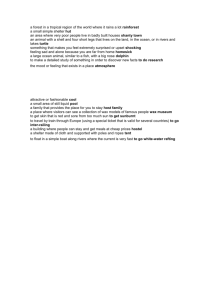
See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/339923444 Advances and Future Challenges of Wax Removal in Pipeline Pigging Operations on Crude Oil Transportation System Article in Energy Technology · April 2020 DOI: 10.1002/ente.201901412 CITATIONS READS 24 889 4 authors: Weidong Li Qiyu Huang Fuzhou University China University of Petroleum - Beijing 16 PUBLICATIONS 240 CITATIONS 99 PUBLICATIONS 1,156 CITATIONS SEE PROFILE SEE PROFILE Wenda Wang Xuedong Gao China National Petroleum Corporation Petrochina Planning and Engineering Institute 26 PUBLICATIONS 331 CITATIONS 14 PUBLICATIONS 128 CITATIONS SEE PROFILE All content following this page was uploaded by Wenda Wang on 09 June 2020. The user has requested enhancement of the downloaded file. SEE PROFILE REVIEW www.entechnol.de Advances and Future Challenges of Wax Removal in Pipeline Pigging Operations on Crude Oil Transportation Systems Weidong Li, Qiyu Huang,* Wenda Wang, and Xuedong Gao flow assurance challenge, that is, when oil temperature drops below wax appearance temperature (WAT), wax components would precipitate and deposit onto the pipe wall,[1–3] which narrows the flow passage and lowers the transportation capability.[4–6] In worst cases, the bulk flow could be clogged so as to cause complete production shutdown, the remediation treatment an issue of millions of dollars of economic loss.[7,8] This problem is particularly severe when moving toward deep-offshore reservoir production due to the low sea water temperature.[9–12] For wax prevention and remediation, varieties of techniques have been developed, including mechanical pigging, biological treatment,[13,14] chemical inhibitor injection,[15–20] exothermic chemical reaction,[21–24] cold flow,[25,26] and thermal managements (inductive heating and pipe coating),[27–29] among which mechanical pigging is the most popular one.[30,31] Although it has been a regular practice for most waxy crude oil pipes, field pigging operation is still surprisingly empirically operated due to the elusiveness in wax removal mechanism.[32] Experience often matters more than scientific specifications in decision-making, which sparks pig stalling and wax blockage every now and then. Wax breaking force and wax removal efficiency are governing parameters for pig stalling and wax blockage accidents. Wax breaking force characterizes wax deposit resistive force and determines pig motion. Pig stalling easily occurs when wax breaking force is underestimated, as was a case of an offshore pipeline in the Gulf of Mexico.[33] By contrast, overestimating wax breaking force means pigging frequency beyond actual demand, the cost of consequent deferred production is a heavy financial burden.[34] Wax removal efficiency measures the removed wax. It matters in forecasting the rheological property of wax-in-oil slurry and scheduling the next pigging program. Accurately predicting the wax breaking force and wax removal efficiency in pigging is therefore urgently demanded by the crude oil piping industry. Estimating the wax breaking force and wax removal efficiency is strongly premised on wax layer thickness and strength.[35] To this end, multiple mechanisms have been proposed, including molecular diffusion, Brownian diffusion, shear dispersion, gravity settling, and so forth.[36] Researchers have reached a Wax deposition is a severe flow assurance challenge that threatens waxy crude oil production and transportation. For wax remediation, pipeline pigging is the most widely used technique. However, the elusiveness of wax removal mechanism and the lack of reliable methods to evaluate wax breaking force and wax removal efficiency easily trigger pig stalling and wax blockage in field pigging operations. Modeling wax breaking force and wax removal efficiency, therefore, promotes the pigging confidence. This Review seeks to clarify the current picture of wax removal research in crude oil pipeline pigging. Relevant wax deposit properties including wax layer thickness and strength are discussed. Wax removal mechanisms are summarized from perspectives of wax–pig interaction, macroscopic force response, and scenarios with oil flow. Prediction models of wax breaking force and wax removal efficiency are analyzed comprehensively. Pig geometry optimization using this model is given. In addition, the key roles of wax deposit strength, viscoelasticity and thixotropy, foam pig investigation, and wax plug prediction are highlighted for guiding future endeavors in this area. 1. Introduction Serving as the blood of modern industry, petroleum has been one of the most important primary energy for decades and will continue to play this role in the foreseeable future. Crude oil, together with natural gas, is an existence form of petroleum and is mainly convoyed in pipe. This method faces an intractable Dr. W. Li College of Chemical Engineering Fuzhou University No. 2 Xueyuan Road, University Town, 350116 Fuzhou, China Prof. Q. Huang, X. Gao National Engineering Laboratory for Pipeline Safety/Beijing Key Laboratory of Urban Oil and Gas Distribution Technology China University of Petroleum-Beijing No. 18 Fuxue Road, Changping District, 102249 Beijing, China E-mail: ppd@cup.edu.cn Dr. W. Wang PetroChina Marketing Company No. 9 Dongzhimen North Street, Dongcheng District, 100007 Beijing, China The ORCID identification number(s) for the author(s) of this article can be found under https://doi.org/10.1002/ente.201901412. DOI: 10.1002/ente.201901412 Energy Technol. 2020, 8, 1901412 1901412 (1 of 12) © 2020 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.advancedsciencenews.com www.entechnol.de consensus that molecular diffusion is the determinant one. Several models for predicting wax deposition rate have been accordingly developed,[8,37–43] but method for estimating wax deposit strength is still lacking.[44] A good knowledge of wax removal mechanism in pigging is another prerequisite to predict the wax breaking force and wax removal efficiency. In early works, compression and shear mechanisms were intuitively used to explain wax removal, and corresponding models for calculating the wax breaking force were proposed.[45–47] But the shear angle observed in wax breakage by Southgate seems to suggest that the wax removal process is not that simple.