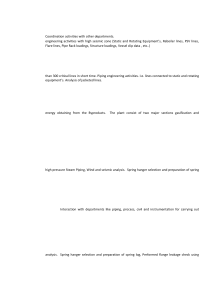
EUROPEAN STANDARD EN 13480-5 NORME EUROPÉENNE Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI EUROPÄISCHE NORM May 2002 ICS 23.040.01 English version Metallic industrial piping - Part 5: Inspection and testing Tuyauteries industrielles métalliques - Partie 5: Inspection et contrôle Metallische industrielle Rohrleitungen - Teil 5: Prufüng This European Standard was approved by CEN on 23 May 2002. CEN members are bound to comply with the CEN/CENELEC Internal Regulations which stipulate the conditions for giving this European Standard the status of a national standard without any alteration. Up-to-date lists and bibliographical references concerning such national standards may be obtained on application to the Management Centre or to any CEN member. This European Standard exists in three official versions (English, French, German). A version in any other language made by translation under the responsibility of a CEN member into its own language and notified to the Management Centre has the same status as the official versions. CEN members are the national standards bodies of Austria, Belgium, Czech Republic, Denmark, Finland, France, Germany, Greece, Iceland, Ireland, Italy, Luxembourg, Malta, Netherlands, Norway, Portugal, Spain, Sweden, Switzerland and United Kingdom. EUROPEAN COMMITTEE FOR STANDARDIZATION COMITÉ EUROPÉEN DE NORMALISATION EUROPÄISCHES KOMITEE FÜR NORMUNG Management Centre: rue de Stassart, 36 © 2002 CEN All rights of exploitation in any form and by any means reserved worldwide for CEN national Members. B-1050 Brussels Ref. No. EN 13480-5:2002 E Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI EN 13480-5:2002 (E) Issue 1 (2002-05) Contents Foreword......................................................................................................................................................................4 1 Scope ..............................................................................................................................................................5 2 Normative references ....................................................................................................................................5 3 Terms and definitions....................................................................................................................................6 4 Symbols and abbreviations ..........................................................................................................................6 5 5.1 5.2 5.3 Determination of inspection and testing requirements .............................................................................6 General............................................................................................................................................................6 Classification of piping .................................................................................................................................6 Testing and inspection procedures .............................................................................................................7 6 6.1 6.2 6.2.1 6.2.2 6.2.3 6.3 6.3.1 6.3.2 6.3.3 6.3.4 6.4 6.5 Design validation ...........................................................................................................................................7 Objective and extent ......................................................................................................................................7 Documentation ...............................................................................................................................................7 General............................................................................................................................................................7 Design calculations .......................................................................................................................................7 Technical schedule........................................................................................................................................8 Performance of design review.....................................................................................................................9 System design review ...................................................................................................................................9 Review of design calculations......................................................................................................................9 Incomplete documentation ...........................................................................................................................9 Additional procedures/qualifications ..........................................................................................................9 Alternative proof of safety ............................................................................................................................9 Manufacturer’s declaration of design compliance ...................................................................................10 7 7.1 7.2 7.2.1 7.2.2 7.2.3 7.2.4 7.2.5 7.3 7.3.1 7.3.2 7.3.3 7.3.4 7.4 In-process inspection and testing .............................................................................................................10 General..........................................................................................................................................................10 Materials and formed pressure retaining parts ........................................................................................10 General..........................................................................................................................................................10 Verification of material ................................................................................................................................10 Verification of formed pressure retaining parts .......................................................................................10 Non-destructive testing of formed parts ...................................................................................................10 Destructive testing of formed parts ...........................................................................................................11 Welding .........................................................................................................................................................11 Welding approvals .......................................................................................................................................11 Inspection of welding set-up ......................................................................................................................12 