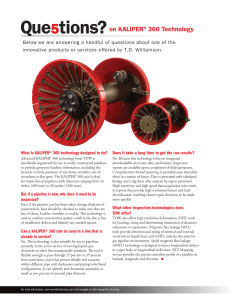
Review Inspection and monitoring systems subsea pipelines: A review paper Structural Health Monitoring 2020, Vol. 19(2) 606–645 Ó The Author(s) 2019 Article reuse guidelines: sagepub.com/journals-permissions DOI: 10.1177/1475921719837718 journals.sagepub.com/home/shm Michael Ho1 , Sami El-Borgi2, Devendra Patil3 and Gangbing Song1 Abstract One of the largest movers of the world economy is the oil and gas industry. The industry generates billions of barrels of oil to match more than half the world’s energy demands. Production of energy products at such a massive scale is supported by the equally massive oil and gas infrastructure sprawling around the globe. Especially characteristic of the industry are vast networks of pipelines that traverse tens of thousands of miles of land and sea to carry oil and gas from the deepest parts of the earth to faraway destinations. With such lengths come increased chances for damage, which can have disastrous consequences owing to the hazardous substances typically carried by pipelines. Subsea pipelines in particular face increased risk due to the typically harsher environments, the difficulty of accessing deepwater pipelines, and the possibility of sea currents spreading leaked oil across a wide area. The opportunity for research and engineering to overcome the challenge of subsea inspection and monitoring is tremendous and the progress in this area is continuously generating exciting new developments that may have far reaching benefits far outside of subsea pipeline inspection and monitoring. Thus, this review covers the most often used subsea inspection and monitoring technologies as well as their most recent developments and future trends. Keywords Subsea pipeline, inspection, monitoring, oil and gas, sensors, pipeline monitoring, damage detection, leak detection, smart sensing, robotic inspection Introduction Background The oil and gas industry stands as the world’s foremost producer of energy. In the year 2016, more than half of US energy was produced by the oil and gas industry (Figure 1, left). Furthermore, according to a review conducted by BP, world energy consumption is still dominated by oil and gas products (Figure 1, right). The demand of energy is expected to keep growing as several countries are entering an economic growth phase, which leads to increased demand on the energy sector.3 As energy demand around the world increases, the energy production infrastructure expands correspondingly. An increasingly favored direction for such expansion is toward oil and gas production, including subsea. Subsea oil and gas operations are complex, requiring a wide range of structures and systems to work together to extract petroleum from underground reservoirs and carry them to the topside. Such operations must be executed with the goal of simultaneously staying within economical limits and minimally affecting the environment. Crucial to this goal are subsea pipelines, which carry oil and gas across vast distances. For example, the US Gulf of Mexico (GoM) has hosted the installation of over 45,000 miles (;72,000 km) of pipelines from 1952 to 2017, 26,000 miles (;42,000 km) of which are still active.4 Subsea pipelines can also extend into tremendous depths, with one of the deepest pipelines installed at 9500 ft. (;2,900 m) in the US GoM.5 Similarly ambitious is the Nord Stream, which is so far the longest single subsea pipeline, stretching across 761 miles (;1220 km) in the Baltic Sea.4 1 Smart Materials and Structures Laboratory, Department of Mechanical Engineering, The University of Houston, Houston, TX, USA 2 Mechanical Engineering Program, Texas A&M University at Qatar, Doha, Qatar 3 Department of Mechanical Engineering, BITS-Pilani KK Birla Goa Campus, Zuarinagar, Goa, India Corresponding author: Michael Ho, Smart Materials and Structures Laboratory, Department of Mechanical Engineering, The University of Houston, 4800 Calhoun Road, Houston, TX 77204, USA. Email: siuchun.ho@gmail.com Ho et al. 607 Figure 1. (Left) Energy production in US by sector.1 (Right) World energy consumption by energy type.2 Figure 2. (Left) Offshore pipeline accidents (red dots) in the Gulf of Mexico.10 (Right) Proportion of causes leading to pipeline damage and failure.8 Transportation of produced hydrocarbons have always been a major financial concern for the industry, as transportation by either pipeline or by tankers requires major, upfront investment before any hydrocarbon is produced. Through economic, safety, and environmental point of view, pipelines could be considered as the most preferred method of transportation of petroleum fluids during exploration from subsea structures (such as wells) to the floating production facilities and during transportation from these facilities to the onshore processing plants. The diameter and length of these pipelines, operating pressures, subsea terrains, submarine environments, and fluid characteristics are key determinants of subsea pipeline costs. Based on these factors, the cost to build a subsea pipeline ranges from several hundred thousand dollars per kilometer to several millions per kilometer. For example, the 753mile-long (;1,213 km) Blue Stream gas pipeline that crosses the black sea cost US$3.2 billion.6 With pipelines being the costliest, largest and most widely installed component of the subsea infrastructure, they also bear the highest possibility of suffering damage from both artificial and natural causes. A study by DNV (Det Norske Veritas) shows that the frequency of failure for various types of offshore pipeline structures ranges from 6.8 3 1026 to 4.5 3 1023 per km year.7 A recent report from the Bureau of Ocean Energy Management stated from 1964 to 2013, a total of 514 offshore pipeline–related oil spills were recorded, 20 of which involved spills greater than 1000 bbl of oil.8 Based on extensive investigation by Bureau of Safety and Environmental Enforcement (BSEE) analysts, offshore pipeline failures were categorized into five categories: equipment failure, external forces (e.g. human error), corrosion, weather/natural causes, and vessel/anchor/trawl damage.8 Section ‘‘Possible failure modes of subsea pipelines’’ will further discuss causes of subsea pipeline failure, including a similar categorization by the US Department of Transportation (DOT) and CONCAWE. These five causes account for a majority of subsea pipeline failures, although several factors may cooperate to result in severe consequences, such as the case for the Humble Oil pipeline in 1967 where an anchor tore through an already corroded pipeline (160,638 bbl).9 Figure 2 (left) depicts the locations of pipeline-related accidents in the GoM, which is a hot spot for oil and gas activity, and Figure 2 (right) shows the distribution 608 Structural Health Monitoring 19(2) Figure 3. Distribution of damage causes to different levels of oil spills from subsea pipelines.8 of offshore pipeline accidents due to the listed five causes. On the contrary, Figure 3 details the factors contributing to different spill volumes. Several trends can be observed; for example, corrosion is more predominant in small leaks, whereas vessel-related accidents are more prevalent in large leaks. Thus, the data suggest that small and large leaks may be more easily detected and their damage mitigated by monitoring for corrosion and impacts, respectively. Equipment failure and external forces, which include human error, are mostly constant across all types of failures, and monitoring for specific causes within these two families of damages will be useful in mitigating damage for all sizes of oil spills. The relatively wide spread presence of equipmentrelated pipeline accidents is highlighted by the recent BSEE reports regarding bolted connection failures in subsea components, including risers and issuance of an industry-wide alert to improve safety standards.11 In response to the constant occurrence of pipeline accidents and the potential threat of each accident to all stakeholders, several industrial organizations have gathered to form response teams as well as dedicated groups aimed to rapidly counteract pipeline emergencies. Examples include the Chevron Deepwater Pipeline Repair System project12 and the Deepwater Response to Underwater Pipeline Emergencies (DW-RUPE), which is a joint industry organization headed by Stress Engineering.13 A way to minimize damage due to the consequences of pipeline failure is to continually monitor pipelines for potential sources of failure. Structural health monitoring (SHM) technologies, which have long been used for the monitoring of civil structures, are now also being applied for the monitoring of subsea pipelines. The added challenge of the subsea environment and the sheer size and scope of the problem presents a uniqueness to much of the SHM methods used for subsea pipelines. In the literature survey that follows, a brief survey of various SHM strategies is provided. The premise is that, given the right selection of sensors and algorithms for continuous monitoring of the structure in question, SHM technology can successfully be used to identify precursory anomalies that can lead to failure.14 It is important to reiterate that successful implementation of a SHM strategy depends on two key technical aspects, that is (a) instrumentation and (b) algorithms and mathematical models for analyzing the measured signals. Hence, the literature survey will focus on delineating the dual challenges of instrumentation and modeling from the standpoint of subsea pipelines. Challenges in inspection and monitoring of subsea pipelines Multiple issues and obstacles make the inspection and monitoring of subsea pipelines a challenging task. Problems may occur throughout the life of the pipe, and the environment in which the pipeline may lay for decades is highly complex and full of potential dangers. Potential issues in pipeline integrity begin at the design stage. Pipeline design is affected by multiple factors identified during the early stages (i.e. conceptualization, front end engineering and design (FEED) stage, detailed engineering) of a project.15 Key aspects such as the site selection, pipeline route survey, local oceanic conditions, material selection, wall thickness design, pipeline protections (e.g. coatings, sleeper supports), and the budget all contribute to the life expectancy of the pipeline and can limit what kind of inspection and monitoring routines and solutions can be used in the future. Once the project is executed, both expected and unexpected challenges to pipeline integrity need to be Ho et al. resolved for flow assurance. The following provides an overview of challenges to inspection and monitoring of subsea pipelines; for further details in pipeline design and flow assurance, references such as Bai and Bai16 may be consulted. The pipeline physically begins at the manufacturing stage, where raw stock material is processed into plates or rods and processed into tubular structures. Defects in the raw material and imperfect welding (if welding is used) should be detected to minimize problems later. The size of the pipe (diameter from 3 in for gas to 72 in for oil and gas17,18) and wall thickness (3/8 to 3 in18) of the pipe determines the manufacturing process to be used. The size and wall thickness will also decide what inspection and welding technologies will be feasible. Welding is a complicated procedure involving careful selection of proper equipment and weld material. During the manufacturing process, pipe segments can be coated to protect against corrosion and abrasion. Additional layers can be added depending on the requirements of the project. For example, subsea pipelines often have an outer concrete coating to help protect against corrosion and impacts and stabilize the pipeline by adding additional weight.19,20 Pipe-in-pipe designs may also be implemented if additional layers of protection and thermal insulation are needed.21 From an inspection and monitoring perspective, each layer of coating poses an additional layer of challenge. In addition to the inspection of the primary metallic body of the pipeline, each layer may also need to be inspected for damage and debonding from the pipeline. Depending on the inspection task and the technology used, part of the pipe may need to be completely stripped of coatings in order to fully inspect for damage. Completed and quality tested pipes are eventually shipped to the pipe-laying ship. The long-term effects of the environment on the pipe and its coatings should be considered if the pipes are to be stored on the ship and are continuously exposed. If repeatedly exposed to air and moisture, the pipes may put at risk of accelerated corrosion. During the pipe lay process, individual pipe segments are welded end to end to form the pipeline. The pipeline is deposited from the ship at the same time that new pipe segments are added to the pipeline. If the pipe lay is not done properly, excessive bending stresses can cause fractures and buckling in the pipeline when the pipeline slides down from the ship and when the pipeline touches down on the sea floor. Different pipe lay methods are available to suit the particulars of a project and minimize the risk of pipeline damage. As the pipeline reaches the seafloor, immense hydrostatic pressure of the water column attempts to crush the pipeline, especially when no internal pressure is present during installation. On the other hand, the low temperature of 609 the sea floor (4°C) can cause a global contraction of the pipeline, while heat coming up from the reservoir fluid will cause local thermal expansion of the pipeline. If the pipeline is restrained and not allowed to axially compress or expand, stress develops in the pipeline. If the stress exceeds the hold of the restraints (e.g. rock dumps), the initial temperature change from the influx of warm reservoir fluids can cause the pipeline to deform laterally and shift positions (i.e. ‘‘pipeline walking’’). Temperature or pressure changes later in the pipeline operation can still cause pipeline walking if the proper restraints are not put in place. The effects of temperature and pressure are further complicated by irregularities in the seafloor terrain and the friction between the pipeline and the seafloor (i.e. pipe-soil interaction).22 Without proper design and compensating measures (e.g. embedment into seafloor, use of sleeper supports, and concrete coatings), the stress build up in the pipeline can cause buckling in multiple places.23–26 Monitoring of the pipeline installation process can help ensure pipeline integrity. Surveying the pipeline will let operators know if pipeline walking has occurred (and thus suggesting problems with restraints or that pressures and temperatures have exceeded expectations) and if remedial action is needed. Over time, on the seabed, the pipeline faces another set of potential dangers. Debris from the topside can fall down and impact the pipeline. Ship anchors and fishing equipment dragging the seabed can snag onto and drag the pipeline.27,28 Ocean currents can scour the soil underneath the pipeline to cause free spanning, where a segment of the pipeline becomes unsupported except at the two ends of the free span length. Free spanning can enable vortex induced vibrations (VIV) where passing currents can vibrate the free spanning length of the pipeline and can fatigue the affected pipe segment.29–31 Corrosion and erosion can occur from chemical attack and abrasion from the internal fluids, which can often be sour (i.e. contains H2S) and contain abrasive sand particles traveling at high velocities. All of these factors necessitate the routine inspection of the pipeline and/or the use of a permanent monitoring technology. The challenge for subsea pipeline inspection once the pipeline is in place is the often extreme water depths. Many excellent inspection technologies cannot be delivered to the pipeline without costly and dangerous (if divers are involved) equipment and procedures. If the pipeline is multilayered, the cost of stripping away layers of coatings underneath thousands of meters of ocean water just for routine inspection is impractical. Inline inspection may be used to inspect the pipeline and the inner from the inside, but the benefit of the inspection needs to be balanced with the cost of shutting down the pipeline to allow the inspection. It is more desirable and cost effective where possible to 610 use a less invasive screening inspection or monitoring tool that provides a more global perspective of the pipeline and suggest which area may require additional attention. The research and development of inspection and monitoring technologies for subsea pipelines aims to overcome the above-mentioned challenges. As the main focus of failure prevention is the preservation of the primary pipe body, many of the newest technologies are first demonstrated on a simple pipe in controlled laboratory environments. What may initially work on an uncoated, thin pipeline may not work or be practical for a multilayered, thick-walled pipeline deep at the bottom of the ocean. As the technology matures, the technology can be further engineered to tackle additional challenges. The economy offered by the technology, such as through reduced inspection time and decreased deployed costs, will also be a major driver for the path of development taken by the technology. Therefore, the reader should keep in mind the practical issues and challenges discussed in this section when considering the use of both established and emerging inspection and monitoring technologies. Review organization Section ‘‘Background’’ provided a broad background that frames the discussion of subsea pipeline inspection and monitoring. Section ‘‘Challenges in inspection and monitoring of subsea pipelines’’ highlighted the ongoing challenges in this industry especially in regard to inspection and monitoring. The following sections start with a brief overview (section ‘‘Possible failure modes of subsea pipelines’’) of the possible failure modes of subsea pipelines. The overview includes a discussion of the damage classifications set by government agencies and summarizes some of the common pathways toward pipeline failure. This discussion is followed by a review of major inspection and monitoring technologies. The review begins with sensors that rely on electromagnetic phenomena. Thus, sections ‘‘Overview of sensing technologies’’ and ‘‘Electrical phenomena’’ focus on magnetic flux leakage (MFL) and eddy current sensing. Afterwards, the review focuses on the wide family of inspection technologies that rely on acoustics and vibrations. Sections ‘‘Ultrasound inspection’’ and ‘‘GWT’’ discuss ultrasonic inspection and guided wave testing (GWT), followed by acoustic emission (AE) and sonar in sections ‘‘Acoustic emission’’ and ‘‘Sonar mapping’’, respectively. In section ‘‘Radiography,’’ the review covers radiography, which is another prominent type of inspection technology. In sections ‘‘Inline inspection’’ and ‘‘Robotic vehicles,’’ the review shifts gears toward inline inspection and underwater robotic vehicles, Structural Health Monitoring 19(2) respectively. Section ‘‘Fiber optic sensors’’ moves on to fiber optic sensors (FOS), which is a prominent method in enabling long-term, long distance monitoring across subsea pipelines. Section ‘‘Synergy of sensor technologies’’ provides a critical comparison and discussion of synergy among the discussed inspection and monitoring technologies. Finally, Section ‘‘Conclusion’’ concludes the review with a brief discussion of observed trends and the possible future in subsea pipeline inspection and monitoring. Possible failure modes of subsea pipelines Unlike onshore pipelines, subsea pipelines operate in a severe physically and technically demanding submarine environment and are susceptible to various hazards that undermine their safe operation. These damage threats cannot be taken lightly as they can lead to catastrophic pipeline failure resulting in disastrous consequences, both economic and environmental. Like the BSEE, the US DOT provides a broad classification of the major causes of failure in subsea oil and gas pipelines grouped into five categories:15,32,243 1. Mechanical: This includes failure due to manufacturing or installation-related issues, for example, material defects or construction faults (such as inadequate welds and inappropriate sealing). Poor installation can result in excessive free span lengths that exceed the design guidelines. Sea waves and currents can also lead to scouring which can accentuate the free span problem. Free span lengths above allowable design limits can lead to fatigue damage through VIV.29 2. Operational: This is mainly due to any malfunction of instrumentation or mechanical systems such as pressure relief valves. This could also be due to operator neglect or mistakes. 