[48] Orthogonal cutting, a theory widely used in metal cutting, was then introduced to explain wax removal.[48–50] The overwhelming effect, where the wax layer failure stress always outweighs its yield stress,[51,52] also indicates that the compression and shear mechanisms might have oversimplified wax breakage. In response, Li et al.[53,54] used orthogonal cutting to describe the wax removal process and utilized slip-line field theory to conduct stress analysis. Wax breaking force and wax removal efficiency of disk and cup pigs were modeled, with wax elasticity and pig scraper deformation incorporated. In this article, a comprehensive review on wax removal in crude oil transportation system pigging operations is presented, aiming to provide a clear clue to understand the current research status and guide the future direction. In outline, this article proceeds sequentially by reviewing several issues concerning wax breaking force and wax removal efficiency. Initially, we briefly discuss wax deposit thickness and strength as key roles affecting wax removal. At the next section we give an overview of previous studies from perspectives of wax removal mechanism, force, and efficiency. Subsequent work is done by summarizing how current efforts have experimentally, empirically, and theoretically proceeded in wax removal research. A practical method for wax deposition validation and pigging evaluation is also given. The final section contemplates some key concerns expected to be supplemented, intending to provide guidelines for future endeavor in this field. 2. Wax Properties Affecting Wax Removal For waxy crude oil pipes, the major incentive for pigging is to remove the wax deposit and maintain the transportation capacity. What operators concern most are whether the pig would be stuck in pipe and how much deposit could be scraped off. These issues are strongly correlated to wax layer thickness and strength. For example, too thick and hard of wax deposit generally requires large wax removal force, and soft wax deposit often indicates low pigging force and good efficiency. Therefore, a good knowledge of wax layer thickness and strength is significantly essential for scheduling pipeline pigging plan. 2.1. Wax Deposition Mechanisms for Modeling Wax Layer Thickness Molecular diffusion is widely accepted as the dominant wax deposition mechanism.[36,55] It is assumed that when oil temperature is lower than WAT, wax molecules would precipitate from Energy Technol. 2020, 8, 1901412 Weidong Li received his Ph.D. degree from China University of Petroleum, Beijing. He holds an M.S. degree in oil and gas storage and transportation engineering from the same university. Now he works at the College of Chemical Engineering, Fuzhou University. His research interests include wax deposition and pipeline pigging. Qiyu Huang is a professor at China University of Petroleum, Beijing. He focuses his research interests in flow assurance challenges such as wax deposition, oil-gelling, and complex flow in pipes. He has devoted research into pipeline transportation for more than 20 years. He holds a Ph.D. degree in oil and gas storage and transportation engineering from China University of Petroleum, Beijing. Wenda Wang is a process/flow assurance engineer at PetroChina. His research interests include wax and asphaltene deposition and remediation, complex flow in wellbores and pipelines, and rheology and non-Newtonian fluids. During 2014–2015, he served as a visiting scholar in the Department of Petroleum and Geosystems Engineering at the University of Texas at Austin. He holds a Ph.D. degree in oil and gas storage and transportation engineering from China University of Petroleum, Beijing. oil due to the impaired wax solubility. Also, the temperature gradient establishes a concentration gradient, which drives wax molecules to diffuse from the oil and continuously deposit onto the pipe wall. Another wax deposition theory is that Brownian motion drives wax crystals to the pipe wall from high concentration areas. Many researchers have taken it as insignificant,[37,40,56–58] but Azevedo and Teixeira[55] claimed that there is no sufficient evidence to ignore this mechanism because the drop of solid wax concentration profile from peak to near zero in the laminar sublayer[37] may create a Brownian deposition flux toward the pipe wall. Shear dispersion, where oil shear triggers lateral motion of wax particles, is another theory for wax deposition.[59,60] Experimental evidence, however, seems to indicate that shear dispersion is also ignorable.[37,55,61] Beyond the aforementioned mechanisms at play, shear stripping,[39] Soret diffusion,[62] and some other theories are also incorporated in wax deposition explanation. With the consensus that molecular diffusion is the governing mechanism, multiple models have been accordingly proposed to estimate wax layer distribution along the pipe.[8,37–43] 1901412 (2 of 12) © 2020 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.advancedsciencenews.com www.entechnol.de 2.2. Wax Deposit Strength Wax deposits are themselves wax–oil gels structured by wax crystals with liquid oil entrapped inside.[63,64] Therefore, wax deposit strength is determined by the strength of solid wax network. Authors have proposed that the yield stress and solid wax content of wax deposit are exponentially correlated, which can be given by[65–67] τy ¼ a · φbs (1) where τy is the yield stress of wax sample (Pa); φs is the solid wax content. For different wax samples, the values of a and b are different. It was reported that there exists a threshold solid wax fraction delineating the transition of wax yielding from cohesive breakage at low solid wax fraction to adhesive breakage at large solid wax fraction.[68] To incorporate this transition, the following correlation may be more appropriate for calculating the wax layer yield stress τy ¼ a · ðφs φT Þb (2) where φT is the threshold solid wax content. Apart from wax content, wax deposit strength is also dramatically affected by wax crystal morphology. Li et al.[67] argued that the increase in boundary fractal dimension (an index characterizing wax crystal complexity) and decrease in aspect ratio are the root causes for wax strength enhancement when wax content increases. Coutinho et al.[69] and Masoudi et al.