HEAT TREATMENT OF WELDED JOINTS
Heat treatment is an operation that is both time consuming and costly. It can affect the
strength and toughness of a welded joint, its corrosion resistance and the level of residual
stress but is also a mandatory operation specified in many application codes and standards.
In addition it is an essential variable in welding procedure qualification specifications.
Before discussing the range of heat treatments that a metal may be subjected to, there is a
need to clearly define what is meant by the various terms used to describe the range of heat
treatments that may be applied to a welded joint. Such terms are often used incorrectly,
particularly by non-specialists; for a metallurgist they have very precise meanings.
Solution treatment
Carried out at a high temperature and designed to take into a solution elements and
compounds which are then retained in solution by cooling rapidly from the solution
treatment temperature. This may be done to reduce the strength of the joint or to
improve its corrosion resistance. With certain alloys it may be followed by a lower
temperature heat treatment to reform the precipitates in a controlled manner (age or
precipitation hardening).
Annealing
This consists of heating a metal to a high temperature, where recrystallisation and/or
a phase transformation take place, and then cooling slowly, often in the heat treatment
furnace. This is often carried out to soften the metal after it has been hardened, for
example by cold working; a full anneal giving the very softest of microstructures. It also
results in a reduction in both the yield and the tensile strength and, in the case of ferritic
steels, usually a reduction in toughness.
Normalising
This is a heat treatment that is carried out only on ferritic steels. It comprises heating
the steel to some 30-50°C above the upper transformation temperature (for a 0.20%
carbon steel this would be around 910°C) and cooling in still air. This results in a
reduction in grain size and improvements in both strength and toughness.
Quenching
This comprises a rapid cool from a high temperature. A ferritic steel would be heated
to above the upper transformation temperature and quenched in water, oil or air blast
to produce a very high strength, fine grained martensite. Steels are never used in the
quenched condition, they are always tempered following the quenching operation.
Tempering
A heat treatment carried out on ferritic steels at a relatively low temperature, below the
lower transformation temperature; in a conventional structural carbon steel this would
be in the region of 600-650°C. It reduces hardness, lowers the tensile strength and
improves ductility and toughness. Most normalised steels are tempered before
welding, all quenched steels are used in the quenched and tempered condition.
Ageing or Precipitation hardening
A low temperature heat treatment designed to produce the correct size and distribution
of precipitates, thereby increasing the yield and tensile strength. It is generally
preceded by a solution heat treatment. For steel, the temperature may be somewhere
between 450-740 degree C, an aluminium alloy would be aged at between 100-200°C.
Longer times and/or higher temperatures result in an increase in size of the precipitate
and a reduction in both hardness and strength.
Stress relief
As the name suggests, this is a heat treatment designed to reduce the residual
stresses produced by weld shrinkage. It relies upon the fact that, as the temperature
of the metal is raised, the yield strength decreases, allowing the residual stresses to
be redistributed by creep of the weld and parent metal. Cooling from the stress relief
temperature is controlled in order that no harmful thermal gradients can occur.
Post heat
A low temperature heat treatment carried out immediately on completion of welding by
increasing the preheat by some 100°C and maintaining this temperature for 3 or 4
hours. This assists the diffusion of any hydrogen in the weld or heat affected zones
out of the joint and reduces the risk of hydrogen induced cold cracking. It is used only
on ferritic steels, where hydrogen cold cracking is a major concern i.e. very crack
sensitive steels, very thick joints etc.
Post Weld Heat Treatment (PWHT)
So what does the term 'post weld heat treatment' mean? To some engineers it is a
rather vague term that is used to describe any heat treatment that is carried out when
welding is complete. To others however, particularly those working in accordance with
the pressure vessel codes such as BS PD 5500, EN 13445 or ASME VIII, it has a very
precise meaning. When an engineer talks of post weld heat treatment, annealing,
tempering or stress relief it is therefore advisable.
