence represents a limit on our ability to obtain fine
microstructures, and the interaction between coalescence
FIGURE 7.19
Coalescence process of two deformable drops.
213
PHASE MORPHOLOGICAL EVOLUTION IN POLYMER BLENDS
pexp
for partially immobile interfaces
(7.58)
R
3
= exp − ln
k∗
for mobile interfaces
2
hc
(7.59)
The probability of coalescence p coal can thus be defined
as the product of p coll and p exp .
Although many previous investigations have been devoted to two droplets coalescence, there still remain a lot
of unsolved problems. The major difficulties come from the
shear flow field, properties of fluids, interfacial properties,
etc. Taking the interfacial properties, for instance, the effects of interfacial thickness and mobility have seldom been
studied in the coalescence process.
For simplification, theoretical analysis of coalescence often makes certain assumptions, which limit the application
of the model. To account for the complete effect of all
the basic parameters, direct numerical simulation seems a
good choice. A straightforward approach is using a mesh
that has grid points on the interface and deforms under
the flow field on both sides of the interface. Numerical
approaches include the boundary-integral and boundary element method,88 finite element method (FEM),89 and finite
difference method.90 However, the track of moving interface in these methods is at the cost of cumbersome computations. Alternatively, one can make use of fixed grid
in handling moving interfaces, which include volume-offluid method,91 level-set method,92 and diffuse interface
method.93
The coalescence rate of droplet diameter usually follows
the theoretical relation as85
dD
= CD −1 φ 8/3 γ̇
(7.60)
dt coal
where C is the coalescence constant.
The final drop diameter can be assumed as the sum of
the breakup and coalescence, yielding85
dD
dt
=
dD
dt
+
break
dD
dt
(7.61)
coal
Diameter evolution can thus be tracked by solving the
above equation over time with a finite difference method.
2.0
Deq = 0.116 + 3.259 × Φ4/3
R = 0.983
1.6
Experimental Deq
Deq (um)
that the interface is more immobile. It can be expressed
as80
9 R 2 ∗2
pexp = exp −
k
for immobile interfaces
8 hc
(7.57)
√ 3 R
pk ∗3/2
pexp = exp −
4
hc
Linear fitteed Deq
1.2
0.8
0.4
0.0
0.0
0.1
0.2
Φ4/3
0.3
0.4
FIGURE 7.20 Average equilibrium diameter of POE dispersed
in PP as a function of POE volume fraction.
As the evolution rate becomes 0 at equilibrium leading
to85
1/2
0
Deq = Deq
+ 6CCacrit tb∗ φ 8/3
(7.62)
0
is its value
where D eq is the equilibrium diameter and Deq
extrapolated to zero concentration.
The coalescence constant C for a given polymer blend
can thus be obtained by preparing various compositions of
the blend and calculated from the slope of the equilibrium
diameter D eq versus composition φ 4/3 plot.
As shown in Figure 7.20, the coalescence constant C for
the given blend is computed as C = 2.77 × 10− 15 .
The resulting droplet size after coalescence can also be
computed from volume conservation, simply as82
R∗ = R
7.3.3
2
2 − pcoal
1/3
(7.63)
Case Study
A computation of the droplet morphology development
for polymer blends along a twin-screw extruder was
conducted by Delamare and Vergnes,82 based on the
basic mechanisms of breakup and coalescence. Depending
on the value of a local capillary number and on local
flow conditions, different morphological changes were
accounted for, covering affine deformation, drop splitting,
break up by capillary instability, and coalescence. Although
the computation was performed in the twin-screw extruder
molding, it can easily be applied to other molding cases
such as the injection molding.
A blend with a polypropylene matrix (Hoechst PPU
1780) in which a terpolymer ethylene-ethyl acrylate-maleic
anhydride (Elf Atochem Lotader 3700) is dispersed (10%
214
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
(a)
(b)
FIGURE 7.22 Influence of initial diameter D 0 on morphology evolution calculation (blend 90/10, 200 rpm, 20 kg/h,
D 0 = 0.53 μm, d * = 0.3 μm).82
(c)
FIGURE 7.23 Comparison of theoretical and experimental
mean diameter (blend 85/15, 200 rpm, 20 kg/h, D 0 = 0.53 μm,
d * = 0.3 μm).82
(d)
FIGURE 7.21 Example of theoretical result (blend 90/10,
200 rpm, 20 kg/h, D 0 = 0.53 μm, d * = 0.1 μm): (a) average
diameter, (b) ratio of local to critical capillary number, (c)
ratio of breakup time to local time, and (d) probability of
coalescence.
in weight) is presented. Predicted changes along the screw
profile of mean diameter D, of the ratio of local to critical
capillary number, of the ratio of breakup time to local
residence time, and of the probability of coalescence are
presented in Figure 7.21,85 respectively. It is clear that
the change in the mean diameter is the coupled result
of breakup and coalescence. For example, when entering
the zone under pressure preceding the mixing section
(point B), conditions for fibrillation are fulfilled (k /k * ≈ 10)
and breakup occurs rapidly because the limiting value
(d * = 0.1 μm) is reached, leading to droplets of 0.2 μm
after breakup.
As has been said, the initial diameter D 0 would impact
on the computational result, as shown in Figure 7.22.82 It
appears that the choice of D 0 is not crucial as soon as
D 0 is less than 10 μm. But with D 0 = 1 mm, a fibrillar
morphology will remain all along the screw profile, as the
fibers are too big to be broken in the flow field (breakup
time of capillary instability is too high).82 And a real
predictive model should consider the melting mechanism
in the actual computation.
Simulation results were compared with experimental
data, in which the experimental dispersion was characterized by an average diameter (Fig. 7.23) and a distribution
(Fig. 7.24). It can be seen from Figure 7.23 that the magnitude and slight evolution of the morphology along the
screws are well predicted by the model.82 In addition, the
model captures the drastic change between initial and final
distributions as shown in Figure 7.24.82 Therefore, the proposed theoretical model may thus be applied to define the
best conditions for obtaining a desired morphology.82
7.4
ORIENTATION
The study of orientation is closely related to the fact that
the orientation in molecules or fibers will inevitably lead
to the anisotropy in polymer properties.
ORIENTATION
215
7.4.1.1 Uniaxial As observed in fibers and uniaxially
stretched films, the uniaxial orientation of molecular chains
in polymers can be statistically expressed as a function
of the angle θ between the symmetry axis and the chains
segments as95
3cos2 θ − 1
(7.64)
fH =
2
(a)
where f H is the Hermans orientation factor that represents
the value of second moment of uniaxial molecular orientation and ranges from −1/2 to 1. For the cubic orientation
systems, the value of Hermans orientation factor is 0.
For crystalline materials, the Hermans orientation factor
is defined by the angles between the symmetry axis and
crystallographic axes j as96
fj =
3cos2 θj − 1
2
(7.65)
The cos2 θj terms are not independent of each other but are
interconnected through trigonometric relationships. For an
orthorhombic unit cell, the Pythagorean theorem requires
that96
(b)
FIGURE 7.24 Comparison of theoretical and experimental size
distribution. (a) End of melting zone (initial choice for the
computation) and (b) die exit.
7.4.1
Molecular Orientation
Molecular orientation refers to the directional alignment
of molecular chains when subjected to either a shear
or an elongational flow. In a quiescent polymer melt,
molecular segments are in a random state, that is, in a state
of a maximum disorder. When external flow is applied,
for example, during molding processes, molecular chains
will orient along preferential directions by the flow. Part
of this orientation freezes during solidification, resulting
in anisotropy of the solid polymer properties.94 For
instance, orientation of macromolecules can cause different
properties of crystals in different directions. Therefore,
one of the biggest challenges in present polymer science
concerns the reliable prediction of molecular orientation
during processing.
On the basis of the number of principal refractive indexes, a polymer can be classified into three fundamental symmetry systems in an optical point view: cubic
(isotropic), uniaxial, and biaxial. The molecular orientation
in fabricated polymers can be characterized in terms of the
orientation factor in the following sections.
cos2 θa + cos2 θb + cos2 θc = 1,
fa + fb + fc = 0
(7.66)
It should be noted that the orientation factor of the
crystalline phase f Hc can be distinguished from the
orientation factor of the amorphous phase f Ha for a
semicrystalline polymer.
Alternatively, one can define the molecular orientation
based on the anisotropy of polarizability tensor α ij :
fH =
α11 − α22
α11 − α33
=
α0
α0
(7.67)
where α 0 is the value of the difference in polarizability
along and perpendicular to polymer chains; α 11 , α 22 , and
α 33 are the components of polarizability tensor along “1”
and perpendicular “2,3” to the symmetry axis.
7.4.1.2 Biaxial Biaxial orientation is common in polymeric films and injection-molded products. It can be represented by various sets of Euler’s angles, as a function of
the angle θ 1 of the molecular chain axis with the primary
symmetry axis 1 and the angle θ 2 of the molecular chain
axis with the second latitude 2.
For example, White and Spruiell defined the orientation
factor as97
f1B = 2cos2 θ1 + cos2 θ2 − 1
(7.68)
f2B = 2cos2 θ2 + cos2 θ1 − 1
(7.69)
216
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
The above equations are symmetric with regard to angles
θ 1 and θ 2 .
As for crystalline materials, the above equations for
biaxial molecular orientation can be derived by introducing
angles between appropriate crystallographic axes j and
defined laboratory axes 1 and 2, reading97
B
f1j
= 2cos2 θ1j + cos2 θ2j − 1
(7.70)
= 2cos2 θ2j + cos2 θ1j − 1
(7.71)
B
f2j
where θ 1j represents the angle between 1 laboratory axis
and the j -crystallographic axes, and θ 2j is the angle between
the 2 laboratory axis and j -crystallographic axes.
The birefringence measurement is one of the simplest
methods of studying molecular orientation in polymers,
which measures double refraction, namely, the existence
of two different refractive indexes in two directions. For an
anisotropic polymer, its molecular polarizability becomes a
second-order tensor as98
ni − nj =
(n̄ + 2)2 • N αi − αj
18n̄
(7.72)
where < RR>0 is the value of < RR > at rest and the endto-end distance of the molecular chain follows < R02 >=
tr < RR>0 ; λ is the relaxation time.
Defining fractional “deformation” of the population
of dumbbell subchains with respect to the equilibrium
conformation as
A=
n1 − n2
◦
=
n1 − n3
◦
(7.75)
And the constitutive equation for the subchain population can be written as94
D
1
A − ∇ν T • A − A • ∇ν = − A + ∇ν + ∇ν T
Dt
λ
(7.76)
The relaxation time, λ, is considered constant,
this means that the model is not able to predict
shear-thinning behavior of polymer melts. To remedy
situation, λ should be allowed to vary with shear rate
temperature, which was proposed as follows94 :
λ T , P , γ , χ =
where N represents the number of molecules per unit
volume, α i and α j are the polarizabilities along the principle
axes, n i and n j are the principle refractive indexes, and n̄
is a mean refractive index of the polymer. The definition of
the Hermans orientation factor for uniaxial orientation can
thus be written as
fH =
3
< RR > − < RR>0
< R20 >
λα (T , P , χ )
1 + E λα (T , P , χ ) γ 1−b
and
the
this
and
(7.77)
α (T , P , χ ) = 10−(F1 (T −B1 −B2 P ))/(F2 +T −B1 ) h (χ )
e2
h (χ ) = 1 + e1 exp − p
χ
(7.78)
(7.79)
(7.73)
◦
where is the intrinsic birefringence of the polymer.
Qualitatively, the orientation of macromolecules along a
preferred direction is the result of a competition between
the characteristic relaxation time λ, which is a function
of thermomechanical and crystallinity histories, and the
flow characteristic time, t f , which is the reciprocal of the
deformation rate.1 A high ratio of t f /λ corresponds to a high
orientation level. The most appreciated model would be
the Leonov constitutive equation, upper convected Maxwell
models, and, more recently, Pom–Pom model.99,100
A nonlinear formulation of the elastic dumbbell
model101 has been widely adopted in describing the evolution of molecular orientation by the effect of kinematics
obtained using a viscous approach. If R is the end-to-end
vector of a molecular chain and the symbol < > is the
average over the configuration space, the second-order
conformation tensor < RR > can be linked to the velocity
gradient, ∇ ν by the elastic dumbbells as102
D
< RR > −∇ ν • < RR > − < RR > • ∇ ν T
Dt
1
< RR>0 − < RR>
=
(7.74)
λ
7.4.2
Fiber Orientation
During the injection molding process of fiber-reinforced
composites, the molten polymer and the fibers flow
as a suspension into the mold cavity when injected
through a gate under high pressure. When the fibers
are transported along with the resin, they will change
their orientation during the flow. The complicated flow
phenomena normally create variations in the orientation
throughout the part. Deformation of the suspension can
influence fiber orientation state and conversely the flow
will also be influenced by fiber orientation. The frozen-in
orientation of fibers will greatly affect the microstructure
and final properties of the molded product. One of the key
issues is to find the orientation of the fibers, as they flow
into the mold cavity.6
Qualitatively, fibers align in the direction of shear and
stretching. And a skin/core effect has been observed in
many injection-molded parts. Specifically, fibers are aligned
in the flow direction near the surface, and they can be
oriented transverse to the flow direction, which can be
explained from the flow kinematics. Any motion of the
fiber must necessarily involve a cooperative motion of
neighboring fibers.
ORIENTATION
According to the fiber volume fraction φ and the fiber aspect ratio a R (defined by the length-to-diameter ratio L/d ),
fiber suspensions can be classified into three concentration
categories: dilute, rodlike, and concentrated fibers.
1. Dilute Suspensions: the volume fraction satisfies
φaR2 < 1, and each fiber rotates freely.
2. Rodlike Fibers: the volume fraction satisfies
φ = nπ d 2 L/4, where n is the number density of the
fibers.
3. Concentrated Suspensions: the volume fraction satisfies φa R > 1. As the average distance between fibers
is less than the fiber diameter, fibers cannot rotate independently except around their symmetry axes. And
the suspension with 1 < φaR2 < aR is called semiconcentrated , where each fiber has only two rotating
degrees of freedom. Most commercial composites
commonly used in injection molding fall into the
semi- or highly concentrated regimes.103
Isotropic constitutive models are no longer valid for
injection-molded fiber-reinforced composites. Unless the
embedded fibers are randomly oriented, fiber orientation
in the fiber-reinforced composites should be accounted for
and anisotropy in the thermomechanical properties of the
injection-molded products should be introduced.
A lot of research has been carried out in predicting
the fiber orientation. A typical example would be Folgar
and Tucker’s work104 on modeling the motion o f a single
fiber in concentrated suspensions. Their approach, based on
Jeffery’s equation105 , which is only valid for dilute fiber
suspensions without considering fiber–fiber interaction,
added the interaction that occurs between fibers through a
diffusion term. The governing equation for fiber orientation
in planar flows can be derived as
θ̇ =
∂vx
∂vx
−CI γ̇ ∂ψ
− cos θ sin θ
− sin2 θ
ψ ∂θ
∂x
∂y
∂v
∂v
y
y
+ cos2 θ
+ sin θ cos θ
(7.80)
∂x
∂y
where θ is the angle at which the fiber is oriented with
respect to the flow field, ψ is the orientation distribution
function, v x and v y are the derivatives of velocity, and C I
is an empirical constant called the interaction coefficient,
which can be considered as a measure of the intensity of
fiber interactions in the suspension. C I is assumed to be
isotropic and independent of the orientation state, as a first
approximation.
Instead of representing the orientation of a fiber by a
single angle θ , Advani and Tucker77 developed a more
efficient method in representing the fiber orientation, with
the use of the comments of a unit vector along the
fiber axis and various second-order tensors. This approach
217
dramatically reduced the computational requirements when
solving the equations using the Folgar–Tucker method.
Adopting a unit vector p to specify the fiber orientation
in suspensions, the probability distribution function of the
fiber orientation can be described by the second- and fourthorder orientation tensors < pp > and < pppp > (or, in
Cartesian tensor notation, a ij and a ijkl ), where the angular
brackets denote the average with respect to the probability
density function. The orientation p of each fiber depends on
its initial configuration, aspect ratio, the number density of
fibers in the suspension, and the shear deformation.103 The
Folgar–Tucker model in terms of the orientation tensors
can be formulated as follows106 :
Daij
= ωik akj − aik ωkj + λ Dik akj + aik Dkj − 2Dkl aijkl
Dt
+2CI δij − αaij
(7.81)
where δ ij defines the unit tensor; ωij the local vorticity,
defined as ωij = (v i , j − v j , i )/2; D ij is the rate of strain
tensors; α is a constant that equals 3 for three-dimensional
orientation and 2 for planar orientation to satisfy the
condition tr < pp > = 1; and λ is a function
of the fiber
aspect ratio defined as aR2 − 1 / aR2 + 1 .
In order to express the fourth-order tensor in terms of
the second-order tensor, a closure approximation is needed.
Different forms of closure approximations have been
proposed, including the quadratic, hybrid, and composite
approximations. And the validity of the closure schemes
depends on the type of flow and the degree of alignment
of the fibers.
The major obstacle with the use of the Folgar–Tucker
model is the determination of the C I value. A direct
numerical simulation of fiber–fiber interaction for simple
shear flow was recently developed by Fan et al.107 Shortrange interaction is modeled by lubrication forces and longrange interaction was calculated using the boundary element
method. The components of both the second- and fourthorder tensors a ij and a ijkl can be obtained by an appropriate
averaging procedure, and their numerical values are then
used in an anisotropic version of Folgar–Tucker’s rotary
diffusion equation to determine the interaction coefficient
in the defined shear flow as follows103 :
Daij
= ωik akj − aik ωkj + λ Dik akj + aik Dkj − 2Dkl aijkl
Dt
− 3γ̇ Cjk akj + Cjk aik + 6γ̇ Ckl aijkl
(7.82)
+ 2γ̇ Cij − Ckk aij
where the symmetrical second-order tensor C ij accounts for
the anisotropic behavior and is extended from the isotropic
diffusivity C I δ ij . Once the tensor C ij has been determined,
the evolution of fiber orientation in injection molding can
be simulated.
218
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
z/b
(a)
z/b
(b)
FIGURE 7.25 Gapwise distribution of birefringence n at
various radial locations at the end of cooling (packing pressure = 0
MPa): (a) Experimental data and (b) numerical analysis results.108
7.4.3
Case Study
7.4.3.1 Molecular Orientation Molecular orientation in
injection-molded products was analyzed by Kim et al.,108
through a numerical simulation and experimental measurement of birefringence. A center-gated disk was presented
as the specimen. The relationship between the birefringence
and residual stress for polymeric materials under stress is
well established in terms of the stress-optical law.
Numerical analysis results have been compared with
the corresponding experimental data for the case of no
packing stage (i.e., zero packing pressure) in Figure 7.25108
and for the case of a packing pressure of 16.5 MPa
and a packing time of 6.0 s in Figure 7.26.108 As can
be seen, the most important effect of the packing stage
on the birefringence distribution is the appearance of an
(a)
(b)
FIGURE 7.26 Gapwise distribution of birefringence n at
various radial locations at the end of cooling (packing pressure = 16.5 MPa): (a) Experimental data and (b) numerical analysis results. The meaning of symbols is the same as explained in
Figure 7.25.108
inner peak in addition to the outer peak appearing during
the filling stage, as one can find when Figure 7.26 is
compared with Figure 7.25. The inner peak appearing
with packing is due to the deformation, and thus more
molecular orientation is obtained when additional flow is
allowed into the cavity, while the outer peak, which appears
during the filling stage, remains unchanged in postfilling
stages, as the birefringence is already frozen near the cavity
wall.108
It is clear that the overall shapes of the birefringence
distribution of the numerical analysis results are in
good agreement with experimental measurements for both
cases. However, numerical analysis of birefringence values
appears smaller than the experimental data, possibly
because the stress-optical coefficient might not be a constant
ORIENTATION
219
(a)
(a)
(b)
FIGURE 7.28 Filling simulation results for a tension test
specimen: (a) filling pattern (step increment = 0.0464 s, filling
time = 0.8807 s) and (b) velocity field.
(b)
FIGURE 7.27 Gapwise distribution of birefringence n at the
end of the cooling at (a) melt temperature = 200 ◦ C (t = 8.090 s)
and (b) melt temperature = 240 ◦ C (t=8.412 s).108
as used in this numerical analysis, or the overall modeling
via the Leonov model is not accurate enough for this kind
of prediction.108
Significant effect of melt temperature on the simulated
birefringence distribution is shown in Figure 7.27.108 (The
meaning of symbols is the same as explained in Fig. 7.25.)
As melt temperature increases, the birefringence decreases
particularly near the cavity wall, because of the fact that
the frozen layer gets thinner and the duration time, when
the elastic stress can be relaxed, gets longer as melt
temperature increases.
7.4.3.2 Fiber Orientation A numerical simulation
program to predict the transient behavior of fiber
orientations together with a mold filling simulation for
short-fiber-reinforced TPs in arbitrary three-dimensional
injection mold cavities was developed by Chung and
Kwon.109 The Folgar–Tucker model introduced above was
employed, with the hybrid closure approximation given
for the three-dimensional orientation for the fourth-order
tensor a ijkl . And the fiber orientation tensor is determined
at every layer of each element across the thickness of
molded parts with appropriate tensor transformations for
arbitrary three-dimensional cavity space.
Numerical simulations have been carried out for cavity
geometry of a tension test specimen with a pin-end gate.
The successive flow fronts and the velocity fields are
shown in Figure 7.28109 after the cavity gets filled. The
diverging flow around the gate is followed by parallel flow,
converging-parallel-diverging and parallel flow in sequence.
In order to study the effect of the fiber–fiber interaction
coefficient C I , orientation state under two conditions was
simulated, as shown in Figure 7.29 (C I = 0.001)109 and
Figure 7.30 (C I = 0.05).109 The orientation fields at the end
of filling at four different layers are represented by three
eigenvectors with the magnitude of each eigenvalue of the
second-order orientation tensor plotted.
It is clear that the fiber orientation state approaches
the randomized orientation state as the magnitude of C I
increases.109
220
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
(a)
(b)
(c)
(d)
(a)
(b)
(c)
(d)
FIGURE 7.29 Fiber orientation state when the cavity is filled
for a tension test specimen at (a) z = 0, (b) z = 0.2b, (c) z = 0.4b,
and (d) z = 0.9b.
FIGURE 7.30 Fiber orientation state with C I = 0.05 when the
cavity is filled for a tension test specimen at (a) z = 0, (b) z = 0.2b,
(c) z = 0.4b, and (d) z = 0.9b.
To investigate the effect of the initial orientation state at
the gate, the transient fiber orientation states at the center
layer is shown in Figure 7.32,109 with the aligned initial
condition at the gate as injection mold filling proceeds.
At the initial stage, fibers around the gate are aligned
to be perpendicular to the flow direction because of the
strong diverging flow, as shown in Figure 7.32a. As the
melt front advances, fibers near the gate tend to follow the
initial orientation, as indicated in Figure 7.32b–d, probably
because the diverging flow around the gate becomes weaker
because of the geometrical effect of the specimen, and
the convective transport from the gate becomes relatively
dominant.109 Meanwhile, fiber orientation away from the
gate is not affected much by the initial orientation.
7.5.1
7.5
NUMERICAL IMPLEMENTATION
The modeling and simulation results of crystallization,
phase morphology, and orientation have been discussed
earlier. This section briefly introduces their numerical
implementation.
Coupled Procedure
In general, the numerical implementation is particularly
challenging because relevant physical processes must be
accounted for at two vastly different length scales.110 On
the macroscale, the flow in the injection machine must be
modeled. And it has been well established that the flow
in the mold cavity during the injection molding process
is a transient process. On the micro scale, the morphological behavior of dispersed phase, including deformation,
reorientation, and advection of the microstructure, must be
calculated. Although each situation can be addressed individually with existing models and methods, little work has
been made on the combined problem. The primary concern
could be developing a strategy that allows simultaneous representation of microstructural detail and global variations
in microstructure, while accurately modeling both macroscopic complex flows and microstructural evolution.110
For simplification, a semicoupled method can be used to
consider the interactive effects of flow field and microstructure. The calculation in each modeling is done separately.
And the result of flow field simulation provides the input
NUMERICAL IMPLEMENTATION
221
At every moment, the following steps are obeyed:
1. the variable distribution (velocity, temperature, pressure, and viscosity) is obtained by solving the constitutive equation of the flow field;
2. the local flow field details are substituted into the microstructure constitutive equation and the microstructure distribution at that moment is obtained;
3. the rheological parameters are updated based on the
microstructure distribution;
4. the above steps should be followed again and again
until the iteration ends, and the final morphology
distribution results.
7.5.2
(a)
(b)
(c)
(d)
FIGURE 7.31 Transient orientation state at core layer (z = 0)
with aligned initial condition at the gate at (a) t = 0.081 s, (b)
t = 0.255 s, (c) t = 0.557 s, and (d) t= 0.881 s.
parameters for the calculation of the microstructure evolution, and in turn, the result of microstructure simulation
affects the flow field by changing the rheological properties of the blends. A sketch for the semicoupled modeling
of polymer blends in injection molding has been illustrated
in Figure 7.32.
FIGURE 7.32
Stable Scheme of the FEM
The FEM is most widely used in the simulation of injection
molding for its better applicability to the complex geometry
of the thin-walled injection-molded product. When integrating the governing equations, assumption should be made
on how the physical quantities vary between nodes, because different assumption will lead to different discrete
scheme. The standard Galerkin method, which has been
discussed in Chapter 4, uses the shape function N β as
the weighting function, but false oscillation will appear
once there are convection terms, and the numerical instability will grow as the convection strengthens. To address
this problem, Steamline-Upwind/Petrov-Galerkin (SUPG)
method is used.111 This method introduces artificial dissipation terms (the derivatives of the shape functions) in
the streamline direction to improve the shape functions.
Besides, while solving the NS equation by the standard
Galerkin method, the pressure and velocity are solved cooperatively by equal-order interpolations, which often produces singular stiffness matrix, so the pressure results are
not quite ideal or even loses physical sense. The pressurestabilizating/Petrov-Galerkin (PSPG) method, with stable
Semicoupled modeling of polymer blends in injection molding.
222
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
discrete scheme, overcomes this problem and is able to
eliminate the numerical oscillation and guarantee the compatibility of the interpolation space.112
The injection molding process is typically convection
dominant (the Reynolds number is high). To get rid of the
numerical oscillation problem and get satisfactory results,
both the SUPG and PSPG methods should be used to solve
the governing equations (NS equations, temperature and
microstructure equation).
7.5.3 Formulations of the Velocity and Pressure
Equations
The spatial region is divided into e , e = 1, 2, . . . , n el ,
where n el is the total number of the elements. Within an
element region e , assume that on the boundary h , the
stress σ (x , y, z )ij n j = h , where n j is the outer normal
unit vector on the boundary and h is a known load
function, the standard Galerkin method discrete scheme of
the incompressible NS equation reads
equation; the third term on the right-hand side of the mass
conservation equation represents the standard Galerkin
scheme, which is also called the incompressible restrictive
condition; the fourth term represents the PSPG stabilizing
term, which is a product of the perturbing term τ PSPG ∇ q
and the residual of the momentum conservation equation,
2
where τPSPG = ρh
4η is the PSPG stabilizing factor, h
representing a certain characteristic length of the element,
and h representing the load on the boundary . Obviously,
when τ PSPG = 0, the above equation is reduced to the classic
Galerkin scheme.
Assuming that q = 0 and w = 0, it is obtained that
ηwj (ui,j + uj,i )d =
(7.83)
(7.84)
where the symbol (·, ·) represents the inner product, while
w and q represent weighting functions, which equal the
shape functions of the element.
The incompressible NS equation is simplified as
∇ · σ = f (momentum conservation equation) and ∇ · u = 0
(mass conservation equation), then the PSPG discrete
scheme within the whole solved region can be simplified
as
w • (∇ • s − f)d +
e
e
τPSPG ∇q • (∇ • s − f)d = 0
(7.85)
Substituting the concrete forms of every term of the
equation, the pressure FEM equation is obtained based on
the PSPG scheme:
hw,j ui,j + uj,i d −
+
quj,j d −
nel
e=1
w,j P δij d
e
η ui,j + uj,i − Pj δij d =
τPSPG • ρ −1 q,j δij
wh d
+
ρqui,i d
e
e
τPSPG q,i η(ui,j + uj,i ),j d
•
(7.86)
The first two terms on the left-hand side and the
terms on the right-hand side of the equation represent the
standard Galerkin scheme of the momentum conservation
(7.88)
Assuming that w = N α and q = N α , where α = 1, 2, 3, 4
is the index of the tetrahedron element node, from the above
equation, the FEM schemes of the velocity and pressure
equation can be obtained as
e
e
−
e
ηNα,j Nβ,j ui α + Nβ,i uj α d
e
Nα,j Nβ Pβ δij d =
e
e
Nα Nβ,i ui β d +
e
Nα h d
nel
e
e
(7.89)
τGLS ρ −1
Nα,i Nβ,i Pβ d = 0
+
τPSPG q,i p,i d = −
e
q • (∇ • u)d
wh d
(7.87)
w, rui,t + ruj ui,j + (D (w) , 2hD (u)) + w,i , P,i δ ij
= (w, h )h
q, ui,i = 0
wj P δij d +
(7.90)
where N β is the above-mentioned interpolating function.
The velocity and pressure can be solved separately.
As the equations include both the pressure and velocity
parameters, an iterative procedure should be used, as shown
in Figure 7.33.
In the solving process, it is necessary to amend the
results when the velocity and pressure are renewed, to
ensure the stability of the computational process. For
example, the low relaxation strategy can work
P k+1 = ς P k + (1 − ς ) P k+1 ,
uk+1
= ς uki + (1 − ς ) uk+1
i
i
(7.91)
where ζ is the relation factor, with the value ranging
between 0 and 1.
NUMERICAL IMPLEMENTATION
223
where C V and K represent the specific heat capacity and the
coefficient of heat conductivity of the material, respectively,
and τ SUPG is the SUPG stabilizing factor, determining the
value of the artificial dissipation term introduced in the
streamline direction.