[70] found that the increase in wax deposit strength over time is accompanied by changes in wax crystal morphology. Bai and Zhang[44] proposed that the increasing average carbon number of wax crystals ratchets up the aspect ratio and down the boundary fractal dimension and average size, consequently, the strength of oil-wax gel decays. Some authors put their attentions on how wax deposit strength is affected by flow condition, including velocity,[71–73] temperature,[40,71,74,75] pressure,[76] and deposition time.[40,73,77,78] These works present the qualitative correlation of wax deposit strength to the aforementioned factors. Modeling wax deposit strength still has enormous scopes for advancement. 3. Overview of Wax Removal Research 3.1. Wax–Pig Interaction Mendes et al.[45] proposed two wax–pig interactions in pigging, i.e., compression and shear models. In compression model (Figure 1A), rigid pig acts axially on the cross section of wax layer, pushing it until the maximum resistive shear stress is reached. In shear model (Figure 1B), deformable pig rides on wax layer, thus wax is supposed to be damaged by pig shear. It seems that these two wax–pig interactions are distinguished by pig hardness, but the boundary between rigid and deformable pigs is quite ambiguous. Nevertheless, most early wax breaking force models were based on the compression and shear assumptions.[45–47] In contrast, inspired by metal cutting, Southgate[48] executed wax cutting experiments on paraffin wax with a self-designed metal cutting equipment. He observed that the paraffin wax Energy Technol. 2020, 8, 1901412 Figure 1. Load models on wax layer by pig: A) compression model and B) shear model. Reproduced with permission.[45] Copyright 1999, American Society of Mechanical Engineers ASME. breaks on a shear plane and thus used orthogonal cutting to describe wax–pig interaction. The angle between shear plane and pipe centre line is called shear angle (φ in Figure 2, 3, and 4). Direct observation of wax–oil gel scraped by polyurethane disk (Figure 2) supported the employment of orthogonal cutting in wax–pig interaction explanation.[49,50] Although real wax deposit was missing in their works, application of orthogonal cutting in wax removal research is an inspiring contribution. 3.2. Macroscopic Force Response Instead of investigating wax–pig interaction, Wang et al.[79] focused on the macroscopic force response in pigging and initiated indoor simulation experiments. Schematic of the experimental setup is shown in Figure 5. Wax layers of different thicknesses and oil contents were formed from wax and oil mixture. Pigs in different geometries were pulled by the electric winch through steel wires. The force transducer was used to measure the pigging force and the data acquisition system to record the force data. This design strategy provides significant references for subsequent researches. Figure 6 shows that the wax removal force profile generally presents four distinct stages regardless of pig geometry and wax layer thickness and strength. Other authors also confirmed a force profile of this kind in their respective experiments.[32,51,52] The wax removal force in the second phase was defined as wax breaking force. Moreover, Wang et al.[79] claimed that the total wax removal force is composed of baseline force (i.e., the frictional force between the pipe and the pig), wax breaking force, and plug transportation force. 3.3. Experimental and Field Pigging at the Presence of Oil Flow In a following research to the winch-driving experiment, Wang et al.[80] proceeded to investigate wax breaking and plug transportation under oil flow conditions where the pig was directly driven by oil flow to scrap the wax layer off the pipe. No measurable wax plug transportation force was observed for 1901412 (3 of 12) © 2020 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.advancedsciencenews.com www.entechnol.de Figure 2. Orthogonal cutting in wax–pig interaction during pigging. Reproduced with permission.[50] Copyright 2015, Elsevier. Figure 3. Wax removal for disk pig. Reproduced with permission.[53] Copyright 2018, Elsevier. Figure 4. Wax removal for cup pig. Reproduced with permission.[54] Copyright 2019, Elsevier. bypass pigs because the removed wax particles were scoured downstream by the jet flow. For pigs with no bypass holes, the scraped wax debris accumulated in front of the pig to form wax plug. The wax plug transportation force gradient was found to be independent of plug length. This agrees well with field experience that none-bypass pigs easily generate wax plug, as was the case in a North Sea pipeline pigging program.[81] In field pigging operations, the schemes are carefully designed to avoid formation of wax plug. It involves various types of pigs Energy Technol. 2020, 8, 1901412 such as foam pig, cup pig, and brush pig (Figure 7). Initially, foam pigs from small to large in diameter are successively launched to remove the soft oil gels at the outer layer of wax deposit. Then regular cup and disk pigs expanding from small to big are put into the pipe to clean the hard part. Brush pigs are last sent, to clean the toughest residual wax. All the pigs have small bypass holes, allowing the liquid to flush through to help blast the removed wax particles and disperse them into the bulk oil flow. For pipes that have not been pigged for a long time, the 1901412 (4 of 12) © 2020 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.advancedsciencenews.com www.entechnol.de Figure 5. Schematic of pigging apparatus: 1) electric winch; 2) steel wire; 3) pulley; 4) force transducer; 5) test section; 6) pig; 7) camera; 8) videoimagescopeTM; 9) data acquisition unit; 10) platform. Reproduced with permission.[79] Copyright 2005, American Society of Mechanical Engineers (ASME). the FEM results of compression load model presented the differential pressure on pig 0.50 τmax t (3) ¼ 3.11 D Δp Figure 6. Typical force versus distance behavior: 1) buildup phase; 2) preplug phase; 3) plug phase; and 4) production phase. Reproduced with permission.[79] Copyright 2005, American Society of Mechanical Engineers (ASME). whole pigging program usually involves a large number of different types of pigs and can last for over a month. 