Heat treatment following welding may be carried out for one or more of three
fundamental reasons:
to achieve dimensional stability in order to maintain tolerances during
machining operations or during shake-down in service
to produce specific metallurgical structures in order to achieve the required
mechanical properties
to reduce the risk of in-service problems such as stress corrosion or brittle
fracture by reducing the residual stress in the welded component
The range of heat treatments to achieve one or more of these three objectives in the
range of ferrous and non-ferrous metals and alloys that may be welded is obviously
far too extensive to cover in great detail within these brief Job Knowledge articles. The
emphasis in the following section will be on the PWHT of carbon and low alloy steels
as required by the application standards although brief mention will be made of other
forms of heat treatment that the welding engineer may encounter in the ferrous alloys.
There are two basic mechanisms that are involved, firstly stress relief and secondly
microstructural modifications or tempering.
Stress Relief
Why is it necessary to perform stress relief? It is an expensive operation requiring part
or all of the welded item to be heated to a high temperature and it may cause
undesirable metallurgical changes in some alloys. As mentioned above there may be
one or more reasons. The high residual stresses locked into a welded joint may cause
deformation outside acceptable dimensions to occur when the item is machined or
when it enters service. High residual stresses in carbon and low alloy steels can
increase the risk of brittle fracture by providing a driving force for crack propagation.
Residual stresses will cause stress corrosion cracking to occur in the correct
environment eg carbon and low alloy steels in caustic service or stainless steel
exposed to chlorides.
What causes these high residual stresses? Welding involves the deposition of molten
metal between two essentially cold parent metal faces. As the joint cools the weld
metal contracts but is restrained by the cold metal on either side; the residual stress
in the joint therefore increases as the temperature falls. When the stress has reached
a sufficiently high value (the yield point or proof strength at that temperature) the metal
plastically deforms by means of a creep mechanism so that the stress in the joint
matches the yield strength. As the temperature continues to fall the yield strength
increases, impeding deformation, so that at ambient temperature the residual stress
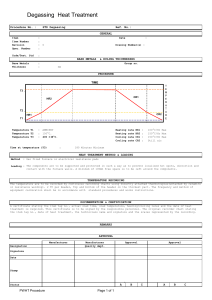
is often equal to the proof strength (Fig 1).
To reduce this high level of residual stress, the component is reheated to a sufficiently
high temperature. As the temperature is increased the proof strength falls, allowing
deformation to occur and residual stress to decrease until an acceptable level is
reached. The component would be held at this temperature (soaked) for a period of
time until a stable condition is reached and then cooled back to room temperature.
The residual stress remaining in the joint is equal to the proof strength at the soak
temperature.
Figure 1 shows that residual stress in a carbon manganese steel falls reasonably
steadily from ambient to around 600 degree C but that the high strength creep resistant
steels need to be above 400 degree C before the residual stress begins to fall.
Stainless steel is hardly affected until the temperature exceeds 500 degree C. There
is therefore a range of soak temperatures for the various alloys to achieve an
acceptable reduction in residual stress without adversely affecting the mechanical
properties of the joint. In carbon manganese steels this temperature will be between
550-620 degree C, in creep resistant steels somewhere between 650-750 degree C
and for stainless steels between 800-850 degree C.
Tempering
Tempering is a heat treatment that is only relevant to steels and is carried out to soften
any hard micro-structures that may have formed during previous heat treatments,
improving ductility and toughness. Tempering also enables precipitates to form and
for the size of these to be controlled to provide the required mechanical properties.
This is particularly important for the creep resistant chromium-molybdenum steels.
Tempering comprises heating the steel to a temperature below the lower critical
temperature; this temperature being affected by any alloying elements that have been
added to the steel so that for a carbon-manganese steel, the temperature is around
650°C, for a 2¼CrMo steel, 760°C . Quenched steels are always tempered.
Normalised steels are also usually supplied in the tempered condition although
occasionally low carbon carbon-manganese steel may be welded in the normalised
condition only, the tempering being achieved during PWHT. Annealed steels are not
supplied in the tempered condition.