By comparing the value of t
2 (it represents the transient
character of the fluid, where t is the time step adopted
in the computation), 2 hu (it represents the convection
2
FIGURE 7.33
Solving steps of velocity–pressure equations.
h
character of the fluid), and 4V
(it represents the diffusion
character of the fluid), the value of τ SUPG can be optimized
and usually approaches the smallest of the above three
h
t
h2
values. For instance, when t
2 << 2 u and 2 << 4V ,
the velocity equation is transient-state-dominant, it can be
set that τSUPG ≈ t
2 . When the three values have nearly
the same order of magnitude, it can be adopted that
2 2
τSUPG = (( t
) + ( 2 hu )2 + ( h4v2 )2 )−1/2 . The expression of
τ SUPG can also be optimized and simplified according to
need, such as the expression τSUPG = (( 2 hu )2 + ( h4v2 )2 )−1/2
that could be used when the flow field is in stable state,
with the disappearance of the transient-state term. The
definition of the character length h will affect the value
of the stabilizing factor, thus influencing the accuracy of
the final computation results. For the linear tetrahedron
element, h is defined to be the largest or smallest side
length, or the length along the streamline of the element.
Ignoring the high order terms, it is obtained after
arrangement that
7.5.4 Formulations of Temperature and
Microstructure Equations
In general, the governing equations of the evolution of temperature and microstructure are always characterized with
apparent convection. As discussed above, the traditional
standard Galerkin method, whose weighting function and
shape function are the same and numerical oscillation is
inevitable, will fail. Therefore, the SUPG method proposed
by Brooks and Hughes111 is thought to be the first stable
scheme that can manage, eliminating the numerical oscillation in the convection-dominant problem.
Assuming that there is a second boundary condition
KT , i n i = q 0 on the boundary of the energy equation
during the filling process, the SUPG scheme goes as
ρwCV T,t + ui T,i d +
+
e
e
w,i KT,i d =
e
e
e
wq0 d (7.93)
ρCV Nα + τSUPG uj Nα,j
Nβ
+ ui Nβ,i Tβn+1 d
t
KNα,i Nβ,i Tβn+1 d
+
e
e
(7.92)
e
Assuming that w = N a , the first-order backward difference T , t = (T n − T n − 1 )/t is used as the derivative of
temperature with regard to time, then the stable scheme
of the energy equation is obtained as
=
wq0 d
e
w + τSUPG uj • ∇w
e
e
2
0.5η ui,j + uj,i + ḢC d +
τSUPG uj • ∇w ρCV T,t + ui T,i − KT,ii
2 d +
w 0.5η ui,j + uj,i
e
w,i KT,i d
2 d
− 0.5η ui,j + uj,i
=
+
e
e
e
ρCV w + τSUPG uj • ∇w T,t + ui T,i d
e
Nα + τSUPG uj Nα,j
2
0.5η Nβ,k ui β + Nβ,i uk β + ḢC d
224
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
+
Nβ n
T d
ρCV Nα + τSUPG uj Nα,j
t β
e
e
+
e
e
Nα q0 d
7.6.1
(7.94)
Similarly, the stable FEM equations of the crystallization, phase morphology, and orientation can be deduced
based on the SUPG formulation, because they have the
same convection type. For example, the FEM equation of
the dispersed droplet radius derived from Equation 7.34 of
MM model is as follows:
e
=
Nβ
Nα + τSUPG uj Nα,j
+ ui Nβ,i Rβn+1 d
t
e
e
e
+
e
Nβ n
Nα + τSUPG uj Nα,j
R d
t β
e
Nα Nβ Fβ d
(7.95)
where F represents the load of the radius evolution
equation, and for simplicity, the stabilizing part of F has
been ignored.
During the postfilling stage, the effect of the convection
terms on the energy and microstructure equations can be
neglected, so the classic Galerkin scheme would not lead
to false oscillation.
7.6 MICROSTRUCTURE-PROPERTY
RELATIONSHIPS
It is well known that the final properties of polymer products depend on the properties of individual components and
the microstructure developed during processing. It is widely
accepted that knowledge of the microstructure can provide a
useful insight into the prediction of properties (mechanical,
optical, chemical, etc.) of materials. For example, variations
in microstructures in different parts of an injection-molded
product can result in substantial differences in mechanical
properties within a given molding.113
Although numerous studies have been devoted to the
structure–property relationships, most of the results focus on the qualitative relation, yet very little quantitative
progress has been made on the influence of the specific
microstructure on ultimate properties.2 The direct quantitative relationship between the microstructure described
above and properties of materials is briefly reviewed and
outlined in this section.
Effect of Crystallinity on Property
The crystalline nature of a polymer, especially the crystalline microstructures, has a major effect on its properties.
For example, polymeric materials with large spherulites will
become brittle. In general, the crystalline phase can be summarized as highly ordered and compacted, with a higher
strength and stiffness, improved service temperature and
stress relaxation properties, etc.4 In order to get acquired
properties of molded semicrystalline products, one needs to
predict and tailor the crystalline microstructure.
For processing, it has been demonstrated that crystallization has a dramatic influence on material rheological
properties. And the solidification of a semicrystalline material is essentially caused by crystallization rather than by
temperature decline in normal processing conditions.1 This
phenomenon should obviously be taken into account. Despite of the importance of this subject, very few papers have
dealt with the effect of crystallinity on viscosity, mainly
because of the difficulties in simultaneous measurement of
rheological properties and crystallinity evolution during the
same tests. And little progress has been made on linking viscosity to a crystallinity development. For example, although
it has been widely accepted that melt viscosity experiences
an abrupt increase when crystallinity degree reaches a certain “critical” value θ c , disagreements arise about the value
of this “critical” value.
In general, there are two groups of equations describing
the effect of crystallinity on viscosity of polymers1 :
equations based on suspension theories and empirical
equations. The most used equations have been briefly
reviewed by Pantani et al.1
Defining a viscosity enhancement factor ηχ as
ηχ = η/η0 , with η0 being the zero-crystalline viscosity and
η being the viscosity including the crystalline effect, the
most simplified model can be given as114
ηχ = 1 + a0 θ
(7.96)
where θ (t) is the relative crystallinity at time t and a 0 = 99.
A similar polynomial model can be written as115
ηχ = 1 + a1 θ + a2 θ 2
(7.97)
where a 1 = 0.54, a 2 = 4, and θ < 0.4.
An exponential formulation can be expressed as116
(7.98)
ηχ = exp a1 θ + a2 θ 2
with a 1 = 0.68 for spherical crystallites.
A model proposed by Titomanlio et al.34 is widely
employed
(7.99)
ηχ = 1 + f exp −h/θ m
where f , h, and m are material constants estimated from
experimental data.
MICROSTRUCTURE-PROPERTY RELATIONSHIPS
7.6.2
Effect of Phase Morphology on Property
The rheological behavior of two-phase polymer blends
is strongly affected by the flow-induced changes in
morphology.117 Therefore, morphological changes should
be predicted first in order to calculate the corresponding
stresses, and conversely, these stresses can be used to probe
the microstructure.
Stress prediction for immiscible polymer blends under
flow has been a topic of intense discussion. But the
major difficulty arises with the excess stress because
of the anisotropy of interface, which is directly related
to evolution of interface shape under flow. Stress and
deformation rate vary substantially on the micro scale, but
macroscopic measurements can only determine the average
stress in the dispersion.47
Without considering the interfacial slip, the result of
deformation rate is a rule of mixtures, following
D = (1 − φ)Dm + φDd
(7.100)
with subscripts m represents the matrix and d represents the
dispersed phase.
Considering the contribution of interfacial tension, the
average stress for incompressible phases is given by118
σ = −P I + (1 − φ) τ m + φτ d − q
(7.101)
where P is the hydrostatic pressure, is the interfacial
tension, and q is the anisotropy tensor.
The direct contribution of interfacial tension to bulk
stress known as the excess stress reads118
σ excess ≡ −q
(7.102)
For Newtonian systems, there is τ =2ηD. Substituting
this equation into Equation 7.101, it follows that47
σ = −P I + 2ηm D + 2φηm (p − 1) Dd − q
(7.103)
The Newtonian responses of the matrix, a viscous
contribution from the droplets, and the excess stress have all
been included in the above equation. Thus, the bulk stress
can easily be predicted from the microstructure q and the
average deformation rate in the droplets.
A dispersion of two immiscible liquids assumes an
enhanced elastic response at low frequencies. This elasticity
arises from the relaxation of deformed droplets relax back to
a spherical shape under the influence of interfacial tension,
with a relaxation time that scales with Rηm / . 47 This
relaxation time can last for seconds for typical polymer
blends
This enhanced elastic behavior is most easily observed by measuring the complex modulus G*(ω) =
225
G (ω) + iG (ω) in small-amplitude oscillatory shear flow,
with G (ω) being the storage modulus and G (ω) being the
shear modulus. Palierne119 provided a detailed derivation
for the viscoelastic behavior of linear viscoelastic phases,
including a distribution of droplet sizes and variations in
interfacial tension caused by a surfactant. In most cases, it
is sufficient to use the volume-average droplet radius R v
in the theory. Then, the complex modulus G* of the blend
can be written by120
1 + 3φH (ω)
G∗ (ω)
=
G∗m (ω)
1 − 2φH (ω)
(7.104)
where
H (ω) =
4 Rv 5G∗d + 2G∗m + G∗d − G∗m 19G∗d + 16G∗m
40 Rv G∗d + G∗m + 2G∗d + 3G∗m 19G∗d + 16G∗m
(7.105)
Besides the effects of phase morphology on polymeric
melts, it also greatly affects the properties of molded
(solidified) products. For instance, since the 1950s, many
studies have been focused on the mechanism of toughening
modification by blending, such as the direct absorption
of rubber energy theory,121 the crack core theory in the
1960s,121 the multiple craze theory,122 the shear yielding
theory,123 the shear band theory,122,124 and the cavitation
theory.125,126 Nowadays, the craze and shear band theory,
as well as the cavitation theory are widely accepted, which
are briefed with the rubber particle dispersed system as an
example in this section.
The craze and shear band theory show that in the blends
both the craze and the shear band exist simultaneously and
interact. Under external force, the rubber particles, which
disperse in the matrix, serve as the stress concentration
points, and not only induce craze but also produce shear
band at the direction of 45◦ with regard to the stress
direction. Moreover, the shear band will terminate the craze,
and the stress at the tip of the craze will help in the
formation of shear band. The emergence and evolution of
the shear band theory is bound to consume more energy,
so that the blending system obtains good toughening effect.
The cavitation theory arises from such a phenomenon that in
the plastic deformation zone near the fracture surface, there
are numerous cavities inside the rubber particles, while
inside the ones far from the plastic deformation zone, there
are little. Therefore, the cavitation of the rubber particles
is thought to lead the yield of the matrix, toughening the
plastics.
On the basis of the theory reported above, it is possible
to qualitatively describe the toughening mechanism of the
226
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
FIGURE 7.34
Failure mechanisms under impact loading with different microstructure.
PP/POE blends.127 The dissipation of impact energy in
the blends is probably due to following factors: (i) the
isolated elastic POE particles play a small but significant
role in either arresting the cracks or, at least, reducing their
propagation rate, (ii) the high adhesion of the interfacial
layer avoids early decohesion at the interphase between
the PP matrix and the POE particles, (iii) the ellipsoidal
geometry of the particles improves somehow the impact
resistance thanks to its favorable orientation perpendicular
to the crack propagation direction, that is where the
morphology of the dispersion works. Figure 7.34 shows
a schematic representation of toughening mechanisms in
the blends. For blends with most of the dispersed particles
being spherical, the crack propagates easily across the
section and leaves a smooth fracture surface. By contrast,
for blends with lots of particles highly elongated, it results
in rough fracture surfaces.
The above discussion is mainly qualitative, and as for
quantitative analysis, Nielsen summarized a blending law
of the relation between the blend property and the property
and structure of each constituent, in the case that the blend
exhibits sea–island structure.128 According to Nielsen’s
blending law, if the hardness of the dispersed phase is low
and the hardness of the continuous phase is high, the law
can be stated as 128
1 + Ai Bi d
Pm
=
P
1 − Bi ψd
where Ai =
1
A,
Bi =
Pm
Pd −1
Pm
Pd +Ai
(7.106)
, and P is the property of the
blend; P m and P d are the properties of the continuous phase
(matrix) and the dispersed phases, respectively; φ d is the
volume fraction of the dispersed phase; and A, B , and ψ
are all parameters.
A = K E − 1—K E is the Einstein coefficient, associated
with the interface, orientation, and shape of the dispersed
particles. The Einstein coefficient is not a constant but
different for different properties of the blend (the Einstein
coefficient for mechanical properties is not equal
to that
max
φd is a
for the electrical properties). ψ = 1 + 1−φ
2
φmax
function of the maximum stacking density φ max , the value
of which can be approximated as in Table 7.1.
TABLE 7.1
The Maximum Stacking Density φ max
Dispersed
Particle Shape
Sphere
Sphere
Thread (L/D = 4)
Thread (L/D = 8)
Thread (L/D = 16)
Stacking
Form
φ max
(Approximation)
Close hexagonal stacking
Simple cubic stacking
3D irregular stacking
3D irregular stacking
3D irregular stacking
0.74
0.52
0.62
0.48
0.30
It is obvious to see that Nielsen’s blending law is also
empirical, whose key parameters depend on the specific
processing condition, far from universal, and it can only
be applied to the blends where the morphology of the
dispersed phase is regular. The link between the toughening
mechanism and the final expression of the blend properties
is still not clear. However, this law anyhow gives some
valuable enlightenment to improve the blends’ properties
by refining the microstructure.
7.6.3
Effect of Orientation on Property
The contribution of molecular orientation to the viscoelastic
behavior of polymers can be obtained from the fractional
“deformation” tensor as
τ = Gs • A
(7.107)
where G s is the modulus of the polymer; A is the fractional
“deformation” of the population of dumbbell subchains with
respect to the equilibrium conformation from the nonlinear
formulation of the elastic dumbbell model.94
The Leonov constitutive equation is also widely applied,
which describes the stress tensor as
M
ηk
Ck
τ = −P 1 + sη0 ∇v + ∇vT +
λk
(7.108)
k=1
where ηk is the shear viscosity of the k th mode; λk is the
relaxation time of the k th mode; s is a rheological constant
(0 < s < 1); 1 is the unit tensor; M is the number of modes;
MICROSTRUCTURE-PROPERTY RELATIONSHIPS
and C k is the elastic strain tensor of the k th mode, whose
evolution with time is described by the following equations:
1 •
Ck Ck − 1 = 0
∂t
2λk
(7.109)
Molecular orientation is also closely related to the flowinduced stress, which can be determined from frozen-in
birefringence. Kim et al.108 applied the Leonov model to
describe the experimental data of birefringence distribution
along thickness in centre-gated PS disks. The relationship
between the birefringence and residual stress for polymeric
materials under stress is well established in terms of
the stress-optical law, meaning that a refractive index
difference N along with polarized optical principal
direction is in proportion to principal stress difference σ
as
N = Cσ
(7.110)
Ck
∂
+ v • ∇Ck − ∇v T − Ck • ∇v +
where C is the stress optic coefficient; σ = σ 1 − σ 2 is the
difference between the principle stresses.
Moreover, the anisotropic behavior caused by the fiber
orientation has a great influence on shrinkage and warpage.
As has been mentioned in Chapter 6, the total stress σ ij
is separated into an isotropic pressure P h and a deviatoric
component of stress or the extra stress τ ij . Much attention
was given on relating the extra stress to the fiber orientation
state, such as the fiber volume fraction and the fiber aspect
ratio.
The general form of the constitutive equation to describe
the stress tensor as a function of the strain rate tensor and
the fiber orientation tensor is given as129
τij = ηs γ̇ij + ηs φ γ̇kl aijkl + B γ̇ik akj + aij γ̇kj
+C γ̇ij + 2F aij Dr
(7.111)
where ηs is the solvent viscosity; φ is the particle volume
fraction; B , C , and F are material constants; and D r is the
rotary diffusivity due to Brownian motion, and this term is
usually neglected for suspensions of fibers with large aspect
ratios. a ij and a ijkl are orientation tensors defined before.
By neglecting the rotary diffusivity term when the fibers
are slender (which is usually the case in injection molding),
the above equation can be written as129
τij = ηI γ̇ij + Np γ̇kl aijkl + Ns γ̇ik akj + aij γ̇kj γ̇ij
(7.112)
where N p is a dimensionless parameter, called the particle
number, N s is the shear number, and ηI is the isotropic
contributions to viscosity from the solvent and the fibers.
The particle number N p is the key rheological parameter in
describing the behavior of a fiber suspension. Physically,
it represents the factor by which the suspension resists
227
elongation parallel to the fiber direction, as compared to
other deformations.
Under certain assumptions about the fibers and the flow,
one can establish the complete set of governing equations
to solve flow and fiber orientations simultaneously. A
lot of work has been done on micromechanical models
that estimate anisotropic elastic and thermal properties of
the fiber–matrix system based on given microstructures
of the constituent fiber and matrix materials. However,
little has been done to build quantitative relationships
between the flow-induced fiber orientation and the ultimate
dimensional stability of the molded part.103 Zheng et al.130
related shrinkage and warpage to the fiber orientation using
micromechanical models together with the PVT data to
calculate orthotropic thermal strains. Factors such as mould
constraints and viscoelasticity were not considered in the
analysis. Rezayat and Stafford131 presented an anisotropic
thermoviscoelastic formulation that was specific to the
injection molding process, without displaying numerical
results for fiber-reinforced composites.
An elastic anisotropic material generally needs 21
constants for a full characterization, which means that 21
material functions of time for the viscoelastic behavior.
Unidirectional fiber-reinforced composites can be classified
as transversely isotropic materials. In order to predict
the effective elastic and thermal properties of the shortfiber-reinforced composites, Zheng et al.103 proposed a
two-step procedure that first estimated the unidirectional
properties assuming that the fibers are fully aligned and
then applied an orientation averaging procedure to consider
the fiber orientation distribution. For the first step, they
used a micromechanical model proposed by Schapery,
and the expression for longitudinal and transverse thermal
expansion coefficients (denoted as α 1 and α 2 , respectively)
of unidirectional fiber-reinforced composites with isotropic
fibers embedded in an isotropic matrix based on energy
considerations are written as132
Ef αf + Em αm (1 − φ)
(7.113)
Ef φ + Em (1 − φ)
α2 = (1 + νm ) αm (1 − φ) + (1 + νf ) αf φ − α1 ν12 (7.114)
α1 =
where the subscripts f and m denote fiber and matrix,
respectively, E denotes the Young’s modulus, and ν denotes
the Poisson ratio.
For an anisotropic elastic solid, Hooke’s law can be
written as
(e)
σij = cijkl
εil
(7.115)
where σ ij and εil are the stress and strain tensors,
(e)
respectively. cijkl
is the elastic constant tensor called the
stiffness tensor.
The orientation averaging procedure can be adopted
using the predicted orientation tensors. The relevant results
are given by106
228
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
(e)
< cijkl
> = B1 aijkl + B2 aij δkl + akl δij
+B3 aik δjl + ail δjk + ajl δik + ajk δil
+B4 δij δkl + B5 δik δjl + δil δjk
(7.116)
αij = (α1 − α2 ) aij + α2 δij
(7.117)
where the five constants, B i , are invariants of the unidirectional property tensor that can be calculated from the
unidirectional properties of the transverse isotropic material.
A linear anisotropic thermoviscoelastic constitutive
equation can thus be written as103
t
σij =
0
cijkl (ξ(t) − ξ(t ))
∂εkl
∂T
− αkl ∂t ∂t
dt (7.118)
where cijkl (t) is the viscoelastic relaxation modulus.
7.7 MULTISCALE MODELING AND
SIMULATION
Many systems can be described at different levels of
detail, or synonymously, different length scales, different
resolution, different granularity, or retaining different
degrees of freedom. Polymers, too, show a hierarchy
of length scales and associated time scales. The scales
range from Ängströms and femtoseconds for the vibrations
of atomic bonds to millimeters and seconds for crack
propagation. Moreover, the processes occurring at a certain
scale govern the behavior of the system across several
(usually larger) scales. This notion arises quite naturally
as a structure–property paradigm of polymers: the basic
constituents of polymers are atoms and molecules, and
their interactions at the molecular level (on the order
of nanometers and femtoseconds) determine the behavior
of the material at the macroscopic scale (on the order of
millimeters and milliseconds and beyond). Therefore, the
idea of performing material simulations across several
characteristic length and time scales is absolutely essential
for the basic scientific interest and great technological
importance. With the increasing availability of very fast
computers and concurrent progress in the development
and understanding of efficient algorithms, this kind of
multiscale modeling and simulation has become feasible
now.
In multiscale modeling, approximations are necessary:
the larger the complexity of a system and the longer
the involved time span of the investigated processes, the
more severe the required approximations are. Therefore,
depending on the kind of question that one asks and
depending on the desired accuracy with which specific
structural features of the considered system are resolved,
one has the choice among many different models that can
be employed on a whole span of length and time scales.133
The computational methods used so far for the polymer
systems can be roughly divided into three types: molecular
scale methods, microscale methods, and meso/macroscale
methods. Figure 7.35 provides a general overview of
different simulation techniques used on various scales in
polymer science. The following section introduces the basic
principles of some common simulation methods employed
for different scales.134
FIGURE 7.35 General overview of different simulation techniques used on various scales in
polymer science.
MULTISCALE MODELING AND SIMULATION
7.7.1
Molecular Scale Methods
The modeling and simulation methods at molecular level
usually employ atoms, molecules, or their clusters as
the basic units considered. The most popular methods
include molecular mechanics (MM), molecular dynamics
(MD), and Monte Carlo (MC) simulation. Modeling of
polymers at this scale is predominantly directed toward the
thermodynamics and kinetics of the formation, molecular
structure, and interactions. In this section, we introduce the
two widely used molecular scale methods: MD and MC.
Basically, the subatomic electronic structure of a material yields information on molecular geometry, magnetic properties, spectroscopic data, quantum mechanical
ground, and excited states and on the chemistry of materials. Modeling materials on this (electronic) scale needs to
take into account the degrees of freedom of the electrons
explicitly. Some basic simulation methods, the so-called
ab initio methods have been developed, which solve the
Schrödinger equation approximately, usually based on the
Born–Oppenheimer approximation. These electronic scale
methods are not discussed in this book.
7.7.1.1 Molecular Dynamics The MD is a computer
simulation technique that allows one to predict the time
evolution of a system of interacting particles (e.g., atoms,
molecules, granules) and estimate the relevant physical
properties.135,136 Specifically, it generates such information
as atomic positions, velocities, and forces from which the
macroscopic static properties (e.g., pressure, energy, heat
capacities) and dynamic and transport properties can be
derived by means of statistical mechanics. MD simulation
usually consists of three constituents: (i) a set of initial
conditions (e.g., initial positions and velocities of all
particles in the system), (ii) the interaction potentials to
represent the forces among all the particles, and (iii) the
evolution of the system in time by solving a set of classical
Newtonian equations of motion for all particles in the
system. The basic idea of ab initio MD methods is to
approximately solve the electronic Schrödinger equation
in each time step, thereby determining the potential
hypersurface for the actual nuclear coordinates, that is, the
effective potential energy of the nuclei.
7.7.1.2 Monte Carlo MC technique is a stochastic
method that uses random numbers to generate a sample
population of the system from which one can calculate the
properties of interest.137 An MC simulation usually consists of three typical steps: (i) the physical problem under
investigation is translated into an analogous probabilistic
or statistical model, (ii) the probabilistic model is solved
by a numerical stochastic sampling experiment, and (iii)
the obtained data are analyzed by statistical methods. MC
simulation provides only the information on equilibrium
229
properties (e.g., free energy, phase equilibrium), different
from MD simulation that gives nonequilibrium and equilibrium properties. In polymer systems, MC methods have
been used to investigate the molecular structure at surface
and evaluate the effects of various factors.
7.7.2
Microscale Methods
Polymer systems have structures much larger than what
can be studied based on the molecular scale. For example,
the properties of block-copolymer materials are strongly
influenced by the molecular segregation into mesoscale
domains with typical time scales raging from 10−8 s to
10−4 s. Dislocation dynamics, crystallizations, and phase
transformations typically occur on this scale. The modeling
and simulation methods at microscale include Brownian
dynamics (BD), dissipative particle dynamics (DPD),
lattice Boltzmann (LB), time-dependent Ginzburg–Landau
(TDGL) method, and dynamic density functional theory
(DDFT) method. Particle-based methods on this length
and time scale include many variations of MD and MC
methods using effective interaction potentials or coarsegrained methods such as DPD. Such coarse-grained models
are used when one needs to study the behavior of a system
containing plenty of molecules. Therefore, they are able to
simulate the phenomena on length and time scales currently
inaccessible by the classical MD methods.
7.7.2.1 Brownian Dynamics BD simulation138 is similar to MD simulations. However, it introduces a few new
approximations that allow one to perform simulations on the
microsecond timescale, whereas MD simulation is known
up to a few nanoseconds. In BD simulation, the explicit
description of solvent molecules used in MD simulation
is replaced with an implicit continuum solvent description.
Besides, the internal motions of molecules are typically ignored, allowing a much larger time step than that of MD.
Therefore, the BD method is particularly useful for systems where there is a large gap of time scale governing the
motion of different components.
7.7.2.2 Dissipative Particle Dynamics DPD, originally
developed by Hoogerbrugge and Koelman,139 can simulate
both Newtonian and non-Newtonian fluids, including
polymer melts and blends, on microscopic length and time
scales. Similar to MD and BD methods, DPD is a particlebased method. However, its individual particles do not
represent “elementary” particles, that is, not atoms, but
complete clusters of atoms or molecules that are treated as
classical particles. DPD particles are defined by their mass,
position, and momentum. The interaction force between two
DPD particles can be described by a sum of conservative,
dissipative, and random forces. DPD has several advantages
over MD, for example, the hydrodynamic behavior is
230
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
observed with far fewer particles than required in an MD
simulation because of its larger particle size.
7.7.2.3 Lattice Boltzmann LB140 method considers a
typical volume element of a fluid to be composed of a
collection of particles that are represented by a particle
velocity distribution function for each fluid component
at each grid point, that is, it is a hybrid particle/mesh
method. It is originated from lattice gas automaton that is
constructed as a simplified, fictitious molecular dynamics in
which space, time, and particle velocities are all discrete.
A typical lattice gas automaton consists of a regular lattice
with particles residing on the nodes. A set of Boolean
variable describing the particle occupation is defined.
During the evolution, each time step can be divided into two
substeps: (i) streaming, in which each particle moves to the
nearest node in the direction of its velocity; (ii) collision,
which occurs when particles arriving at a node interact
with each other and then change their velocity directions
according to scattering rules. An important advantage of
the LB method is that microscopic physical interactions of
the fluid particles can be conveniently incorporated into the
numerical model. Compared with the NS equations, the LB
method can handle the interactions among fluid particles
and reproduce the microscale mechanism of hydrodynamic
behavior, such as nucleation and crystallization.
7.7.2.4 Time-Dependent Ginzburg–Landau Method
TDGL method is a phase field model for simulating diffusion, phase transition, and phase separation at the microscale. It is based on the Cahn-Hilliard-Cook (CHC)
nonlinear diffusion equation for a binary blend and falls
under the more general phase field and reaction–diffusion
models.141,142 In the TDGL method, a free-energy function is minimized to simulate a temperature quench from
the miscible region of the phase diagram to the immiscible
region. Thus, the resulting time-dependent structural evolution of the polymer blend can be investigated by solving
the TDGL/CHC equation for the time dependence of the
local blend concentration. The TDGL and CDM methods
have recently been used to investigate the phase separation
of polymer blends.143 – 145
7.7.2.5 Dynamic Density Functional Theory Method
DDFT method is usually used to model the dynamic
behavior of polymer systems.146,147 The DDFT models the
behavior of polymer fluids by combining Gaussian meanfield statistics with a TDGL model for the time evolution
of conserved order parameters. However, in contrast
to traditional phenomenological free-energy expansion
methods employed in the TDGL approach, the free energy
is not truncated at a certain level, and instead retains the
full polymer path integral numerically. At the expense
of a more challenging computation, this allows detailed
information about a specific polymer system beyond simply
the Flory–Huggins parameter and mobilities to be included
in the simulation. In addition, viscoelasticity, which is not
included in TDGL approaches, is included at the level of
the Gaussian chains.
7.7.3
Meso/Macroscale Methods
Typically, the observed macroscopic behavior is usually explained by ignoring the discrete atomic and molecular structures and assuming that the material is continuously distributed throughout its volume. In general, the macroscale
methods (or called continuum methods) obey the fundamental laws of (i) continuity, derived from the conservation
of mass; (ii) equilibrium, derived from momentum considerations and Newton’s second law; (iii) the moment of
momentum principle, based on the model that the time rate
of change of angular momentum with respect to an arbitrary
point is equal to the resultant moment; (iv) conservation of
energy, based on the first law of thermodynamics; and (v)
conservation of entropy, based on the second law of thermodynamics. These laws provide the basis for the continuum
model and must be coupled with the appropriate constitutive equations and the equations of state to provide all
the equations necessary for solving a continuum problem.
The continuum methods include micromechanics models,
FEM, smooth particle hydrodynamics (SPH), equivalentcontinuum model, and self-consistent model. We discuss
here the former three methods.
7.7.3.1 Micromechanics Because the assumption of
uniformity in continuum mechanics may not hold at the microscale level, micromechanics methods are used to express
the continuum quantities associated with an infinitesimal
material element in terms of structure and properties of the
microconstituents. Thus, a central theme of micromechanics models is the development of a representative volume
element (RVE) to statistically represent the local continuum
properties. The RVE is constructed to ensure that the length
scale is consistent with the smallest constituent that has a
first-order effect on the macroscopic behavior. The RVE is
then used in a repeating or periodic manner in the full-scale
model. The micromechanics method can account for interfaces between constituents, discontinuities, and coupled
mechanical and nonmechanical properties.148
7.7.3.2 Finite Element Method The FEM is a general
numerical method for obtaining approximate solutions
in space to initial-value and boundary-value problems
including time-dependent processes. The salient feature of
the FEM is the discretization of the continuum into discrete
elements. The individual elements are connected together
by a topological map that is called a mesh. The finite
element interpolation functions are then built on the mesh,
REFERENCES
which ensures the compatibility of the interpolation. It has
been widely used in polymer systems to describe the (visco)elastic behavior of solids and the properties of fluids based
on the NS equation (computational fluid dynamics).