3.4. Wax Breaking Force Models 3.4.2. Hovden Model 3.4.1. Mendes Model [45] where τmax is the maximum loaded shear stress on wax layer (Pa); Δp is the differential pressure on pig (Pa); t is the wax layer thickness (m); and D is the pipe inside diameter (m). Substantially, this model is an empirical correlation regressed from calculation results, but not a strictly derived mathematical method. As a first attempt to tackle wax removal, Mendes model adopted coaxial compression in wax removal explanation, which easily corresponds with our intuitive assumption. Even though coaxial compression and simple shear oversimplify the actual wax removal process, they still provide foundation for most subsequent works in this field. Mendes et al. initially investigated the pigging force and described wax removal as coaxial compression and/or simple shear. The pressure differential on pig was calculated with finite element method (FEM). As baseline force and wax plug transportation force were not involved in their work, the pressure differential actually represented wax breaking force. Least-square fit to Hovden et al.[47] regarded wax breakage as compression. Taking wax removal efficiency and pig geometry into consideration, wax layer breaking force was given by F wbf ¼ Cpw · τy ðC o Þ · δwl · π · dip · η · ð1 ΦÞ (4) where F wbf is the wax layer breaking force (N); Cpw is a tuning factor; τy is the wax layer yield stress ¼ 1.25 106 · ð1 C o Þ4 Figure 7. Different types of pigs with bypass holes: A) foam pig; B) cup pig, and C) brush pig. Energy Technol. 2020, 8, 1901412 1901412 (5 of 12) © 2020 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.advancedsciencenews.com www.entechnol.de (Pa); C o is the wax porosity, i.e., the volume fraction of oil (%); δwl is the wax layer thickness (m); dip is the inside diameter of pipe (m); η is the wax removal efficiency (%); and Φ is a pig form factor. In this model, the yield stress equation is actually used for viscosity prediction.[47] Moreover, the assumption that wax breaking force fits with wax layer yield stress in a linear relation is somewhat arbitrary. The impact of pig geometry was considered; nevertheless, it was merely expressed as an empirical parameter while no determination principle was given. Likewise, the tuning factor is another decisive but arbitrarily determined empirical parameter. 3.4.3. Kleinhans Model From perspective of force balance, Kleinhans et al.[46] compared wax breaking force to wax layer shear force on pig. An equation to calculate the pressure differential was accordingly proposed π · D2pc · ðP u P d Þ=4 ¼ ðP id Dp Þ · π · Dpc · Lpc · Sp =2 and excess in empirical parameters limited application of these models. 3.5. Wax Removal Efficiency Wax removal efficiency is an essential parameter to arrange pigging program and avoid wax blockage. However, scarcely can we find any specialized researches on this topic in open literature. The few existing works are primarily qualitative descriptions. For example, in Hovden model, wax removal efficiency was a parameter to calculate wax breaking force,[47] but its determination principle was not mentioned. Wang et al.[79] reported that wax removal efficiency is significantly affected by pig shape and material. For the pigs used in their work, disk pig showed the best pigging efficacy but required the highest driving force, whereas foam pig gave the poorest cleanup performance and the lowest driving force. Barros et al.[32] also experimentally confirmed the impact of pig geometry on wax removal efficiency. (5) where Dpc is the pig diameter (m); P u and P d are the upstream and downstream pressures, respectively (Pa); P id is the pipe inside diameter (m); Dp is the inside diameter of wax layer (m); Lpc is the pig-wax contact length (m); Sp is the wax shear strength (Pa). Mathematically, this equation is the simple product of Hovden model and pig-wax contact length, which causes dimensional inconsistency. Moreover, the compression effect was completely missing, therefore the physical implication of wax removal force faces significant ambiguity. In short, these wax breaking force models are generally empirical correlations or simple force balances with pig geometries undistinguished. Lack of theoretical foundation 4. Current Development 4.1. Experimental Plan The pigging facility is shown in Figure 8. Multiple factors, including pipe wall temperature, scraper hardness, pig geometry and velocity, and wax layer thickness and strength, can be well controlled. Actual wax deposit and crude oil were mixed to get wax layer. The test section comprises two coaxial pipes. Water baths were used to control the temperature. During pigging, the servo motor drives the pig and the tensile force transducer detects the force. Wax removal efficiency is determined by weighing the loaded and removed wax. Detailed information about the pigging facility can be found elsewhere.[51–53] Figure 8. Schematic of pigging experiment. Reproduced with permission.[53] Copyright 2018, Elsevier. Energy Technol. 2020, 8, 1901412 1901412 (6 of 12) © 2020 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.advancedsciencenews.com www.entechnol.de 4.2. Test Results 4.2.1. Pig Dynamics The experimental results verified the four stages of wax removal proposed by Wang et al.[79] As shown in Figure 9 and 10, at the very beginning, the pig compresses the wax layer thus wax removal force dramatically rises, corresponding to buildup phase. Then wax begins to yield and wax removal force stays stable. As the pig moves forward, wax plug gradually forms and finally gets discharged out of the pipe, the force profile accordingly increases again and then decreases. Wax breaking force is the average wax resistive force in the second phase. 4.2.2. Comparison of Wax Failure Stress and Yield Stress Wax failure stress was defined as wax breaking force per unit cross area of wax layer.[82] Figure 11 shows that wax failure stress fits with its yield stress in a linear manner, regardless of pig geometry and scraper hardness. It was also revealed that the failure stress of wax layer in pigging is always larger than its yield stress, especially when the wax layer is hard.[51,52] This new Figure 10. Force profile in pigging. Reproduced with permission.[51] Copyright 2015, Society of Petroleum Engineers (SPE). Figure 11. Comparison of wax failure stress and yield stress for different pigs. Reproduced with permission.