Tempering of tool steels may be performed at temperatures as low as 150 degrees C,
but with the constructional steels that are the concern of the welding engineer the
tempering temperature is generally somewhere between 550- 760°C, depending on
the composition of the steel.
Post Weld Heat Treatment (PWHT)
As mentioned, PWHT is a specific term that encompasses both stress relief and
tempering and is not to be confused with heat treatments after welding. Such
treatments may comprise ageing of aluminium alloys, solution treatment of austenitic
stainless steel, hydrogen release etc. PWHT is a mandatory requirement in many
codes and specifications when certain criteria are met. It reduces the risk of brittle
fracture by reducing the residual stress and improving toughness and reduces the risk
of stress corrosion cracking. It has, however, little beneficial effect on fatigue
performance unless the stresses are mostly compressive.
It is an essential variable in all of the welding procedure qualification specifications such as
ISO 15614 Part 1 and ASME IX. Addition or deletion of PWHT or heat treatment outside the
qualified time and/or temperature ranges require a requalification of the welding procedures.
PWHT temperatures for welds made in accordance with the requirements of EN 13445,
ASME VIII and BS PD 5500 are given below in Table 1.
Table 1: PWHT Temperatures from Pressure Vessel Specifications
Steel
Grade
C Steel
BS EN
13445
ASME
VIII
Temp
range
°C
Normal
holding
temp
°C
Temp range
°C
550600
593
580-620
BS PD 5500
Steel
Grade
BS EN
13445
ASME
VIII
BS PD 5500
C 1/2
Mo
550620
593
630-670
1Cr 1/2
Mo
630680
593
630-700
2 1/4
Cr/Mo
670720
677
630-750
5CrMo
700750
677
710-750
3 1/2
Ni
530580
593
580-620
Note from Table 1 that ASME VIII specifies a minimum holding temperature and not a
temperature range as in the BS and EN specifications.
As mentioned above, PWHT is a mandatory requirement when certain criteria are met,
the main one being the thickness. BS EN 13445 and BSPD 5500 require that joints
over 35mm thick are PWHT’d, ASME VII above 19mm. If, however, the vessel is to
enter service where stress corrosion is a possibility, PWHT is mandatory, irrespective
of thickness. The soak time is also dependant on thickness. As a very general rule this
is one hour per 25mm of thickness; for accuracy, reference must be made to the
relevant specification.
These different requirements within the specifications mean that great care needs to
be taken if a procedure qualification test is to be carried out that is intended to comply
with more than one specification. A further important point is that the PWHT
temperature should not be above that of the original tempering temperature as there
is a risk of reducing the strength below the specified minimum for the steel. It is
possible to PWHT above the tempering temperature only if mechanical testing is
carried out to show that the steel has adequate mechanical properties. The testing
should, obviously, be on the actual material in the new heat treatment condition.
Maximum and minimum heating and cooling rates above 350-400°C are also specified
in the application codes. Too fast a heating or cooling rate can result in unacceptable
distortion due to unequal heating or cooling and, in very highly restrained components,
may cause stress cracks to form during heating.
Application of PWHT
The method of PWHT depends on a number of factors; what equipment is available,
what is the size and configuration of the component, what soaking temperature needs
to be achieved, can the equipment provide uniform heating at the required heating
rate? The best method is by using a furnace. This could be a permanent fixed furnace
or a temporary furnace erected around the component, this latter being particularly
useful for large unwieldy structures or to PWHT a large component on site. Permanent
furnaces may be bogie loaded with a wheeled furnace bed on to which the component
is placed or a top hat furnace that uses a fixed hearth and a removable cover.
Typically, a furnace capable of heat treating a 150tonne pressure vessel would have
dimensions of around 20m long, a door 5x5m and would consume around
900cu/metres of gas per hour.