3. Corrosion: This may be internal or external. External corrosion is mainly due to exposure to the submarine environment. Corrosion when combined with tensile stresses can lead to stress cracking, leakage, and failure in pipelines. 4. Natural hazards: Seabed quakes, wave currents, sea storms, and so on can lead to failure. 5. Third party: This is especially important for pipelines in shallow water. Shipping vessels can damage the exposed pipeline on the seabed while anchoring, trawling and so on. Also, heavy objects inadvertently dropped into the sea can cause damage to pipelines. Each of the damage modalities follow a unique pathway that leads to the same end result of pipeline Ho et al. 611 Figure 4. Possible damage modes of subsea pipelines.33 leakage. Davis and Brockhurst illustrates the potential pathways from multiple different damage sources (Figure 4). Ideally, sensor technologies (section ‘‘Sensing strategies for subsea pipeline SHM’’) are able to detect damages before the pipeline status completes a pathway and experiences leakage. Sensing strategies for subsea pipeline SHM or used prior to pipe laying, methods must be developed in order to deliver such sensors to their targeted structures. For subsea pipelines, sensors can be delivered by divers, or when personnel safety is a concern, by remotely operated vehicles (ROVs) or autonomous underwater vehicles (AUVs). Sensors can also be introduced into the pipeline for internal inspection via intelligent pigs and crawling robots. Thus, methods of delivery will also be discussed following the discussion on sensor technologies. Overview of sensing technologies A staggering amount of different technologies are available and are being developed for inspection and monitoring of subsea pipelines. Sensor technologies cover a wide range of physical principles, including electrical, optical, radiographic, chemical, and acoustic domains. Each technology has their own strengths and weaknesses and often requires simultaneous deployment of multiple technologies for a more comprehensive assessment of pipeline health. The following section will attempt to cover some of the most commonly used sensor technologies while also including recent research into sensor advancements. Unless the sensors are meant to be permanently installed on the pipeline (e.g. FOS) Electrical phenomena MFL. Perhaps the most commonly used tool for pipeline inspection is MFL. Originally, MFL inspection consisted of saturating a metallic surface (e.g. the pipe wall) with a magnetic field and scattering ferromagnetic powder over the pipe surface in order to visualize the magnetic field.34 Defects within the surface disrupt the smooth flow, or flux, of the magnetic field and cause an aberration in the field outside of the pipe surface. The aberration can be visualized by observing the pattern of the scattered powder, or with more current technology can be measured by a sensor (e.g. Hall Effect sensors). 612 This aberration is referred to as the leakage, hence the name magnetic flux leakage. The process of the magnetic field leaking out of the pipe surface may seem like a simple process, but in-depth studies have been carried out that show the complexity of the physics involved in the leakage.35 As will be discussed, the properties of the leaked magnetic field can provide information about the cause of leakage. By scanning the surface systematically, defects in a pipeline can be detected and mapped out. Depending on the application, three different methods for magnetizing the pipe wall are available. In alternating current (AC) magnetization, an AC in an external circuit is used to generate an oscillating magnetic field across the pipe surface. Due to its oscillating nature, eddy currents, which produce an opposing magnetic field, will be generated (i.e. the ‘‘skin effect’’). The skin effect limits the magnetic field to a smaller area and also prevents the field from penetrating deeper into the pipe wall. However, devices based on AC current are readily available, low cost, and easy to control. Due to low surface penetration, AC magnetization is mainly used for surface and near-surface inspection. In direct current (DC) magnetization, a unidirectional magnetic field is generated and can penetrate more than 10 mm into a pipe surface. As the residual magnetic field may interfere with other electronic components (e.g. using other electronic sensors in the future) or with any welding process (e.g. before the pipe segment is welded to the pipeline during the pipe-laying process), demagnetization of the pipe wall may be needed after using DC magnetization.34 Demagnetization may be accomplished by wrapping a solenoid around a section of the pipe (typically near the section where welding will occur) and applying an AC current. The AC current in the solenoid randomizes the magnetic field of the pipe and thus effectively demagnetizes the pipe. Rectifying circuits can be used to modify AC magnetic fields so that the field will only travel in one direction. Furthermore, by inverting the negative portion of the AC magnetic field, an AC field may be able to function similar to a DC generated magnetic field while keeping the low-cost benefits of using AC power. Finally, permanent magnets are the most commonly used method for pipe wall magnetization. The penetration of magnetic fields generated by permanent magnets is similar to those of DC magnetic fields. The high energy density of rare earth magnets allows for small-sized magnets, and coupled with the fact that no power is needed, make permanent magnets popular for MFL.34 While the presence of MFL indicates an anomaly, such as a defect, in the pipe wall, in-depth analysis of the MFL signal is needed in order to extract additional information about the anomaly. Modeling of MFL through both analytical and numerical simulations has Structural Health Monitoring 19(2) been done to retrieve the defect geometry based on measured magnetic field signals. Since the 1960s the magnetic dipole model has been the foundation analytical model that helped predict the size of defects using MFL.36 In the dipole model, the magnetic field induced within the pipe wall is aligned in parallel with the external magnetic field. However, as the field lines approach the defect, they form unpaired poles at the face perpendicular to the field lines. The field then escapes from the face at the unpaired poles and are the basis of the magnetic flux that can be detected by sensors. For a long time, MFL devices measured amplitude of magnetic flux as an indicator for the depth or severity of the crack. However, the dipole model does not always predict the correct amplitude for a certain defect size. Thus, over the years, modifications to the model have been researched to allow finer and finer predictions of increasingly complex defect geometry.37–44 New advances in modeling have suggested the use of weaker magnetic fields or magnetic shields in order to reduce background noise and provide more clarity.34 Use of weaker magnetic fields has also been reported to allow the use of MFL, under the right conditions to detect defects both inside and outside of the pipe.45 The later models have also take into consideration the other components of the magnetic flux (i.e. axial, radial, and tangential components (Figure 5)) in order to more fully characterize a defect. Correspondingly, recent MFL devices include three mutually perpendicular sensors to measure the different components. As computational capacities increased in the 1970s, finite element–based models of MFL were established.46 Through finite element, the effects of highly complex defect geometries on MFL can be studied. Recent research in finite element–based MFL modeling has looked into the effects of defect placement (e.g. inside or outside the pipewall), magnetization methods, pipe material, pipe pressure, movement of MFL device, and so on.34,47,48 As finite element methods become more advanced, additional parameters related to MFL detection will be added to get an increasingly clear picture of defects in pipelines. Conclusions drawn from the above models can be applied to measured data to visualize the defect shape. In order to detect MFL and obtain data, the sensor must be sensitive to changes in a magnetic field. A wide variety of sensors are available for MFL measurement, including induction coils and magnetic flux gates.34 The most mature and commonly used sensor technology for measuring MFL is the Hall Effect sensor. The Hall Effect sensor measures the electrical potential caused by the magnetic field–induced separation of positive and negative charges in a current carrying metal. Thus, when a magnetic field passes through a Hall Effect sensor, the sensor produces a voltage signal in proportion Ho et al. 613 Figure 5. The different components of MFL.34 (a) Defeat leakage field, (b) axial component, (c) radial component, and (d) tangential component. Figure 6. (Left) Cross section of an MFL assembly in a pig. (Right) Photo of MFL section in a pig.49 to the strength of the magnetic field. Figure 6 shows the application of Hall Effect sensors on a pipeline inspection gauge (Pig), which is an instrument that will be discussed in section ‘‘Radiography.’’ Brushes mounted near the magnetic poles transfer magnetic flux into a section of the pipewall, and an array of Hall Effect sensors will capture the flux leakage. Despite the advantages that make MFL a popular tool for subsea pipeline inspection, there remain some drawbacks that are still subjects of research. For pipeline inspection, the MFL measurements are influenced by the dimensions of the MFL tool, including distance between magnet poles, speed of the pig, and quality of the brushes. As an emphasis on the effect of speed on MFL measurements, Figure 7 shows a recent study that attempts to optimize the capture of defect-induced MFL as the tool moves at different speeds relative to the pipe wall.50 External factors such as residual magnetism in the pipe wall, the pipe material, and the pipe pressure also affect the MFL readings. The strength of the applied magnetic field should also be adjusted based on the pipe wall, with thick walls requiring stronger fields in order to reach full saturation.34,51 Reading MFL signals still requires skill and experience. For example, the difference between a weld and a defect in an MFL may require human experience to resolve, although research in artificial intelligence (AI) is starting to be applied toward defect recognition through MFL data.52,53 Liftoff (i.e. distance of MFL tool to surface) can also be affected by debris, further complicating interpretation of measurements.54 The orientation of the defect along the pipe will also affect the sensitivity of the MFL tool in detecting the defect. If the magnetic field direction is parallel to the defect shape, the magnetic field may not be deflected adequately enough for the tool to detect the anomaly55 (Figure 8). The research direction in MFL aims to either compensate for the above drawbacks either through advanced modeling or through modifications to the MFL tool components. Electrical/field signature mapping/potential drop mapping. The fundamental operational principle of electrical field mapping (EFM) techniques is to pass a current between two electrodes in contact with the pipe wall and measure the voltage drop between the two electrodes. Through Ohm’s law, the voltage drop associated with a current is correlated to the resistance of the medium between the two electrodes. The resistance is based on multiple physical parameters, including the cross-sectional area of the tested volume in the pipeline surface. Defects such as cracking and corrosion alter the area and thus the measured resistance of the tested volume.56 Thus, a change in the potential drop across two electrodes may indicate a change in the wall thickness that is likely due to 614 Structural Health Monitoring 19(2) Figure 7. Distribution of magnetic flux lines at two different speeds for the same defect.50 Figure 8. Orientation of the magnetic field is important depending on the shape and orientation of the defect. Application of magnetic flux in multiple directions may be necessary to catch all defects. damage. For most applications, this technique involves the permanent installation of a matrix of electrodes at key locations in pipeline networks to test for corrosion, cracking, and erosion. Since devices used to perform EFM are stationary and permanently welded, they are often used to monitor areas of the pipeline, such as joints and welds, which are more prone or vulnerable to damage. Figure 9 shows the different embodiments of EFM for both onshore and offshore pipelines. The performance of the electrode matrix is dependent on distance between electrodes, the thickness of the pipeline wall (or any other test structure), as well as the conductivity and permeability of the pipeline wall. In order to optimize the usage of the electrode matrix for mapping the pipeline wall for defects, finite element simulations are often run in order to determine the best configuration of electrodes within the matrix.59 Penetration of the current into the thickness of the pipewall is dependent on the current frequency. Oftentimes, DC or low-frequency current of several Hz can be used to monitor the entire wall thickness.57 On the other hand, changes in temperature and current levels used may disturb measurements and require a reference plate as a compensation mechanism.60 While EFM requires permanent installation onto the pipeline, EFM possesses several advantages, including the ability to detect, classify, and locate corrosion or erosion inside and outside the pipe wall, potential for continuous online measurements, and having a large range for operational temperatures. The direct contact with the pipe furthermore increases the accuracy and reliability of readings from EFM.61,62 On the other hand, some Ho et al. 615 Figure 9. (a) Example of EFM/FSM results showing the size and depth of pitting corrosion,57 (b) exposed EFM/FSM matrix on a pipeline,58 and (c) illustration of EFM/FSM principle on the inspection of a pipe wall. obstacles to this technology include erroneous readings caused by the presence of conductive deposits and the potentially high energy (thus danger) needed for the technology to function.63 Research and development in EFM has centered on increasing the accuracy of the method. EFM is highly versatile and able to monitor the progress of general and local corrosion as well as erosion and cracks in pipelines under a wide variety of environments.60 Modifications to the technique helped to estimate certain aspects of damage, such as the length of cracks.64 However, such estimations were based on empirical formulas, which lead to large potential errors. Furthermore, later simulations of EFM have shown that the damage geometry may cause unpredictable effects on the flow of current in the sensing matrix. Thus, a larger drop in electrical potential does not necessarily correlate to the size of damage since the path of current may simply be altered. Some efforts, such as electrode placement optimization57,65 and current distribution calculations,66 have been reported to combat such drawbacks. Recent work in this field has proposed both the use of a large database to match current distribution patterns to certain types of damage67 and improvements to the mathematical modeling of damage-induced current redistribution.68 The latest model of electrical current redistribution, which subdivides the electrode network into smaller portions, shows a major improvement in determining pitting corrosion depth (1.8% wall thickness error using the new method vs 33.9% wall thickness using traditional methods). Future work in this area involves identifying damage that has more complex geometry.58 Eddy current inspection. Eddy currents are circular patterned electrical currents that form in a conductor due to changes of a magnetic field passing orthogonally to the conductor. A varying magnetic field can be created by passing an AC into a coil. As the varying magnetic field penetrates the target inspection surface, induction occurs and eddy currents are generated in the surface material. The eddy currents in the material, due to their circular path, form their own magnetic field that 616 Structural Health Monitoring 19(2) Figure 10. (Left) Eddy currents are generated in the pipeline wall due to magnetic field produced by coil. Eddy currents create a counteracting magnetic field. (Right) Distortion in eddy current due to wall defect alters/reduces counteracting magnetic field, thus measurably changing impedance in coil. Note: large arrows show strength of the magnetic fields. opposes the original magnetic field. Defects in the material, such as cracking or corrosion in the pipeline, cause disruptions in the eddy current (Figure 10). Eddy currents are another common tool in the arsenal of non-destructive testing (NDT) and are useful for crack detection and material thickness measurements. An early example of eddy current usage for inspection was reported by Fearon69 in 1959 for the detection of casing joints in oil wellbore holes. The abrupt change of steel composition between the casing and the casing joint causes a corresponding change in the amount of eddy current produced. A drawback of the eddy current is that the depth of penetration is dependent on the frequency of the AC current in the coil. The lower the frequency, the deeper the penetration. Thus with operations normally at higher frequencies, the eddy current method is limited to skin-level defects. While low-frequency excitation can provide additional depth, the energy required to maintain the excitation may be prohibitive. In order to reach greater depths without expending too much energy, the pulsed eddy current (PEC) method can be used instead. In PEC, the coil is electrified using a current following a pulse or step function, thus effectively exciting multiple frequencies simultaneously. As the pulse involves a much lower amount of energy compared to the traditional eddy current, higher voltages can be applied to the coil. PEC allows the interrogation of multiple depth layers at the same time.70,71 With the introduction of strong permanent magnets, eddy currents can be generated instead by relative motion between a constant magnetic field (e.g. from a permanent magnet) and the pipeline surface, in a process generally called movement-induced eddy current testing (MECT).72,73 Furthermore, the use of stronger magnetic sources has also allowed generation of stronger currents and thus increased the potential for use in internal pipeline inspection. As reported by Nestleroth and Davis,74 a magnet can be mounted onto a rotor and rotated to generate