[51] Copyright 2015, Society of Petroleum Engineers (SPE). finding challenges our past understanding that the wax layer would break once the exerted load reaches the yielding point. 4.2.3. Sensitivity Study on Wax Breaking Force and Wax Removal Efficiency Figure 9. Pig dynamics during pigging. Reproduced with permission.[51] Copyright 2015, Society of Petroleum Engineers (SPE). Energy Technol. 2020, 8, 1901412 Impacts of several factors on pigging were investigated.[51,67] Wax breaking force was found to increase with: increasing wax layer thickness and wax mixing ratio, decreasing pipe wall temperature. Wax removal efficiency improves with test temperature and wax layer thickness, and decays with wax mixing ratio. Irregular trends were observed for wax breaking force and wax removal efficiency against scraper hardness. Moreover, the determinant impact from pig geometry was also confirmed. Disk pig generally has larger wax breaking force and higher wax removal efficiency than cup pig at the same wax layer characteristics and scraper hardness. It compares well with the experimental results by Wang et al.[79] 1901412 (7 of 12) © 2020 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.advancedsciencenews.com www.entechnol.de 4.3. Empirical Models 4.3.1. Wax Breaking Force Based on the fact that wax failure stress is linearly correlated to yield stress,[51] an empirical wax breaking force model was developed[52] F w ¼ Adδw τy þ Bd (6) where F w is the wax breaking force (N); A is a dimensionless coefficient; d is the inside diameter of pipe (m); δw is the wax layer thickness (m); τy is the wax layer yield stress (Pa); and B is used for describing the impact from pig feature on wax breaking force (N m1). Values of A and B for different pig geometries and scraper hardnesses were determined by regression analysis. This model was the first of its kind to incorporate scraper hardness in wax breaking force calculation. The authors claimed that it has a better prediction accuracy than that of Hovden model. 4.3.2. Wax Removal Efficiency Li et al.[67] introduced nondimensional analysis in modeling wax removal efficiency. Initially, they constructed two dimensionless coefficients, π 1 and π 2 , to incorporate multiple factors affecting wax removal, including pig velocity v, inside diameter of the pipe d, wax density ρ, wax layer thickness δw , and yield stress τy , qffiffiffiffiffiffiffiffiffi w where π 1 ¼ v ρ=τy and π 2 ¼ dδ d η. Pigging experiments were next conducted, and it was found that ln π 1 and ln π 2 can be well fitted in a linear relation, where ln π 2 ¼ a ln π 1 þ lnb. Thus, wax removal efficiency can be given by qffiffiffiffiffiffiffiffiffia b · d v ρ=τy η¼ (7) d δw The values of coefficients a and b were experimentally determined with a single pipe/pig size, which might elicit some uncertainties to scalability of this model to different pipe/pig sizes. Nevertheless, this is the first quantitative work on wax removal efficiency compared with previous qualitative descriptions. Also, the nondimensional analysis is an interesting approach that gives some theoretical foundation to this model. 4.4. Theoretical Model deformation zone, and then shear angle can be derived. Based on this, stress distribution on the boundaries of plastic deformation was obtained. Next, wax elasticity was incorporated with an assumption that the plastic deformation zone compresses the undamaged wax and therefore shrinks the shear angle. The change of shear angle can be calculated with knowledge of the strain–stress response of wax layer. To acquire scraper deformation, the scraper was assumed to be circumferentially divided into infinite many parts. Each part was taken as a cantilever beam. By calculating the internal bending moment and the second moment of area, the deflection angle and radial displacement of scraper were obtained. By definition, wax breaking force is actually the axial components of wax–pig interaction, and wax removal efficiency is the ratio of wax area swept by pig to its original sectional area. Then a predicting model of wax breaking force and wax removal efficiency of disk and cup pigs was established 8 > < F w ¼ jσ n jA cos γ þ jτn jA sin γ (8) ðδw ΔhÞð2R Δh δw Þ > :η ¼ δw ð2R δw Þ where F w is the wax breaking force (N); σ n is the normal stress at pig–wax interface (Pa); τn is the shearing stress (Pa); A is the contact area between wax and pig (m2); γ is the disk scraper rake angle; δw is the thickness of wax layer (m); Δh is the scraper-pipe gap width (m); and R is the pipe radius (m). This model features the incorporation of scraper deformation and wax rheology in the absence of adjustable parameters. Verification using the pigging facility in Figure 8 showed that the predicted and experimental results match well. It is worth noting that due to the disparities in pig geometry, expressions of some parameters in Equation (8) are different for disk and cup pigs. 4.4.2. Application in Pig Design Li et al.[54] utilized the developed model (Equation (8)) to improve pig design by investigating the impact of pig geometry on wax removal. Variations of calculated wax breaking force and wax removal efficiency of disk and cup pigs against these geometrical parameters in different hypothesized cases are shown in Table 1. Recommendations on pig design are aimed to decrease the wax breaking force and improve the wax removal efficiency. 4.5. Experiment with Real Wax Deposit 4.4.1. Model Development Based on the fact that there exists a shear plane in wax breakage,[48] Li et al.[53,54] introduced orthogonal cutting to explain wax removal in pigging. Physical models of wax removal using disk and cup pigs were established in Figure 3 and 4. The wax area was divided into wax chip, plastic deformation zone, and undamaged wax. Shear plane is the interface of plastic deformation zone to undamaged wax. Shear stress reaches its maximum on the shear plane. Slip-line field theory was used for stress analysis. Initially, the slip-line field was proved to uniformly distribute in the plastic Energy Technol. 