Testing and inspection during welding .....................................................................................................12 Inspection after welding..............................................................................................................................12 Heat treatment ..............................................................................................................................................12 8 8.1 8.1.1 8.1.2 8.1.3 8.2 8.2.1 8.2.2 8.3 8.4 8.4.1 8.4.2 8.4.3 Non-destructive testing of welds ...............................................................................................................13 Application of NDT.......................................................................................................................................13 General..........................................................................................................................................................13 Examination of weld quality by sample inspection..................................................................................14 Imperfections revealed by sample inspection ..........................................................................................14 Circumferential butt, branch, fillet and seal welds...................................................................................16 Amount of examination ...............................................................................................................................16 Dissimilar metal joints.................................................................................................................................18 Longitudinal welds ......................................................................................................................................18 NDT Methods................................................................................................................................................18 General..........................................................................................................................................................18 Acceptance criteria......................................................................................................................................18 Personnel qualification ...............................................................................................................................21 2 Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI EN 13480-5:2002 (E) Issue 1 (2002-05) 8.4.4 8.5 8.6 Selection of NDT method ............................................................................................................................22 Reports .........................................................................................................................................................22 Weld repairs .................................................................................................................................................22 9 9.1 9.2 9.2.1 9.2.2 9.2.3 9.2.4 9.3 9.3.1 9.3.2 9.3.3 9.3.4 9.3.5 9.4 9.5 9.5.1 9.5.2 9.5.3 9.5.4 Final assessment and documentation........................................................................................................23 General..........................................................................................................................................................23 Final inspection............................................................................................................................................23 General..........................................................................................................................................................23 Visual inspection before the proof test .....................................................................................................23 Visual inspection after the proof test ........................................................................................................23 Review of the manufacturing documents .................................................................................................24 Proof test ......................................................................................................................................................24 General..........................................................................................................................................................24 Hydrostatic pressure test ...........................................................................................................................24 Pneumatic pressure test .............................................................................................................................27 Other tests ....................................................................................................................................................28 Documentation of the proof test ................................................................................................................28 Inspection of safety systems......................................................................................................................28 Documentation.............................................................................................................................................28 Final documentation package ....................................................................................................................28 Design and manufacturing documentation package ...............................................................................30 Operating instructions ................................................................................................................................30 Documentation for the purchaser ..............................................................................................................30 10 Declaration/Certification .............................................................................................................................30 Annex A (informative) Inspection of safety systems ...........................................................................................31 Annex ZA (informative) Clauses of this European Standard addressing essential requirements or other provisions of EU directives. .............................................................................................................32 3 Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI EN 13480-5:2002 (E) Issue 1 (2002-05) Foreword This document (EN 13480-5:2002) has been prepared by Technical Committee CEN/TC 267 "Industrial piping and pipelines", the secretariat of which is held by AFNOR. This European Standard shall be