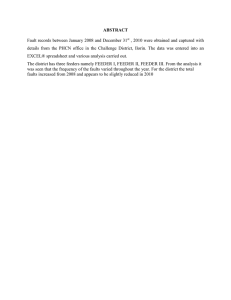
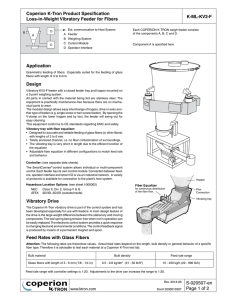
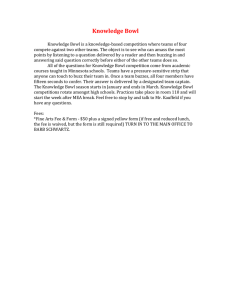
See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/364146334 Modeling and Analysis of a Vibratory Bowl Feeder Conference Paper · December 2021 DOI: 10.1109/ICASE54940.2021.9904038 CITATIONS READS 0 317 2 authors, including: Syed Irtiza Ali Shah Georgia Institute of Technology 136 PUBLICATIONS 656 CITATIONS SEE PROFILE All content following this page was uploaded by Syed Irtiza Ali Shah on 13 February 2023. The user has requested enhancement of the downloaded file. Modeling and Analysis of a Vibratory Bowl Feeder Sadia Azhar, Dr. Syed Irtiza Ali Shah Department of Mechanical and Aerospace Engineering Air University, Islamabad, Pakistan. Islamabad, Pakistan 201610@students.au.edu.pk Abstract— Vibratory bowl feeders are required in industrial automation for the correct orientation of feed parts. These are considered to be efficient machines that are cheap and effective. The biggest disadvantage of the traditional vibratory bowl feeder is its inability to adapt to new designs, shapes, and orientations of the feed parts. Traditional vibratory bowl feeders are very inflexible and can work with only one orientation of the part. Although vibratory bowl feeders are considered to be traditional devices, these are now very much modernized and have adapted to diversified industrial needs. Robotic arms are also often used along with the cameras to orient the parts. However, with the employment of robots comes a high cost, extensive maintenance requirements, and complexity in the assembly line. So a viable solution is to use the best features of both machines, i.e. while keeping the cheap effective and efficient qualities of a traditional vibratory bowl feeder, alter it to adapt to the changing part shapes and assembly lines. By doing so we can use the same vibratory bowl feeder for various orientations of components and in various assembly lines. This would eliminate the need for redesigning the vibratory bowl feeder with the orientation of each component, with which assembly line is not only expensive but also time-consuming. Thus we propose a resourceful, cheap, time-saving, and also flexible alternative. This is done by mounting cameras on the feeder, where the feed parts are fed. This camera can analyze the orientation of the part being fed and then compare it with the three-dimensional model fed to the system. It can then decide in which direction the part must be rotated to have the desired orientation. By using this technique, we can orient almost any part, which is being fed to the feeder with the traditional vibratory feeder, without the use of fancy equipment or robots, just by altering and modernizing the traditional vibratory feeder. This would make the traditional vibratory bowl feeder, a device that is very flexible and can adapt to the changing feed, solving many problems. We can thus alter an already available system, to become versatile and adaptable, in numerous assembly lines for different parts, with very little alteration to the already existing systems. Keywords—Vibratory bowl feeders, Feed, Two degrees of freedom system, Response graphs. BFT: Tangential VBF BFV: Vertical VBF : Damping coefficient of rubber mount : Damping constant of leaf springs : Force acting on base : Natural frequency : input frequency : Stiffness of rubber mount : stiffness constant of leaf springs : Mass of the base : Mass of bowl : Moment of vibratory motor XXX-X-XXXX-XXXX-X/XX/$XX.00 ©20XX IEEE : Weight of structure : Displacement of the base : Displacement of bowl I. INTRODUCTION Vibratory feeders are used to orient randomly oriented parts. Small parts are aligned and fed to the system assembly. They are generally used in product assembly. Automation consistency is key and vibratory feeders provide that so each segment of the process can work predictably, minimizing downtime and operator error. The most common type of vibratory bowl feeders are straight wall feeders, which are also the most versatile. It can take on the wok or cascade style vibratory bowl feeder styles to suit specific needs. To satisfy even the most difficult or delicate part conditions feeder bowls can be coated or covered in a variety of materials to reduce the noise level, excess wear or to provide extra grip or traction for the parts that are fed. Coatings and linings include plastic compounds, bristled matting, rubber mating, metal plating, and many more. Vibratory feeders impact the production of many of the products we interact with daily and with so many custom variations it can sometimes be difficult to interpret what kind of feeder is best for each application or why a certain feeder was selected. The springs allow the bowl to only translate in one dimension. The tooling mounted along this inclined path rejects the misaligned parts down to the center of the bowl and also properly orients the parts in the desired orientation. The rejected parts again travel on the inclined track to be properly oriented. The tooling uses mechanical movement, pressurized air, magnets, etc. for the orientation of parts. Feed is controlled through these vibratory feeders. Hence the feed is put through in a controlled manner to down the process line. We know that the vibrations produced in the body of equipment at the operating frequency and have a lot of importance in the design because of resonance, which produces large uncontrolled amplitudes of vibrations. So, for design safety, it is taken into consideration that the operating frequency (fo) and the natural frequency (fn) do not match. There is a transient period in which fn = fo [1]. To overcome this a tuned feeder can be used. As the head load increases the natural frequency