Furnaces can be heated using electricity, either resistance or induction heating,
natural gas or oil. If using fossil fuels care should be taken to ensure that the fuel does
not contain elements such as sulphur that may cause cracking problems with some
alloys, particularly if these are austenitic steels or are nickel based – corrosion
resistant cladding for example. Whichever fuel is used the furnace atmosphere should
be closely controlled such that there is not excessive oxidation and scaling or
carburisation due to unburnt carbon in the furnace atmosphere. If the furnace is gas
or oil fired the flame must not be allowed to touch the component or the temperature
monitoring thermocouples; this will result in either local overheating or a failure to
reach PWHT temperature.
Monitoring the temperature of the component during PWHT is essential. Most modern
furnaces use zone control with thermocouples measuring and controlling the
temperature of regions within the furnace, control being exercised automatically via
computer software. Zone control is particularly useful to control the heating rates when
PWHT’ing a component with different thicknesses of steel. It is not, however,
recommended to use monitoring of the furnace temperature as proving the correct
temperatures have been achieved in the component. Thermocouples are therefore
generally attached to the surface of the component at specified intervals and it is these
that are used to control the heating and cooling rates and the soak temperature
automatically so that a uniform temperature is reached. There are no hard and fast
rules concerning the number and disposition of thermocouples, each item needs to be
separately assessed.
As mentioned earlier, the yield strength reduces as the temperature rises and the
component may be unable to support its own weight at the PWHT temperature.
Excessive distortion is therefore a real possibility. It is essential that the component
is adequately supported during heat treatment and trestles shaped to fit the
component should be placed at regular intervals. The spacing of these will depend on
the shape, diameter and thickness of the item. Internal supports may be required
inside a cylinder such as a pressure vessel; if so, the supports should be of a similar
material so that the coefficients of thermal expansion are matched.
Whilst heat treating a pressure vessel in one operation in a furnace large enough to
accommodate the entire vessel is the preferred method this is not always possible. In
this case the pressure vessel application codes permit a completed vessel to be heat
treated in sections in the furnace. It is necessary to overlap the heated regions – the
width of the overlap is generally related to the vessel thickness. BS EN 13445 for
instance specifies an overlap of 5√Re where R = inside diameter and e = thickness;
ASME VIII specifies an overlap of 1.5 metres. It should be remembered that if this is
done there will be a region in the vessel (which may contain welds) that will have
experienced two cycles of PWHT and this needs to be taken into account in welding
procedure qualification testing. There is also an area of concern, this being the region
between the heated area within the furnace and the cold section outside the furnace.
The temperature gradient must be controlled by adequately lagging the vessel with
thermally insulating blankets and the requirements are given in the application codes.
It is, of course, possible to assemble and PWHT a vessel in sections and then to carry
out a local PWHT on the final closure seam. Local PWHT will be discussed in the next
part of this series on heat treatment.
When it is not possible to place the entire component in a furnace for heat treatment
(because of the size of the fabrication, circumferential welds in a pipework system or
when installing equipment on site, for example), then a local PWHT may be the only
option. Local PWHT needs careful planning to ensure that heating and cooling rates
are controlled and that an even and correct temperature is achieved. Uneven and/or
rapid heating can give rise to harmful temperature gradients producing thermally
induced stresses that exceed the yield stress. This may result in the development of
new residual stresses when the component is cooled.
Local PWHT may be carried out using high velocity gas burners, infra red burners,
induction heating and high or low resistance heating elements. Electrical equipment is
more easily installed and controlled than heating using natural gas or propane,
particularly on site. High voltage resistance heating is rarely used on site due to the
need for the radiant heaters to be positioned a set distance from the surface and, more
significantly perhaps, the health and safety risks involved with the use of high voltage
current. Low voltage electrical resistance heating and induction heating are the two
most commonly used methods.
High velocity gas burners are more advantageous when large areas need to be heat
treated, particularly if, for example, firing can take place within a pressure vessel which
then becomes its own furnace. For local PWHT of vessel circumferential seams
internal insulating barriers can be used to localise the heat source. Motorised valves
and micro-processor control of the combustion conditions enabled precise
management of the heating cycle to be achieved.
Low voltage electrical resistance heating uses flexible ceramic heating elements,
colloquially known as corsets, an appropriate number being assembled to cover the
area to be heat treated. Induction heating uses insulated cables that can be wrapped
around the joint or shaped to fit the area to be heated or specially designed fitting for
repetitive PWHT operations as illustrated in Fig 1. To perform the PWHT, temperature
control thermocouples are firstly attached, often by capacitor discharge welding, the
elements placed in position and the area then lagged with thermal insulating blankets
to reduce heat loss and to maintain an acceptable temperature gradient.
There are no standard terms used to describe the various regions within the locally
PWHT'd area. In this article the terms 'soak band', 'heated band', 'gradient control
band', 'temperature gradient', which may be axial and through thickness, and 'control
zone' as suggested by the ASME will be used (see Fig 2).
The soak band is the area that is heated to, within the specified PWHT temperature
and time range. It comprises the weld, the two HAZs and part of the surrounding parent
metal. The heated band is the area covered by the heating elements, the temperature
at the edge of the heated band generally being required to be at least half that of the
soak temperature. The temperature gradient control band is the region where thermal
insulation, perhaps supplemented by additional heating elements, is applied to ensure
that an acceptable axial temperature gradient is achieved from PWHT temperature to
ambient. A control zone is the region where a number of heating elements are grouped
together and controlled by a single thermocouple, enabling different regions to be
heated independently; particularly useful with large diameter items or where there are
variations in thickness.
Temperature gradients may be axial (along the length of a pipe or vessel) and through
thickness. The through thickness temperature gradient is caused by heat losses from
the internal surface and is a function of both thickness and internal diameter, the larger
the diameter, the greater the effect of radiation and convection losses. Both the width
of the soak band and the temperature achieved can be substantially less than that on
the outside of the pipe or tube. Insulation on the inner surface will reduce the
temperature/width differential but may not be possible on small diameter tubes or
pipework systems. This through thickness gradient is one of the reasons that
specifications and codes require the soak or heated band to be a minimum width,
generally related in some way to the thickness of the component.
As mentioned above, there are rules in the application codes concerning the size of
the heated area, normally related to the thickness. In a circular component such as a
pipe butt weld or a pressure vessel circumferential seam the width of the band is easy
to calculate. ASME VIII for instance requires the soak band width to be twice the
thickness of the weld or 50.8mm either side of the weld, whichever is the lesser.
ASME B31.3 requires the soak band width to be the weld width plus 25.4mm either
side of the weld. BS EN 13445 does not specify a soak band width but instead
specifies a heated band width of 5√Rt centred on the weld and where R = component
inside radius and t = component thickness. There are no requirements in the ASME
codes regarding heated band width. A very approximate rule of thumb for flat plate is
that the heated band should be a minimum of twice the length of the weld although
practical considerations may prevent achieving this ideal.
There are no requirements, in any code or specification, on the width of the thermally
insulated band although BS EN 13445 recommends 10√Re. It is essential that the
relevant specification is referred to for specific guidance on what is required and it is
worth remembering that the specification requirements on soak or heated band widths
are minima and very little is lost by ensuring the specified dimensions are comfortably
exceeded.
What is an acceptable axial temperature gradient? Again, there is little advice in the
codes and specifications. It is generally assumed that if the temperature at the edge
of the heated band is above half that of the soak temperature then the temperature
gradient will not be harmful. During heating and cooling BS EN 13445 specifies a
maximum temperature difference of 150°C in 4500mm below 450°C (1°C in 3mm) and
1000C in 4500mm above 4500C (1°C in 4.5mm).
To ensure that gradients and temperatures are controlled within acceptable limits
sufficient thermocouples need to be attached to provide both temperature control and
recording. For small diameter tubes, eg less than 100mm diameter, one control zone
and one recording thermocouple are regarded as sufficient; between 100-200mm one
control zone and one recording thermocouple at each of the 12 o’clock and 6 o’clock
positions; above 250mm diameter one control zone and one recording thermocouple
at each 900 quadrant, 12, 3, 6 and 9 o’clock, are suggested.
These thermocouples should be placed on the centre line of the weld. Thermocouples
will also be needed at the edge of the soak band and the edge of the heated band.
Ideally, thermocouples should also be placed on the opposite surface to the heating
elements to ensure that the correct through thickness temperature has been achieved
although this is rarely possible on pipe systems. It is advisable to double up on the
thermocouples to cope with the possibility of a thermocouple failure.
Thermocouples use a hot and a cold junction to measure the temperature, the hot
junction being attached to the component, the cold junction within the temperature
recorder. For accurate temperature measurement the hot junction must obviously be
at the temperature of the component. Errors can be introduced if the junction is not
firmly attached, either by capacitor discharge (CD) welding, by mechanically fixing the
wires to the component or by overheating of the thermocouple junction.
CD welding of the thermocouple wires gives the most accurate results, particularly if
the two wires are separated by 3-4mm. Mechanically attached wires will probably need
to be insulated by covering the junction with heat resistant putty to prevent overheating
of the thermocouple by the overlying heater. If the wire covering is stripped back then
the bare wires also need to be insulated. It is advisable to specify the positions of the
thermocouples on a drawing and to include these within a formal written heat treatment
procedure document that covers both the specification and best practice requirements.
Fig 1. Induction PWHT of Pipework
Fig 2 Schematic of Temperature bands within a local PWHT (Reproduced with
permission of the American Welding Society (AWS), Miami, Florida, USA)
ABOUT POSTWELD HEAT
TREATMENT/STRESS RELIEF HEAT
TREATMENT
Post Weld Heat Treatment (PWHT), or stress relief as it is sometimes known, is
a method for reducing and redistributing the residual stresses in the material
that have been introduced by welding.
The extent of relaxation of the residual stresses depends on the material type and
composition, the temperature of PWHT and the soaking time at that temperature. A
commonly used guideline for PWHT is that the joint should be soaked at peak
temperature for 1 hour for each 25mm (1 inch) of thickness, although for certain
cases a minimum soak time will be specified.
In addition to reduction and redistribution of residual stresses during the welding
process, PWHT at higher temperatures permits some tempering, precipitation or
ageing effects to occur. These metallurgical changes can reduce the hardness of the
as-welded structure, improving ductility and reducing the risks of brittle fracture. In
some steels, however, ageing/precipitation processes can cause deterioration in the
mechanical properties of the steel, in which case, specialist advice should be taken
on the appropriate times and temperatures to use.
The necessity for PWHT depends on the material and the service requirements.
Other factors that influence the need for PWHT are the welding parameters and the
likely mechanism of failure. In some standards, PWHT is mandatory for certain
grades or thicknesses, but where there is an option, cost and potential adverse
effects need to be balanced against possible benefits.
The energy costs are generally significant due to the high temperatures and long
times involved, but costs associated with time delays may be more important.
Detrimental effects include distortion, temper embrittlement, over-softening and
reheat cracking, which means that control of heating and cooling rates, holding
temperature tolerances and the times at temperature are extremely important, and
must be carefully controlled in order to realise the full benefit of the process.
Quenched and tempered (Q&T) steels have the PWHT temperature limited to below
the original tempering temperature of the steel, as higher temperatures can change
the microstructure of the base material from what was expected or required.
AVOIDING PWHT - CAN IT BE JUSTIFIED?
(MAY 2005)
Current BSI and ASME codes for the construction of pressure vessels, boilers and
piping specify that post-weld heat treatment is required if the thickness of the
components being welded exceeds a specified value. This value depends on the
type of material being used, and varies from code to code. An alternative procedure
is available for deciding whether or not PWHT is necessary to avoid the risk of failure
by fracture. This involves conducting a fracture mechanics assessment using
procedures such as those in BSI 7910 (or API 579). The use of these procedures is
permitted in the British pressure vessel standard BS PD 5500:2003.
Alternative to code rules
Welding thick walled components generates residual stresses that can be the cause
of failure mechanisms such as brittle fracture and stress corrosion cracking. A
criterion for PWHT based on a fracture mechanics assessment is more complicated
than the code criterion of thickness alone. It may at first seem unlikely that
designers, owners or certifying authorities would abandon the thickness-based
criteria in favour of a more complicated approach. However, there are cases when
PWHT is a code requirement but it may be considered unnecessary, excessively
expensive, or practically impossible. In these cases, a fracture mechanics
assessment may be used, subject to the agreement of the concerned parties. A
fracture mechanics approach is based entirely on avoidance of failure by fracture or
plastic collapse, Fig.1. Inspection engineers should also give consideration to the
influence of heat treatment on avoiding other mechanisms such as fatigue and stress
corrosion cracking, before adopting this approach.
Fig. 1. Fracture mechanics assesses the combined effects of flaw size, material properties
and stresses acting on the flaw
Another Option: 'Patch' PWHT
When a component is too large to be furnace heat treated, local heat treatment of a
circumferential band is allowed. Both API 570 and AWS D10.10 allow for the
possibility of local heat treatment band on components, subject to various
precautions. (British codes specify the size of local 'heated band' and American
codes specify the size of the 'soak band'). The ASME B&PV Code will allow the
width of the patch to vary provided the resulting temperature gradients are not
harmful.
The severity of the resulting residual stresses due to temperature gradients from
varying patches can be investigated using finite element analysis (FEA). The
acceptability of any proposed variation in a soak band (eg. variable width, band
shape, etc), can then be easily determined by evaluating the magnitude of the
calculated residual stresses. That is (for a particular joint geometry), the magnitude
of residual stress calculated by FEA, after modelling the code rules, versus the
calculated stresses after modelling the proposed variation, Fig.2.
Fig. 2. Residual stress after PWHT: full circumferential band (left) versus triangular patch (right)
An FEA approach can be used at the time of original fabrication or in-service repair.
The FEA should model the material properties in an elastic-plastic manner and allow
stress relaxation during PWHT, as well as account for the initial stresses caused by
welding. Experimental measurement of the residual stresses after patch PWHT will
also be required to validate the results obtained from 'patch' PWHT.
A fracture mechanics case study
Fracture mechanics analysis is based on a consideration of the stresses acting at
critical locations in a structure, the local geometry, the mechanical properties, the
size of flaws (which may have escaped detection or been detected but left unrepaired after NDE), and the fracture toughness of the parent metal, weld metal and
HAZ.
A boiler operator wished to waive PWHT of a stub-to-header weld repair. The parent
material was 2¼Cr½Mo steel. The header collects steam from the boiler superheater
via several hundred separate boiler tubes, Fig.3. The tubes emerge vertically from
the furnace and each tube is welded to a shorter length of tubing ('the antler'), which
is welded to a short stub tube, which is welded directly to the header. The stub tubes
are welded to the header in the fabrication works.
Fig. 3. Boiler header and tube assembly
PWHT of the stub-to-header welds (along with the header welds) in the fabrication
works is not excessively difficult or expensive. The stub-to-antler welds can be made
on site (or in the fabrication works) and do not normally require PWHT (even for
2¼Cr½Mo) because they are thin sections.
However, PWHT of a single stub to header replacement (repair) during service is
cumbersome. Such PWHT requires uniform heating of a cylindrical band around the
header circumference. This is complicated by the many tubes protruding from the
header, and the operation may cause an expensive delay to a repair outage.
Assumed flaws
To justify the boiler repair without PWHT, hypothetical flaws were assessed, Fig.4:
Surface and embedded longitudinal flaws in the header at the weld toe;
Surface and embedded longitudinal flaws in the stub at the weld toe; and
Embedded transverse flaws around the stub-to-header weld.
For each flaw location, the primary stresses (from pressure loading) were estimated
in the stub at the weld toe, in the weld itself and in the header at the weld toe. The
header and stub were 52mm (2in) and 10mm (0.4in) thick, respectively.
