International Journal of Production Research
ISSN: (Print) (Online) Journal homepage: https://www.tandfonline.com/loi/tprs20
A multi-cut L-shaped method for resilient and
responsive supply chain network design
Fatemeh Sabouhi, Mohammad Saeed Jabalameli, Armin Jabbarzadeh &
Behnam Fahimnia
To cite this article: Fatemeh Sabouhi, Mohammad Saeed Jabalameli, Armin Jabbarzadeh &
Behnam Fahimnia (2020) A multi-cut L-shaped method for resilient and responsive supply
chain network design, International Journal of Production Research, 58:24, 7353-7381, DOI:
10.1080/00207543.2020.1779369
To link to this article: https://doi.org/10.1080/00207543.2020.1779369
Published online: 23 Jul 2020.
Submit your article to this journal
Article views: 1074
View related articles
View Crossmark data
Citing articles: 24 View citing articles
Full Terms & Conditions of access and use can be found at
https://www.tandfonline.com/action/journalInformation?journalCode=tprs20
International Journal of Production Research, 2020
Vol. 58, No. 24, 7353–7381, https://doi.org/10.1080/00207543.2020.1779369
A multi-cut L-shaped method for resilient and responsive supply chain network design
Fatemeh Sabouhia , Mohammad Saeed Jabalamelia∗ , Armin Jabbarzadeha,b and Behnam Fahimniac
of Industrial Engineering, Iran University of Science and Technology, Tehran, Iran; b Department of Systems Engineering, École
de Technologie Supérieure (ETS), University of Quebec, Montreal, Canada; c Institute of Transport and Logistics Studies (ITLS), The
University of Sydney Business School, The University of Sydney, Sydney, Australia
a School
(Received 14 February 2019; accepted 31 May 2020)
We present a stochastic optimisation model that can be used to design a resilient supply chain operating under random
disruptions. The model aims to determine sourcing and network design decisions that minimise the expected total cost while
ensuring that the minimum customer service level is achieved. The proposed model incorporates several resilience strategies
including multiple sourcing, multiple transport routes, considering backup suppliers, adding extra production capacities,
as well as lateral transshipment and direct shipment. A multi-cut L-shaped solution approach is developed to solve the
proposed model. Data from a real case problem in the paint industry is utilised to test the model and solution approach.
Important managerial insights are obtained from the case study. Our analyses focus on (1) exploring the relationship between
supply chain cost and customer service level, (2) examining the impacts of different types of disruptions on the total cost,
(3) evaluating the utility of resilience strategies, (4) investigating the benefits of the proposed solution approach to solve
problems of different sizes and (5) benchmarking the performance of the proposed stochastic programming approach.
Keywords: resilience; disruption risk; stochastic programming; multi-cut L-shaped method; supplier selection; customer
service level
1. Introduction
Today’s supply chains (SCs) have become more complex than ever before due to intense competition in the global market,
changing and escalating customer expectations and rapid technology advancement (Cardoso et al. 2015; Vaez, Sabouhi, and
Jabalameli 2019). Business enterprises heavily invest in their SCs and adopt new and effective strategies to tackle various
problems. In this regard, the design of a supply chain network (SCN) plays a significant role as it has great impacts on a
firm’s responsiveness to expected and unexpected changes (Zokaee et al. 2017; Adenso-Díaz, Mar-Ortiz, and Lozano 2018).
Practically, most SC decisions are made within certain restrictions that are usually imposed by supply chain network design
(SCND) decisions (Farahani et al. 2014). SCND decisions mostly include locating the facilities, establishing the capacity
of each facility and deciding the number of facilities in order to efficiently and effectively fulfill customer demand (Rezaee
et al. 2017; Sadghiani, Torabi, and Sahebjamnia 2015). Since strategic decisions of this type are costly and hard to reverse,
a SCN isdesigned to remain unchanged for several years. Most importantly, it is essential for SCNs to remain resilient to
various disruptions (Snyder, Daskin, and Teo 2007; Jabbarzadeh, Fahimnia, and Seuring 2014).
Although effective design of a SCN helps organisations reduce their operational costs, it may inevitably increase
their vulnerability to random disruptions (Wright 2013; Nooraie and Parast 2016; Shi et al. 2019). Disruption risks arise
from major events such as man-made and natural disasters (e.g. floods, fires, earthquakes, strikes, terrorist attacks, etc.)
(Baghalian, Rezapour, and Farahani 2013; Tang 2006b). Not only can these risks cause negative operational impacts such
as increased order delays and transportation costs, but they also have dramatic consequences on a firm’s economic performance such as productivity reduction or even production failure (Hendricks and Singhal 2005; Jabbarzadeh, Fahimnia,
and Sheu 2017; Peng et al. 2011; Tang 2006a). Earthquakes in China (2008), Indonesia (2009) and Chili (2011 and 2015),
Tsunamis in the India Ocean (2004) and Japan (2011), floods in the Philippines (2013) and Thailand (2011), Strikes in New
York (2005) and India (2016), 2008 Mumbai attacks and 2013 Boston Marathon bombings are recent cases of disruptions
which have affected the performance of many SCs.
These examples and statistics further highlight the necessity of taking disruptions into account when making SCND
decisions and taking initiaves to mitigate such disruption risks. To this end, firms strive to achieve and create resilient SCs
*Corresponding author. Email: jabal@iust.ac.ir
© 2020 Informa UK Limited, trading as Taylor & Francis Group
7354
F. Sabouhi et al.
(Tomlin 2006; Baghalian, Rezapour, and Farahani 2013). A SC is considered resilient when it is able to survive and retain
basic performance until the disruption is over (Pettit, Fiksel, and Croxton 2010; Bhamra, Dani, and Burnard 2011). The
resilience of a SC depends on its design. In other words, firms with effectively designed SCs are usually resilient against
disruptions (Klibi, Martel, and Guitouni 2010). In spite of the numerous articles addressing the concept of resilience, there
exist a handful of modelling efforts in this regard (Gong et al. 2014; Kim, Chen, and Linderman 2015; Khalili, Jolai, and
Torabi 2017; Dehghani et al. 2018). As a result, the development of optimisation models for designing resilient SCs has
attracted the attention of many researchers in recent years (Ivanov, Dolgui, and Sokolov 2018).
Customer service level (CSL) is another metric to measure the responsiveness level of a SC (Rafiei, Safaei, and Rabbani
2018). A responsive SC is one that can effectively cope with market fluctuations and adapt itself to changes in customer
requirements (Holweg 2005; Fattahi, Govindan, and Keyvanshokooh 2017). Different approaches can be used to incorporate
CSL into optimisation models. It may include setting constraints on customer requirements including service time and
fulfillment rate, or defining objective functions such as maximising/minimising the minimum/maximum met/unmet demand
for each customer. The CSL is usually measured through imposing a constraint on minimum fulfillment rate of customer
demand (Hu and Feng 2017; Sharma, Vlosky, and Romagnoli 2013; Gaury, Pierreval, and Kleijnen 2000).
Indeed, higher CSL is shown to reduce lost sales, which accordingly leads to increased customer satisfaction (Liu and
Papageorgiou 2013). Even though designing a SC network that incorporates total network cost with the CSL is a substantial
undertaking for most business enterprises, it can provide a firm with great competitive benefit in global markets (Shen
and Daskin 2005). While the industry practice acknowledges the need for trade-off between total SC cost and the CSL
(Rafiei, Safaei, and Rabbani 2018; Martins et al. 2017), research efforts in this domain have mainly concentrated on total
cost reduction under normal and disruption situations, ignoring the CSL (Melo, Nickel, and Saldanha-Da-Gama 2009;
Cortinhal, Lopes, and Melo 2019).
The extent to which resilience practices impact the responsiveness and total cost of a SC is an under-investigated area
of research, particularly at the SC design level. It is often quite difficult to manage and model a SC when measures of
resilience and responsiveness are incorporated. Given that increasing customer satisfaction has been a primary goal of
today’s SCs, this calls for modelling and optimisation approaches that are capable of integrating SC responsiveness and
resilience practices (Fattahi, Govindan, and Keyvanshokooh 2017). Therefore, this paper is intended to explore how CSL
and resilience improvement can be coupled for designing responsive and resilient SCNs.
Our study contributes to this literature by providing a new stochastic optimisation model for designing a responsive SCN
that is resilient to different types of disruption risks at transport routes and facilities (i.e. suppliers, distribution centres (DCs)
and factories). The model aims to determine sourcing and network design decisions including supplier selection and order
allocation (SS&OA) and the location/capacity of the DCs. Our modelling effort accounts for several resilience strategies
including contracting with backup suppliers, adding extra production capacities, multiple sourcing, multiple transport routes,
lateral transshipment and direct shipment to hedge the SC against disruptions. The primary goal of the model is to minimise
the total SC cost while ensuring that the minimum CSL is satisfied. A multi-cut L-shaped method is developed to cope
with the computationally intractable of the model. The applicability of our model is examined in a real SC involved in the
production-distribution of industrial paints.
Our aim is to answer the following questions. How could we analyse the conflict between CSL and total cost? In what
ways the joint consideration of CSL and resilience could influence outsourcing and network design decisions? What are
the impacts of disruption risks at facilities and transport routes on the total cost? How could we evaluate the advantages of
the resilience strategies to reduce the influences of disruption risks? SC data from an actual-world company is utilised to
examine responses to these questions.
The remainder of this paper is structured as below. In Section 2, the related literature on resilient SC design is briefly
reviewed. The problem is described in Section 3 and the notations and the formulation of the model are presented in
Section 4. Section 5 introduces the solution approach. Section 6 provides the applicability of the proposed model in an
actual-world case along with the obtained managerial and practical insights. Section 7 presents the concluding remarks.
2. Literature review
2.1. Resilience strategies
For a general review of the recent literature in the field of SC resilience and risk, one can refer to Hosseini, Ivanov, and
Dolgui (2019a), Xu et al. (2020), Baryannis et al. (2019), Ivanov et al. (2017), Dolgui, Ivanov, and Sokolov (2018), Ivanov
(2018b), Ivanov and Dolgui (2019a) and Bier, Lange, and Glock (2020). As stated in Section 1, disruption risks contain
unexpected and huge variations such as facilities’ disruptions due to fires, floods and bankrupt and breakdown in shipment caused by the closure of transport routes because of wars, sanctions, terrorist attacks and extreme weather conditions
(Wilson 2007; Chopra, Reinhardt, and Mohan 2007). Snyder et al. (2016) indicate that discussion about disruption risks
International Journal of Production Research
7355
at the strategic level of SC design is an emerging research trend. To ameliorate robustness against such risks, a number of
resilience strategies have been studied in prior research. Tang and Tomlin (2008) show that these strategies can result in
better performance of SCs by creating flexibility.
To deal with disruptions at facilities (e.g. suppliers, factories and DCs), the following strategies can be adopted: (1)
using multiple sourcing, (2) contracting with backup facilities, (3) adding extra supply/production capacities, (4) holding
emergency inventory, and (5) fortifying the facilities.
Multiple sourcing and contracting with backup facilities are common risk mitigation strategies. Despite the high cost of
multiple sourcing in normal circumstances, it is shown to reduce unexpected losses during disruptions (e.g. Namdar et al.
2018; Rezapour, Farahani, and Pourakbar 2017; Meena and Sarmah 2013; Costantino et al. 2012; Feng and Shi 2012).
Backup facilities are reliable facilities that are not affected by disruptions. Hence, contracting with backup facilities can
be employed when primary facilities are unavailable in disruptive events (e.g. Ivanov, Pavlov et al. 2016; Ni, Howell, and
Sharkey 2017; Azad et al. 2013).
Another mitigation strategy is to add extra supply/production capacities to some suppliers/factories to compensate for
their lost capacities in consequence of disruptions (e.g. Rezapour, Farahani, and Pourakbar 2017; Khalili, Jolai, and Torabi
2017). Moreover, holding emergency inventory is utilised to neutralise the risk of fluctuations in disruption conditions (e.g.
Sawik 2013a; Qin, Liu, and Tang 2013; Lee 2017; Lücker, Seifert, and Biçer 2019). Fortification of facilities is another
approach, which is recently tended to be employed by firms to lessen the vulnerability of their facilities to major disruptions (e.g. Sawik 2013b; Sabouhi, Pishvaee, and Jabalameli 2018; Li, Zeng, and Savachkin 2013; Fattahi, Govindan, and
Keyvanshokooh 2017; Jabbarzadeh et al. 2016).
To hedge against disruptions at transport routes, considering multiple transport routes can be an appropriate strategy (e.g.
Ghavamifar, Makui, and Taleizadeh 2018). Two strategies of lateral transshipment and direct shipment can be also applied
to deal with disruptions of both facilities and transport routes. Lateral transshipment allows to redistribute products from
unaffected facilities to centres that face disruptions (e.g. Jabbarzadeh, Haughton, and Khosrojerdi 2018; Ahmadi, Torabi,
and Tavakkoli-Moghaddam 2016). Moreover, this strategy can be used when direct shipment of products between some
nodes of a SC is impossible. Inversely, if there exist disruptions at distribution facilities/transport routes, direct shipment
provides the transportation of products between available facilities (e.g. Esmaeilikia et al. 2016; Cattani, Perdikaki, and
Marucheck 2007).
2.2. Resilient SC design
There are rigorous studies in the literature of SC resilience (e.g. Ivanov and Dolgui 2020; Ivanov and Sokolov 2019; Pavlov
et al. 2017; Ivanov and Dolgui 2019b; Nguyen et al. 2020; He et al. 2020; Rajesh 2019; Liu et al. 2018; Wang et al. 2018;
Tan, Cai, and Zhang 2019; Ruiz-Benítez, López, and Real 2018; Tan, Zhang, and Cai 2019; Pavlov et al. 2019; Macdonald
et al. 2018; Bevilacqua et al. 2019; Singh, Gupta, and Gunasekaran 2018). Considering the ripple effect in the SC, Dolgui,
Ivanov, and Rozhkov (2020), Ivanov (2019), Ivanov (2018a), Hosseini and Ivanov (2019), Hosseini, Ivanov, and Dolgui
(2019b), Li and Zobel (2020), Ojha et al. (2018), Kinra et al. (2019), Li et al. (2019) and Ivanov, Sokolov et al. (2016)
propose simulation-based models in order to identify resilience strategies that can reduce disruption propagation in SCs.