2020, 8, 1901412 Artificial wax samples instead of real wax deposit were widely used in previous pigging experiments. Due to the difference in physical properties, some conclusions drawn from artificial wax may not be necessarily feasible to real wax deposit. For example, thickness, density, and yield stress of artificial wax uniformly distribute in axial and radial directions of the pipe, whereas for real wax deposit these parameters are uneven in both directions. Therefore, force response of the pig in wax removal may be different for artificial wax sample and real wax deposit. To address this, Li et al.[83] constructed a facility that allows pigging experiments with naturally deposited wax. It mainly consists of a flow 1901412 (8 of 12) © 2020 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.advancedsciencenews.com www.entechnol.de Table 2. Physical property measurement of crude oil in front of the pig during pigging.[86] Standard density [kg m3] Gel point [ C] Viscosity [mPa s]a) Remark 08:40 842.2 20 10.01 Blank oil 10:30 847.8 22 – 11:00 848.8 9 10.47 11:20 867.1 14 396.60 11:23 883.3 15 459.10 11:28 880.0 16 722.10 11:33 890.2 23 1601.00 11:37 891.9 23 2075.00 11:40 893.9 24 2360.00 11:45 890.1 26 2834.00 11:50 892.8 26 2729.00 11:52 895.3 21 1524.00 18.24 Sampling time 12:00 853.6 5 12:10 848.5 3 13.22 12:29 848.0 13 10.06 13:00 848.1 13 10.95 14:00 847.8 17 11.00 Depositcontaminated oil Blank oil Viscosity test temperature is 25 C, shear rate is 20 s1. a) loop apparatus with a detachable wax deposition section and the wax removal equipment in Figure 8 for pigging simulation. It was verified that the four stages of wax removal drawn from artificial wax still apply for naturally deposited wax. 5. Field Validation of Wax Deposition by Pigging Validation of predicted wax layer distribution along the pipe is essentially important for planning transportation and pigging schemes. Conventionally, it is realized by calculating the pressure drop and flow rate. However, this method has some shortcomings. For one thing, the obtained wax layer thickness is an average of the whole pipe, whereas actual wax deposit usually distributes along the pipe in a nonuniform manner. Thus, the calculated result does not reflect the actual volume of deposited wax.[84] For another, if wax deposition is weak, the increase in pressure drop and decrease in flow rate caused by flow area shrinkage might be so insignificant as to be covered up by normal fluctuation and nonconstant condition during production. In response, Wang et al.[85] proposed a practical method to validate wax layer distribution by measuring the volume of scraped wax deposit in pigging. Specifically, the contaminated crude before the pig was densely sampled at intervals of few minutes during pigging operation. Oil sample density, gel point, and viscosity were tested. As shown in Table 2, these properties vary dramatically for samples collected at different times. After pigging, wax deposit particles were sampled from the pig receiver, and then added into uncontaminated oil with different wax/oil ratios. Viscosities of the obtained wax-in-oil slurries were next measured. By checking the viscosities of field-collected contaminated crude oils to those of the prepared wax-in-oil slurries, wax/oil ratios of the collected oil samples can be calculated. With information of flow rate and time interval, the volume of scraped wax deposit was determined to be 176.4 m3. The volume predicted by a wax deposition model developed by Huang[42,43] was 195.6 m3. Given that a pigging operation could not achieve a complete clearance and some wax particles remain undissolved and suspend in the bulk flow, this result is quite satisfactory. In another work, Wang et al.[86] used gel point as indicator. The measured and predicted volumes of deposited wax were 65 and 73 m3, respectively. 6. Future Challenges Wax deposit strength is of paramount importance for pipeline pigging. Until now, feasible wax deposit strength model is still lacking. Indeed, the mechanical hardness of wax deposit is mainly determined by flow condition and oil property. Current attention is mostly paid on estimating the yield tress of wax–oil gel from wax content.[65–67] The impacts of wax crystal morphology and carbon number distribution were just qualitatively investigated. Quantitatively modeling wax deposit strength from Table 1. Summary of variations of wax breaking force and wax removal efficiency of disk and cup pigs against pig geometries and corresponding pig design recommendations. Geometrical parameter Disk pig Variation Cup pig Design recommendation Variation Design recommendation Force Efficiency Force Efficiency Increase first then decrease Increase Appropriately thick scraper Increase Increase Avoid thick scraper Clamping rate Irregular Increase Determined by wax breaking force-clamping rate profile and oil pressure Increase Increase Appropriately large clamping rate Original rake angle (cup pig) – – – Decrease Decrease Small original rake angle for high pressure pipe, large original rake angle for low pressure pipe Straight part length (cup pig) – – – Increase Increase Long straight part length for high pressure pipe, short straight part length for low pressure pipe Scraper thickness Energy Technol. 2020, 8, 1901412 1901412 (9 of 12) © 2020 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.advancedsciencenews.com www.entechnol.de flow condition and oil property is urgently required by industry, but remains a long way off. Moreover, wax deposit rheology including viscoelasticity and thixotropy is completely missing in current wax removal research. Yield stress has long been taken as the only rheological property that affects wax–pig interaction in pigging. This causes some unrealistic problems. For example, authors have implemented the assumption of flat shear plane in wax removal,[48,53,54] but if the irreversible thixotropy of wax layer is incorporated, we can easily conclude that the shear surface should be a curve. Therefore, comprehensive consideration of wax deposit rheology in pigging needs to be vastly improved. Third, as aforementioned, foam pig is widely used in field pigging operations. It is initially sent into the pipe from small to large to remove the soft oil gels before launching other types of pig to clean the hard wax deposit. However, advances in this regard are rather limited. We found no theoretical method to calculate the wax breaking force and wax removal efficiency of foam pig. Despite the tremendous success