given the status of a national standard, either by publication of an identical text or by endorsement, at the latest by November 2002, and conflicting national standards shall be withdrawn at the latest by November 2002. This document has been prepared under a mandate given to CEN by the European Commission and the European Free Trade Association, and supports essential requirements of EU Directive(s). For relationship with EU Directive(s), see informative annex ZA, which is an integral part of this document. In this standard the Annex A is informative This European Standard EN 13480 for metallic industrial piping consists of seven interdependent and not dissociable parts which are: Part 1: General. Part 2: Materials. Part 3: Design. Part 4: Fabrication and installation. Part 5: Inspection and testing. Part 6: Additional requirements for buried piping. CEN/TR 13480-7, Guidance on the use of conformity assessment procedures According to the CEN/CENELEC Internal Regulations, the national standards organizations of the following countries are bound to implement this European Standard: Austria, Belgium, Czech Republic, Denmark, Finland, France, Germany, Greece, Iceland, Ireland, Italy, Luxembourg, Malta, Netherlands, Norway, Portugal, Spain, Sweden, Switzerland and the United Kingdom. 4 EN 13480-5:2002 (E) Issue 1 (2002-05) Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI 1 Scope This Part of this European Standard specifies the requirements for inspection and testing of industrial piping as defined in EN 13480-1:2002 to be performed on individual spools or piping systems, including supports, designed in accordance with EN 13480-3 and prEN 13480-6 (if applicable), and fabricated and installed in accordance with EN 13480-4. 2 Normative references This Part of this European Standard incorporates by dated or undated reference, provisions from other publications. These normative references are cited at the appropriate places in the text and the publications are listed hereafter. For dated references, subsequent amendments to or revisions of any of these publications apply to this Part of this European Standard only when incorporated in it by amendment or revision. For undated references the latest edition of the publication referred to applies (including amendments). EN 287-1, Approval testing of welders – Fusion welding – Part 1: Steels. EN 288-2, Specification and approval of welding procedures for metallic materials -– Part 2: Welding procedure specification for arc welding. EN 473:2000, Non destructive testing - Qualification and certification of NDT personnel – General principles. EN 571-1, Non destructive testing – Penetrant testing – Part 1: General principles. EN 970, Non-destructive examination of fusion welds – Visual examination. EN 1289:1998, Non-destructive examination of welds – Penetrant testing of welds – Acceptance levels. EN 1290, Non-destructive examination of welds – Magnetic particle examination of welds EN 1291:1998, Non-destructive examination of welds – Magnetic particle testing of welds – Acceptance levels. EN 1418, Welding personnel – Approval testing of welding operators for fusion welding and resistance weld setters for fully mechanized and automatic welding of metallic materials. EN 1435:1997, Non-destructive examination of welds – Radiographic examination of welded joints. EN 1712:1997, Non-destructive examination of welds – Ultrasonic examination of welded joints – Acceptance levels. EN 1713, Non-destructive examination of welds – Ultrasonic examination – Characterization of indications in welds. EN 1714:1998, Non destructive examination of welds – Ultrasonic examination of welded joints. EN 12062:1997, Non destructive examination of welds – General rules for metallic materials. EN 12517:1998, Non-destructive examination of welds – Radiographic examination of welded joints – Acceptance levels. EN 13480-1:2002, Metallic industrial piping – Part 1: General. EN 13480-2:2002, Metallic industrial piping – Part 2: Materials. EN 13480-3, Metallic industrial piping – Part 3: Design and calculation. 5 EN 13480-5:2002 (E) Issue 1 (2002-05) EN 13480-4:2002, Metallic industrial piping – Part 4: Fabrication and installation. Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI prEN 13480-6, Metallic industrial piping – Part 6: Additional requirements for buried piping. CEN/TR 13480-7, Metallic industrial piping – Part 7: Guidance on the use of conformity assessment procedures. EN 25817:1992, Arc welded joints in steel – Guidance on quality levels for imperfections (ISO 5817:1992). EN ISO 6520-1:1998, Welding and allied processes – Classification of geometric imperfections in metallic materials – Part 1: Fusion welding (ISO 6520-1: 1998). 3 Terms and definitions For the purposes of this Part of this European Standard, the terms and definitions given in EN 13480-1:2002 shall apply. 4 Symbols and abbreviations For the purposes of this Part of this European Standard, the symbols given in EN 13480-1:2002 apply together with the following abbreviations: LT Leak test; NDT Non-destructive testing; MT Magnetic particle testing; PT Penetrant testing; RT Radiographic testing; UT Ultrasonic testing; VT Visual examination; PWHT Post-weld heat treatment. 5 Determination of inspection and testing requirements 5.1 General The fabricator and/or installer shall be responsible for carrying out the testing, examinations and certification specified in this European Standard, for all piping fabricated to EN 13480-4. These requirements are specified in clauses 6 to 10. Where required in the technical specification, additional examination and testing shall be performed. NOTE For guidance on the use of conformity assessment procedures see CEN/TR 13480-7. 5.2 Classification of piping Industrial piping shall be classified in accordance with EN 13480-1:2002, Table 4.1-1. 6 EN 13480-5:2002 (E) Issue 1 (2002-05) Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI NOTE 1 Piping classes I to III are identical to categories I to III of the Pressure Equipment Directive. NOTE 2 The requirements for classification of industrial piping that is to be installed in a Member State of the EU and which is covered by the scope of the Pressure Equipment Directive and the appropriate conformity assessment are given in the Pressure Equipment Directive. 5.3 Testing and inspection procedures Testing and inspection shall be carried out by personnel trained for the method used. European Standards or written procedures (if necessary) detailing the method and acceptance criteria shall be available to all testing personnel and inspectors. Records shall be kept to demonstrate that all required testing and inspection have been carried out and that the results are acceptable. 