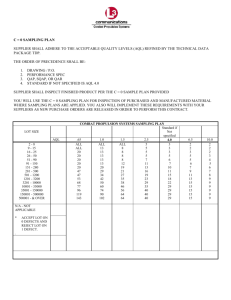
STANDARD PROCEDURE: NWSP 070.6.R0 (20) Part 2 Measuring the Moisture Vapor Transmission Rate by the Principle of Measuring the Time to Increase Humidity 1. Scope This test method covers a procedure for determining the rate of water vapour transmission ranging from 0.03 to 10.000 g/m2/day through nonwovens, plastic films and combinations thereof (composite materials). This method refers specifically to the use of an apparatus originally developed by Lyssy Instruments, under the name “Water Vapor Permeability Tester L80 – 5000” Said apparatus measures, in static conditions (no transport of the humid air, as opposed to the procedure described in part one of this method), the time needed to increase the humidity on one side of the sample from a defined ‘dry’ start value to a final value, after allowing saturated air to come through the material to be evaluated. The measured time value is converted into a permeability value by a microprocessor. The Lyssy apparatus has been evaluated by an EDANA Task Force which came to the conclusion that the apparatus is reliable and satisfies the needs of EDANA member companies. It has also been found that the method is reproducible and repeatable. Statistical evidence is given in Annex A. SI values are regarded as the official standard system of measurement for this standard procedure. If other systems of measurement are used in place of SI units (including inchpound) their values must be reported independently. Systems of measurement must not be combined in any way, but shall be regarded and reported separately. NOTE 1 SAFETY This standard does not claim to address all of the safety concerns, if any, associated with its use. It is the responsibility of the user of this standard to establish appropriate safety and health practices and determine the applicability of regulatory limitations prior to use. It is expected that the person performing this test has been fully trained in all aspects of this procedure. Page 1 of 8 Reference number NWSP 070.6.R0 (20) 2. References The following referenced documents are useful for the application of this document. For dated references, only the edition cited applies. For undated references, the latest edition of the referenced document applies. 2.1 International standards a) ISO 5725-1 Accuracy (trueness and precision) of Measurement Methods and Results – Part 1: General Principles and Definitions b) ISO 5725-2 Accuracy (trueness and precision) of Measurement Methods and Results – Part 2: Basic Method for the Determination of the Repeatability and Reproducibility of a Standard Measurement Method c) ISO 139 Textiles ― Standard atmospheres for conditioning and testing d) ISO 2859-1 Sampling procedures for inspection by attributes-- Part 1: Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection e) ISO 3951-1 Sampling procedures for inspection by variables-- Part 1: Specification for single sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection for a single quality characteristic and a single AQL 2.2 NWSP a) NWSP 001.0 Standard Terminology Relating to the Nonwoven Industry and EDANA’s and INDA’s Standard Procedures b) NWSP 070.5 part 1: Standard Procedure for measuring the moisture vapor transmission rates through nonwovens and plastic barriers. 3. Terms and Definitions The following referenced terms are of utility for the application of this document: 3.1 Sample For testing purposes a product or a portion of a product taken from a production lot. The sample shall be identifiable and traceable back to the origin. 3.2 Specimen A specific portion of the identified sample upon which a test is performed. Many specimens may be tested from the same sample, using different locations. Page 2 of 8 Reference number NWSP 070.6.R0 (20) 3.3 Water vapor transmission rate (WVTR) The time rate of water vapor flow normal to the surfaces, under specific steady-state conditions of temperature and humidity, per unit area. An accepted unit of WVTR is g/m2 per day. The test conditions of relative humidity and temperature where the driving force is the difference in relative humidity across the specimens must be stated 4. Principle A sample is fixed between two hermetically sealed cups. The lower cup is filled with water, so that the air gap between the water surface and the sample is saturated with water vapor. The upper cup contains an air humidity sensor. The air contained in the cup is dried via a purge flow of dry air to a known value, generally 9.9% RH. The system monitors the time it takes for the air in the upper cup to get from the initial relative humidity value to 10.1% RH. This measurement is made repeatedly until consistency among consecutive results is obtained. The system translates the time measured into vapor transmission rate, in g/m 2/day. 5. Apparatus Water Vapor Permeability Tester Lyssy L80-5000. Specifically designed sample supports in sufficient number. These supports can be obtained from the apparatus manufacturer. 