Fig. 4. Locations of assumed flaws in boiler stub-to-header welds
More than pressure stress
Thermal stresses resulting from thermal expansion were also estimated. Thermal
stresses arise during shutdown and a worst case temperature change of 100°C in
one minute was assumed at the inside surface. The thermal stresses acting on the
postulated flaws were actually found to be compressive. Their presence reduces the
magnitude of the total stresses driving failure by fracture (results in a lower total
crack driving force than that associated with applied and welding residual stresses
alone). Since these stresses occur only as a result of a thermal shock, the
assessment was performed assuming no thermal stresses.
In accordance with the recommendations of BS7910, residual stresses in the aswelded condition (ie. after repair, without PWHT) were assumed to be uniform
across the thickness as follows:
For longitudinal flaws at the weld toe in the header or stub, the welding residual
stress was assumed to be the lesser of the room temperature yield strengths of the
weld or parent metal, ie. 275MPa (399ksi).
For transverse flaws in the weld, the welding residual stress was assumed to be
equal to the room temperature yield strength of the weld, ie. 370MPa (537ksi).
NDE rationale and toughness assumptions
Based on a review the boiler manufacturer's available data relevant to the parent
metal, weld metal and HAZ, the fracture toughness expressed in terms of K Ic was
assumed to be 3162N/mm3/2 (92ksi/in½ ) at the operating temperature.
A full volumetric inspection of the stub-to-header weld repair was considered
practically difficult in-situ, by both ultrasonic testing and radiography. The repair weld
was only subject to visual inspection and magnetic particle examination which would
readily discover surface-breaking flaws but not embedded flaws, Table 1.
Table 1. Summary of NDE detection capabilities
Flaw Type
Versus NDE Method
Surface
Embedded
Type
Diagnosis
Length
Measurement
Height
Measurement
Visual
✔
x
Good
✔
x
Radiography
✔
✔
Good
✔
x
Ultrasonics
✔
✔
Poor
✔
✔
Magnetic Particle
✔
x
Good
✔
x
Dye Penetrant
✔
x
Good
✔
x
Eddy Current
✔
✔
Poor
✔
✔
Potential Drop
✔
x
Poor
✔
✔
The boiler operator argued that a plausible embedded flaw height might be up to
12.5mm (½in). (This would be the height of a root flaw which could have extended as
a hydrogen crack in the weld metal and HAZ, mainly below the header outer
surface). Such a flaw may be either longitudinal or transverse with regard to the
welding direction. Longitudinal flaws were considered to have a maximum length
equal to the weld circumference, and transverse flaws would be limited to the width
of the weld.
Assessment results
The results of the fracture mechanics assessment demonstrated that the assumed
embedded flaws in the as-welded condition were acceptable, i.e. are non-critical in
terms of fracture and plastic collapse. The 12mm (~½in) deep surface flaws
assumed to exist in the header were also acceptable. The critical height of a surface
flaw in the stub, with a length equal to the weld toe circumference, was found to be
only 5.3mm (0.2in). If the minimum surface flaw height that can be reliably detected
using visual or magnetic particle NDE is less than the tolerable height, say 3mm
(~1/8in), then larger unacceptable flaws (height >5.3mm) can be detected by NDE
and dealt with. Therefore, it maybe concluded that non-detectable surface flaws do
not threaten the integrity of the stub repair in the as-welded condition. Based on the
above and assuming that no other mechanisms (eg. creep-fatigue) may lead to
extension of the original flaws, it was concluded that the weld repair was fit-forservice under operating loading in the as-welded condition.
Financial justification
It was shown that avoiding PWHT was technically justified. The cost of this fracture
mechanics analysis was negligible in comparison with the total cost associated with
carrying out PWHT on site which was cumbersome and expensive. The main
advantage of the codes' thickness criterion is its simplicity. Unfortunately, it is not
possible to use fracture mechanics to justify a general relaxation or rationalisation of
the thickness criteria in the codes. The chances of making a successful case for
avoidance of PWHT are best with a good knowledge of the fracture mechanics input
parameters. Assumptions regarding fracture toughness, flaw sizes and applied
stresses can be crucial to the outcome of the analysis.