6 Design validation 6.1 Objective and extent Before fabrication/installation commences, a validation of the piping design and its supports shall be performed. The validation shall be carried out independently from the team that prepared the design, and independent from fabrication/installation. The design validation includes the pressure walls to the first joint with other pressurised components. It also includes the interaction with components directly connected to the piping, but does not include validation of the components themselves. The design validation shall be performed to verify that the piping meets the requirements of this European Standard with regard to materials, design details and dimensions, and that the requirements of procedures and personnel can be met during fabrication. Where the design of parts has already been validated in accordance with this European Standard, and where an appropriate certificate or assessment report is available, a further design validation shall not be required. 6.2 Documentation 6.2.1 General Documentation shall be provided to demonstrate compliance with this European Standard and shall include construction drawings, parts lists, design calculations and the technical schedule for fabrication/installation. 6.2.2 Design calculations Where calculations are performed by hand or with the aid of a computer, the following minimum data 6.2.2.1 shall be provided: explanation of notations; calculation input data, including material details; reference number of the standard including the edition and reference number of the formula; full traceability of the calculations performed; 7 Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI EN 13480-5:2002 (E) Issue 1 (2002-05) results of intermediate formulae; calculated minimum thickness or the calculated stress compared with the design stress; corrosion, wastage and other allowances where applicable; thickness tolerances; the selected thickness. Where stress analysis is carried out by numerical methods, e.g. finite element method, boundary 6.2.2.2 element method or other design methods, it shall be documented. Documentation shall include at least the following data: explanation of notations; details of the computer program; assumptions for calculation; calculation input data; graphs for the geometric model, including boundary and compatibility conditions; stresses, displacements and strains, where necessary; the stresses in the most critical areas; calculation of stress intensities compared with the design stress. 6.2.3 Technical schedule The technical schedule shall consist of: a detailed description of the fabrication/installation plan; welding procedure specifications together with the welding procedure approval records; NDT procedures; heat treatment procedures, where applicable; leak testing procedures, where applicable; pressure test procedures where necessary; any additional procedures specifically requested. 8 EN 13480-5:2002 (E) Issue 1 (2002-05) 6.3 Performance of design review Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI 6.3.1 System design review A review of isometrics and/or construction drawings, including parts lists and technical schedules, shall be performed with regard to operating conditions of the following items: the suitability of the material for the pressurised and un-pressurised parts including the required material inspection documents; the suitability of welding procedure specifications and approvals; suitability of weld joint design; provision for appropriate in-service testing and inspection ,where necessary; structural stability, including supports and fixed points; provision and adequacy of safety devices. The system design review shall be performed against the requirements of this European Standard. 6.3.2 Review of design calculations The review of design calculations shall be carried out to verify that the dimensions specified meet the requirements of EN 13480-3. The review shall also ensure that the stresses considered include pressure, temperature and that all loads that may be applied during operating and testing have been considered. 6.3.3 Incomplete documentation When all required data is not available at the time of the design validation, fabrication/installation may proceed provided it shall not go beyond the applicable fabrication/installation stage, until approval is received. 6.3.4 Additional procedures/qualifications Prior to the performance of the specific task involved, for piping class III the following shall be verified, preferably as part of the design examination: Approval of welders; Qualification and certification of NDT personnel; Procedures for finishing, e.g. cleaning, painting, insulation etc. 6.4 Alternative proof of safety If the design proposed by the manufacturer has not been prepared by a method acceptable under the requirements of EN 13480-3, then the manufacturer shall supply all the necessary information in support of the alternative design approach. This may consist of mathematical analysis, proof test data, operating experience or any other data the manufacturer considers relevant to support this method of design. The documents submitted shall be reviewed to ensure that the design of the piping is as safe as that provided by this European Standard and include the principles given in 6.3. 9 EN 13480-5:2002 (E) Issue 1 (2002-05) Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI 6.5 Manufacturer’s declaration of design compliance After validation of the design has shown that the design requirements of this European Standard have been fulfilled, the piping manufacturer shall prepare a declaration that the design is in compliance with the requirements of this European Standard. NOTE A specimen of the manufacturer’s declaration of design compliance is given in CEN/TR 13480-7. A list of the relevant drawings shall be attached to the declaration. 7 In-process inspection and testing 7.1 General Examinations and tests specified in EN 13480-5 shall be carried out by personnel trained for the method used. European Standards or written procedures (where necessary) detailing the method and acceptance criteria shall be available. 7.2 Materials and formed pressure retaining parts 7.2.1 General The testing and inspection specified below shall be restricted to parts formed during the fabrication process, especially induction bending. Formed bought out standardized parts and components shall not be a part of this requirement. 7.2.2 Verification of material A verification shall be performed that materials are in accordance with the specified material standard or purchase order. 7.2.3 Verification of formed pressure retaining parts It shall be verified that all formed pressure retaining parts comply with the specified shape and dimensional requirements, and have received the specified finish or heat treatment. 