For instance, Li and Zobel (2020) indicate how node risk capacity and network structure can impact the SC resilience in the
face of the ripple effect. The above-cited works do not provide any optimisation model to determine SC design decisions.
Focusing on supplier selection under supply disruptions, some studies address the resilient SC design problem. A mixedinteger non-linear programming model (MINLP) is presented by Meena and Sarmah (2013) to determine order allocation
decisions considering quantity discounts, failure probability and different capacity levels for any supplier. In another study,
Kamalahmadi and Mellat-Parast (2016) propose a stochastic optimisation model to combine SS&OA and transportation
channel selection under supply risks and regional disruptions. Their model considers contingency plans to cope with disruptions and minimises total network cost. Torabi, Baghersad, and Mansouri (2015) formulate a scenario-based bi-objective
possibilistic model to design a resilient SC in the face of disruptions. Their model applies resilience strategies such as holding emergency inventory, fortification of suppliers and contracting with backup suppliers. In addition, they use a Differential
Evolution (DE) algorithm to solve the model.
Lee (2017) develops a stochastic optimisation model, which considers strategies of holding emergency inventory
and contracting with backup suppliers to design a resilient supply portfolio under disruptive events at suppliers and
multiple breakdown quantity discount. Vahidi, Torabi, and Ramezankhani (2018) propose a bi-objective mixed possibilisticstochastic programming model to investigate sustainable SS&OA problem under random disruptions. They suggest a hybrid
SWOT-QFD structure to choose the most relevant sustainability measures. Their model uses the strategies of contracting
with backup suppliers and considering excess supply capacities to augment the resilience of the SC. Utilising a probabilistic
7356
F. Sabouhi et al.
graphical model, Hosseini et al. (2019) compute the likelihood of disruption scenarios for SS&OA problem. Then, they
propose a stochastic bi-objective model considering backup suppliers, excess supply capacities and supplier reliability.
Using value at risk (VaR) and condition value at risk (CVaR) measures, Sawik (2013a, 2013b) propose portfolio methodologies to manage supply risks. Likewise, Namdar et al. (2018) present a stochastic model, according to the measures of VaR
and CVaR, and study the strategies of contracting with backup suppliers and multiple sourcing to cope with potential disruptions of suppliers. Considering a multi-tire SC, Sawik (2019, 2020) develops a decision-making tool to model disruption
mitigation and recovery approaches. None of the above-mentioned works regard network design decisions.
Few studies have attempted to integrate outsourcing and network design decisions when developing a resilient SC
model. For instance, Fahimnia and Jabbarzadeh (2016) focus on exploring the relationship between the sustainability and
resilience at the SC design level by introducing a multi-objective optimisation model to determine sourcing strategies and
location/capacity of factories and DCs decisions. To obtain trade-off solutions for the problem, they develop a stochastic
fuzzy goal programming model.
There exist only a handful of studies that have considered different types of network disruptions in the literature of
resilient SC. Hasani and Khosrojerdi (2016) investigate a resilient SCND problem under correlated disruptions for which
they develop an MINLP robust optimisation model. Their model accounts for different disruption types at facilities (i.e.
suppliers, factories and DCs) and incorporates various mitigation strategies including fortification of facilities, keeping
emergency inventory and multiple sourcing to hedge against such disruption risks. Moreover, a case study of a medical
equipment manufacturer is applied to solve the model utilising a parallel memetic algorithm. Using the fuzzy c-mean
clustering method, Jabbarzadeh, Fahimnia, and Sabouhi (2018) present a hybrid approach for designing a sustainable SC
that is resilient to disruption risks. They develop a stochastic bi-objective optimisation model to maximise the overall
sustainability performance and minimise the expected total cost. Also, they apply different resilience strategies such as
adding extra production capacities, contracting with backup suppliers and multiple sourcing to deal with random disruptions.
Yang, Pan, and Ballot (2017) examine how inventory models utilising Physical Internet cope with disruptions at intermediate stocking points and a supplier. A simulation-based optimisation model is proposed to determine inventory control
decisions. They purely concentrate on sourcing/procurement operations (i.e. reorder point and order quantity). Also, the
developed model does not take into consideration disruptions at transport routes and strategies such as contracting with
backup suppliers, adding extra supply/production capacities, multiple transport routes and direct shipment to protect the SC
against disruptions.
Table 1 illustrates some features of the studies conducted on resilient SC design which are most relevant to the present
research.
2.3. Research gaps
The research gaps are recognised from Table 1 as follows. First, the joint consideration of responsiveness and resilience
of a SC has not been broadly studied in prior research. Second, only a handful of existing works incorporate outsourcing
and network design decisions when building a resilient SC. Also, most of studies do not account for different types of
network disruptions. Third, a limited number of research have considered the proactive strategies such as contracting with
backup suppliers, adding extra production capacities, multiple transport routes and lateral transshipment to enhance the SC
robustness against disruption risks. Fourth, few studies consider effective solution approaches to deal with the complexities
of stochastic models.
Motivated by an actual problem faced by a paint producing company, this paper presents a stochastic optimisation model
to design a responsive and resilient SCN that can be used to determine sourcing and network design decisions. The model
aims to minimise the expected total cost while ensuring that the demand fulfillment percentage is within an acceptable level.
The proposed model is capable of tackling random disruptions at facilities (i.e. suppliers, factories and DCs) and transport
routes utilising different resilience strategies. For solving the optimisation model, a multi-cut L-shaped method is proposed.
3. Problem statement
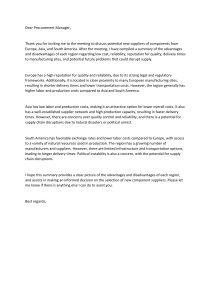
Figure 1 depicts a graphic illustration of the SCN under investigation which consists of suppliers, factories, DCs and customers. Factories purchase raw materials from backup or primary suppliers to produce products. The products can be
delivered to customers directly by factories or indirectly through DCs. Multiple transport routes with different travel costs
are available to connect SC nodes.
Suppliers, factories, DCs and transport routes are subject to disruption risks. A set of scenarios are defined to indicate
situations in which one or more facilities and transport routes are influenced by disruptions. To improve the SC resilience
under disruption risks, six strategies can be exploited as follows:
Table 1. Features of the published resilient SC design papers.
Decisions
References
Sourcing
Network
design
Type of disruption
Complete
Partial
Vulnerable sections
Suppliers
Torabi, Baghersad, and
Mansouri (2015)
Kamalahmadi and Mellat-Parast
(2016)
Hasani and Khosrojerdi (2016)
Fahimnia and Jabbarzadeh
(2016)
Yang, Pan, and Ballot (2017)
Lee (2017)
Namdar et al. (2018)
Vahidi, Torabi, and
Ramezankhani (2018)
Jabbarzadeh, Fahimnia, and
Sabouhi (2018)
Hosseini et al. (2019)
This paper
DCs
Exact
Multiple sourcing
Holding emergency inventory,
Fortification of suppliers
Holding emergency inventory,
Considering backup suppliers,
Fortification of suppliers
Adding extra supply capacities,
Multiple sourcing
Multiple sourcing, Holding
emergency inventory,
Fortification of suppliers
Multiple sourcing
Resilience strategies
Lateral transshipment, Multiple
sourcing
Considering backup suppliers,
Holding emergency inventory
Considering backup suppliers,
Multiple sourcing
Adding extra supply capacities,
Considering backup suppliers
Adding extra production
capacities, Considering backup
suppliers, Multiple sourcing
Adding extra supply capacities,
Considering backup suppliers,
Multiple sourcing
Adding extra production
capacities, Considering backup
suppliers, Multiple sourcing,
Multiple transport routes,
Lateral transshipment, Direct
shipment
Heuristics
Meta-heuristics
CSL
Case
study
Genetic algorithm
DE algorithm
Parallel memetic
algorithm
Heuristics algorithm
DE algorithm
Multi-cut L-shaped
method
International Journal of Production Research
Meena and Sarmah (2013)
Sawik (2013a, (2013b)
Factories
Solution approach
Transport
routes
7357
7358
F. Sabouhi et al.
Primary Suppliers
Factories
Distribution Centers
Customers
Backup Suppliers
Figure 1. Graphical representation of studied SCN.
•
•
•
•
•
•
Using multiple sourcing,
Adding extra production capacity in factories,
Contracting with backup suppliers,
Considering multiple transport routes,
Applying the lateral transshipment between DCs and
Allowing the direct shipment of products from factories to customers.
We incorporate these strategies in order to develop a two-stage stochastic programming model. The objective is to
minimise the expected total costs of SC while ensuring that the minimum CSL is satisfied. The proposed model determines
the following decisions:
•
•
•
•
•
•
•
The selection of suppliers,
The number and location of DCs,
The quantity of purchase of raw materials from each supplier under each scenario,
The quantity of production in each factory under each scenario,
The flow of products between each node under each scenario,
The quantity of lateral transshipment between each pair of DCs under each scenario and
The quantityof lost sales at customer zones under each scenario.
4. Model formulation
To formulate the problem mathematically, the following notations are used.
Sets:
J
W
M
I
N
R
S
V
U
K
L
L
O
Set of customers, j ∈ J
Set of potential locations for DCs, w, w ∈ W
Set of factories, m ∈ M
Set of backup suppliers, i ∈ I
Set of primary suppliers, n ∈ N
Set of raw material types, r ∈ R
Set of disruption scenarios, s ∈ S
Set of capacity levels in DC, v ∈ V
Set of transport routes for the shipment of raw material types from suppliers to factories, u ∈ U
Set of transport routes for the shipment of products from factories to DCs, k ∈ K
Set of transport routes for the shipment of products from factories to customers, l ∈ L
Set of transport routes for the shipment of products between DCs, l ∈ L
Set of transport routes for the shipment of products from DCs to customers, o ∈ O
International Journal of Production Research
7359
Parameters:
xi
xn
zvw
em
ψrn
ϕri
τrm
qrimu
qrnmu
pm
prm
ymjl
ymwk
tww l
twjo
dj
α
ci
cn
hr
bj
φm
gm
fm
fm
ηrm
πs
νms
gvw
σns
γws
δnmus
βimus
θmwks
εmjls
μww l s
λ wjos
Mbig
Fixed cost of contracting with backup supplier i
Fixed cost of selecting primary supplier n
Fixed cost of opening a DC with capacity level vat location w
Unit cost of preparing extra production capacity in factory m
Equal to 1 if primary supplierncan provide raw material type r; 0, otherwise
Equal to 1 if backup supplier ican supply raw material type r; 0, otherwise
Equal to 1 if factory m can produce raw material type r; 0, otherwise
Unit cost of purchasing raw material type r from backup supplier i and transporting it to factory musing transport route u
Unit cost of purchasing raw material type r from primary supplier n and transporting it to factory musing transport route u
Cost of producing a unit of final product in factory m
Cost of producing a unit of raw material type r in factory m
Unit cost of transportation from factory m to customerjusing transport route l
Unit cost of transportation from factory m to DC wusing transport route k
Unit cost of transshipment between DC w and w using transport route l
Unit cost of transportation from DC w to customerjusing transport route o
Potential demand of customer j
Acceptable service level for each customer
Supply capacity of backup supplier [i]
Supply capacity of primary supplier [n]
Amount of raw material type r required for production of a unit final product
Unit cost of lost sales in customerj
Percentage production capacity of factory m used for producing of a unit final product
Maximum extendable capacity of factory m
Minimum production capacity of factory m
Maximum production capacity of factory m
Percentage production capacity of factory m used for producing of a unit raw material type r
Occurrence probability of scenario s
Percentage production capacity of factory m disrupted under scenario s
Storage capacity of DC wwith capacity level v
Percentage supply capacity of primary supplier n disrupted under scenario s
Percentage storage capacity of DC wdisrupted under scenario s
Equal to 1 if transport route u between primary supplier n and factory m is disrupted under scenario s; 0, otherwise
Equal to 1 if transport route u between backup supplier i and factory m is disrupted under scenario s; 0, otherwise
Equal to 1 if transport route k between factory m and DC wis disrupted under scenario s; 0, otherwise
Equal to 1 if transport route lbetween factory m and customer j is disrupted under scenario s; 0, otherwise
Equal to 1 if transport route l between DC w and w is disrupted under scenario s; 0, otherwise
Equal to 1 if transport route o between DC w and customer j is disrupted under scenario s; 0, otherwise
A big number
Decision variables:
Xi
Xn
Zvw
Qrimus
Qrnmus
Em
Prms
Pms
Ymwks
Ymjls
Bjs
Twjos
Tww l s
1 if backup supplier i is selected, 0 otherwise
1 if primary supplier n is selected, 0 otherwise
1 if DC wwith capacity level v is opened, 0 otherwise
Quantity of raw material type r shipped from backup supplier i to factory m using transport route u under scenario s
Quantity of raw material type r shipped from primary supplier n to factory m using transport route u under scenario s
Additional production capacity in factory m
Quantity of raw material type r manufactured in factory m under scenario s
Quantity of final product manufactured in factory munder scenario s
Quantity of products transported from factory m to DC wusing transport route k under scenario s
Quantity of products transported from factory m to customer jusing transport route lunder scenario s
Quantity of lost sales in customer j under scenario s
Quantity of products transported from DC w to customer jusing transport route o under scenario s
Quantity of products transshipped from DC w to w using transport route l under scenario s
To formulate the problem, a two-stage stochastic programming approach is applied. Following the two-stage stochastic programming approach, the decision variables are split into two types: scenario-dependent and scenario-independent
variables. The decisions on the scenario-independent variables, which are known as first stage decisions, are taken before
the realisation of disruption scenarios. In the proposed model, the decision variables Xn , Xi , Zvw and Em are scenarioindependent. The values of the scenario-dependent variables are made once a disruption scenario is realised. These are
7360
F. Sabouhi et al.
recognised as second stage decisions. All decision variables except for Zvw , Xi , Xn and Em are scenario-dependent(please
refer to Birge and Louveaux (2011) for more details about the two-stage stochastic programming).