is decreased because of the increase of pan mass hence decreasing the natural frequency and increasing the frequency ratio fo/fn [2]. The support structure can face fatigue if it operates at resonance for long periods [3]. If the operating frequency and the natural frequency are made sure to not match, then we can neglect the elastic forces of suspension [4]. At the support, high accelerations should be avoided because of its high consumption of energy and because the vibrations transmitted to the foundation are increased through them which reduces the performance [5]. The resultant motion of vibration is almost circular [6]. The dynamic forces are transmitted to the foundation [7]. According to a research [8], if more than 99.28% of the total power of the motor is being used, a 10% larger motor should be used instead. For feed to travel in the vibratory feeder, frictional force must be overcome, which is not possible if the frequency is low with a small amplitude of vibrations. However, it is also observed that if the vibration frequency of the conveyor belt is too large the feed loses contact with it and the acceleration of the feed surpasses the gravity acting on it and hence the rate of hopping is increased and exceeds the desired value [9]. The flow of particles depends upon the material characteristics of the feed such as the grain size and the shape of grain, the moisture content in the feed, electrostatic forces (generated between feed and surface or between particles), the surface texture of the particles or structures of feed, etc. [10]. The damping varies from 0.1 to 0.01 [11]. Feed rate is the velocity with which the particles accelerate along a straight line which is the resultant of the asymmetric vibrations and the friction force. The asymmetric vibrations are because of the longer forward (positive) motion [12]. Whether the feed is at rest or in the flight phase is determined by the feed and the vibratory feeder conveyor motion [13] [9]. External simple harmonic motion affects the velocity of the feed material [14]. For vibratory equipment, the effects of speed are very important and cannot be neglected. In different elements, the stress distribution is also analyzed which varies from part to part and is very essential for the safety calculations of the modal of any vibratory equipment. As the equipment is vibrating, the applied static and dynamic forces are affected by this vibratory motion which depends upon the operation speed [15]. A model is analyzed for dynamic analysis and among many benefits, the power output can also be optimized [16]. For the rotary equipment whose speed is up to 10Hz, the vibration is measured in the form of displacement. The vibration level of equipment is measured in terms of acceleration or velocity [17]. An increase in speed of feed particles is not achieved by maximum deflection of the feeder but rather a maximum acceleration of the feeder which depends on the operating frequency of the system [7]. Figure 1. FBD of the vibratory feeder assuming it as SDOF system [7] The traditional system of vibratory feeders is specific and tailored to a particular part or component. This is a hindrance to maximum productivity in assembly which can be achieved by having a device that is rather flexible towards the variations in components. In a production line, the parts and components are to be fed in a known location and orientation. For this purpose, robots and humans both work to increase the efficiency of the manufacturing line. In today’s growing industrial world it is suitable for the feeding system to be able to handle variation and adapt to the parts’ shape and design and also location or orientation to have flexibility in the production. In recent years, advancement, there has been an effort to increase the flexibility in the feed system. One of the major developments is a vision-guided flexible system. The robots of the first generation were not sensitive to any kind of variation and performed the tasks repetitively with parts of known orientation and shapes. They were incapable of working in an environment where Parts were fed in unknown positions and were different in shape and size to each other. For such an environment a vision system was required to help cope with all the variations of parts, their orientation, and position in the assembly line. This was achieved by placing camera-equipped feeders. Many methods are available for the use of vision this sensitive method is given in [18]. A. Camera Equipped Feeders 1) 2D mounted cameras: The first method uses two-dimensional cameras for feeding. Stationary two-dimensional cameras are mounted. Parts are fed randomly with random orientation. For more accuracy, two cameras are used. One is stationary and the other is mounted on the robot arm. The limitation of this technique is that the parts are to be fed at the same height because twodimensional cameras are incapable of detecting depth. This is a cheap and accurate method other than this one limitation. It is a very flexible and adaptable solution because of the ease of two-dimensional camera coding. 2) 3D structured light cameras: The parts are located with the help of three-dimensional structured light cameras. The pose of the parts is identified by a depth sensor. The camera is kept stationary for assessing the next part while the first part is being reoriented and re-positioned. 3) CAD support: A single two-dimensional camera is used with the CAD geometry data which helps to identify the correct orientation for the part or component 4) Vibratory surface: Parts are fed in bulk on a surface that is reoriented after the detection of their location and their original orientation. Although this system can adapt to different types of parts without any rebuilding, this process takes a longer time than the traditional dedicated system [19]. 