7.2.4 Non-destructive testing of formed parts All formed parts shall be subject to non-destructive testing. The examination shall include, if appropriate: wall thickness measurements; dimensional checks (ovality, angle of bend etc.); 10 Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI EN 13480-5:2002 (E) Issue 1 (2002-05) hardness tests; ultrasonic examination for volumetric (internal) imperfections in longitudinal and transversal direction; examination for surface or near surface imperfections (magnetic particle or penetrant examination); replicas of the surface structure in the tension zone (in case life monitoring is required for creep range applications), on each component or batch of identical components (dependent on the material and piping category). Material, heat treatment conditions, heat treatment lot, degree of deformation shall be considered in the definition of the batch. 7.2.5 Destructive testing of formed parts Testing shall be performed to verify the heat treatment of the formed parts, and shall include: tensile test; hot tensile test (where items are being used in the creep range); notch impact test; micrographs (e.g. 9 % or 12 % Cr steels); other tests specified in EN 13480-2:2002 or in a European Standard for base material. One set of test per cast, wall thickness range and heat treatment lot shall be performed for piping of piping category II and III. The tests shall be performed on test pieces from the end of the component itself, or from test pieces placed together with the components in the heat treatment furnaces. 7.3 Welding 7.3.1 Welding approvals The following shall be verified: Welding procedure specifications (WPS) in accordance with EN 288-2, established for all welding activities including tack welds and temporary attachment welds; Approval of all WPS to EN 13480-4.; Appropriate and current approval of all welders in accordance with EN 287-1 and all welding operators in accordance with EN 1418. 11 EN 13480-5:2002 (E) Issue 1 (2002-05) 7.3.2 Inspection of welding set-up Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI Prior to carrying out any welding, each weld preparation shall be visually inspected. The inspection shall verify compliance with the drawing and WPS, by ensuring the following: the correct materials are used; dimensions are within tolerance, including position, alignment, and orientation of branches, nozzles, attachments and anchors, etc.; cleanliness and freedom from imperfections which may give rise to defects in the completed joint; nozzles, branches etc., properly fit the curvature of the pipe; tack welds that are to be incorporated into the final weld are free from cracks or other defects. 7.3.3 Testing and inspection during welding The following testing and inspection shall be carried out, where appropriate, at suitable stages during the welding operation to verify that the specified WPS is being followed for: a) correct preheat; b) correct welding process; c) correct welding consumables; d) correct electrical characteristics; e) correct interpass temperature and cleaning; f) other requirements of the WPS; g) all tack welds and temporary attachments are welded in accordance with an approved WPS. 7.3.4 Inspection after welding The following inspection shall be carried out on completion of welding: a) examination for compliance with drawings; b) verification that welds are correctly identified and traceable to the welder/operator; c) verification that temporary attachments have been properly removed. 7.4 Heat treatment For post-forming and post-weld heat treatment (PWHT), where applicable, it shall be verified by a review of the heat treatment charts or by a hardness test, that the heat treatment carried out complies with the material specification or to the appropriate heat treatment procedure. 12 EN 13480-5:2002 (E) Issue 1 (2002-05) Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI 8 Non-destructive testing of welds 8.1 Application of NDT 8.1.1 8.1.1.1 General The following shall be applicable to all welded joints: a) Welded joints shall be visually examined in accordance with EN 970 before any other NDT is performed; b) The area to be examined shall include the weld metal and the heat affected zones; c) Surface examination stipulated in Table 8.2-1 shall be performed on the outer surface; d) Where a welded joint is to be subsequently formed or heat treated, the required NDT shall be carried out on the weld in the final condition. If a weld will not be accessible for examination after heat treatment or forming, the parties involved shall agree on a suitable alternative; e) NDT-method used and acceptance criteria for all NDT shall be in accordance with Table 8.4-1; f) In case of austenitic base or filler material, the method for surface testing shall be PT. Arc strikes and contact points with fused material shall be ground smooth and subjected to surface 8.1.1.2 examination appropriate to the material used. 8.1.1.3 Surface condition and preparation for non-destructive testing The following criteria shall be met: a) RT: surface dressing is required where ripples or weld surface irregularities will interfere with the interpretation of the radiographs; b) UT: surface dressing is required where the surfaces in contact with the probe prevent the scanning process; c) MT: where necessary surface dressing is required to remove foreign matter to permit an accurate interpretation of the indications. d) PT: where necessary surface dressing is required to remove foreign matter to permit an accurate interpretation of the indications. NOTE Care should be taken to avoid masking of flaws by any surface dressing process. 13 EN 13480-5:2002 (E) Issue 1 (2002-05) Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI 8.1.2 Examination of weld quality by sample inspection Where the required extent of non-destructive testing is less than 100 %, the specified NDT techniques shall be employed at the earliest stage practicable in the fabrication process to ensure that sound welds are achieved. The timing shall be agreed between the parties involved. Sample joints to be examined shall be: randomly selected; representative of a group of welds. At least one complete sample joint shall be examined over the whole circumference of the joint. Where the number of sample joints required is small, combinations of thicker sections and smaller diameters or thinner sections and greater diameters shall be given preference. NOTE A group of welds is a quantity of welds, welded by one welder or welding operator, in accordance with a specific welding procedure specification. 8.1.3 Imperfections revealed by sample inspection When sample inspection reveals imperfections in a weld which are not acceptable to this European Standard, the following shall apply: a) Two additional welds of the same group shall be examined by the same method; b) If these additional welds are acceptable, the initial weld shall be repaired or replaced and re-examined by the original method; c) If any one of these additional welds reveal an unacceptable imperfection, all welds in that group shall be fully examined and, as necessary, repaired or replaced and re-examined. The procedure illustrated in Figure 8.1-1 shall be followed. 