eddy currents (Figure 11). A potential future direction of eddy current testing in both onshore and offshore pipelines is the use of Lorentz force eddy current testing, which is a relatively new subset of MECT. Lorentz forces are a type of force that pushes against a conductor as the conductor moves relative to a magnetic field. In the case of pipeline inspection, a force is generated against the conductive metal of the pipe wall, but at the same time according to Newton’s third law, an equal and opposite force is generated against the magnet. By measuring the push back force on the magnet, defects can be detected in a pipeline. The advantage of Lorentz force eddy current testing is the potential for detection of defects that are deeper than traditional eddy current testing is capable of detecting.75,76 A recent alternative method introduces a magnetic field (in a similar manner as MFL) that can increase the effective measurement depth of eddy current inspection. Magnetization of the ferromagnetic pipeline material decreases the permeability of the pipe wall and thus increases the penetration depth of the eddy current. Magnetic eddy current (MEC) inspection uses such a principle to increase the effectiveness of eddy current inspection. While the appearance of MEC may bear similarity with MFL, less power is needed for the magnetic field (about 10 kA/m for MFL vs 3 kA/m for Ho et al. 617 Figure 11. (Left) In-pipe inspection tool using eddy current. The rotation of the magnets generate eddy currents in the pipe that can be measured. (Right) Damage or change of the pipeline wall material will be reflected in the properties of the eddy current compared to other areas of the pipe.74 MEC). The synergy with the eddy current system means that greater distances can be inspected for a lower energy cost.77,78 Acoustics Ultrasound inspection. In the context of subsea pipeline inspection, ultrasound refers to the use of elastic waves to detect and quantify damage. In order to detect small cracks (e.g. on the order of millimeters), the frequency to the ultrasound waves must be designed so that the wavelength has similar dimensions of the crack size. Since wavelength is inversely proportional to frequency, the range of ultrasound frequencies for NDT in solids may range between 0.5 and 25 MHz. The propagation mode of ultrasound in solids is characterized by longitudinal waves (i.e. compression waves, pressure waves), in which the energy of the wave travels in the same direction as the wave propagation, and shear waves (i.e. transverse waves), in which the energy travels perpendicular to the direction of wave propagation. For steel pipelines, the speed of the ultrasonic longitudinal waves may reach around 5900 m/s and shear waves around 3250 m/s, depending on the environmental conditions (i.e. temperature, pressure, stress) and the specific alloy used. Ultrasound waves may convert between longitudinal and shear modes when impinging upon an interface (e.g. boundary between pipe surface and surrounding water), but for short distances such as across the pipe wall, consideration of only one mode (typically longitudinal) is adequate. As seen in section ‘‘Electrical/field signature mapping/ potential drop mapping,’’ these two modes can interact to generate a complex family of wave modes that are of interest when a long distance is considered. Typically, ultrasound is generated through the use of piezoelectric materials. Piezoelectric materials produce an electrical charge when strained and conversely will deform when a voltage is applied. Thus, if an AC is applied to the piezoelectric material, the material will contract and expand at the same frequency as the current. With high enough frequency, the vibratory motions of the material can generate acoustic (e.g. ultrasound) waves. On the other hand, the piezoelectric material can generate an AC upon cyclic strains (e.g. from vibrations). Therefore, piezoelectric materials can act as a generator and receiver of vibration signals, including for ultrasound. In terms of pipeline inspection applications, ultrasonic-based NDT is involved at all stages of the pipeline lifetime. Inspection comes into play initially at the manufacturing stage in order to identify potential sources of problems prior to deployment in field. While defects in the steel used to fabricate the pipes are rare, the fabrication materials are still checked using ultrasound before they are rolled and welded. More commonly, defects are found in the welding work and are found using systematic inspection through ultrasonic sensor arrays.79 Non-destructive ultrasound operates on the basis of transmitting an ultrasonic wave inside the material and listening for the echoes that are generated when the wave impinges upon physical boundaries, such as the interface between two different materials, or a crack in a homogeneous medium. As shown in Figure 12, for a healthy pipe wall, an ultrasound pulse can be generated and an echo should be received within a certain time, depending on a set of known conditions (e.g. pipe wall material and thickness, temperature, and wave properties). For example, research and engineering efforts have recently aimed to achieve online monitoring of pipeline wall thickness, and thus corrosion and erosion using ultrasound transducers that can be permanently installed. With an array of ultrasonic transducers, a map of a section of pipeline wall can be monitored.80,81 618 Structural Health Monitoring 19(2) Figure 12. (Left) Ultrasound transmission and reflection under different circumstances. A: Healthy pipe wall with far wall echo detected at Dt1. B: Crack causes an early reflection followed by the expected far wall echo. C: Wall thinning due to corrosion/ erosion causes a premature reflection of the far wall, resulting in Dt2. (Right) Typical schematic of an ultrasound transducer. Requirements for differently shaped ultrasonic waves can be produced by adding different or additional piezoelectric elements. Figure 13. Schematic illustrating the use of time-delayed excitation of ultrasonic elements in an array to steer an ultrasonic wavefront toward different directions. Due to accessibility, however, offshore risers are more feasible for such permanent installation compared to pipelines that are placed in deepwaters. Ultrasonic sensors are typically used in several configurations. As a single crystal, the sensor can be used to emit an unfocused, divergent beam of ultrasound along a straight trajectory. With multiple crystals, the sensors can form a sensing array that can reconstruct a cross-sectional image of the monitored structure. Furthermore, by adjusting the time delay (i.e. phase) of when each crystal emits the ultrasound wave, the overall wavefront can be steered (Figure 13) in order to cover a larger area and detect a wider range of defect orientations.79 Another widely used technique for ultrasound-based sensing is time of flight diffraction (TOFD). In TOFD, two ultrasound arrays are used separately as a transmitter and receiver. Instead of measuring only the reflection of the ultrasound waves, the TOFD technique also measures the effects of wave diffraction due to the edges/tips of defects in the pipe material (Figure 14). A wide angle beam is projected by the transmitter across the width of the pipe wall, and the receiver receives four major signals. The expected signals come from lateral waves, which travel along the surface, and from the reflection of the wave from the opposing surface of the pipe wall. If a defect is present between the transmitter and receiver, then additional waves will arrive between the lateral and backwall reflection arrival times.79 TOFD-based inspection devices for pipelines have been made available to inspect welding (Figure 15, left) as well as subsea pipeline inspection (Figure 15, right). GWT. While the ultrasonic inspection techniques described in section ‘‘Ultrasound inspection’’ offers excellent resolution in spot checking pipelines for defects, the use of these techniques for inspecting an entire pipeline will be excessively time consuming and will not be cost effective. In cases where removal of Ho et al. 619 Figure 14. Diagram of TOFD operational principles. Figure 15. Photo of ROV applying TOFD onto subsea pipeline, courtesy of Sonomatic.82 pipeline coating is required for inspection, point by point ultrasonic inspection becomes an even more formidable problem. On the other hand, GWT or sometimes called guided ultrasonic wave testing (GUWT) or long range ultrasound testing (LRUT) can provide a much longer range (up to 100 m) inspection albeit at a lower resolution.83 Access to only a few points along the pipeline is required without the need to remove coatings for most of the pipeline. The trade off in range and resolution is mainly due to the use of lower frequency waves (10–100 kHz) for GWT compared to the MHz range of ultrasonic inspection. Lower frequency (thus longer wavelength) waves can travel further than high-frequency waves, but are unable to effectively interact with small defects. Furthermore, the direction of the waves in GWT is also perpendicular to those used in ultrasonic inspection and will thus travel along the length of the pipeline. Defects such as pipe wall thinning (e.g. due to corrosion), weld imperfections, cracks, and notches cause anomalous reflections with an amplitude that is proportional to the change in the cross-sectional area of the pipe at the defect. The presence of such anomalies can be followed up with a more precise ultrasonic inspection. Therefore, GWT is often used for initial screening of a pipeline to broadly check for potential abnormalities, which are followed up by traditional ultrasonic inspection. Guided waves are elastic waves that travel within a finite body. Elastic waves can be a combination of the fundamental longitudinal and shear waves, which can combine to form more complex types of waves (e.g. Rayleigh waves, Lamb waves, and Love waves).84 The propagation of the waves is guided by the geometry and boundary conditions of the body, hence the name ‘‘guided wave.’’ Depending on the frequency characteristics of the wave, different resonant modes in the wave guide can be excited. Pipelines, which can be considered as hollow cylindrical waveguides,85 are dominated by longitudinal, torsional, and flexural wave modes. There are an infinite number of modes as characterized by the mode order and number. In particular, a popular convention86 to distinguishing among longitudinal, torsional, and flexural modes is to label the modes as L(n, m), T(n, m), and F(n, m), respectively. In the convention, n refers to the harmonic order of the mode (affects the symmetry of the mode around the axial axis of the pipe), and m is an index for identifying particular modes for a given type of mode. It should be noted that modes at n = 0 are axisymmetric. As seen in the example dispersion plot (Figure 16), one frequency can lead to the excitation of multiple modes. Furthermore, propagating waves can experience dispersion, wherein the velocity at which a mode will travel will vary with the frequency of the wave. For simplicity in signal processing, it is desirable to excite only one mode; however, as the probing guided wave signal is typically in the form of a pulse, multiple excitation frequencies (i.e. ‘‘group’’ of frequencies) are inevitably involved. The signals 620 Structural Health Monitoring 19(2) Figure 16. (Left) Example of a dispersion plot for a steel pipe. The curves will be dependent on pipeline properties.87 (Middle) Two-dimensional representation of modes L(0, 1), L(0, 2), L(0, 3), T(0, 1), and T(0, 2). (Right) Propagation of L(0, 1) and L(0, 2) along a pipe structure.88 from the desired mode may be drowned out by the coherent noise, which are signals from undesired modes excited by the pulse. In addition, if the probing pulse experiences too much dispersion, the shape of the pulse may be distorted over the course of propagation so that the signal to coherent noise ratio may be too low for measurement. Figure 16 illustrates the two-dimensional (2D) projection of several propagation modes present in pipe geometries and an illustration of the propagation of a guided wave along a pipe. As can be seen in dispersion plot, L(0, 2) and T(0, 1) experiences the least dispersion across the frequency spectrum of interest. L(0, 2) is relatively stable after a cut-off frequency (about 40 kHz in the example), while T(0, 1) does not experience any dispersion. For pipe systems, the T(0, 1) mode is generally preferred due to a combination of the simplicity and lightness of the transducer system and the lack of dispersion of the mode at all frequencies. Furthermore, when the pipe is filled with liquid, the T(0, 1) mode does not experience any interference. In contrast, the L(0, 2) mode may suffer from reverberations when liquid is present. However, there are some cases in which L(0, 2) is preferable, such as for the detection of circumferential cracks.87,89,90 Other modes have been investigated for use in inspection.91–95 For example, recent work has demonstrated the enhanced detection circular and crack-like defects by analyzing the scatter of higher order torsional and flexural modes.96 Guided waves for pipeline inspection are generated in a manner similar to the ones used for ultrasonic inspection. In one way, an array of angled piezoelectric transducers similar to the one shown in Figure 14 is wrapped around the circumference of the pipeline.97 Another way is to use electromagnetic acoustic transducers (EMAT), which can excite guided waves through either the Lorentz or magnetostrictive principles.83,98 EMATs do not require much surface preparation as they are non-contact and are not affected by non-metallic debris on the surface. On the other hand, EMATs can be affected by any residual magnetic field in the pipeline (e.g. left over from MFL inspections) and require more power than piezo-based transducers. The unintended attraction of loose ferromagnetic particles may be a concern.99 One of the key advantages of piezo-based transducers is capability to generate stronger signals relative to EMATs, thus enabling a more favorable signal to noise ratio. An example of a transducer array for subsea pipeline GWT is shown in Figure 18. The orientation, angle (for piezoelectric transducers), and excitation of the transducers can be adjusted to target the desired modes. An added benefit of using an array of equally distributed transducers, or the use of multiple rings of transducers is the ability to suppress certain undesired modes through destructive interference. Multiple rings are further used to achieve directionality; to discern from which direction the waves are being received. Different sizes of transducers can also be used for the purposes of mode selection. Further details on practical implementations and their effects on mode selection are available in Cawley et al.83 Mentioned briefly at the beginning of this section, GWT works by using a transducer array to transmit a guided wave through the length of the pipeline. In the pulse-echo approach, when the wave impinges upon a defect, a portion of the wave is reflected back toward the transducer, and the reflection is analyzed for defects (Figure 17). In the pitch-catch approach, two transducer arrays are used. One array generates the guided wave, while the second array located a distance away receives the transmission.101 In cases where only one point of the pipeline is available, the pulse echo approach should be used. However, the pitch-catch approach, which can offer a different perspective on the pipe defects, may allow the detection of additional Ho et al. 621 Figure 17. (Left) Example of a diver deployed subsea transducer ring for guided wave testing, courtesy of Guided Ultrasonics Ltd.100 (Right) Pulse-echo approach for guided wave testing in a pipeline. Defects and certain pipe features (e.g. welds) show up as reflections. The hard discontinuity from flanges cause a total reflection of waves and thus are limiters to the range of guided wave testing. defects not seen in the pulse-echo approach. Thus for the pulse-echo approach, the transducer design must be able to perform the task of transmission and reception in the same array. On the other hand, the increased costs and complexity associated with the pitch-catch approach makes the pulse-echo approach a more predominantly used method. Another driver for transducer design is the inspection range. An obstacle to improving the practical range of GWT is wave attenuation due to leakage (i.e. ultrasonic leakage) of energy into the boundaries. Viscous coatings such as bitumen will dampen the wave energy and limit the range of GWT. In severe cases, the inspection range has been reported to be reduced to 2 m.102 Subsea pipelines are often protected by multiple layers of coating, concrete, or even another pipe (pipe-in-pipe). A future direction for subsea pipeline GWT is to improve signal transduction and interpretation for cases in which the material filling the annulus in a pipe-in-pipe situation may make sensing difficult. Ongoing research in understanding guided wave physics,103–108 including for practical applications in wellbore strings109 hold promise in improving GWT performance in coated pipelines. Much of the ongoing research aims to find the appropriate modes that can minimize the attenuation/leakage of guided wave energy and thus improve testing performance. Key information such as damaged or debonded coatings can be extracted by further analyzing the complex wave physics involved in multi-layer, concentric pipe structures.110–115 The geometry of the pipe can also limit the range of GWT. Sharp bends in the pipeline can severely distort signals; the selected mode can be converted to other propagation modes due to the change in geometry. On the other hand, the presence of converted modes may also be used as an indicator for undesired bending in the pipeline.116,117 Flanges will completely reflect the waves, thus necessitating separate tests between flanged pipeline segments. Welds and clamps also cause reflections that attenuate the energy of guided waves and thus limit the inspection range. One way to improve the range is through focusing of guided waves toward a particular location. Focusing can be accomplished through phased array focusing, which involves precisely timing the excitation of transducers so that the individual guided waves constructively interfere at a targeted location. With the increased energy, the range of the transducer array and the inspection sensitivity at the focused location can be increased.118,119 In addition to the hardware-based challenges of GWT, the presence of dispersion, scattering, and multiple modes can make data interpretation a difficult task. There is ongoing research in classification120 and visualization/tomography121–123 of defects based on GWT data. Figure 18 shows an example of GWT-based tomography to visualize defects in a pipe bend.123 For long-term monitoring, where the transducer array is permanently installed onto the pipeline, the use of a baseline (i.e. benchmark) is beneficial for detecting changes in the pipeline over time. The baseline signal can be effectively subtracted from the current signal to quantify changes. In this regard, indexbased techniques have been developed to further provide insight into the pipeline status.124 Aside from being directly used for inspection and monitoring tasks, an emerging function of guided ultrasonic waves is communication. Guided waves can be modulated using schemes such as pulse position modulation (PPM) to encode information.125,126 Thus, a transducer can transmit a modulated guided wave through the pipeline to be received by another transducer further along the pipeline. Through a series of transmissions, information could