The stochastic SCND model is written as below:
Min Z =
xn Xn +
n∈ N
x i X i +
i∈ I
zvw Zvw +
v∈ V w∈ W
em Em
m∈ M
⎡ ⎤
qrnmu Qrnmus +
q rimu Q rimus
⎢ r∈ R n∈ N m∈ M u∈ U
⎥
r∈ R i∈ I
m∈ M
u∈ U
⎢ ⎥
⎢+
⎥
p
P
+
p
P
+
y
Y
rms
m ms
mjl mjls ⎥
rm
⎢
⎢ r∈ R m∈ M
⎥
m∈
M
m∈
M
j∈J
l∈L
⎥
+
πs ⎢
⎢+
⎥
y
Y
+
t
T
mwks
wjo
wjos
⎢
⎥
mwk
s∈ S
⎢ m∈ M w∈ W k∈ K
⎥
w∈ W j∈J o∈ O
⎢ ⎥
⎣+
⎦
t T +
bB
ww l
ww l s
j
w∈ W w ∈ W ,w= w l ∈L
(1)
js
j∈J
Qrnmus ≤ (1 − σns ) cn Xn
∀s ∈ S, ∀n ∈ N
(2)
r∈R m∈M u∈U
Q rimus ≤ c i X i
∀s ∈ S , ∀i ∈ I
(3)
r∈R m∈M u∈U
φm Pms +
ηrm P rms ≤ (1 − νms ) (fm + Em )
r∈R
Y mwks +
Pms ≥ (1 − νms ) (fm )
Em ≤
∀m ∈ M
ψrn Qrnmus +
w∈ W
(5)
(6)
ϕri Q rimus + τrm P rms = hr Pms
Y mwks
∀s ∈ S, ∀r ∈ R,
∀m ∈ M
∀s ∈ S, ∀m ∈ M
w∈ W k∈K
Y mwks +
Tw wl s =
w ∈ W ,w= w l ∈L
T wjos +
w∈ W o∈ O
∀s ∈ S, ∀w ∈ W
(7)
Ymjls +
m∈ M k∈K
gvw Zvw (1 − γws )
v∈V
(8)
i∈I u∈U
j∈J l∈L
(4)
∀s ∈ S, ∀m ∈ M
n∈N u∈U
Pms =
Tw wls ≤
w ∈ W ,w=w l ∈L
m∈ M k∈K
gm
∀s ∈ S, ∀m ∈ M
T wjos +
j∈J o∈O
Ymjls + Bjs = dj
(9)
Tww l s
∀s ∈ S, ∀w ∈ W
(10)
w ∈ W ,w= w l ∈L
∀s ∈ S, ∀j ∈ J
(11)
m∈M l∈L
o∈ O
T wjos +
j∈J
l∈L
dj
Zvw ≤ 1
Ymjs
≥α
∀s ∈ S, ∀j ∈ J
∀w ∈ W
(12)
(13)
v∈V
Qrnmus ≤ (1 − δnmus ) cn
∀s ∈ S, ∀u ∈ U,
∀m ∈ M , ∀n ∈ N
(14)
Q rimus ≤ (1 − βimus ) ci
∀s ∈ S, ∀u ∈ U,
∀m ∈ M , ∀i ∈ I
(15)
r∈R
r∈R
≤ (1 − θmwks ) (fm + gm )
Ymwks
Twjos
≤ (1 − λwjos ) Mbig
∀s ∈ S, ∀w ∈ W ,
∀k ∈ K, ∀m ∈ M
∀s ∈ S, ∀o ∈ O,
∀j ∈ J, ∀w ∈ W
(16)
(17)
International Journal of Production Research
∀s ∈ S, ∀m ∈ M ,
∀j ∈ J, ∀l ∈ L
Ymjls ≤ (1 − εmjls ) (fm + gm )
Tww l s ≤ (1 − μww l s ) Mbig
Xn , Xi , Zvw ∈ {0, 1}
Em ≥ 0
∀w ∈ W , ∀l ∈ L
∀w ∈ W , ∀s ∈ S
∀n ∈ N, ∀i ∈ I,
∀w ∈ W , ∀v ∈ V
∀m ∈ M
7361
(18)
(19)
(20)
(21)
Qrnmus , Q rimus , Pms , P rms , Ymjls ,
∀u ∈ U, ∀m ∈ M ,
∀n ∈ N, ∀s ∈ S,
∀w ∈ W , ∀i ∈ I,
Y mwks , Tww l s , T wjos , Bjs ≥ 0
∀r ∈ R, ∀l ∈ L,
∀o ∈ O, ∀k ∈ K,
∀w ∈ W , ∀l ∈ L ,
∀j ∈ J,
(22)
The objective function (1) aims at minimising the expected total SC costs. The cost components include cost of selecting
primary and backup suppliers, cost of establishing DCs, cost of preparing additional production capacity in factories, cost
of purchasing and shipment of raw materials from suppliers to factories, production cost (both raw materials and final
products) in factories, transportation cost of products from factories to customers directly, from factories to DCs, and from
DCs to customers, transshipment cost, and cost of lost sales. Constraint sets (2)–(5) are the capacity constraints for the
primary suppliers, backup suppliers, factories and DCs, respectively. Constraint set (6) enforces the minimum production
in the factories. Constraint set (7) limits the maximum extendable production capacities for each factory. Constraint set (8)
warrants that the required raw material in factories is satisfied. Constraint sets (9)–(11) declare the flow balance constraints
at the factories, DCs and customers, respectively. Constraint set (12) ensures the minimum service level for each customer
under each scenario. More precisely, the proportion of the products transported to a customer through the facilities of the
SC to same customer’s demand must not be less than service level α. Constraint set (13) aims to avoid locating more
than one DC at each candidate location. Constraint sets (14)–(19) enforce that there exists no flow of products by the
disrupted links between suppliers and factories, factories and DCs, DCs and customers, factories and customers and DCs
together, respectively. For example, the objective of constraints (17) and (19) in the model is just to ensure that there would
be no product flows between DCs and customers when the connecting links are disrupted. In these constraints, Mbig is a
big number. One possible value for Mbig is v∈V gvw since the quantity of flows cannot exceed the total capacities of DCs.
Constraint sets (20)–(22) determine the problem’s decision variable types.
5. Solution approach
As the scenarios grow in number, the size of the problem increases exponentially (You, Wassick, and Grossmann 2009; Gao
and You 2015). We present an extension of Benders decomposition algorithm, named multi-cut L-shaped method that aims
to speed up the algorithm convergence process.
The multi-cut L-shaped method was first developed by Van Slyke and Wets (1969) and has since been recognised as
a powerful and efficient algorithm to solve large stochastic models (You, Wassick, and Grossmann 2009; Garcia-Herreros,
Wassick, and Grossmann 2014; Restrepo, Gendron, and Rousseau 2017). This method decomposes the original problem into a sub-problem (SP) and a master problem (MP). In general, the MP includes first stage decisions while the
SP involves second stage decisions (Jeihoonian, Zanjani, and Gendreau 2017). Due to the angular structure of two-stage
programming models, the SP can be decomposed into scenario sub-problems (You, Wassick, and Grossmann 2009). The
method provides the lower and upper bounds of the original problem through solving the MP and dual sub-problem (DSP),
respectively.
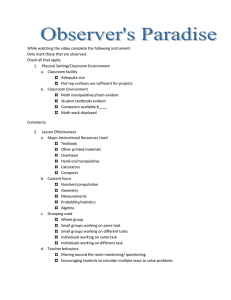
The multi-cut L-shaped method consists of three steps: (1) developing the SP, (2) finding an upper bound (UB) for optimal solutions and (3) obtaining a lower bound (LB) for optimal solutions. Steps (2) and (3) are iterated until the convergence
of the algorithm is obtained. More precisely, once the LB and UB meet a prescribed gap, the algorithm is converged. In the
following subsections, these steps are discussed to solve the model introduced in Section 4.
7362
F. Sabouhi et al.
5.1. Developing the SP
Let us fix the first stage decisions (Xn = X̄n , Xi = X¯ i , Zvw = Z̄vw , Em = Ēm ). For each scenario s, the SP is represented as
below:
Min SP =
qrnmu Qrnmus +
r∈ R n∈ N m∈ M u∈ U
+
q rimu Q rimus +
r∈ R i∈ I m∈ M u∈ U
ymjl Ymjls +
m∈ M j∈J l∈L
+
p rm P rms +
r∈ R m∈ M
y mwk Y mwks +
m∈ M w∈ W k∈ K
t wjo T wjos +
pm Pms
m∈ M
tww l Tww l s
w∈ W w ∈ W ,w= w l ∈L
w∈ W j∈J o∈ O
bj Bjs
(23)
j∈J
Qrnmus ≤ (1 − σns ) cn X̄n
∀n ∈ N
(24)
r∈R m∈M u∈U
Q rimus ≤ c i X¯ i
∀i ∈ I
(25)
r∈R m∈M u∈U
φm Pms +
ηrm P rms ≤ (1 − νms ) (fm + Ēm )
r∈R
Y mwks +
Tw wl s ≤
w ∈ W ,w=w l ∈L
m∈ M k∈K
∀m ∈ M
(26)
gvw Z̄vw (1 − γws )
Pms ≥ (1 − νms ) (fm ) ∀m ∈ M
ψrn Qrnmus +
ϕri Q rimus + τrm P rms = hr Pms
n∈N u∈U
Pms =
T wjos +
∀m ∈ M , ∀r ∈ R
(29)
Tw wl s =
(30)
T wjos +
j∈J o∈O
Ymjls + Bjs = dj
∀j ∈ J
Tww l s
∀w ∈ W
(31)
w ∈ W ,w= w l ∈L
(32)
m∈M l∈L
o∈ O
T wjos +
j∈J
l∈L
Ymjls
≥α
∀j ∈ J
(33)
Qrnmus ≤ (1 − δnmus ) cn
∀u ∈ U, ∀m ∈ M ,
∀n ∈ N
(34)
Q rimus ≤ (1 − βimus ) ci
∀m ∈ M , ∀u ∈ U,
∀i ∈ I
(35)
r∈R
(28)
∀m ∈ M
w ∈ W ,w= w l ∈L
dj
Y mwks
w∈ W k∈K
Y mwks +
w∈ W o∈ O
w∈ W
Ymjls +
m∈ M k∈K
(27)
i∈I u∈U
j∈J l∈L
∀w ∈ W
v∈V
r∈R
≤ (1 − θmwks ) (fm + gm )
Ymwks
≤ (1 − λwjos )
Twjos
gvw
v∈V
∀o ∈ O, ∀j ∈ J,
∀w ∈ W
Ymjls ≤ (1 − εmjls ) (fm + gm )
Tww l s ≤ (1 − μww l s )
v∈V
∀m ∈ M , ∀k ∈ K,
∀w ∈ W
gvw
∀m ∈ M , ∀j ∈ J,
∀l ∈ L
∀w ∈ W , ∀l ∈ L
∀w ∈ W (36)
(37)
(38)
(39)
International Journal of Production Research
7363
∀u ∈ U, ∀m ∈ M ,
∀n ∈ N, ∀w ∈ W ,
∀i ∈ I, ∀r ∈ R,
∀l ∈ L, ∀w ∈ W ,
∀o ∈ O, ∀l ∈ L ,
∀j ∈ J, ∀k ∈ K
Qrnmus , Q rimus , Pms , P rms , Ymjls ,
Y mwks , Tww l s , T wjos , Bjs ≥ 0
(40)
5.2. Finding an UB
To obtain an UB for the objective function of original problem at each iteration, we define a1 , . . . , a16 as the dual variables
related to the SP’s constraints. The DSP for each scenario s is stated as follows:
Max DSP = −
(1 − σns ) cn X̄n a1ns −
n∈ N
+
(1 − νms ) (f
5
m ) ams
+
dj a9js
j∈ J
(1 − βimus ) c i a12
imus −
i∈ I m∈ M u∈ U
−
+
(1 − νms ) (fm + Ēm ) a3ms −
m∈ M
α dj a10
js
−
j∈ J
gvw Z̄vw (1 − γws ) a4ws
v∈ V w∈ W
(1 − δnmus ) cn a11
nmus
n∈ N m∈ M u∈ U
(1 − θmwks ) (fm + g m ) a13
mwks
m∈ M w∈ W k∈K
(1 − λwjos ) gvw a14
wjos −
w∈ W j∈ J o∈ O v∈V
−
c i X¯ i a2is −
i∈ I
m∈ M
−
(1 − εmjls ) (fm + g m ) a15
mjls
m∈ M j∈ J l∈L
(1 − μww l s ) gvw a16
ww l s
(41)
∀u ∈ U, ∀m ∈ M
∀r ∈ R, ∀n ∈ N
(42)
w∈ W w ∈ W l ∈ L v∈V
− a1ns + a6mvs − a11
nmus ≤ qrnmu
− a2is + a6mvs − a12
imus ≤ qrimu
∀u ∈ U, ∀m ∈ M
∀r ∈ R, ∀i ∈ I
− ηrm a3ms + τrm a6mvs ≤ prm ∀r ∈ R, ∀m ∈ M
− φm a3ms + a5ms −
hr a6mvs + a7ms ≤ pm ∀m ∈ M
(43)
(44)
(45)
r∈R
15
− a7ms + a9js + a10
js − amjls ≤ ymjl
∀m ∈ M , ∀j ∈ J,
∀l ∈ L
− a4ws − a7ms + a8ws − a13
mwks ≤ ymwk
14
− a8ws + a9js + a10
js − awjos ≤ twjo
∀o ∈ O, ∀j ∈ J,
∀w ∈ W
− a4ws + a8w s − a8ws − a16
ww l s ≤ tww l
a9js ≤ bj
∀k ∈ K, ∀m ∈ M ,
∀w ∈ W
∀l ∈ L , ∀w ∈ W ,
w = w , ∀w ∈ W
∀j ∈ J
(47)
(48)
(49)
(50)
11
a1ns , a2is , a3ms , a4ws , a5ms , a10
js , anmus ,
13
14
15
16
a12
imus , amwks , awjos , amjls , aww l s ≥ 0
a6mrs , a7ms , a8ws , a9js free
(46)
∀r ∈ R, ∀u ∈ U,
∀m ∈ M , ∀n ∈ N,
∀j ∈ J, ∀o ∈ O,
∀w ∈ W , ∀i ∈ I,
∀k ∈ K,
∀m ∈ M , r ∈ R
∀j ∈ J, ∀w ∈ W
(51)
(52)
7364
F. Sabouhi et al.
As it can be seen from DSP formulation, instead of getting one solution in each iteration, we can obtain a set of solutions
to determine an UB for the original problem. In other words, if at each iteration DSP is bounded for all scenarios, the sum
of optimal values of DSP under each scenario makes an UB for the objective function of the original problem.