7.7.3.3 Smooth Particle Hydrodynamics As a modern
continuum method, SPH is based on the conservation
equations of continuum theory but avoids mesh problems of
FEM approaches.149 It can be applied both at the microscale
and at the meso/macroscale, with typical associated length
scales ranging roughly from 10−6 to 102 m. Instead of
discretizing a continuum system into a discrete algebraic
system, SPH is a particle-based mesh-free approach, which
replaces the continuum equations by a set of particle
equations that approximate the continuum and, at the same
time, provide a rigorous model of the underlying, and
more fundamental, molecular system. There is no need
for any predefined connectivity between these particles.
SPH approximates the particles in the current domain
by introducing kernel functions that can serve as an
interpolation field. SPH is attractive in many applications
especially in hydrodynamic simulations in which the
density is a field variable in the system equations.
7.7.4
Multiscale Strategies
All the methods mentioned above have been applied side
by side to polymers, for many years, and with success.
The challenge for multiscale simulations is to move, as
seamlessly as possible, from one scale to another so
that the calculated parameters, properties, and numerical
information can be efficiently transferred across scales. In
particular, the challenge for polymer systems is to predict
accurately their hierarchical structures and behaviors and to
capture the phenomena on length scales that span typically
5–6 orders of magnitude and time scales that can span
a dozen orders of magnitude. Until recently, however,
multiscale methods with rigorous bridging between the
different scales have been few and far between.
In general, there are two basic strategies of mutiscale methods: sequential150,151 and concurrent multiscale
approaches.152 – 154 In sequential approaches, a series of hierarchical computational methods are linked in such a way
that the calculated quantities from a computational simulation at one scale are used to define the parameters of
the model operative on the adjoining larger scale. This sequential strategy has proven effective in systems in which
the different scales are weakly coupled. Most of multiscale
simulations that are actually in use are sequential, such as
all MD simulations whose underlying potentials are derived
from ab initio calculations.
In concurrent (or parallel) approaches, several computational methods are linked together in a combined
model in which different scales of material behavior are
231
considered concurrently and communicated using some sort
of handshaking procedure.155 – 157 Such approaches are necessary for systems, whose behavior at each scale inherently
strongly depends on what happens at the other scales, for
example, dislocations, grain boundary structure, or dynamic
crack propagation in polycrystalline materials. While intellectually most appealing, these approaches have not yet
been developed into a general scheme.
REFERENCES
1. Pantani R., Coccorullo I., Speranza V, et al., Modeling of
morphology evolution in the injection molding process of
thermoplastic polymers. Progress in Polymer Science, 2005.
30(12): 1185–1222.
2. Tucker C.L., Fundamentals of Computer Modeling for Polymer Processing. Computer Aided Engineering for Polymer
Processing. 1989, New York: Hanser Publishers.
3. Rosato D.V., Rosato D.V., Rosato M.G., Editors, Injection
Molding Handbook. 3rd ed. 2000, Dordrecht: Kluwer
Academic Publishers.
4. Guo J., Numerical Simulation of Stress-induced Crystallization of Injection Molded Semicrystalline Thermoplastics.
2000, Newark: New Jersey Institute of Technology.
5. Baird D.G., Collias D.I., Polymer Processing: Principles and
Design. 1995, Oxford: Butterworth-Heinemann.
6. Advani S.G., Sozer E.M., Process Modeling in Composites
Manufacturing. Manufacturing Engineering and Materials
Processing, Marinescu L., Editor. 2003, New York: Marcel
Dekker, Inc.
7. Guo X.P., Crystallization, Microstructure, Residual Stresses
and Birefringence in Injection Molding of Semicrystalline
Polymer: Simulation and Experiment. 1999, Akron: University of Akron.
8. Katti S.S., Schultz M., The microstructure of injectionmolded semicrystalline polymers: a review. Polymer Engineering & Science, 1982. 22(16): 1001–1017.
9. Isayev A.I., Chan T.W., Shimojo K., et al., Injection molding
of semicrystalline polymers. I. Material characterization.
Journal of Applied Polymer Science, 1995. 55(5): 807–819.
10. Isayev A.I., Chan T.W., Gmerek M., et al., Injection molding
of semicrystalline polymers. II. Modeling and experiments.
Journal of Applied Polymer Science, 1995. 55(5): 821–838.
11. Ying J., Microstrueture and Properties of PP/POE Blends.
2008, Wuhan: Huazhong University of Science and Technology.
12. Avrami M., Kinetics of phase change: III. Granulation, phase
change and microstructure. Journal of Chemical Physics,
1941. 9(2): 177–184.
13. Godovsky Y.K., Slonimsky G.L., Kinetics of polymer
crystallization from the melt. Journal of Applied Polymer
Science, 1974. 12(6): 1053–1080.
14. Nakamura K., Watanabe T., Katayama K., et al., Some aspects of non-isothermal crystallization of polymers. I. Relationship between crystallization temperature, crystallinity,
232
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
and cooling conditions. Journal of Applied Polymer Science,
1972. 16(5): 1077–1091.
Nakamura K., Katayama K., Amano T., Some aspects of
nonisothermal crystallization of polymers. II. Consideration
of the isokinetic condition. Journal of Applied Polymer
Science, 1973. 17(4): 1031–1041.
Hoffman J.D., Lauritzen J.I., Crystallization of bulk polymers with chain folding: theory of growth of lamellar
spherulites. Journal of Research of the National Bureau of
Standards, 1961. 65A: 297–336.
Bianchi O., Oliveira R.V.B., Fiorio R., et al., Assessment of
Avrami, Ozawa and Avrami-Ozawa equations for determination of EVA crosslinking kinetics from DSC measurements.
Polymer Testing, 2008. 27(6): 722–729.
Sajkiewicz P., Carpaneto L., Wasiak A., Application
of the Ozawa model to non-isothermal crystallization
of poly(ethylene terephthalate). Polymer, 2001. 42(12):
5365–5370.
Liu S.Y., Yu Y.N., Cui Y., et al., Isothermal and nonisothermal crystallization kinetics of nylon-11. Journal of Applied
Polymer Science, 1998. 70(12): 2371–2380.
Liu T.X., Mo Z.S., Wang S.G., et al., Nonisothermal melt
and cold crystallization kinetics of poly(aryl ether ether
ketone ketone). Polymer Engineering and Science, 1997.
37(3): 568–575.
Urbanovici E., Popescu C., Segal E., On the validity of
the steady-state approximation in non-isothermal kinetics.
Part III. Journal of Thermal Analysis and Calorimetry, 2000.
61(1): 209–218.
Urbanovici E., Segal E., Some mathematical aspects of
nonisothermal kinetics. Journal of Thermal Analysis and
Calorimetry, 1988. 33(1): 265–269.
Supaphol P., Application of the Avrami, Tobin, Malkin, and
Urbanovici-Segal macrokinetic models to isothermal crystallization of syndiotactic polypropylene. Thermochimica Acta,
2001. 370(1–2): 37–48.
Sifleet W.L., Dinos N., Collier J.R., Unsteady-state heat
transfer in a crystallizing polymer. Polymer Engineering and
Science, 1973. 13(1): 10–16.
Kolmogoroff A.N., On the statistic of crystallization development in metals. Izvestiya Akad Nauk USSR Ser Math,
1937. 1: 335.
Angelloz C., Fulchiron R., Douillard A., et al., Crystallization of isotactic polypropylene under high pressure (phase).
Macromolecules, 2000. 33(11): 4138–4145.
Ito H., Minagawa K., Takimoto J., et al., Effect of pressure
and shear stress on crystallization behaviors in injection
molding. International Polymer Processing, 1996. 11(4):
363–368.
Eder G., Janeschitz-Kriegl H., Crystallization. Materials
Science and Technology, Vol 18. Meijered H.E.H., Editor.
1997, New York: Wiley.
Haas T.W., Maxwell B., Effects of shear stress on the
crystallization of linear polyethylene and polybutene-1.
Polymer Engineering & Science, 1969. 9(4): 225–241.
30. Doufas A.K., McHugh A.J., Miller C., et al., Simulation
of melt spinning including flow-induced crystallization. Part
II. Quantitative comparisons with industrial spinline data.
Journal of Non-Newtonian Fluid Mechanics, 2000. 92(1):
81–103.
31. Tanner R.I., A suspension model for low shear rate polymer
solidification. Journal of Non-Newtonian Fluid Mechanics,
2002. 102(2): 397–408.
32. Kulkarni J.A., Beris A.N., Lattice-based simulations of chain
conformations in semi-crystalline polymers with application
to flow-induced crystallization. Journal of Non-Newtonian
Fluid Mechanics, 1999. 82(2–3): 331–366.
33. Ziabicki A., Crystallization of polymers in variable external
conditions. Part 4. Isothermal crystallization in the presence
of variable tensile stress or hydrostatic pressure. Colloid &
Polymer Science, 1999. 277(8): 752–761.
34. Titomanlio G., Speranza V., Brucato V., On the simulation of
thermoplastic injection molding process. Part 2. Relevance
of interaction between flow and crystallization. International
Polymer Processing, 1997. 12(1): 45–53.
35. Guo J., Narh K.A., Simplified model of stress-induced
crystallization kinetics of polymers. Advances in Polymer
Technology, 2002. 21(3): 214–222.
36. Kim K.H., Isayev A.I., Kwon K., Flow-induced crystallization in the injection molding of polymers: a thermodynamic
approach. Journal of Applied Polymer Science, 2005. 95(3):
502–523.
37. Zuidema H., Peter W., Meijer H., Development and
validation of a recoverable strain-based model for flowinduced crystallization of polymers. Macromolecular Theory
and Simulations, 2001. 10(5): 447–460.
38. Koscher E., Fulchiron R., Influence of shear on polypropylene crystallization: morphology development and kinetics.
Polymer, 2002. 43(25): 6931–6942.
39. Acierno S., Coppola S., Grizzuti N., et al., Coupling between
kinetics and rheological parameters in the flow-induced
crystallization of thermoplastic polymers. Macromolecular
Symposia, 2002. 185 233–241.
40. Zhou H., Ying J., Liu F., et al., Nonisothermal crystallization
behavior and kinetics of isotactic polypropylene/ethyleneoctene blends. Part I: crystallization behavior. Polymer
Testing, 2010. 29(6): 640–647.
41. Zhou H., Ying J., Xie X., et al., Nonisothermal crystallization
behavior and kinetics of isotactic polypropylene/ethyleneoctene blends. Part II: modeling of crystallization kinetics.
Polymer Testing, 2010. 29(7): 915–923.
42. Liu Y.X., Yang Q., Li G.X., Nonisothermal crystallization
behavior of LLDPE/glass fiber composite. Journal of Applied Polymer Science, 2008. 109(2): 782–788.
43. Guo X., Isayev A.I., Demiray M., Crystallinity and
microstructure in injection moldings of isotactic polypropylenes. Part II: simulation and experiment. Polymer Engineering and Science, 1999. 39(11): 2132–2149.
44. Guo X., Isayev A.I., Guo L., Crystallinity and microstructure
in injection moldings of isotactic polypropylenes. Part 1: a
REFERENCES
45.
46.
47.
48.
49.
50.
51.
52.
53.
54.
55.
56.
57.
58.
59.
60.
61.
new approach to modeling and model parameters. Polymer
Engineering and Science, 1999. 39(10): 2096–2114.
Wetzel E.D., Tucker III, C.L., Area tensors for modeling
microstructure during laminar liquid-liquid mixing. International Journal of Multiphase Flow, 1999. 25(1): 35–61.
Grizzuti N., Bifulco O., Effects of coalescence and breakup
on the steady-state morphology of an immiscible polymer
blend in shear flow. Rheologica Acta, 1997. 36(4): 406–406.
Tucker C.L., Moldenaers P., Microstructural evolution in
polymer blends. Annual Review of Fluid Mechanics, 2002.
34: 177–210.
Guido S., Villone M., Three-dimensional shape of a drop
under simple shear flow. Journal of Rheology, 1998. 42(2):
395–415.
Wetzel E.D., Tucker III, C.L., Droplet deformation in
dispersions with unequal viscosities and zero interfacial
tension. Journal of Fluid Mechanics, 2001. 426: 199–228.
Vinckier I., Moldenaers P., Mewis J., Transient rheological
response and morphology evolution of immiscible polymer
blends. Journal of Rheology, 1997. 41: 705–718.
Almusallam A.S., Larson R.G., Solomon M.J., Constitutive
model for the prediction of ellipsoidal droplet shapes and
stresses in immiscible blends. Journal of Rheology, 2000.
44(5): 1055–1083.
Doi M., Ohta T., Dynamics and rheology of complex
interfaces. Journal of Chemical Physics, 1991. 95(2):
1242–1248.
Zinchenko A., Rother M., Davis R., Cusping, capture, and
breakup of interacting drops by a curvatureless boundaryintegral algorithm. Journal of Fluid Mechanics, 1999. 391:
249–292.
Li J., Renardy Y., Renardy M., Numerical simulation of
breakup of a viscous drop in simple shear flow through a
volume-of-fluid method. Physics of Fluids, 2000. 12: 269.
Cristini V., Blawzdziewicz J., Loewenberg M., An adaptive
mesh algorithm for evolving surfaces: simulations of drop
breakup and coalescence. Journal of Computational Physics,
2001. 168(2): 445–463.
Kennedy M., Pozrikidis C., Skalak R., Motion and deformation of liquid drops, and the rheology of dilute emulsions
in simple shear flow. Computers & Fluids, 1994. 23(2):
251–278.
Rallison J.M., A numerical study of the deformation and
burst of a viscous drop in general shear flows. Journal of
Fluid Mechanics, 1981. 109: 465–482.
Jackson N.E., Tucker C.L., A model for large deformation
of an ellipsoidal droplet with interfacial tension. Journal of
Rheology, 2003. 47(3): 659–682.
Taylor G.I., The viscosity of a fluid containing small drops
of another fluid. Proceedings of the Royal Society of London
Series A, 1932. 138(834): 41–48.
Rallison J.M., Note on the time-dependent deformation of
a viscous drop which is almost spherical. Journal of Fluid
Mechanics, 1980. 98(3): 625–633.
Taylor G., Conical free surfaces and fluid interfaces, in
Proceedings of the 11th International Congress of Applied
233
Mechanics. 1964, Munich.
62. Hinch E.J., Acrivos A., Long slender drops in a simple shear
flow. Journal of Fluid Mechanics, 1980. 98(2): 305–328.
63. Khakhar D.V., Ottino J.M., Deformation and breakup of
slender drops in linear flows. Journal of Fluid Mechanics,
1986. 166: 265–285.
64. Maffettone P.L., Minale M., Equation of change for
ellipsoidal drops in viscous flow. Journal of Non-Newtonian
Fluid Mechanics, 1998. 78(2–3): 227–241.
65. Guido S., Simeone M., Binary collision of drops in simple
shear flow by computer-assisted video optical microscopy.
Journal of Fluid Mechanics, 1998. 357: 1–20.
66. Eshelby J., The determination of the elastic field of an
ellipsoidal inclusion, and related problems. Proceedings of
the Royal Society of London. Series A, Mathematical and
Physical Sciences, 1957. 241(1226): 376–396.
67. Wu Y., Zinchenko A.Z., Davis R.H., Ellipsoidal model
for deformable drops and application to non-Newtonian
emulsion flow. Journal of Non-Newtonian Fluid Mechanics,
2002. 102(2): 281–298.
68. Wu Y., Zinchenko A.Z., Davis R.H., General ellipsoidal
model for deformable drops in viscous flows. Industrial and
Engineering Chemistry Research, 2002. 41(25): 6270–6278.
69. Grmela M., Ait-Kadi A., Comments on the Doi-Ohta theory
of blends. Journal of Non Newtonian Fluid Mechanics, 1994.
55(2): 191–196.
70. Wagner N.J., Ottinger H.C., Edwards B.J., Generalized DoiOhta model for multiphase flow developed via GENERIC.
AIChE Journal, 1999. 45(6): 1169–1181.
71. Bousmina M., Aouina M., Chaudhry B., et al., Rheology of
polymer blends: non-linear model for viscoelastic emulsions
undergoing high deformation flows. Rheologica Acta, 2001.
40(6): 538–551.
72. Yu W., Bousmina M., Ellipsoidal model for droplet deformation in emulsions. Journal of Rheology, 2003. 47(4):
1011–1039.
73. Tadmor Z., Molecular orientation in injection molding. Journal of Applied Polymer Science, 1974. 18(6): 1753–1772.
74. Li Z.M., Xie B.H., Yang S., et al., Morphology-tensile
behavior relationship in injection molded poly(ethylene
terephthalate)/polyethylene and polycarbonate/polyethylene
blends (I): Part I: skin-core structure. Journal of Materials
Science, 2004. 39(2): 413–431.
75. Sibillo V., Start-up and retraction dynamics of a Newtonian
drop in a viscoelastic matrix under simple shear flow. Journal
of Non-Newtonian Fluid Mechanics, 2006. 134(1–3 SPEC
ISS): 27–32.
76. Torza S., Cox R.G., Mason S.G., Particle motions in sheared
suspensions XXVII. Transient and steady deformation and
burst of liquid drops. Journal of Colloid and Interface
Science, 1972. 38(2): 395–411.
77. Guido S., Minale M., Maffettone P.L., Drop shape dynamics
under shear-flow reversal. Journal of Rheology, 2000. 44(6):
1385–1399.
78. Grace H.P., Dispersion phenomena in high viscosity immiscible fluid systems and application of static mixers as
234
79.
80.
81.
82.
83.
84.
85.
86.
87.
88.
89.
90.
91.
92.
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
dispersion devices in such systems. Chemical Engineering
Communications, 1982. 14(3–6): 225–277.
Jansen K.M.B., Agterof W.G.M., Mellema J., Droplet
breakup in concentrated emulsions. Journal of Rheology,
2001. 45(1): 227–236.
Janssen J.M.H., Dynamics of Liquid-Liquid Mixing. 1993,
The Netherlands: Eindhoven University of Technology.
Elemans P.H.M., Modelling of Processing of Incompatible
Polymer Blends. 1989, The Netherlands: EindHoven University of Technology.
Delamare L., Vergnes B., Computation of the morphological changes of a polymer blend along a twin-screw extruder. Polymer Engineering and Science, 1996. 36(12):
1685–1693.
Tomotika S., On the instability of a cylindrical thread
of a viscous liquid surrounded by another viscous fluid.
Proceedings of the Royal Society of London. Series A,
Mathematical and Physical Sciences, 1935. 150 (870):
322–337.
Tomotika S., Breaking up of a drop of viscous liquid
immersed in another viscous fluid which is extending at a
uniform rate. Proceedings of the Royal Society of London.
Series A, Mathematical and Physical Sciences, 1936. 153:
302–318.
Huneault M.A., Shi Z.H., Utracki L.A., Development of
polymer blend morphology during compounding in a twinscrew extruder. Part IV: a new computational model with
coalescence. Polymer Engineering and Science, 1995. 35(1):
115–127.
Tokita N., Analysis of morphology formation in elastomer
blends. Rubber Chemistry and Technology, 1977. 50(2):
292–300.
Elmendorp J., Van der Vegt A., A study on polymer blending
microrheology. Part IV: the influence of coalescence on
blend morphology origination. Polymer Engineering and
Science, 1986. 26(19): 1332–1338.
Toose E.M., Geurts B.J., Kuerten J.G.M., Boundary integral
method for two-dimensional (non)-Newtonian drops in slow
viscous flow. Journal of Non-Newtonian Fluid Mechanics,
1995. 60(2–3): 129–154.
Hooper R.W., De Almeida V.F., Macosko C.W., et al., Transient polymeric drop extension and retraction in uniaxial
extensional flows. Journal of Non-Newtonian Fluid Mechanics, 2001. 98(2–3): 141–168.
Ramaswamy S., Leal L.G., The deformation of a viscoelastic drop subjected to steady uniaxial extensional flow of a
Newtonian fluid. Journal of Non-Newtonian Fluid Mechanics, 1999. 85(2–3): 127–163.
Li J., Renardy Y., Numerical study of flows of two
immiscible liquids at low Reynolds number. SIAM Review,
2000. 42(3): 417–439.
Chang Y., Hou T., Merriman B., et al., A level set formulation of Eulerian interface capturing methods for incompressible fluid flows. Journal of Computational Physics, 1996.
124(2): 449–464.
93. Yue P., Feng J., Liu C., et al., A diffuse-interface method
for simulating two-phase flows of complex fluids. Journal of
Fluid Mechanics, 2004. 515: 293–317.
94. Pantani R., Sorrentino A., Speranza V., et al., Molecular
orientation in injection molding: experiments and analysis.
Rheologica Acta, 2004. 43(2): 109–118.
95. Heffelfinger C.J., Burton R.L., X-Ray determination of
the crystallite orientation distributions of polyethylene
terephthalate films. Journal of Polymer Science, Part A:
Polymer Chemistry, 1960. 47(149): 289–306.
96. Stein R.S., The X-ray diffraction, birefringence, and infrared
dichroism of stretched polyethylene. II. Generalized uniaxial
crystal orientation. Journal of Polymer Science, Part A:
Polymer Chemistry, 1958. 31(123): 327–334.
97. White J.L., Spruiell J.E., Specification of biaxial orientation
in amorphous and crystalline polymers. Polymer Engineering
& Science, 1981. 21(13): 859–868.
98. White J.L., Principles of Polymer Engineering Rheology.
1990, New York: Wiley.
99. Verbeeten WMH, Peters GWM, Baaijens FPT, Differential
constitutive equations for polymer melts: the extended PomPom model. Journal of Rheology, 2001. 45(4): 823–843.
100. Poitou A., Ammar A., Marco Y., et al., Crystallization of
polymers under strain: from molecular properties to macroscopic models. Computer Methods in Applied Mechanics
and Engineering, 2003. 192(28–30): 3245–3264.
101. Pantani R., Speranza V., Sorrentino A., et al., Molecular
orientation and strain in injection moulding of thermoplastics, in Flow-Induced Crystallization of Polymers. Impact on
Processing and Manufacturing Properties, 15–17 Oct. 2001.
2002. Weinjeim, Germany: WILEY-VCH Verlag.
102. Bird R., Curtiss C., Armstrong R., et al., Dynamics of
Polymeric Liquids. 1987, New York: Wiley.
103. Zheng R., Kennedy P., Phan-Thien N., et al., Thermoviscoelastic simulation of thermally and pressure-induced
stresses in injection moulding for the prediction of shrinkage
and warpage for fibre-reinforced thermoplastics. Journal of
Non-Newtonian Fluid Mechanics, 1999. 84(2–3): 159–190.
104. Folgar F.P., Tucker C.L., Orientation behaviour of fibres in
concentrated suspensions. Journal of Reinforced Plastics and
Composites, 1984. 3(2): 98–119
105. Jeffery G.B., The motion of ellipsoidal particles immersed
in viscous fluid. Proceedings of the Royal Society of
London. Series A, Mathematical and Physical Sciences,
1922. 102(715): 161–179.
106. Advani S.G., Tucker III, C.L., The use of tensors to describe
and predict fibre orientation in short fibre composites.
Journal of Rheology, 1987. 31(8): 751–784.
107. Fan X.J., Phan-Thien N., Zheng R., A direct simulation
of fibre suspensions. Journal of Non-Newtonian Fluid
Mechanics, 1998. 74(1–3): 113–136.
108. Kim I.H., Park S.J., Chung S.T., et al., Numerical modeling
of injection/compression molding for center-gated disk: Part
I. Injection molding with viscoelastic compressible fluid
model. Polymer Engineering & Science, 1999. 39(10):
1930–1942.
REFERENCES
109. Chung S., Kwon T., Numerical simulation of fiber orientation in injection molding of short-fiber-reinforced thermoplastics. Polymer Engineering & Science, 1995. 35(7):
604–618.
110. Wetzel E.D., Tucker III, C.L., Microstructural evolution during complex laminar flow of liquid-liquid dispersions. Journal of Non-Newtonian Fluid Mechanics, 2001. 101(1–3):
21–41.
111. Brooks A.N., Hughes T.J.R., Streamline upwind/PetrovGalerkin formulations for convection dominated flows with
particular emphasis on the incompressible Navier–Stokes
equations. Computer Methods in Applied Mechanics and
Engineering, 1982. 32(1–3): 199–259.
112. Tezduyar T., Mittal S., Ray S., et al., Incompressible
flow computations with stabilized bilinear and linear equalorder-interpolation velocity–pressure elements. Computer
Methods in Applied Mechanics and Engineering, 1992.
95(2): 221–242.
113. Zhong G.J., Li Z.M., Injection molding-induced morphology
of thermoplastic polymer blends. Polymer Engineering and
Science, 2005. 45(12): 1655–1665.
114. Katayama K., Yoon M., Polymer crystallization in melt
spinning: mathematical simulation, in High-Speed Fiber
Spinning, Ziabicki A, Kawai H, Editors. 1985, New York:
Wiley. 207–223.
115. Tanner R.I., On the flow of crystallizing polymers I. Linear
regime. Journal of Non-Newtonian Fluid Mechanics, 2003.
112(2–3): 251–268.
116. Han S., Wang K., Shrinkage prediction for slowly crystallizing thermoplastic polymers in injection molding. International Polymer Processing, 1997. 12(3): 228–237.
117. Jansseune T., Mewis J., Moldenaers P., et al., Rheology and
rheological morphology determination in immiscible twophase polymer model blends. Journal of Non-Newtonian
Fluid Mechanics, 2000. 93(1): 153–165.
118. Batchelor G., The stress system in a suspension of force-free
particles. Journal of Fluid Mechanics 1970. 41(3): 545–570.
119. Palierne J., Linear rheology of viscoelastic emulsions with
interfacial tension. Rheologica Acta, 1990. 29(3): 204–214.
120. Graebling D., Muller R., Palierne J., Linear viscoelastic
behavior of some incompatible polymer blends in the
melt. Interpretation of data with a model of emulsion of
viscoelastic liquids. Macromolecules, 1993. 26(2): 320–329.
121. Kurauchi T., Ohta T., Energy absorption in blends of
polycarbonate with ABS and SAN. Journal of Materials
Science, 1984. 19(5): 1699–1709.
122. Bucknall C., Smith P., Stress-whitening in high-impact
polystyrenes. Polymer, 1965. 6: 437–446.
123. Liang J., Li R., Rubber toughening in polypropylene: a
review. Journal of Applied Polymer Science, 2000. 77(2):
409–417.
124. Beahan P., Thomas A., Bevis M., Some observations on
the micromorphology of deformed ABS and HIPS rubbermodified materials. Journal of Materials Science, 1976.
11(7): 1207–1214.
235
125. Houston D., Delevan S., The state of public personnel
research. Review of Public Personnel Administration, 1991.
11(2): 97–111.
126. Ramsteiner F., McKee G., Breulmann M., Influence of void
formation on impact toughness in rubber modified styrenicpolymers. Polymer, 2002. 43(22): 5995–6003.
127. Bai S.L., Wang G.T., Hiver J.M., et al., Microstructures and mechanical properties of polypropylene/polyamide
6/polyethelene-octene elastomer blends. Polymer, 2004.
45(9): 3063–3071.
128. Nielsen L.E., Nielsen L., Predicting the Properties of
Mixtures: Mixture Rules in Science and Engineering. 1978,
New York: M. Dekker.
129. Tucker C.L., Flow regimes for fiber suspensions in narrow
gaps. Journal of Non-Newtonian Fluid Mechanics, 1991.
39(3): 239–268.
130. Zheng R., McCaffrey N., Winch K., et al., Predicting
warpage of injection moulded fibre-reinforced plastics.
Journal of Thermoplastic Composite Materials, 1996. 9(1):
90–106.
131. Rezayat M., Stafford R.O., A thermoviscoelastic model for
residual stress in injection moulded thermoplastics. Polymer
Engineering & Science, 1991. 31(6): 393–398.
132. Schapery R.A., Thermal expansion coefficients of composite
materials based on energy principles. Journal of Thermoplastic Composite Materials, 1968. 2(3): 380–404.
133. Steinhauser M.O., Hiermaier S., A review of computational
methods in materials science: examples from shock-wave
and polymer physics. International Journal of Molecular
Sciences, 2009. 10(12): 5135–5216.
134. Zeng Q.H., Yu A.B., Lu G.Q., Multiscale modeling and
simulation of polymer nanocomposites. Progress in Polymer
Science, 2008. 33(2): 191–269.
135. Allen M., Tildesley D., Computer Simulation of Liquids.
1987, Oxford: Clarendon.
136. Frenkel D., Smit B., Understanding Molecular Simulation:
From Algorithms to Applications, Vol. 1. 2002, Waltham:
Academic Press.
137. Jorgensen W.L., Perspective on ”Equation of state calculations by fast computing machines” – Metropolis N, Rosenbluth AE, Rosenbluth MN, Teller AH, Teller E (1953) J
Chem Phys 21 : 1087–1092. Theoretical Chemistry Accounts, 2000. 103(3–4): 225–227.
138. Carmesin I., Kremer K., The bond fluctuation method:
a new effective algorithm for the dynamics of polymers
in all spatial dimensions. Macromolecules, 1988. 21(9):
2819–2823.
139. Hoogerbrugge P., Koelman J., Simulating microscopic hydrodynamic phenomena with dissipative particle dynamics.
Europhysics Letters, 1992. 19: 155.
140. Chen S., Doolen G.D., Lattice Boltzmann method for
fluid flows. Annual Review of Fluid Mechanics, 1998. 30:
329–364.
141. Cahn J., Hilliard J., Spinodal decomposition: a reprise. Acta
Metallurgica, 1971. 19(2): 151–161.
236
MICROSTRUCTURE AND MORPHOLOGY SIMULATION
142. Lee B.P., Douglas J.F., Glotzer S.C., Filler-induced composition waves in phase-separating polymer blends. Physical
Review E, 1999. 60(5): 5812–5822.
143. Ginzburg V.V., Gibbons C., Qiu F., et al., Modeling the
dynamic behavior of diblock copolymer/particle composites.
Macromolecules, 2000. 33(16): 6140–6147.
144. Ginzburg V.V., Qiu F., Balazs A.C., Three-dimensional simulations of diblock copolymer/particle composites. Polymer,
2002. 43(2): 461–466.
145. Ginzburg V.V., Qiu F., Paniconi M., et al., Simulation of
hard particles in a phase-separating binary mixture. Physical
Review Letters, 1999. 82(20): 4026–4029.