5) 3D printed bowl feeders: This type is an add-on to the traditional vibratory bowl feeder. The top part which deals with the parts or components can be changed. This part of the machine is made by additive manufacturing. It reduces the rebuilding process and has a shorter change over time. 2 Figure 2. (a) Motion of the upper part with respect to the base in operational conditions for the feeder with vertically-oriented electromagnets, and (b) feeder with tangentially-oriented electromagnets without bowl [5]. In an electrodynamic analysis of a modal of vibratory bowl feeder [5] different important parameters such as inertia of bowl, the inertia of base, stiffness of the leaf spring, forces acted upon by the electromagnets, and the effects of damping are taken into account for the analysis. The key points which can be extracted from the results are: the force which is transmitted must be reduced, the motion of bowl which causes the transfer of the parts must be improved for efficient traveling of the feed, the frequency of electromagnetic force at which the feeder is excited must be estimated for the feeder to work at a frequency near resonance. These results are satisfactory when we take into account the modeling done to replicate the rubber mounts, leaf springs, and the base, but the modal can be improved by using the finite element method for the dynamic analysis of the bowl. This will help to capture the behavior of components with higher frequency and bowl flexibility. This analysis is satisfactory because the data for this analysis is collected by the experimentation done on two different vibratory bowl feeders which are assembled of an assembly line. F igure -3 Vibratory bowl feeders: (a) with tangentially-oriented electromagnets, and (b) with vertically-oriented electromagnets Two vibratory bowl feeders in Fig. 4 are tested [5]. The vibratory bowl feeder with three tangentially oriented electromagnets (BFT) is shown in (a), and the second vibratory bowl feeder with two vertically oriented electromagnets (BFV) is shown in (b). The common features are a base and a bowl but with different sizes and geometry of the structures. The vibratory bowl feeder with three tangentially oriented electromagnets is larger than and the vibratory bowl feeder with two vertically oriented electromagnets. Also, there are three leaf springs in the BFT and four-leaf springs in the BFV. The leaf springs are all equally spaced hence the angle between the leaf springs of BFT is 120 degrees and the angle between the equally spaced leaf springs of BFV is 90 degrees. The vibratory feeders, the BFT and the BTV both are mounted to the floor with three mounts, the purpose of which is to isolate them from the floor and create a distance between the floor and the vibratory equipment so that the vibrations traveling to the floor is limited with the help of these mounts. With the sinusoidal current, these feeders are acted upon by the quasi sinusoidal forces. From this analysis, we get information about the following parameters we can look into: the modal analysis through experimentation, how mounts respond to the frequency which is acted upon them, the dynamic forces which are exerted by the electromagnets, during the operation of the feeder the measurement of the acceleration. The feed material is conveyed at a specific velocity which is determined by several parameters. It also depends upon the material properties of feed material e.g. density of particles or bulk density [20] [21]. In a vibratory feeder, the conveying speed of components is affected by the inclination of the track the fed travels upon, the frequency of excitation for the vibratory bowl feeder, the amplitude of vibration, and the friction coefficient of the components and between the components and the track. These are based on a theoretical analysis of feeding a part on a vibratory feeder with simple harmonic motion [9]. So far the majority of the research is based on a twodimensional approximation of the three-dimensional part motion of the dynamic analysis of the vibratory bowl feeder. In the analysis of the new dynamic modal for the motion of the part under which is under the effect of excitation from the base which is moving on or separating from a threedimensional spiral track, different scenarios such as hopping of the part or sliding of the part on the track can be predicted which occur due to the interaction between the part and the track. For each one of these scenarios, a solution algorithm must be presented consisting of equations of the motion of the parts. These systems of equations are a function of time and are used to get information about the location of the part by their numerical solution. From these results the following observations can be concluded [22]: the motion of the part on the vibratory bowl feeder is greatly affected by the frequency of excitation which is applied. Sliding motion is observed to be the only mechanism involved in the motion of the components at a low frequency of excitation, at higher frequencies of excitation the dominant action of motion is the hopping of parts on the vibratory feeder. In the research of a 2D numerical model [23] which was based on the concept of discrete element method, a modal was developed to study the behavior of a feeding part by reciprocating its motion in a vibratory bowl feeder. In an automated assembly, the vibratory bowl feeders are considered a major component. The components of a vibratory bowl feeder which deal with the feeding of parts are repeatedly experiencing impacts with friction involved. This is a typical example of a nonlinear dynamic problem. In previous studies the assumption of point