5.3. Obtaining a LB
Based on the solution of the DSP, the MP canprovide a LB for the original problem at each iteration. It is written as below:
Min MP =
xn Xn +
x i X i +
zvw Zvw +
em Em +
πs s
(53)
n∈ N
s ≥ −
i∈ I
v∈ V w∈ W
(1 − σns )
cn Xn ā1iter
ns
−
n∈ N
+
ciX
2iter
i āis
i∈ I
(1 − νms ) (f m ) ā5iter
ms +
m∈ M
−
m∈ M
dj ā9iter
+
js
×(1 − βimus ) c i ā12iter
imus
(1 −
−
w∈ W
0≥−
w ∈ W l ∈ L
λwjos ) gvw ā14iter
wjos
−
v∈V
gvw Zvw (1 −
γws ) ā¯ 4iter
ws
+
v∈ V w∈ W
−
×(1 − δnmus ) cn ā¯ 11iter
nmus −
−
×(1 − δnmus ) cn ā11iter
nmus
(1 − θmwks ) (fm + g m ) ā13iter
mwks
m∈ M w∈ W k∈K
(1 − εmjls ) (fm + g m ) ā15iter
mjls
(54)
(1 − νms ) (fm + Em ) ā¯ 3iter
ms
m∈ M
(1 − νms ) (f m ) ā¯ 5iter
ms +
dj ā¯ 9iter
+
js
j∈ J
×(1 − βimus ) c i ā¯ 12iter
imus
α dj ā¯ 10iter
js
j∈ J
∀s ∈ S, ∀iter
i∈ I m∈ M u∈ U
(1 − θmwks ) (fm + g m ) ā¯ 13iter
mwks −
m∈ M w∈ W k∈K
m∈ M
n∈ N m∈ M u∈ U
−
v∈ V w∈ W
n∈ N m∈ M u∈ U
c i X i ā¯ 2iter
−
is
i∈ I
gvw Zvw (1 − γws ) ā4iter
ws
(1 − μww l s ) gvw ā16iter
ww l s
n∈ N
−
α dj ā10iter
−
js
m∈ M j∈ J l∈L
(1 − σns ) cn Xn ā¯ 1iter
ns −
∀s ∈ S, ∀iter −
w∈ W j∈ J o∈ O v∈V
(1 − νms ) (fm + Em ) ā3iter
ms −
j∈ J
i∈ I m∈ M u∈ U
−
s∈ S
m∈ M
j∈ J
−
(1 − λwjos ) gvw ā¯ 14iter
wjos
w∈ W j∈ J o∈ O v∈V
(1 − εmjls ) (fm + g
m∈ M j∈ J l∈L
s ≥ 0 ∀s ∈ S
¯ 15iter
m ) āmjls
−
(1 − μww l s ) gvw ā¯ 16iter
ww l s
(55)
w∈ W w ∈ W l ∈ L v∈V
(56)
Constraints (7), (13), (20) to (21).
Eqs. (54) and (55) indicate the set of optimality and feasibility cuts generated at any iteration, where ā1iter , . . . , ā16iter
and ā¯ 1iter , . . . , ā¯ 16iter are the extreme points and rays obtained by solving the DSP at iteration iter. Figure 2 illustrates the
pseudocode of the multi-cut L-shaped algorithm.
6. Model implementation and evaluation
6.1. The case study
Industrial paints provide a protective coating for the substrate such as steel and concrete against chemical and physical
attacks. These paints prolong the overall product lifetime and hence reduce replacement costs. In addition to the primary
purpose of their use, industrial paints can give the product a pleasing appearance which is considered as a value-added
from a marketing perspective. The raw materials for producing the industrial paints include solvents, resins, pigments and
additives.
Demand for industrial paints in Asian countries is expected to rise about 8–10% per year by 2020 as the region accounts
for the largest share of the global consumption. Industrial paints are utilised in various industries such as construction,
architectural, aerospace, automotive and electronics. The Iranian Paint and Resin Industry (IPRI), as one of the main manufacturers of industrial paints in Asia, began its activities in 1965. Not only is the IPRI produce and distribute industrial
International Journal of Production Research
7365
Table 2. Characteristics of the case study.
Case study
|N|
|I|
|M |
|J|
| W|
|R|
|S|
| V|
|U|
|K|
|O|
|L|
|L |
5
1
7
7
6
4
30
2
2
2
2
1
1
paints in the Iranian market, it also exports them to neighbour countries such as Turkmenistan and Afghanistan. Industrial
paint is applied widely in the automotive industry.
IPRI has factories in seven cities including Isfahan, Karaj, Varamin, Tabriz, Arak, Qazvin and Shabestar. The required
solvents at each factory can be sourced from suppliers (petrochemical companies) located in Isfahan, Bushehr, Ahvaz,
Tabriz, Abadan and Asaloyeh cities. To improve the cost efficiency of manufacturing industrial paints, the factories are also
able to produce other raw materials (i.e. pigments, additives and resins). IPRI has main customers in Nishapur, Bam, Karaj
and Golpayegan cities who are supplied by the factories either directly or indirectly through six DCs in Yazd, Semnan,
Hamadan, Qom, Gilan and Shiraz provinces. DCs can be established in two sizes: medium and large denoted as M and L,
respectively. DCs with large size have more storage capacity and establishing cost than DCs with medium size. There are
two transport routes between each pair of supplier-factory, factory-DC and DC-customer. Also, there is a single transport
route between each factory and customer, and between DCs. Figure 3 shows the location of suppliers, factories, DCs and
customers. Also, Tables 2 and 3 illustrate the characteristics of the case study and the estimated demand for each market,
respectively.
Iran is widely considered as the most vulnerable country to disruption risks posed by disasters such as floods, strikes and
earthquakes (Sabzehchian et al. 2006; Sabouhi et al. 2018; Sabouhi et al. 2019). This issue has motivated IPRI managers to
design a more resilient SCN. For this purpose, the experts evaluated the disruption risks of petrochemical sites, factories,
DCs and transport routes between the nodes of the SC and grouped the disruption scenarios according to three scales: large,
medium and small. The characteristics of the disruption scenarios of facilities are summarised in Table 4. In our case study,
Multi-cut L-shaped algorithm
LB
,UB
, iteration
0,UB (iteration )
0
While (termination=yes)
Solve the MP
LB
MP
*
For each scenario
s do
Solve the DSP
If the DSP is unbounded then
Generate the relevant feasibility cut
else
UB (iteration )
UB (iteration ) DSP
*
Produce the relevant optimality cut
If the DSP is bounded for all of scenarios
UB
UB (iteration )
n N
If (UB
LB
xn X n
Gap ) then
termination
true
else
Add generated cuts to the MP
iteration
iteration
1
Stop;
Figure 2. Pseudocode of the multi-cut L-shaped algorithm.
i I
xi X i
v V w W
z vw Z vw
m M
em E m
7366
F. Sabouhi et al.
Table 3.
markets.
Customer
1
2
3
4
5
6
7
Product demand in different
Demand(unites)
2400
3800
480
24
220
156
200
we focused on complete disruptions at transport routes. In other words, it was assumed that there are only two possible states
for each route: disrupted or not disrupted. Tables 5 and 6 indicate which routes (upstream or downstream) are disrupted
under each scenario. These routes are labelled n − m − u, i − m − u, m − w − k, w − j − o, m − j − l and w − w − l in
Columns 3–8 of these two tables, respectively. For instance, route ‘2-5-1’ in the 6th column of Table 5 represents that the
first transport route between DC 2 and customer 5 is completely disrupted. To mitigate the impact of these disruptions, six
proactive strategies were considered: (1) using multiple sourcing, (2) adding extra production capacities to factories, (3)
Supplier
Factory
DC
Customer
Figure 3. The SC configuration in IPRI.
International Journal of Production Research
7367
Table 4. Characteristics of the facility disruption scenarios.
percentage lost capacity
of each factory (νms )
percentage lost capacity
of each supplier (σns )
Disruption scale
Small
Medium
Large
percentage lost capacity
of each DC (γws )
Scenario
1
2
3
4
5
6
1
2
3
4
5
6
7
1
2
3
4
5
6
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
0
2
5
5
6
7
8
8
9
10
10
12
14
15
15
18
18
19
20
20
25
25
30
30
35
35
38
38
40
40
5
10
10
12
12
15
15
18
18
20
22
24
24
25
25
28
28
30
30
30
35
35
40
40
45
45
45
48
50
50
0 10
5 12
10 15
10 15
12 18
12 20
15 25
15 30
18 35
20 40
20 40
24 40
25 42
25 43
25 44
28 45
28 45
29 48
30 48
30 50
30 50
35 60
35 65
40 70
40 75
45 80
45 85
50 90
50 95
50 100
8
10
12
15
15
18
20
25
27
30
32
32
35
35
36
36
38
39
40
40
45
45
48
48
50
55
60
65
68
70
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
5
5
10
10
12
12
15
15
20
20
20
24
24
25
25
25
28
28
30
30
30
30
35
35
35
40
40
45
45
50
5
10
10
10
12
12
15
15
20
20
20
20
25
25
25
28
30
30
30
30
35
35
40
40
45
45
50
50
50
50
5
10
10
12
12
15
15
18
18
20
22
24
24
25
25
28
28
30
30
30
35
35
40
40
45
45
45
48
50
50
10
10
12
12
15
15
20
20
25
30
30
32
35
35
35
38
38
40
40
40
40
45
45
50
55
60
65
70
75
80
8
10
10
15
15
20
20
25
25
30
30
35
35
35
38
38
38
40
40
40
45
45
48
48
50
52
55
55
58
60
5 10
5 15
10 20
12 20
12 25
12 25
15 30
15 30
15 35
20 40
22 40
22 40
24 45
24 45
25 45
25 48
28 48
28 48
28 50
30 50
30 55
35 60
35 60
40 65
40 70
45 75
45 80
50 85
50 90
50 100
2
2
5
5
5
8
8
9
9
10
11
11
12
12
15
15
18
18
20
20
22
25
30
30
35
35
38
40
40
40
0
5
5
5
6
6
8
8
10
10
10
12
12
15
15
18
18
20
20
20
25
30
30
35
35
36
36
38
38
40
10
10
15
20
20
25
25
30
30
30
32
32
34
34
35
35
36
38
38
40
45
50
55
55
60
65
70
75
85
90
0
2
5
5
6
7
8
8
9
10
11
12
14
14
15
15
18
18
20
20
20
25
25
30
30
35
35
35
40
40
5
5
10
10
12
12
15
15
20
20
22
24
24
25
25
28
28
30
30
30
30
35
40
45
45
48
48
50
50
50
0
5
10
10
10
12
15
18
20
20
20
20
25
25
25
28
28
30
30
30
35
35
35
40
40
45
45
48
48
50
considering multiple transport routes, (4) contracting with the backup supplier (the supplier located in Tabriz was regarded
as the backup supplier), (5) applying the lateral transshipment between DCs and (6) allowing the direct shipment of products
from factories to customers.
To keep customers satisfied, the industry experts considered three levels 0.6, 0.75 and 0.9 to ensure the minimum
fulfillment rate of customers’ demand under each scenario.
We utilised the proposed approach in this paper to design the IPRI’s SCN. The numerical results and different sensitivity
analyses are presented in the following sections.
6.2. Computational results
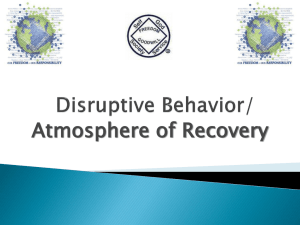
We now present the initial results obtained from implementing the model on the case study. Figure 4 depicts the total cost
breakdown given different CSLs. The expected production costs take approximately more than half of the total cost. Also,
the expected purchasing costs account for a considerable portion of the total cost, at roughly 20%. These results confirm the
importance of purchasing and production strategies to mitigate SC costs.
The expected lost sales and fixed costs depend on CSLs. Therefore, with rise in the CSL (i.e. α) the expected costs
of lost sales decrease, while the fixed costs increase. More specifically, when the CSL increases, the SC needs to involve
more facilities in supply, production and distributions parts to ensure the minimum fulfillment rate of customers’ demands,
which results in increasing the fixed costs and decreasing the expected lost sales costs. For example, as the CSL moves from
α =0.6 to α =0.9, the expected lost sales and fixed cost shares of the total cost change from 14% to 7% and 3% to 15%,
respectively. Figure 4 illustrates the trade-off between the costs of logistics and lost sales under different CSLs. The results
indicate that an increase in the CSL value causes an increase in logistics cost and a decrease in lost sales cost.
7368
Table 5. The impacted routes under each scenario of disruption for small and medium size problems.