146. Kawakatsu T., Doi M., Hasegawa R., Dynamic density functional approach to phase separation dynamics of polymer
systems. International Journal of Modern Physics C, 1999.
10(8): 1531–1540.
147. Morita H., Kawakatsu T., Doi M., Dynamic density
functional study on the structure of thin polymer blend
films with a free surface. Macromolecules, 2001. 34(25):
8777–8783.
148. Tucker C.L., Liang E., Stiffness predictions for unidirectional short-fiber composites: review and evaluation. Composites Science and Technology, 1999. 59(5): 655–671.
149. Lee J.Y., Baljon A.R.C., Sogah D.Y., et al., Molecular
dynamics study of the intercalation of diblock copolymers
into layered silicates. Journal of Chemical Physics, 2000.
112(20): 9112–9119.
150. Kremer K., Muller-Plathe F., Multiscale problems in polymer science: simulation approaches. MRS Bulletin, 2001.
26(3): 205–210.
151. Raabe D., Challenges in computational materials science.
Advanced Materials, 2002. 14(9): 639–650.
152. Curtin W.A., Miller R.E., Atomistic/continuum coupling
in computational materials science. Modelling and Simulation in Materials Science and Engineering, 2003. 11(3):
R33–R68.
153. Nakano A., Bachlechner M.E., Kalia R.K., et al., Multiscale
simulation of nanosystems. Computing in Science & Engineering, 2001. 3(4): 56–66.
154. Rudd R.E.., Broughton J.Q., Concurrent coupling of length
scales in solid state systems. Physica Status Solidi B, Basic
Research, 2000. 217(1): 251–291.
155. Broughton J.Q., Abraham F.F., Bernstein N., et al., Concurrent coupling of length scales: methodology and application.
Physical Review B, 1999. 60(4): 2391–2403.
156. Ogata S., Lidorikis E., Shimojo F., et al., Hybrid finiteelement/molecular - dynamics/electronic - density-functional
approach to materials simulations on parallel computers.
Computer Physics Communications, 2001. 138(2): 143–154.
157. Shenoy V.B., Miller R., Tadmor E.B., et al., Quasicontinuum
models of interfacial structure and deformation. Physical
Review Letters, 1998. 80(4): 742–745.
8
DEVELOPMENT AND APPLICATION
OF SIMULATION SOFTWARE
Zhigao Huang, Zixiang Hu, and Huamin Zhou
State Key Laboratory of Materials Processing and Die & Mould Technology, Huazhong University of Science and Technology,
Wuhan, Hubei, China
Polymer injection molding is a complicated process. In
this process, the part quality is related to the process
conditions, polymer properties, mold structure, etc., and
the relationship between the process and the part quality
cannot be constructed simply. However, it is not efficient
to fix a problem in production by varying the process
conditions and mold structure based on a traditional trialand-error method. So the scientific tools for injection
molding process were urgently needed. For this reason, the
simulation software of polymer injection molding process
was developed and has been successfully applied. With this
software, an imitation of the injection molding process is
presented, and it is far better to avoid problems in the
design phase than to fix them in production on the basis
of scientific simulation of the injection molding process.
In this chapter mainly the development of simulation
software for polymer injection molding is introduced, and
how such software can be strategically applied is discussed.
The role of computer simulation in the polymer injection
molding process is illustrated. The software used for these
cases is HSCAE (which is developed by the State Key
Laboratory of Materials Processing and Die & Mould
Technology at the Huazhong University of Science and
Technology, China).
8.1 DEVELOPMENT HISTORY OF INJECTION
MOLDING SIMULATION MODELS
Filling phase is the first stage in injection molding cycle.
Filling simulation plays an important role in the injection
molding process simulation because simulation of the
following phases is dependent on its results and because it
largely determines the mesh model used by the simulations
that follow filling simulation. So the development of
process simulation is highly limited to the development of
filling simulation, and the review of simulation models in
this book mainly considers filling simulation.
The filling phase is a three-dimensional transient problem with moving melt front, non-Newtonian fluid flow, and
coupled heat transfer problems in the complicated injection
process. This stage is the most complex and important step
in the sequence and has attracted more attention in the literature. Starting in the 1950s, quite a few researches were
performed on the filling simulation of injection molding
during the past 60 years and there are several milestones in
the history.
The filling simulation of the injection molding process
can be organized into three categories: one-dimensional
models, so-called 2.5D models, and full three-dimensional
models. Owing to the limit of one-dimensional models, research was carried out to simulate the simple flow such as
the tube flow, disc flow, and strip flow. But, in fact, injection molding products are too complicated to apply onedimensional models. Considering that the most injectionmolded parts are three-dimensional, of complex geometrical
configurations, and that the rheological response of polymer melts is generally non-Newtonian and nonisothermal,
the one-dimensional models are not capable of giving a
satisfactory picture of the actual filling process.
Computer Modeling for Injection Molding: Simulation, Optimization, and Control, First Edition. Edited by Huamin Zhou.
© 2013 John Wiley & Sons, Inc. Published 2013 by John Wiley & Sons, Inc.
237
238
DEVELOPMENT AND APPLICATION OF SIMULATION SOFTWARE
Undoubtedly, three-dimensional models should be practically more valuable models. Starting in the 1970s, many
researches were performed to simulate the 3D filling behavior of injection molding during the past 40 years. Constrained by the capability of computers, solid models are
hard to widely practice in the early stage. So the compromise is so-called 2.5D models. Following 1D models, three
sequential kinds of models, including the mid-plane models,
surface models, and solid models, were introduced.
Generally, most plastic products have (up to 75%) thin
shell structures. Namely, the thickness of most plastic is far
beyond the planar directions. 2.5D models based on HeleShaw approximation are popular and effective solution
to flow analysis in a thin cavity. It is assumed that the
filling of a mold cavity is a 2D flow problem in the
mid-plane or surface, and the gapwise temperature field
is calculated via finite difference method (FDM). That is
why they are called 2.5D models. Mid-plane models and
surface models are two kinds of 2.5D models. However,
the geometrical structure is getting complicated day by day
in the development of modern injection-molded products.
Complete automatization of conventional 2.5D models is
difficult, and they cannot catch various physical phenomena
that are gaining increasing attention by researchers and
manufacturers. For example, they cannot accurately model
three-dimensional flow behaviors within thick and complex
components or at the melt fronts (fountain flows), flow
junctions, regions where part thickness changes abruptly
or where separate melt fronts meet (weld lines), or regions
around special part features such as bosses, corners, and/or
ribs. And they also cannot analyze if the flowing material
contains fibers. Full three-dimensional models, also known
as solid models, fit where 2.5D models lack. They are able
to show the details of 3D phenomena that are ignored by
2.5D models. We can obtain a more realistic simulation
with minimum model simplification. In the recent years,
the application of full 3D simulation in injection molding
is becoming popular, although such a large-scale nonlinear
computation places extreme demands on computing power,
and challenges the capabilities of the mesh generator
and computation algorithms. The development of high
performance computer and parallel computing techniques
benefits the application of full 3D simulation.
8.1.1
One-Dimensional Models
The first systematic studies on injection molding were
conducted by Gilmore and Spencer1 in the early 1950s.
In their filling studies, a simple one-dimensional model
was considered and an empirical equation for capillary
flow was used, coupled with a quasi-steady approximation,
and a correlation to calculate the filling time associated
with the molding process was developed. In the late
1950s, advanced studies were presented by Ballman and
coworkers,2 – 5 including the first nonisothermal modeling
in mold filling of thin rectangular cavities and the first
computer application for predictive calculations. Ballman
and Toor et al. introduced a scheme to calculate the average
velocity of a polymer melt filling a cold rectangular cavity
and obtained the maximum flow length of the polymer.
In their study, the pressure equations were solved on an
IBM 702 computer with an average run time of 20 h per
simulation. Pearson6 presented a nonisothermal model and
proposed a finite difference solution for the mold filling
of a centre-gated circular disc. Further one-dimensional
computer simulations and experimental studies on flow
in a center-gated disc-shaped mold and flow through a
tube mold were presented later by Kamal and Kenig,7,8
Wu et al.,9 and Williams and Lord,10,11 respectively. A
similar model for rectangular thin cavities was considered
in the studies of Harry and Parrott12 and Thienel and
Menges.13 Isayev and Hieber14 studied the nonisothermal
flow between parallel plates using a viscoelastic constitutive
equation. Cardozo15 summarizes the results for these onedimensional models.
For the application of one-dimensional flow representations to simulate polymer flow in typically complex
mold cavities, a “branching flow” approach was proposed
and implemented,16 which involves laying flat and deconstructing the cavity geometry into several conjectured flow
paths comprising a series of one-dimensional segments
such as strips, discs, fans, and tubes. Subsequently, onedimensional flow analyses are performed along each of the
flow paths separately, which are then coupled and adjusted
(by changing the flowrate in each path) to ensure the same
pressure drop while satisfying the total flowrate requirement. Conceivably, the solution accuracy strongly depends
on how the geometry is being branched, which is unknown
a priori and requires intelligent judgment from the user.
8.1.2
2.5D Models
Most injection-molded parts have the characteristic of being
thin but generally of complex shape. Therefore, starting
in the 1970s, theoretical studies on filling flow in a thin
cavity based on the Hele-Shaw flow formulation have been
conducted by Richardson,17 White,18 Kamal et al.,19,20
Broyer, Tadmor, et al.21 – 24 and Hieber and Shen.25,26 In
1971, Barrie27 gave an analysis of the pressure drop in
both delivery system and a disk cavity. The work of Kamal
and Kenig28 was especially noteworthy as they considered
filling, packing, and cooling phases in their analysis. They
used finite differences to solve the pressure and temperature
fields. Williams and Lord10 analyzed the runner system
using the FDM. The Institut für Kunstoffverarbeitung
(IKV), formed at the University of Aachen, produced a
method for simulation called the Füllbildmethode. This
DEVELOPMENT HISTORY OF INJECTION MOLDING SIMULATION MODELS
was based on simple flow paths (similar to the layflat
method), and assumed that the melt was isothermal (Samoy
D.B.J., Private correspondence, 2008). The formation of
the Cornell Injection Molding Program (CIMP) at Cornell
University in 1974 saw a focus on the scientific principles
of injection molding. Early work focused on the filling
stage.29 This consortium had a significant effect on injection
molding simulation.
In these models, the flow is assumed to be quasi-steady
state and the inertia terms are neglected owing to the
low Reynolds numbers encountered in the flow of molten
polymers. The filling of a mold cavity becomes a 2D flow
problem for the gapwise averaged velocity that is related
to the pressure gradient through a quantity called fluidity,
representing the sum of the effect of changing temperature
and rheology across the gap.
Hieber and Shen25,26,30 presented a “hybrid” approach
by using FDM and FEM (finite-element method). As the
pressure field was two-dimensional and the velocity and
temperature fields were three-dimensional, this method of
molding simulation was often referred to as 2.5D analysis.
Generally speaking, there are two classes of models to
adopt the Hele-Shaw approximation: the mid-plane model
and the surface model.
The arbitrary planar mid-plane (middle-plane/center
plane) with a defined thickness is used to represent the
three-dimensional geometry of the part, so that it is called
a “mid-plane” model. Though the industry has referred to
this as 3D, the mid-plane models are actually 2.5D models,
as shown in Figure 8.1.31 2.5D mid-plane analysis uses
the FEM to solve the 2D pressure field with a mesh at
the centerline of the product, and uses the FDM to solve
3D velocity and temperature fields with a control volume
approach to the propagation of the flow front.
Since 1980, it has become the standard numerical approach for various commercial software packages and research codes and has been extended to simulate the injection
molding packing phase, mold cooling, fiber orientation,
residual stresses, shrinkage, and warpage, as well as various special molding processes such as co-injection molding,
gas-assisted injection molding, microchip encapsulation, injection compression molding, and resin transfer molding.
The mid-plane models dominated the two-dimensional numerical simulation of injection molding for a long time.
Although using a mid-plane model works well when
the part is thin walled, the complexity of creating the
mid-plane mesh has been a leading factor in limiting the
FIGURE 8.1
239
use of such tools. In the new century, solid models have
already become the most popular geometric representation
in design. Part and mold designers perfect their skills at
creating 3D solid geometric models using one of the readily
available 3D CAD products. Unfortunately, it is almost
impossible to automatically extract a mid-surface from the
extremely complex solid model, although many people had
attempted some efforts.32 – 34 As a result, remodeling is
unavoidable, which decreases the productivity greatly when
creating and analyzing such models. Generally, the midplane modeling spends more than 80% of the total time
used for the simulation applications.
The surface model for molding simulation represents a
three-dimensional part with a boundary or skin mesh on
the outside surfaces of a solid geometric model, instead
of the mid-plane. This allows users to analyze solid
geometric models of thin-walled parts directly, resulting
in a significant decrease in model preparation time. The
first integrated mathematical model of the surface model
was presented by Zhou et al.31,35,36 At present, the
surface model has already become the mainstream model
of injection molding simulation and is widely used in
commercial CAE systems.37 – 44 In fact, the concept of
surface model is innovative and exciting. It has greatly
promoted the application of injection molding simulation.
At this point, the surface model is considered an important
milestone in the history of numerical simulation for
injection molding.15 The application procedure of the
surface model is shown in Figure 8.2.31
The surface model creates a shell mesh on the outside
surfaces of a 3D solid geometric model. The elements on
the opposite surfaces of a wall are matched and aligned.
The flow and thermal calculations are then carried out on
the two surfaces. When the flow on the opposite surfaces
does not match, it is necessary to insert an extra connector
element from the unmatched point through the thickness to
the other side, as shown in Figure 8.3.
The surface model still adopts the Hele-Shaw approximation and therefore its formulation is very similar to that
of the mid-plane model. Although initially developed for
3D solid model
Surface mesh
Flow simulation result
FIGURE 8.2 Schematic procedure of simulation based on the
surface model.
Schematic procedure of simulation based on the mid-plane model.
240
DEVELOPMENT AND APPLICATION OF SIMULATION SOFTWARE
The connector
element
FIGURE 8.3
model.
The extra connector element used in the surface
filling analysis, surface models were later extended to cover
various stages in injection molding and gas-assisted injection molding.43,45 – 51
8.1.3
Three-Dimensional Models
The demand for increased quality of molded parts at present
sees an increased interest in mathematical modeling of
the injection molding process. Several situations occurring
during mold filling cannot, however, be accurately predicted
using the Hele-Shaw approximation.52 Among the most
important, we can cite the fluid behavior at the free
boundaries (flow front); the fluid behavior near and at
the solid walls; the phenomenon occurring at the merging
of two or more fluid streams; and the kinematics in
areas where shear and extensional deformations contribute
significantly to the stress field (gates, ribs, sudden thickness
changes, etc.).
For example, the flow behavior at the flow front,
usually referred to as fountain phenomenon, has to do with
the fluid near the center moving faster than the average
across the thickness and on catching up with the front
deflecting to move toward the wall. In most injection
molding applications the “fountain” flow region is of the
order of magnitude of the gap thickness. As a consequence,
the convection effects in the “fountain” region cannot be
represented only with knowledge of a gapwise averaged
velocity (Hele-Shaw approximation).
With the rapid development of computer hardware,
especially with the development of parallel computing
techniques, and with great progress of corresponding
numerical and theoretic-researches, full 3D simulation has
become a reasonable and promising solution to these
problems. In general, a true, three-dimensional simulation
should be performed on geometries that do not conform to
the criteria defining traditional, thin-wall designs. This solid
model (full 3D model) works well especially with thick
and solid parts such as electrical connectors, thick structural
components, and those that have extreme thickness changes.
Up to date, several 3D simulation approaches for
polymer injection molding have been developed. The first
was the FEM. Rajupalem et al.53 and Talwar et al.54
used an equal-order velocity–pressure formulation to solve
the Navier–Stokes equations in their three-dimensional
simulation of mold filling/packing phases. There were also
some similar researches.55 – 58 Haagh et al.59 implemented
a finite-element program for injection molding filling,
which employed a pseudo–concentration method. Ilinca
and Hetu,60 Haagh et al.,61 and Zhou and Li62 used the
FEM to solve the Navier–Stokes equations in their 3D
numerical model for gas-assisted injection molding. FEMs
present spurious numerical oscillations that give a failure
result associated with the classical Galerkin formulations
of viscous incompressible Navier–Stokes equations.63 The
Petrov–Galerkin method was widely used to solve coupled
equations of flow and heat transfer64 – 68 and also employed
to prevent these potential numerical instabilities.69,70
Chang and Yang71 developed a numerical simulation
program for mold filling based on an implicit finite volume
approach (FVM). Their work was later commercialized and
extended to cover various stages in injection molding and
other special molding processes.72,73 This kind of method
was also used by Zhou and Turng,74 Chau and Lin,75 and
Seo et al.76,77
The
control-volume-based
finite-element-method
(CVFEM) takes advantage of the beneficial properties of
both the FEMs and the FVMs. It combines the flexibility of
FEM to discretize complex geometry with the conservative
formulation of the FVM in which the variables have
easy physical interpretation in terms of flux, forces, and
sources.78,79 So, this method is newly used to solve the
flow and heat transfer in injection molding.80 – 82
The boundary element method (BEM) is widely used
in cooling simulation of injection molding, and rarely used
to solve the 3D flow problem of injection molding,83 – 85
which reduces the dimension of the problem by one, for
3D free-boundary cavity flow of viscous, incompressible
fluids.
Some of these methods are briefly presented in
Chapter 4.
8.2 DEVELOPMENT HISTORY OF INJECTION
MOLDING SIMULATION SOFTWARE
Before the specialty software, some general CFD/NHT
software had been released. In 1977, GENMIX program86
was published by Spalding and his students, which simulate
2D-boundary-layer-type transference phenomenon by using
P-S method. Its structure and design idea had a positive
impact on the development of further CFD/NHT software.
In 1979, the first version of PHOENICS, the large general software for flow and heat transfer calculation, was
released by Professor Spalding and his coworkers. PHOENICS is short for Parabolic, Hyperbolic or Elliptic Numerical
DEVELOPMENT HISTORY OF INJECTION MOLDING SIMULATION SOFTWARE
Integration Code Series. At first, the program was only allowed to solve some industrial problem in UK Imperial
College CFD study group. In 1981, CHAM company pioneered the field of CFD/NHT commercial software by
putting PHOENICS into market. Since then, many new
programs are released continuously, of which PHOENICS,
FLUENT(1983), STAR-CD(1987), and CFX(1991) are famous. With the development of computer industry, the
CFD/NHT calculation developed from 2D to 3D, from
regular domain to irregular domain, from orthogonal coordinate system to nonorthogonal coordinate system.
In 1978, Moldflow was founded in Australia by Colin
Austin, which is the first company devoted to simulation of
injection molding. Early Moldflow software used the layflat
approach.87 The layflat was a representation of the part
under consideration that reduced the problem of flow in a
three-dimensional thin-walled geometry to flow in a plane.
The analysis was essentially one-dimensional with regard to
pressure drop, although temperature variation through the
thickness and along the flow path was accounted for. Owing
to the relatively simple assumptions made, the analysis
was sufficiently fast, so users can interactively modify
thicknesses to achieve their design goal. For complex parts,
considerable skill was required, but the solution was not far
away.
In the same year, Plastics & Computer was formed
by Giorgio Bertacchi, devoting to molding software. Its
products were aimed at all aspects of injection molding and
were also distributed by time-share systems like the early
version of Moldflow. These products had some simulation
capability, and also dealt with costing estimation.
In the 1980s, computer hardware developed rapidly.
In the early eighties, large mainframe systems and time
share distribution of software were common. Then, the
supermini and workstations were introduced, which were
able to provide vastly improved graphics and higher
computational speed. This period saw considerable growth
in commercially available programs for simulation of
injection molding.
In this period, simulation of the filling phase was
further advanced, and other phases of the process were
also focused on. As a result, many computer codes to
further research on molding simulation were produced by
some research centers based around university department.
McGill University developed the McKam software for
molding simulation by a team lead by Musa Kamal.88
McKam used the FDM for filling and packing analysis and
the focus was on the long-term goal of determining product
properties such as birefringence and tensile modulus. In
1986, an analysis of injection molding was presented by
Lafleur and Kamal,89 which included the filling, packing,
and cooling phases with a viscoelastic material model.
The work of Hieber and Shen26 in 1980 was the most
influential with the assumption of incompressible material,
241
a symmetric flow field about the cavity center line, and
adopting the Hele-Shaw approximation, which was from
the CIMP lead by K.K. Wang. Most importantly, they
introduced the idea of analyzing the thin-walled geometry
as a set of shell elements. This can obtain a model much
closer to the original geometry than one-dimensional flow
paths analyzed in the layflat method and finite difference
codes using simplified geometry. In 1980, the code TM-2
was completed, which used 2.5D mid-plane model and was
limited to single-gated and single-cavity analysis. In 1986,
TM-2 was extended to Tm-7, which allowed analysis of the
runner system and a variable thickness cavity using beam
and triangular elements, respectively. TM-10-C is the final
code from the CIMP in this period, which was applicable to
thin-walled geometry with variation in thickness and used a
compressible fluid model in the filling and packing stages.
The IKV at Aachen continued to research all aspects of
plastic processing, including injection molding. And they
developed an injection molding code called CADMOULD,
which was also a 2.5D mid-plane analysis code. In the
late eighties, the Eindhoven group, lead by H.E.H Meijer
and F.P.T. Baaijens, in conjunction with the Philips Centre
for Fabrication Technology (Philips CFT), introduced a
series of codes called Inject-1 and Inject-2. Sitters90 and
Boshouwers and van der Werf91 introduced Inject-3 that
dealt rigorously with the filling phase for amorphous
materials.
As for the commercial software, in the early eighties,
the only commercial companies involved in molding
simulation were Moldflow and Plastics & Computer. By
the end of the decade, there were simulation codes
published by General Electric, Philips/Technical University
of Eindhoven, Graftek Inc., Structural Dynamics Research
Corporation (SDRC) AC Technology and Simcon GmbH.
These codes were developed not only by large industrials
but also by companies devoted to injection molding process
simulation of which some were available for sale in the
open marketplace but while some were not. In this period,
the most important development of commercial software
was the general acceptance of the 2.5D mid-plane solution
for flow analysis. The use of FEM immediately provided the
advantage of displaying results on something that resembled
the actual geometry.
The Inject-3 code mentioned earlier was internally used
within Philips for simulation. The attempt to commercialize it failed when another division adopted C-Flow. General
Electric developed a program using one-dimensional heat
transfer theory to optimize the design of cooling circuits,
which was known as POLYCOOL and then commercialized by SDRC, which was an early pioneer of finiteelement dynamics analysis and a major CAD company. By
commercializing the POLYCOOL code from GE, SDRC
became involved in CAE for injection molding. SDRC
offered POLYCOOL 1 in 1982, POLYCOOL 2.0 in 1984,
242
DEVELOPMENT AND APPLICATION OF SIMULATION SOFTWARE
and POLYCOOL 2.1 in 1985. This software used a onedimensional transient FDM for heat conduction in the plastic coupled with a 3D BEM for heat transfer in the mold.92
SDRC also distributed flow analysis software produced
by Moldflow. It developed interfaces so that POLYCOOL
2.1 could accept the initial analysis information for cooling phase simulation obtained from Moldflow. GRAFTEK
was formed in 1980 and believed the plastics injection
molding market would be best served by an integrated
CAD/CAM and CAE system. Its first filling simulation
product was called SIMUFLOW, which was a finite difference branching flow program unlike that offered by Moldflow. A 2.5D mid-plane analysis called SIMUFLOW3D,
which was based on the code developed by the CIMP, was
offered later.93 GRAFTEK also supplied SIMUCOOL for
mold cooling analysis. In 1984, GRAFTEK was acquired
by the Burroughs Corporation. It underwent further changes
of ownership and disappeared in the 1990s. SIMUFLOW
3D has recently reappeared in the market place owing to
reinvestment in the technology by another company. The
CIMP gave rise to AC Technology, an incorporated company, formed in 1986. AC Technology marketed the C-Flow
filling code in 1986,94 which had an easy-used graphical
user interface (GUI). The original C-MOLD product performed only filling analysis. Analysis of the packing and
cooling phase was available in 1988. Moldflow developed
a finite-element flow analysis program in the early eighties. While using linear elements for pressure, it differed
from the approach used by other companies that use the
FDM for temperature calculations. In 1982, Moldflow released the first finite-element software and overcame the
lack of suitable mesh generation and graphical display of
results in the big program. For reducing calculation time,
Moldflow developed a near-node BEM to simulate cooling phase and released the cooling simulation module in
1985. In 1987, with the aim of predicting the warpage of
injection-molded parts, Moldflow started an industrial consortium with the acronym shrinkage warpage interface to
stress (SWIS). Simcon was founded in 1988, located in
Aachen and maintaining a close relationship with IKV. It
commercialized the Cadmould program that used 2.5D midplane analysis with their own pre- and postprocessing to
simulate filling and cooling phases.
Although commercial simulation was extended to the
packing and cooling phases of the molding process,
the lack of PVT (pressure, volume, temperature) data
was significantly impeditive. Paul Zoller95 and SWO
Polymertechnik GmbH developed machines that derived the
PVT characteristics.
In the nineties, PC development continued. The Windows operating system was introduced, providing better
user interfaces and improving graphics performance. Apart
from the hardware advances, three-dimensional modeling
became the norm in the CAD world, while injection molding simulation was focused on the Hele-Shaw approximation with mid-plane representations of the 3D geometry.
Full 3D simulation was not viable in this period. Nevertheless, 3D geometry started to dominate the injection molding
simulation industry. Meanwhile, all CAE companies were
endeavoring to make easy-used products for nonspecialists
such as designers rather than specialist analysts.
The Industrial Materials Institute of the National Research Council of Canada (CNRC IMI) developed a program on the basis of the 2.5D mid-plane approach for
injection molding simulation. It should be noticed that this
software undertook a true 3D code for filling analysis.
Using a finite-element solution for pressure and temperature, the code used tetrahedral discretization of the mold
geometry and solved a Navier–Stokes equation for pressure and three velocity components at each node. They
used a pseudo–fluid method to propagate the flow front
in 2.5D mid-plane analysis instead of the control volume
approaches. The Centre de Mise en Forme des Matériaux
(CEMEF) at the Ecole Nationale Supérieure des Mines des
Paris also developed a true 3D simulation code,96 using a
tetrahedral discretization to solve the nonisothermal Stokes
equations and a simple thermoelastic constitutive model
considering the effect of mold deformation for residual
stresses in a simple geometry.
Early in the nineties, SDRC decided to develop its own
flow analysis and warpage analysis products instead of
distributing Moldflow flow analysis code. It was based
on 2.5D mid-plane analysis and they included residual
stress calculations for warpage prediction.97 In 1994, SDRC
decided to stop the development of their proprietary
molding simulation software. Moldflow and SDRC entered
into an agreement in which Moldflow solvers for flow,
cooling, and warpage were embedded in the SDRC CAD
environment. This product was then marketed and sold by
SDRC and its distributors.
Moldflow’s SWIS consortium published a commercial
warpage product in 1990. This used a 2.5D mid-plane
analysis of the filling and packing phases with linear finite
elements for pressure prediction, and assumed the flow and
temperature fields to be symmetric about the mid-plane
to save time and memory. Unlike all other commercial
codes using the residual stress method, Moldflow used
a strain-based approach98 to calculate shrinkage in each
finite element in directions parallel and perpendicular to
flow. In 1995, Moldflow released an automatic mid-plane
generator that used stereolithography (STL), a format
that could be output by almost all CAD systems. Later,
Moldflow implemented the surface-model-based simulation
(also called dual domain finite element analysis), which no
longer needed mid-plane generation.
In this period, AC Technology founded the company CMOLD to emphasize its primary business. Besides filling,
THE PROCESS OF PERFORMING SIMULATION SOFTWARE
packing, and cooling analysis, C-MOLD developed a
residual stress calculation module called C-PACK/W in
1991, which was based on the CIMP work and performed
a viscous–elastic residual stress analysis. The results of
residual stress analysis were then used as input to the
structural analysis package ABAQUS to calculate the
deformed shape of the component after ejection. In 1922,
C-MOLD released C-STRESS, a linear structural analysis
program for calculation of the warpage from the residual
stresses computed in C-PACK/W. Meanwhile, C-MOLD
developed Quickfill, a fast 2.5D mid-plane analysis tool,
which was intended to be used by nonspecialists although
it had limited results, and a later version called 3D Quickfill
was released in 1998, which employed the surface model.
In 1993, an injection molding simulation program
called HSCAE-F310 was developed by a research group
investigating injection molding lead by Dequn Li at
Huazhong University of Science and Technology in China.
This program was based on 2.5D mid-plane approach
and was improved continuously. As the inventor of the
surface model in academic field, the research group
developed commercial software called HSCAE 3DRF,
which implemented the surface model.
Apart from the software mentioned above, there are
some companies that devoted to injection molding process
simulation. In 1988, Simcon released a product called
Rapid Mesh, which utilized an exterior mesh on a 3D
geometry such as the surface model approach. This
technique, which was called Simcon surface model method,
was then introduced to the main 2.5D product line and
marketed as Cadmould Pro. Initiated in 1998, Sigma
Engineering, a joint venture of the IKV Aachen, Simcon,
and MAGMA GmbH, produced a 3D injection molding
simulation called SIGMASOFT, which was based on a
3D code for simulation of casting called MAGMASOFT
and provided a full 3D analysis using voxel meshing.
Unlike most commercial plastics CAE companies, Sigma
Engineering does not offer a 2.5D mid-plane analysis.
Timon started in business in 1986 but did not move
into injection molding until the mid-nineties. It produced
a pseudo–3D simulation in 1996 called 3D TIMON.
Unlike other companies that solved the Navier stokes
equations for their 3D simulation, Timon extended the
Hele-Shaw approximation to 3D dimensions. In the late
nineties, Transvalor, the commercial arm of the CEMEF,
distributed a product called Rem3D that is designed for
3D analysis of injection molding. CoreTech System Co.
Ltd., a commercial entity created by the National Tsing Hua
University (NTHU) in Taiwan, which investigated injection
molding from 1989, marketed the original products Moldex
based on 2.5D mid-plane technology to simulate all phases
of injection molding.