mass was made however in this study instead of a point mass, a rectangular shape of the part was assumed. The model demonstrated both chaotic and periodic behavior which shows that the model is capable of exhibiting both behaviors of the feeding part. It can also be seen that by using this model output is generated in the forms of diagrams which explain the 3 dynamic behavior of the parts in motion very accurately. When the modal is analyzed at various amplitudes of vibrations, it was observed that the velocity at which maximum parts are conveyed is the velocity in between the velocities at which the parts exhibit the periodic and chaotic behavior i.e. the velocity at the transition point between the periodic and chaotic behavior of parts. If the amplitude of velocity is increased beyond this velocity which is a transition point, the conveying velocity was observed to be reduced. Also, it was observed that the conveying velocity is also affected by the shape of the part. If the length of the rectangle (of the part which is assumed to be a rectangle, not a point mass) is increased, the chaotic behavior of the part began to take place at higher amplitudes, hence a shift was observed, and subsequently, the value of the maximum conveying velocity was also increased. If the angle of the vibration was increased the transition point shifted at a lower amplitude hence the chaotic behavior also started at a lower amplitude and the maximum conveying velocity was also decreased. This analysis was conducted with many materials with different coefficients of frictions. It was observed that the coefficients of frictions affected the sliding regime of the parts. However, it was observed that at higher frequencies after a certain point the conveying velocity showed independent behavior as it was not affected by the coefficient of friction in the hopping regime. Graph 1 Mean conveying velocity as a function of vibration amplitude [23]. In the analysis [23] of the vibratory bowl feeder, a twodimensional modal of discrete elements feeding part is developed. It investigates a more accurate dynamic behavior of a feeding part. Because in contrast to previous research it takes the shape of the feeding part to be a rectangle instead of a point mass which is assumed normally in researches. Due to this assumption, it was also assumed that this rectangular shape can rotate and hence has three degrees of freedom. Simulations were performed at different amplitudes of vibrations. The following deduction was made: the conveying velocity depends on the amplitudes of vibrations. Graph 1 shows the behavior of conveying velocity vs the amplitude of vibrations. This graph has three distinct regions. This is the plot of the hopping regime. The analysis was done for the amplitude of vibration ranging from the value of 1 to 4 maximum amplitude. According to the graph when the amplitude is increased from A1 to A2 we can see that the mean conveying velocity also increases linearly with a slope which is the same as the slope of the sliding regime i.e. maximum amplitude < 1. After A2 the slope increases linearly but the slope is greater and hence the value of conveying velocity also increases greatly. At A3 the value of conveying velocity is almost maximum. From A3 to A4 the conveying velocity remains almost constant when the amplitude is increased. After A4 the as the amplitude is increased the conveying velocity decreases. So, from graph 1 It can be deduced that the conveying velocity increases as we increase the amplitude until a point i.e. 3.0 maximum amplitude value. After this point, we see a decrease in the conveying velocity with some oscillations. The vibratory bowl feeder is vibrating equipment. It is often dealt with hand by workers on the floor. In many industrial sectors, there is a risk of exposure of workers to machineproduced mechanical vibrations [24]. The reduction and assessment of these vibrations are considered a priority in today’s world where strict safety rules are applied. The distinction between hand-arm vibrations and whole-body vibrations is made with the European and Italian regulations involving the risk connected with exposure of workers with the vibrations they come in contact with [25]. B. New Technologies Following are a few new areas of research in the field of vibratory bowl feeders: The drop test is another technique used in the vibratory bowl feeder. A trap is designed for the correct orientation. It is used to determine the most favorable rest position of the part being fed which is then used as a reference to orient the parts. The drop test technique is verified in [26] [27]. The coefficient of friction has effects on the flow. At a lower frequency, the amplitude of excitation can control the flow characteristic of granular material but the angle of inclination hinders it [28]. Self-learning aerodynamic feeding systems are advanced techniques that can be used for other part feeding devices as well [29]. The collaborative robots (cobots) have flexibility in working routines which fill the gap of traditional robot techniques [30]. Another technique for stable equilibrium position is using three dimensional model of a work piece and then compare the top view of it with the camera placed on the assembly [31]. A configuration system is also used where the knowledge about each part is acquired in dynamic simulation which aids the feeder for correct orientation [32]. The design process of the feeder is very time-consuming. Approaches for automatic design of the feeders taking into account the parameters of the feed parts are also available [33] [34]. Traditional bowl feeders cannot keep up with modern times. One of the new alterations is the Flexi bowl which comes under the category of flexible feeders [35]. Above are some promising areas of research regarding the part feeding industry II. RESEARCH METHODOLOGY & MODELLING A. COMMONLY USED MODELLING TECHNIQUES Vibratory bowl feeders can be categorized into two types with respect to the type of spring attachments. These two architecture of vibratory bowl feeders are BFT vibratory bowl feeder and BFV vibratory bowl feeder. The BFT vibratory bowl feeder has three tangentially oriented electromagnets and the BFV vibratory bowl feeder has two vertically oriented electromagnets. The BFT vibratory bowl feeder has equally spaced three leaf springs i.e. 120 degrees apart and the BFV vibratory bowl feeder has four leaf springs also equally spaced i.e. 90 degrees apart. Most work 4 has been done on BFT vibratory bowl feeder as it is most commonly used in the industry. Due to the tangentially oriented leaf springs of the of the BFT vibratory bowl feeder, the mathematical modelling includes the torques and moments. Most common and recent method is the use of LaGrange’s approach to solve which can easily include the resolution in the Cartesian or polar coordinates. It uses the kinetic and strain energy terms to solve the model. SPRING MASS DAMPER SYSTEM Figure 6 Equivalent 2 DoF system [37] EQUATIONS OF MOTION Equation 1 Equations of motion. Figure 4 Schematic of VBT vibratory bowl feeder with three tangential leaf springs [36] STATE SPACE FORM A most common and recent method of modeling is used by many researchers for analytical modeling is the use of LaGrange’s approach to solving which can easily include the resolution in the Cartesian or polar coordinates. It uses the kinetic and strains energy terms to solve the model [5]. B. MODELLING APPROACH The approach used is the simplification of the model to minimize the complex terms such as moments and torques and devious calculations in the mathematical modeling. It will also make the mathematical modeling simpler and more generalized. The BFV vibratory bowl feeder is considered which has four leaf springs that make them 90 degrees apart. For simplicity, the springs are assumed to be vertically oriented. The process and approach steps are given below Equation 2 State space equation. MATRIX FORM SCHEMATIC DIAGRAM Equation 3 M, C and K Matrices. TRANSFER FUNCTION FORM Equation 4 Transfer function form of EoM's Figure 5 Equivalent spring-damper system C. ADVANTAGES AND LIMITATIONS This modal is a simplified model which can be applied to a variety of systems. This modal helps to understand the behavior of the vibratory bowl feeder, its analysis, and the response of the system. 5 However, there are some of the limitations of this design approach due to the simplification of the modal it excludes forces such as torque and moments. Hence some variation in results can be seen, but the general behavior of the system can be understood from this modal. D. MATHEMATICAL MODELLING The system is a 2 dof system with two masses i.e. the base and the bowl of the vibratory feeder. EoMs are written for both the masses. Three different approaches to solve the modal further are, namely; the matrix method, the state space conversion, and the transfer function method. 1. For Determinant to find roots of the equation Equation 8 Determinant of Equation of motion EQUATIONS OF MOTION 3. STATE SPACE REPRESENTATION These equations in matrix form can also be written in a state-space form which converts the equations into firstorder equations. These equations are then easy to manipulate and use in software like Matlab. (base): For , Equation 5 Equation of motion for mass 1. Where, =stiffness of rubber mount Equation 9 State space equation for m1. For , = damping constant of the rubber mount 0 = displacement of base =force on base for base excitation For (bowl): Equation 10 State space equation for m2. If we assume, Equation 6 Equation of motion for mass 2. Where, = equivalent stiffness of leaf springs = damping constant of the leaf springs The equation can be re written as: = displacement of bowl 2. MATRIX CONVERSION Equation 11 Matrix form of state space equation. 4. TRANSFER FUNCTION Equation 7 Equations of motion in matrix form. The following transfer functions can be derived from the equations of motion: Where, Equation 12 Equations in the form of transfer function for both masses m1 and m2 III. IMPLEMENTATION The software is used to solve these equations and get the response of the system in Matlab. Matlab has many inbuilt functions to solve the modes and mode shapes etc. It also 6 has first-order solving algorithms as well as transfer function solving algorithms which makes it easy and a very convenient choice to solve long and tedious calculations. Matrices can also be solved in Matlab. Matlab also has a plotting option that gives the response of the system in the form of graphs. The graph plotting in Matlab has many editing options. By using these various options, informative and clear graphs can be obtained. Matlab can also generate graphs with various characteristics of the system like time constant, rise time, settling time, peak time, and percent overshoot shown on the graphs. Matlab produces accurate results and has short codes and inbuilt programs and algorithms which help to solve the equations of the system efficiently and fast. Hence it is a reliable method that is accurate, efficient, and time-saving which makes analysis and modelling very easy. Matlab can be used in many fields due to its diverse abilities some of these are control systems, image processing and robot control. Matlab also has Simulink which is very user-friendly. It simplifies the problem and also makes it easy to visualize the problem which helps in better understanding of the system or modal. Other soft wares used for the analysis of the model like ANSYS use the