theoretically be carried from a subsea station (e.g. a Christmas tree) to the topside through the pipeline. Changes to the baseline of the transmission signal could also serve as a warning sign for damage in the pipeline. Such a communication method can allow a network of sensors to be permanently installed along a pipeline as long as there is power and a way to send and receive guided waves. The use of guided wave communication may also 622 Structural Health Monitoring 19(2) Figure 18. (Left) Lab experiment using guided wave testing to detect a defect in a pipe bend, which is traditionally difficult for guided wave testing. (Right) Use of experimentally obtained signals to visualize the defect in the pipe bend.123 Figure 19. (a) Jumper pipepline about to be submerged in water at the Neutral Buoyancy Lab; (b) pipeline submerged in 40 ft of water; (c) impact events generated by divers; (d) overall set up of the experiment, with a topside motor causing pipeline vibrations; (e) close up of underwater pipeline with marked impact points.136 provide a solution to the constant compromise between range and bandwidth among existing underwater communication technologies (i.e. optical, acoustic, radio frequency, magnetic induction).127 Recent work in guided wave communications in different media is promising,128–130 and practical application to subsea pipelines is foreseeable in the near future. Passive sensing of ultrasonic guided waves due to external sources can also be used to detect and localize impacts and leakages in subsea pipelines. Impacts due to topside debris have become a major source of subsea pipeline failure, and detection of impacts has increasingly gained importance in the industry.131 Dynamic events such as the impact of an object on a structure (e.g. pipeline) can generate intense stress waves in the form of ultrasonic-guided waves that propagate along the surface (i.e. Lamb waves) throughout the structure. If the time needed for the wave to travel to a sensor and the locations of sensors are known, then the impact location can be estimated. However, there are quite a few practical issues to be solved despite the simple concept. While studies have been done to characterize these waves132 and also to utilize the measured properties of the waves to estimate the impact location, there were still signal processing challenges in accurately determining the exact time at which the waves reached sensors.133–135 Recently, Zhu et al.136–138 developed an algorithm capable of overcoming most of the signal processing obstacles and when used in a full scale experiment, it was able to locate impacts on a 12-m underwater pipeline to within 0.2 m error (Figure 19). It should be noted that in the above, AE (section Ho et al. Figure 20. Hydrophone arrays mounted in various places can be used to detect pipe and sea floor seepage based on the acoustic emissions produced by bubbles.147 ‘‘AE’’) can occur due to impact-induced micro-damages to the structure. However, in the above literature, the signal used to isolate the impact point are the guided stress waves generated by the impact, which are generally much stronger than AE signals, especially when the structural material is minimally damaged by the impact event. A future direction in this line of work is to marinize the piezoelectric transducer for deepwater usage and to improve the detection algorithm, such as with machine learning. A related branch of research and development is the active use of guided waves in a local area to detect defects. A specially designed guided wave generated by a piezoelectric transducer mounted onto the pipeline structure is modulated by the pipeline material and components, and anomalies can be detected if they are present. Compared to the long range GWT, currently reported techniques are locally effective and are more focused on specific geometries. Applications include the detection of bolt loosening in the pipeline flange,139,140 loose threaded connections,141 and corrosion pits.142 With further development, these techniques may foreseeably be used by subsea robotics for automated inspection. AE. AE waves are transient elastic waves created by release of localized stress energy within a structure due to several mechanical events, such as material failure, friction, cavitation, and impact. By listening to these AE wave patterns with an array of dispersed sensors and by characterizing the wave pattern, the occurrence and severity of these events can be identified. Subsea pipelines in particular experience stresses from a wide variety of sources. Among the largest sources of stresses is the pipe-laying process. Pipes will experience high tension, low pressure near the surface, and low tension, high pressure on the sea floor. As suggested by Shehadeh et al.,139 monitoring the AE, and 623 thus the pipe stress, can be a method for real-time monitoring of the laying operation. Their laboratory stage demonstration showed the division of three stages of buckling of a pipeline segment. AE signal parameters such as amplitude and AE hit counts demarcated the different buckling stages, with the highest activity associated with the buckling stage, followed by the quieter collapse stage.244 For subsea pipeline, a leakage event causes friction between the escaping gases and the perforated pipe wall, producing acoustic waves that propagate from the leakage point. Using passive acoustic sensors, the AE can be measured, indicating a potential leak. The acoustic characteristics are correlated with leakage flow rate, distance from leakage, and so on and can be used to localize the leakage point, such as through analyzing sound pressure intensity as well as using the time at which the negative pressure wave (NPW) arrives at a set of AE sensors along the pipeline.143–146 While such leakage detection research has not yet been deployed in subsea conditions, it is foreseeable that additional marinization redesigning of sensor and instrumentation components will be able to bridge the gap from lab testing to field implementation. Hydrophone arrays can also pick up AEs resulting from the release of bubbles from pipeline leakages147,148 (Figure 20). Furthermore, with enhanced sensitivity and coupling to the pipeline, sound waves emitted by anomalous events, such as leakage in the subsea pipeline controls (e.g. valves and flanges), or severe obstruction of the pipe lumen can be detected within several kilometers.149 It has been also shown that passive AE listening through hydrophone arrays can be complemented with active methods. For example, the active listening, in which an AE pulse is transmitted toward a target and a sensor listens for a response, has been used to detect and localize leakages. In an experiment by Wendelboe et al.,150 a leak was detected and localized using a combination of passive and active sonar (PS and AS). Through an array of AE sensors that forms a certain sensing aperture (field of view), the bearing, or direction, of a potential leak (represented as an acoustic source), could be determined. After determining the bearing of the potential leak, the AE array can act as a sonar that generates acoustic waves and listens for back scatter, During this active sensing portion, the time between sending an acoustic wave and reception of backscatter can be used to estimate the distance between the sonar and the leak (Figure 21). Thus through PS and AS, the location of a potential leak can be determined. This method can be applied to detect leaks from both reservoirs and artificial subsea structures. However, additional work needs to be done to accurately filter out irrelevant environmental noise.150 624 Structural Health Monitoring 19(2) Figure 21. (Left) Experimental setup with a sonar array facing a leak. (Center) Sonar data indicating the presence of a leak. The vertical red line suggest that the leak is toward the direction faced by beam number 150. (Right) Data showing the estimated location of the leak relative to the position of the sonar. Source: Reproduced from Wendelboe et al.150 with permission of AIP Publishing. PS: passive sensing; PSNL: passive sensing when there is no leak; NAS: normalized active sensing.150 AS is also used for mapping of the seafloor and the evolution of pipe buckling and will be described in detail in the following section. Sonar mapping. Sonar refers broadly to the use of sound waves underwater to detect objects, typically for navigation and mapping. A variety of marine mammals, such as whales, use sonar to detect prey and to communicate. Sonar can be generally divided into passive and active types. During PS, a device (i.e. hydrophone) listens for sounds generated in the subsea environment, such as from submarine vessels or marine animals. In AS, a transducer generates an acoustic pulse, or a ‘‘ping,’’ and listens for the echo of the pulse due to reflection from objects in the subsea environment. The time it takes for the pulse to return provides an estimate of the distance between the transducer and the targets (e.g. sea floor). The amplitude of the reflection (i.e. backscatter) is also influenced by the material properties of the target. Typically cohesive stiff material such as steel in pipelines produces high backscatter (‘‘bright’’) compared to sand, which has grainy texture and thus low backscatter (‘‘dark’’).151 In regards to subsea pipeline inspection, AS techniques are used. AS techniques that have been used for offshore pipeline inspection include multibeam bathymetry and side scan sonar (SSS). Both techniques can be used to scan the sea floor and obtain information about the location and shape of pipelines. In multibeam bathymetry, multiple sonars mounted on a ship hull are used simultaneously to ping a collectively wide swath of the sea floor. Through analyzing the return time of the sonar pulse, the depth of the sea floor and the positions of anomalies, such as pipelines, can be estimated. However, the backscatter is not considered in this technique and thus cannot provide information about the composition of the seafloor. The use of multiple sonars overcomes the disadvantages of using one sonar and one ping at a time to map the seafloor. On the other hand, depending on the size of the sonar array, computational costs can become increasingly significant. Thus the use of multibeam bathymetry, while costing more than the use of a single sonar, may save on the costs of operating a ship for a longer period of time.151 Similar to the AS mentioned in the previous section, multibeam bathymetry has recently been investigated for use in leakage detection while an underwater vehicle performs a routine pipeline survey.152 In SSS, an underwater vehicle towed by a ship carries sonar transducers on its starboard and port sides, and as the vehicle progresses along a predetermined path, an array of transducers pings the seafloor. By adjusting the ping angle through the use of a line array of transducers, a swath of seafloor can be monitored at once. Since the angle cannot be extended to be directly below the vehicle, SSS scans have a darkened blind spot that runs along the middle of the image153 (Figure 22). From SSS scans, certain problems with pipes can be detected, such as free spanning, which can be determined by analyzing the acoustic shadow cast by the pipeline (Figure 23, left). Major cracks in the concrete coating around the pipeline may appear as anomalous shadows on the pipeline (Figure 23, right). Furthermore, pipeline movements, or ‘‘pipe walking’’ may be deduced by observing for marks on the seafloor near the pipeline. Anchor scars left by ship anchors dragging along the seafloor may hint at possible damage, especially if the scars cross the pipeline. Difficulties arising from the use of SSS focus on data processing in order to integrate multiple sonar scans to form a coherent and accurate picture of the seafloor. SSS also Ho et al. 625 Figure 22. (Left) Diagram of how a side scan sonar works. Objects that have high backscatter (i.e. boulders, pipelines, artificial objects) appear brighter, whereas objects that have low backscatter appear more gray.154 (Right) Side scan sonar image of an exposed subsea pipeline.155 assumes that the seafloor is flat and thus may be less accurate for uneven seafloors.151 Recent efforts include development of geometric and probabilistic approaches to mitigate error and boost image resolution beyond sensor capabilities.158 Information from the sonar has also been used to create three-dimensional (3D) mosaics of the seafloor, emphasizing the appearance of manmade objects such as sunken ships and pipelines.159,160 In addition to looking at the amplitude of the reflected waves, the frequency of the pulses can also be altered to gain even more information. In wideband sonar (WBS), the sonar emits a pulse containing a range of frequencies, and each frequency component backscatters differently depending on the material reflecting the pulse. Advantages of WBS include higher resolution and wide range for customization and optimization according to the situation.161 Advances to this method are partially bioinspired through the observation of dolphins, which also use frequency-rich pulses to obtain information about the environment in order to navigate.162,163 Using the bioinspired approach, WBS has been recently used to not only inspect the positioning of subsea pipelines, but also provide information on flow assurance (i.e. whether flow is being obstructed by a foreign body).164 Radiography Radiography has been used in fields outside of subsea engineering, most notably in medicine. Electromagnetic radiation, such as X-rays, is capable of penetrating through an object and attenuate depending on its interaction with the atomic matter within the object. Materials with higher atomic number, such as calcium in bones, more readily absorb radiation compared to water and air. The receiver, typically in the form of a film at the other side of the object, accepts the modified rays and darkens in areas where the rays were stronger. Thus, bone appears light in X-ray images while soft tissue, blood, and air appear progressively darker. Radiography therefore provides a unique, internal perspective of an object at a level of depth and breadth unmatched by other inspection technologies. Using the same concept, operators have used radiography to look inside a section of pipeline to detect cracks and corrosion or welding abnormalities.165 As shown in Figure 24, radiography of a pipeline section can be carried out in one of two configurations. Figure 24 (left) shows the more convenient configuration, where a radiation source is positioned on one side of the pipe and a sensitive film or plate, typically a phosphor plate, is placed on the opposite end. The radiation passes through both walls (‘‘double wall’’) before landing on the plate, with anomalies in the wall thickness causing anomalous spots on the captured image (Figure 25). The double wall method requires multiple exposures to obtain the full picture of the pipe. The double wall method is further categorized into double wall single image (DWSI) and double wall double image (DWDI). The other configuration, used more typically for subsea pipelines or in cases where the pipe bore is accessible, is to have the radiation source centered in the axis of the pipe and capture the radiation by mounting a film that surrounds the circumference of the pipe. The radiation source can be delivered using a pipeline crawler (section Pipeline Crawlers). This 626 Structural Health Monitoring 19(2) Figure 23. (Left) Side scan sonar image showing cracked and missing concrete for a subsea pipeline, courtesy of JW Fishers.156 (Right) Free span detected as separation between the pipeline acoustic image and its acoustic shadow, courtesy of Terra Remote Sensing.157 Dark areas in the figures are acoustic shadows (i.e. where there were no acoustic reflections). Figure 24. Configurations for pipeline radiographic inspection. (Left) Source placed on one side, and receiver film on the other (‘‘double wall, single image’’). If the radiation source is sufficiently far away, then two walls will be imaged (‘‘double wall, double image’’). (Right) Source is inside the pipe while the film wraps around the circumference (‘‘single wall’’); more typical for large diameter or subsea pipes. Figure 25. Simplified diagram showing the use of radiography to detect defects in a pipeline. Anomalies such as corrosion and cracks will create a noticeable difference in the baseline noise level of the detected radiation particles. With image processing, this method can be used to automatically create defect maps of a pipeline. Ho et al. Figure 26. Depiction of a subsea pipeline radiography module.173 The source and detector may be rotated around the pipeline to get multiple angles of exposure. method, called the single wall single image (SWSI) method benefits from only passing the radiation through the wall once, but requires sending a radiation source into the pipeline.166 Once the pipewall-modulated radiation is received by the film/plate, the image can be extracted for analysis. Currently, there are two popular methods of extraction: computed radiography and digital radiography. In computed radiography, the film/plate contains phosphor, which is sensitive to the strength of the received radiation, and carries the image of the pipe section in the form of energized phosphor crystals. A laser beam is then used to release the energy of the crystals, which results in the emission of light. The light is recorded and stored into a digital image.167 Digital radiography, on the other hand, is an improvement upon computed radiography especially in regard to its rapid readout. Digital radiography makes use of a flat plate detector (FPD) that can instantly convert incident radiation into electrical charge which can be immediately read by a computer. Conversion is done in one of two available methods. In one method (i.e. ‘‘indirect conversion’’), the FPD contains a cesium iodide scintillator, which in the presence of radiation produces light through fluorescence. The light is captured by a dense matrix of amorphous silicon photodiodes whose electrical output can be amplified and measured to create a digital image. In the alternative method (i.e. ‘‘direct conversion’’), photoconductive amorphous selenium is used in conjunction with a micro electrode plate. Use of photoconductors eliminates the need for scintillators and thus reduces scatter of light. As a result, higher sharpness and resolution can be achieved.168,169 Another aspect to consider for radiography is the radiation source. For pipelines, popular choices include gamma radiation and X-rays. Gamma radiation can be generated from isotopes such as Iridium 192, Cobalt 60, Ytterbium 169, Thulium 170, Selenium 75, and Cesium 137. The choice of radiation depends mainly 627 on the thickness of the pipewall, with Cobalt 60 providing the highest penetration (25–200 mm).170 A potential drawback is that isotopes continuously generate radiation and require additional safety handling. The amount of radiation is also difficult to control, thus necessitating the use of different isotopes for optimal use in different wall thicknesses. X-rays, on the other hand, are controlled by the amount of electrical power input. Controllability of the radiation in general makes handling safer and optimization easier. Betatrons and linear accelerators are the main options of hardware for generating X-rays with greater penetration abilities. On the other hand, betatrons and linear accelerators require high power consumption and will generate heat.166 For onshore pipelines, personnel can be sent directly to perform radiography, but for subsea pipelines, the apparatus required for radiography can be delivered through robotic vehicles (see section ‘‘Inline inspection’’). Due to the additional effects of water and the need to send an unmanned vehicle to potentially very deep waters, the challenge in offshore pipeline radiography is much greater than for onshore pipelines.171,172 Oceaneering’s subsea radiography solution (Figure 26) is one of the few examples of current industry solutions for using radiographic techniques to detect subsea pipeline defects without needing access to the pipeline bore. Current research into radiographic techniques for subsea pipelines includes development of simulation packages to help predict and improve radiography in subsea conditions. A recent development used Monte Carlo–based calculations to simulate the scatter of radiation in similar situations as those encountered in the ocean.173 Efforts are also being spent to refine the image processing portion so that less components and less shots are needed, which will help reduce the difficulty of subsea radiographic measurements.174,175 Inline inspection Intelligent/intelligence pigging. Over time, debris and precipitates such as wax, hydrates, and asphaltenes from the production fluid build up inside the pipeline. The buildup decreases the cross-sectional area and thus decreases flow rate, and in severe cases, completely shuts off flow when the deposits block the whole cross section. To prevent and to combat such events, inline devices called ‘‘pigs’’ are launched into the pipe at high speeds. The pig launcher applies high hydraulic pressure behind the pig, thus propelling the pig through the pipeline. Such a process is called ‘‘pigging.’’ Historically, the primary function of the pig is to clean the flowline of anything that may impede flow. Pigs began as bundles of rags and leather to scrape and absorb deposits, and have now evolved to include a 628 Structural Health Monitoring 19(2) Table 1. Types of intelligent pigs used for inline inspection. Intelligent pig type Function Ultrasound Magnetic flux leakage Eddy current Radiation Metal loss, corrosion, and crack detection via methods described in earlier sections. Caliper/geometry Imaging (Optopig) Detection of pipeline burial and coating condition. Intensity of gamma ray radiation is correlated to burial and concrete coating thickness.179 Measure the shape of the internal surface. Spring loaded sensing fingers around the circumference of the pig, coupled with odometer reveals pipe geometric anomalies and their location along the pipeline.180 Laser displacement scanning to measure the geometry of the pipe cross section in more detail. Small cavities in the metal due to events such as corrosion can be detected using this technique.181,182 family of different pig types for accomplishing different objectives. Gauging pigs and intelligent pigs, in particular, are designed to return information about the state of the pipeline. Gauging pigs include a flat sheet of soft metal that can be damaged by any stiff intrusions in the pipeline. The nature of the damage can suggest the type and location of the intrusion in the pipeline.176,177 Following the deployment of cleaning and gauging pigs, the more sophisticated intelligent pig can be launched into the pipeline to obtain more detailed information. For offshore pipelines, especially in deep water, the use of intelligent pigs to inspect pipelines is crucial as many times the pipe may be coated by concrete and multiple layers of protection that may preclude the use of most externally operated inspection techniques. The intelligent pig may consist of multiple linked modules each carrying particular instruments designed to measure specific parameters of the pipeline. Intelligent pigs can carry NDT instruments mentioned in prior sections, such as eddy current sensors, ultrasound, and MFL sensors. Intelligent pigs can further provide information about its travel path (external tracking may be prevented due to excessive water depth and distance) within the pipeline through the installation of accessory instrumentation such as odometers and gyroscopes. Pipes may also be outfitted with magnetic markers that help determine pig location. However, in cases where the markers may not be outfitted, there may be difficulty in exactly tracking the defects detected by the pig. In such cases, the girth welds between each pipeline segment may serve as an alternative marker to track pig movement.178 In order to provide flexibility in deployment to different types of pipelines, pigs may be bidirectional and can function in either direction. Table 1 summarizes the major types of intelligent pigs currently available for use. Example figures of intelligent pigs are shown in Figure 27. Use of pigs for subsea pipelines is typically more complicated than for onshore pipelines. There is an increased risk of damage to the environment if contents leak from the pipeline (e.g. when gas bleeding is needed prior to pigging), and if sealing is inadequate, large volumes of water may enter the pipeline. The typically increased wall thickness and length also imposes additional challenges for pig-based inspection.184 Pig tracking also becomes more difficult with increase in water depth and its attenuating effects on most forms of communication. Pipeline crawlers. In certain situations, the pipeline may be unpiggable due to a number of factors, such as excessively small pipeline diameters, tight bends, Yconnections, or simply that there are no available pig launchers onsite.185 Thus for cases where a pipeline is deemed unpiggable, an external pipeline crawler may be used. Like intelligent pigs, external pipeline crawlers can carry a range of inspection tools that can determine the health status of the pipeline. Different models of pipeline crawlers may scan the pipeline via axial measurements (thus requiring multiple passes) or circumferential measurements. However, while pigs may be propelled through the pipeline through a strong hydraulic pressure differential within the pipeline, crawlers will need alternative methods (e.g. motors, tugging by ROV or diver) of travel along the pipe, including risers (Figure 28). External crawlers have the added challenge of sometimes needing to inspect through a thick layer of concrete coating in addition to the thin protective coating of subsea pipelines. Depending on the state of the pipeline and the specific flow assurance problem to be corrected, expensive pipeline modifications may be required (e.g. removal of marine growth and removal of concrete coating). A number of service companies, such as Innospection, Oceaneering, and the Subea Integrity Group have Ho et al. 629 Figure 27. (Left) Single pig segment containing caliper instrumentation.183 (Right) Intelligent pig with MFL sensors.34 developed crawlers suited for a wide range of situations regarding unpiggable or unknown pipelines.185 Robotic vehicles Similar to most industries, when a task becomes too expensive or too dangerous for a human to accomplish, robotic substitutes are used instead. The subsea environment is especially inaccessible to humans even with proper tools and thus a variety of unmanned robotic vehicles have been developed for the inspection and maintenance of subsea pipelines.188 ROVs. The remotely operated underwater vehicle (ROV) is a versatile, manually controlled robot used in the offshore industry for subsea environments.189–192 Typically, the ROV consists of a top block made of buoyant materials such as syntactic foam, which is attached to a lower aluminum chassis that houses various controls and propulsion systems. The ROV can be equipped with a number of tools, such as video cameras, chemical samplers, and lighting systems, to carry out a wide range of tasks. ROVs have been used in subsea pipeline maintenance,193 rescue operations,194 and scientific oceanic exploration.195 ROVs are tethered for power and controls and thus may be launched from a manned submersible or from the topside (Figure 29) depending on the desired depth. Sea currents and other weather disturbances may cause tugging on the tether and make ROV positioning difficult. Typically, ROVs are rated for 4000 m of salt water (msw). For pipeline inspection, ROVs are often equipped with a range of sensors described in the other sections of this review (e.g. acoustic, temperature, and radiographic) for leakage detection and side scan sonars for more global inspection of pipelines. Furthermore, unlike inline inspection with pigging, ROVs are not limited by pipeline geometry. AUVs. A more recent advancement upon the ROV for pipeline inspection is the automated underwater vehicle (AUV). As opposed to the manually controlled ROV, the AUV can operate independently without human intervention. While a majority of AUVs are used for mapping and searching tasks (e.g. bathymetric AUVs), inspection-class AUVs, which have additional components that enable hovering over a structure, are used more primarily in the offshore oil and gas industry for subsea structure inspection. AUVs do not require tethering to a nearby vessel, and therefore the costs of traditional subsea pipeline inspection which require additional vessels and man hours (e.g. through ROVs) can be significantly driven down. Since there are no human operators, the challenge in the development of AUVs is developing robust algorithms that allow the vehicle to identify and track pipelines while at the same time catching anomalies that may point to damage.197 The AUV must be able to recognize the presence of damage, such as leakage, and provide an estimation of the AUV location where the damage was detected.198 Advancement in AUV inspection capabilities has allowed AUVs to begin taking over tasks normally reserved for divers or ROVs, such as pipeline corrosion inspection.199 Some examples of commercially available AUVs for subsea inspection include the Subsea 7 Autonomous Inspection Vehicle (AIV),200 the Lockheed Martin Marlin AUV,201 the Kongsberg and Hydroid AUVs (e.g. Hugin, Munin and Reemus models),202 among many others. Development of AUVs is still ongoing, with research efforts trying to leverage the fact that AUVs do not require a human operator. While still in the laboratory phase, some researchers are developing AUVs (i.e. FlatFish AUV; Figure 30203) for long-term subsea operation, or, in other words, subsea residency. Such long-term AUVs will reside in a dedicated docking station and will be available 24/7 for inspection tasks. The docking station will allow the recharging of the AUV while at the same time download data acquired by the AUV. Without direct human control as in the case of ROVs, an AI will be needed to guide the AUV on most tasks, such as navigation. As the subsea environment can be unpredictable, accommodating the AI for all scenarios can be a daunting task. Thus, there is still ongoing research in improving the automatic operation of AUVs in subsea conditions, and better poise them for mission success in the face of uncertainty.204 The introduction of AUVs has also allowed the entry of new inspection and monitoring methods. Through improvements to the AUV AI, the AUV can be used to 630 Structural Health Monitoring 19(2) Figure 28. Example of subsea pipeline crawlers. (Left) Innospection MEC Pipe Crawler on a 13-in riser.186 (Center and Right) Innospection MEC Combi Crawler before and during deployment.187 An ultrasonic probe is carried on the crawler. These particular examples show crawlers that are self-driven and are tethered to a power source. Courtesy of Innospection. advance underwater acoustic networks.205 If subsea sensor nodes that constantly monitor pipeline conditions can transmit data acoustically to AUVs, then the AUV will be a key part in the formation of a robust cyber-physical system that help unify sensor data from multiple subsea sensors. FOS One of the most promising set of sensor technologies for both onshore and offshore pipeline monitoring are FOS. FOS at the most basic level are strands of silica glass (although plastic-based FOS are emerging206) that carry light through total internal reflection. The fiber optic cables used for FOS were first intended for communications, and the benefits of low attenuation over long distance and immunity to electromagnetic interference were inherited for the benefit of sensing applications. For communications, each property of light, such as intensity, wavelength, phase, and polarity, can be used to encode information. In the case of FOS, one or more of such properties are modulated by the environment and the change in the properties are used to obtain information about the environment. The flexibility in which FOS can utilize the properties of light has led to the development of many different types of sensors, many of which are beyond the scope of this review. For the purposes of subsea pipeline monitoring, current FOS can be broadly classified as point (i.e. quasi-distributed) or distributed sensors (i.e. distributed). As the name implies, quasi-distributed sensors measure only at a single point typically with high resolution, high accuracy, and high precision. Distributed FOS, on the other hand, utilize the entire fiber optic cable as a continuous series of sensors. Compared to quasi-distributed sensors, distributed FOS can more easily cover a broad range of area at the cost of resolution, precision, and affordability. Among quasi-distributed FOS for subsea pipeline monitoring, fiber Bragg grating (FBG) sensors are possibly the most prominent and well known. FBGs are wavelength modulated FOS composed of partially reflective gratings inscribed into the core of the fiber optic cable (Figure 31). The gratings are composed of a series of periodic sections of glass that have a different refractive index compared to the core and can be inscribed using laser interference patterns of phase masks. The gratings reflect a portion of the light with the wavelength matching the period of the grating (i.e. central wavelength), and the period is linearly affected by strain, temperature, and pressure.207 Leveraging their linear strain sensitivity, FBGs have been investigated for detection of mechanical changes to the pipeline state such as bending, impact, fatigue, and in cases of subsea pipelines and risers, VIV.208–211 With increasing recognition of the advantages of FBG sensors, researchers have begun to develop methods of encapsulation for deployment in harsh subsea environments. Figure 32 shows a design of a polyurethane clamp that allows FBGs to be retrofitted onto existing subsea pipelines. The clamp is coupled to the pipeline surface through a layer of marine epoxy. With the FBGs mounted on metallic strips embedded into the interior surface of the clamp and in contact with the pipe, rigid strain transfer can be made possible.214,215 Through mechanical changes in the pipeline, certain conditions that may affect flow assurance may be inferred non-intrusively. In subsea pipelines, deposit build up (e.g. hydrates, paraffin, and asphaltene) and slugging can pose as significant flow assurance risk due to the high difficulty of correcting any problems submerged deep in the ocean. Furthermore, when a problem becomes too severe, the pipeline will be taken out of operation and thus can incur staggering economic costs as long as the pipeline is not operational. However, with real-time monitoring made possible by FOS, less invasive remedial actions can be taken before pipeline replacements are needed. So far, measurement of strain distribution and evolution over time, along with measurement of heat flux have allowed Ho et al. 631 Figure 29. (Left) Diagram of an ROV deployment process; multiple components are required onboard the vessel in order to operate an ROV.196 (Right) Depiction of ROV inspection of subsea pipeline using sonar. Figure 30. The FlatFish AUV for long-term subsea operation FlatFish AUV.203 researchers to detect gas hydrates, paraffin deposition, and slug formation.216 Combined with models of pipeline behavior, flow assurance problems may be predicted with higher accuracy. Since the hoop strain of a pipeline is directly proportional to its internal pressure, FBGs have been used to detect and localize leakage based on the NPW. As with conventional NPW-based leakage detection methods, FBGs can measure the time of arrival of the NPW in order to estimate the location of the leakage. However, one of the drawbacks of traditional NPW techniques is insensitivity to low flow rate leakages due to the attenuation of the wave prior to reaching the sensor location. To overcome this obstacle, FBGs can be easily installed in periodic distances along the pipeline and capture the hoop strain loss profile due to the NPW before the NPW attenuates below sensor detection thresholds217 (Figure 33, top). Through the use of strain amplifying enclosures, the inherent high sensitivity of FBGs can be enhanced to measure low strain changes that may be caused by leakages218 (Figure 33, bottom). With further assistance from support vector machine (SVM) classifiers, this FBG-based leakage method can be further refined to better distinguish between random noise and real leakage events.219 Another advantage of FBG is its versatility in targeting different measurands simply through the design of the FBG enclosure. An example is a FBG chemical leakage detector that functions by incorporating a hydrocarbon-sensitive polymer into the sensor packaging. Once the polymer comes in contact with certain hydrocarbons, the polymer will swell and strain the FBG, thus indicating the presence of a leak.220 Long period gratings (LPGs) are a subtype 632 Structural Health Monitoring 19(2) Figure 31. Diagram of fiber Bragg grating operation. Broadband light is injected into the fiber and travels to the gratings where a narrow band of light centered around the central wavelength is reflected. The shift of the Bragg wavelength is linearly and directly related to the strain (è), temperature (T), or pressure (P). of FBG and have shown ability to measure presence of hydrocarbons through direct exposure of chemicals to the gratings.221 In a recent study, a cobalt-doped FBG fiber treated with laser heating indicated that the bare FBG is sensitive to different types of gases.222 In addition to FBGs, intrinsic, fiber-based interferometric sensors have also been reported for pipeline monitoring. An advantage that interferometers possess over FBGs is the inherent potential to reach higher sampling frequencies due to the lack of need for a spectral filter required for FBGs to calibrate between the reflected wavelength and the sensor signal. Thus, the higher sampling frequency allows interferometric sensors to measure acoustic signals such as those discussed previously for piezoelectric sensors. As such, MachZehnder-based and Sagnac-based fiber interferometers have been reported for leakage detection through the measurement of acoustic signals and processing of the measurements through wavelet analysis.223 On the other hand, unlike FBGs, fiber-based interferometers cannot be multiplexed and may require more strategic placement of sensors on the pipeline. Extrinsic fiberbased sensors for SHM has also been reported. The laser beam delivered by the fiber under the right circumstances can generate ultrasonic waves in the structure, and the propagated waves,224 also sensed by fiber optics, can be used to determine damage. Such a monitoring technique has been demonstrated on pipelines,225 including for those found in nuclear power plants,226 and with modification may have potential for subsea pipeline usage. While fiber optic point sensors offer unique advantages, such as high resolution, sensitivity and versatility, distributed FOS have enjoyed at least the same amount of prominence in fiber optic-based applications in pipeline monitoring. Distributed FOS are so-called fully distributed because the entire fiber length is sensitive to changes, and in effect is almost equivalent to having thousands of point sensors