of foam pigs in field practice, they were performed just heavily based on experience and the risk of pig stalling and wax blockage remains high. Therefore, understanding the wax removal mechanism of foam pig, incorporating its complex deformation, and accurately predicting its wax breaking force and wax removal efficiency, should never be absent from future wax removal research. Another demanding problem to be considered is to evaluate the critical condition of wax plug formation, i.e., the point when a pig gets stuck by wax plug. This is the chief culprit for the high risk of wax blockage in field pigging operations. During pigging, the removed wax would suspend in the bulk flow, forming wax-in-oil slurry. Under some specific conditions, the removed wax would settle down and accumulate within the pipe, forming wax plug. If the pump cannot provide high enough pressure to push the plug to the next station, wax blockage occurs. To reduce the risk of wax settling and buildup, bypass pigs with jet holes are often used to flush the removed wax particles. This process is highly correlated to fluid rheology and flow condition. Unfortunately, although some models have been developed to predict the viscosity of suspension systems,[87–89] knowledge on rheological property of wax-in-oil slurry before the pig is rather limited. Moreover, lack of information of factors affecting wax particle motion, such as fluid rheology, wax particle geometry, and property, makes simulating wax–oil interaction quite challenging, especially at the existence of bypass jet. Evaluating the wax plug formation condition, thereby, should be a demanding concern. 7. Conclusions This article presents a comprehensive review of development of wax removal research in pipeline pigging operations on crude oil transportation system. In general, the ultimate goal of works in this field is to reduce the risks of pig stalling and wax blockage; therefore, wax breaking force and wax removal efficiency become key concerns. Based on the aforementioned reviews and analysis, the following can be concluded: 1) Wax layer thickness and strength are decisive properties affecting wax removal. It is widely accepted that molecular diffusion governs wax deposition. Energy Technol. 2020, 8, 1901412 Multiple models were accordingly developed to estimate wax deposition rate. But modeling wax deposit strength from flow condition and oil property is still lacking. 2) In early works, wax removal was intuitively taken as a compression or shear process. Quite a few wax breaking force models were accordingly proposed, but they were mostly empirical correlations or simple force balances. The shear plane observed in wax breakage suggests that orthogonal cutting is suitable to describe wax removal in pigging. 3) Based on experimental results, the four stages of wax removal proposed by Wang et al.[79] were confirmed by later researchers. It was reported that wax layer failure stress is linearly correlated to its yield stress, which formed the basis for an empirical wax breaking force model. In addition, nondimensional analysis was adopted in modeling removal efficiency. In our following works, orthogonal cutting and slip-line field theory were introduced in a theoretical wax breaking model; no adjustable parameters were involved. Application of this model in pig geometry optimization was also given in detail. Lastly, we present a practical wax deposition validation method. It is realized by analyzing the changes in viscosity and gel point of wax-in-oil slurry in front of the pig. 4) The current picture of wax removal research is far from perfect. Several aspects are expected to be supplemented in future work, including modeling wax deposit strength from flow condition and oil property, incorporating wax layer viscoelasticity and thixotropy, investigating wax removal with foam pigs, and evaluating the critical condition of wax plug formation. Acknowledgements The authors gratefully acknowledge the financial support by National Natural Science Foundation of China (NNSF, grant no. 51534007). The permission statements were updated on June 8, 2020 after initial online publication. Conflict of Interest The authors declare no conflict of interest. Keywords deposit properties, pipeline pigging, wax breaking forces, wax removal efficiency, wax removal mechanisms Received: December 7, 2019 Revised: March 1, 2020 Published online: April 28, 2020 [1] [2] [3] [4] [5] [6] [7] [8] C. Sarica, E. Panacharoensawad, Energy Fuels 2012, 26, 3968. R. Valinejad, A. R. S. Nazar, Fuel 2013, 106, 843. A. A. Soedarmo, N. Daraboina, C. Sarica, Energy Fuels 2016, 30, 2674. R. Venkatesan, J. L. Creek, presented at Offshore Technology Conf., Houston, TX, April-May 2007. A. Japper-Jaafar, P. T. Bhaskoro, P. T. Miorx, J. Petrol. Sci. Eng. 2016, 147, 672. Y. D. Chi, N. Daraboina, C. Sarica, AIChE J. 2016, 62, 4131. R. Venkatesan, P. Singh, H. S. Fogler, SPE J. 2002, 7, 349. Z. Y. Huang, H. S. Lee, M. Senra, H. S. Fogler, AIChE J. 2011, 57, 2955. 1901412 (10 of 12) © 2020 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.advancedsciencenews.com www.entechnol.de [9] A. Hammami, M. A. Raines, SPE J. 1999, 4, 9. [10] H. P. Ronningsen, Energy Fuels 2012, 26, 4124. [11] A. Japper-Jaafar, P. T. Bhaskoro, L. L. Sean, M. Z. Sariman, H. Nugroho, J. Non-Newton. Fluid Mech. 2015, 218, 71. [12] C. J. Stevenson, S. R. Davies, I. Gasanov, P. Hawkins, M. Demiroglu, A. P. Marwood, presented at Offshore Technology Conf., Houston, TX, May 2015. [13] D. P. Rana, S. Bateja, S. K. Biswas, A. Kumar, T. R. Misra, B. Lal, presented at SPE Oil and Gas India Conf. and Exhibition, Mumbai, India, January 2010. [14] A. Etoumi, I. E. I. Musrati, B. Gammoudi, M. E. L. Behlil, J. Ind. Microbiol. Biotechnol. 2008, 35, 1241. [15] M. D. Garcia, M. Orea, L. Carbognani, A. Urbina, Petrol. Sci. Technol. 2001, 19, 189. [16] K. S. Pedersen, H. P. Ronningsen, Energy Fuels 2003, 17, 321. [17] K. S. Wang, C. H. Wu, J. L. Creek, P. J. Shuler, Y. C. Tang, Petrol. Sci. Technol. 2003, 21, 359. [18] O. O. Bello, S. O. Fasesan, C. Teodoriu, K. M. Reinicke, Petrol. Sci. Technol. 