geometry and material used in the system to produce results that are even more diverse. Hence, they can give very accurate results. This accuracy has made it possible to research and development without wasting money and time on actual prototypes which is a major contributing factor in the research and development technology. INPUT CONSTANTS M1 (mass of base) 100kg M2 (mass of bowl) 30kg C1 (damping of rubber mounts) C2 (damping of leaf springs) K1 (stiffness of rubber mounts) K2(stiffness of leaf springs) F (step input) 50000 N-s/m F(sinusoidal input) 10cos5t; f=10 N; w=5 Hz 500 N-s/m 100000 N/m 1800000 N/m 1N Table IV-1 Input constants IV. RESULTS The 2 DoF mathematical model, with force acting on the system from base i.e. base excitation, has been analyzed with no force, step input, and sinusoidal input. The characteristics of the system like time constant, rise time, settling time, natural frequency, damping ratio, peak time, and percent overshoot and mode shapes have been determined. These results are then compared and discussed and an analysis of these results is deduced. 7 A. NO APPLIED FORCE RISE TIME RESPONSE GRAPH = SETTLING TIME = PERCENTAGE OVERSHOOT TIME CONSTANT 1/a is defined as the time constant of system response. In this time the natural response decays to 37% of its value and the step response rises to 63% of its final value. Also ‘a’ is the exponential frequency and initial slope of the system. This graph does not depict exponential behaviour. DAMPING RATIO = 2.8 NATURAL FREQUENCY Rad/sec MODE SHAPES Graph 2 Homogeneous Response graph showing displacement, velocity and acceleration w.r.t. time. = m = m ANALYSIS OF RESULTS PEAK TIME Time of first peak overshoot. The two natural frequencies are due to the two degrees of freedom i.e. one for each mass. In mode 1 both masses move in the same direction with the same magnitude. In mode 2 the direction of motion of both masses is opposite. This can also be seen by plotting both modes. 8 a) MODE 1 The damping ratio is calculated using the formula and the natural frequencies of the system and its mode shapes are calculated using Mat lab built-in functions. B. STEP INPUT RESPONSE GRAPH Graph 4 Step response showing amplitude vs time. Graph 3 Displacement, velocity and acceleration w.r.t time for mode 1 (no applied force). PEAK TIME b) MODE 2 = 0.046 seconds RISE TIME = SETTLING TIME = 0.098 seconds PERCENTAGE OVERSHOOT = 56 % Percentage overshoot is given by poles of the pole plot. TIME CONSTANT Graph 4 Displacement, velocity and acceleration w.r.t time for mode 2 (no applied force). 1/a is defined as the time constant of system response. In this time the natural response decays to 37% of its value and the step response rises to 63% of its final value. Also ‘a’ is the exponential frequency and initial slope of the system. From graph: 9 Seconds PEAK TIME DAMPING RATIO =2.6 seconds = 0.47 NATURAL FREQUENCY SETTLING TIME = = 0.23 seconds Hz = Hz ANALYSIS OF RESULTS Natural frequencies are determined by the pole plot. As the damping ratio is less than one, system is underdamped. And it is also verified by the fact that the natural frequencies are distinct and complex. The settling time, rise time, and peak time are determined using these values and their respective formulas. It can be seen that these are also verified by the graph of the response of the system The time constant is determined using the response graph of the step input PERCENTAGE OVERSHOOT = 0.18 DAMPING RATIO =0.3 NATURAL FREQUENCY C. SINUSIDAL INPUT RESPONSE GRAPH Hz Hz 1) MODE SHAPES m m The two complex modes show again that it is an underdamped system. The mode shapes also show that the bowl and the base vibrate in the same directions i.e. they are not out of phase in both modes. 2) ANALYSIS OF RESULTS Graph 5 Response graph for sinusoid input showing the displacement of both masses w.r.t time. For a forcing function of magnitude f=10N and forcing frequency of 5Hz. The damping constant calculated shows the system to be an underdamped system. The two complex modes show again that it is an underdamped system, hence verified. Both modes are almost identical. 10 V. CONCLUSION For the analysis of the vibratory bowl feeder, it was modeled into a two-degree of freedom system. The mathematical modeling was done using the approach of summation of forces. The characteristics of the system like time constant, rise time, settling time, natural frequency, damping ratio, peak time, and percent overshoot and mode shapes have been determined with response graphs and formulas. The system was subjected to three types of inputs. First, no input was provided to the system to check the homogeneous response. Then a unit step input was given to the system to check stability. The last input was a sinusoid input. Response graphs were plotted for each input to analyze the behavior of the system. To get the homogenous solution no force was applied to the system. The response graph was plotted using Matlab. An initial displacement of 1 unit was given to mass 1 i.e. the bowl of the vibratory bowl feeder as the initial condition. The response graph shows the starting displacement of mass 1 to be 1 unit and mass 2 to be 0 units as it was at rest at its initial position. The graph shows that the system is stable because after the initial disturbance the graphs tend to approach zero i.e. the equilibrium position of the system. From mode shapes, it can be seen that in the first mode both masses vibrate in the same direction but with different frequencies. In mode 2 however, it can be seen that the vibration of both masses is out of phase which can be seen in the graph for mode 2. The step response is usually analyzed to check the stability of a system. If the system is stable it should change its initial