in one line. Distributed FOS utilize optical time domain reflectometry (OTDR) to measure the backscattered light all along the fiber (Figure 34). Distributed fiber optic sensing currently relies on three types of light backscattering: Brillouin, Raman, and Rayleigh, each of which are useful for detecting strain and temperature. More specifically, Brillouin optical time domain reflectometry (BOTDR) is used for strain measurements from Brillouin backscattering, and Raman optical time domain reflectometry (ROTDR) is used for temperature measurements from Raman backscattering. In either case, light is injected at one end of the fiber and the interrogator waits for and accumulates the backscatter signals from the fiber, which often takes time due to the low intensity of the backscatter. However, with the use of a Brillouin optical time domain analyzer (BOTDA), in which additional light is injected at the other end for additional stimulation, the sampling rate can be greatly increased. Most applications will benefit from BOTDA as long as both ends of the fiber can be connected to the interrogator. Certain interrogators carry both BOTDR and BOTDA, and thus if one end of the fiber is damaged, the interrogator can switch from BOTDA to BOTDR without a complete compromise of the sensing fiber.227 The strain measurements obtained from distributed sensing (i.e. distributed strain sensing (DSS)) has been used to gather high volumes of data about subsea pipeline health. In a recent report, through the installation of Ho et al. 633 Figure 32. (Left) Design of subsea pipeline clamp containing FBG sensors.212 (Right) Photo of FBG clamp installed on a subsea pipeline.213 Figure 33. (Top) Potential arrangement of FBG sensors (represented by Si and Li) to measure hoop strain è on a pipeline. The distribution of strain can help locate leakage points if the upstream and downstream sensors fail to detect the initial NPW.217 (Bottom) Encapsulation to enhance and protect FBG sensors for leakage detection.218 three fibers distributed equally around the circumference of the pipeline, buckling and upheaval, along with the effects of the hydrostatic pressure from the water column onto the pipe shape, can be detected and estimated.228 Pipeline corrosion and leakage can also be monitored using DSS229. On the other hand, distributed fiber sensors dedicated to distributed temperature sensing (DTS) have been used to detect thermal 634 Structural Health Monitoring 19(2) Figure 34. Spectra for Rayleigh, Brillouin, and Raman backscatter. The intensity of Raman backscatter is sensitive to temperature, while the wavelength of Brillouin backscatter is sensitive to strain. The intensity of Rayleigh backscatter is sensitive to both temperature and strain. Figure 35. Example of distributed temperature sensing to detect free spanning and scouring in buried subsea pipelines. (Left) Experimental setup with a thermal cable aligned with a fiber optic cable along a submerged, buried pipeline.234 (Center) Pipeline before and after burial, with center portion exposed to simulate free spanning.235 (Right) Temperature profile over time as thermal cable generates heat. The buried lengths heat up faster than the exposed length, thus indicating locations where free spanning or scouring has occurred.235 anomalies associated with rapidly escaping gases during leakage, as briefly mentioned in a previous section.230,231 DTS has also been used to detect scouring of pipelines by measuring the rate of heat injection into an adjacent thermal wire. Parts exposed to water will heat up much slower and thus indicate exposure of the pipeline and potential free spanning232,233 (Figure 35). The heating data has also been used to train a variety of machine learning algorithms to automatically identify anomalous temperature profiles.232–234 Distributed sensing, especially DTS, is a proven solution to onshore and offshore pipeline monitoring and is now offered by most major oil and gas service and technology companies, such as Schlumberger, Baker Hughes, and Halliburton.236–238 Other types of distributed FOS include recent development that incorporates quantum dots that functionalize selected parts of the fiber cable to be sensitive to temperature.239 Certain systems have integrated modules that allow measurement of both strain and temperature (distributed strain and temperature sensor (DSTS or DTSS)). Compared to Brillouin and Raman scattering, Rayleigh scattering has higher intensity and can be measured much faster than the other two types of backscatter. Thus, Rayleigh backscattering can be measured at high sampling frequencies (.100 kHz) and can be used to measure vibrations and acoustic events. In distributed acoustic sensing (DAS), the entire fiber can be used as a continuous array of acoustic sensors. The ability to measure acoustics along the length of a pipeline (currently able to extend up to 80 + km, albeit at lower sampling frequencies and spatial resolution240) allows the operator to rapidly detect leakage, third party intrusions, and other types of disturbances (e.g. pedestrians, vehicles, and land motion). Thus, for onshore pipelines, DAS is emerging as a top tool for pipeline security purposes. The flow regime and the passage of inline inspection tools inside the pipeline can Ho et al. 635 Figure 36. DAS combined with DTS to detect the acoustic and temperature signatures of oil plumes due to seepage whether through natural processes or potentially from a pipeline.242 also be determined based on the acoustic signature.240,241 Combination with other sensing modalities allow a synergistic evaluation of the pipeline conditions. For example, DAS and DTS data fusion has allowed the detection of oil plumes that may originate naturally from reservoirs or from pipeline leakages242 (Figure 36). On the other hand, according to the lack of reports in the literature, the application of DAS for direct subsea pipeline monitoring has not yet reached a mature, commercial stage. Alternatively, due to the ability of DAS to capture acoustic signals over a large area, DAS may be suitable for subsea communications in which fiber optic cables can form passive acoustic sensors that can listen to acoustic signals generated by sensors along a subsea pipeline. Synergy of sensor technologies The subsea environment is a highly complex environment with ever changing conditions. Combined with the inherent maintenance requirements of man-made pipelines, the task of pipeline inspection and monitoring can be a very daunting task requiring the wise use of multiple tools, often at the same time, in order to achieve the optimal result. Each sensing technology mentioned previously have their own advantages and disadvantages, and each can be suitable for specific situations (Table 2). Conclusion As revealed by the literature review, there is a vast ecosystem of inspection and monitoring technologies that are already available due to the critical importance of rapidly detecting and correcting pipeline damage before loss of life and property can occur due to pipeline failure. Some of the most commonly used inspection methods include MFL, eddy current, ultrasound, and radiography, all of which were introduced decades ago and have now reached maturation. Incidentally, there is a general resistance in the oil and gas industry to testing and early adoption of new technologies despite the development of radically new and promising inspection and monitoring methods (e.g. DAS). Such resistance may be attributed to several factors, including the fear of being the first user to experience a failure in using the new technology, inadequate history of the sensor in practical use, and the extra work that may be needed to ensure compliance of the new technology to strict regulations. Cost is also a major factor in the adoption of new and unproven technologies in the oil and gas industry. While numerous new inspection and monitoring technologies are continuously developed and demonstrated in laboratory settings, the process of adapting or using the technologies for harsh environments (e.g. subsea) is often not cost-effective and can deter adaption of the technologies into the industry. Adoption of new technologies can disrupt operations and thus incur opportunity costs from stoppage of production and the resulting loss of revenue. On the other hand, the demonstrated success and cost effectiveness of the sensors other fields (e.g. FOS in aerospace and civil SHM) may encourage more users to adopt the new inspection/monitoring methods. Increased awareness and understanding of new technology on the part of governmental regulatory agencies will also foster further cooperation between the government and industry in promoting the use of newer and better sensing systems. Can inspect both internal and external defects; can be used for most types of materials associated with subsea pipelines; no need for direct access to pipe; minimal preparation of pipeline; can clearly distinguish different layers of pipeline layers. Can provide global information about pipeline (e.g. shape, location); can detect scouring and free spanning; may be able to predict potential future threats from pipeline movement or from changes in environment; inexpensive for certain applications; may be able to discern different materials based on backscatter. Highly accurate; capable of low loss over long distances; small and non-intrusive; sensors are inexpensive; immune to electromagnetic interference; highly flexible functionality depending on packaging and sensing principle; can possibly detect the widest range of defects types depending on sensor design; thousands of sensing points can be integrated into a single cable. Very fragile; interrogation systems are expensive; requires permanent installation; in certain cases, requires installation prior/concurrent to pipeline deployment; significant signal processing may be required; depending on sensing principle and requirements, close contact with pipeline is needed; damage at one point of the fiber will disable the rest of the sensor line (with exception to BOTDA, which can be switched to BOTDR if one end of the line is damaged). Not useful for local defect monitoring; side scan sonar will have a relatively large blind spot; use of a ship may be required; high computational power needed for sophisticated sonar scanning. Can only determine instantaneous assessment of damage and cannot provide information on previously accrued damage (prior to installation); array of transducers needed for certain advanced functions such as leakage localization; arrayed deployment still under research for subsea application; susceptible to unrelated environmental noise. Hazardous to nearby humans and fauna; slower than other methods; highly dependent on user experience; requires two sides of access; defects aligned along radiation beam may not be detected. Range can be limited by bends and discontinuities (e.g. flanges, valves) in the pipeline; viscoelastic coatings (e.g. bitumen) can attenuate guided waves; ambient noise causing vibrations in the pipe can increase noise in signal; certain propagation modes are undesirable and increase level of coherent noise. Requires couplant; surface cleaning may be required; highly dependent on user experience; physical material properties (e.g. large grain size) may affect wave attenuation; difficult to use on rough, irregular surfaces; defects aligned along ultrasonic beam may not be detected. Mainly sensitive to surface and near-surface defects; highly vulnerable to magnetic permeability in pipeline material; operator experience and some data processing required; sensitive to lift-off. Requires steady contact with pipeline, sometimes requiring welding to fix the electrodes; may be tedious to set up depending on situation; requires direct contact with metal of pipeline; dependent on operator experience. Sensitive to movement speed (e.g. on pig); pipewall requires complete saturation; more sensitive to near-surface defects; typically not suited for detecting axially oriented defects; impurities in pipewall material may cause false negatives, dependent on operator experience; data can be mostly ‘‘qualitative.’’ Disadvantages MEC: movement-induced eddy current; PEC: pulsed eddy current; BOTDA: Brillouin optical time domain analyzer; BOTDR: Brillouin optical time domain reflectometry. Fiber optics Sonar Radiography Acoustic emission/ hydrophone Ultrasonicguided wave testing Ultrasound pulse-echo Highly sensitive to surface defects; with proper set up (e.g. with MEC), can detect through multiple layers; non-contact; no surface preparation needed; no need for removal of most coatings or pipeline protection; with PEC, useful for determining wall thickness; highly mature technology. Can inspect both internal and external defects; high resolution and accuracy—can provide detailed information about defect volume and shape; superior penetration and overall flaw detection ability compared to most other techniques; suitable for wall thickness measurements; can be used for detailed, non-radioactive imaging of pipewall; highly mature technology. Can inspect a long section of pipeline for wall thinning and certain sizes of defects; can be useful for inspection of the interface between pipe and coating; can be used to inspect inaccessible areas of the pipeline; in passive sensing schemes, guided waves generated by external forces can be used for tasks such as impact monitoring; multiple selection of modes available for different types of defects or inspection tasks. Sensitive to acoustics generated by certain pipeline conditions (e.g. leakage, impacts); with an array, can be used to locate leakage and impact; integration with active sonar allows detection of wider range of events (e.g. leakage at long distance). High sensitivity; minimal data processing needed, able to detect both internal and external defects, including many types of corrosion; minimally affected by environmental factors; highly mature technology; not affected by non-ferrous coatings; non-contact; no need for removal of most coatings or pipeline protection. Intuitive data, requiring minimal data processing; non-intrusive to pipeline internals; able to detect wide range of corrosion and other defects; simple installation for certain configurations; can be set up for online monitoring (requires permanent installation and cover from water). Magnetic flux leakage Electrical/field signature mapping/ potential drop mapping Eddy current Advantages Technology Table 2. Some of the advantages and disadvantages of the major sensing technologies discussed in this review. 636 Structural Health Monitoring 19(2) Ho et al. With respect to the advancement of inspection and monitoring technologies for subsea pipelines, there is a desire to detect pipeline anomalies with maximum detail and low cost. Common inspection tools such as MFL, eddy current, and ultrasound, while mature, are still receiving incremental improvements in measurement range, accuracy, speed, and portability. In order to reduce costs and improve usability, increasing amounts of automation are being developed. The use of ROVs, AUVs, pipe crawlers, and intelligent pigs allow safe inspection of hard to reach places and often provide higher accuracy reports of pipe health status compared to human divers. The upfront costs of using robotics for inspection is small compared to the potential costs of affecting a costly repair and cleanup of a failed pipeline that may have been otherwise missed by a human inspector. On the other hand, monitoring systems that are permanently installed along the pipeline can gather continuous data. Monitoring systems, which may not always have the detail and resolution provided by inspection technologies, can be more effective than periodic inspection with respect to providing a constant surveillance for potential damage. Fiber optic sensors in particular are receiving greater and greater attention in the industry for use across a wide variety of applications, including subsea pipelines. Fiber optic sensing can be used rapidly and accurately to detect a broad range of pipeline conditions. However, the need to permanently and safely install long lengths of fiber optics presents a different set of challenges compared to inspection. In some cases, the challenge may outweigh the benefits. Furthermore, the current high cost of the fiber optic interrogators may limit usage to key pipelines or critical portions of pipelines only. A similar development present in the advancement of all sensing technologies is the increasing amounts of data produced by the sensors. For example, an intelligent pig carrying multiple modules of inspection tools or a distributed fiber optic line can produce extreme amounts of data that require special processing methods in order to extract key information. Thus, another emerging topic not covered in this review is Big Data and the associated algorithms, including machine learning, used to make sense of all the great volumes of information generated by sensors. The methods used to contend with the big data for subsea pipelines covers a vast breadth of topics and warrants a separate, dedicated review. With continuous, parallel advancements in sensor designs and data processing methods, we are witnessing an ongoing and far reaching wave of innovation in SHM technology that will transform the subsea pipeline industry and beyond. 637 Declaration of conflicting interests The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article. Funding The author(s) received no financial support for the research, authorship, and/or publication of this article. ORCID iD Michael Ho https://orcid.org/0000-0003-4097-9906 References 1. U.S. Energy Information Administration. Monthly energy review. Report, U.S. Energy Information Administration, Washington, DC, April 2017. 2. BP statistical review of world energy. Report, June 2017, https://www.bp.com/content/dam/bp-country/de_ch/ PDF/bp-statistical-review-of-world-energy-2017-fullreport.pdf 3. U.S. Energy Information Administration. International energy outlook 2017, https://www.eia.gov/outlooks/ieo/ pdf/0484(2017).pdf 4. Kaiser MJ. The global offshore pipeline construction service market 2017–part I. Ships Offshore Struct 2018; 13(1): 65–95. 5. Lohr C and Pena M. Stones development: a pioneering management philosophy for enhancing project performance and safety. In: Offshore technology conference, Houston, TX, 1–4 May 2017. 6. Cornot-Gandolphe S, Appert O, Dickel R, et al. The challenges of further cost reductions for new supply options (pipeline, LNG, GTL). In: 22nd world gas conference, Tokyo, Japan, 1–5 June 2003, vol. 5, pp. 1–17. Paris: CEDIGAZ. 7. Det Norske Veritas DNV. Recommended failure rates for pipelines. Energy report, Det Norske Veritas DNV, Oslo, January 2010. 8. Anderson CM, Mayes M and LaBelle R. Update of occurrence rates for offshore oil spills. OCS Report BOEM 2012-069. Herndon, VA: Department of Interior Bureau of Ocean Energy Management and Department of Interior Bureau of Safety and Environmental Enforcement. 9. Bureau of Safety and Environmental Enforcement. Spill summaries OCS spills ˜ 50 Barrels CY1964-2013, https:// www.bsee.gov/stats-facts/offshore-incident-statistics/ spills-archive (2013, accessed 23 February 2018). 10. Edelstein K. Latest oil and gas incidents in the Gulf of Mexico, https://www.fractracker.org/2014;/11/latest-inci dent-gulf-of-mexico/ (2014, accessed 23 February 2018). 11. Bureau of Safety and Environmental Enforcement. QCFIT evaluation of connector and bolt failures summary of findings, https://www.bsee.gov/sites/bsee.gov/files/gebolt-report-final-aug2014.pdf (2017, accessed 23 February 2018). 638 12. Cronus Technology Incorporated. Chevron deepwater pipeline repair system, http://www.cronustec.com/proj ects/deep/Deepwater%20Pipeline%20Repair%20System/ details.php (2006, accessed 23 February 2018). 