14 EN 13480-5:2002 (E) Issue 1 (2002-05) Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI start random testing welds acceptable ? yes no test 2 additional welds yes additional welds acceptable ? no test all welds of that group repair tested welds with unacceptable imperfections and re-examine welds acceptable ? yes end no Figure 8.1-1 — Flow diagram of additional testing required when imperfections have been revealed 15 EN 13480-5:2002 (E) Issue 1 (2002-05) 8.2 Circumferential butt, branch, fillet and seal welds Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI 8.2.1 Amount of examination The type of NDT required and its extent shall be determined in accordance with Table 8.2-1, taking into account the piping category the piping is classified to. The following additional conditions shall apply: a) For piping where creep or fatigue is the controlling factor in design, it shall be assigned to piping category III for determining the extent of NDT, irrespective of PS and DN; b) For piping in material groups 1.1, 1.2, and 8.1, in piping classes I or II, volumetric testing shall be a minimum of 10 % of circumferential butt and branch welds irrespective of PS and DN, if the piping is > DN 25 and contains very toxic or extremely flammable fluids; c) Where the specified NDT level is 5 %, this shall apply to the first 100 welds made. Where no unacceptable imperfections are identified in this sample, the level of testing may be reduced to an overall level of 2 %. However, the minimum number of welds examined shall be 5. All other requirements given in 8.1.2 shall apply; d) For the circumferential welds or where the calculated stresses across the weld (as determined using EN 13480-3) are below 70 % of the nominal design stress for the design conditions, the amount of testing may be reduced by 50 % of the values given in Table 8.2-1; e) Piping for steam and superheated water (water at a pressure greater than 0,5 bar and at a temperature equal to or greater than 110 C) shall be subject to the following NDT: where PS · DN 5 000, 100 % volumetric testing of butt and branch welds; where PS · DN 3 500, 25 % volumetric testing of butt and branch welds; together with other testing specified in Table 8.2-1 for the combination of material, piping category and thickness; NOTE For piping operating at 100 C or more, at least 10 % of socket welds should be radiographed to confirm that an adequate expansion gap has been achieved. f) 16 For the selection of the appropriate NDT method for volumetric testing, see Table 8.4-4. e d c b a III II I III II I III II I Piping Class 100 100 100 VT % All welds 30 > 30 30 > 30 30 > 30 30 > 30 30 > 30 30 > 30 en b mm 5 10 5 10 5 10 10 25 25 25 100 100 MT/PT c % Surface testing 10 10 10 10 25 25 d 25 25 25 25 d 100 100 d 10 5 5 Volumetric testing RT/UT % Circumferential welds Only if PWHT has been carried out. Additional testing for transverse defects from weld surface (see 8.4.4.2). For ferritic materials preference shall be given to MT. All All All e All 100 25 10 10 Nil All > DN 100 All > DN 100 All > 15 > 15 en b mm 100 25 10 Nil 10 Nil RT/UT % Volumetric testing Branch welds en MT/PT c Branch Branch diameter mm diameter % Surface testing For the selection of the appropriate NDT-method for volumetric testing, see Table 8.4.2. Material group, see CR ISO 15608. 1.3, 1.4 2.1, 2.2 4.1, 4.2 8.2, 8.3 9.1, 9.2, 9.3 10.1, 10.2 3.1, 3.2, 3.3 5.1, 5.2, 5.3 5.4, 6.1, 6.2, 6.3, 6.4, 7.1, 7.2, 11 1.1 1.2 8.1 Material group a Table 8.2-1 — Extent of testing for circumferential, branch, fillet and seal welds All All All e All en mm 100 25 25 10 10 Nil MT/PT % All All All e All en mm 100 10 25 5 10 Nil MT/PT % 17 EN 13480-5:2002 (E) Issue 1 (2002-05) Socket/fillet Seal welds welds Surface testing Surface testing Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI EN 13480-5:2002 (E) Issue 1 (2002-05) 8.2.2 Dissimilar metal joints Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI The test methods and extent of testing for joints between ferritic and other materials (e.g. austenitic, nickel-based alloys) shall be according to the highest material group which is applicable to the base materials. 8.3 Longitudinal welds Longitudinal welds, except those in components made to material specifications acceptable to this European Standard, shall be subject to the level of NDT appropriate to the joint coefficient required (see Table 8.3-1). Table 8.3-1 — Extent of NDT for longitudinal welds Joint coefficient z z 0,7 0,7 < z 0,85 0,85 < z 1,0 VT MT or PT a RT or UT b % 100 100 100 % 0 10 100 % 0 10 100 a for ferritic materials preference shall be given to MT. b see Table 8.4-3 8.4 NDT Methods 8.4.1 General The NDT methods specified in the following clauses shall be performed in accordance with written NDT procedures, and, where appropriate, with NDT instructions. 8.4.2 Acceptance criteria The acceptance criteria for the NDT techniques shall follow the European Standards in Table 8.4-1. Requirements for acceptance criteria for surface imperfections are given in Table 8.4-2 and additional requirements for acceptance criteria for internal imperfections detected by RT are given in Table 8.4-3. Table 8.4-1 — NDT techniques, method, acceptance criteria NDT Technique (abbreviation) Visual Examination (VT) Radiographic Testing (RT) Method Acceptance Criteria EN 970 EN 1435:1997, class B a b Ultrasonic Testing (UT) EN 1714:1998, class B b Penetrant Testing (PT) EN 571-1 Magnetic Particle Testing (MT) EN 1290 Table 8.4-2 EN 12517:1998 Acceptance level 2 and additional requirements of Table 8.4-3 EN 1712 :1997, c Acceptance level 2 d EN 1289 :1998, Acceptance level 1 EN 1291 :1998, Acceptance level 1 a However, the maximum area for single exposure shall correspond to the requirements of EN 1435:1997, class A. b Class A for material group 1.1, 1.2, 8.1 when piping class is I or II. c For the characterization of indications EN 1713 may be used. d Acceptance level 3 for material group 1.1, 1.2, 8.1 when piping class is I or II. 18 EN 13480-5:2002 (E) Issue 1 (2002-05) Table 8.4-2 — Acceptance criteria for surface imperfections Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI Identification of surface imperfection EN ISO 6520-1 :1998, Reference number Designation Maximum permitted imperfection EN 25817: 1992 Reference number Additional requirements Piping class in accordance with EN 13480-1:2002, Table 4.1-1 III II a I EN 25817:1992, quality level 1001-1064 Cracks (all) 2011-2017 2021-2024 Gas cavity (all) Shrinkage cavity (all) 1 3 to 5 Not permitted B1) B C 1 ) When occurring at the surface, - diameter = 2 mm and - depth = 1 mm with additional conditions that: - it does not occur at a stop or restart - it is not systematic on the same weld for pressure welds or load carrying attachment welds. 