equilibrium position according to the step input. We can see from the step response graph that the system is stable. The equilibrium position of the system has changed from zero to 1 unit, which was the input unit step function. The response plot for sinusoid input with initial conditions set to zero shows a homogeneous behavior at first, which dies out quickly and the system shows sinusoidal behavior. This shows the system is stable under sinusoidal input. For the system to be stable we want the system to act according to the input, so a sinusoidal response to a sinusoidal input shows the stability of the system. Also, the frequency of both the masse is the same which means the bowl and feeder are perfectly in phase. Which is desirable for the smooth operation of the vibratory bowl feeder. As seen from the bode plot at r the is almost unity at every value of damping which is also verified by calculations. To achieve isolation must be less than . But we can see that . B. BODE PLOT From bode plot we can see that vibration isolation. to achieve • We can change the forcing frequency as it was just assumed and set it to be greater than 7.9. • If the forcing frequency is set, say in an industry assembly line we can alter the natural frequency by changing M, C and k by reducing or increasing the mass or by changing the materials used. VI. RECOMMENDATIONS FOR FUTURE WORK • • • • • A. TRANSMISSIBILITY FACTOR • The transmissibility factor comes out to be almost 1. This shows that almost the same amount of force is transmitted to the bowl as applied on the base. > By assuming the leaf springs to be vertically aligned simplified the modal but it excluded major torques and moments acting on the modal. Assumption of input variables has made the system an underdamped system which is favorable in the case of vibratory bowl feeders but it should be optimized so that it does not damage the system with uncontrolled vibrations. The vibration isolation method should be used so that force transmission to the foundation can be reduced. It is of utmost importance because VBF is a vibratory device and vibrations can cause great damage over a long period. Mass vibration reduction should also be applied to optimize the vibrations. This optimization is very important because excessive vibrations damage the system and excessive reduction in vibrations may affect the efficiency of the system to transport feed parts. The perfect hopping motion of parts should be maintained which can be done by the dynamic analysis including the feed. Slipping or sliding back of parts should be avoided. Also, the chaotic behavior of parts must be avoided. This is why optimization of the dynamic model is needed. Vibration isolation design chart and vibration identification Nomo graph can be used for this optimization REFERENCES [1] “Dumbaugh: The evolution of the universal vibratory... - Google Scholar.” https://scholar.google.com/scholar_lookup?title=The evolution of first universal vibratory drive system for moving and processing bulk solid materials&author=G.D. Dubaugh&publication_year=1982 (accessed Apr. 24, 2021). 11 [2] “Design and Application of Feeders for the Controlled Loading of Bulk Solids onto Conveyor Belts.” http://www.saimh.co.za/beltcon/beltcon2/paper27.html (accessed Apr. 24, 2021). [14] P. C. P. Chao and C. Y. Shen, “Dynamic modeling and experimental verification of a piezoelectric part feeder in a structure with parallel bimorph beams,” Ultrasonics, vol. 46, no. 3, pp. 205–218, Jun. 2007, doi: 10.1016/j.ultras.2007.02.002. [3] X. Kong, X. Zhang, Q. Li, and B. Wen, “Dynamical analysis of vibratory feeder and feeding parts considering interactions by an improved increment harmonic balance method,” Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci., vol. 229, no. 6, pp. 1029– 1040, Apr. 2015, doi: 10.1177/0954406214542841. [15] M. Zehsaz, F. V. Tahami, A. Z. Asl, and F. Ahmadian, “Effect of Increasing Speed on Stress of Biaxial Bogie Frames,” Engineering, vol. 03, no. 03, pp. 276–284, Mar. 2011, doi: 10.4236/eng.2011.33032. [16] [4] P. Salat, A. Anakiya, and P. G. Student, “Design Modification of Failure Mode Effect Analysis of Vibrating Feeder used in Crushing Industries,” Dec. 2014. Accessed: Apr. 24, 2021. [Online]. Available: www.ijsrd.com. S. Ghosh and S. P. Singh, “Optimizing Feeding Systems,” IntechOpen, Aug. 200AD. doi: 10.5772/INTECHOPEN.84022. [17] C. Scheffer and P. Girdhar, Practical machinery vibration analysis and predictive maintenance. 2004. [18] A. A. Malik, M. V. Andersen, and A. Bilberg, “Advances in machine vision for flexible feeding of assembly parts,” in Procedia Manufacturing, 2019, vol. 38, pp. 1228–1235, doi: 10.1016/j.promfg.2020.01.214. [19] J. Krüger, T. K. Lien, and A. Verl, “Cooperation of human and machines in assembly lines,” CIRP Ann. - Manuf. Technol., vol. 58, no. 2, pp. 628–646, Jan. 2009, doi: 10.1016/j.cirp.2009.09.009. [20] “3] Wenying Li, Shibo Xiong, Dynamic analysis of large... Google Scholar.” https://scholar.google.com/scholar?hl=en&as_sdt=0%2C5&q=3 %5D+Wenying+Li%2C+Shibo+Xiong%2C+Dynamic+analysis+ of+large+vibrating+screen%2C+in%3A+Proceedings+of+IMAC -XXI+Conference%2C+2002%2C+pp.+3–4.