13. DWRupe. http://dwrupe.org/ (2016, accessed 23 February 2018). 14. Worden K, Farrar CR, Manson G, et al. The fundamental axioms of structural health monitoring. Proc R Soc Lon A Math Phy 2007; 463(2082): 1639–1664. 15. Bai Q and Bai Y. Subsea pipeline design, analysis, and installation. Waltham, MA: Gulf Professional Publishing, 2014. 16. Bai Y and Bai Q (eds). Subsea pipelines and risers. Kidlington: Elsevier, 2005. 17. Dean ETR. Offshore geotechnical engineering: principles and practice. Reston, VA: Thomas Telford, 2010. 18. Gerwick BC Jr. Construction of marine and offshore structures. Boca Raton, FL: CRC Press, 2007. 19. Sumner GR. Offshore pipeline insulated with a cementitious coating. Patent 5,476,343, USA, 1995. 20. Karuks E and Rohn M. Mechanical protection coating for coated metal substrate. Patent 4,395,159, USA, 1983. 21. Bass RM, Newberry BL and Langner CG. Annulus for electrically heated pipe-in-pipe subsea pipeline. Patent 6,814,146, USA, 2004. 22. Mungall JC, Joshi KG and Lamison CW. Concentrated buoyancy subsea pipeline apparatus and method. Patent 7,025,533, USA, 2006. 23. Taylor N and Tran V. Experimental and theoretical studies in subsea pipeline buckling. Marine Struct 1996; 9(2): 211–257. 24. Liu R, Xiong H, Wu X, et al. Numerical studies on global buckling of subsea pipelines. Ocean Eng 2014; 78: 62–72. 25. Bruton DA, Bolton M, Carr M, et al. Pipe—soil interaction with flowlines during lateral buckling and pipeline walking —the SAFEBUCK JIP. In: Offshore technology conference, Houston, TX, 5–8 May 2008. 26. Bruton DA, Carr M, Sinclair F, et al. Lessons learned from observing walking of pipelines with lateral buckles, including new driving mechanisms and updated analysis models. In: Offshore technology conference, Houston, TX, 3–6 May 2010. 27. Kawsar MR, Youssef SA, Faisal M, et al. Assessment of dropped object risk on corroded subsea pipeline. Ocean Eng 2015; 106: 329–340. 28. De Groot SJ. The impact of laying and maintenance of offshore pipelines on the marine environment and the North Sea fisheries. Ocean Manage 1982; 8(1): 1–27. 29. Choi HS. Free spanning analysis of offshore pipelines. Ocean Eng 2001; 128(10): 1325–1338. 30. Jiang J, Zhang P, Patil D, et al. Experimental studies on the effectiveness and robustness of a pounding tuned mass damper for vibration suppression of a submerged cylindrical pipe. Struct Contr Health Monit 2017; 24(12): e2027. 31. dos Reis EV, Sphaier LA, Nunes LC, et al. Dynamic response of free span pipelines via linear and nonlinear stability analyses. Ocean Eng 2018; 163: 533–543. Structural Health Monitoring 19(2) 32. Baker M Jr. Mechanical damage—final report. Report no. DTRS56-02-D-0070036, 2009, https://www.phmsa.dot. gov/sites/phmsa.dot.gov/files/docs/technical-resources/ pipeline/gas-distribution-integrity-management/65991/ mechanicaldamagefinalreport.pdf 33. Davis P and Brockhurst J. Subsea pipeline infrastructure monitoring: a framework for technology review and selection. Ocean Eng 2015; 104: 540–548. 34. Shi Y, Zhang C, Li R, et al. Theory and application of magnetic flux leakage pipeline detection. Sensors 2015; 15(12): 31036–31055. 35. Sun Y and Kang Y. Magnetic mechanisms of magnetic flux leakage nondestructive testing. Appl Phys Lett 2013; 103(18): 184104. 36. Shcherbinin VE and Zatsepin NN. Calculation of the magnetostatic field of surface defects. I. Field topography of defect models. Defectoscopy 1966; 5: 385–393. 37. Novikova I and Miroshin N. Investigation of the fields of artificial open flaws in a uniform constant magnetic field. Defektoskopiya 1973; 4: 95. 38. Burtsev G and Fedorishcheva E. Simple approximation for the magnetostatic fields of surface defects and inhomogeneities. Defektoskopiya 1974; 2: 111. 39. Minkov D, Takeda Y, Shoji T, et al. Estimating the sizes of surface cracks based on Hall element measurements of the leakage magnetic field and a dipole model of a crack. Appl Phys A 2002; 74(2): 169–176. 40. Mandache C and Clapham L. A model for magnetic flux leakage signal predictions. J Phys D: Appl Phys 2003; 36(20): 2427. 41. Zhang Y, Sekine K and Watanabe S. Magnetic leakage field due to sub-surfacedefects in ferromagnetic specimens. NDT & E Int 1995; 28(2): 67–71. 42. Zhang Y, Ye Z and Wang C. A fast method for rectangular crack sizes reconstruction in magnetic flux leakage testing. NDT & E Int 2009; 42(5): 369–375. 43. Dutta SM, Ghorbel FH and Stanley RK. Dipole modeling of magnetic flux leakage. IEEE Trans Magnet 2009; 45(4): 1959–1965. 44. Ege Y and Coramik M. A new measurement system using magnetic flux leakage method in pipeline inspection. Measurement 2018; 123: 163–174. 45. Liu B, Cao Y, Zhang H, et al. Weak magnetic flux leakage: a possible method for studying pipeline defects located either inside or outside the structures. NDT & E Int 2015; 74: 81–86. 46. Hwang JH and Lord W. Finite element modeling of magnetic field/defect interactions. J Test Eva 1975; 3(1): 21–25. 47. Li XB, Li X, Chen L, et al. Numerical simulation and experiments of magnetic flux leakage inspection in pipeline steel. J Mech Sci Tech 2009; 23(1): 109–113. 48. Gupta A and Chandrasekaran K. Finite element modeling of magnetic flux leakage from metal loss defects in steel pipeline. J Fail Anal Prevent 2016; 16(2): 316–323. 49. Kim HM and Park GS. A study on the estimation of the shapes of axially oriented cracks in CMFL type NDT system. IEEE Trans Magnet 2014; 50(2): 109–112. Ho et al. 50. Zhang L, Belblidia F, Cameron I, et al. Influence of specimen velocity on the leakage signal in magnetic flux leakage type nondestructive testing. J Nondestruct Eval 2015; 34(2): 6. 51. Shannon RW and Jackson L. Flux leakage testing applied to operational pipelines. Mater Eval 1988; 46(12): 1516–1524. 52. Han W, Xu J, Zhou M, et al. Cuckoo search and particle filter-based inversing approach to estimating defects via magnetic flux leakage signals. IEEE Trans Magnet 2016; 52(4): 6200511. 53. Liu J, Fu M, Wu Z, et al. An ELM-based classifier about MFL inspection of pipeline. In: Chinese Control and decision conference (CCDC), Yinchuan, China, 28 May, pp. 1952–1955. New York: IEEE. 54. Costain J, Pearson NR and Matthew A. Capability of modern tank floor scanning with Magnetic Flux Leakage. In: 19th world conference on non-destructive testing, Munich, 13–17 June 2016. 55. Miles D and Tisovec P. ILI of new rehabilitation system uses axial and spiral field mfl. Pipeline Gas J 2011; 238(10): 46–56. 56. Hicks MA and Pickard AC. A comparison of theoretical and experimental methods of calibrating the electrical potential drop technique for crack length determination. Int J Fract 1982; 20(2): 91–101. 57. Sposito G, Cawley P and Nagy PB. Potential drop mapping for the monitoring of corrosion or erosion. NDT & E Int 2010; 43(5): 394–402. 58. Gan F, Tian G, Wan Z, et al. Investigation of pitting corrosion monitoring using field signature method. Measurement 2016; 82: 46–54. 59. Bowler JR and Bowler N. Theory of four-point alternating current potential drop measurements on conductive plates. Proc R Soc Lon A Math Phy 2007; 463(2079): 817–836. 60. Strømmen RD, Horn H, Moldestad G, et al. FSM—nonintrusive monitoring of internal corrosion, erosion and cracking. Anti-Corros Method M 1995; 42(6): 3–6. 61. Johnsen R, Bjornsen BE, Morton D, et al. Weld root corrosion monitoring with a new electrical field signature mapping inspection tool. In: Corrosion-National Association of Corrosion Engineers annual conference, Orlando, FL, 26–31 March 2000. 62. Al-Daajani BF, Al-Anazi NM, El-Sherik AM, et al. Assessment of advanced corrosion monitoring technology for pipeline integrity. Saudi Aramco J Tech 2016; 2016: 41–46. 63. Barshinger JN, Pellegrino B and Nugent M. Permanently installed monitoring system for accurate wall thickness and corrosion rate measurement. In: NACE international corrosion conference proceedings, Vancouver, BC, Canada, 6–10 March 2016, p. 1. Houston, TX: NACE International. 64. Spitas V, Spitas C and Michelis P. A three-point electrical potential difference method for in situ monitoring of propagating mixed-mode cracks at high temperature. Measurement 2010; 43(7): 950–959. 639 65. Farrell DM, Robbins BJ, Stallings J, et al. Crack growth monitoring on industrial plant using established electrical resistance scanner technology. Insight Destruct Test Con Monit 2008; 50(12): 690–694. 66. Wan Z, Liao J, Tian GY, et al. Investigation of drag effect using the field signature method. Measure Sci Tech 2011; 22(8): 085708. 67. Gan F, Wan Z, Liao J, et al. High-accuracy evaluation of pitting corrosion in field signature method. Insight Destruct Test Con Monit 2014; 56(11): 613–616. 68. Gan F, Wan Z, Li Y, et al. Improved formula for localized corrosion using field signature method. Measurement 2015; 63: 137–142. 69. Fearon RE. Casing joint detector. Patent 2,897,438, USA, 1959. 70. Yang HC and Tai CC. Pulsed eddy-current measurement of a conducting coating on a magnetic metal plate. Measure Sci Tech 2002; 13(8): 1259. 71. Safizadeh MS and Hasanian M. Gas pipeline corrosion mapping using pulsed eddy current technique. Int J Adv Des Manuf Technol 2011; 5(1): 11. 72. Ramos HG, Rocha T, Pasadas D, et al. Velocity induced eddy currents technique to inspect cracks in moving conducting media. In: International instrumentation and measurement technology conference (I2MTC), Minneapolis, MN, 6–9 May 2013, pp. 931–934. New York: IEEE. 73. Tan Y, Wang X and Moreau R. An innovative contactless method for detecting defects in electrical conductors by measuring a change in electromagnetic torque. Measure Sci Technol 2015; 26(3): 035602. 74. Nestleroth JB and Davis RJ. Application of eddy currents induced by permanent magnets for pipeline inspection. NDT & E Int 2007; 40(1): 77–84. 75. Brauer H, Porzig K, Mengelkamp J, et al. Lorentz force eddy current testing: a novel NDE-technique. COMPEL 2014; 33(6): 1965–1977. 76. Schmidt R, Weise K, Carlstedt M, et al. Recent advancements in Lorentz force eddy current testing. 4 October 2016, https://www.ndt.net/article/wcndt2016/papers/ fr1f3.pdf 77. Asher SL, Boenisch A and Reber K. Development of a magnetic eddy current in-line inspection tool. In: 11th international pipeline conference, Calgary, AB, Canada, 26–30 September 2016, p. V001T03A063. New York: American Society of Mechanical Engineers. 78. Innospection. Magnetic eddy current MEC inspection technique, www.innospection.com (2017, accessed 9 April 2018). 79. Mihovski M, Chukachev P, Mirchev Y, et al. Application of ultrasonic methods for manufacture of pipelines and maintenance. In: 19th world conference on nondestructive testing 2016, https://www.ndt.net/article/ wcndt2016/papers/p131.pdf 80. Instanes G, Pedersen AO, Brath A, et al. Ultrasonic computerized tomography for continuous monitoring of corrosion and erosion damage in pipelines. In: CORROSION 2015, Dallas, TX, 15–19 March. 640 81. Barshinger JN and Feydo MH. Method and apparatus for inspecting and monitoring pipe. Patent 9,207,213, USA, 2015. 82. Lilley J. Development of an advanced subsea inspection capability, http://www.vsonomatic.com/ (2014, accessed 11 April 2018). 83. Cawley P, Lowe MJ, Alleyne DN, et al. Practical long range guided wave inspection-applications to pipes and rail. Mater Eval 2003; 61(1): 66–74. 84. Guo D. Pipe inspection by cylindrically guided waves. Master’s Thesis, The University of Arizona, Tucson, AZ, 2001. 85. Gazis DC. Three-dimensional investigation of the propagation of waves in hollow circular cylinders. I. Analytical foundation. J Acoust Soc Am 1959; 31(5): 568–573. 86. Silk MG and Bainton KF. The propagation in metal tubing of ultrasonic wave modes equivalent to Lamb waves. Ultrasonics 1979; 17(1): 11–19. 87. Demma A, Cawley P, Lowe M, et al. The reflection of guided waves from notches in pipes: a guide for interpreting corrosion measurements. NDT & E Int 2004; 37(3): 167–180. 88. Gresil M, Poohsai A and Chandarana N. Guided wave propagation and damage detection in composite pipes using piezoelectric sensors. Procedia Eng 2017; 188: 148–155. 89. Alleyne DN, Vogt T and Cawley P. The choice of torsional or longitudinal excitation in guided wave pipe inspection. Insight Destruct Test Con Monit 2009; 51(7): 373–377. 90. Alleyne DN, Lowe MJ and Cawley P. The reflection of guided waves from circumferential notches in pipes. J Appl Mech 1998; 65(3): 635–641. 91. Rose JL, Sun Z, Mudge PJ, et al. Guided wave flexural mode tuning and focusing for pipe testing. Mater Eval 2003; 61; 162–167. 92. Sun Z, Zhang L and Rose JL. Flexural torsional guided wave mechanics and focusing in pipe. J Press Ves Technol 2005; 127(4): 471–478. 93. Zhang X, Tang Z, Lv F, et al. Helical comb magnetostrictive patch transducers for inspecting spiral welded pipes using flexural guided waves. Ultrasonics 2017; 74: 1–10. 94. Tang L and Wu B. Excitation mechanism of flexuralguided wave modes F (1, 2) and F (1, 3) in pipes. J Nondestruct Eval 2017; 36(3): 59. 95. Guan R, Lu Y, Wang K, et al. Fatigue crack detection in pipes with multiple mode nonlinear guided waves. Struct Health Monit 2018; 18: 180–192. 96. Zhang X, Tang Z, Lv F, et al. Scattering of torsional flexural guided waves from circular holes and crack-like defects in hollow cylinders. NDT & E Int 2017; 89: 56–66. 97. Alleyne DN and Cawley P. The excitation of Lamb waves in pipes using dry-coupled piezoelectric transducers. J Nondestruct Eval 1996; 15(1): 11–20. 98. Alleyne DN, Cawley P, Lank AM, et al. The Lamb wave inspection of chemical plant pipework. In: Thompson DO and Chimenti DE (eds) Review of progress in quantitative nondestructive evaluation. Boston, MA: Springer, 1997, pp. 1269–1276. Structural Health Monitoring 19(2) 99. Motaheri J and Sadat S. Evaluating ultrasonic tomography (UT) methods used for the inspection of offshore pipelines. Master’s Thesis, University of Stavanger, Stavanger, 2016. 100. Guided Ultrasonics Ltd. Sub-sea GWT inspection, http://www.guided-ultrasonics.com/sub-sea-gwt/ (2018, accessed 3 November 2018). 101. Rose JL. Guided wave nuances for ultrasonic nondestructive evaluation. IEEE Trans Ultra Ferroelect Freq Contr 2000; 47(3): 575–583. 102. Evans M and Thomas K. Design of pipelines for Guided Wave testing (GWT). In: 11th European conference on non-destructive testing (ECNDT), Prague, 6–10 October 2014. 103. Valle C, Qu J and Jacobs LJ. Guided circumferential waves in layered cylinders. Int J Eng Sci 1999; 37(11): 1369–1387. 104. Barshinger JN and Rose JL. Guided wave propagation in an elastic hollow cylinder coated with a viscoelastic material. IEEE Trans Ultra Ferroelect Freq Contr 2004; 51(11): 1547–1556. 105. Jia H, Jing M and Joseph LR. Guided wave propagation in single and double layer hollow cylinders embedded in infinite media. Journal Acoust Soc Am 2011; 129(2): 691–700. 106. Kuo CW and Steve Suh C. On the dispersion and attenuation of guided waves in tubular section with multi-layered viscoelastic coating—part I: axial wave propagation. Int J Appl Mech 2017; 9(1): 1750001. 107. Kuo CW and Suh CS. Dispersion and attenuation of guided waves in tubular section with multi-layered viscoelastic coating—part II: circumferential wave propagation. Int J Appl Mech 2017; 9(2): 1750016. 108. Zeroug S. The Flexural (Lamb) mode that could: effective imaging through steel with an intricate wavephysics (Review of progress in quantitative nondestructive evaluation, QNDE), 2016, https://lib.dr.iastate.edu/cgi/ viewcontent.cgi?article=4867&context=qnde 109. Zeroug S, Bose S, Sinha B, et al. Sonic and ultrasonic measurement applications for cased oil wells. Insight Destruct Test Con Monit 2016; 58(8): 423–430. 110. Liu Y, D’Angelo RM, Choi G, et al. Understanding acoustic physics in oil and gas wellbores with the presence of ubiquitous geometric eccentricity. AIP Conf Proc 2018; 1949(1): 020018. 111. Zeroug S. Forward modeling for ultrasonic leaky Lambwave based imaging through a highly contrasting steel cylindrical layer. In: Ultrasonics symposium, Montreal, QC, Canada, 23–27 August 2004, vol. 1, pp. 672–675. New York: IEEE. 112. Bo Z, Jiangong Y, Lefebvre JE, et al. Guided wave propagation in functionally graded cylindrical structures with sector cross-sections. Math Mech Solids. Epub ahead of print 5 December 2017. DOI: 10.1177/ 1081286517742433. 113. Laguerre L, Grimault A and Deschamps M. Ultrasonic transient bounded-beam propagation in a solid cylinder waveguide embedded in a solid medium. J Acoust Soc Am 2007; 121(4): 1924–1934. Ho et al. 114. Liu Y, D’Angelo RM, Sinha BK, et al. Guided waves in fluid-elastic concentric and non-concentric cylindrical structures: theoretical and experimental investigations, https://lib.dr.iastate.edu/cgi/ viewcontent.cgi?article=4853&context=qnde 115. Fang Z and Tse PW. Axial magnetized patch for efficient transduction of longitudinal guided wave and defect identification in concrete-covered pipe risers. Struct Contr Health Monit 2018; 25(10): e2231. 116. Sanderson RM, Hutchins DA, Billson DR, et al. The investigation of guided wave propagation around a pipe bend using an analytical modeling approach. J Acoust Soc Am 2013; 133(3): 1404–1414. 117. Verma B, Mishra TK, Balasubramaniam K, et al. Interaction of low-frequency axisymmetric ultrasonic guided waves with bends in pipes of arbitrary bend angle and general bend radius. Ultrasonics 2014; 54(3): 801–808. 118. Zhang L, Luo W and Rose JL. Ultrasonic guided wave focusing beyond welds in a pipeline. AIP Conf Proc 2006; 820(1): 877–884. 119. Davies J and Cawley P. The application of synthetic focusing for imaging crack-like defects in pipelines using guided waves. IEEE Trans Ultra Ferroelectric Freq Contr 2009; 56(4): 759–771. 120. Rizzo P, Bartoli I, Marzani A, et al. Defect classification in pipes by neural networks using multiple guided ultrasonic wave features extracted after wavelet processing. J Press Ves Technol 2005; 127(3): 294–303. 121. Huthwaite P and Seher M. Robust helical path separation for thickness mapping of pipes by guided wave tomography. IEEE Trans Ultra Ferroelectric Freq Contr 2015; 62(5): 927–938. 122. Leonard KR and Hinders MK. Lamb wave tomography of pipe-like structures. Ultrasonics 2005; 43(7): 574–583. 123. Brath AJ, Simonetti F, Nagy PB, et al. Guided wave tomography of pipe bends. IEEE Trans Ultra Ferroelectric Freq Contr 2017; 64(5): 847–858. 124. Deng F, He C and Wu B. Time reversal method for pipe inspection with guided wave. AIP Conf Proc 2008; 975(1): 131–138. 125. Jin Y, Ying Y and Zhao D. Data communications using guided elastic waves by time reversal pulse position modulation: experimental study. Sensors 2013; 13(7): 8352–8376. 126. Jin Y, Zhao D and Ying Y. System and method for time reversal data communications on pipes using guided elastic waves. Patent 9,413,571, USA, 2016. 127. Mohamed N, Jawhar I, Al-Jaroodi J, et al. Sensor network architectures for monitoring underwater pipelines. Sensors 2011; 11(11): 10738–10764. 128. Ji Q, Ho M, Zheng R, et al. An exploratory study of stress wave communication in concrete structures. Smart Struct Syst 2015; 15(1): 135–150. 129. Siu S, Ji Q, Wu W, et al. Stress wave communication in concrete: I. Characterization of a smart aggregate based concrete channel. Smart Mater Struct 2014; 23(12): 125030. 130. Siu S, Qing J, Wang K, et al. Stress wave communication in concrete: II. Evaluation of low voltage concrete 641 131. 132. 133. 134. 135. 136. 137. 138. 139. 140. 141. 142. 143. 144. 