Disruption scale Scenario
Small
i − m − u (βimus )
m − w − k (θmwks )
w − j − o (λ wjos )
m − j − l (εmjls )
w − w − l (μww l s )
–
–
–
–
–
–
–
–
–
1-7-1
1-7-1
1-7-1
1-7-1, 2-6-1
1-7-1, 2-6-1
1-7-1, 2-6-1, 3-3-1
–
–
–
–
–
–
–
–
–
1-4-1
1
2
3
4
5
6
7
8
9
10
–
1-2-2
1-2-2, 1-4-1
1-2-2, 1-4-1, 2-1-1
1-2-2, 1-4-1, 2-1-1
1-2-2, 1-4-1, 2-1-1, 2-2-2
1-2-2, 1-4-1, 2-1-1, 2-2-2
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1
–
–
–
–
–
–
–
–
6-1-1
6-1-1
5-6-2
1-1-1, 5-6-2
1-1-1, 5-6-2
1-1-1, 5-6-2
1-1-1, 5-6-2, 1-1-2
1-1-1, 5-6-2, 1-1-2, 6-3-2
1-1-1, 5-6-2, 1-1-2, 6-3-2
1-1-1, 5-6-2, 1-1-2, 6-3-2
2-5-1
2-5-1, 2-6-2
2-5-1, 2-6-2, 3-5-1
2-5-1, 2-6-2, 3-5-1
2-5-1, 2-6-2, 3-5-1, 3-6-1
2-5-1, 2-6-2, 3-5-1, 3-6-1
2-5-1, 2-6-2, 3-5-1, 3-6-1
11
12
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1, 2-3-2
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1, 2-3-2,
2-4-2
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1, 2-3-2,
2-4-2
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1, 2-3-2,
2-4-2 2-5-2
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1, 2-3-2,
2-4-2 2-5-2
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1, 2-3-2,
2-4-2 2-5-2, 2-6-2
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1, 2-3-2,
2-4-2 2-5-2, 2-6-2
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1, 2-3-2,
2-4-2 2-5-2, 2-6-2, 4-1-1
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1, 2-3-2,
2-4-2 2-5-2, 2-6-2, 4-1-1, 4-6-2
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1, 2-3-2,
2-4-2 2-5-2, 2-6-2, 4-1-1, 4-6-2
6-1-1
6-1-1
1-1-1, 5-6-2, 1-1-2, 6-3-2, 2-3-2
1-1-1, 5-6-2, 1-1-2, 6-3-2, 2-3-2
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2
1-7-1, 2-6-1, 3-3-1
1-7-1, 2-6-1, 3-3-1 4-5-1
1-4-1
1-4-1
6-1-1
1-1-1, 5-6-2, 1-1-2, 6-3-2, 2-3-2
1-7-1, 2-6-1, 3-3-1 4-5-1
1-4-1
6-1-1
1-1-1, 5-6-2, 1-1-2, 6-3-2, 2-3-2
6-4-1
1-1-1, 5-6-2, 1-1-2, 6-3-2, 2-3-2
6-4-1
1-1-1, 5-6-2, 1-1-2, 6-3-2, 2-3-2
6-4-1
1-1-1, 5-6-2, 1-1-2, 6-3-2, 2-3-2
6-4-1, 4-2-2
1-1-1, 5-6-2, 1-1-2, 6-3-2, 2-3-2
6-4-1, 4-2-2
1-1-1, 5-6-2, 1-1-2, 6-3-2, 2-3-2
6-4-1, 4-2-2
1-1-1, 5-6-2, 1-1-2, 6-3-2, 2-3-2
6-4-1, 4-2-2, 7-3-2
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2,
4-6-2
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2,
4-6-2
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2,
4-6-2
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2,
4-6-2, 5-5-1
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2,
4-6-2, 5-5-1
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2,
4-6-2, 5-5-1
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2,
4-6-2, 5-5-1, 5-6-1
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2,
4-6-2, 5-5-1, 5-6-1
1-7-1, 2-6-1, 3-3-1 4-5-1
1-4-1
1-7-1, 2-6-1, 3-3-1 4-5-1
1-4-1, 2-6-1
1-7-1, 2-6-1, 3-3-1 4-5-1, 5-1-1
1-4-1, 2-6-1
1-7-1, 2-6-1, 3-3-1 4-5-1, 5-1-1
1-4-1, 2-6-1
1-7-1, 2-6-1, 3-3-1 4-5-1, 5-1-1
1-4-1, 2-6-1
1-7-1, 2-6-1, 3-3-1 4-5-1, 5-1-1
1-4-1, 2-6-1
1-7-1, 2-6-1, 3-3-1 4-5-1, 5-1-1, 6-7-1
1-4-1, 2-6-1
13
14
15
16
17
18
19
20
6-1-1
6-1-1, 6-2-2
6-1-1, 6-2-2
6-1-1, 6-2-2
6-1-1, 6-2-2
6-1-1, 6-2-2
F. Sabouhi et al.
Medium
n − m − u (δnmus )
Table 6. The impacted routes under each scenario of disruption for large size problems.
Disruption
scale
Large
n − m − u (δnmus )
i − m − u (βimus )
21
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1,
2-3-2, 2-4-2 2-5-2, 2-6-2, 4-1-1,
4-6-2, 3-1-2
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1,
2-3-2, 2-4-2 2-5-2, 2-6-2, 4-1-1,
4-6-2, 3-1-2, 3-2-1
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1,
2-3-2, 2-4-2 2-5-2, 2-6-2, 4-1-1,
4-6-2, 3-1-2, 3-2-1
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1,
2-3-2, 2-4-2 2-5-2, 2-6-2, 4-1-1,
4-6-2, 3-1-2, 3-2-1, 3-3-1
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1,
2-3-2, 2-4-2 2-5-2, 2-6-2, 4-1-1,
4-6-2, 3-1-2, 3-2-1, 3-3-1, 4-1-2 3-4-1
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1,
2-3-2, 2-4-2 2-5-2, 2-6-2, 4-1-1,
4-6-2, 3-1-2, 3-2-1, 3-3-1, 4-1-2
3-4-1, 3-5-2
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1,
2-3-2, 2-4-2 2-5-2, 2-6-2, 4-1-1,
4-6-2, 3-1-2, 3-2-1, 3-3-1, 4-1-2
3-4-1, 3-5-2, 3-6-2, 4-2-1, 4-5-2
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1,
2-3-2, 2-4-2 2-5-2, 2-6-2, 4-1-1,
4-6-2, 3-1-2, 3-2-1, 3-3-1, 4-1-2
3-4-1, 3-5-2, 3-6-2, 4-2-1, 4-5-2,
5-3-2, 5-4-2, 5-5-2
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1,
2-3-2, 2-4-2 2-5-2, 2-6-2, 4-1-1,
4-6-2, 3-1-2, 3-2-1, 3-3-1, 4-1-2
3-4-1, 3-5-2, 3-6-2, 4-2-1, 4-5-2,
5-3-2, 5-4-2, 5-5-2 5-6-2, 5-7-2,
5-2-2, 5-1-2, 4-7-2, 3-1-1
1-2-2, 1-4-1, 2-1-1, 2-2-2, 3-7-2, 4-3-1,
2-3-2, 2-4-2 2-5-2, 2-6-2, 4-1-1,
4-6-2, 3-1-2, 3-2-1, 3-3-1, 4-1-2
3-4-1, 3-5-2, 3-6-2, 4-2-1, 4-5-2,
5-3-2, 5-4-2, 5-5-2 5-6-2, 5-7-2,
5-2-2, 5-1-2, 4-7-2, 3-1-1, 4-4-1,
4-5-1, 3-5-1
6-1-1, 6-2-2
22
23
24
25
26
27
28
29
30
m − w − k (θmwks )
w − j − o (λ wjos )
m − j − l (εmjls )
w − w − l (μww l s )
1-1-1, 5-6-2, 1-1-2, 6-3-2
2-3-2, 6-4-1, 4-2-2, 7-3-2
4-5-1
1-1-1, 5-6-2, 1-1-2, 6-3-2
2-3-2, 6-4-1, 4-2-2, 7-3-2
4-5-1
1-1-1, 5-6-2, 1-1-2, 6-3-2
2-3-2, 6-4-1, 4-2-2, 7-3-2
4-5-1, 4-5-2
1-1-1, 5-6-2, 1-1-2, 6-3-2
2-3-2, 6-4-1, 4-2-2, 7-3-2
4-5-1, 4-5-2
1-1-1, 5-6-2, 1-1-2, 6-3-2
2-3-2, 6-4-1, 4-2-2, 7-3-2
4-5-1, 4-5-2, 5-1-2
1-1-1, 5-6-2, 1-1-2, 6-3-2
2-3-2, 6-4-1, 4-2-2, 7-3-2
4-5-1, 4-5-2, 5-1-2, 5-5-1
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2,
4-6-2, 5-5-1, 5-6-1
1-7-1, 2-6-1, 3-3-1 4-5-1,
5-1-1, 6-7-1
1-4-1, 2-6-1 3-5-1
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2,
4-6-2, 5-5-1, 5-6-1
1-7-1, 2-6-1, 3-3-1 4-5-1,
5-1-1, 6-7-1
1-4-1, 2-6-1 3-5-1
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2,
4-6-2, 5-5-1, 5-6-1 6-5-2
1-7-1, 2-6-1, 3-3-1 4-5-1,
5-1-1, 6-7-1 6-2-1
1-4-1, 2-6-1 3-5-1, 4-5-1
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2,
4-6-2, 5-5-1, 5-6-1 6-5-2,
6-6-2
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2,
4-6-2, 5-5-1, 5-6-1 6-5-2,
6-6-2, 1-5-2
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2,
4-6-2, 5-5-1, 5-6-1 6-5-2,
6-6-2, 1-5-2
1-7-1, 2-6-1, 3-3-1 4-5-1,
5-1-1, 6-7-1 6-2-1
1-4-1, 2-6-1 3-5-1, 4-5-1
1-7-1, 2-6-1, 3-3-1 4-5-1,
5-1-1, 6-7-1 6-2-1
1-4-1, 2-6-1 3-5-1, 4-5-1
5-6-1
1-7-1, 2-6-1, 3-3-1 4-5-1,
5-1-1, 6-7-1 6-2-1
1-4-1, 2-6-1 3-5-1, 4-5-1
5-6-1, 6-1-1
1-1-1, 5-6-2, 1-1-2, 6-3-2
2-3-2, 6-4-1, 4-2-2, 7-3-2
4-5-1, 4-5-2, 5-1-2, 5-5-1
5-5-2
1-1-1, 5-6-2, 1-1-2, 6-3-2
2-3-2, 6-4-1, 4-2-2, 7-3-2
4-5-1, 4-5-2, 5-1-2, 5-5-1
5-5-2, 3-2-2
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2,
4-6-2, 5-5-1, 5-6-1 6-5-2,
6-6-2, 1-5-2
1-7-1, 2-6-1, 3-3-1 4-5-1,
5-1-1, 6-7-1 6-2-1, 1-4-1
1-4-1, 2-6-1 3-5-1, 4-5-1
5-6-1, 6-1-1
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2,
4-6-2, 5-5-1, 5-6-1 6-5-2,
6-6-2, 1-5-2, 1-6-2
1-7-1, 2-6-1, 3-3-1 4-5-1,
5-1-1, 6-7-1 6-2-1, 1-4-1
1-4-1, 2-6-1 3-5-1, 4-5-1
5-6-1, 6-1-1
6-1-1, 6-2-2, 6-3-1 6-5-1
1-1-1, 5-6-2, 1-1-2, 6-3-2
2-3-2, 6-4-1, 4-2-2, 7-3-2
4-5-1, 4-5-2, 5-1-2, 5-5-1
5-5-2, 3-2-2, 1-4-1
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2,
4-6-2, 5-5-1, 5-6-1 6-5-2,
6-6-2, 1-5-2, 1-6-2 1-4-2
1-7-1, 2-6-1, 3-3-1 4-5-1,
5-1-1, 6-7-1 6-2-1, 1-4-1,
7-3-1
1-4-1, 2-6-1 3-5-1, 4-5-1
5-6-1, 6-1-1
6-1-1, 6-2-2, 6-3-1 6-5-1
1-1-1, 5-6-2, 1-1-2, 6-3-2
2-3-2, 6-4-1, 4-2-2, 7-3-2
4-5-1, 4-5-2, 5-1-2, 5-5-1
5-5-2, 3-2-2, 1-4-1, 2-6-1
2-5-1, 2-6-2, 3-5-1, 3-6-1 4-5-2,
4-6-2, 5-5-1, 5-6-1 6-5-2,
6-6-2, 1-5-2, 1-6-2 1-4-2
1-7-1, 2-6-1, 3-3-1 4-5-1,
5-1-1, 6-7-1 6-2-1, 1-4-1,
7-3-1 7-5-1
1-4-1, 2-6-1 3-5-1, 4-5-1
5-6-1, 6-1-1
6-1-1, 6-2-2
6-1-1, 6-2-2
6-1-1, 6-2-2, 6-3-1
6-1-1, 6-2-2, 6-3-1
6-1-1, 6-2-2, 6-3-1
6-1-1, 6-2-2, 6-3-1
6-1-1, 6-2-2, 6-3-1 6-5-1
International Journal of Production Research
Scenario
7369
7370
F. Sabouhi et al.
Expected
shipment
costs; 0.13
(M $)
Expected
costs of last
sales; 0.29
(M $)
Expected
purchasing
costs; 0.45
(M $)
Fixed costs;
0.07 (M $)
3%
14%
22%
6%
Expected
costs of last
sales; 0.23
(M $)
Expected
shipment
costs; 0.13
(M $)
11%
6%
9%
21%
53%
55%
Expected
production
costs; 1.11
(M $)
Expected
purchasing
costs; 0.46
(M $)
Fixed costs;
0.20 (M $)
Expected
production
costs; 1.15
(M $)
Logistics cost=1.75 (M $)
Lost sales cost=0.29 (M$)
Logistics cost=1.95 (M $)
Lost sales cost=0.23 (M$)
b)
a)
Expected
shipment
costs; 0.14
(M $)
Expected
costs of last
sales; 0.15
(M $)
Fixed costs;
0.35 (M $)
7%
6%
15%
Expected
purchasing
costs; 0.48
(M $)
21%
52%
Expected
production
costs; 1.19
(M $)
Logistics cost=2.15 (M$)
Lost sales cost=0.15 (M$)
c)
Figure 4. Breakdown of the total cost for different CSLs. (a) α =0.6. (b) α =0.75. (c) α =0.9.
Table 7. Percentage utilised capacity of each facility under different disruption scales and CSLs.
Supplier
Factory
DC
1
CSL
Disruption scale
1
2
3
4 5
6
1
2
3
4
5
6
7
87
89
89
89
89
89
88
88
88
9
9
83
39
66
90
89
89
89
7
7
83
89
89
89
89 100
89 100
89 100
9
9
83
39
68
100
89
89
89
α = 0.6
small
medium
large
100 26 100
100 53 100
100 92 100
α = 0.75
small
medium
large
100 11 100
100 36 100
100 72 100
100
100
100
7
7
83
α = 0.9
small
medium
large
100 11 100
100 36 100
100 88 100
100 86 98 100 9
37 92 7
100 100 98 100 9
55 100 7
100 100 98 100 100 100 100 83
L M
2
L
3
M
33
33
33
L
4
M
L
5
M L M L
6
M
7 67
33 67
33 67
10
32
33
59
67
67
67
67
67
18
20
33
59
67
67
67
67
67
19
22
33
Let us now determine optimal SC decisions including sourcing, capacity and location decisions. Table 7 shows the
utilised capacity of each facility at different disruption scales and CSLs. Generally, we observe that the level of involvement
of a facility depends on its performance in terms of robustness to disruptions and cost. This result can be explained for each
facility as follows.
International Journal of Production Research
7371
From Table 7, the SC tasks almost half of the suppliers to provide raw materials in all situations. The primary suppliers
1, 2 and 3 serve factories in all circumstances, while the primary suppliers 4 and 5 are selected under any conditions.
Moreover, the supplier 6 acts as a backup supplier in specific situations. Practically, IPRI tends to contract with more robust
to disruptions and less expensive suppliers such as the suppliers 1 and 3. On the other hand, suppliers 4 and 5 are known to
be vulnerable to disruptions, and there is no tendency to purchase raw materials from them by IPRI.
The backup supplier 6 is a more expensive supplier with the least vulnerability to disruptions in comparison with the
other suppliers. When the CSL is higher than 0.75 (i.e. α ≥ 0.75), IPRI would require selecting this backup supplier.
This observation may indicate that the backup supplier contributes to enhancement of IPRI responsiveness to customers’
demands. Another finding is that the capacity utilisation of the supplier 2 increases with the rise in the CSLs and disruption
scales. This may refer to the key role of this supplier to assist IPRI in increasing responsiveness and resilience against higher
fulfillment rate of customers’ demands and larger disruptions, respectively.
There is a similar trend of what was discussed above for the level of involvement of factories in different situations.
That is, factories with the least production costs and vulnerability to disruptions have the most amount of production such
as factories 1, 2, 3 and 6. On the other hand, factories 4 and 7 have less production than the other factories because of their
undesired performance in terms of robustness to disruptions and cost. Another observation is that the capacity utilisation of
factory 5 depends on the disruption scales. More specifically, there exists a direct relation between the amount of production
of this factory and the scale of disruptions. This result is regardless of the CSL. We may imply that factory 5 mainly
contributes to enhancement of IPRI resilience against large-scale disruptions.
From Table 7, all situations, independent of the disruption scales, establish the DCs 2, 4 and 6 to distribute products
to customers. This may be attributed to the suitable distance of these DCs from customers and the other facilities which
helps reduce total transportation costs. The DCs 1 and 5 are opened under any conditions and the DC 3 is activated only in
specific circumstances. Regardless of the CSLs, the DCs 4 and 6 are established with large and medium sizes, respectively.
However, the selection of the size of the DC 2 is a function of the CSL. The DC 2 is a less vulnerable DC with higher
establishing cost compared to other DCs. Therefore, this DC with large size tends to be opened when the CSL increase (i.e.
α ≥ 0.75). The DC 3, which has high establishing cost and low robustness to disruptions, is the least preferred alternative
unless the CSL equals 0.6 (i.e. α = 0.6).
6.3. Trade-off between CSL and total cost
Here, we aim to investigate the effect of varying CSL (α) on the total cost. Figure 5 indicates the conflict between the
CSL and the total cost for four situations including small-scale disruptions only, medium-scale disruptions only, large-scale
disruptions only and all disruption clusters. As illustrated in Figure 5, increasing the CSL results in increasing the total SC
cost. This finding is evident as high fulfillment rate of customers’ demands does not obtain free. As the CSL rises, the SC
has to engage more and more facilities to meet the customers’ demand; the added facilities are likely to generate more costs
and be more vulnerable to disruptions. The pattern of changes in total cost at various CSLs and disruption clusters is also
rather interesting. It appears that in each disruption situation, an increase in the CSL results in a linear increase in total cost.
Consequently, a decision maker will be largely able to apply this pattern when estimating the total SC cost under disruptions
and at various CSLs.
6.4. The effect of facility and transport route disruptions on the total cost
As mentioned in Section 6.1, the following disruptions can affect the IPRI’s SC: (a) partial or complete disruptions at
facilities including suppliers, factories and DCs and (b) complete disruptions at transport routes between the suppliers and
factories, factories and DCs, DCs and customers and factories and customers. In this section, we investigate how these six
types of disruptions can impact the total cost. At three CSLs, the percentage increase in the expected total cost of IPRI
is calculated for the following situations: (1) disruptions at suppliers only, (2) disruptions at factories only, (3) disruptions
at DCs only, (4) disruptions at transport routes between suppliers and factories only, (5) disruptions at transport routes
between factories and DCs only, (6) disruptions at transport routes between DCs and customers only, (7) disruptions at
transport routes between factories and customers only, (8) disruptions at transport routes between DCs only, (9) disruptions
at facilities only, (10) disruptions at transport routes between SC nodes only and (11) all types of disruptions. These results
are presented in Figure 6, wherein the baseline is when no disruption occurs.
6.5. The impact of variations in lost sales cost on the total cost
Figure 7 investigates how variations in the lost sales cost can impact the percentage increase in expected total cost at different
CSLs. What is evident from the figure is that for each CSL the percentage increase in total cost is greater at larger variability
7372
F. Sabouhi et al.
Small-scale disruptions only
All disruption clusters
Medium-scale disruptions only
Large-scale disruptions only
2.5
Expected total cost (M $)
2.4
2.3
2.2
2.1
2.0
1.9
1.8
1.7
1.6
1.5
=0.6
=0.75
=0.9
CSL
Percentage of increase in total cost (%)
Figure 5. Conflict between CSL and cost.
27%
Disruptions at suppliers
Disruptions at factories
Disruptions at DCs
Disruptions at transport routes between suppliers and factories
Disruptions at transport routes between factories and DCs
Disruptions at transport routes between DCs and markets
Disruptions at transport routes between factories and markets
Disruptions at transport routes between DCs
Disruptions at suppliers, factories and DCs
Disruption at transport routes between SC nodes
All types of disruptions
24%
21%
18%
15%
12%
9%
6%
3%
0%
=0.6
=0.75
=0.9
CSL
Figure 6. Impact of disruptions on percentage increase in total cost at different CSLs.
level of the lost sales cost. Likewise, higher CSL leads to lower percentage increase in total SC cost at the same variability
level.
6.6. Advantages of resilience strategies
In this section, a sensitivity analysis is completed to evaluate the benefits of the resilience strategies mentioned in Section 6.1.
The results are shown in Figure 8. This figure includes six charts demonstrating the cost savings obtained by the resilience
strategies involving: (a) using multiple sourcing, (b) considering multiple transport routes, (c) contracting with backup
suppliers, (d) adding extra production capacity, (e) applying lateral transshipment and (f) allowing direct shipment.
The results indicate that irrespective of the CSL, all resilience strategies can generate significant cost savings for the SC.
We further observe that for most resilience strategies, higher CSLs are generally indicative of a more cost-efficient strategy.
For example, although the strategies of adding extra production capacity, lateral transshipment and contracting with backup
International Journal of Production Research
=0.6
15%
14%
13%
7373
5% increase in lost sales cost
10% increase in lost sales cost
15% increase in lost sales cost
20% increase in lost sales cost
25% increase in lost sales cost
30% increase in lost sales cost
12%
11%
10%
=0.9
=0.75
Percentage of increase in total cost (%)
Figure 7. Impact of variations in cost of lost sales on percentage increase in total cost at different CSLs.
suppliers are not adopted at the CSL 0.6 (i.e. α =0.6), they are applied for the CSLs higher than 0.75 (i.e. α ≥ 0.75). This
implies that resilience strategies tend to be more suitable when the SC is responsive to higher rates of customer demand
fulfillment.
As depicted in Figure 8, adding extra production capacity and multiple sourcing strategies have the highest effectiveness,
providing roughly 21% and 24% cost savings at the CSLs 0.9 and 0.75, respectively. The reason is that adding extra
production capacity can provide more responsiveness and agility to customers’ demands and also multiple sourcing can
reduce the dependency of the SC to single sourcing facilities which may be more vulnerable to disruptions.
6.7. Utilisation rate of resilience strategies
Figure 9 depicts the utilisation percentage of each resilience strategy at different CSLs. The first observation is that when the
CSL increases, the use of each strategy typically increases. As the figure illustrates, direct shipment strategy has the highest
utilisation while providing average cost savings, approximately 14% (as shown in Figure 8), when compared to the other
strategies. The reason for this is that the shipment cost accounts for a slight share of the total cost (as seen in Figure 4) and
this strategy can assist IPRI to cope with disruptions at DCs by using the direct transportation of products from factories to
customers.
6.8. Effectiveness of the proposed solution approach
We now assess the performance of the proposed multi-cut L-shaped method. To this end, in addition to case study, eleven
other test problems are employed in our experiments. The required parameters of the problems are generated randomly
within the parameter range of our case study. The characteristics of each test problem and experimental results obtained
from the multi-cut L-shaped method, classical Benders decomposition algorithm and CPLEX are reported in Table 8.
The results indicate that the multi-cut L-shaped method can solve all test problems, while the CPLEX can only be used
to solve small problems with a small number of scenarios. In average, the L-shaped method is 3, 15, 11 and 13 times faster
than the CPLEX in the third, fourth, fifth and sixth problems, respectively.
Comparing the third and fourth columns of Table 8 shows that the multi-cut L-shaped method has a better performance in
terms of runtime and number of iterations, compared to the classical Benders decomposition algorithm. Figure 10 provides
the visual representation of the multi-cut L-shaped method for the case study (i.e. test problem 3).
6.9. Advantage of stochastic programming approach
To investigate the advantage of the proposed stochastic programming approach, we compare its performance with an
expected value approach. For this purpose, a measure named value of the stochastic solution (VSS), first developed by
Birge (1982), is used. VSS can be written as follows:
VSS = EEV − RP
(57)
Where RP and EEV are the objective values under stochastic programming and expected value approaches, respectively.
RP denotes the optimal value of objective function (1) under constraints (2)–(22). To calculate EEV , we first obtain the
expected values of random parameters. Afterward, objective function (1) subject to constraints (2)–(22) is optimised in
7374
F. Sabouhi et al.
Figure 8. The effects of resilience strategies on total cost at different CSLs. (a) Using multiple sourcing. (b) Considering multiple
transport routes. (c) Contracting with backup supplier. (d) Adding extra production capacity. (e) Allowing Direct shipment. (f) Applying
Lateral transshipment.
International Journal of Production Research
7375
Multiple sourcing
60%
=0.6
=0.75
50%
=0.9
40%
Lateral
transshipment
Contracting with
backup suppluiers
30%
20%
10%
0%
Multiple transport
routes
Direct shipment
Adding extra
production capacity
Figure 9. Utilisation Percentage of each resilience strategy at different CSLs.
Table 8. Performance of multi-cut L-shaped method vs. classical Benders decomposition algorithm and CPLEX.
Problem size
Problem
1
2
3 (Case study)
4
5
6
7
8
9
10
11
12
Classical Benders
decomposition
algorithm
Multi-cut L-shaped
method
CPU
time (s)
Number of
iterations
CPU
time (s)
Number of
iterations
CPU
time (s)
3*1*3*3*3*3*10*2*2*2*2
4*1*5*5*5*3*20*2*2*2*2
5*1*7*7*6*4*30*2*2*2*2
10*2*14*14*6*4*35*2*2*2*2
15*5*21*21*12*5*40*3*2*2*3
20*7*28*28*18*5*55*3*3*3*3
25*10*35*35*24*6*60*4*3*3*3
27*11*35*35*31*6*70*4*3*3*4
30*14*38*38*34*7*80*4*3*3*4
31*15*39*39*35*7*90*4*4*4*4
32*16*40*40*36*7*100*4*4*4*4
34*18*42*42*38*7*112*5*5*5*5
40
60
78
38
112
281
694
2220
4080
4440
6060
6401
6
8
10
20
20
23
23
32
38
38
42
43
33
50
166
190
524
1260
2980
5400
8200
> 36000
> 36000
> 36000
5
6
10
24
25
32
34
40
45
–
–
–
25
32
223
575
1267
3661
> 36000
> 36000
> 36000
> 36000
> 36000
> 36000
10
LB
9
UB
LB and UB values (M $)
8
7
6
5
4
3
2
1
0
0
1
2
3
4
5
6
Iteration number
Figure 10.
CPLEX
|N| ∗ |I| ∗ |M | ∗ |J| ∗
| W | ∗ |R| ∗ |S| ∗ | V | ∗
|U| ∗ |K| ∗ |O||
The convergence plot of the proposed solution approach.
7
8
9
10
7376
F. Sabouhi et al.
2700
2400
VSS (M $)
2100
1800
1500
1200
900
600
300
0
0.55
0.6
0.65
0.7
0.75
0.8
0.85
0.9
CSL
Figure 11.
Changes in values VSS at different CSLs.
which the values of the random parameters are fixed equal to their expected values. Optimal values of the first stage decisions
are then determined for the expected value approach. Eventually, we minimise objective function (1) under constraints (2)–
(22), while utilising original data and fixing the values of the first stage decisions equal to the values obtained in the previous
step. As a result, EEV allows us to calculate the maximum cost that we would be prepared to pay to disregard uncertainty.
Figure 11 illustrates VSS values at different CSLs. Independent of the CSL value, results demonstrate the superiority of
the stochastic programming approach over the expected value approach, confirmed through positive values for VSS (from
Equation (57), a positive value for VSS indicates that EEV > RP).
7. Conclusions
Design and management of SCs are more challenging than ever before due to increasing intensity and frequency of manmade and natural disasters. These disasters can pose substantial risks to SCs. Therefore, planning to mitigate these risks is
critical for firms and their SCs. This article presented a two-stage stochastic optimisation model for designing a resilient
SCN facing disruptions in facilities and transport routes. The proposed model determines sourcing and network design
decisions and resilience strategies that can enable a SC to deal with random disruptions. To solve the model, a multi-cut
L-shaped solution method was developed.
The applicability of the proposed model was investigated using data from a real SC involved in production and distribution of industrial paints. Our interpretation of the computational results confirmed the effectiveness of the proposed model.
We investigated the effect of considering resilience and CSL on sourcing, capacity and location decisions. We also assessed
the contribution of each facility to SC responsiveness and resilience. We examined the interractions between cost and CSL
and the impact that customer demand fulfillment can have on the expected lost sales and fixed costs. Moreover, we showed
how disruptions at suppliers, factories, DCs and transport routes can influence the total cost at different CSLs.
The key managerial insights obtained from the numerical results can be summarized as as follow:
• We found that each resilience strategy could provide cost savings and enhance the SC robustness against disruption
risks. For most of the resilience strategies, the results indicate that the higher the CSL, the higher the benefits from
the strategy. This implies that resilience strategies can be more appropriate when the SC faces a higher fulfillment
rate. We also found that aresilience strategy could be effective based on its cost savings and availability levels.
• For solving large-scale stochastic models, the multi-cut L-shaped method can demonstrate a better performance in
terms of runtime and number of iterations compared to the classical Benders decomposition algorithm and CPLEX.
• When the CSL increases, the SC tends to involve more facilities to meet the customers’ demand. The new facilities
might be more costly and vulnerable to disruptions. Another interesting finding is that any increase in the CSL
leads to a linear total cost increase in every disruption situation. This means that a decision maker can apply a
pattern to estimate the total cost of the SC under disruptions and CSLs.
• The proposed stochastic programming approach outperforms the expected value approach at different CSLs.
• Focusing on different CSLs is helpful for exploring the trade-off between the logistics cost and the lost sales
cost. This implies that at larger CSLs, there is a tendency towards demand fulfillment, at the expense of increased
logistics costs. The findings correspond with real-world cases where it is expected that high CSLs help reduce the
cost of lost sales.
International Journal of Production Research
7377
• Finally, we found that as the CSL grows, the total expected cost increases at a higher rate in disruptions. This
indicates that when the SC gets more responsive to customer demands, disruptions affect its cost performance
more significantly.
Despite these important findings, there exist limitations that can set directions for future modelling efforts. For instance,
our model overlooked operational risks in the SC. Research can investigate a resilient SCND problem under operational
risks due to inherent interruptions such as uncertain facility capacity and uncertain customer demand. Further, considering
delivery lead-times may provide important insights. The incorporation of routing and scheduling decisions into the model
is another direction for future research.
Disclosure statement
No potential conflict of interest was reported by the author(s).
References
Adenso-Díaz, B., J. Mar-Ortiz, and S. Lozano. 2018. “Assessing Supply Chain Robustness to Links Failure.” International Journal of
Production Research 56: 5104–5117.
Ahmadi, G., S. A. Torabi, and R. Tavakkoli-Moghaddam. 2016. “A Bi-Objective Location-Inventory Model with Capacitated Transportation and Lateral Transshipments.” International Journal of Production Research 54: 2035–2056.
Azad, N., G. K. Saharidis, H. Davoudpour, H. Malekly, and S. A. Yektamaram. 2013. “Strategies for Protecting Supply Chain Networks
Against Facility and Transportation Disruptions: an Improved Benders Decomposition Approach.” Annals of Operations Research
210: 125–163.
Baghalian, A., S. Rezapour, and R. Z. Farahani. 2013. “Robust Supply Chain Network Design with Service Level Against Disruptions
and Demand Uncertainties: A Real-Life Case.” European Journal of Operational Research 227: 199–215.
Baryannis, G., S. Validi, S. Dani, and G. Antoniou. 2019. “Supply Chain Risk Management and Artificial Intelligence: State of the Art
and Future Research Directions.” International Journal of Production Research 57: 2179–2202.
Bevilacqua, M., F. E. Ciarapica, G. Marcucci, and G. Mazzuto. 2019. “Fuzzy Cognitive Maps Approach for Analysing the Domino Effect
of Factors Affecting Supply Chain Resilience: A Fashion Industry Case Study.” International Journal of Production Research
1–29.
Bhamra, R., S. Dani, and K. Burnard. 2011. “Resilience: the Concept, a Literature Review and Future Directions.” International Journal
of Production Research 49: 5375–5393.
Bier, T., A. Lange, and C. H. Glock. 2020. “Methods for Mitigating Disruptions in Complex Supply Chain Structures: A Systematic
Literature Review.” International Journal of Production Research 58: 1835–1856.
Birge, J. R. 1982. “The Value of the Stochastic Solution in Stochastic Linear Programs with Fixed Recourse.” Mathematical Programming
24: 314–325.
Birge, J. R., and F. Louveaux. 2011. Introduction to Stochastic Programming. New York: Springer Science & Business Media.
Cardoso, S. R., A. P. Barbosa-Póvoa, S. Relvas, and A. Q. Novais. 2015. “Resilience Metrics in the Assessment of Complex SupplyChains Performance Operating Under Demand Uncertainty.” Omega 56: 53–73.
Cattani, K., O. Perdikaki, and A. Marucheck. 2007. “The Perishability of Online Grocers.” Decision Sciences 38: 329–355.
Chopra, S., G. Reinhardt, and U. Mohan. 2007. “The Importance of Decoupling Recurrent and Disruption Risks in a Supply Chain.”
Naval Research Logistics (NRL) 54: 544–555.
Cortinhal, M., M. Lopes, and M. Melo. 2019. “A Multi-Stage Supply Chain Network Design Problem with In-House Production and
Partial Product Outsourcing.” Applied Mathematical Modelling 70: 572–594.
Costantino, N., M. Dotoli, M. Falagario, M. P. Fanti, and A. M. Mangini. 2012. “A Model for Supply Management of Agile Manufacturing
Supply Chains.” International Journal of Production Economics 135: 451–457.
Dehghani, E., M. S. Jabalameli, A. Jabbarzadeh, and M. S. Pishvaee. 2018. “Resilient Solar Photovoltaic Supply Chain Network Design
Under Business-as-Usual and Hazard Uncertainties.” Computers & Chemical Engineering 111: 288–310.
Dolgui, A., D. Ivanov, and M. Rozhkov. 2020. “Does the Ripple Effect Influence the Bullwhip Effect? An Integrated Analysis of Structural
and Operational Dynamics in the Supply Chain.” International Journal of Production Research 58: 1285–1301.
Dolgui, A., D. Ivanov, and B. Sokolov. 2018. “Ripple Effect in the Supply Chain: An Analysis and Recent Literature.” International
Journal of Production Research 56: 414–430.
Esmaeilikia, M., B. Fahimnia, J. Sarkis, K. Govindan, A. Kumar, and J. Mo. 2016. “A Tactical Supply Chain Planning Model with
Multiple Flexibility Options: An Empirical Evaluation.” Annals of Operations Research 244: 429–454.
Fahimnia, B., and A. Jabbarzadeh. 2016. “Marrying Supply Chain Sustainability and Resilience: A Match Made in Heaven.”
Transportation Research Part E: Logistics and Transportation Review 91: 306–324.
Farahani, R. Z., M. Hekmatfar, B. Fahimnia, and N. Kazemzadeh. 2014. “Hierarchical Facility Location Problem: Models, Classifications,
Techniques, and Applications.” Computers & Industrial Engineering 68: 104–117.
7378
F. Sabouhi et al.
Fattahi, M., K. Govindan, and E. Keyvanshokooh. 2017. “Responsive and Resilient Supply Chain Network Design Under Operational and
Disruption Risks with Delivery Lead-Time Sensitive Customers.” Transportation Research Part E: Logistics and Transportation
Review 101: 176–200.
Feng, Q., and R. Shi. 2012. “Sourcing from Multiple Suppliers for Price-Dependent Demands.” Production and Operations Management
21: 547–563.
Gao, J., and F. You. 2015. “Deciphering and Handling Uncertainty in Shale Gas Supply Chain Design and Optimization: Novel Modeling
Framework and Computationally Efficient Solution Algorithm.” AIChE Journal 61: 3739–3755.
Garcia-Herreros, P., J. M. Wassick, and I. E. Grossmann. 2014. “Design of Resilient Supply Chains with Risk of Facility Disruptions.”
Industrial & Engineering Chemistry Research 53: 17240–17251.
Gaury, E., H. Pierreval, and J. P. Kleijnen. 2000. “An Evolutionary Approach to Select a Pull System among Kanban, Conwip and
Hybrid.” Journal of Intelligent Manufacturing 11: 157–167.
Ghavamifar, A., A. Makui, and A. A. Taleizadeh. 2018. “Designing a Resilient Competitive Supply Chain Network Under Disruption
Risks: A Real-World Application.” Transportation Research Part E: Logistics and Transportation Review 115: 87–109.
Gong, J., J. E. Mitchell, A. Krishnamurthy, and W. A. Wallace. 2014. “An Interdependent Layered Network Model for a Resilient Supply
Chain.” Omega 46: 104–116.
Hasani, A., and A. Khosrojerdi. 2016. “Robust Global Supply Chain Network Design Under Disruption and Uncertainty Considering
Resilience Strategies: A Parallel Memetic Algorithm for a Real-Life Case Study.” Transportation Research Part E: Logistics and
Transportation Review 87: 20–52.
He, L., Z. Wu, W. Xiang, M. Goh, Z. Xu, W. Song, X. Ming, and X. Wu. 2020. “A Novel Kano-QFD-DEMATEL Approach to Optimise
the Risk Resilience Solution for Sustainable Supply Chain.” International Journal of Production Research, 1–22.
Hendricks, K. B., and V. R. Singhal. 2005. “An Empirical Analysis of the Effect of Supply Chain Disruptions on Long-run Stock Price
Performance and Equity Risk of the Firm.” Production and Operations Management 14: 35–52.
Holweg, M. 2005. “The Three Dimensions of Responsiveness.” International Journal of Operations & Production Management 25:
603–622.
Hosseini, S., and D. Ivanov. 2019. “A new Resilience Measure for Supply Networks with the Ripple Effect Considerations: A Bayesian
Network Approach.” Annals of Operations Research, 1–27.
Hosseini, S., D. Ivanov, and A. Dolgui. 2019a. “Review of Quantitative Methods for Supply Chain Resilience Analysis.” Transportation
Research Part E: Logistics and Transportation Review 125: 285–307.
Hosseini, S., D. Ivanov, and A. Dolgui. 2019b. “Ripple Effect Modelling of Supplier Disruption: Integrated Markov Chain and Dynamic
Bayesian Network Approach.” International Journal of Production Research, 1–20.
Hosseini, S., N. Morshedlou, D. Ivanov, M. Sarder, K. Barker, and A. Al Khaled. 2019. “Resilient Supplier Selection and Optimal Order
Allocation Under Disruption Risks.” International Journal of Production Economics 213: 124–137.
Hu, B., and Y. Feng. 2017. “Optimization and Coordination of Supply Chain with Revenue Sharing Contracts and Service Requirement
Under Supply and Demand Uncertainty.” International Journal of Production Economics 183: 185–193.
Ivanov, D. 2018a. “Revealing Interfaces of Supply Chain Resilience and Sustainability: A Simulation Study.” International Journal of
Production Research 56: 3507–3523.
Ivanov, D. 2018b. “Supply Chain Resilience: Modelling, Management, and Control.” In Structural Dynamics and Resilience in Supply
Chain Risk Management, 45–89. Springer.
Ivanov, D. 2019. “‘A Blessing in Disguise’or ‘as If It Wasn’t Hard Enough Already’: Reciprocal and Aggravate Vulnerabilities in the
Supply Chain.” International Journal of Production Research 58: 1–11.
Ivanov, D., and A. Dolgui. 2019a. “Low-Certainty-Need (LCN) Supply Chains: A New Perspective in Managing Disruption Risks and
Resilience.” International Journal of Production Research 57: 5119–5136.
Ivanov, D., and A. Dolgui. 2019b. “New Disruption Risk Management Perspectives in Supply Chains: Digital Twins, the Ripple Effect,
and Resileanness.” IFAC-PapersOnLine 52: 337–342.
Ivanov, D., and A. Dolgui. 2020. “Viability of Intertwined Supply Networks: Extending the Supply Chain Resilience Angles Towards
Survivability. A Position Paper Motivated by COVID-19 Outbreak.” International Journal of Production Research 58: 2904–2915.
Ivanov, D., A. Dolgui, and B. Sokolov. 2018. “Scheduling of Recovery Actions in the Supply Chain with Resilience Analysis
Considerations.” International Journal of Production Research 56: 6473–6490.
Ivanov, D., A. Dolgui, B. Sokolov, and M. Ivanova. 2017. “Literature Review on Disruption Recovery in the Supply Chain.” International
Journal of Production Research 55: 6158–6174.
Ivanov, D., A. Pavlov, A. Dolgui, D. Pavlov, and B. Sokolov. 2016. “Disruption-Driven Supply Chain (re)-Planning and Performance
Impact Assessment with Consideration of Pro-Active and Recovery Policies.” Transportation Research Part E: Logistics and
Transportation Review 90: 7–24.
Ivanov, D., and B. Sokolov. 2019. “Simultaneous Structural–Operational Control of Supply Chain Dynamics and Resilience.” Annals of
Operations Research 283: 1191–1210.
Ivanov, D., B. Sokolov, I. Solovyeva, A. Dolgui, and F. Jie. 2016. “Dynamic Recovery Policies for Time-Critical Supply Chains Under
Conditions of Ripple Effect.” International Journal of Production Research 54: 7245–7258.
Jabbarzadeh, A., B. Fahimnia, and F. Sabouhi. 2018. “Resilient and Sustainable Supply Chain Design: Sustainability Analysis Under
Disruption Risks.” International Journal of Production Research 56: 5945–5968.
International Journal of Production Research
7379
Jabbarzadeh, A., B. Fahimnia, and S. Seuring. 2014. “Dynamic Supply Chain Network Design for the Supply of Blood in Disasters: A
Robust Model with Real World Application.” Transportation Research Part E: Logistics and Transportation Review 70: 225–244.
Jabbarzadeh, A., B. Fahimnia, and J.-B. Sheu. 2017. “An Enhanced Robustness Approach for Managing Supply and Demand
Uncertainties.” International Journal of Production Economics 183: 620–631.
Jabbarzadeh, A., B. Fahimnia, J.-B. Sheu, and H. S. Moghadam. 2016. “Designing a Supply Chain Resilient to Major Disruptions and
Supply/Demand Interruptions.” Transportation Research Part B: Methodological 94: 121–149.
Jabbarzadeh, A., M. Haughton, and A. Khosrojerdi. 2018. “Closed-Loop Supply Chain Network Design Under Disruption Risks: A
Robust Approach with Real World Application.” Computers & Industrial Engineering 116: 178–191.
Jeihoonian, M., M. K. Zanjani, and M. Gendreau. 2017. “Closed-Loop Supply Chain Network Design Under Uncertain Quality Status:
Case of Durable Products.” International Journal of Production Economics 183: 470–486.
Kamalahmadi, M., and M. Mellat-Parast. 2016. “Developing a Resilient Supply Chain Through Supplier Flexibility and Reliability
Assessment.” International Journal of Production Research 54: 302–321.
Khalili, S. M., F. Jolai, and S. A. Torabi. 2017. “Integrated Production–Distribution Planning in two-Echelon Systems: a Resilience View.”
International Journal of Production Research 55: 1040–1064.
Kim, Y., Y.-S. Chen, and K. Linderman. 2015. “Supply Network Disruption and Resilience: A Network Structural Perspective.” Journal
of Operations Management 33: 43–59.
Kinra, A., D. Ivanov, A. Das, and A. Dolgui. 2019. “Ripple Effect Quantification by Supplier Risk Exposure Assessment.” International
Journal of Production Research, 1–20.
Klibi, W., A. Martel, and A. Guitouni. 2010. “The Design of Robust Value-Creating Supply Chain Networks: A Critical Review.”
European Journal of Operational Research 203: 283–293.
Lee, S.-H. 2017. “A Fuzzy Multi-Objective Programming Approach for Determination of Resilient Supply Portfolio Under Supply Failure
Risks.” Journal of Purchasing and Supply Management 23: 211–220.
Li, Q., B. Zeng, and A. Savachkin. 2013. “Reliable Facility Location Design Under Disruptions.” Computers & Operations Research 40:
901–909.
Li, Y., and C. W. Zobel. 2020. “Exploring Supply Chain Network Resilience in the Presence of the Ripple Effect.” International Journal
of Production Economics 228: 107693.
Li, Y., C. W. Zobel, O. Seref, and D. Chatfield. 2019. “Network Characteristics and Supply Chain Resilience Under Conditions of Risk
Propagation.” International Journal of Production Economics 223: 107529.
Liu, S., and L. G. Papageorgiou. 2013. “Multiobjective Optimisation of Production, Distribution and Capacity Planning of Global Supply
Chains in the Process Industry.” Omega 41: 369–382.
Liu, C.-L., K.-C. Shang, T.-C. Lirn, K.-H. Lai, and Y. V. Lun. 2018. “Supply Chain Resilience, Firm Performance, and Management
Policies in the Liner Shipping Industry.” Transportation Research Part A: Policy and Practice 110: 202–219.
Lücker, F., R. W. Seifert, and I. Biçer. 2019. “Roles of Inventory and Reserve Capacity in Mitigating Supply Chain Disruption Risk.”
International Journal of Production Research 57: 1238–1249.
Macdonald, J. R., C. W. Zobel, S. A. Melnyk, and S. E. Griffis. 2018. “Supply Chain Risk and Resilience: Theory Building Through
Structured Experiments and Simulation.” International Journal of Production Research 56: 4337–4355.
Martins, S., P. Amorim, G. Figueira, and B. Almada-Lobo. 2017. “An Optimization-Simulation Approach to the Network Redesign
Problem of Pharmaceutical Wholesalers.” Computers & Industrial Engineering 106: 315–328.
Meena, P., and S. Sarmah. 2013. “Multiple Sourcing Under Supplier Failure Risk and Quantity Discount: A Genetic Algorithm Approach.”
Transportation Research Part E: Logistics and Transportation Review 50: 84–97.
Melo, M. T., S. Nickel, and F. Saldanha-Da-Gama. 2009. “Facility Location and Supply Chain Management – A Review.” European
Journal of Operational Research 196: 401–412.
Namdar, J., X. Li, R. Sawhney, and N. Pradhan. 2018. “Supply Chain Resilience for Single and Multiple Sourcing in the Presence of
Disruption Risks.” International Journal of Production Research 56: 2339–2360.
Nguyen, H., T. C. Sharkey, S. Wheeler, J. E. Mitchell, and W. A. Wallace. 2020. “Towards the Development of Quantitative Resilience
Indices for Multi-Echelon Assembly Supply Chains.” Omega, 102199.
Ni, N., B. J. Howell, and T. C. Sharkey. 2017. “Modeling the Impact of Unmet Demand in Supply Chain Resiliency Planning.” Omega
81: 1–16.
Nooraie, S. V., and M. M. Parast. 2016. “Mitigating Supply Chain Disruptions Through the Assessment of Trade-Offs among Risks, Costs
and Investments in Capabilities.” International Journal of Production Economics 171: 8–21.
Ojha, R., A. Ghadge, M. K. Tiwari, and U. S. Bititci. 2018. “Bayesian Network Modelling for Supply Chain Risk Propagation.”
International Journal of Production Research 56: 5795–5819.
Pavlov, A., D. Ivanov, A. Dolgui, and B. Sokolov. 2017. “Hybrid Fuzzy-Probabilistic Approach to Supply Chain Resilience Assessment.”
IEEE Transactions on Engineering Management 65: 303–315.
Pavlov, A., D. Ivanov, F. Werner, A. Dolgui, and B. Sokolov. 2019. “Integrated Detection of Disruption Scenarios, the Ripple Effect
Dispersal and Recovery Paths in Supply Chains.” Annals of Operations Research, 1–23.
Peng, P., L. V. Snyder, A. Lim, and Z. Liu. 2011. “Reliable Logistics Networks Design with Facility Disruptions.” Transportation Research
Part B: Methodological 45: 1190–1211.
Pettit, T. J., J. Fiksel, and K. L. Croxton. 2010. “Ensuring Supply Chain Resilience: Development of a Conceptual Framework.” Journal
of Business Logistics 31: 1–21.
7380
F. Sabouhi et al.
Qin, X., X. Liu, and L. Tang. 2013. “A Two-Stage Stochastic Mixed-Integer Program for the Capacitated Logistics Fortification Planning
Under Accidental Disruptions.” Computers & Industrial Engineering 65: 614–623.
Rafiei, H., F. Safaei, and M. Rabbani. 2018. “Integrated Production-Distribution Planning Problem in a Competition-Based Four-Echelon
Supply Chain.” Computers & Industrial Engineering 119: 85–99.
Rajesh, R. 2019. “Social and Environmental Risk Management in Resilient Supply Chains: A Periodical Study by the Grey-Verhulst
Model.” International Journal of Production Research 57: 3748–3765.
Restrepo, M. I., B. Gendron, and L.-M. Rousseau. 2017. “A Two-Stage Stochastic Programming Approach for Multi-Activity Tour
Scheduling.” European Journal of Operational Research 262: 620–635.
Rezaee, A., F. Dehghanian, B. Fahimnia, and B. Beamon. 2017. “Green Supply Chain Network Design with Stochastic Demand and
Carbon Price.” Annals of Operations Research 250: 463–485.
Rezapour, S., R. Z. Farahani, and M. Pourakbar. 2017. “Resilient Supply Chain Network Design Under Competition: a Case Study.”
European Journal of Operational Research 259: 1017–1035.
Ruiz-Benítez, R., C. López, and J. C. Real. 2018. “The Lean and Resilient Management of the Supply Chain and its Impact on
Performance.” International Journal of Production Economics 203: 190–202.
Sabouhi, F, A Bozorgi-Amiri, M Moshref-Javadi, and M Heydari . 2019. “An Integrated Routing and Scheduling Model for Evacuation
and Commodity Distribution in Large-scale Disaster Relief Operations: A Case Study.” Annals of Operations Research 283: 643–
677.
Sabouhi, F., M. S. Pishvaee, and M. S. Jabalameli. 2018. “Resilient Supply Chain Design Under Operational and Disruption Risks
Considering Quantity Discount: A Case Study of Pharmaceutical Supply Chain.” Computers & Industrial Engineering 126: 657–
672.
Sabouhi, F., Z. S. Tavakoli, A. Bozorgi-Amiri, and J.-B. Sheu. 2018. “A Robust Possibilistic Programming Multi-Objective Model for
Locating Transfer Points and Shelters in Disaster Relief.” Transportmetrica A: Transport Science 15: 1–33.
Sabzehchian, M., H. Abolghasemi, M. H. Radfar, N. Jonaidi-Jafari, H. Ghasemzadeh, and F. M. Burkle. 2006. “Pediatric Trauma at
Tertiary-Level Hospitals in the Aftermath of the Bam, Iran Earthquake.” Prehospital and Disaster Medicine 21: 336–339.
Sadghiani, N. S., S. Torabi, and N. Sahebjamnia. 2015. “Retail Supply Chain Network Design Under Operational and Disruption Risks.”
Transportation Research Part E: Logistics and Transportation Review 75: 95–114.
Sawik, T. 2013a. “Selection and Protection of Suppliers in a Supply Chain with Disruption Risks.” International Journal of Logistics
Systems and Management 15: 143–159.
Sawik, T. 2013b. “Selection of Resilient Supply Portfolio Under Disruption Risks.” Omega 41: 259–269.
Sawik, T. 2019. “A two-Period Model for Selection of Resilient Multi-Tier Supply Portfolio.” International Journal of Production
Research, 1–18.
Sawik, T. 2020. “On the Risk-Averse Selection of Resilient Multi-Tier Supply Portfolio.” Omega, 102267.
Sharma, P., R. Vlosky, and J. A. Romagnoli. 2013. “Strategic Value Optimization and Analysis of Multi-Product Biomass Refineries with
Multiple Stakeholder Considerations.” Computers & Chemical Engineering 50: 105–129.
Shen, Z.-J. M., and M. S. Daskin. 2005. “Trade-Offs Between Customer Service and Cost in Integrated Supply Chain Design.”
Manufacturing & Service Operations Management 7: 188–207.
Shi, X.-Q., W. Long, Y.-Y. Li, D.-S. Deng, Y.-L. Wei, and H.-G. Liu. 2019. “Research on Supply Network Resilience Considering Random
and Targeted Disruptions Simultaneously.” International Journal of Production Research, 1–19.
Singh, R. K., A. Gupta, and A. Gunasekaran. 2018. “Analysing the Interaction of Factors for Resilient Humanitarian Supply Chain.”
International Journal of Production Research 56: 6809–6827.
Snyder, L. V., Z. Atan, P. Peng, Y. Rong, A. J. Schmitt, and B. Sinsoysal. 2016. “OR/MS Models for Supply Chain Disruptions: A
Review.” Iie Transactions 48: 89–109.
Snyder, L. V., M. S. Daskin, and C.-P. Teo. 2007. “The Stochastic Location Model with Risk Pooling.” European Journal of Operational
Research 179: 1221–1238.
Tan, W. J., W. Cai, and A. N. Zhang. 2019. “Structural-Aware Simulation Analysis of Supply Chain Resilience.” International Journal of
Production Research, 1–21.
Tan, W. J., A. N. Zhang, and W. Cai. 2019. “A Graph-Based Model to Measure Structural Redundancy for Supply Chain Resilience.”
International Journal of Production Research 57: 6385–6404.
Tang, C. S. 2006a. “Perspectives in Supply Chain Risk Management.” International Journal of Production Economics 103: 451–488.
Tang, C. S. 2006b. “Robust Strategies for Mitigating Supply Chain Disruptions.” International Journal of Logistics: Research and
Applications 9: 33–45.
Tang, C., and B. Tomlin. 2008. “The Power of Flexibility for Mitigating Supply Chain Risks.” International Journal of Production
Economics 116: 12–27.
Tomlin, B. 2006. “On the Value of Mitigation and Contingency Strategies for Managing Supply Chain Disruption Risks.” Management
Science 52: 639–657.
Torabi, S., M. Baghersad, and S. Mansouri. 2015. “Resilient Supplier Selection and Order Allocation Under Operational and Disruption
Risks.” Transportation Research Part E: Logistics and Transportation Review 79: 22–48.
Vaez, P, F Sabouhi, and M. S. Jabalameli. 2019. “Sustainability in a Lot-Sizing and Scheduling Problem with Delivery Time Window and
sequence-dependent setup cost consideration.” Sustainable Cities and Society 51: 101718.
International Journal of Production Research
7381
Vahidi, F., S. A. Torabi, and M. Ramezankhani. 2018. “Sustainable Supplier Selection and Order Allocation Under Operational and
Disruption Risks.” Journal of Cleaner Production 174: 1351–1365.
Van Slyke, R. M., and R. Wets. 1969. “L-shaped Linear Programs with Applications to Optimal Control and Stochastic Programming.”
SIAM Journal on Applied Mathematics 17: 638–663.
Wang, J., R. Dou, R. R. Muddada, and W. Zhang. 2018. “Management of a Holistic Supply Chain Network for Proactive Resilience:
Theory and Case Study.” Computers & Industrial Engineering 125: 668–677.
Wilson, M. C. 2007. “The Impact of Transportation Disruptions on Supply Chain Performance.” Transportation Research Part E:
Logistics and Transportation Review 43: 295–320.
Wright, J. 2013. “Taking a Broader View of Supply Chain Resilience.” Supply Chain Management Review 17: 26–31.
Xu, S., X. Zhang, L. Feng, and W. Yang. 2020. “Disruption Risks in Supply Chain Management: A Literature Review Based on
Bibliometric Analysis.” International Journal of Production Research 58: 1–19.
Yang, Y., S. Pan, and E. Ballot. 2017. “Mitigating Supply Chain Disruptions Through Interconnected Logistics Services in the Physical
Internet.” International Journal of Production Research 55: 3970–3983.
You, F., J. M. Wassick, and I. E. Grossmann. 2009. “Risk Management for a Global Supply Chain Planning Under Uncertainty: Models
and Algorithms.” AIChE Journal 55: 931–946.
Zokaee, S., A. Jabbarzadeh, B. Fahimnia, and S. J. Sadjadi. 2017. “Robust Supply Chain Network Design: an Optimization Model with
Real World Application.” Annals of Operations Research 257: 15–44.