6. Conditioning Not applicable for this procedure 7. Sampling 7.1 Lot Size A lot should be established based on a logical break in the process or as prescribed by a regulation or traceability requirements. Page 3 of 8 Reference number NWSP 070.6.R0 (20) 7.2 Sampling If provided in the customer specification, take random sample as directed. If no requirements are provided, ISO 2859-1 (Sampling procedures for inspection by attributes) or ISO 3951-1 (Sampling procedures for inspection by variables) can be used. In and of themselves, these are not valid sampling plans by default. An agreement between the purchaser and supplier requires taking into account process stability, producer’s risk, consumer’s risk, acceptable quality level and also the cost needs to be established. In general, if the test characteristic can be considered normally distributed, the sampling procedures for inspection by variables will require fewer samples. However, small samples may not reflect that normal distribution and the estimated percent defective can therefore be over or under estimated. In this case, as well as for attribute data, the sampling procedures for inspection by attributes should be used. In the absence of any sampling size requirement, the following tables can be used. Switching rules are required to maintain the AQL protection. Attributes (1.0 AQL, General Inspection Level II) Number of units in the lot inclusive 1 to 150 151 to 280 281 to 500 501 to 1200 Number of units that comprise the lot sample 13 32 50 80 Variables (“s” method, General Inspection Level II) Number of units in the lot inclusive 1 to 15 16 to 25 26 to 50 51 to 90 91 to 150 151 to 280 281 to 500 501 to 1200 Number of units that comprise the lot sample 3 4 6 9 13 18 25 35 NOTE 2 An adequate specification or other agreement between the purchaser and supplier requires taking into account the variability between rolls of nonwoven fabric and between specimens from a swatch from a roll of material to provide a sampling plan with meaningful producer’s risk, consumer’s risk, acceptable quality level, and limiting quality level. Page 4 of 8 Reference number NWSP 070.6.R0 (20) 8. Procedure 8.1 Adjusting the airflow a) The airflow to the instrument is controlled by a splitting device and a needle valve in the drying cartridge. Turning the screws clockwise is decreasing, turning counterclockwise is increasing the airflow. b) Open first the needle valve, in the bottom plate of the drying cartridge 1 to 2 turns and adjust the splitter for a drying speed of 1 to 2 scale divisions per second. c) Check the lowest value in the UNDER DRY cycle. 8.2 Calibration a) Open the measuring chamber by turning the hand-wheel counter-clockwise for at least three turns. b) Insert the test standard on top of presently installed sample (aluminum protection foil) and remove the lower sample afterwards. c) Close the measuring chamber by turning the hand-wheel clockwise and tighten smoothly. d) Press STOP e) The calibration can be started by pressing TEST STD f) When parameter 17 is OFF, the calibration will be repeated until the STOP key is depressed. When parameter 21 is ON, the software continues to measure the test standard as a sample, after reaching the equilibrium, until the series is ended by depressing STOP. NOTE 3 The apparatus needs to be calibrated before initiating sample evaluation. The frequency of calibration should be defined by each laboratory, in accordance with an accepted calibration plan. NOTE 4 Refer to Lyssy L80-5000 operator’s manual for comprehensive information on the calibration procedure. 8.3 Evaluation of samples a) Make sure the lower cell water temperature thermostat is set to 37°C, and that the apparatus has been switched on long enough to guarantee a stable temperature of 37± 1°C. b) Open the measuring chamber by turning the handwheel counter-clockwise for at least three turns. c) Insert the test sample on top of presently installed sample and remove the lower sample afterwards. d) When measuring a plastic film laminated to a nonwoven, make sure the nonwoven (fibrous side) is on the top. Use all precautions not to damage the new sample during its insertion. Page 5 of 8 Reference number NWSP 070.6.R0 (20) e) Close the measuring chamber by turning the handwheel clockwise and tighten smoothly. f) End any preceding entries with ENTER, or measurement with STOP. g) Check whether actual parameters are suitable for the new sample by pressing MEMO and going thru all the stored parameters with the ► key. h) By pressing SPLE-NAME, enter the new sample name. Confirm the entry with ENTER. i) Press SAMPLE. The measurement will now be started. j) Wait until the equilibrium (around 8-10 values measured) is reached and press STOP. 9. Calculation The apparatus proceeds automatically with all required calculations and generates a paper report. The apparatus automatically prints a report of the measured permeability at each measurement cycle, until the system reaches the equilibrium. Calculate the moisture vapor transmission rate of any measured sample as being the mean of the latest 4 results printed on the print-out. 10. Report Report the calculated mean of all samples measured, the number of samples measured, and the standard deviation among all samples measured. 11. Precision see Annex A Page 6 of 8 Reference number NWSP 070.6.R0 (20) ANNEX A (informative) Statistical results of interlaboratory tests Figures for the repeatability and reproducibility of this method are the result of collaborative studies carried out by EDANA in 2003. The evaluation of the interlaboratory test was carried out in accordance with ISO 5725-2 and results are as follows: SAMPLE No. of participating laboratories No. of non-eliminated laboratories No. of single values of the non-eliminated laboratories: Average: Repeatability standard deviation, sr: Repeatability coefficient of variation, CVr: Repeatability limit, r (2,8 x sr): Reproducibility standard deviation, sR: Reproducibility coefficient of variation, CVR: Reproducibility limit, R (2,8 xsR): All data 7 6 114 Sample A 7 6 60 Sample B 7 6 60 4520 484 10.408 1355.2 128 2.8319 4524 353 7.8028 988.4 138 3.0504 4516 333 7.3738 932.4 120 2.6572 358.4 386.4 336 Page 7 of 8 Reference number NWSP 070.6.R0 (20) ANNEX B Modification Track Sheet History starting with WSP 2005 or later edition Present document version number (name) Previous version (s) NWSP 070.6.R0 (15) (part 2 Measuring the Moisture Vapor Transmission Rate by the Principle of Measuring the Time to Increase Humidity) Originally published as WSP 70.6 (2005) • • NWSP numbering Modification track sheet NWSP 070.6.R0 (15) • Review, no change needed NWSP 070.6.R0 (20) Changes made Chapter 7 Page 8 of 8 Reference number NWSP 070.6.R0 (20)