2006, 24, 195. [19] J. F. Tinsley, Ph.D. Thesis, Princeton University, Princeton, NJ 2008. [20] Y. D. Chi, N. Daraboina, C. Sarica, Energy Fuels 2017, 31, 4915. [21] P. Singh, H. S. Fogler, Ind. Eng. Chem. Res. 1998, 37, 2203. [22] D. A. Nguyen, F. F. de Moraes, H. S. Fogler, Ind. Eng. Chem. Res. 2004, 43, 5862. [23] D. A. Nguyen, M. A. Iwaniw, H. S. Fogler, Chem. Eng. Sci. 2003, 58, 351. [24] D. A. Nguyen, H. S. Fogler, S. Chavadej, Ind. Eng. Chem. Res. 2001, 40, 5058. [25] D. Merino-Garcia, S. Correra, Petrol. Sci. Technol. 2008, 26, 446. [26] M. Margarone, A. Bennardo, C. Busto, S. Correra, Energy Fuels 2013, 27, 1809. [27] C. C. Patton, B. M. Casad, SPE J. 1970, 10, 17. [28] R. C. Sarmento, G. A. S. Ribbe, L. F. A. Azevedo, Heat Transfer Eng. 2004, 25, 2. [29] M. Al-Yaari, presented at SPE Saudi Arabia section Young Professionals Technical Symp., Dhahran, Saudi Arabia, March 2011. [30] M. Halstensen, B. K. Arvoh, L. Amundsen, R. Hoffmann, Fuel 2013, 105, 718. [31] S. Zheng, F. Zhang, Z. Y. Huang, H. S. Fogler, Energy Fuels 2013, 27, 7379. [32] J. M. Barros Jr, D. P. P. Alves, A. L. Barroso, R. O. Souza, L. F. A. Azevedo, presented at 18th Int. Congress of Mechanical Engineering, Ouro Preto, Brazil, November 2005. [33] G. Fung, W. P. Backhaus, S. McDaniel, M. Erdogmus, presented at Offshore Technology Conf., Houston, TX, May 2006. [34] Y. D. Lu, Z. Y. Huang, R. Hoffmann, L. Amundsen, H. S. Fogler, Energy Fuels 2012, 26, 4091. [35] C. Y. Bai, J. J. Zhang, Energy Fuels 2013, 27, 752. [36] A. Aiyejina, D. P. Chakrabarti, A. Pilgrim, M. K. S. Sastry, Int. J. Multiphase Flow 2011, 37, 671. [37] E. D. Burger, T. K. Perkins, J. H. Striegler, Petrol. Sci. Technol. 1981, 33, 1075. [38] J. J. C. Hsu, J. P. Brubaker, presented at Offshore Technology Conf., Houston, TX, May 1995. [39] A. Matzain, Ph.D. Thesis, The University of Tulsa, Tulsa, OK 1999. [40] P. Singh, R. Venkatesan, H. S. Fogler, N. Nagarajan, AIChE J. 2000, 46, 1059. [41] P. Singh, A. Youyen, F. S. Fogler, AIChE J. 2001, 47, 2111. [42] Q. Y. Huang, J. J. Zhang, D. F. Yan, Oil Gas Storage Transp. 2003, 22, 22. (in Chinese) [43] Q. Y. Huang, Y. X. Li, J. J. Zhang, ACTA Pet. Sin. 2008, 29, 459. (in Chinese) [44] C. Y. Bai, J. J. Zhang, Ind. Eng. Chem. Res. 2013, 52, 2732. Energy Technol. 2020, 8, 1901412 [45] P. R. S. Mendes, A. M. B. Braga, L. F. A. Azevedo, K. S. Correa, J. Energy Resour. Technol. 1999, 121, 167. [46] J. W. Kleinhans, V. G. Niesen, T. S. Brown, presented at SPE Annual Technical Conf. and Exhibition, Dallas, TX, October 2000. [47] L. Hovden, C. Labes-Carrier, A. Rydahl, H. P. Ronningsen, Z. G. Xu, presented at North American Conf. on Multiphase Technology, Banff, Canada, June 2004. [48] J. Southgate, Ph.D. Thesis, Durham University, Durham, UK 2004. [49] G. B. Tan, S. H. Liu, D. G. Wang, S. W. Zhang, Tribol. Lett. 2015, 57, 16. [50] G. B. Tan, S. H. Liu, D. G. Wang, S. W. Zhang, Tribol. Int. 2015, 88, 236. [51] W. D. Wang, Q. Y. Huang, Y. J. Liu, K. Sepehrnoori, presented at SPE Annual Technical Conf. and Exhibition, Houston, TX, September 2015. [52] Q. Y. Huang, W. D. Wang, W. D. Li, R. J. Ren, F. D. Zhu, SPE Prod. Oper. 2017, 32, 469. [53] W. D. Li, Q. Y. Huang, X. Dong, X. D. Gao, L. Hou, W. D. Wang, J. Petrol. Sci. Eng. 2018, 169, 654. [54] W. D. Li, Q. Y. Huang, W. D. Wang, X. Dong, X. D. Gao, L. Hou, Fuel 2019, 236, 1529. [55] L. F. A. Azevedo, A. M. Teixeira, Petrol. Sci. Technol. 2003, 21, 393. [56] P. Singh, H. S. Fogler, N. Nagarajan, J. Rheol. 1999, 43, 1437. [57] K. Weispfennig, presented at SPE Int. Symp. on Oilfield Chemistry, Houston, TX, February 2001. [58] A. Majeed, B. Bringedal, S. Overa, Oil Gas J. 1990, 88, 63. [59] L. Fusi, Nonlinear Anal. 2003, 53, 507. [60] A. Fasano, L. Fusi, S. Correra, Meccanica 2004, 39, 441. [61] J. S. Weingarten, J. A. Euchner, SPE Prod. Eng. 1988, 3, 121. [62] C. K. Ekweribe, F. Civan, H. S. Lee, SPE Proj. Facil. Constr. 2009, 4, 61. [63] H. Y. Li, J. J. Zhang, Fuel 2003, 82, 1387. [64] I. A. Frigaard, K. G. Paso, P. R. S. Mendes, Rheol. Acta 2017, 56, 259. [65] R. Venkatesa, N. R. Nagarajan, K. G. Paso, Y. B. Yi, A. M. Sastry, H. S. Fogler, Chem. Eng. Sci. 2005, 60, 3587. [66] M. Li, M. R. Sun, Y. D. Lu, J. J. Zhang, Energy Fuels 2017, 31, 11977. [67] W. D. Li, Q. Y. Huang, W. D. Wang, Y. J. Ren, X. Dong, Q. Zhao, L. Hou, SPE Prod. Oper. 2018, 34, 216. [68] S. Rodriguez-Fabia, R. L. Fyllingsnes, N. Winter-Hjelm, J. Norrman, K. G. Paso, Energy Fuels 2019, 33, 654. [69] J. A. P. Coutinho, J. A. L. da Silva, A. Ferreira, M. R. Soares, J. L. Daridon, Petrol. Sci. Technol. 2003, 21, 381. [70] S. Masoudi, M. V. Sefti, H. Jafari, H. Modares, Petrol. Sci. Technol. 2010, 28, 1598. [71] J. L. Creek, H. J. Lund, J. P. Brill, M. Volk, Fluid Phase Equilibr. 1999, 158, 801. [72] O. C. Hernandez, M.S. Thesis, The University of Tulsa, Tulsa, OK 2002. [73] R. Tiwary, A. K. Mehrotra, Energy Fuels 2009, 23, 1299. [74] D. W. Jennings, K. Weispfennig, Energy Fuels 2005, 19, 1376. [75] W. D. Wang, Q. Y. Huang, C. H. Wang, S. Li, W. X. Qu, J. D. Zhao, M. Q. He, J. Therm. Anal. Calorim. 2015, 119, 471. [76] A. A. Hamouda, B. K. Viken, presented at SPE Int. Symp. on Oilfield Chemistry, New Orleans, LA, March 2003. [77] P. Singh, R. Venkatesan, H. S. Fogler, N. R. Nagarajan, AIChE J. 2001, 47, 6. [78] R. Venkatesan, Ph.D. Thesis, University of Michigan, Ann Arbor, MI 2004. [79] Q. Wang, C. Sarica, T. Chen, J. Energy Resour. Technol. 2005, 127, 302. [80] Q. Wang, C. Sarica, V. Michael, J. Energy Resour. Technol. 2008, 130, 130. [81] A. Tordal, Publication of Pigging Products and Services Association, Statoil ASA, Stavanger, Norway 2006. [82] T. Galta, M.S. Thesis, Norwegian University of Science and Technology, Trondheim, Norway 2014. 1901412 (11 of 12) © 2020 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.advancedsciencenews.com www.entechnol.de [83] W. D. Li, Q. Y. Huang, X. Dong, X. D. Gao, L. Hou, presented at Int. Pipeline Conf., Calgary, Canada, September 2018. [84] W. D. Wang, Q. Y. Huang, S. Li, C. H. Wang, X. Wang, presented at Int. Pipeline Conf., Calgary, Canada, 2014. [85] W. D. Wang, Q. Y. Huang, J. Energy Inst. 2014, 87, 196. Energy Technol. 2020, 8, 1901412 View publication stats [86] W. D. Wang, Q. Y. Huang, J. Huang, Q. Pang, J. Fu, F. H. Wang, Chem. Tech. Fuels Oil. 2014, 50, 39. [87] C. Servais, R. Jones, I. Roberts, J. Food. Eng. 2002, 51, 201. [88] T. Hanemann, Ceram. Int. 2008, 34, 2099. [89] H. J. Brouwers, Phys. Rev. E 2010, 81, 051402. 1901412 (12 of 12) © 2020 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim