User training
Handling
Foreword
This Training Booklet for user training is a short-form extract from various Operation Manuals
of the YASNAC DX100 / FS100 / DX200 Controller. It describes a simplified form of handling
and operating the controller.
The training document was created on the basis of the training contents and training
processes and is designed for use as an accompanying working document during the training.
We do not accept any responsibility for the correctness of this information. In case of doubt,
please refer to the respective Operation Manual for assistance. Please read all the instructions
and texts of this Training Booklet carefully and proceed to take action only after you have
understood the contents.
Should ambiguities arise, please refer to the respective Operation Manual or ask an employee
of YASKAWA Europe GmbH.
For the sake of product improvements, YASKAWA reserves the right to modify the controller
without prior notice. Modifications will be included in a future edition of the Training Booklet.
This Training Booklet will only serve its intended purpose if the display indicator in the
manufacturer's standard is used with menu symbols without Multi-Window and labels.
The proper use of this booklet may be compromised in case of customized menu navigation
and labeling of data and data fields.
Copyright Information
All training and information documents and the contents thereof handed out during training
and ceded for use are protected by copyright. These documents and extracts thereof must not
be copied, presented, lent or sold. The software used during training and the files created with
it as well as the documents that are handed out are the property of YASKAWA Europe GmbH
as the holder of rights and must not be copied, presented, lent or sold. In case of nonobservance we reserve the right to take action under civil and criminal law and prohibit the
concerned persons to take part in the training.
The intellectual property is protected by various rights - such as patent right, trademark right and
copyright - of
YASKAWA Europe GmbH.
Version 3
Version: February 2015
Editorial:
YASKAWA academy
Author: Trainers of YASKAWA academy
academy@YASKAWA.eu.com
Production/Print
ADVOPLUS & LAMMERT
www.advoplus.de
2
E180000002GB03
1
The controller .........................................................................................................4
2
The programming pendant (PP) ...........................................................................5
3
The PP display........................................................................................................6
4
Adjusting the display...........................................................................................10
5
The keys of the PP ...............................................................................................11
6
Multi-window ........................................................................................................14
7
The axis groups....................................................................................................15
8
The manipulator ...................................................................................................16
9
The coordinate systems ......................................................................................17
10
The zero position of the robot ............................................................................21
11
The TCP.................................................................................................................22
12
The movement instruction ..................................................................................24
13
The positioning accuracy....................................................................................26
14
The Job .................................................................................................................28
15
Exercise Job .........................................................................................................30
16
Job Structures......................................................................................................32
17
The Work Job .......................................................................................................34
18
Inserting, Changing and Deleting Positions......................................................36
19
The Collision Detection .......................................................................................38
20
Overrun / Contact Sensor....................................................................................39
21
The second zero position....................................................................................40
22
Overlapping spaces – CUBE...............................................................................41
23
Backup ..................................................................................................................42
24
Special keystroke combinations ........................................................................46
E180000002GB03
3
1
The controller
DX100
FS100
DX200
Multitasking - simultaneous running of programmes
12
7
12
... of which a number of robot jobs
8/16 (option)
6
8/16 (option)
... of which a number of system jobs
4
1
4
Number of possible axes
72
16
72
Number of possible manipulators (robot)
8
2
8
Number of possible tools
64
15
64
Number of possible user coordinate systems
63
15
63
Number of special signals
16 IN / 16 OUT
10 IN / 1 OUT
16 IN / 16 OUT
Number of universal signals
24 IN / 24 OUT
28 IN / 28 OUT
24 IN / 24 OUT
Maximum number of signals
2048 IN / OUT
1024 IN / OUT
4096 IN / OUT
Functional safety control
8 areas / 1 tool
4
No
E180000002GB03
32 areas / 16 tools
2
The programming pendant (PP)
For reasons of brevity, the term PP is used in the training documentation and other
YASKAWA operation manuals. The programming pendant is also colloquially called a
"teachbox".
START
REMOTE
PLAY
HOLD
TEACH
JOB
EDIT
DISPLAY
JOB CONTENT
,TEST01
CONTROL GROUP:R1
0000 NOP
0001 SET B000 1
0002 SET B001 0
0003 MOVJ VJ=80.00
0004 MOVJ VJ=80.00
0005 DOUT OT#(10) ON
0006 TIMER T=3.00
0007 MOVJ VJ=80.00
0008 MOVJ VJ=100.00
0009 MOVJ VJ=100.00
0010 MOVJ VJ=100.00
0011 MOVJ VJ=100.00
UTILITY
S:0000
TOOL:
MOVJ VJ=0.78
Main Menu
Turn on servo power
Short Cut
TOOL
OOL SEL
LAYOUT
LAYOUT
GO BACK
DIRECT
OPEN
COORD
PAGE
AGE
Multi
ENTRY
ENTR
MAIN
MENU
X-
S-
Y-
L-
SIMPLE
MENU
CANCEL
ASSIST
SERVO ON
SERVO
X+
S+
HIGH
SPEED
Y+
AREA
SELECT
SERVO
SER
VO
ON
READY
L+
X-
X+
R-
R+
Y-
Y+
Z-
Z+
T-
T+
B-
B+
FAST
Z-
U-
Z+
MANUAL SPEED
U+
SLOW
E-
8-
E+
SHIFT
INTER
LOCK
7
8
9
ROBOT
INFORM
LIST
4
5
EX.AXIS
WELD
ON/OFF
1
AUX
MOTION
TYPE
0
8+
TEST
START
SHIFT
6
BWD
FWD
2
3
DELETE
INSERT
.
-
MODIFY
ENTER
E180000002GB03
5
3
The PP display
3.1
The different display areas
Menu area
Status area
Main menu
Range
Universal
display area
Editing keys
Message line
6
3.2
The Main Menu
3.2.1
The menu area
E180000002GB03
3.2.2
The universal display screen
3.2.3
The instruction line
3.2.4
The editing keys
3.2.5
The message line
→ If the page symbol appears, this indicates that multiple messages are
pending. The messages change automatically after several seconds or can be
displayed by
touching the area or pressing the
key on the display.
E180000002GB03
7
3.2.6
The status area
The status area indicates the current status of the controller.
1
2
3
4
5
6
7
8
9
10
11
The symbols of the status area
1. Active axis group
5. Cycle types
to
Robot axis group
Robo 1 to Robot 8
Single Step
to
Basis axis group
Tracks per Robot 1 to 8
Cycle
to
External axes
External axis groups 1 to 24
Auto cycle
2. Active coordinate system
6. Current status
Joint single axis drive
Stop
Robot coordinate system
rectangular / Cartesian
Halt
Robot coordinate system
cylindrical
Emergency stop
Tool coordinate system Tool 0 to
Tool 63
Alarm
User coordinate system User 1 to
User 63
Operation
External TCP
3. Manual speed
7. Operating mode
Jog mode
Increments / Pulses
Teach mode
Manual mode
Low speed
Play mode
automatic mode
Medium speed
8. Multi-window display
High speed
Multi-window active
4. Working mode
9. Page display
Working mode
Scrolling possible
Programming mode
10. Status buffer battery
Advanced Mode
Buffer battery empty
Status synchronous mode*.
For multi-axis systems only
11. Memory status
Synchronous mode active
8
E180000002GB03
Saving in process
3.3
The simple menu
The simple menu is a "lean" user menu for the plant operator. This menu must be
defined before use by a programmer in enhanced mode. It can therefore only display
the work-specific menus which the plant operator must use for the normal production
process. This permits an easy and clearly structured working and provides a high
level of protection against inadvertent changes in other menus that may result in
errors and faults.
3.3.1
Calling up the simple menu
or
ENTRY
SIMPLE
MENU
Menu without content
User-specific
menu created
3.4
The I/F Panel
The I/F Panel is a freely programmable user interface and provides the possibility to
operate the system from the control panel. The I/F Panel is an optional chargeable
function that must be enabled by YASKAWA. Up to 10 different Panels can be used.
E180000002GB03
9
4
Adjusting the display
The display can be individually adjusted in font size and button size.
Change font:
Select font and size.
Change keys:
Select key type and size.
10
E180000002GB03
5
The keys of the PP
The table contains only a short description.
A more detailed description can be found in the operating manual.
Buttons
Description
Selection of mode between:
TEACH: Manual mode, external start is locked
PLAY: automatic mode
The start signal from external devices is disabled.
Mode selection switch
In Remote: automatic mode
The start signal from external devices is enabled, start via PP
ineffective.
Emergency Stop symbol in the status display
Emergency stop: Switches off the servo voltage immediately
EMERGENCY STOP
Play symbol in the status display
Start for Active Programs
Start
Pause symbol in the status display
Stops running jobs, stops the robot
Hold
Servo On
Hold-to-run button
not pressed -> Off
pressed -> On
by pressing -> Off
Selection of a menu item
Selection pushbutton
Move cursor in display
Cursor
MAIN
MENU
Main menu - open/close
Main menu
AREA
Move cursor between different areas
selection of an area
SERVO
ON
READY
Switch on servo power in PLAY
Servo on
Error symbol in the status display
Cancel
E180000002GB03
11
Buttons
Description
Opens the help menu
Assistant
SERVO ON
AUX
Status display for servo drives
Application-dependent assignment
AUX
Joint coordinates
single axles
Robot coordinates
rectangular or cylindrical
TOOL SEL
COORD
Tool coordinates
Coordinate system
[Selection Tool]
[Selection User]
User coordinates
External TCP is only active if corresponding function is
enabled
LAYOUT
Multi
Change between the different windows.
Multi-window
ENTRY
SIMPLE
MENU
Opening the simple menu
Simple menu
DIRECT
OPEN
Opens a direct window to programmed instructions
Open window
GO BACK
PAGE
When the page symbol is displayed, the page key can be used for
scrolling. Backwards scrolling with [SHIFT] + [PAGE KEY]
Page key
Open and close inform list
Inform list
to
Axis group Robots
Selection/Activation of axis group Robots
to
Axis group External
Type of movement
Interlock
12
Activating an external axis group
Changing the type of movement during teaching
MOVJ → MOVL → MOVC → MOVS
Double functions with other keys
e.g. [INTERLOCK] + [TEST START]
E180000002GB03
Buttons
Description
Start in test run
Start test
A step forward
forward
A step backwards
backward
Delete
Delete
insertion
insertion
modification
modification
Confirm/Enter
entering
Double key selection
Activates double functions with other keys
(Observe superscript key labels)
Changing the manual speed
Is displayed in the status area as follows:
FAST
SLOW
Manual speed
Highest manual
Speed
By additional actuation during the robot movement this moves the maximum
safety speed without changing the manual speed with [FAST] or [SLOW].
Movement keys to move the robot / the axis group manually in the selected
coordinate system.
Movement keys
numeric keypad
Direct double function according to key labels.
Special user functions assignable by key assignment.
with / or without
or
Number keys
E180000002GB03
13
6
Multi-window
The multi-window function permits to display up to 4 different windows in the universal
display screen.
6.1
Setting multi-window
→
Select the desired representation (1 window to 4 windows) in the definition screen.
1
1
2
1
2
1
2
3
1
1
2
3
2
3
1
3
2
4
Direct touching of the partitioning symbols or selection via the window design selects
the corresponding display partitioning, which is then activated with [OK]. The font size
can subsequently also be assigned individually in each window.
The
Multi-Window key can be used to scroll sequentially through the created
windows and to work in the respective active window.
14
E180000002GB03
7
The axis groups
It is generally distinguished between 3 different axis groups.
7.1
Robot
A total of 8 robots could be controlled by the
controller. The robot axis group can consist of up
to 8 single axes each. The selection is either
Robot
done via a job or can be selected manually via
the keys.
ROBOT
or
SHIFT
+
ROBOT
to
The active axis group is directly displayed in the
status area.
7.2
Basis axis
= Track
External axes
= station
Basis axes
A total of 8 basis axes could be controlled by the controller. These are usually
determined by the number of robots. Each basis axis group can consist of up to 3
single axes each.
The selection is either done via a job or can be selected manually via the keys.
EX.AXIS
or
SHIFT
+
to
EX.AXIS
The active axis group is directly displayed in the status area.
7.3
External axes
A total of 24 external axes could be controlled by the controller. Each external axis
group can consist of up to 8 single axes each.
The selection is either done via a programmed job or manually via the keys.
EX.AXIS
or
SHIFT
+
to
EX.AXIS
The active axis group is directly displayed in the status area.
E180000002GB03
15
8
The manipulator
The axes of the manipulator:
Z+
U+
R-axis
U axis
B-axis
X+
R+
Y+
B+
E-axis
Z+
X-
Z-
T+
R-
U-
T-axis
Y-
B-
E-
ZT-
E+
L-axis
Y-
L-
Y+
S-axis
L+
X-
X+
S-
8.1
S+
The joint coordinate system
In single axis drive mode (Joint), it is possible to move the individual axes of the robot.
X-
S-
Y-
L-
Z-
U-
E-
8.1.1
X+
S+
Y+
L+
Z+
U+
E+
X-
X+
R-
R+
Y-
Y+
Z-
Z+
T-
T+
8-
8+
B-
B+
Behaviour in the Joint coordinate system
The movement behaviour in the Joint coordinate system is characterized by the fact
that the movements of all axes are directly driven to the position indications of the
encoders.
This means if it is desired to move to a position or a position variable with the key
or key
, all motors of the robot will immediately rotate to the specified
encoder value. No track calculation is performed in this process.
16
E180000002GB03
9
The coordinate systems
9.1
The rectangular robot coordinate system
Y-axis
X-
S-
X+
S+
Y+
L+
X-axis
Y-
L-
z-axis
z-axis
Z+
U+
Y-axis
X-axis
Z-
U-
9.2
The cylindrical robot coordinate system
X+
S+
z-axis
X-
S-
Y-axis
Y+
L+
+ X-axis
- X-axis
Y-
L-
Y-axis
Y-
L-
E180000002GB03
Y+
L+
17
9.3
The tool coordinate system
Is always oriented so that the Z axis points in positive direction out of the flange.
X-axis
−
+
X-axis
TCP
+
+
Y-axis
−
−
+
+
z-axis
+
z-axis
Y-axis
9.4
Application examples for tool coordinates
Z-
U-
Z+
U+
X+
S+
X-
S-
z-axis
z-axis
z-axis
X-axis
X-axis
Y-axis
18
Y-axis
Y-axis
E180000002GB03
X-axis
9.5
The user coordinate systems
User coordinate systems are freely definable coordinate systems which users must
define themselves before use. A total of 63 user coordinate systems can be defined
(identified in the controller with U for User Frame).
z-axis
Y-axis
z-axis
X-axis
X-axis
Y-axis
Station, etc.
z-axis
X-
S-
Z+
Y-axis
U+
X+
S+
Z-
U-
Y+
L+
Y-axis
X-axis
Y-
L-
9.6
Application examples for user coordinates
User coordinates
Conveyor belt
E180000002GB03
19
9.7
The basis coordinate system
9.8
All coordinate systems at a glance
Tool coordinates
Robot coordinates
Basis coordinates
User coordinates
User coordinates
20
E180000002GB03
10
The zero position of the robot
This is the position of the robot in which the robot is calibrated. This is a basic
requirement for the proper operation of the system (TCP, coordinate systems, track
calculations result from this position).
10.1 Check of the zero position
To check the zero position, the robot is moved with all single axes to 0 Pulse (encoder
value), and it is checked if the markings on the axes match. If this is not the case, an
"experienced" programmer or the maintenance personnel must be informed.
E180000002GB03
21
11
The TCP
The TCP = Tool Control Point
The TCP is the point to which the entire operation and function of the robot is referred.
This means:
the track calculation
the speed
the coordinated movement
the movement to calculated positions.
In order to check the TCP of the tool, the tool must be rotated in a
rectangular coordinate system
or
or
or
around the coordinate axis
stationary with the TCP, the TCP is properly calibrated.
. If the tool remains
TCP
Checking the TCP by rotation around the coordinate axes
TCP
TCP
TCP correct
22
TCP not correct
E180000002GB03
E180000002GB03
23
12
The movement instruction
The MOV instructions are stored as movement steps with the corresponding position
approached.
The MOV instructions can include multiple different arguments.
12.1
The basic movement instructions
Joint movement
MOVJ
Example:
MOVJ
MOVJ
MOVJ
MOVJ
MOVJ
MOVJ
VJ = Joint speed from 0.01 to 100.00 %
PL = positioning accuracy level 0 to level 8
MOVJ
linear movement
MOVL
Example:
MOVJ
MOVJ
MOVL
MOVJ
MOVJ VJ=100 PL=0
MOVL
MOVL
MOVL V=80.0 PL=0
V = path speed of 0.1 to 1500.00 mm/sec.
or from 1 to 9000 cm/min.
PL = positioning accuracy level 0 to level 8
MOVL
Circular movement
MOVC
Example:
MOVC
MOVC
MOVJ
MOVC
MOVC
MOVL
MOVC V=80.0 PL=0
V = path speed of 0.1 to 1500.00 mm/sec.
or from 1 to 9000 cm/min.
PL = positioning accuracy level 0 to level 8
FPT = End of circle
MOVC
Free curved track
MOVS
Example:
MOVS
MOVS MOVS
MOVJ
MOVL
MOVS
MOVS V=80.0 PL=0
V = path speed of 0.1 to 1500.00 mm/sec.
or from 1 to 9000 cm/min.
PL = positioning accuracy level 0 to level 8
MOVS
Note: This cable contains basic information only. A more comprehensive list of the
instructions with all additional elements can be found in the YASKAWA Operating
Manual.
24
E180000002GB03
E180000002GB03
25
13
The positioning accuracy
13.1
Without position level (PL)
Generally, the movement along the programmed track of the robot depends on the
speed. This means that the speed is maintained throughout the track. Physically, this
has the consequence that the track is "smoothed" in case of a change of directions.
13.1.1
Example without PL
0000
0001
0002
0003
0004
NOP
MOVJ VJ=0.78
MOVL V = 9000.0
MOVL V = 9000.0
END
2
3
Spe
smo ed-depe
othin
n d en
g
t un
defin
ed
1
13.2
With PL
The position level (PL) is appended to the MOV instruction. The individual levels are
predefined. Before the position is reached, smoothing to the preselected position level
is initiated. A particularity with the use of PL=0 is that the position is approached and
compared. This has the consequence that the robot stops for approx. 0.3 seconds.
13.2.1
0000
0001
0002
0003
0004
Example with PL
NOP
MOVJ VJ=0.78
MOVL V = 9000.0 PL = 0..8
MOVL V = 9000.0
END
PL=0
PL=1
PL=2
0 mm
12,5 mm
25 mm
PL=3
50 mm
PL=4
100 mm
PL=5
200 mm
PL=6
300 mm
PL=7
400 mm
PL=8
500 mm
2
Spee
smoo d-indep
thing ende
n
1
26
3
E180000002GB03
t und
efine
d
E180000002GB03
27
14
The Job
The program is always called a job.
14.1
Creating a job
The generation of a new job is only possible from the programming mode.
→
14.1.1
Enter the job name
In order to generate a job, it is necessary to enter a name.
Change to the Job menu using the cursor and SELECT.
Use the SELECT key to enter the job name in the line with the alphabetic keys. The
symbol key can be used to change between the alphabet and special characters in
order to create the desired job name. Confirm the entry with ENTER. The same
procedure can also be used to enter a comment with up to 32 characters.
28
E180000002GB03
Remark: The job name should only contain the characters [ _ ] and [ / ] since a
character conversion takes place during saving on a flash card. Here, the characters
such as [!Ҥ$%&... etc.] are converted to symbols.
14.1.2 Enter comment
A comment can be entered but is not mandatory. The comment can be displayed
during the selection of a job and provides better information for the distinction and
clear assignment of jobs.
14.1.3 Select axis group
The axis group that is to be used in the process must be selected in the change
winsiwl It is not possible subsequently to change or add the axis group.
14.1.4 Select job type
Basically, the following job types are distinguished:
Robot Job:
This job type usually contains the working program of the robot.
Parallel job:
This job type is required for multitasking and monitors the simultaneous execution of
multiple robot jobs.
Robot macro:
This job type usually contains the working program of the robot for the macro function.
Parallel Macro:
This job type is required for multitasking and monitors the simultaneous execution of
multiple robot macro jobs.
System Job:
This job type is a special job that always runs in the background.
E180000002GB03
29
15
Exercise Job
As an exercise, a movement around a pallet.
JOB:
0000
0001
0002
0003
0004
0005
0006
0007
0008
0009
0010
0011
0012
0013
30
RECTANGLE
0001
NOP
MOVJ VJ=25
start position
0002
0003
0004
0005
0006
0007
0008
0009
0010
0011
0012
MOVJ VJ=25
MOVJ VJ=25
MOVL V=120
MOVL V=120
MOVL V=120
MOVL V=120
MOVL V=120
MOVL V=120
MOVL V=120
MOVJ VJ=25
MOVJ VJ=25
Safety position
Approach to component (pallet)
Approach next position
Rotate tool by 90 degrees
Approach next position
Rotate tool by 90 degrees
Approach next position
Rotate tool by 90 degrees
Approach next position
Safety position
start position
END
E180000002GB03
E180000002GB03
31
32
0005 END
0005 JUMP *START IF B099 < 1
0004 CALL JOB: WORK-1 IF IN#(01) ON
0002 CALL JOB: CHECK-CUBE
0001 CALL JOB: RESET
0001 *START
0000 NOP
Main program
JOB: MAIN
E180000002GB03
0016 END
0015 INC B099
0014 MOVJ VJ=25.00
0013 MOVL V=500.0
0012 TIMER T=0.20
0011 CALL JOB: PLACE
0010 MOVL V=250.0 PL=0
0009 MOVJ VJ=25.00
0008 MOVJ VJ=25.00
0007 MOVL V=500.0
0006 TIMER T=0.20
0005 CALL JOB: PICK
0004 MOVL V=250.0 PL=0
0003 MOVJ VJ=25.00
0002 MOVJ VJ=25.00
0001 CALL JOB: RESET
Working program
JOB: WORK-1
NOP
DIN B050 SOUT#(57)
JUMP JOB: ERROR-CUBE IF B050 <>1
END
0000 NOP
0000
0001
0002
0004
Check of start position
JOB: CHECK-CUBE
JOB: RESET
0000 NOP
0001 DOUT OT#(10) OFF
0002 TIMER 0,3
0004 WAIT IG#(02) 0
0005 END
vacuum off / gripper open
JOB: PLACE
0000 NOP
0001 DOUT OT#(10) ON
0002 TIMER 0,3
0004 WAIT IG#(02) 255
0005 END
vacuum on / gripper close
JOB: PICK
0000 NOP
0001 ABORT
0002 ‚Robo not in CUBE
0004 END
Error message if start position not
reached
JOB: ERROR-CUBE
0000 NOP
0001 DOUT OT#(09) ON
0002 DOUT OT#(10) OFF
0004 SET B099 0
0005 END
Vacuum of / Greifer open
or counter put back to zero
16
Job Structures
Jobs are usually structured in a system. These jobs are comprised of administration
job, work jobs and consistent subjobs. This improves the clarity and simplification and
eliminates the need to program repetitive, consistent routines.
E180000002GB03
33
17
The Work Job
A sample job for practical training
JOB: BLOCK
34
0000
0001
0002 0001
0003 0002
0004 0003
0005
NOP
CALL JOB: RESET
MOVJ VJ=25
MOVJ VJ=25
MOVJ VJ=250 PL=0
CALL JOB: PICK
0006
0007
0008
0009
0010
0011
0012
0013
0014
0015
0016
TIMER T=0.20
MOVL V=250
MOVJ VJ=25
MOVJ VJ=25
MOVJ VJ=250 PL=0
CALL JOB: PLACE
TIMER T=0.20
MOVL V=250
MOVJ VJ=25
INC B099
END
0004
0005
0006
0007
0010
0011
start position
Safety position
Approach to component (chute)
JOB close suction device/gripper
Tool response time
Approach next position
Align tool for approach
Safety position
Approach to component (pallet)
JOB open suction device/gripper
Tool response time
Safety position
start position
E180000002GB03
E180000002GB03
35
18
Inserting, Changing and Deleting Positions
Saving, inserting, changing and deleting positions
always requires the servo power to be switched on
and the programming mode to be selected.
18.1
Save position
The current position is saved with the selected instruction from the instruction line
under the cursor. A prerequisite is that the cursor is positioned before the instruction
line >END< and in the address range.
ENTER
18.2
Insert position
The current position is saved with the selected instruction under the cursor. All
following lines are automatically moved on. The line numbering changes accordingly.
INSERT
18.3
+ ENTER
Changing a position
The current position is taken in the line on which the cursor is positioned. This will
change neither the MOV instruction nor the speed of the line in which the position is
changed, regardless of what was selected in the instruction line. The changed position
data are saved in the job background.
36
E180000002GB03
The change can only be seen from the fact that the cursor is no longer flashing. The
saved position and the position of the robot are identical.
MODIFY
ENTER
+
18.4
Delete position
The line on which the cursor is positioned is deleted. A prerequisite is that the position
has been approached. This can be seen from the cursor:
Cursor flashes Position has not been approached.
Cursor is steady Position has been approached.
Two procedures are possible.
18.4.1 Delete with approach
18.4.2 Delete without approach
Approach position with
Position to current position
MODIFY
FWD
ENTER
+
ENTER
DELETE
+
E180000002GB03
37
19
The Collision Detection
The integrated collision detection monitors all axes of
the robot. If the current in the servo drives increases in
case of a collision, a predefined threshold indicates a
collision. The robot will stop immediately and jump
back in the approach direction. In this case, the robot is
not in direct contact with the environment.
19.1 Resetting the collision in case of
stuck robot
If the robot gets "stuck" and the robot is in contact with the environment, the error
"Collision detected" can be reset as follows:
– As
a first step, switch off the servo drives (release permissible button).
– Only
then can the error message be reset.
– Then select the direction in any coordinate system and manually release the robot by
means of the PP.
After the servo power is switched ON, there will be only about two seconds time to
release the robot. If releasing takes too long, the error will appear again. In this case,
this step must be repeated. Alternatively, collision detection may be temporarily
switched off.
19.2
Switching off the collision detection
To switch the collision detection off, select the following procedure in the menu:
Place the cursor on the word
or
of the respective robot,
SELECT
will switch the detection off or on.
CAUTION
If the collision detection has been deactivated, it will have to be reactivated manually.
With the collision detection deactivated, massive damage may occur to the robot!
38
E180000002GB03
20
Overrun / Contact Sensor
Resetting the contact sensor or overrun error message.
To reset the error message, it is necessary to switch to the programming mode
.
The fault is highlighted in the display.
The fault can be bypassed with
Then reset the error with
.
.
It is then possible to release the robot manually with the PP.
CAUTION
As long as the display remains open, the contact sensor/overrun is bypassed. It will
not longer provide protection, and massive damage to the tool may occur if movement
occurs in the wrong direction! The contact sensor/overrun only becomes active again
when another display is opened.
E180000002GB03
39
21
The second zero position
If, after the controller has been switched on, it determines that there is a significant
difference between the ON and OFF positions in one of the robot or station axis
encoders, the following alarm will appear:
ALARM 4107
OUT OF RANGE (ABSO DATA)
It must be reset with
.
In addition, the following message is displayed:
The second zero position is the check position of the robot that enables a visual
mechanical check by the user. It this is not done, start is neither possible in TEACH
nor in PLAY mode.
21.1
Check second zero position
GO BACK
Select axis group with
(e.g.
), approach second zero position with FWD .
Check visually on the robot whether the testing point has been correctly reached.
PAGE
If yes, confirm the position.
with
AREA
SELECT
in the menu area select
SELECT
Message:
CAUTION
Return the robot to the start position defined in the JOB and start JOB.
40
E180000002GB03
22
Overlapping spaces – CUBE
Up to 64 overlapping spaces can
be defined. They are in parallel with
the robot or user coordinate
system. Overlapping spaces are
used to monitor and lock certain
working spaces of the robot.
With most robot systems, a CUBE
is used to monitor the start position.
This is to ensure the safe start of
the system. If the robot or the
station is not in the start position,
the active JOB is not started any
more, which protects the robot
system from damage.
22.1
Tool with CUBE represented
Approach CUBE
If the CUBE request produces a message: e.g. "Robot not in CUBE" and the system
does not not run, proceed as follows:
A) Got to teach mode / setup mode.
B) Switch on servo power.
C) Release robot if necessary.
D) Call up the job "CUBE".
E) Move the robot exactly to the start position.
F) Call up the MAIN JOB again.
G) Go to automatic mode / Play mode.
H) Restart system.
It is important that no reteaching of the start position occurs.
E180000002GB03
41
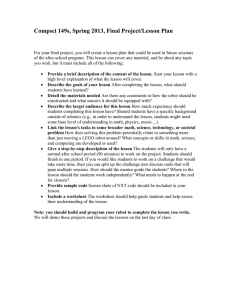
23
Backup
The backup serves to protect the programming work performed. It is helpful to save
the original JOB(s) in a reproducible, long-term manner in case of damage on the
controller or inadvertent modification of the programs by third parties. There are
different possibilities to back up data: The fastest and most cost-effective variant is a
Compact Flash Card or a USB Memory Stick.
USB slot
START
REMOTE
PLAY
HOLD
Insertion slot for
Compact Flash
TEACH
JOB
EDIT
DISPLAY
JOB CONTENT
-TEST01
CONTROL GROUP:R1
0000 NOP
0001 SET B000 1
0002 SET B001 0
0003 MOVJ VJ=80.00
0004 MOVJ VJ=80.00
0005 DOUT OT#(10) ON
0006 TIMER T=3.00
0007 MOVJ VJ=80.00
0008 MOVJ VJ=100.00
0009 MOVJ VJ=100.00
0010 MOVJ VJ=100.00
0011 MOVJ VJ=100.00
UTILITY
S:0000
TOOL:
Insertion direction
Turn on servo power
Short Cut
TOOL SEL
LAYOUT
GO BACK
DIRECT
OPEN
COORD
PAGE
Multi
ENTRY
MAIN
MENU
X-
X+
Y-
Y+
S-
L-
AREA
SELECT
SERVO
ON
READY
SIMPLE
MENU
Nut
Lip
CANCEL
ASSIST
SERVO ON
S+
USB Stick
Upper side
MOVJ VJ=0.78
Main Menu
X-
HIGH
SPEED
L+
X+
R-
R+
Y-
Y+
Z-
Z+
B-
B+
FAST
Z-
U-
Z+
MANUAL SPEED
U+
T-
T+
SLOW
E-
E+
8-
8+
SHIFT
INTER
LOCK
7
8
9
ROBOT
INFORM
LIST
4
5
6
BWD
FWD
EX.AXIS
WELD
ON/OFF
1
2
3
DELETE
INSERT
AUX
MOTION
TYPE
0
.
-
MODIFY
ENTER
TEST
START
SHIFT
Another possibility is the YASKAWA backup software FDD-Win32.
Backup may also occur directly via a network if available and set up.
42
E180000002GB03
23.1
Perform backup
1. Connect backup medium
2. Select device
•
FC1 Data backup via software FDDWIN32
•
FC2 Data backup via software
•
PC networked systems via IP address
•
CF: PP Compact Flash on PP
•
USB: PP USB stick at PP
3. Select directory
Select a directory / folder. Creating a folder is only possible in Extended Mode.
Otherwise it is also possible to select a folder on the storage medium that has been
created on the PC.
4. Select data path
The path/task must be selected for transporting/processing the data.
•
LOAD Data from storage medium into the controller
•
BACKUP Data from the controller to the storage medium
•
DELETE Deletes data only on the storage medium
•
COMPARE Comparison of data between storage medium and controller
5. Select data type
The respective data type must be selected in the data menu.
e.g. JOB or user data or System data (see “Data overview and structure" on Page 45).
6. Select data
Highlight the respective data with
Then perform the data transfer with
.
.
Acknowledge the dialog box.
E180000002GB03
43
23.2
Backup flowchart
Submenu
{SAVE}
{VERIFY} {DELETE}
*1
{FORMAT}
Select data type
{DEVICE}
*2
{FOLDER}
Create folder
Select folder
Select/highlight data
44
E180000002GB03
23.3
Data overview and structure
8. Entire CMOS area
7. CMOS data
3. Entire user memory
GO BACK
1. JOB
2. File /
General data
PAGE
Single
Coherent
Tool data
Weaving data
User coordinates
Variable data
Interruption job
Collision detection
overlap - area data
ALCMSxx.HEX
CMOSxx.HEX
JOBxx.HEX
JOBNAME.JBI
JOBNAME.JBR
TOOL.CND
WEAV.CND
UFRAME.CND
VAR.CND
INTERRUPT.CND
SHOCKLVL.CND
CUBEINTF.CND
Robot adjustment PRMTR
System definition PRMTR
Coordinates ORG. PRMTR
System Adaptation PRMTR
SPS PRMTR
Function Def PRMTR
Applications PRMTR
transmission (UNIV)
Sensor PRMTR
Servo PRMTR
Servomotor PRMTR
Movement control PRMTR
Servo Power Block PRMTR
Movement Function PRMTR
Servopack PRMTR
Converter PRMTR
Advanced –robot PRMTR
PLC program
I/O name
Pseudo- input signal
External I/O name
Register name
SV-monitor signal
Variable names
Second zero position
Alarm history
Absolute data
System information
Starting position
Robot calibration
I/O Message History
Key assignment
Macro Instr. Definition
I/F panel data
IP Network setting
Log data
ALL.PRM
RC.PRM
SD.PRM
RO.PRM
SC.PRM
CIO.PRM
FD.PRM
AP.PRM
RS.PRM
SE.PRM
SV.PRM
SVM.PRM
AMC.PRM
SVP.PRM
MF.PRM
SVS.PRM
SVC.PRM
RE.PRM
CIOPRG.LST
IONAME.DAT
PSEUDOIN.DAT
EXIONAME.DAT
IONAME.DAT
SVMON.DAT
VARNAME.DAT
HOME2.DAT
ALAMHIST.DAT
ABSO.DAT
SYSTEM.DAT
OPEORG.DAT
RBCALIB.DAT
IOMSGHST.DAT
KEYALLOC.DAT
MACRO.DAT
IFPANEL.DAT
IPNETCFORG.DAT
LOGDATA.DAT
4. all parameters
4.Parameter
5. I/O data
6. System data
E180000002GB03
45
24
Special keystroke combinations
Switch language:
SHIFT
Start test:
INTER
LOCK
Single Step: (all commands)
INTER
LOCK
+
AREA
TEST
START
+
FWD
+
Synchronous movement
Select or deselect SMOV... :
Switch to single job / multi-job:
SHIFT
+
Set output manually:
INTER
LOCK
Optional movements: EIMOV etc.
Change tool:
SHIFT
SELECT
+
+
MOTION
TYPE
TOOL SEL
SHIFT
COORD
+
(only if S2C431=1)
Change user coordinates:
(only if
TOOL SEL
SHIFT
)
Change the axis group manually:
+
ROBOT
SHIFT
+
EX.AXIS
SHIFT
Highlight lines:
Place the cursor on the instruction area
SHIFT
+
+
Change the display contrast:
MAIN
MENU
46
E180000002GB03
COORD
+
E180000002GB03
47
YASKAWA Contacts
YASKAWA
Headquarters
YASKAWA Europe GmbH
Robotics Division
Yaskawastraße 1
D-85391 Allershausen
Tel. +49 (0) 81 66/90-0
Fax +49 (0) 81 66/90-103
YASKAWA
academy and
sales office
Frankfurt
YASKAWA Europe GmbH
Robotics Division
Hauptstraße 185
D-65760 Eschborn
Tel. +49 (0) 61 96 / 777 25 - 0
Fax +49 (0) 61 96 / 777 25 - 39
YASKAWA Group
Distributors
A
YASKAWA Austria
Schwechat/Wien +43 (0)1-707-9324-15
BG
Kammarton Bulgaria Ltd.
Sofia +359-02-926-6060
CZ
YASKAWA Czech s.r.o.
Rudná u Prahy +420-257-941-718
CH
Messer Eutectic Castolin Switzerland S.A.
Dällikon +41-44-847-17-17
E
YASKAWA Ibérica, S.L.
Gavà/Barcelona +34-93-6303478
DK
Robotcenter Danmark
Løsning +45 7022 2477
F
YASKAWA France SARL
Saint-Aignan-de-Grand-Lieu
+33-2-40131919
EE
RKR Seadmed OÜ
Tallinn/Estonia +372-68-35-235
GR
Gizelis Robotics
Nea Kifissia +30-2106251455
FIN YASKAWA Finland Oy
Turku +358-(0)-403000600
H
GB
YASKAWA UK Ltd.
Banbury +44-1295-272755
Flexman Robotics Kft
Budapest +36-30-9510065
LT
I
YASKAWA Italia s.r.l.
Torino +39-011-9005833
Profibus UAB
Panevezys +370-45-518575
N
IL
YASKAWA Europe Technology Ltd.
Rosh Ha’ayin +972-3-9004114
Skala Robotech AS
Lierstranda +47-32240600
PL
NL
YASKAWA Benelux B.V.
EB Son +31-40-2895500
Integrator RHC Sp. z o.o.
Torun +48-56-6519710
PT
ROBOPLAN Lda
Aveiro +351-234 943 900
RO
Sam Robotics srl
Timisoara +40-720-279-866
RO
MPL Automation S.R.L.
Satu Mare +40 (0) 261 750 741
RUS YASKAWA Nordic AB
Moskva +46-480-417-800
SE
YASKAWA Nordic AB
Torsås +46-480-417-800
SI
YASKAWA Slovenia
Ribnica +386-1-8372-410
TR
YASKAWA Turkey Elektrik Ticaret Ltd. Sti.
İstanbul +90-216-5273450
ZA
YASKAWA Southern Africa (PTY) Ltd
Johannesburg +27-11-6083182
YASKAWA
academy
Allershausen
YASKAWA Europe GmbH
Robotics Division
Yaskawastraße 1
D-85391 Allershausen
Tel. +49 (0) 6196 777 25-70
+49 (0) 6196 777 25-80
Fax +49 (0) 6196 777 25-79
YASKAWA academy Partner
A
WIFI Oberösterreich
Wiener Str. 150
A-4021 Linz
T: +43 (0)5 7000-77
F: +43 (0)5 7000-7609
YASKAWA
academy
Eschborn
YASKAWA Europe GmbH
Robotics Division
Hauptstraße 185
D-65760 Eschborn
Tel. +49 (0) 6196 777 25-70
+49 (0) 6196 777 25-80
Fax +49 (0) 6196 777 25-79
www.yaskawa.eu.com
academy@yaskawa.eu.com
Subject to technical changes and errors excepted.