In the new century, with the rapid development of computation power, full 3D simulation started to be introduced
243
into commercial software. For example, Moldflow offered
its true 3D simulation software including filling to warpage
analysis.54,99 Meanwhile, because the numerical methods
for injection molding simulation is relatively mature, linking properties to processing becomes a research hotspot.
In April 2000, Moldflow acquired AC Technology and
the C-MOLD, and became by far the largest company
involved in simulation of injection molding. The first
product from the post-acquisition company was MPI 3, a
combination of the best technologies from Moldflow and
C-MOLD. Then, Moldflow released a regular series of
product aimed at improving analysis capabilities for midplane, dual domain, and true 3D solvers. The major advance
was 3D warpage analysis,100 which included calculation of
mechanical properties from the calculated fiber orientation
distribution. And Moldflow analysis can consider mold
deformation, in which coupling of the flow and structural
analyses is required.101 In June 2008, Autodesk Inc.,
a world leader in 2D and 3D design software for the
manufacturing, building and construction, and media and
entertainment markets, acquired Moldflow Corporation.
The software was released with the name Autodesk
Moldflow Adviser (AMA) and Autodesk Moldflow Insight
(AMI) after the acquisition. The former provides tools
to help product design engineers, mold design engineers,
or project engineers to simulate and optimize the plastic
part, mold, and tool designs before manufacturing begins.
The latter provides in-depth simulation and optimization of
plastic parts and associated molds.
While most codes had utilized FDM or FEM widely,
FVM was used in injection molding simulation software
since 2000. Core Tech produced a 3D analysis in 2001
called Moldex3D, which uses FVM and a variety of element
shapes. In 2003, Timon introduced a product for designing
optical lenses using prediction of birefringence, which was
the first commercial program to predict optical properties.
8.3 THE PROCESS OF PERFORMING
SIMULATION SOFTWARE
The general steps to perform injection molding simulation
software are as follows:
1. Geometry Modeling. The geometric model of the
part is created first in CAD software, imported into
the simulation software, and then meshed to fit the
demand of simulation process. Simulation software
itself also offers some simple modeling tools, which
can used to construct some simple models such as
the runner and cooling systems.
2. Selection of Polymer Material . Material database
is one of the important parts of the simulation
software, which contains detailed information related
244
DEVELOPMENT AND APPLICATION OF SIMULATION SOFTWARE
to material properties. When beginning a simulation
task, the user can easily select the appropriate
material from the plastic database. Most of simulation
systems also provide an edit function for the users to
build a custom material database.
3. Setting the Conditions of Molding Process. Setting
the process conditions is the representation of the real
manufacturing process and production equipment, including the parameters relative to the process (filling, packing, cooling, etc.) and parameters relative to
equipment (mold, injection molding machine, etc.).
These conditions will directly affect the analysis results of injection molding simulation.
4. Numerical Resolving. After completing the basic
setting of the task, the user can run the numerical
solver. A serial of results will be produced and
displayed as graphs, texts, animation, etc.
With the help of enough information obtained from
the simulation results, the user can optimize the mold
structure and/or process conditions. But not all users
can use simulation software as they wish. The accuracy
of simulation is not only decided by the precision of
mathematical model and numerical algorithm but is also
dependent on the use-skills. Many factors may cause
disappointed simulation results, such as the discrepancy
between the real product and its geometric model, the
inaccuracy of material properties, etc.
8.3.1
Geometry Modeling
Every simulation analysis starts with a computer representation of the part. This is called the geometry model ,
or, simply, the model. As CAD systems provide powerful three-dimensional modeling capabilities, almost all of
the simulation systems are no longer available for geometry modeling capabilities, but only provide an interface to
import CAD models. The current CAD model interfaces
of simulation systems include surface model formats (STL,
IGES, STEP, etc.) and tetrahedral model formats (UNV,
INP, DAT, ANS, NAS, COS, FNF, PAT, etc.). All imported models need to be meshed and given properties for
simulation analysis.
STL file is one of the most commonly used data formats,
almost all of plastic injection molding simulation systems
use STL file as a data interchange format. STL file is the
standard for data exchange now. STL file is a very simple
data format, which uses triangular facets to describe the
three-dimensional solid geometry. However, errors in threedimensional models described in the STL file are often for
the natural defects and immature generation algorithm of
STL file. STL file does not contain surface information
and loses the accuracy of three-dimensional model, which
increases the difficulty of meshing.
Good mesh is the basis of high quality simulation
analysis. Currently, simulation systems provide, in general,
simple tools for mesh repair. Mesh quality evaluation
methods are as follows:
1. Mesh Shape. The uniformity of facet size and the
facet shape have a great influence on the injection
molding simulation. Simulation systems usually use
aspect ratio to describe the shape of a triangular
facet. The aspect ratio of the triangular facet is
defined by the ratio of the longest side over the
height on this side. With this criterion the smaller the
ratio the better the quality of the triangle facet. The
existence of facets of greater aspect ratio will have a
significant effect on the precision of flow simulation.
When the ratio of greater aspect ratio facets reaches
a certain level, the analysis cannot be carried out.
The schematic diagram of aspect ratio is shown in
Figure 8.4.
2. Mesh Error. The mesh errors inherited from STL
format are often unavoidable for injection molding
simulation. It is hard to automatically repair all errors,
so the users have no choice but to repair the errors
manually. There are some errors commonly seen
in the mesh model (as shown in Fig. 8.5), such
as intersection, overlapping, and hole. If a large
number of errors exist, the simulation results will be
inaccurate, even the simulation task cannot be carried
out. In particular, the overlapping error may seriously
influence the cooling analysis process.
3. Matching Rate. Surface model is mainly used in
the current injection molding simulation systems. In
order to coordinate the flow of the opposite surfaces,
b
a
FIGURE 8.4
= a/b).
(a)
Schematic diagram of aspect ratio (aspect ratio
(b)
(c)
FIGURE 8.5 Major error types of STL file: (a) intersection;
(b) overlapping; (c) hole.
THE PROCESS OF PERFORMING SIMULATION SOFTWARE
the mesh is needed to be matched. Surface-modelbased simulation systems can automatically match
the facets. However, owing to the complexity of the
plastic parts and the inconsistent features of opposite
surfaces, the matching rate automatically generated
need not necessarily meet the analysis requirements,
especially for the warpage analysis. The users often
need to manually adjust the matching of the surfaces.
If the matching rate is below certain level, the
simulation task cannot be carried out.
4. Mesh Thickness. In the simulation system, the part
thickness is represented by the mesh thickness.
Simulation systems will automatically calculate the
thickness of facets on the basis of the mesh matching
process. As mentioned above, the facets are not
absolutely matched, so the mesh thickness will also
possibly be calculated with deviation, or can even be
wrongly calculated. The inaccurate mesh thickness
affects the accuracy of the analysis dramatically.
In general, a good mesh should be subject to the
following conditions: there is no error, aspect ratio of all
facets is below 20, matching rate is greater than 80%,
boundary information are basically right, etc.
Besides the mesh quality, the mesh density will also
affect the injection molding simulation. The mesh density
is defined as the number of elements per part surface area.
With an increase in the number of elements, the time
spent on simulation analysis goes up exponentially. For
this reason, users usually tend to choose low mesh density.
However, some phenomena will not be picked up with low
mesh density, such as hesitation and weld lines. Hesitation
is a slowing down of the flow front compared to other
portion of the flow front. As shown in Figure 8.6, in order
to pick up the hesitation phenomenon, a high density mesh
is needed.
8.3.2
Selection of Material
For the injection molding process, the material used is
polymer. In order to obtain the most precise analysis
results, the polymer properties need to be correctly specified
in detail. Most simulation systems have a huge material
(polymer) database, and the material to be used can be
chosen based on searching the database. Meanwhile, some
simulation systems also allow users to add new material into
the database. Specifically, the data input into the database
should be obtained by professional testing.
The specific polymer properties that are used in injection
molding simulation include the following.
8.3.2.1 Rheological Properties The rheological behavior of a polymer melt is termed viscoelasticity. The viscous
attribute of polymer melt can be characterized by viscosity
245
(a)
(b)
FIGURE 8.6 The effect of mesh density on hesitation analysis:
(a) course mesh—no hesitation; (b) fine mesh—hesitation.
that is an important consideration in the polymer injection
molding process.
In order to reflect viscosity properties of materials
accurately in flow simulation, a mathematical viscosity
model is required. The Cross-WLF model (see Section 3.1)
provides a good physical representation of the data, and
usually used for polymer injection molding simulation.
Viscosity can be measured with a capillary rheometer.
8.3.2.2 PVT Properties First, density is an important
property of materials in the simulation. It affects both mass
transfer and heat transfer. For polymer, a constant density
is not enough to describe the material because its density
varies with pressure and temperature. PVT properties of
polymers denote the relationship between pressure (P ),
volume (V ), and temperature (T ) of the polymer. Volume is
usually described as a function of temperature and pressure
in the injection molding process. The modified 2-domain
Tait PVT model (see Section 3.2) is used to account for
polymer compressibility during a flow simulation.
PVT data of the polymer can be tested with the PVT
tester.
8.3.2.3 Thermal Properties The thermal characteristics
include the specific heat and thermal conductivity.
The specific heat of a material is the amount of heat
required to raise the temperature of a unit mass of material
by 1 ◦ C. It is essentially a measurement of a material’s
ability to convert heat input to an actual temperature
increase. It is measured at zero pressure and a range of
temperatures, or averaged across the temperature range of
50 ◦ C to the material’s maximum processing temperature.
The thermal conductivity of a material is the rate of heat
transfer by conduction per unit length per degrees Celsius. It
is essentially a measurement of the rate at which a material
246
DEVELOPMENT AND APPLICATION OF SIMULATION SOFTWARE
can dissipate heat. It is measured under pressure and at
a range of temperatures, or averaged across the material’s
melt temperature range.
8.3.2.4 Mechanical Properties Some standard coefficients are used to describe the viscoelastic material: elastic
modulus, Poisson ration, shear modulus, etc. These inputs
are used to specify the mechanical properties of the polymer.
Mechanical properties of polymers can be measured with
a variety of mechanical test instruments.
8.3.3
Setting Processing Parameters
8.4
Results from a simulation analysis are available in several
different forms, including graphs, texts, and animation.
From the set of results, users can extract expected
information to optimize the part or mold structure, to select
appropriate polymer, to check the injection machine and to
revise process conditions.
Understanding the results is one of the most important
skills that users must possess to determine and solve
problems using simulation. Some important results are
discussed below.
8.4.1
The process conditions that are important for simulation
are melt temperature, mold temperature, fill time, injection
speed, packing pressure, packing time, etc. In some
simulation systems, these parameters can be automatically
recommended by an estimating program. However, the
automatically recommended values are not always good
enough, and users need to adjust some values according
to the primary analysis results.
For any mold that has complex cavity geometry, a
constant injection speed does not necessarily guarantee
a constant velocity at the advancing melt front (MFV).
Whenever the cross-sectional area of the cavity varies,
part of the cavity may get filled earlier than other areas.
Figure 8.7 shows an example where the MFV increases
around the insert, even though the volumetric flow rate is
constant. This creates high stress and orientation along the
two sides of the insert and potentially results in differential
shrinkage and part warpage. In order to obtain constant
MFV, the grading injection method is needed, as shown in
Figure 8.8.
APPLICATION OF SIMULATION RESULTS
Dynamic Display of Melt Flow Front
The progression of the melt flow front from the gate
to the whole cavity is dynamically displayed by means
of animation. From the animation, users can determine
whether the flow of melt is as expected and whether every
corner of the cavity along each flow branch is filled at the
same time. If the melt filling process is not as expected
or not balanced, users can revise the size, number, or
position of the gate, and then repeat running the filling
simulation until an ideal flow pattern is obtained, as shown
in Figure 8.9.
8.4.2
Cavity Pressure
The distribution of pressure in the cavity is recorded
throughout the whole process. Users can see how pressure
changes in the filling and packing stages (as shown in
Figure 8.10). The maximum pressure should be under the
limit of the molding machine. A good design limit for the
mold design is about 70% of the machine limit. If the
Pressure (MPa)
Speed (%)
144.00
135.24
126.47
117.71
108.95
100.19
91.42
82.66
73.90
Stock (%)
FIGURE 8.7
Constant injection speed was set and the max pressure is about 140 MPa.
Speed (%)
Pressure (MPa)
Stock (%)
FIGURE 8.8
20.93
18.31
15.69
13.08
10.46
7.85
5.23
2.62
0.00
Grading speed was set and the max pressure is about 20 MPa.
APPLICATION OF SIMULATION RESULTS
8.4.4
(a)
(b)
FIGURE 8.9 Runner balancing for a family mold: (a) unbalanced design; (b) balanced design. (See insert for color representation of the figure.)
Pressure (MPa)
101.40
88.72
76.05
63.38
50.70
38.03
25.35
247
Polymer Temperature
The simulation temperature of the polymer is an average
temperature of the cross section, and is continually changing during the injection molding cycle. The temperature will
rise up if there is significant shear. The distribution of temperature should be quite uniform during the filling process.
Preferably, the temperature should not change greater than
about 5 ◦ C during the filling process, but practically there
will be larger drops. Generally, up to about 20 ◦ C temperature drop is acceptable. If there are areas of overpacking,
a significant fall in temperature will be observed. This is
an indication that overpacking is a problem and should be
corrected if possible. Decreasing the injection time is normally the best way to narrow the temperature range if it is
too large. Generally, the maximum temperature should not
be above the absolute maximum temperature that the polymer allows. Figure 8.12 shows the distribution of polymer
temperature when the filling ends.
8.4.5
Shear Rate
The shear rate can be compared directly to the shear rate
limit of the polymer as listed in the material database. The
shear rate is rarely too high in the part. Normally, if the
shear rate is too high, it will be in the feed system, usually
the gate. If the shear rate can be kept to 20,000 l/s, it would
be great and the gate sizing consideration should prevent
this. If the shear rate is significantly over the material limit,
this would suggest there may be some problems due to high
shear. The problems could be appearance related (gate blush
for instance) or could result in lower mechanical properties
of the part. Figure 8.13 indicates the distribution of shear
rate when the filling ends.
12.68
0.00
8.4.6
FIGURE 8.10 The distribution of pressure in the cavity when
the filling ends. (See insert for color representation of the figure.)
analysis does not include a feed system, the design limit
should be about 50% of the machine limit. Meanwhile, the
distribution of pressures should be balanced.
8.4.3
Pressure at Injection Location
The pressure history at the injection node can be illustrated
as a 2D XY plot. Looking at this plot the pressure gradient
can be easily seen (Fig. 8.11). There should be a steady
increase in pressure once the polymer melt gets into the
cavity. If there are spikes in pressure, generally near the
end of fill, this would indicate that the part is not well
balanced, or the flow front velocity is speeding up owing
to a significant reduction in the flow front size.
Shear Stress
The shear stress at wall is an intermediate result. The shear
stress within the part should be below the material limit
specified in the polymer database. Simulation helps you
find when and where high shear stress occurs. Generally,
the higher the shear stress is, the higher is the residual
stress. Therefore, we hope the value of shear stress is not
too large, to avoid warping or cracking. Generally, the shear
stress that the melt affords during filling should not exceed
1% of the tensile strength of the material. Figure 8.14 points
out the distribution of shear stress when the filling ends.
8.4.7
Weld Lines
Weld lines form when two flow fronts come together or
a flow front splits and comes back together, for instance,
around a hole. Sometimes, weld lines are formed when
there is significant race tracking. Weld line is sensitive to
248
DEVELOPMENT AND APPLICATION OF SIMULATION SOFTWARE
MPa
98.000
Pressure at injection location: X Y Plot
(12.1021, –5.9402)
88.300
78.600
68.900
59.200
49.500
39.800
30.100
20.400
10.700
1.000
0.000
1.102
2.203
3.305
FIGURE 8.11
4.406
5.508
6.609
7.711
8.812
S
9.913 11.015
Z
Y
X
The plot of pressure at injection location.
Shear rate (1/s)
26425.2
23122.0
19818.9
16515.8
13212.6
9909.47
6606.33
3303.19
0.04
FIGURE 8.12 The distribution of polymer temperature when
the filling ends. (See insert for color representation of the figure.)
high mesh density. Owing to the mesh, sometimes weld
lines will be seen in simulation when they do not really
exist, and other times there will be no weld lines where
one actually exists. Weld lines should be displayed with
fill time to confirm their existence, and with temperature
and pressure to determine their relative quality. Reducing
the number of gates can eliminate weld lines. Changing a
gate location or changing wall thicknesses can move the
location of weld lines. In Figure 8.15, the gates had been
modified to remove weld lines at the main surface.
FIGURE 8.13 The distribution of shear rate in the cavity when
the filling ends. (See insert for color representation of the figure.)
8.4.8
Air Traps
Air traps are defined at nodes and appear when material
comes to this node from all directions. The air trap display
will not only show true air traps but will also show locations
on the parting line where venting should occur. Similar to
weld lines, air traps are sensitive to high mesh density.
In air trips, air will be compressed, resulting in a high
pressure and temperature, which cause the polymer burned.
Therefore, air traps that are on parts should be eliminated.
APPLICATION OF SIMULATION RESULTS
249
Shear stress (MPa)
0.33
0.29
0.25
(a)
0.21
0.17
0.13
0.08
0.04
0.00
(b)
FIGURE 8.14 The distribution of shear stress in the cavity when
the filling ends. (See insert for color representation of the figure.)
(c)
(a)
(d)
(b)
FIGURE 8.15 Modification of the design for elimination of
the weld lines at the main surface: (a) original design with four
gates; (b) modified design with three gates. (See insert for color
representation of the figure.)
FIGURE 8.16 Modification of the design for elimination of the
air traps: (a) the original design in which air trap appeared in the
middle of the part; (b) the molded part with a hole according to
the original design; (c) the modified design in which the thickness
has been modified and the air trap has been eliminated; (d) the
final molded part according to the modified design. (See insert for
color representation of the figure.)
250
DEVELOPMENT AND APPLICATION OF SIMULATION SOFTWARE
0.14
Possibly, several approaches can be used. Changing the wall
thickness, gate locations, or injection speed normally will
help eliminate air traps. As illustrated in Figure 8.16, the
thickness of the part has been modified to eliminate air
traps.
0.12
8.4.9
Shrinkage index
0.16
Shrinkage Index
Shrinkage index is the shrinkage percentage of the volume
of each unit after packing relative to the original volume
(as shown in Fig. 8.17). Shrinkage index is mainly used
to predict the locations and the trends of sink mark. In
general, the bigger the shrinkage index is, the more likely
it is that sink marks will be generated. Shrinkage index also
affects the degree of warping, and so shrinkage index of the
product should be kept uniform to reduce warpage.
0.10
0.08
0.07
0.05
0.03
8.4.10
0.01
FIGURE 8.17 The shrinkage index distribution of the part. (See
insert for color representation of the figure.)
Cooling Evaluation
A cooling analysis is usually used to optimize cooling of
the part. There are two objectives for optimizing cooling.
The first objective is uniform heat extraction from the
part. Ideally, the heat extraction between the cavity and
Steady
temperature (°C)
103.35
93.58
83.81
74.04
64.27
54.49
44.72
34.95
25.18
FIGURE 8.18
the figure.)
The temperature distribution in the cavity. (See insert for color representation of
Cooling time (s)
39.04
34.27
29.50
24.73
19.96
15.19
10.42
5.65
0.88
FIGURE 8.19
The predication of cooling time. (See insert for color representation of the figure.)
REFERENCES
251
Warpage (mm)
10.93
9.59
8.25
6.91
5.57
4.23
2.89
Z
1.55
Y
X
0.21
FIGURE 8.20
of the figure.)
The predication of warpage in the molded part. (See insert for color representation
core should be the same. Also, the temperature distribution
(as shown in Fig. 8.18) of the part should be even. The
second objective is to minimize the cycle time (as shown
in Fig. 8.19). How well the part is cooled can have a
dramatic impact on the warpage of the part. To achieve
these objectives, users need to work with cooling line
placement, coolant temperature modification, and mold
material selection.
8.4.11
Warpage Prediction
Warpage of the molded part is simply caused by a variation
in shrinkage. All parts will have some variation in shrinkage
so all parts will warp (as shown in Fig. 8.20). The warpage
analysis is performed to predict the trend and degree of the
warpage. Reviewing other analysis results (filling, packing,
cooling, etc.) will determine which the primary causative
variant of warpage. Most of the time, it is not just only one
factor. Generally, reducing warpage involves revising the
part structure or mold design. The cost of modification will
be less if it is done earlier in the design cycle.
References
1. Gilmore G.D., Spencer R.S., Role of pressure, temperature,
and time in injection molding process. Modern Plastics,
1950. 37(8): 143–151.
2. Ballman R.L., Toor H.L., Injection molding: rheological
interpretation. Modern Plastics, 1959. 37(1–2): 105–111.
3. Ballman R.L., Toor H.L., Orientation in injection molding.
Modern Plastics, 1960. 38(2): 113–122.
4. Ballman R.L., Toor H.L., Predicting mold flow by electronic
computer. Modern Plastics, 1960. 38(4): 117–120.
5. Jackson G.B., Ballman R.L., Effect of orientation on
physical properties of injection moldings. Society of Plastics
Engineers – Journal, 1960. 16(10): 1147–1152.
6. Pearson J.R.A., Mechanical Principles of Polymer Melt
Processing. 1966, Oxford: Pergamon.
7. Kamal M.R., Kenig S., Injection molding of thermoplastics.
1. Theoretical model. Polymer Engineering & Science, 1972.
12(4): 294–301.
8. Kamal M.R., Kenig S., Injection molding of thermoplastics.
2. Experimental test of model. Polymer Engineering &
Science, 1972. 12(4): 302–310.
9. Wu P.C., Huang C.F., Gogos C.G., Simulation of moldfilling process. Polymer Engineering & Science, 1974. 14(3):
223–230.
10. Williams G., Lord H.A., Mold-filling studies for injection
molding of thermoplastic materials. 1. Flow of plastic
materials in hot-walled and cold-walled circular channels.
Polymer Engineering & Science, 1975. 15(8): 553–568.
11. Lord H.A., Williams G., Mold-filling studies for injection
molding of thermoplastic materials. 2. Transient flow of
plastic materials in cavities of injection-molding dies.
Polymer Engineering & Science, 1975. 15(8): 569–582.
12. Harry D.H., Parrott R.G., Numerical simulation of injection
mold filling. Polymer Engineering & Science, 1970. 10(4):
209–214.
13. Thienel P., Menges G., Mathematical and experimentaldetermination of temperature, velocity, and pressure fields
in flat molds during filling process in injection-molding
of thermoplastics. Polymer Engineering & Science, 1978.
18(4): 314–320.
14. Isayev A.I., Hieber C.A., Toward a viscoelastic modeling of
the injection-molding of polymers. Rheologica Acta, 1980.
19(2): 168–182.
15. Cardozo D., A brief history of the filling simulation
of injection moulding. Proceedings of the Institution of
252
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
DEVELOPMENT AND APPLICATION OF SIMULATION SOFTWARE
Mechanical Engineers Part C – Journal of Mechanical
Engineering Science, 2009. 223(3): 711–721.
Richardson S., Pearson H., Pearson J., Simulation of
injection moulding. Journal of Fluid Mechanics, 1980. 56(4):
609–618.
Richardson S., Hele Shaw flows with a free boundary
produced by the injection of fluid into a narrow channel.
Journal of Fluid Mechanics, 1972. 56: 609–618.
White J.L., Fluid mechanical analysis of injection mold
filling. Polymer Engineering & Science, 1975. 15(1): 44–50.
Kamal M.R., Kuo Y., Doan P.H., The injection molding
behavior of thermoplastics in thin rectangular cavities.
Polymer Engineering & Science, 1975. 15(12): 863–868.
Kuo Y., Kamal M.R., The fluid mechanics and heat transfer
of injection mold filling of thermoplastic materials. AIChE
Journal, 1976. 22(4): 661–669.
Broyer E., Gutfinger C., Tadmor Z., A theoretical model for
the cavity filling process in injection molding. Journal of
Rheology, 1975. 19: 423.
Broyer E., Tadmor Z., Gutfinger C., Filling of a rectangular
channel with a Newtonian fluid. Israel Journal of Technology, 1973. 11(4): 189–193.
Krueger W.L., Tadmor Z., Injection molding into a rectangular cavity with inserts. Polymer Engineering & Science,
1980. 20(6): 426–431.
Tadmor Z., Broyer E., Gutfinger C., Flow analysis network
(FAN) - A method for solving flow problems in polymer
processing. Polymer Engineering & Science, 1974. 14(9):
660–665.
Hieber C.A., Shen S.F., Flow analysis of the nonisothermal
2-dimensional filling process in injection-molding. Israel
Journal of Technology, 1978. 16(5–6): 248–254.
Hieber C.A., Shen S.F., A finite-element/finite-difference
simulation of the injection-molding filling process. Journal
of Non-Newtonian Fluid Mechanics, 1980. 7(1): 1–32.
Barrie I.T., Understanding how an injection mold fills. SPE
journal, 1971. 27: 64–69.
Kamal M.R., Kenig S., The injection molding of thermoplastics part II: Experimental test of the model. Polymer
Engineering & Science, 1972. 12(4): 302–308.
Stevenson J.F., Hieber C.A., Galskoy A., et al., An
experimental study simulation of disk filling by injection
molding, in 34th ANTEC. 1976.
Shen S.F., Simulation of polymeric flows in the injection
moulding process. International Journal for Numerical
Methods in Fluids, 1984. 4(2): 171–183.
Zhou H., Zhang Y., Li D., Injection moulding simulation of
filling and post-filling stages based on a three-dimensional
surface model. Proceedings of the Institution of Mechanical
Engineers Part B – Journal of Engineering Manufacture,
2001. 215(10): 1459–1463.
Rezayat M., Midsurface abstraction from 3D solid models:
general theory and applications. Computer-Aided Design,
1996. 28(11): 905–915.
Fischer A., Smolin A., Elber G., Mid-surfaces of profilebased freeforms for mold design. Journal of Manufacturing
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
50.
Science and Engineering – Transactions of the ASME, 1999.
121: 202.
Lockett H.L., Guenov M.D., Graph-based feature recognition for injection moulding based on a mid-surface approach.
Computer-Aided Design, 2005. 37(2): 251–262.
Zhou H., Li D., A numerical simulation of the filling stage
in injection molding based on a surface model. Advances in
Polymer Technology, 2001. 20(2): 125–131.
Zhou H., Li D., Computer filling simulation of injection
molding based on 3D surface model. Polymer-Plastics
Technology and Engineering, 2002. 41(1): 91–102.
Yu H., Kietzmann C., Cook P., et al., A new method for
simulation of injection molding, in SPE Annual Technical
Conference—ANTEC. 2004, Chicago, Illinois: Society of
Plastics Engineers. 641–644.
Cao W., Wang R., Shen C., A dual domain method
for 3-D flow simulation. Polymer-Plastics Technology and
Engineering, 2005. 43(5): 1471–1486.
Cao W., Shen C., Two solutions for three-dimensional flow
simulation of injection molding, in SPE Annual Technical
Conference—ANTEC. 2005, Boston, Massachusetts: Society of Plastics Engineers. 69–73.
Jaworski M.J., Theoretical and Experimental Comparison
of Mesh Types Used in CAE Injection Molding Simulation
Software. 2003, Lowell: University of Massachusetts.
Osswald T.A., Turng L.S., Gramann P.J., Injection Molding
Handbook. 2008, München: Carl Hanser Publishers.
Beaumont J.P., Nagel R.L., Sherman R., Successful injection
molding: process, design, and simulation. 2002, New York:
Hanser Publishers.
http://www.moldflow.com/, March 25, 2011.
http://www.simpoe.com/, March 25, 2011.
Zhou H., Li D., Computer simulation of the filling process
in gas-assisted injection molding based on gas-penetration
modeling. Journal of Applied Polymer Science, 2003. 90(9):
2377–2384.
Cao W., Shen C., Li H., Coupled part and mold temperature
simulation for injection molding based on solid geometry.
Polymer-Plastics Technology and Engineering, 2006. 45(6):
741–749.
Li D., Zhou H., Modelling and simulation of residual stress
and warpage in injection moulding. Proceedings of the
Institution of Mechanical Engineers Part C – Journal of
Mechanical Engineering Science, 2004. 218(5): 521–530.
Jaworski M.J., Yuan Z., Theoretical and experimental
comparison of the four major types of mesh currently used
in CAE injection molding simulation software. in SPE
Annual Technical Conference –ANTEC. 2003, Nashville,
Tennessee.
Zhou H.M., Li D.Q., Modelling and prediction of weld
line location and properties based on injection moulding
simulation. International Journal of Materials and Product
Technology, 2004. 21(6): 526–538.
Zhou H.M., Li D.Q., Computer evaluation of weld lines in
injection-molded parts. Journal of Reinforced Plastics and
Composites, 2005. 24(3): 315–322.
REFERENCES
51. Zhou H.M., Li D.Q., Integrated simulation of the injection
molding process with stereolithography molds. International
Journal of Advanced Manufacturing Technology, 2006.
28(1–2): 53–60.
52. Gao D.M., Nguyen K.T., Hetu J.F., et al., Modeling of
industrial polymer processes: injection molding and blow
molding. Advanced Performance Materials, 1998. 5(1–2):
43–64.
53. Rajupalem V., Talwar K., Friedl C., Three-dimensional
simulation of the injection molding process, in SPE Annual
Technical Conference – ANTEC. 1997, Toronto, Ontario.
54. Talwar K., Costa F., Rajupalem V., et al., Three-dimensional
simulation of plastic injection molding, in SPE Annual
Technical Conference - ANTEC. 1998, Atlanta, Georgia.
55. Choi K.I., Koo B.H., Analysis of the three dimensional
mold-filling process in injection molding, in SPE Annual
Technical Conference – ANTEC. 2004, Chicago, Illinois.
56. Kim S.W., Turng L.S., Three-dimensional numerical simulation of injection molding filling of optical lens and multiscale
geometry using finite element method. Polymer Engineering
& Science, 2006. 46(9): 1263–1274.
57. Kim S.W., Turng L.S., A 3-D numerical study on injection
molding filling, in SPE Annual Technical Conference –
ANTEC. 2006, Charlotte, North Carolina.
58. Zhou H.M., Geng T., Li D.Q., Numerical filling simulation
of injection molding based on 3D finite element model.
Journal of Reinforced Plastics and Composites, 2005. 24(8):
823–830.
59. Haagh G., Van De Vosse F.N., Simulation of threedimensional polymer mould filling processes using a pseudoconcentration method. International Journal for Numerical
Methods in Fluids, 1998. 28(9): 1355–1369.
60. Ilinca F., Hetu J.F., Three-dimensional simulation of multimaterial injection molding: application to gas-assisted and
co-injection molding. Polymer Engineering & Science, 2003.
43(7): 1415–1427.
61. Haagh G., Peters G.W.M., Van de Vosse F.N., et al.,
A 3-D finite element model for gas-assisted injection
molding: simulations and experiments. Polymer Engineering
& Science, 2001. 41(3): 449–465.
62. Zhou H.M., Li D.Q., Further studies of the gas penetration
process in gas-assisted injection molding. Polymer-Plastics
Technology and Engineering, 2003. 42(5): 911–923.
63. Tezduyar T.E., Stabilized finite-element formulations for
incompressible-flow computations, in Advances in Applied
Mechanics. 1992, San Diego: Academic Press Inc. 1–44.
64. Argyris J., Laxander A., Szimmat J., Petrov–Galerkin finiteelement approach to coupled heat and fluid-flow. Computer
Methods in Applied Mechanics and Engineering, 1992.
94(2): 181–200.
65. Berger R.C., Stockstill R.L., Finite-element model for highvelocity channels. Journal of Hydraulic Engineering - ASCE,
1995. 121(10): 710–716.
66. Gong Z.X., Mujumdar A.S., Flow and heat transfer in
convection-dominated melting in a rectangular cavity heated
67.
68.
69.
70.
71.
72.
73.
74.
75.
76.
77.
78.
79.
80.
253
from below. International Journal of Heat and Mass Transfer,
1998. 41(17): 2573–2580.
Ervin V.J., Miles W.W., Approximation of time-dependent
viscoelastic fluid flow: SUPG approximation. SIAM Journal
on Numerical Analysis, 2003. 41(2): 457–486.
Wu Y.H., Wiwatanapataphee B., Yu J., An enthalpy control
volume method for transient mass and heat transport with
solidification. International Journal of Computational Fluid
Dynamics, 2004. 18(7): 577–584.
Hetu J.F., Gao D.M., Garcia-Rejon A., et al., 3D finite
element method for the simulation of the filling stage in
injection molding. Polymer Engineering & Science, 1998.
38(2): 223–236.
Yan B., Zhou H., Li D., Numerical simulation of the
filling stage for plastic injection moulding based on the
Petrov - Galerkin methods. Proceedings of the Institution
of Mechanical Engineers Part B - Journal of Engineering
Manufacture, 2007. 221(10): 1573–1577.
Chang R.Y., Yang W.H., Numerical simulation of mold
filling in injection molding using a three-dimensional
finite volume approach. International Journal for Numerical
Methods in Fluids, 2001. 37(2): 125–148.
Yang W.H., Peng A., Liu L., et al., Integrated numerical
simulation of injection molding using true 3D approach,
in SPE Annual Technical Conference – ANTEC. 2004,
Chicago, Illinois.
Yang W.H., Peng A., Liu L., et al., Parallel true 3D CAE
with hybrid meshing flexibility for injection molding. in
SPE Annual Technical Conference – ANTEC. 2005, Boston,
Massachusetts.
Zhou J., Turng L.S., Three-dimensional numerical simulation of injection mold filling with a finite-volume method
and parallel computing. Advances in Polymer Technology,
2006. 25(4): 247–258.
Chau S.W., Lin Y.W., Three-dimensional simulation of
melt filling and gas penetration in gas-assisted injection
molding process using a finite volume formulation. Journal
of Polymer Engineering, 2006. 26(5): 431–450.
Seo D.J., Youn J.R., Tucker C.L., Numerical simulation of
mold filling in foam reaction injection molding. International
Journal for Numerical Methods in Fluids, 2003. 42(10):
1105–1134.
Seo D., Youn J.R., Numerical analysis on reaction injection
molding of polyurethane foam by using a finite volume
method. Polymer, 2005. 46(17): 6482–6493.
Silva J.B.C., de Moura L.F.M., A control-volume finiteelement method (CVFEM) for unsteady, incompressible,
viscous fluid flows. Numerical Heat Transfer Part B –
Fundamentals, 2001. 40(1): 61–82.
Naterer G.F., Eulerian three-phase formulation with coupled
droplet flow and multimode heat transfer. Numerical Heat
Transfer Part B – Fundamentals, 2003. 43(4): 331–352.
Koo B.H., Choi K.I., Computer simulation of 3D filling and
packing process in injection molding. in SPE Annual Technical Conference – ANTEC. 2005, Boston, Massachusetts.
254
DEVELOPMENT AND APPLICATION OF SIMULATION SOFTWARE
81. Estacio K.C., Mangiavacchi N., Simplified model for mould
filling simulations using CVFEM and unstructured meshes.
Communications in Numerical Methods in Engineering,
2007. 23(5): 345–361.
82. Jiang S.L., Wang Z.G., Zhou G.F., et al., An implicit controlvolume finite element method and its time step strategies
for injection molding simulation. Computers & Chemical
Engineering, 2007. 31(11): 1407–1418.
83. Khayat R.E., Derdouri A., Hebert L.P., A 3-dimensional
boundary-element approach to gas-assisted injectionmolding. Journal of Non-Newtonian Fluid Mechanics, 1995.
57(2–3): 253–270.
84. Khayat R.E., Elsin W., Kim K., An adaptive boundary
element approach to transient free surface flow as applied
to injection molding. International Journal for Numerical
Methods in Fluids, 2000. 33(6): 847–868.
85. Khayat R.E., Plaskos C., Genouvrier D., An adaptive
boundary-element approach for 3D transient free surface
cavity flow, as applied to polymer processing. International
Journal for Numerical Methods in Engineering, 2001. 50(6):
1347–1368.
86. Spalding D.B., GENMIX: A General Computer Program
for Two-Dimensional Parabolic Phenomena, Vol. 1. 1977,
Oxford: Pergamon Press.
87. Austin C., Filling of mold cavities, in Computer Aided
Engineering for Injection Molding, Bernhardt E.C., Editor.
1983, New York: Hanser.
88. Kamal M.R., The McGill University model (McKam-II):
A comprehensive, integrated computer simulation of the
injection molding process, in Applications of Computer
Aided Engineering in Injection Molding, Manzione L.T.,
Editor. 1987, New York: Hanser Publisher.
89. Lafleur P.G., Kamal M.R., A structure-oriented computer
simulation of the injection molding of viscoelastic crystalline
polymers. Part I: Model with fountain flow, packing,
solidification. Polymer Engineering & Science, 1986. 26(1):
92–102.
90. Sitters C.W.M., Numerical Solution of Injection
Moulding, PhD Thesis. 1988, Technical University of
Eindhoven.
91. Boshouwers A.H.M., Van der Werf J.J., A Simulation Code
for the Filling Phase of the Injection Moulding Process of
Thermoplastics, PhD Thesis. 1988, Technical University of
Eindhoven.
92. Burton T.E., Rezayat M., POLYCOOL 2 a three-dimensional
transient mold-cooling simulator, in Applications of Computer Aided Engineering in Injection Molding, Manzione
L.T., Editor. 1987, New York: Hanser.
93. Caren S., GRAFTEK integrated CAD/CAM/CAE system,
in Applications of Computer Aided Engineering in Injection
Molding, Manzione L.T., Editor. 1987, New York: Hanser.
94. Wang V.W., Hieber C.A., Wang K.K., C-FLOW a CAE
package with high level interactive graphics, in Applications
of Computer Aided Engineering in Injection Molding,
Manzione L.T., Editor. 1987, New York: Hanser.
95. Zoller P., Bolli P., Pahud V., et al., Apparatus for measuring
pressure-volume-temperature relationships of polymers to
350 ◦ C and 2200 kg/cm2 . Review of Scientific Instruments,
1976. 47(1): 948–952.
96. Pichelin E., Coupez T., Finite element solution of the
3D mold filling problem for viscous incompressible fluid.
Computer Methods in Applied Mechanics and Engineering,
1998. 163(1–4): 359–371.
97. Rezayat M., Stafford R.O., A thermoviscoelastic model for
residual stress in injection molded thermoplastics. Polymer
Engineering & Science, 1991. 31(6): 393–398.
98. Moldflow, SWIS Manual. 1988, Melbourne: Moldflow Pty.
Ltd.
99. Ray S.R., Costa F.S., Kennedy P.K., Three-dimensional
simulation of gas-assisted injection molding. in SPE Annual Technical Conference - ANTEC. 2005, Boston, Massachusetts.
100. Fan Z., Lin B., Costa F., et al., Three-dimensional warpage
simulation for injection molding, in SPE Annual Technical
Conference - ANTEC. 2004, Boston, Massachusetts: Society
of Plastics Engineers.
101. Bakharev A., Zhiliang F.A.N., Costa F., Prediction of
core shift effects using mold filling simulation, in SPE
Annual Technical Conference - ANTEC. 2004, Boston,
Massachusetts: Society of Plastics Engineers. 621–625.
PART III
OPTIMIZATION
9
NONITERATIVE OPTIMIZATION METHODS
Peng Zhao
State Key Laboratory of Fluid Power and Mechatronic Systems, Zhejiang University, Hangzhou, Zhejiang, China
Yuehua Gao
School of Traffic & Transportation Engineering, Dalian Jiaotong University, Dalian, Liaoning, China
Huamin Zhou
State Key Laboratory of Materials Processing and Die & Mould Technology, Huazhong University of Science and Technology,
Wuhan, Hubei, China
Lih-Sheng Turng
Polymer Engineering Center, Department of Mechanical Engineering, University of Wisconsin–Madison, Madison, Wisconsin,
USA
Polymer material, mold design, and process parameters are
three major factors affecting the quality of an injection
molded part. During the production process, the polymer
and the mold are usually predetermined, so optimizing
the process parameters is the most convenient approach
to improve the quality of molded parts. However, the
optimization of process parameters for injection molding is
a complex and difficult task. This is because there are over a
dozen process parameters involved in the molding process,
and the relationships between the process parameters and
the part quality are difficult to express explicitly. Moreover,
injection molding belongs to the category of a complicated
large-scale system involving many fields of science and
engineering, such as rheology, heat transfer, fluid dynamics,
friction, polymer science, and control theory. Traditionally,
the optimization of parameters for injection molding was
considered to be a “black art,” relying heavily on longterm experience of skilled operators and requiring a trialand-error approach. Unfortunately, an unskilled operator
typically needs 10–20 years to become a skilled operator,
with growing industry demand for skilled operators far
exceeding the current supply.1
Faced with global competition in the injection molding
industry, using the trial-and-error method to optimize
process parameters for injection molding is no longer
efficient enough. Many researchers have attempted various
methods for optimizing process parameters for injection
molding in order to reduce the time to market and
obtain consistent quality of molded parts. Generally,
these optimization methods can be classified into three
categories. The first category involves finding an optimum
process setting by an analysis based on noniterative
optimization methods, which include Taguchi method, gray
relational analysis (GRA), expert systems (ESs), casebased reasoning (CBR), and fuzzy systems. The second
category is a global search process in a given design
window using intelligent optimization algorithms. These
intelligent optimization algorithms follow some rules in
nature such as evolution of people and annealing of
metal, which are convenient in that the simulation code
is black-box software but requires a huge computational
time. The third category deals with the latest optimization
strategy, which performs optimization iteration based on
the approximate mathematical function obtained by a
Computer Modeling for Injection Molding: Simulation, Optimization, and Control, First Edition. Edited by Huamin Zhou.
© 2013 John Wiley & Sons, Inc. Published 2013 by John Wiley & Sons, Inc.
257
258
NONITERATIVE OPTIMIZATION METHODS
surrogate model constructed by running a simulation code.
This method can sharply improve computational efficiency
and enable any optimization algorithm—including timeconsuming intelligent algorithms—to perform easily.
Intelligent optimization algorithms and optimization
methods based on surrogate models are introduced in
Chapters 10 and 11, respectively. This chapter discusses
the optimization methods in injection molding through
noniterative methods. The Taguchi method that is used
to minimize the number of simulation runs and the time
needed to optimize any inputs is discussed in Section 9.1.
Other optimization methods, which are discussed in the
following sections, include GRAs in Section 9.2, which
method is of great significance in describing the relationship
among the related factors based on the data series; ESs in
Section 9.3, which are computer programs that attempt to
reproduce the performance of one or more human experts,
most often in a specific problem domain; CBR in Section
9.4, which solves new problems based on the solutions to
similar past problems; and fuzzy systems in Section 9.5,
which provide a simple way to reach a definite conclusion
based on vague, ambiguous, imprecise, noisy, or missing
input information. Section 9.6 provides some applications
of the presented models in injection molding.
9.1
TAGUCHI METHOD
Taguchi techniques were developed by Taguchi and
Konishi.2 These techniques have been utilized widely in
engineering analysis to optimize performance characteristics in terms of combinations of design parameters. The
Taguchi technique is also a powerful tool for designing
high quality systems. It introduces an integrated approach
that is simple and efficient in finding the best range of
designs for quality, performance, and computational cost.3
For off-line quality control, the Taguchi technique involves
three stages, namely, system design, parameter design, and
tolerance design. System design consists of the usage of
scientific and engineering information, which is required
to produce a part. Parameter design obtains the optimum
levels of process parameters for developing quality characteristics and determining product parameter values, while
minimizing variation effects. Tolerance design is employed
to determine and analyze tolerances based on the optimum
combinations suggested by the parameter design.
The Taguchi method combines engineering and statistics
to provide improvements in both cost and quality. Unlike
traditional quality control methods whose goal is to
eliminate the causes of variation, the Taguchi method is
based on the concept that quality can be improved at a
reduced cost by systematically reducing the number of
factorial simulations. Parameters are balanced against each
other to provide an “optimum” where the process and
product are robust and acceptable.
The Taguchi method is an effective approach to optimizing the throughput in various manufacturing-related
processes. It has been extensively used in the engineering
design and analysis of optimal manufacturing parameters.
In this section, parameter design is introduced to explain
how to achieve the optimum design for better product performance. First, we introduce the orthogonal array, which
provides basic and useful information for Taguchi analysis.
Then, the Taguchi method is analyzed as shown below.
9.1.1
Orthogonal Arrays
The foundation of designing an experiment with the
Taguchi methodology is the orthogonal array. By using the
orthogonal array, responses are obtained via running the
simulation code or performing corresponding experiments.
It has been shown that the Taguchi method can provide a
better design on sets of samples. The orthogonal array has
been widely utilized in engineering analysis and consists
of a design of experiments with an objective to acquire
data in a controlled fashion or to obtain information about
the behavior of a given design. The effects of design
parameters can be effectively accessed by carrying out
matrix experiments based on Taguchi’s orthogonal design.
Orthogonal arrays can be divided into several classes: full
level, two levels, and three levels.
In the context of experimental matrices, orthogonal
means statistically independent. If one examines a typical
orthogonal array (Table 9.1), he/she will note that each level
has an equal number of occurrences within each column.
For each column in Table 9.1, level 1 occurs four times
and level 2 occurs four times as well. Although different
orthogonal arrays may have more than two levels within
each column and each array has a different number of
columns, they share the same rule. Within each column,
each number occurs equally as shown in the table. If the
relationship between one column and another is examined,
it is not hard to find that each level within one column and
any other column will appear an equal number of times.
To facilitate the understanding of orthogonal arrays,
it is essential to understand the standard nomenclature
TABLE 9.1
A L8 (27 ) Orthogonal Array
L8 (27 )
No.
1
2
3
4
5
6
7
1
2
3
4
5
6
7
8
1
1
1
1
2
2
2
2
1
1
2
2
1
1
2
2
1
1
2
2
2
2
1
1
1
2
1
2
1
2
1
2
1
2
1
2
2
1
2
1
1
2
2
1
1
2
2
1
1
2
2
1
2
1
1
2
TAGUCHI METHOD
for describing each orthogonal array. Each array can be
identified by the form LA (B C ) and can be illustrated by
the orthogonal array in Table 9.1. L, which is designated
by subscript A, represents the number of experimental runs
or combinations of factors that can be conducted in the
experiments. The parameter B denotes the number of levels
within each column. The letter C , which is shown as the
exponent of the base letter B , identifies the number of
columns available within the orthogonal array.
In Table 9.1, the orthogonal array L8 (27 ) contains
eight experimental runs of combinations of factors to be
conducted in the experiment. Within the L8 (27 ), each
column contains two levels, meaning each factor under
study will possess two levels. The superscript 7 represents
seven columns within the array and means that up to
seven factors and interactions can be incorporated into the
experiment.
9.1.2
Analysis of the S/N Ratio
The Taguchi technique utilizes the signal-to-noise (S/N) ratio approach to measure the quality characteristic deviating
from the desired value. It also uses the S/N ratio approach
instead of the average value to convert the experimental result into a value for the sake of characteristic evaluation in
the optimum parameter analysis. The S/N ratio has a unit
of dB and is defined as:
η = −10 lg (MSD)
(9.1)
where MSD is the mean-square deviation for the output
characteristic. The S/N ratio characteristics can be divided
into three stages: the nominal-the better, the smallerthe better, and the higher-the better, where the quality
characteristics are continuous for engineering analysis.4,5
The nominal-the better means that one hopes the response
value will equal a given value; the smaller-the better
means that one expects the response value will be small
enough; and the higher-the better means that one expects
the response value will be large enough. The MSD for these
three quality characteristics can be expressed as
the nominal-the better:
y2
S2
(9.2)
1 2
yi = y 2
n
(9.3)
MSD =
the smaller-the better:
n
MSD =
i=1
the higher-the better:
1 1
MSD =
n
yi2
n
i=1
(9.4)
259
where S is the standard deviation,y i the response value for
the specified problem in the i th test, and n the number of
samples in each test trial. Because −log is a monotonic
decreasing function, it implies that the S/N value should be
maximized.
9.1.3
Analysis of Variance
The aim of the analysis of variance (ANOVA) is to
evaluate the significance of design parameters on quality
indexes. If some design variables do not considerably
impact the concerned quality, they can be deleted from
the variable and excluded from building the prediction
model. This will increase the efficiency of the optimization
process.
The percentage contribution of variance can be calculated via the following equations. Here, the total sum of
the squared deviations, SST , from the total mean S/N ratio,
ηn , can be introduced:
SST = SSd + SSe
SST =
n
(ηi − ηn )2
(9.5)
(9.6)
i=1
where ηi is the mean S/N ratio for the i th experiment, SSd
is the sum of the squared deviations and SSe is the sum of
the squared error. The percentage contribution, ρ, can be
calculated as follow:
ρ=
9.1.4
SSd
SST
(9.7)
Taguchi Technology
Orthogonal arrays of Taguchi, the S/N ratio, and the
ANOVA can be utilized to indicate the optimal levels and
the effect of design parameters on the quality index of
products. The application flowchart of the Taguchi method
is shown in Fig. 9.1.
Using the Taguchi method, the selection of quality
characteristics and control factors depend on the specified
problem. For example, for injection molded parts, these
include warpage, shrinkage, and/or sink marks, which are
all related to the desires of the customer. The selection of
the orthogonal array affects the computational efficiency
and the predicted accuracy. If a high accuracy result
is needed, a full orthogonal array is necessary. Otherwise, if the simulation code is rather time consuming,
a fractional orthogonal array is a better choice. Finally,
after the optimal design combination is determined,
the confirmed experimental design is necessary. The
accuracy of the predictor can be validated through the
confirmation.
260
NONITERATIVE OPTIMIZATION METHODS
a characteristic of “the larger-the better.” The original
sequence can be normalized as follows:
xi∗ =
xi(O) (k) − min xi(O) (k)
max xi(O) (k) − min xi(O) (k)
(9.8)
When the-smaller-the-better is a characteristic of the
original sequence then the original sequence should be
normalized as follows:
xi∗ =
FIGURE 9.1
9.2
Steps of Taguchi parameter design.
GRAY RELATIONAL ANALYSIS
The GRA theory initiated by Deng6 – 8 makes use of gray
relational generating and calculates the gray relational
coefficient to handle the uncertain systematic problem under
the status of only partially known information. The gray
relational coefficient expresses the relationship between
the desired and actual experimental results and the gray
relational grade is simultaneously computed corresponding
with each performance characteristic. This method provides
an optimal combination of design parameters through given
design levers and can reveal the important factors based on
the orthogonal array, just like the Taguchi method. In GRA,
the experimental or simulation results of product qualities
are first normalized and then the gray relational coefficient
and the gray relational grade are calculated to establish
the relationship between the optimal and actual normalized
results. In the following subsections, these two stages are
illustrated.
9.2.1
Data Preprocessing
Data preprocessing is normally required since the range and
the unit in one data sequence may differ from the others.
Therefore, the data processing is given first priority. This is
also necessary when the sequence scatter range is too large
or when the directions of the target in the sequences are
different. Data preprocessing is the process of transferring
the original sequence to a comparable sequence. Depending
on the characteristics of the data sequence, there are
various methodologies of data preprocessing available for
GRA. Let the original reference sequence and comparability
sequences be represented as x0(O) (k) and xi(O) (k) , i =
1, 2, . . . , m; k = 1, 2, . . . , n, respectively. If the target
value of the original sequence is infinite then it has
max xi(O) (k) − xi(O) (k)
max xi(O) (k) − min xi(O) (k)
(9.9)
However, if there is a definite target value OB to be
achieved then the original sequence will be normalized in
the form:
(O)
xi (k) − OB
∗
xi = 1 −
max max xi(O) (k) − OB, OB − min xi(O) (k)
(9.10)
Or, the original sequence can be simply normalized by the
most basic methodology, that is, by dividing the values of
the original sequence by the first value of the sequence:
xi∗ (k) =
xi(O) (k)
xi(O) (1)
(9.11)
where xi∗ (k) is the sequence after the data preprocessing,
max xi(O) (k) is the largest value of xi(O) (k), and min xi(O) (k)
is the smallest value of xi(O) (k).
The normalized results lie in a range between 0 and
1 with the best-normalized results equal to one and a
large value of normalized results corresponding to a better
performance.
9.2.2 Gray Relational Coefficient and Gray
Relational Grade
After data preprocessing, a gray relational coefficient needs
to be calculated with the preprocessed sequences. The gray
relational coefficient establishes the relationship between
the optimal (best = 1) and the actual normalized results.
The gray relational coefficient is defined as follows:
min + ζ max
γ x0∗ (k) , xi∗ (k) =
0i (k) + ζ max
0 < γ x0∗ (k) , xi∗ (k) ≤ 1 (9.12)
where 0i (k ) is the deviation sequence between the
reference sequence x0∗ (k) and the comparability sequence
xi∗ (k);
(9.13)
0i (k) = x0∗ (k) − xi∗ (k)
EXPERT SYSTEMS
max = max max x0∗ (k) − xj∗ (k)
(9.14)
min = min min x0∗ (k) − xj∗ (k)
(9.15)
∀j ∈I
∀k
∀j ∈I ∀k
where 0i (k ) is the absolute differences of the two comparand maxative sequences; min and max are the minimum
imum values of 0i (k) = x0∗ (k) − xi∗ (k), respectively;
and ζ is the distinguishing coefficient whose value is adjusted according to the systematic actual need within a
range of 0–1. A higher gray relational coefficient γ i (k ) represents that the corresponding experimental result is closer
to the optimal (best) normalized value in terms of a single
performance characteristic.
The gray relational grade is a weighted sum of the gray
relational coefficient. It is defined as follows:
n
n
βk γ x0∗ (k) , xi∗ (k) ,
βk = 1
γ x0∗ , xi∗ =
k=1
k=1
(9.16)
Here, the gray relational grade γ x0∗ , xi∗ represents the
level of correlation between the reference sequence and the
comparability sequence. If the two sequences are identically
coincident then the value of the gray relational grade
is equal to 1. The gray relational grade also indicates
the degree of influence that the comparability sequence
could exert on the reference sequence. Therefore, compared
with the reference sequence, a particular comparability
sequence is more important than other comparability
sequences. Consequently, the gray relational grade for that
comparability sequence and reference sequence will be
higher than other gray relational grades. GRA is actually
a measurement of the absolute value of the data difference
between sequences, and it could be used to measure the
approximation correlation between sequences.
9.3
EXPERT SYSTEMS
ESs are a subbranch of artificial intelligence that solve
problems and give advice by using human experts’
knowledge within a specific domain. Human experts are
able to accomplish tasks successfully because they are
conversant in their domains. ESs employ expert level
knowledge to achieve expert performance for the sake
of solving specific problems. Generally, ES designers
acquire domain knowledge with the help of human
experts, and the system simulates the human expert’s
reasoning methodology. As with skilled humans, ESs tend
to be specialists, focusing on a narrow set of problems.
What’s more, their knowledge is both theoretical and
practical; that is, the human experts who provide the
system’s knowledge have generally augmented their own
theoretical understanding on the problem domain.9 Since
the 1980s, ESs have been applied to a variety of industrial
problems.
Typically, an ES consists of six major components:
the human–computer interface, the knowledge acquisition
module, the inference engine, the explanation module, the
knowledge base, and the working memory.10 The generic
structure of an expert system is shown in Fig. 9.2. The
human–computer interface handles the communications
between the users/knowledge engineers and the expert
system. The knowledge acquisition module aids knowledge
engineers in building a knowledge base. The inference
engine is an implementation of one or more reasoning
strategies that organizes a correct sequence for solving
problems. The explanation module justifies the actions
of the system and rationalizes the system’s behavior for
users. The knowledge base includes a rule base—a set
of rules that encode specific knowledge relevant to the
domain of operation—and a fact base—a set of concerned
parameters of events in the domain. The working memory
records the intermediate hypotheses and results that the
ES then manipulates. The general operation of the ES is
characterized by a match-select-apply cycle, using forward
reasoning strategy, backward reasoning strategy, or mixed
reasoning strategy. Further introduction of an ES, its
two fundamental components—including the knowledge
base and the inference engine—will be described in the
following subsections.
Knowledge engineers
Users
Human – computer interface
Knowledge acquistion
module
Inference engine
Knowledge base
FIGURE 9.2
261
Explanation module
Working memory
The generic structure of an expert system.
262
NONITERATIVE OPTIMIZATION METHODS
9.3.1
Knowledge Base
The knowledge base is the heart of the ES and contains
the knowledge of a particular application domain.9 In the
establishment of a knowledge base, the knowledge representation method is the most important issue, as it has a
direct influence on the performance of the knowledge base.
A good representation is essential to make the knowledge
in the knowledge base more easily understood and more
efficiently utilized. A variety of methods for representing
knowledge in a knowledge base have been developed over
the years. The commonly used representation methods are
rules, logics, semantic nets, and frames.
9.3.1.1 Knowledge Representation with Rules Knowledge representation with rules is the most popular method
used in the ESs. In this method, the domain knowledge is
represented by a set of rules that are acquired through human experts’ past long-term experience. These rules are
expressed as IF–THEN statements including condition–
action pairs, as shown as below,
IF C1 + · · · + Cm THEN A1 + · · · + An
where C 1 , . . . , C m are the conditions of the rule, while
A1 , . . . , An are the actions for the rule. The + sign denotes
the AND operator. Hence, this rule can be read as if C 1
and . . . and Cm are true, then perform actions A1 and . . .
and An . Sometimes, rules are written with arrows “→”
to represent the relationships between the IF and THEN
portions. That is,
C1 + · · · + Cm → A1 + · · · + An
In expert systems, there are three different inference
strategies: the forward inference strategy, the backward
inference strategy, and the mixed inference strategy. These
are explained in detail in Section 9.3.2. During the process
of forward inference, if the IF portion of a rule is satisfied
by the current facts then the rule is executed (or fired), and
the action denoted by the THEN portion is performed. For
example,
FACT: Polymethylmethacrylate is an amorphous polymer.
RULE: If a polymer is an amorphous polymer, then the
polymer has a good transparency.
ACTION: Polymethylmethacrylate has a good transparency.
TABLE 9.2
Examples
9.3.1.2 Knowledge Representation with Logic The
logic-based representation method is the most classical
approach to represent domain knowledge.10 Generally,
there are two different logic forms in this representation
method: propositional logic and predicate logic. Knowledge
represented by propositional logic is linked with Boolean
operators (AND, OR, NOT, etc.) and their conclusions are
either TRUE or FALSE. In propositional logic, variables
are only logic variables (TRUE or FALSE). For example,
if A is TRUE, B is FALSE, then A and B is FALSE; if A is
TRUE, B is FALSE, then A or B is TRUE. Propositional
logic is not powerful enough for a knowledge base because
it lacks quantifiable variables.
Predicate logic is an extension of propositional logic that
supplements quantified variables for the sake of knowledge
representation. In predicate logic, there are three types of
symbols: the constant symbol, the function symbol, and
the relation symbol. Constant symbols represent real-world
objects. Function symbols denote functions operating on
an object to return an object. Relation symbols define
relationships between objects.11 Examples of these three
types of symbols are shown in Table 9.2. On the basis of
these three symbols, domain knowledge can be expressed
with parentheses and operators. For example, we can
express the truth that the polymethylmethacrylate is an
amorphous polymer using a piece of knowledge:
(IS-A POLYMETHYLMETHACRYLATE
AMORPHOUS-POLYMER)
The main feature of logic-based representation is that
a set of true rules can be used to derive new facts.
As an example, one piece of domain knowledge about
polymers can be stated as amorphous polymer has a good
transparency. This would be translated into
(ALL x (IF (AMORPHOUS-POLYMER x )
(HAS-GOOD-TRANSPARENCY x )))
which reads: for any object x, if x is an amorphous polymer
then x has a good transparency. Suppose we have another
piece of knowledge represented in logic
(ALL x (IF (POLYMETHYLMETHACRYLATE x )
(AMORPHOUS-POLYMER x )))
Examples of Constant Symbol, Function Symbol, and Relation Symbol
Constant Symbol
Function Symbol
Relation Symbol
POLYMETHYLMETHACRYLATE
AMORPHOUS-POLYMER
POLYMER
+
NAME
COLOR
IS-A
HAS-A
EXPERT SYSTEMS
Amorphous polymer
Is-a
Polymethylmethacrylate
FIGURE 9.3
Has-a
Good transparency
An example of a semantic net representation.
which reads: for any object x, if x is a polymethylmethacrylate then x is an amorphous polymer. Then, from the above
two facts, we can conclude that for any object x, if x is a
polymethylmethacrylate then x have a good transparency.
That is,
(ALL x (IF (POLYMETHYLMETHACRYLATE x )
(HAS-GOOD-TRANSPARENCY x )))
9.3.1.3 Knowledge Representation with Semantic Nets
In 1968, the semantic net was first developed by Quillian12
to describe the meaning of English words. Today, it is
used as a representation method for ESs. In semantic
nets, domain knowledge is represented by a networks of
points (called nodes), connected by their links (called arcs),
and organized into a logical hierarchy. The nodes can
be physical objects that can be seen or touched, such
as a polymer but can also be concepts or events. The
arcs represent the relationships between the nodes. Typical
arcs used for representing knowledge include the is-a link,
has-a link, caused-by link, and definitional link.11 If we
use a semantic net representation with an example about
amorphous polymer and polymethylmethacrylate, the nodes
would be amorphous polymer, polymethylmethacrylate, and
good transparency. Two arcs that link these three nodes are
an is-a link (between the amorphous polymer node and the
polymethylmethacrylate node) and a has-a link (between
the amorphous polymer node and the good transparency
node). This simple semantic net is shown in Fig. 9.3.
In semantic nets, the hierarchical relationships of nodes
can be established, that is, nodes at a low level can inherit the properties of high level nodes. Take Fig. 9.3
for example. Since polymethylmethacrylate (a lower level
node) is an amorphous polymer (a higher level node),
and amorphous polymers have good transparencies, polymethylmethacrylates also have good transparencies. As
such, this inherited characteristic can save huge amounts of
memory space since information about similar nodes does
not have to be repeated at each node.13
9.3.1.4 Knowledge Representation with Frames A
frame, which is a data structure for expressing a stationary
environment and routine behavior, was first proposed
263
by Minsky14 in 1975. A frame is organized much like
a semantic net. It also has a network of nodes and
relationships organized in a hierarchy, where the topmost
nodes represent general concepts and the lower nodes are
associated with more specific instances of those concepts.
However, in a frame system, the concept of each node is
represented by a set of attributes (e.g., name, manufacturer,
and ejection temperature) and corresponding values (e.g.,
PP1042, Exxon Chemical Company, and 151 ◦ C), where
the attributes are called slots. A typical example of frame
representation about polymers is shown in Fig. 9.4. Each
slot can be used to store one or more values for the
attributes or some attached procedures. These attached
procedures will be activated when its slot needs to be
executed. Generally, there are three commonly used
procedures: the IF-ADDED procedure (executes when
new information is placed in the slot), the IF-NEEDED
procedure (acts when information is needed from the slot
but the slot is empty), and the IF-REMOVED procedure
(performs when information is deleted from the slot).13
A piece of domain knowledge represented by a frame is
shown below.
Frame: PP1042 (name of the frame)
Is-a: Polypropylene (a slot with a
value)
Description: “if-needed, ask user” (an IF-NEEDED slot)
Manufacture: Exxon Chemical Company (a slot with a
value)
Ejection temperature: 151 ◦ C (a slot with a value)
Mold temperature: 20 ◦ C, 30 ◦ C, 40 ◦ C, 50 ◦ C, 60 ◦ C
(a slot with 5 values)
Colorant: “if-added, check organic or inorganic” (an
IF-ADDED slot)
9.3.2
Inference Engine
On the basis of the above established knowledge base,
the inference engine of an expert system starts reasoning
procedures with a match-select-apply cycle. First, the
inference engine matches the conditions or actions of rules
against information in working memory. Next, the engine
selects a proper rule to execute (or fire). Then, the engine
applies the selected rule to change the information in
working memory. This procedure will repeat until no rules
can be matched or until the action of a fired rule contains
an explicit command to stop.10 During this procedure, the
method adopted in the inference engine for matching and
applying the domain knowledge stored in the knowledge
base is called the inference strategy. Generally, there
are three inference strategies: forward inference strategy,
backward inference strategy, and a combination of both.
The inference strategy is central to the system’s behavior
264
NONITERATIVE OPTIMIZATION METHODS
Polymer
Is-a
Is-a
Amorphous polymer
Crystalline polymer
Is-a
Polythene
Is-a
Is-a
Polypropylene
Nylon
Description
Description
Is-a
PP1032
Is-a
PP1042
Description
Is-a
PP1404F
Description
Description
Description
Manufacture
Manufacture
Manufacture
Ejection
temperature
Mold
temperature
Ejection
temperature
Mold
temperature
Ejection
temperature
Mold
temperature
Colorant
Colorant
Colorant
FIGURE 9.4
An example of a frame representation.
and performance. With proper inference strategies, ESs
can deliver both stability and sensitivity. In the following
subsections, these inference strategies are explained. The
domain knowledge in the knowledge base is represented
with rules.
9.3.2.1 Forward Inference Strategy The forward inference strategy, also called the data-driven method , generates
consequences from given conditions being added in the
knowledge base. It starts by asking the user for facts about
the current problem. These facts are then stored in working
memory. Next, it will try to match the current information
in the working memory against the conditions (IF portion)
of the rules in the knowledge base. Once a rule’s conditions are matched, the rule will be fired and will change
the set of facts in the working memory. The forward inference engine will continue this procedure until no usable
rules remain. At this point, the problem might already be
solved. If not, the system will return to the user and ask for
more information. For further explanation of the forward
inference strategy, a simple inference example with three
rules is illustrated in Fig. 9.5. The goal of this example
is to find out Z. The first fired rule is “A → D,” because
A is already in the working memory. As a consequence,
D is inferred and is added to the working memory. This
induces the second rule “C + D → F” to fire, adding F to
the working memory. This results in firing the third rule
“F + B → Z,” which, hopefully, will solve the problem.
In a forward inference strategy, the performance of the
expert system relies heavily on the facts provided by the
user. Generally, it is more responsive to users’ input than
the other inference strategies. Thus, it is commonly applied
to solve many real-world problems, such as controlling and
monitoring tasks. However, this inference strategy is not
very efficient. In real ESs, there are normally hundreds or
even thousands of rules involved in the knowledge base.
If one uses a system with a large knowledge base to find
out Z then many rules unrelated to Z would be executed
resulting in a waste of time.
9.3.2.2 Backward Inference Strategy The backward
inference strategy (also known as the goal-driven method )
starts reasoning from the consequence (or goal) and checks
whether all of the necessary conditions for this consequence
are in the working memory. It first tries to match the
current goal in working memory against the conclusion
(THEN portion) of the rules in the knowledge base. If some
conditions are not supported by the given information, it
will break down the final goal into several subgoals and
work backward to see if the necessary facts that would
satisfy these subgoals are in the working memory. This
procedure will repeat until the final goal is achieved. The
EXPERT SYSTEMS
A
Facts
A
First step
E
H
G
C
A
Second step
E
H
G
C
B
H
E
H
G
C
C
D
B
D
A
Third step
E
G
265
B
D
F
B
F
Z
Match
Match
Execute
Rules
FIGURE 9.5
A
First step
Facts
A
E
G
H
Second step
G
Z not here
C
Execute
A→D
C+D→F
F+B→Z
An example of a forward inference strategy.
E
A
Third step
C
A
E
G
F not here
H
B
H
B
C here
H
D not here
C
B
Want F,
need to get
C and D
B
Want D,
need to get
A
Want C
A→D
C+D→F
F+B→Z
A→D
C+D→F
F+B→Z
Fourth step
E
G
C
Want Z,
need to get
F and B
Rules
Match
Execute
A→D
C+D→F
F+B→Z
A→D
C+D→F
F+B→Z
A
E
G
H
C
A here
B
Want A
A→D
C+D→F
F+B→Z
Fifth step
A
Sixth step
G
Facts
H
C
B
Have A
execute
Rules
A
E
A→D
C+D→F
F+B→Z
G
D
Seventh step A
E
H
G
B
D
F
C
Have C and D
execute
A→D
C+D→F
F+B→Z
FIGURE 9.6
Eighth step
E
A
H
G
B
D
F
Z
C
E
H
C
B
Have F and B
execute
A→D
C+D→F
F+B→Z
An example of a backward inference strategy.
simple inference example described in Fig. 9.5 is used
here for comparison. Figure 9.6 illustrates the reasoning
procedure for the backward inference strategy. In the first
step, the inference engine first checks the facts for Z, and
fails, so it finds rules that invoke Z, which is the rule
“F + B → Z. ” According to this rule, the inference engine
knows it must find out F and B to invoke Z. In the second
step, the inference engine tries to find out F by checking
the working memory initially and then finding the rule that
determines F. From the rule “C + D → F,” the inference
engine knows that it must find out C and D. From the
third step to the fifth step, the inference engine finds C
in the working memory and decides it needs to obtain
A before it can find D. Consequently, A is found in the
working memory. From the sixth step to the eighth step,
the inference engine executes the third rule to achieve D,
then carries out the second rule to achieve F, and finally the
first rule is implemented and the final goal Z is achieved.
As described above, the backward inference strategy
always focuses its reasoning attention on a specific goal or
subgoal and reasons backward to search for the necessary
conditions. This strategy is effective when the values of the
goal attributes are known and relatively simple. However,
this strategy is inefficient when most of the subgoals are
unachievable.
9.3.2.3 Mixed Inference Strategy Since human beings
reason both forward and backward, a mixed inference
266
NONITERATIVE OPTIMIZATION METHODS
strategy, which combines a forward inference strategy and
a backward inference strategy, is more representative of
human experts’ thinking process. The mixed inference
strategy alternates between the forward and the backward
inference directions, that is, it utilizes the facts provided by
the user to determine an appropriate goal and then asks the
user for more facts while reasoning out the goal. The mixed
inference strategy maximizes the advantages of forward
and backward inference strategies, while minimizing their
disadvantages. However, this strategy is more difficult to
implement on the computer.
Problem
Retrieve
Reuse
Retain
9.4
Case base
CASE-BASED REASONING
As stated in the previous sections, the knowledge base in
an ES is an essential component, directly influencing the
performance of an expert system. Correct and sufficient
domain knowledge (rules, logics, frames, etc.) in the
knowledge base are the prerequisite of effective reasoning.
However, in practice, the knowledge acquisition process is
very complicated and difficult. Knowledge engineers have
to interview human experts and try to extract appropriate
knowledge from them based on the explicit domain model.
The difficulty of knowledge acquisition becomes the most
serious bottleneck in the current ESs.
In the middle of the 1970s, an alternative reasoning
methodology, called case-based reasoning (CBR), was
proposed by Schank and Abelson15 and soon attracted more
and more attention. For instance, persons make decisions
based on their precious experiences. Likewise, CBR solves
new problem by adapting solutions that were used to solve
old similar problems. The core assumption of CBR is that
similar problems have similar solutions. The schematic
diagram of reasoning in a CBR system can be represented
by a flowchart that consist of four processes: the retrieve
process, the reuse process, the revise process, and the retain
process,16 as shown in Fig. 9.7. A new problem is solved by
retrieving one or more previously successful cases, reusing
the case(s) in one way or another, revising new solutions
based on the reused previous case(s), and retaining the new
solutions that are successful by incorporating them into the
existing knowledge base [case base (CB)]. In general, CBR
can be considered as a kind of similarity reasoning method
based on a CB, that is, CBR = CB + similarity reasoning.
CBR directly overcomes the bottleneck of the expert
system outlined above. Compared with the ES, CBR does
not require an explicit domain model and so knowledge
acquisition becomes a task of collecting previous cases.
CBR also has other advantages as described below.17
• CBR provides a method for solving problems that are
not completely understand or where no algorithmic
method is available to describe the problem.
Revise
Solution
FIGURE 9.7
The flowchart of reasoning in a CBR system.
• CBR can learn by acquiring new cases and thereby
improve its performance with time. Remembering
previous experiences is particularly useful in warning
of potential problems that have occurred in the past.
9.4.1
Case Representation
Like the knowledge base for ESs, the CB is the heart
of CBR. Creating the CB is the first and most important
procedure in building a CBR system. The CB contains
a number of cases that are predefined in structure and
organization. Typically, a case in the case base is composed
of two major parts: the problem description and the problem
solution. The problem description refers to the features in a
case that are required to describe the problem. The problem
solution is the derived solution to the problem specified by
the problem description. Thus, any case in the case base
could be defined as
Case Pdescription , Psolution
(9.17)
where P description denotes a set of problem descriptions
for a case and P solution represents a set of solutions for
the case. Zhou et al.18 adopted CBR to determinate the
initial process parameters for injection molding machine. In
production, the values of optimal process parameters that
can achieve acceptable parts are usually affected by the
mold’s geometry and the molded polymer’s characteristics.
Hence, in their work, the geometrical data of the molded
part and the material parameters of the molded polymer are
CASE-BASED REASONING
selected as the problem description, while a set of optimal
process parameters for the injection molding machine
comprise the solution. Thus, cases are defined as
Case ((M, P ) , S) = Case (m1 , m2 , . . . , mn ) ,
(p1 , p2 , . . . , pr ) , (s1 , s2 , . . . , sk )
9.4.2
a case contained two parts: the local similarity of polymer
parameters f p and cavity geometrical data f c , defined as
3
s=
Case Retrieval
A successful CBR system mainly depends on an effective
and efficient retrieval algorithm for retrieving similar
cases. Given a description of a problem, a retrieval
algorithm compares the given description with the problem
descriptions of cases in the CB and retrieves the most
similar cases in accordance with their similarity to the
new problem. The CB can be treated as a special
kind of database. Like a database, it stores a large
number of records and the retrieval algorithm must be
able to find appropriate records when queried. Generally,
there are four well-known algorithms for case retrieval:
nearest neighbor, induction, knowledge-guided induction,
and template retrieval. These algorithms can be used alone
or in combination with hybrid retrieval algorithms.15
9.4.2.1 Nearest Neighbor This algorithm calculates the
similarity of each case stored in the CB against the new
problem based on an explicit numerical function. The
similarity is denoted by a single number that is intended
to reflect the similarities of all aspects. According to the
similarity of each stored case, the most similar cases are
retrieved. In general, the use of this algorithm could lead
to the retrieval time increasing linearly with the number of
cases. Hence, this approach is much more effective when
the CB is relatively small.
For example, Zhou et al. employed the nearest neighbor
algorithm to retrieve similar cases in order to determine the
initial process parameters of injection molding machine.
For improving the accuracy of retrieval, the similarity S of
4 υi × fp (i)
j =1 Wj × fc (j )
×
3
4
i=1 υi
j =1 Wj
i=1
(9.18)
where M = (m 1 , m 2 , . . . , m n ) is the part’s geometrical data,
including flow length, average thickness, cavity volume,
and thickness uniformity; P = (p 1 , p 2 , . . . , p r ) is the polymer’s parameters, including rheological parameters, PVT
parameters, and thermal properties; and S = (s 1 , s 2 , . . . , s k )
denotes the process parameters of melt temperature, mold
temperature, injection speed (injection time), injection
pressure, packing pressure, packing time, cooling time,
and so on.
Having defined the structure of the cases, these cases can
be organized in various forms, such as a linear list of cases,
a hierarchy of classes of cases, a semantic network-like
structure, or a combination of all these forms, to compose
a CB.19,20
267
(9.19)
f (i) = 1 −
xobj − xsrc
xobj
(9.20)
where υ i and Wj are weight coefficients. x obj denotes one
of the polymer parameters or cavity geometrical data for
the new problem, and x src represents the corresponding
parameter of a case stored in the CB.
9.4.2.2 Induction Induction
algorithms
determine
which features do the best job in discriminating cases
and generate a decision-tree-type structure to organize the
cases in memory. This algorithm is useful when a single
case feature is required as a solution and that case feature
is dependent on others.
9.4.2.3 Knowledge-Guided Induction This method applies knowledge to the induction process by manually identifying case features that are known or considered to affect the primary case feature. This algorithm is frequently
used in conjunction with other algorithms because the explanatory knowledge is not always readily available for
large CBs.
9.4.2.4 Template Retrieval Similar to SQL-like queries,
template retrieval returns all cases that fit within certain
parameters. This algorithm is often used before other
algorithms, such as nearest neighbor, to limit the search
space to a relevant section of the CB.
9.4.3
Case Adaptation
Once one or more similar cases are retrieved, the CBR
system should adapt its solutions to fit the needs of the new
problem because the new problem rarely matches the old
cases exactly. An algorithm for adaptation first discerns the
primary differences between the retrieved similar cases and
the current case and suggests a solution by implementing
the formulae or rules that take those differences into
account. Generally, there are various adaptation algorithms,
such as the null adaptation, the parameter adjustment, the
abstraction and respecialization, the critic-based adaptation,
the reinstantiation, the derivational replay, the modelguided repair, and the case-based substitution.21
Here, we also use Zhou’s work as an example. In his
work, several algorithms were employed to adapt similar
268
NONITERATIVE OPTIMIZATION METHODS
L
0
L11
H11
L1m
H1m
Pinj11
tinj11
Pinj1m
tinj1m
Phold11
thold11
Phold1m
thold1m
Ln1
Hn1
Lnm
Hnm
Pinjn1
tinjn1
Pinjnm
tinjnm
Pholdn1
tholdn1
Pholdnm
tholdnm
FIGURE 9.8
Illustration of a case matrix.18
H
cases for determining the initial process parameters of
injection molding machine, including null adaptation, case
matrix, rule-based reasoning, and parameter adjustment.18
9.4.3.1 Null Adaptation If only one similar case has
been retrieved and its similarity is close to 1.0, the old
solution of the case is then used directly for the new
problem. This adaptation strategy is the simplest and most
effective one, even though its occurrence is unusual.
9.4.3.2 Case Matrix If a few similar cases have been
retrieved and they fulfill a certain condition to form a
case matrix, the adaptation strategy based on the case
matrix is adopted. Since flow length and thickness are the
two most important parameters that influence the process
parameters, we take the flow length as the x -axis and the
thickness as the y-axis to construct a case coordinate system
(Fig. 9.8), in which a coordinate point (L, H ) represents a
problem. In each row of the matrix, the thickness of cases
is approximately constant and the flow length steps up.
Similarly, in each column of the matrix, the flow lengths
of the cases are almost constant and the thickness steps up.
With this case matrix, we employ the interpolation method
to derive the process parameters of the new problem. This
method is very effective and reliable because it takes the
similar cases into account synthetically, which contains a
great deal of implicit experience of molding personnel.
9.4.3.3 Rule-Based Reasoning If only one similar case
has been retrieved and its similarity degree is relatively
low, the adaptation strategy based on the traditional rulebased reasoning is adopted. It was found that for a certain
narrow range of flow lengths and thicknesses, the process
parameters exhibited nearly linear relationships with the
values of the flow lengths and thicknesses. For example, a
longer flow path needs a higher melt temperature, injection
pressure, and injection time. Therefore, the solution of the
new problem can be derived on the basis of appropriate
adjustments to the process parameters of the similar case,
which takes the differences of their problem descriptions
into account.
9.4.3.4 Parameter Adjustment After the main process
parameters are determined by using the adaptation strategies
mentioned above, the others can be acquired easily by using
the adaptation strategy based on the parameter adjustment.
Parameter adjustment is a technique to interpolate values
for the new problem. For example, the required clamping
force can be calculated for the new problem by applying
an empirical equation.
After case adaptation and reparation, the new case is
stored in a proper cluster of the case base for future
reference. This resembles human learning through problem
solving.
9.5
FUZZY SYSTEMS
Without question, there are a lot of fuzzy concepts and
fuzzy phenomena in the real world, such as ”very low
injection temperature,” ”not high injection pressure,” ”short
shot is serious,” and so on. Here, the ”very low,” ”not high,”
and ”serious” belong to fuzzy concepts. In practice, people
utilize these fuzzy concepts to make decisions. For example,
if injection temperature is very low and injection pressure
is not high then short shot is serious. Classical set theory
only permits a binary choice between being true or false,
thus making it difficult to describe these fuzzy concepts.
In 1965, Lotfi Zadeh22 put forward the idea of fuzzy sets,
in which the elements of the set can have varying degrees of
membership in the set. Usually, the degrees of membership
are in the unit interval [0, 1]. On the basis of the fuzzy
set theory, fuzzy concepts can be represented easily. For
example, “very low injection temperature” can be described
by a fuzzy set in which the injection temperature is below a
lower threshold value, which can be assigned a membership
degree of 1, and higher than an upper threshold value, which
can be assigned a membership degree of 0. Between the
lower and upper thresholds, the injection temperature has a
gradual variation of membership degrees from 1 to 0. Once
the fuzzy concepts have been converted into fuzzy sets, set
theory operations on them can be carried out. Fuzzy set
theory is a powerful tool to model human uncertainty and
reasoning capabilities.
Fuzzy systems are an approximate inference methodology based on the concept of fuzzy set theory. As shown in
Fig. 9.9, a fuzzy system consists of four components: (i)
input and output variables, (ii) fuzzification and defuzzification procedures, (iii) fuzzy rules and membership functions,
and (iv) a fuzzy inference engine. The fuzzy rules and
their membership functions compose the system’s knowledge base. The fuzzification procedure converts the input
FUZZY SYSTEMS
269
Fuzzy rules
Input
variables
Fuzzification
FIGURE 9.9
Inference engine
9.5.1.1 Fuzzy Set As mentioned earlier, fuzzy sets are
sets containing elements that have varying membership
degrees, with the membership degrees typically in the
interval [0, 1]. A fuzzy set, A, can be defined by a binary
relation such as
A = {(x1 , 0.1) , (x2 , 0.8) , (x3 , 1) , (x4 , 0.3)}
which can also be represented as
A=
0.1 0.8
1
0.3
+
+
+
x1
x2
x3
x4
Two fuzzy sets, A and B , are defined to be in the universe
U . The operations with fuzzy sets A and B are introduced
via operation on their membership functions μA (x ) and
μB (x ). The fuzzy sets A and B are equal, as denoted by
A = B,
μA (x) = μB (x) , x ∈ U
(9.23)
The fuzzy set A is included in the fuzzy set B , as denoted
by A ⊆ B ,
μA (x) ≤ μB (x) , x ∈ U
(9.24)
μĀ (x) = 1 − μA (x)
(9.25)
The operation intersection of A and B , denoted as A ∩ B ,
is defined by
μA∩B (x) = min (μA (x) , μB (x)) ,
x∈U
(9.26)
(9.21)
where μA (x ) is a membership function that specifies a
value in the unit interval that measures the degree to which
any element x in U belongs to fuzzy set A. Equivalently,
μA (x ) represents the degree to which x ∈ A. Larger values
of μA (x ) indicate higher degrees of membership. Generally,
classical two-value sets can be considered as a special case
of fuzzy sets with all membership values equal to 1. The
fuzzy set A can also be defined as
A = {μA (x) /x, x ∈ U, μA ∈ [0, 1]}
that comes after the sign, in this case, x . For example, see
the following fuzzy set A.
The fuzzy sets A and Ā are complementary,
Fuzzy Theory
A = {(x, μA (x)) |x ∈ U, μA ∈ [0, 1]}
Output
variables
Basic flowchart of a fuzzy system.
variables to fuzzy values, while the defuzzification procedure transforms fuzzy results into crisp output variables.
The fuzzy inference engine uses fuzzy rules during each
evaluation cycle. When using a fuzzy system, there is a
partial match between the input data and the antecedents
for the fuzzy rules, which means that each rule can, in
some sense, be satisfied to some degree and therefore fired.
Generally, a measure of the degree of matching is calculated for each rule, and the rule fires only if the antecedent
fuzzy value exceeds a specified threshold.
Fuzzy systems have been applied in a wide range
of fields for solving problems. Specially, they are well
suited to highly complex systems whose behaviors are not
thoroughly understood, and they are also useful in situations
where an approximate but quick solution is warranted.
This book briefly introduces the theory and the inference
procedure of fuzzy systems. A more complete description
about fuzzy systems can be found in the books by Ross,23
Negoita,24 and Jang.25
9.5.1
Defuzzification
(9.22)
where the symbol “/” is not a division sign but indicates that
the number μA (x ) is the membership degree of the element
If μA (X ) < μB (X ), min(μA (X ), μB (X )) = μA (X ). For
example, min(0.3, 0.5) = 0.3.
The operation union of A and B , denoted as A ∪ B , is
defined by
μA∪B (x) = max (μA (x) , μB (x)) ,
x∈U
(9.27)
If μA (X ) < μB (X ), max(μA (X ), μB (X )) = μB (X ). For
example, max(0.3, 0.5) = 0.5.
In addition, De Morgan’s principles for classical sets
also hold for fuzzy sets, as denoted by
A ∩ B = Ā ∪ B̄
(9.28)
A ∪ B = Ā ∩ B̄
(9.29)
270
NONITERATIVE OPTIMIZATION METHODS
Since fuzzy sets can overlap, a set and its complement
can also overlap. The excluded middle axioms do not hold
for fuzzy sets and instead are defined as
Moreover, De Morgan’s principles also hold for fuzzy
relations, and the excluded middle axioms do not hold for
fuzzy relations. That is,
A ∪ Ā = U
(9.30)
R ∪ R̄ = I
(9.38)
A ∩ Ā = ∅
(9.31)
R ∩ R̄ = O
(9.39)
9.5.1.2 Fuzzy Relations Fuzzy relations map elements
of one universe, called X , to those of another universe,
called Y , through the Cartesian product of the two
universes. Let A be a fuzzy set in universe X and B be
a fuzzy set in universe Y . Then, the Cartesian product
between fuzzy sets A and B will result in the fuzzy relation
R, that is, A × B = R. The fuzzy relation R is defined as
where I and O are complete and null relations, respectively.
Two different fuzzy relations can result in a new fuzzy
relation. This is known as fuzzy composition. Let R be a
fuzzy relation in the Cartesian space X × Y , S be a fuzzy
relation in Y × Z , and T be a fuzzy relation in X × Z .
There are two commonly used composition operations:
max–min composition and max–product composition.23
The max–min composition is defined by set theory and
membership function theory in the following manner:
R = {((x, y) , μR (x, y)) | (x, y) ∈ X × Y,
μR (x, y) ∈ [0, 1]}
(9.32)
μR (x, y) = μA×B (x, y) = min (μA (x) , μB (y)) (9.33)
where μR (x , y) denotes a membership function and provides the degree of membership of the ordered pair (x , y)
in R. The degree of membership indicates the degree to
which x is in relation with y. It is important to note that
the Cartesian product defined by A × B is the cross product
of two vectors, not the arithmetic product. For example,
for a fuzzy set A that has three elements, hence a column
vector of size 3 × 1, and for a fuzzy set B that has two elements, hence a row vector size of 1 × 2, the resulting fuzzy
relation R will be represented by a matrix of size 3 × 2,
that is, R will have three rows and two columns. Suppose
A = 0.1/x 1 + 0.8/x 2 + 0.3/x 3 and B = + 0.3/y 1 + 0.5/y 2 then
(9.40)
μT (x, z) = ∨ (μR (x, y) ∧ μS (x, y))
(9.41)
The max–product composition is defined in terms of
membership function theory notation as
μT (x, z) = ∨ (μR (x, y) • μS (x, y))
(9.42)
Fuzzy compositions with max–min and max–product
operations are illustrated in the following example. Let
A = {x 1 , x 2 }, B = {y 1 , y 2 }, and C = {z 1 , z 2 , z 3 }. Suppose the
following fuzzy relations.
y2 y1
R = A × B = x1 0.5 0.3
x2 0.4 0.7
and
z 1 z2 z3 S = B × C = y1 0.8 0.5 0.1
y2 0.3 0.6 0.2
⎡ y1 y2 ⎤
x1 0.1 0.1
R =A×B = ⎣
x2 0.3 0.5⎦
x3 0.3 0.3
In general, fuzzy relations are fuzzy sets. The operations
of fuzzy sets all hold for fuzzy relations. Let R and S
be fuzzy relations in the Cartesian space X × Y . Then
the operations of union, intersection, complement, and
containment can be defined as
Union: μR∪S (x, y) = max (μR (x, y) , μS (x, y))
T = R ◦S
(9.34)
Intersection: μR∩S (x, y) = min (μR (x, y) , μS (x, y))
(9.35)
Complement: μR̄ (x, y) = 1 − μR (x, y)
(9.36)
Containment: R ⊆ S ⇒ μR (x, y) ≤ μS (x, y)
(9.37)
The resulting relation T , which relates elements of A to
elements of C , can be defined by max–min composition,
Equations 9.40 and 9.41, as, for example,
μT (x1 , z1 ) = max [min (0.5, 0.8) , min (0.3, 0.3)] = 0.5
and the rest,
z2
z1
S = A × C = x1 0.5 0.5
x2 0.4 0.6
z3 0.2
0.2
And by the max–product operation composition, Equation
9.32, as, for example,
μT (x1 , z1 ) = max [(0.5 • 0.8) , (0.3 • 0.3)] = 0.4
FUZZY SYSTEMS
and,
z1
S = A × C = x1 0.4
x2 0.32
z2
0.25
0.42
Lukasiewicz’s implication:
μR (x, y) = min 1, 1 − μA (x) + μB (y)
z3 0.06
0.14
271
(9.50)
Correlation-product implication:
It should be noted that fuzzy compositions are not
commutative in general, that is,
R ◦S = S ◦R
(9.43)
9.5.1.3 Fuzzy Logic Fuzzy logic deals with fuzzy
propositions, which are statements involving some concepts
without clearly defined boundaries. A proposition may have
a degree of both truth and falseness. Most natural language
is fuzzy in that it involves vague and imprecise objects.
Statements describing a defect’s seriousness or assessments
of a part’s performance in terms of transparency or intensity can be used as examples of fuzzy propositions. Fuzzy
propositions are assigned to fuzzy sets. The truth value
assigned to a fuzzy proposition can be any value in the interval [0, 1].23 Suppose a fuzzy proposition P is assigned to
fuzzy set A. Then, the truth value of a proposition, denoted
T (P ), is given by
T (P ) = μA (x) , where 0 ≤ μA ≤ 1
(9.44)
Equation 9.44 indicates that the degree of truth for the
proposition P : x ∈ A is equal to the membership degree
of x in the fuzzy set A. The logical connectives of
negation, disjunction, and conjunction are also defined for
fuzzy logic. These connectives are given in Equations 9.45
through 9.47 for two simple propositions: proposition P
defined on fuzzy set A and proposition Q defined on fuzzy
set B .