&btnG= (accessed Apr. 24, 2021). [21] R. J. Khakbaz-Nejad, “The Effect of the Interaction of Part Geometry and Vibratory Feeding Parameters on the Feed Rate of Parts in a Vibratory Bowl Feeder,” 2003. [22] S. Najmi, A. H. Karimi, M. Shadmani, and S. Ziaei-Rad, “A new three-dimensional dynamic model and experimental validation for motion of a part in a vibratory bowl feeder,” Mech. Mach. Theory, vol. 143, p. 103621, Jan. 2020, doi: 10.1016/j.mechmachtheory.2019.103621. [23] H. Ashrafizadeh and S. Ziaei-Rad, “A numerical 2D simulation of part motion in vibratory bowl feeders by discrete element method,” J. Sound Vib., vol. 332, no. 13, pp. 3303–3314, Jun. 2013, doi: 10.1016/j.jsv.2013.01.020. [24] S. Carra, L. Monica, and G. Vignali, “Reduction of workers’ hand-arm vibration exposure through optimal machine design: AHP methodology applied to a case study,” Saf. Sci., vol. 120, pp. 706–727, Dec. 2019, doi: 10.1016/j.ssci.2019.07.034. [25] “EUR-Lex - 32002L0044 - EN - EUR-Lex.” https://eurlex.europa.eu/legalcontent/EN/ALL/?uri=CELEX%3A32002L0044 (accessed Apr. 25, 2021). [26] M. Suresh, K. A. Jagadeesh, and P. A. Varthanan, “Determining the natural resting orientation of a part using drop test and theoretical methods,” J. Manuf. Syst., vol. 32, no. 1, p. 220, Jan. 2013, doi: 10.1016/j.jmsy.2012.07.003. [27] S. Mathiesen, L. C. Sorensen, D. Kraft, and L. P. Ellekilde, “Optimisation of Trap Design for Vibratory Bowl Feeders,” in Proceedings - IEEE International Conference on Robotics and Automation, Sep. 2018, pp. 3467–3474, doi: 10.1109/ICRA.2018.8460767. [28] S. Zhou, Z. Ren, Y. Zhang, and J. Ju, “Analysis of flow [5] E. Mucchi, R. Di Gregorio, and G. Dalpiaz, “Elastodynamic analysis of vibratory bowl feeders: Modeling and experimental validation,” Mech. Mach. Theory, vol. 60, pp. 60–72, Feb. 2013, doi: 10.1016/j.mechmachtheory.2012.09.009. [6] “Bhavsar Abhishek: Solid modeling and analysis of... - Google Scholar.” https://scholar.google.com/scholar_lookup?title=Solid modeling and analysis of vibrating grizzly feeder (VGF)&author=P. Bhavsar Abhishek&publication_year=2012&pages=34-40 (accessed Apr. 24, 2021). [7] M. L. Chandravanshi and A. K. Mukhopadhyay, “Dynamic analysis of vibratory feeder and their effect on feed particle speed on conveying surface,” Meas. J. Int. Meas. Confed., vol. 101, pp. 145–156, Apr. 2017, doi: 10.1016/j.measurement.2017.01.031. [8] “Rao: Selection of vibratory motors for vibrating... - Google Scholar.” https://scholar.google.com/scholar_lookup?title=Selection of vibratory motors for vibrating feeder by analytical approach for material handling plants&author=A.V. Ramana Rao&publication_year=2014 (accessed Apr. 24, 2021). [9] G. H. Lim, “On the conveying velocity of a vibratory feeder,” Comput. Struct., vol. 62, no. 1, pp. 197–203, Jan. 1997, doi: 10.1016/S0045-7949(96)00223-4. [10] S. N. Bhattachar, D. B. Hedden, A. M. Olsofsky, X. Qu, W. Y. Hsieh, and K. G. Canter, “Evaluation of the vibratory feeder method for assessment of powder flow properties,” Int. J. Pharm., vol. 269, no. 2, pp. 385–392, Jan. 2004, doi: 10.1016/j.ijpharm.2003.09.024. [11] [12] [13] A. Ribic, A. I. R. Ribi´c, and Ž. V. D. Despotovi´c, “HighPerformance Feedback Control of Electromagnetic Vibratory Feeder Razvoj i primena visokonaponske visokofrekventne ekološke opreme za otklanjanje aerozagađenja u industriji i elekroprivredi View project Hydraulic Vibration Platform View project High-Performance Feedback Control of Electromagnetic Vibratory Feeder,” IEEE Trans. Ind. Electron., vol. 57, no. 9, 2010, doi: 10.1109/TIE.2009.2037677. D. Reznik, J. Canny, and K. Goldberg, “Analysis of Part Motion on a Longitudinally Vibrating Plate.” Accessed: Apr. 24, 2021. [Online]. Available: https://ieeexplore.ieee.org/abstract/document/649098/. E. M. Sloot and N. P. Kruyt, “Theoretical and experimental study of the transport of granular materials by inclined vibratory conveyors,” Powder Technol., vol. 87, no. 3, pp. 203–210, 1996, doi: 10.1016/0032-5910(96)03091-4. 12 of dynamic simulation for design of vibratory bowl feeders,” in IEEE International Conference on Control and Automation, ICCA, Jul. 2016, vol. 2016-July, pp. 485–492, doi: 10.1109/ICCA.2016.7505324. characteristics of granular material unloaded on nonlinear vibration inclined platform,” Appl. Math. Model., vol. 78, pp. 57– 74, Feb. 2020, doi: 10.1016/j.apm.2019.10.004. [29] [30] [31] [32] [33] J. Busch, M. Quirico, L. Richter, M. Schmidt, A. Raatz, and P. Nyhuis, “A genetic algorithm for a self-learning parameterization of an aerodynamic part feeding system for high-speed assembly,” CIRP Ann. - Manuf. Technol., vol. 64, no. 1, pp. 5–8, 2015, doi: 10.1016/j.cirp.2015.04.044. J. Pocachard, N. Klement, C. Jouve, and A. Quenehen, “Methodology to select the best part presentation in cobotics,” Procedia Manuf., vol. 51, pp. 125–132, 2020, doi: 10.1016/j.promfg.2020.10.019. M. Fekula and G. Horváth, “Determining stable equilibria of spatial objects and validating the results with drop simulation,” in Procedia CIRP, 2019, vol. 81, pp. 316–321, doi: 10.1016/j.procir.2019.03.055. M. N. Hansson, S. Mathiesen, L. P. Ellekilde, and O. Madsen, “Configuration system for simulation based design of vibratory bowl feeders,” in 2016 IEEE International Conference on Simulation, Modeling, and Programming for Autonomous Robots, SIMPAR 2016, Feb. 2017, pp. 147–154, doi: 10.1109/SIMPAR.2016.7862389. [34] C. Stocker, M. Hell, R. Reisch, and G. Reinhart, “Automated generation of orienting devices for vibratory bowl feeders,” in IEEE International Conference on Industrial Engineering and Engineering Management, Feb. 2018, vol. 2017-December, pp. 1586–1590, doi: 10.1109/IEEM.2017.8290160. [35] G. Boschetti, “A picking strategy for circular conveyor tracking,” in MESA 2014 - 10th IEEE/ASME International Conference on Mechatronic and Embedded Systems and Applications, Conference Proceedings, Oct. 2014, pp. 1–6, doi: 10.1109/MESA.2014.6935550. [36] A. Kadam and M. Pisotre, “International Journal on Recent Technologies in Mechanical and Electrical Engineering (IJRMEE) Modal Analysis of Vibratory Bowl Feeder Machine,” Accessed: Jun. 17, 2021. [Online]. Available: http://www.ijrmee.org. [37] S. S. Rao, “Mechanical Vibrations Sixth Edition in SI Units Access for,” Pearson, vol. 6, p. 1291, 2017. S. Mathiesen and L. P. Ellekilde, “Configuration and validation 13 View publication stats