145. stress wave communications utilizing spectrally efficient modulation schemes with PZT transducers. Smart Mater Struct 2014; 23(12): 125031. Sari A, Azimov U and Nguyen H. Dropped object assessment of subsea assets and pipeline protection system. In: Offshore technology conference Asia, Kuala Lumpur, Malaysia, 22–25 March 2016. Gazis DC. Three-dimensional investigation of the propagation of waves in hollow circular cylinders. II. Numerical results. J Acoust Soc Am 1959; 31(5): 573–578. Sedlak P, Hirose Y, Khan SA, et al. New automatic localization technique of acoustic emission signals in thin metal plates. Ultrasonics 2009; 49(2): 254–262. Allison PS, Chassaing CE and Lethcoe B. Acoustic impact detection and monitoring system. Patent 7,607,351, USA, 2009. Yan J, Tiberius CC, Janssen GJ, et al. Review of rangebased positioning algorithms. IEEE Aerospace Electron Syst Mag 2013; 28(8): 2–7. Zhu J, Ho SC, Patil D, et al. Underwater pipeline impact localization using piezoceramic transducers. Smart Mater Struct 2017; 26(10): 107002. Zhu J, Parvasi SM, Ho SC, et al. An innovative method for automatic determination of time of arrival for Lamb waves excited by impact events. Smart Mater Struct 2017; 26(5): 055013. Zhu J, Wang N, Ho SC, et al. Method for rapid impact localization for subsea structures. IEEE Sens J 2018; 18(9): 3554–3563. Wang F, Ho SC, Huo L, et al. A Novel fractal contactelectromechanical impedance model for quantitative monitoring of bolted joint looseness. IEEE Access 2018; 6: 40212–40220. Wang F, Huo L and Song G. A piezoelectric active sensing method for quantitative monitoring of bolt loosening using energy dissipation caused by tangential damping based on the fractal contact theory. Smart Mater Struct 2017; 27(1): 015023. Hong X, Song G, Ruan J, et al. Active monitoring of pipeline tapered thread connection based on time reversal using piezoceramic transducers. Smart Mater Struct 2016; 18(4): 643–662. Du G, Kong Q, Wu F, et al. An experimental feasibility study of pipeline corrosion pit detection using a piezoceramic time reversal mirror. Smart Mater Struct 2016; 25(3): 037002. Liang W, Zhang L, Xu Q, et al. Gas pipeline leakage detection based on acoustic technology. Eng Fail Anal 2013; 31: 1–7. Li S, Wen Y, Li P, et al. Leak location in gas pipelines using cross-time–frequency spectrum of leakage-induced acoustic vibrations. J Sound Vib 2014; 333(17): 3889–3903. Ozevin D and Harding J. Novel leak localization in pressurized pipeline networks using acoustic emission and geometric connectivity. Int J Press Ves Pip 2012; 92: 63–69. 642 146. Zhu J, Ren L, Ho SC, et al. Gas pipeline leakage detection based on PZT sensors. Smart Mater Struct 2017; 26(2): 025022. 147. Leighton TG and White PR. Quantification of undersea gas leaks from carbon capture and storage facilities, from pipelines and from methane seeps, by their acoustic emissions. Proc R Soc A 2012; 468(2138): 485–510. 148. Berges BJ, Leighton TG, White PR, et al. Acoustic detection of seabed gas leaks, with application to carbon capture and storage (CCS), and leak prevention for the oil and gas industry: preliminary assessment of use of active and passive acoustic inversion for the quantification of underwater gas releases. In: Proceedings of 11th European conference on underwater acoustics, Edinburgh, 2–6 July 2012. 149. Pierozzi N, Catena P, Rossin D, et al. Acoustic technology for large obstruction detection in pipelines. In: Offshore mediterranean conference and exhibition, Ravenna, 29–31 March 2017. 150. Wendelboe G, Barchard S, Maillard E, et al. High-resolution multibeam sonar for subsea leakage detection. Proc Meet Acoust 2012; 17(1): 070094. 151. L-3 Communications SeaBeam Instruments. Multibeam sonar theory of operation. Report, 2000, https:// www3.mbari.org/data/mbsystem/sonarfunction/ SeaBeamMultibeamTheoryOperation.pdf 152. Zhang W, Zhou T, Peng D, et al. Underwater pipeline leakage detection via multibeam sonar imagery. J Acoust Soc Am 2017; 141(5): 3917. 153. Williams SJ. Use of high resolution seismic reflection and side-scan sonar equipment for offshore surveys. No. CERC-CETA-82-5. Fort Belvoir, VA: Coastal Engineering Research Center, November 1982. 154. U.S. Geological Survey. WHSC sidescan sonar systems, https://woodshole.er.usgs.gov/operations/sfmapping/ sonar.htm (2018, accessed 14 April 2018). 155. NOAA Office of Coast Survey. Survey discovers exposed natural gas pipeline south of Mobile Bay, https://noaacoastsurvey.wordpress.com/2012;/07/19/sur vey-discovers-exposed-natural-gas-pipeline/ (2012, accessed 14 April 2018). 156. Fishers JW. Side scan sonar, http://www.jwfishers.com/ products/sss.html (2015, accessed 14 April 2018). 157. Terra Remote Sensing. Pipeline, http://www.terraremote. com/marine/pipeline-marine/ (2015, accessed 14 April 2018). 158. Burguera A and Oliver G. High-resolution underwater mapping using side-scan sonar. PLoS ONE 2016; 11(1): e0146396. 159. Ozog P, Troni G, Kaess M, et al. Building 3D mosaics from an autonomous underwater vehicle, Doppler velocity log, and 2D imaging sonar. In: IEEE international conference on robotics and automation (ICRA), Seattle, WA, 26–30 May 2015, pp. 1137–1143. New York: IEEE. 160. Palomeras N, Hurtós N, Carreras M, et al. Autonomous mapping of underwater 3-D structures: from view planning to execution. IEEE Robot Automat Lett 2018; 3(3): 1965–1971. Structural Health Monitoring 19(2) 161. Henderson TL and Lacker SG. Seafloor profiling by a wideband sonar: simulation, frequency-response optimization, and results of a brief sea test. IEEE J Ocean Eng 1989; 14(1): 94–107. 162. Capus C, Pailhas Y, Brown K, et al. Bio-inspired wideband sonar signals based on observations of the bottlenose dolphin (Tursiops truncatus). J Acoust Soc Am 2007; 121(1): 594–604. 163. Pailhas Y, Capus C and Brown K. Dolphin-inspired sonar system and its performance. IET Radar Sonar Navigat 2012; 6(8): 753–763. 164. Pailhas Y, Brown K, Valeyrie N, et al. Remote pipeline integrity assessment and flow assurance using WideBand Sonar technology. In: OCEANS 2015-Genova, Genova, 18–21 May 2015, pp. 1–4. New York: IEEE. 165. Wassink C, Hol M, Flikweert A, et al. Toward practical 3D radiography of pipeline girth welds. AIP Conf Proc 2015; 1650(1): 519–524. 166. Lyons GJ, Sood J and Ferguson H. In situ radiographic inspection for non-destructive examination of subsea flexible risers. In: Offshore technology conference, Houston, TX, 4–7 May 2015. 167. Deprins E. Computed radiography in NDT applications. Insight Destruct Test Con Monit 2004; 46(10): 590–593. 168. Moreira E, Fritz MC, Simoes HR, et al. Flat-panel detectors are accepted for digital radiography in place of conventional radiography in pipeline weld inspection. In: Proceedings of the 4th Conferencia Panamericana de END, October 2007, https://www.ndt.net/article/ panndt2007/papers/127.pdf 169. Pardikar RJ. Digital radiography and computed radiography for enhancing the quality and productivity of weldments in boiler components. In: 17th world conference on nondestructive testing, Shanghai, China, 25 October 2008. 170. The Welding Institute. Radiography, https://www.twiglobal.com/technical-knowledge/job-knowledge/radiography-124/ (2018, accessed 16 April 2018). 171. Hunter J, Keck DL, Sims JR, et al. System and method for underwater radiography. Patent 8,938,046, USA, 2015. 172. Correa SC, Souza EM, Oliveira DF, et al. Assessment of weld thickness loss in offshore pipelines using computed radiography and computational modeling. Appl Radiat Isotop 2009; 67(10): 1824–1828. 173. Haith MI. Radiographic imaging of subsea pipelines. Doctoral Dissertation, Imperial College London, London, 2016. 174. Haith MI, Huthwaite P and Lowe MJ. Defect characterisation from limited view pipeline radiography. NDT & E Int 2017; 86: 186–198. 175. Haith MI, Ewert U, Hohendorf S, et al. Radiographic modelling for NDE of subsea pipelines. NDT & E Int 2017; 86: 113–122. 176. Davidson R. An introduction to pipeline pigging. Houston, TX: Gulf Publishing, 2002. 177. Nesje P. Complex subsea to subsea pigging operations of pipelines (MEC —pipe crawler flexible riser inspection report). In: Offshore technology conference Asia, Kuala Lumpur, Malaysia, 22–25 March 2016. Ho et al. 178. Wang Z, Cao Q, Luan N, et al. Development of an autonomous in-pipe robot for offshore pipeline maintenance. Indus Robot 2010; 37(2): 177–184. 179. Wormald MR, Sanders LG and Clayton CG. Inspection of buried pipelines. Patent 4,785,175, USA, 1988. 180. Michailides P and Deis T. NPS 8 Geopig: inertial measurement and mechanical caliper technology. In: 2nd international pipeline conference, Calgary, AB, Canada, 7–11 June 1998, pp. 373–378. New York: American Society of Mechanical Engineers. 181. Samdal OR, Kvinnesland A, Apeland KE, et al. Pipeline operation in the North Sea area: Statoil’s experience and challenges. In: International pipeline conference, Calgary, AB, Canada, 25–29 September 2006, pp. 577–587. New York: American Society of Mechanical Engineers. 182. Norsk Elektro Optikk AS. Optopig inspection tool, http://neo.no/products/optopig (2007, accessed 24 April 2018). 183. History of intelligent pigging and code. Office of the State Fire Marshal, http://osfm.fire.ca.gov/pipeline/pdf/ conference/inlineinspection.pdf (2008, accessed 22 January 2019). 184. Beller M, Jung T and Reber K. Multi-diameter and quantitative inspection technologies for offshore pipelines. In: Proceedings PPSA seminar, Aberdeen, 9 November 2005. 185. Tiratsoo J. The ultimate guide to unpiggable pipelines. Beaconsfield: Pipelines International, 2013. 186. Innospection. MEC —pipe crawler flexible riser inspection report, 2016, http://www.innospection.com/images/ PDF/flex/Sample%20Report%20-%20Flexible%20Pipe %20Inspection%20-%20MEC-Hug%20PipeCrawler. pdf 187. Innospection. MEC extended SLOFEC and UT external pipeline inspection report, 2013, http://www.innospection.com/images/PDF/subsea/Sample%20Report%20-%20Subsea%20Pipeline%20Inspection%20%20MEC%20Combi%20Crawler%202.pdf 188. Chen H, Stavinoha S, Walker M, et al. Opportunities and challenges of robotics and automation in offshore oil & gas industry. Intell Contr Auto 2014; 5(3): 136. 189. Pado JT. Remotely operated underwater vehicle. Patent 4,721,055, USA, 1988. 190. Yuh J. Modeling and control of underwater robotic vehicles. IEEE Trans Syst Man Cyber 1990; 20(6): 1475–1483. 191. Christ RD and Wernli RL Sr. The ROV manual: a user guide for remotely operated vehicles. Oxford: Butterworth-Heinemann, 2013. 192. Shukla A and Karki H. Application of robotics in offshore oil and gas industry—a review part II. Robot Auto Syst 2016; 75: 508–524. 193. Slocum A and Gutierrez L. An ROV operated undersea hydraulic hose repair coupling. Precision Eng 2016; 43: 63–70. 194. Bogue R. Underwater robots: a review of technologies and applications. Indus Robot 2015; 42(3): 186–191. 195. Greene HG. Habitat characterization of a tidal energy site using an ROV: overcoming difficulties in a 643 196. 197. 198. 199. 200. 201. 202. 203. 204. 205. 206. 207. 208. 209. 210. harsh environment. Continent Shelf Res 2015; 106: 85–96. Christ RD and Wernli RL Sr. A user guide for remotely operated vehicles (Chapter 9 LARS and TMS). Oxford: Butterworth-Heinemann, 2014. Petillot YR, Reed SR and Bell JM. Real time AUV pipeline detection and tracking using side scan sonar and multi-beam echo-sounder. In: OCEANS’02 MTS/IEEE, Biloxi, MI, 29–31 October 2002, vol. 1, pp. 217–222. New York: IEEE. Xu B and Rayachoti V. Method and system for subsea leak detection using autonomous underwater vehicle (AUV). Patent application 14/414,410, USA, 2015. Khan A, Ali SS, Meriaudeau F, et al. Visual feedback– based heading control of autonomous underwater vehicle for pipeline corrosion inspection. Int J Adv Robot Syst. Epub ahead of print 14 June 2017. DOI: 10.1177/ 1729881416658171. Subsea 7. Automous inspection vehicle AIV brochure, http://www.subsea7.com/content/dam/subsea7/documents/ technologyandassets/LOF_AIV.pdf (2012, accessed 25 April 2018). Lockheed Martin. Goes above and beyond to see below, https://www.lockheedmartin.com/en-us/products/marlin. html (2015, accessed 25 April 2018). Kongsberg. AUV systems brochure, https://www. km.kongsberg.com/ks/web/nokbg0397.nsf/AllWeb/981 F09C091062D2AC1257C94002AE05A/$file/commercial-auv-brochure.pdf?OpenElement (2014, accessed 25 April 2018). Albiez J, Joyeux S, Gaudig C, et al. Flatfish-a compact subsea-resident inspection auv. In: OCEANS’15 MTS/ IEEE, Washington, DC, 19 October 2015, pp. 1–8. New York: IEEE. MahmoudZadeh S, Powers DM, Sammut K, et al. A hierarchal planning framework for AUV mission management in a spatiotemporal varying ocean. Comput Electric Eng 2018; 67: 741–760. Yan J, Yang X, Luo X, et al. Energy-efficient data collection over AUV-assisted underwater acoustic sensor network. IEEE Syst J 2018; 12: 3519–3530. Yang HZ, Qiao XG, Luo D, et al. A review of recent developed and applications of plastic fiber optic displacement sensors. Measurement 2014; 48: 333–345. Kashyap R. Fiber Bragg gratings. Cambridge, MA: Academic Press, 2009. Han B, Tan D, Jiang Z, et al. Monitoring of vortexinduced vibration based on fiber Bragg grating technology for pipelines subjected to flood impacting. In: 32nd Chinese control conference (CCC), Xi’an, China, 26–28 July 2013, pp. 7357–7360. New York: IEEE. Ren L, Jia Z, Ho MS, et al. Application of fiber Bragg grating based strain sensor in pipeline vortex-induced vibration measurement. Sci China Technol Sci 2014; 57(9): 1714–1720. de Wilde IJ. Laboratory tests for VIV prediction of deepwater risers. In: International symposium on technology of ultra deep ocean engineering, Tokyo, Japan, 1–2 February 2005. 644 211. Zhou J, Sun L and Li H. Study on dynamic response measurement of the submarine pipeline by full-term FBG sensors. Sci World J 2014; 2014: 808075. 212. Seaman CH, Brower DV, Le SQ, et al. Development and testing of a post-installable deepwater monitoring system using fiber-optic sensors. In: ASME 34th international conference on ocean, offshore and arctic engineering, St. John’s, NL, Canada, 31 May 2015, pp. V05BT04A048. New York: American Society of Mechanical Engineers. 213. Brower D, Hedengren JD, Shishivan RA, et al. Advanced deepwater monitoring system. In: ASME 32nd international conference on ocean, offshore and arctic engineering, Nantes, 9 June 2013, pp. V001T01A048. New York: American Society of Mechanical Engineers. 214. Brower D, Hedengren JD, Loegering C, et al. Fiber optic monitoring of subsea equipment. In: ASME 31st international conference on ocean, offshore and arctic engineering, Rio de Janeiro, Brazil, 1–6 July 2012, pp. 769–776. New York: American Society of Mechanical Engineers. 215. Brower DV. Apparatus, system and sensor housing assembly utilizing fiber optic sensors for enabling monitoring operating conditions within a structural member. Patent 9,915,579, USA, 2018. 216. Brower DV, Prescott CN, Zhang J, et al. Real-time flow assurance monitoring with non-intrusive fiber optic technology. In: Offshore technology conference, Houston, TX, 2–5 May 2005. 217. Jia ZG, Ren L, Li HN, et al. Experimental study of pipeline leak detection based on hoop strain measurement. Struct Contr Health Monit 2015; 22(5): 799–812. 218. Ren L, Jia ZG, Li HN, et al. Design and experimental study on FBG hoop-strain sensor in pipeline monitoring. Optic Fiber Technol 2014; 20(1): 15–23. 219. Hou Q, Jiao W, Ren L, et al. Experimental study of leakage detection of natural gas pipeline using FBG based strain sensor and least square support vector machine. J Loss Prevent Process Ind 2014; 32: 144–151. 220. Spirin VV, Shlyagin MG, Miridonov SV, et al. Fiber Bragg grating sensor for petroleum hydrocarbon leak detection. Optics Lasers Eng 1999; 32(5): 497–503. 221. Falate R, Kamikawachi RC, Müller M, et al. Fiber optic sensors for hydrocarbon detection. Sensor Actuat B Chem 2005; 1052: 430–436. 222. Zhou B, Chen Z, Zhang Y, et al. Active fiber gas sensor for methane detecting based on a laser heated fiber Bragg grating. IEEE Photon Tech Lett 2014; 26(11): 1069–1072. 223. Wang Q and Wang X. Interferometeric fibre optic signal processing based on wavelet transform for subsea gas pipeline leakage inspection. In: International conference on measuring technology and mechatronics automation (ICMTMA), Changsha, China, 13–14 March 2010, vol. 2, pp. 501–504. New York: IEEE. 224. Pistone E, Li K and Rizzo P. Noncontact monitoring of immersed plates by means of laser-induced ultrasounds. Struct Health Monit 2013; 12(5–6): 549–565. Structural Health Monitoring 19(2) 225. Lee C and Park S. Damage visualization of pipeline structures using laser-induced ultrasonic waves. Struct Health Monit 2015; 14(5): 475–488. 226. Lee H, Yang J and Sohn H. Baseline-free pipeline monitoring using optical fiber–guided laser ultrasonics. Struct Health Monit 2012; 11(6): 684–695. 227. OZOptics fiber optic distributed strain and temperature sensors (DSTS) BOTDA + BOTDR combo module, https://www.ozoptics.com/ (2018, 2 accessed November 2018). 228. Feng X, Wu W, Meng D, et al. Distributed monitoring method for upheaval buckling in subsea pipelines with Brillouin optical time-domain analysis sensors. Adv Struct Eng 2017; 20(2): 180–190. 229. Ren L, Jiang T, Jia ZG, et al. Pipeline corrosion and leakage monitoring based on the distributed optical fiber sensing technology. Measurement 2018; 122: 57–65. 230. Grosswig S, Graupner A, Hurtig E, et al. Distributed fibre optical temperature sensing technique–a variable tool for monitoring tasks. In: Proceedings of the 8th international symposium on temperature and thermal measurements in industry and science, Berlin, 19–21 June 2001, vol. 19, p. 21. Berlin: VDE-Verlag. 231. Niklès M, Vogel BH, Briffod F, et al. Leakage detection using fiber optics distributed temperature monitoring. Smart Struct Mater 2004; 5384: 18–26. 232. Zhao X, Li W, Zhou L, et al. Active thermometry based DS18B20 temperature sensor network for offshore pipeline scour monitoring using K-means clustering algorithm. Int J Distrib Sens Netw 2013; 9(6): 852090. 233. Zhang X and Zhao X. Research on subsea pipeline scour monitoring using distributed Raman optical sensing technique. In: Sensors and smart structures technologies for civil, mechanical, and aerospace systems, Denver, CO, 27 March 2018, vol. 10598, p. 105982F. Bellingham, WA: International Society for Optics and Photonics. 234. Zhao X, Li W, Zhou L, et al. Application of support vector machine for pattern classification of active thermometry-based pipeline scour monitoring. Struct Contr Health Monit 2015; 22(6): 903–918. 235. Zhao XF, Ba Q, Li L, et al. A three-index estimator based on active thermometry and a novel monitoring system of scour under submarine pipelines. Sens Actuat A: Phys 2012; 183: 115–122. 236. Brown G. Downhole temperatures from optical fiber. Oilfield Rev 2008; 20(4): 34–39. 237. Halliburton. Fiber optic sensing technologies for well monitoring to reservoir management. Houston, TX: Halliburton, 2014. 238. Baker Hughes. SureVIEW distributed temperature sensing hardware. Houston, TX: Baker Hughes, 2014. 239. McDowell GR, Holmes-Smith AS, Uttamlal M, et al. The use of nanotechnology in the development of a distributed fibre-optic temperature sensor for subsea applications. J Phys 2013; 450(1): 012008. 240. OptaSense. Fiber optic pipeline monitoring—preventing and detecting leaks in real time. Product Brochure, http://www.optasense.com/wp-content/uploads/2017;/ Ho et al. 09/Pipeline-Monitoring-Solution_US-Letter17.pdf (2016, accessed 30 April 2018). 241. Godfrey A and Crickmore RI. Flow monitoring using fibre optic distributed acoustic sensors. Patent 9,828,849, USA, 2017. 242. Mondanos M, Parker T, Milne CH, et al. Distributed temperature and distributed acoustic sensing for remote and harsh environments. In: Sensors for extreme harsh environments II, Baltimore, MD, 13 May 2015, vol. 645 9491, p. 94910F. Bellingham, WA: International Society for Optics and Photonics. 243. Senouci A, Elabbasy M, Elwakil E, et al. A model for predicting failure of oil pipelines. Struct Infrastruct Eng 2014; 10(3): 375–387. 244. Shehadeh MF, Geliel MA and El-Araby A. Buckling detection within subsea pipeline laying using Acoustic Emission technique. In: 29th European conference on acoustic emission testing (EWGAE), Vienna, 8–10 September 2010.