Negation: T P̄ = 1 − T (P )
(9.45)
Disjunction: P ∨ Q : x is A or B;
T (P ∨ Q) = max (T (P ) , T (Q))
(9.46)
(9.47)
In addition, there are several fuzzy implication operations
for obtaining the fuzzy relation R based on “IF A,
THEN B ” or R = A → B . The following forms of the
implication operator show different methods for obtaining
the membership function values of fuzzy relation R.
Zadeh’s implication:
μR (x, y) = max (μA (x) ∧ μB (y)) , (1 − μA (x))
(9.48)
Mamdani’s implication:
(9.49)
μR (x, y) = min μA (x) , μB (y)
(9.51)
Brouwerian implication:
μR (x, y) =
1, if μA (x) ≤ μB (y)
μB (y) , otherwise
(9.52)
The ultimate goal of fuzzy logic is to form the theoretical foundation for reasoning about imprecise propositions.
Fuzzy logic is an approximate reasoning method that
employs fuzzy implication relations, fuzzy composition
operators, and operators to use the fuzzy rules. In fuzzy
logic, fuzzy rules specify the relationship between the input
membership function values and the output membership
function values. Suppose we have a rule-based format to
represent fuzzy information. These rules are expressed in
conventional antecedent–consequent form, such as, rule: IF
x is A, THEN y is B , where A and B are fuzzy antecedent
and fuzzy consequent, respectively. Now suppose we have
a new antecedent, called A . From the above rule, the consequence B can be found from the fuzzy implication relation
and the fuzzy composition, that is, B = A ◦ (A → B ).
For further explanation of the reasoning procedure of
fuzzy logic, an example is employed. Let the logical
conditional implication be of the compound form: IF x is
A, THEN y is B . Suppose the fuzzy sets for A and B are
as follows.
0.6 0.2
0
1
+
+
+
A=
a1
a2
a3
a4
B=
Conjunction: P ∧ Q : x is A and B;
T (P ∧ Q) = min (T (P ) , T (Q))
μR (x, y) = μA (x) • μB (y)
0.7
1
0.3 0.1
+
+
+
b1
b2
b3
b4
Next, the fuzzy relation R = A → B is expressed by the
Mamdani’s implication function Equation 9.49. Hence, the
relation R is
⎡ ⎤
1
⎢0.6⎥ ⎥
R =A×B =⎢
⎣0.2⎦ 0.7 1 0.3 0.1
0
⎡
⎤
0.7 1 0.3 0.1
⎢0.6 0.6 0.3 0.1⎥
⎥
=⎢
⎣0.2 0.2 0.2 0.1⎦
0
0
0
0
Let the new antecedent A be
A =
0.2 0.5 0.9 0.3
+
+
+
a1
a2
a3
a4
272
NONITERATIVE OPTIMIZATION METHODS
Then, the consequent B can be computed by using the
max–min composition operator, that is, Equations 9.40 and
9.41
⎡
⎤
0.7 1 0.3 0.1
⎢0.6 0.6 0.3 0.1⎥
⎥
B = A ◦R = 0.2 0.5 0.9 0.3 ◦ ⎢
⎣0.2 0.2 0.2 0.1⎦
0
0
0
0
= 0.5 0.5 0.3 0.1
That is,
0.5 0.5 0.3 0.1
B =
+
+
+
b1
b2
b3
b4
m
Middle value
1
0.6
x′
0.2
9.5.2
FIGURE 9.10
middle value.
0.4
0.6
0.8
1.0
x
The membership function for representing a
Fuzzy Inference
9.5.2.1 Fuzzy IF–THEN Rule There are various ways
to represent knowledge in the field of artificial intelligence.
Perhaps the fuzzy IF–THEN rule is the most common way
to represent knowledge in a natural language form. The
fuzzy IF–THEN rule is defined as
IF antecedents, THEN consequents
where antecedents and consequents are described by linguistic variables, which are themselves naturally represented by fuzzy sets and logical connectives such as “and,”
“or,” “else,” and so on. The fuzzy IF–THEN rules express an inference method that we can to infer another
fact called the consequent if we already know a fact (i.e.,
the antecedent). This form of knowledge representation is
quite appropriate in the context of linguistics because it
expresses human empirical and heuristic knowledge using
our own communication language. For example, if short
shot is serious and the injection temperature is low then the
adjustment ratio of the injection pressure is large.
9.5.2.2 Inference Process For utility in fuzzy systems,
crisp values should be first fuzzified. Fuzzification is the
process of converting a crisp value to a fuzzy value, such as
“low temperature,” “high pressure,” “very serious defect,”
and so on, which is represented by a membership function.
Usually, a crisp value x is first normalized to the interval
[0, 1] by
x − xmin
(9.53)
x =
xmax − xmin
where x is the normalized value and x min and x max are the
lower and upper limits of the value, respectively. Then, a
fuzzy set is employed to calculate the membership function
of value x . Figure 9.10 shows a membership function
representing a middle value. The crisp value x intersects
the fuzzy set “middle value” at a membership of 0.6, that
is, the fuzzy set and the crisp value can be said to agree at
a membership value of 0.6.
The translated fuzzy values are sent to an inference
engine, which applies a set of predefined fuzzy IF–THEN
rules. There are various inference engines for fuzzy
systems, such as the Zadeh model, Mamdani model, Sugeno
model, Tsukamoto model, and so on. The Mamdani model
is the most commonly used inference method. In this
section, we introduce the Mamdani model briefly.
The Mamdani model is a fuzzy system where each rule
comprises two antecedents and one consequent. This is a
dual-input, single-output fuzzy system. A fuzzy system with
two inputs, x and y (antecedents), and a single output,
z (consequent), is described by a collection of r fuzzy
IF–THEN rules:
IF x is Ak and y is Bk THEN z is Ck ,
for k = 1, 2, . . . , r
(9.54)
where Ak and B k are the fuzzy sets representing the k th
antecedents, and C k is a fuzzy set representing the k th
consequent. Each fuzzy rule can be translated into a fuzzy
relation R k based on Mamdani’s implication function and
max–min composition operation. If the fuzzy relation R k
is expressed as
Rk = Ak × Bk × Ck = μAk (x) ∧ μBk (y) ∧ μCk (z)
(9.55)
then the fuzzy result C k can be defined as
C k = A × B ◦Rk
(9.56)
hence,
μC k (z) = ∨x,y μA (x) ∧ μB (y)
∧ μAk (x) ∧ μBk (y) ∧ μCk (z) (9.57)
273
FUZZY SYSTEMS
and then,
m
μC k (z) = ∨x [μA (x)] ∧ μAk (x)
∧ ∨y μB (y) ∧ μBk (y) ∧ μCk (z)
1
(9.58)
Let ωxk = ∨x μA (x) ∧ μAk (x) and ωyk = ∨y μB (y)
∧ μBk (y) , resulting in
μC k (z) = ωxk ∧ ωyk ∧ μCk (z)
(9.59)
where ωxk and ωyk are the maximum of the membership
functions for Ak ∩ A and B k ∩ B , respectively. The parameter ωxk represents the degree of compatibility between Ak
and A . Similarly, ωyk denotes the degree of compatibility
between B k and B .
For multiple rules, the overall consequent is aggregated
from all individual consequents of considered rules. Generally, there are two aggregation strategies.23 If the rules are
connected by “and” connectives then the aggregated output,
C , is found by the fuzzy intersection of all individual rule
consequents, which is
z
z*
FIGURE 9.11
The max membership defuzzification method.
m
1
r
r
r
A × B ◦Rk =
Rk =
C k
C = A × B ◦
k=1
k=1
k=1
(9.60)
For the case of a disjunctive system of rules where the
rules are connected by the “or” connectives, the aggregated
output is found by the fuzzy union of all individual rule
contributions, as
C = A × B ◦
r
r
Rk =
k=1
A × B ◦Rk =
k=1
r
C k
k=1
(9.61)
Following the inference, the defuzzification procedure
should be employed to translate fuzzy results into crisp
values, just as fuzzification is the conversion of a crisp value
to a fuzzy value. There are many defuzzification methods.23
Here, we introduce three widely used defuzzification
methods, which include the max membership method,
centroid method, and weighted average method.
The max membership method is given by Equation 9.62,
μC z∗ ≥ μC (z) ,
for all z
(9.62)
where z * is the defuzzified crisp value, which is shown
graphically in Fig. 9.11. This method is limited to peaked
output functions.
The centroid method is the most prevalent and physically
appealing of all the defuzzification methods, as given by
Equation 9.63 and shown in Fig. 9.12.
z∗ =
μC (z) • zdz
μC (z) dz
(9.63)
z
z*
FIGURE 9.12
The centroid defuzzification method.
The weighted average method is most frequently used
in fuzzy applications since it is one of the more computationally efficient methods. It is given by Equation 9.64,
z∗ =
μC (z̄) • z̄
μC (z̄)
(9.64)
where z̄ is the centroid of each membership function. This
method is shown in Fig. 9.13. The weighted average method
is formed by weighting each membership function in the
output in terms of its respective maximum membership
value. As an example, the two functions shown in Fig. 9.13
would result in the following crisp value:
z∗ =
6 ∗ 0.8 + 12 ∗ 0.4
=8
0.8 + 0.4
For further introduction of the Mamdani method, a
graphical analysis with two fuzzy rules is presented in
Fig. 9.14, where the symbols A1 and B 1 refer to the first and
second fuzzy antecedents of the first rule, respectively, and
the symbol C 1 refers to the fuzzy consequent of the first
rule. The symbols A2 and B 2 refer to the first and second
fuzzy antecedents of the second rule, respectively, and the
274
NONITERATIVE OPTIMIZATION METHODS
m
1
0.8
0.4
z
0
6
FIGURE 9.13
12
The weighted average defuzzification method.
′
FIGURE 9.14 A graphical Mamdani (max–min) inference
method with crisp inputs.18
symbol C 2 refers to the fuzzy consequent of the second
rule. The parameters x 0 and y 0 are two crisp inputs.
First, the minimum membership value of the antecedents
propagates to the consequent and truncates the membership
function for the consequent of each rule according to
Equation 9.59. This process is executed for each rule.
Then, the truncated membership functions for each rule
are aggregated by using Equation 9.61, supposing the
rules in this example are disjunctive rules. Finally, some
appropriate defuzzification technique could be employed to
the aggregated membership function, resulting in a value
such as z *, as shown in Fig. 9.14.
9.5.3
A Fuzzy System for Part Defect Correction
During injection molding, several defects, such as short
shots, flash, warpage, and shrinkage, are encountered on
occasion. In production, these defects cannot be described
accurately as they belong to fuzzy concepts. For example,
a short shot is serious. Zhou et al.18 established a fuzzy
system to optimize process parameters for defect correction.
Figure 9.15 illustrates the structure of this fuzzy system.
The fuzzy system regards defects D i (i = 1, 2, . . . , m) and
the current values of process parameters P j (j = 1, 2, . . . , n)
as its solution inputs and the adjustment ratios of the process
parameters P j as its solution outputs. The fuzzy system
deals with the defects one by one, and each defect results
in adjustments to its related process parameters. For a
given defect D i , its related process parameters are selected
by the expert knowledge, experience, and sensibility of
the material properties to the different process parameters.
After that, the corresponding sets of fuzzy rules about defect
D i and one of the selected parameter P j are pushed into
a fuzzy subsystem (namely, “Adjustor ji ”) by a fuzzy rule
assigner. This subsystem is used to compute P ji . Each
subsystem has a different set of fuzzy rules but shares
a same inference model. The adjustments by different
fuzzy subsystems are finally integrated by the procedure
of composition.
The structure of the fuzzy subsystem is shown in
Fig. 9.16, where the data dictionary contains the definitions
of the membership functions used in the fuzzy system. The
adjustment of one of the relative process parameters P j
caused by a certain defect D i is written as P ji , which
is composed of the adjustment direction and ratio. The
former is decided by the D i and P j and can be obtained by
easily using a traditional rule-based reasoning method. In
addition, the latter is decided by the seriousness of D i and
the current value of P j and can be obtained on the basis of
the fuzzy inference engine. The mode of “Multiple Rules
with Multiple Antecedents” and Mamdani’s fuzzy model
were used in the fuzzy inference engine.
9.6
INJECTION MOLDING APPLICATIONS
This section presents some examples of noniteration optimization methods for typical injection molding applications.
9.6.1
Review of Noniteration Optimization Methods
Khoshooee and Coates26 applied the Taguchi method to analyze weight consistency optimization for injection molded
part. Two 3-level experiments were conducted, that is, a
broad-range experiment followed by a homed-in experiment. In the broad-range experiment, the back pressure,
screw stroke, set melt temperature, decompression distance,
and decompression velocity were selected as the control
factors; the injection stroke as a noise factor; and the shot
weight variability as the response variable. In the homed-in
experiment, the control factors were reduced to back pressure and melt temperature. Different materials [high density
polyethylene (HDPE) and acrylonitrile butadiene styrene
INJECTION MOLDING APPLICATIONS
FIGURE 9.15
275
The structure of the fuzzy system for defect correction.18
FIGURE 9.16
The structure of the fuzzy subsystem.18
(ABS)] were used in the experiments. The Taguchi method
was adopted to analyze the robustness and variability of
the injection molding process. They successfully improved
the process in terms of shot weight consistency. However,
no other quality characteristics were studied in their work;
the interactions of these quality characteristics were also
ignored.
Chang et al.27 applied Taguchi’s robust design method
to optimize the fiber orientation in the injection molding
of short glass-fiber-reinforced polycarbonate composites.
On the basis of CAE (computer aided engineering) flow
simulation, they quantitatively analyzed the effects of
melt temperature, mold temperature, and ram injection
velocity. Combining the experimental analysis with the
CAE simulation, they determined the optimum process
parameters that lead to the thickest shear layer.
Liu et al.28,29 conducted a series of studies to optimize
the weldline strength in injection molded parts through an
experimental matrix design. They adopted an L’18 DOE
(design of experiment) based on the Taguchi method to
analyze the effects of process conditions on the weldline
strength with different molding materials. When a general
purpose polystyrene was used in the molding process,28 the
melt temperature and mold temperature were found to be
the principal factors. For the molding of a liquid crystal
polymer,29 the injection and packing pressures, as well
as the melt and mold temperatures, were found to be the
critical factors. By using Taguchi’s robust design method,
they also optimized the operating conditions to improve the
weldline strength of the molded products.
Liu et al.30 also adopted an L’18 orthogonal array
DOE based on the Taguchi method to minimize sink
marks on injection molded thermoplastic products. For the
process conditions they selected, it was concluded that
the mold design parameters of rib width and rib corner
geometry were critical to sink mark formation. The effects
of processing conditions, including filling and packing
pressures and melt and mold temperatures, were found to
have a much lesser effect than the aforementioned mold
design parameters. However, in normal injection molding
practice, the mold design is determined by the end-user’s
requirements and cannot be freely changed. Thus, changes
to the processing conditions become the only optimization
means available for controlling part quality.
Chang et al.31 presented an injection molding process
optimization method for the process of short glass-fiberreinforced polycarbonate. A GRA was used to substitute for
the traditional “change-one-parameter-at-a-time” approach.
The analysis was based on the CAE software C-Mold. With
a tuning method similar to the fuzzy system, the GRA
established a grey relation model for optimization purposes.
The GRA results and the CAE simulation were consistent.
Inaba32 presented a broad outline of designing a defect
detection expert system for injection molding and for the
formulation of molding conditions for new molds. The
knowledge was represented in a data matrix. However, if
the knowledge representation and acquisition are complex,
276
NONITERATIVE OPTIMIZATION METHODS
the matrix can become overly complicated if the knowledge
is not treated properly.
Pandelidis and Kao33 designed a knowledge-based
system (KBS) for injection molding diagnostics. In their
KBS, the knowledge was represented via fuzzy sets and
was manipulated via fuzzy matrices. A maximum priority
cover (MPC) was used to determine the cause of the defects
in the molding. This MPC was later modified by a priority
first cover (PFC) to speed up the exhaustive search. It
was demonstrated through experiments that the KBS can
provide proper diagnostics with remedy recommendations
for the cases shown.
Mok and Kwong34 proposed a case-based system combining an artificial neural network (NN) and a fuzzy logic
system for the initial injection molding process settings.
The artificial NN was introduced for case adaptation, while
fuzzy logic was employed for case indexing and similarity
analysis. The investigators validated the initial-parametersetting system in the simulation environment with the aid
of CAE software (C-Mold) and found that the system was
able to determine a set of initial process settings from which
good quality modeled parts could be produced. The training and validation were all based on the CAE software; no
experimental validation was provided in this work.
Tan and Yuen35 proposed a multiobjective approach for
optimization of the injection molding process settings. The
degrees of product defects were acquired through fuzzy systems and adopted as objective functions to be minimized.
A quadratic polynomial model was established using DOE
analysis for the optimization. Their experimental case study
using a polypropylene (PP) rectangular plate part demonstrated that the methodology was able to determine an
approximate Pareto optimal solution.
He et al.36,37 conducted an investigation on molding
process settings through a fuzzy-neuro approach. Seven
molding defects and two mold geometry variables were
taken as inputs, and nine molding parameters were used
as system outputs. The control system was, in essence, a
fuzzy system except that a NN replaced the fuzzy inference
engine. This system has the following advantages: (i) the
degree of defects can be described by fuzzy sets, (ii) the
outputs are crisp values indicating changes in the molding
parameters, and (iii) the use of a NN as the fuzzy inference
system provides the system with learning and generalization
capabilities. However, it also has some disadvantages. First,
some measurable part characteristics, such as dimensions
and weight, were not included in the system. Second, the
training of the NN was difficult and the rule gathering still
needs human experts.
Yang et al.38 developed a knowledge-based online
tuning method for injection molding machines. The KBS
adopted the prior knowledge of the injection molding
process in the form of a qualitative model to reduce
the demand for experimentation. An estimation of the
process feasible region was given as the basis for the
optimization. The knowledge base was updated using
the data that became available during tuning. Both the
simulation and the experimental validation on a DVD
(digital video disk) molding process demonstrated the
effectiveness of this method. In this work, it was assumed
that certain quantitative prior knowledge was available.
In real molding situations, this requirement might not
be satisfied, causing the process window to be either
undetermined or misleading.
9.6.2
Application of the Taguchi method
This section deals with the application of the Taguchi
optimization technique to reduce warpage problems related
to shrinkage variation for the production of thin-shell
plastic components for an orthopedic part.39 A number
of MoldFlow analyses were carried out by utilizing
combinations of process parameters based on the threelevel L27 and L9 Taguchi orthogonal designs. S/N ratio
and ANOVA were used to find the optimum levels and to
indicate the impact of the process parameters on warpage
and shrinkage.
The target part is shown in Fig. 9.17. The molded parts
were designed and manufactured to inject the thin-shell
plastic components of an orthotic part that is widely used in
biomedical applications for paralysis patients. The orthosis
is mounted on the side of the kneecap of a human leg
and helps to hold the leg in a stable position for walking.
Finite element (FE) analysis of the orthosis was performed
using MoldFlow software. The material was PC/ABS; its
properties are listed in Table 9.3.
For this part, an L9 orthogonal array was created
using four process parameters, including injection time (I t ),
packing pressure (P P ), packing time (P PT ), and cooling
time (C T ), all of which are important to warpage and
FIGURE 9.17
The geometric and FE mold of an orthotic part.39
277
INJECTION MOLDING APPLICATIONS
TABLE 9.3
Material Properties of PC/ABS
Melt density (g/cm3 )
Mold temperature (◦ C)
Melt temperature (◦ C)
Poisson ratio
Material structure
TABLE 9.4
1.0063
75
265
0.38
Amorphous
The Ranges of the Four Process Parameters
I t (s)
P P (MPa)
P PT (s)
C T (s)
a-b-c
16-21-26
4-6-8
12-15-18
shrinkage. The ranges of the four process parameters are
given in Table 9.4. In this table, values “a” and “c” are
the maximum (2.1050 s) and minimum (0.8125 s) injection
times, respectively, which are determined by an L27 (35 )
orthogonal array analysis with five process parameters:
material flow rate (M FR ), injection velocity (I v ), mold
temperature (MoT), melt temperature (MeT), and injection
time (I t ). Value “b” is calculated as b = (a + c)/2.
Warpage and shrinkage values under the process parameters corresponding to the injection time (I t ), packing
pressure (P P ), packing time (P PT ), and cooling time (C T )
are based on the L9 orthogonal array of Taguchi. Their S/N
ratio values are listed in Table 9.5.
The warpage and shrinkage response table for each
process parameters at the levels of 1–3 were created by
utilizing the S/N ratio values for warpage and shrinkage in
the two left columns. The values obtained for this process
are recorded in Table 9.6. In order to find the optimum
levels of the four parameters, Fig. 9.18 is drawn exploiting
the S/N response table for warpage and shrinkage. For
each response, each factor has a best level where the
factor has the maximum S/N response value. Thus, the best
(a)
FIGURE 9.18
PC/ABS.39
TABLE 9.5 The Warpage and Shrinkage and Their S/N
Ratio Values (L9 34 )
S/N ratio
S/N Ratio
I t P P P PT C T Warpage Shrinkage Values for
Values for
No. (s) (MPa) (s) (s) (mm)
(%)
Warpage (dB) Shrinkage (dB)
1
2
3
4
5
6
7
8
9
1
1
1
2
2
2
3
3
3
1
2
3
1
2
3
1
2
3
1
2
3
2
3
1
3
1
2
TABLE 9.6
Process
Parameters
Levels
Values
1
2
3
3
1
2
2
3
1
0.457
0.439
0.421
0.428
0.414
0.418
0.432
0.425
0.419
6.300
5.240
4.910
5.440
5.034
6.340
5.414
5.964
4.937
+6.802
+7.151
+7.514
+7.371
+7.660
+7.576
+7.290
+7.432
+7.556
−15.99
−14.39
−13.82
−14.71
−14.04
−16.04
−14.67
−15.51
−13.87
Response Values Table
It
Warpage (mm)
PP
P PT
CT
It
Shrinkage (%)
PP
P PT
CT
2
3
3
3
2
1
1
2
0.426 0.426 0.420 0.417 5.159 5.272 5.755 5.219
combinations are I t2 P P3 P PT3 C T3 and I t2 P P1 P PT1 C T2 for
minimum warpage and shrinkage values, respectively.
The results from ANOVA are shown in Table 9.7. The
P value denotes the significance level and the percentage
(%) depicts the significance rate of parameters on warpage
and shrinkage. It can be observed from Table 9.7 that
packing pressure (P P ), packing time (P PT ), injection time
(I t ), and cooling time (C T ) influence warpage by 58.03%,
23.03%, 15.17%, and 3.68% and shrinkage by 7.83%,
84.054%, 5.528%, and 2.588% for polymer materials
PC/ABS, respectively. From these results, it can be seen
that each of the four process parameters have different
levels of importance on the warpage and shrinkage.
By using the optimal levels of process parameters
in Table 9.7 (response values table for warpage and
(b)
Plots of process parameter effects for warpage (a) and shrinkage (b) with
278
NONITERATIVE OPTIMIZATION METHODS
TABLE 9.7
ANOVA Results for Warpage and Shrinkage
Warpage (mm)
Sum of squares (s)
Variance (V )
P value (P )
Percentage (%)
Shrinkage (%)
It
PP
P PT
CT
It
PP
P PT
CT
1.691
0.85
0.0003
15.17
3.19
2.093
0.0001
58.03
2.169
1.008
0.0002
23.03
0.375
0.16
0.0015
3.68
0.554
0.29
0.0009
5.528
0.846
0.425
0.0006
7.830
5.82
3.627
0.0001
84.054
0.281
0.145
0.0021
2.588
shrinkage), the minimum warpage and shrinkage were
estimated using the equations below for producing a plastic
orthosis part with polymeric material PC/ABS. Because all
of these parameters have a very strong effect on warpage
and shrinkage, they were all employed to calculate the
minimum warpage and shrinkage.
Minimum warpage = It2 + PP3 + PPT3 + CT3 − 3 × Ȳi
= 0.426 + 0.426 + 0.420 + 0.417 − 3 × (0.428)
= 0.405 mm
Minimum shrinkage = It2 + PP1 + PPT1 + CT2 − 3 × Ȳi
= 5.519 + 5.272 + 5.755 + 5.219 − 3 × (5.509)
= 4.878%
where Ȳi is the average value of the response and S/N ratio
values for warpage and shrinkage. From these results, it
can be seen that the minimum warpage and shrinkage were
found to be 0.405 mm and 4.878%, which were smaller
than the 0.414 mm and 4.910% found in Table 9.5, which
were the smallest values among the analysis results.
A verification test is used to control the accuracy
of the analysis results taken from various engineering
Deflection, all effects: deflection
Scale factor = 1.000
(mm)
0.4088
FIGURE 9.19
applications. In other words, the verification test increases
the efficiency of the applied process within the optimum
levels of the parameters. In this study, the verification
test was carried out by means of the optimum levels
of the process parameters such as I t2 P P3 P PT3 C T3 and
I t2 P P1 P PT1 C T2 for the minimum warpage and shrinkage
values resulting from the optimization process. On the basis
of the optimum levels of these process parameters, warpage
and shrinkage values were obtained. The results are shown
in Fig. 9.19.
9.6.3 Application of Case-Based Reasoning and Fuzzy
Systems
This section introduces an application of CBR and fuzzy
systems for automatically tuning the process parameters of
an injection molding machine.18 In practical production,
the optimization of process parameters is a procedure of
trial and error. When a new mold is installed, the operator
often recalls a previous case and sets the initial process
parameters by referring to that old case. These initial
process parameters are used as a starting point for the
new molding application. Then, the operator will repeat
test molding and tuning exercises until the quality of the
Volumatric shrinkage (at ejection)
= 4.901(%)
(%)
4.901
0.3304
3.785
0.2240
2.621
0.1175
1.589
0.0111
0.799
Verification results from MoldFlow analysis.39
INJECTION MOLDING APPLICATIONS
Part model
Material
base
Machine
Specification
279
Molding
material
Case-based
reasoning
Case base
Initial
parameters
Upload to the
molding machine
End
Test molding
Success?
Yes
Save case
No
Adjusted
parameters
Defects
Fuzzy system
FIGURE 9.20
Fuzzy rule
base
The architecture of the hybrid intelligent model.18
molded parts is found satisfactory. The abstract idea of this
initial parameters setting course conforms to the concept of
CBR. The adjustment course of the operator for correcting
defects and optimizing the process parameters follows the
concept of a fuzzy system. Therefore, an integrated model
based on the combination of CBR and fuzzy systems
was constructed to describe the whole process of the trial
moldings and parameters determination. Figure 9.20 shows
the architecture of this intelligent system, which mainly
consists of the initial process parameters setting based on
the CBR and the online parameters optimization based on
the fuzzy system.
In practical production, the mold, molding material,
and machine are always ready before setting the process
parameters, so the integrated system imports the CAD
(computer aided design) solid model of the part and the
molding material as its preconditions. The initial process
parameters are determined by the case-based module
according to the calculated geometrical characters of the
part and the physical properties of the molding material.
Then, these initial parameters are uploaded to the controller
of the injection machine by the system communication
function and used for test molding. If the test molding
is successful, this new case is stored in the case base
so as to achieve the self-learning function of the CBR
module. Otherwise, the defects of the test molding are
fed back by the molding personnel in a natural language,
and the fuzzy system module produces adjusted process
parameters. These adjusted parameters are again uploaded
to the molding machine to start another test molding. The
above adjustment procedure is repeated until the quality of
the molded part is found satisfactory, that is, until a set of
optimal or near-optimal process parameters is obtained.
The implementation of the CBR and fuzzy system for
this application has been briefly introduced in Sections 9.4
and 9.5.3, respectively; a more description can be found in
Reference 18. On the basis of these methods, an intelligent
system for setting and optimizing the process parameters
for injection molding was developed on the platform of
a HAITAI 3800A injection molding machine with EST
controller P10CY. The user interface of the system is
shown in Fig. 9.21, which includes three major windows:
part display window (left), operation window (right), and
explanation window (bottom).
To verify the developed intelligent system, a practical
part in production was employed as an example, as shown
in the part display window of Fig. 9.21. Its overall size was
335.3 mm × 481 mm × 37.2 mm. Four gates were located
280
NONITERATIVE OPTIMIZATION METHODS
FIGURE 9.21
The user interface of the intelligent system.18
TABLE 9.8 The Main Initial Parameters Determined by
Case-Based Reasoning
TABLE 9.9
Parameters
Process Parameter
Value
Process
Injection temperature (◦ C)
Mold temperature (◦ C)
Injection speed (%)
Injection pressure (MPa)
Packing pressure (MPa)
Packing time (s)
Cooling time (s)
225.0
40.0
25.0
50.0
48.0
8.0
20.0
Parameter
First Second Third Fourth Fifth Value
Injection
temperature (◦ C)
Mold temperature
(◦ C)
Injection speed (%)
Injection pressure
(MPa)
Packing pressure
(MPa)
Packing time (s)
Cooling time (s)
+5.0
+3.0
+4.0 −6.0
+2.0 233.0
+3.0
+2.0
+2.0 −5.0
+3.0
+10.0
+9.0
+6.0
+5.0
+7.0 −13.0 +10.0 45.0
+3.0 −10.0 +2.0 59.0
+10.0
+9.0
+3.0 −12.5 +7.5
65.0
+1.0
0.0
+0.2
0.0
+0.3 −1.0
0.0
0.0
9.0
20.0
at the positions marked with a “.” The molding material was
ABS. On the basis of the geometrical characters calculation
module, the obtained cavity volume was 431,646.5 mm3 ,
the flow length was 274 mm, the average thickness was 2.1
mm, the thickness uniformity was 0.62, and the project area
on the parting plane was 161,286.98 mm2 . Given the lower
limit of similarity (0.85), four closest cases were retrieved.
Their similarities were 0.97, 0.94, 0.92, and 0.87. The
main initial process parameters were determined after the
procedure of case adaptation, as shown in Table 9.8. These
parameters were then uploaded to the injection molding
machine for test molding.
The molded part of the first trial run is shown in
Fig. 9.22a and has the serious defect of being a short
shot. This defect and its degree are fed back to the system
by the operator. The process parameters are then adjusted
by the fuzzy system for the first time, and these adjusted
parameters are uploaded to the injection molding machine
for test molding again. During this process, the degree of
The Optimization Process for t