3011-3014 3021-3024 303 3041-3043 Slag inclusions (all) Flux inclusions (all) Oxide inclusions Metallic inclusions (all) 4011-4013 Lack of fusion (all) 6 6 6 6,7 Not permitted 8 Not permitted 402 Lack of penetration 9 5011-5012 Undercut 11 shall be removed e. g. by grinding Not permitted B2) C If a full penetration weld is required C 2 ) t 16 mm : 6 mm t < 16 mm: t < 6 mm: h 0,5 mm for long imperfections h = 0,3 mm for long imperfections; h = 0,5 mm for short imperfections h < 0,3 mm for short imperfections 5013 Shrinkage grove 21 B C C 502 Excessive weld metal 12 B C C Smooth transition is required. Weld toe angle 120 503 Excessive convexity 13 C C C Same as for 502 504 Excess penetration 16 B C C 5041 Local excess penetration 17 B B C 506 Overlap 22 507 Linear misalignment 18 See EN 13480-4 508 Angular misalignment - See EN 13480-4 509 Sagging 19 B B B 511 Incompletely filled groove 19 B B B 512 Excessive asymmetry of fillet welds Excessive asymmetry of fillet welds Root concavity 20 D D D 20 D D D 21 B B B 512 515 Not permitted Long imperfection: not permitted (continued) 19 EN 13480-5:2002 (E) Issue 1 (2002-05) Table 8.4-2 (concluded) Identification of surface imperfection Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI EN ISO 6520-1 :1998, Reference number Designation Maximum permitted imperfection EN 25817: 1992 Reference number Piping class in accordance with EN 13480-1:2002, Table 4.1-1 III II I Additional requirements a EN 25817:1992, quality level 516 Root porosity - Not permitted 517 Poor restart 23 Not permitted 601 Stray flash 24 Not permitted shall be removed, e.g. by grinding plus MT or PT or ensure that no crack is left 602 Spatter 25 Not permitted NOTE: in the special case of circumferential welded fins which are attached to tubes by a mechanised welding process, spatter shall be minimised, but any produced may remain, regardless of the material or heat treatment involved. 603 Torn surface - Not permitted shall be ground, a smooth transition is required. 604 Grinding mark Not permitted shall be ground flash, a smooth transition is required 605 Chipping mark Not permitted shall be ground flash, a smooth transition is required. 606 Under flushing Not permitted any local underflushing shall be related to the design characteristics (calculated thichness + corrosion allowance = minimum thickness for base material) (Thickness shall be measured by ultrasonic method) a Symbols according to EN 25817:1992. 20 EN 13480-5:2002 (E) Issue 1 (2002-05) Table 8.4-3 — Additional requirements for acceptance criteria for internal imperfections detected by RT Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI Identification of internal imperfection EN ISO 6520-1 :1998 Reference number Maximum permitted imperfection EN 25817: 1992 Reference number Designation Piping class in accordance with EN 13480-1:2002, Table 4.1-1 III II Additional requirements a I EN 25817:1992, quality level 1001-1064 Cracks (all) 2011-2016 Gas cavity (all) 1 3-5 Not permitted B B C For No 2012, the distance between two pores shall always be greater than twice the diameter of the bigger one, and not less than 4 mm (to ensure that there is no chance of having a lack of fusion) For No 2014 same as for uniformly distributed pores. For No 2015 and 2016 l = 0,3 t, maximum 5 mm, and w = 2 mm 2021-2024 Shrinkage cavity (all) - Not permitted 3011-3014 3021-3024 303 Slag inclusions (all) Flux inclusions (all) Oxide inclusions 6 1) 1) w = 0,3 t, maximum 3 mm and depending of the application: 1 < t 25 mm In case of several line at slag inclusions with a distance between 2 of them less than twice the longest of them, the total length is to be considered as a defect. 3042 Metallic inclusions (copper) 7 Not permitted 3041 and 3043 Metallic inclusions (all others) - 2) 4011-4013 Lack of fusion (all) 8 Not permitted 402 Lack of penetration 9 – Multiple imperfections any cross section in 26 2) Same as for gas cavities No 2011 – 2012 – 2013 Not permitted B If a full penetration weld is required B B a Symbols according to EN 25817:1992, w = maximum size of cavity 8.4.3 Personnel qualification Testing shall be carried out by an individual certified to at least EN 473:2000, level 1, under the supervision of personnel certified to level 2 or level 3 who shall also be responsible for the evaluation of the results. Visual examination shall be performed and evaluated by an individual with sufficient knowledge and experience with the relevant standards and specifications. Certifications in accordance with EN 473 are not required. Ultrasonic testing shall be performed and evaluated by an individual certified to at least EN 473:2000, level 2. 21 EN 13480-5:2002 (E) Issue 1 (2002-05) 8.4.4 Selection of NDT method Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI 8.4.4.1 Surface testing For the selection between MT or PT, see 8.1.1.1 f) and also footnote c in Table 8.2-1. The term “visual examination” shall be understood to mean observation of the portion of components, joints, and other piping elements and supports that are or can be exposed to view before, during, or after manufacture, fabrication, assembly or installation. NOTE This examination may include verification of dimensions, weld edge, joint preparation, alignment, joining (welding, bonding, brazing, or other methods of joining) supports, assembly and installation. 8.4.4.2 Volumetric testing Depending on wall thickness, type of weld and type of material, the NDT method shall be selected according to Table 8.4-4. Table 8.4-4 — Selection of NDT techniques for detection of welding imperfections (volumetric testing) in full penetration joints, based on EN 12062:1997 Parent Material Nominal Thickness (e in millimetres) Material and Type of Joint e<8 8 e < 15 15 e < 40 e 40 Ferritic Butt Joints RT RT or (UT) RT or UT UT or (RT) Ferritic T-Joints RT RT or (UT) RT or UT UT or (RT) Austenitic Butt Joints RT RT RT or (UT ) Austenitic T-Joints RT RT RT or (UT ) NOTE a a UT or RT a a UT or RT a Where two techniques are shown, the least preferred is shown between brackets UTD (in accordance with EN 1714:1998, class D) requires a specific written instruction 8.5 Reports Reports of non-destructive testing shall be drawn up in accordance with the European Standard for the testing method. 8.6 Weld repairs Procedures for weld repair shall be in accordance with EN 13480-4 and shall be submitted to the inspector for review and approval prior to commencement of the repair. Weld imperfections, which have been assessed as weld defects, shall be repaired in accordance with EN 13480-4 and inspected again after repair. 22 EN 13480-5:2002 (E) Issue 1 (2002-05) NOTE The inspector may require additional inspections during the repair. Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI Where imperfections are identified but cannot be adequately evaluated, an alternative test shall be performed or the imperfection repaired. The maximum allowable number of subsequent repairs shall be in accordance with EN 13480-4. 9 Final assessment and documentation 9.1 General Prior to final certification, the manufacturer shall carry out a final assessment to verify that the piping system has been manufactured in compliance with all specified requirements. The required documentation shall then be compiled. 9.2 Final inspection 9.2.1 General The final inspection shall consist of the following: a visual inspection before the proof test; a visual inspection after the proof test; review of the manufacturing documents. All testing and inspections shall be documented. 9.2.2 Visual inspection before the proof test A visual inspection shall be carried out externally and internally, where possible, prior to completion of the external coating. The visual inspection shall verify that: dimensions and orientations comply with design requirements of the piping system; components, supports, assembly and installation comply with the other requirements of the design specification and this European Standard. 9.2.3 Visual inspection after the proof test The visual inspection shall verify that there has been no deterioration resulting from the proof test: all blank flanges, fitted to isolate components not subject to pressure test, e.g. safety valve escape piping, bellows or expansion joints, etc. shall have been removed; safety valves or relief devices required by the design or this standard shall have been correctly installed and are of the specified capacity and type. Any gauges fitted to these devices for the purpose of pressure testing shall have been removed. 23 EN 13480-5:2002 (E) Issue 1 (2002-05) 9.2.4 Review of the manufacturing documents Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI The manufacturer shall carry out a review of the manufacturing documents to verify that all applicable examinations and tests specified in clauses 7 to 9 have been satisfactorily performed and reported. 9.3 Proof test 9.3.1 General All piping constructed in accordance with this European Standard shall be subjected to a proof test to demonstrate the integrity of the finished product. The proof test shall always be carried out, under controlled conditions, with appropriate safety precautions and equipment, and in such a way that the persons responsible for the test are able to make adequate inspections of all pressurised parts. The proof test shall be a hydrostatic pressure test, except where a hydrostatic pressure test is harmful or impractical. In these instances, a pneumatic pressure test (see 9.3.3) or other tests (see 9.3.4) shall be performed. The proof test shall be made when required. 9.3.2 Hydrostatic pressure test 9.3.2.1 Basic requirements for hydrostatic pressure tests Where practicable, the finished piping system shall be pressure tested after the installation has been 9.3.2.1.1 completed and all inspections have been performed. If it is not practicable, due to size or mode of manufacture, to pressure test a complete piping system, the test procedure to be followed shall be agreed at the design stage. All joints shall be left uninsulated and unlined and exposed for examination during pressure testing, 9.3.2.1.2 except that joints and tubes previously tested in accordance with this standard may be insulated or covered. Painting for corrosion protection shall be permitted, provided, it does not prevent the clear examination of the joint under test. Piping designed for vapour or gas shall be provided with additional temporary supports, if necessary, 9.3.2.1.3 to support the weight of the test liquid. Expansion joints shall generally be pressure tested in both, the manufacturers shop and in place in the 9.3.2.1.4 piping system. They shall be subjected to a test pressure according 9.3.2.2.1. If the test pressure ptest > 1,5 PS E20/Ec (9.3.2-1) expansion joints may be provided with restraints to stabilise the bellows against squirm whilst being tested, where EC is the modulus of elasticity at design temperature. E20 is the modulus of elasticity at 20 °C; PS is the maximum allowable pressure in bar; ptest is the test pressure in bar; 24 EN 13480-5:2002 (E) Issue 1 (2002-05) Equipment which is not to be tested shall be either disconnected from the piping or isolated by blank 9.3.2.1.5 flanges or other means during the test. Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI NOTE A valve may be used, provided the valve (including its closure mechanism) is suitable for the test pressure. No piping shall be subject to any form of shock loading such as hammer testing when undergoing 9.3.2.1.6 pressure testing. When dial indicating and recording pressure gauges are used, the dial shall be graduated over a range 9.3.2.1.7 of approximately double the intended maximum pressure, but in no case shall the range be less than 1,5 or more than 4 times that pressure. When components are to be pressure tested, the indicating gauges shall be connected to the 9.3.2.1.8 component, or to the component from a remote location, with the gauges readily visible to the operator controlling the pressure throughout the duration of pressurising, testing and depressurising or venting of the component. NOTE 1 For large piping systems where more than one gauge is specified or required, a recording type gauge is recommended. NOTE 2 It is recommended that a small pressure relief valve set to 1,1 times the test pressure is attached to the pressure test system in order to avoid excess pressure being developed. All indicating and recording type gauges used shall be calibrated to the appropriate gauge standard. 9.3.2.1.9 9.3.2.1.10 Piping which has been repaired following the hydrostatic pressure test shall be subjected again to the specified pressure test after completion of the repair and any required post-weld heat treatment, unless otherwise agreed between the parties involved. 9.3.2.2 Detailed requirements for the hydrostatic pressure test The test pressure shall be not less than the greater of the two values determined by the following: 9.3.2.2.1 ptest = 1,25 PS f test f (9.3.2-2) or p test = 1,43 PS (9.3.2-3) where f 2 is the nominal design stress for design conditions at design temperature, in N/mm ; 2 f test is the nominal design stress for design conditions at test temperature, in N/mm ; PS is the design pressure of the piping spool, in bar ; p test is the test pressure, in bar. 25 EN 13480-5:2002 (E) Issue 1 (2002-05) Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI In all cases for each component of the piping the test pressure shall be limited to such a level that it does not generate a design stress greater than that given in EN 13480-3 for testing conditions, by reducing, if necessary, the test pressure. NOTE 1 This condition may be waived in those cases of different materials, where the hydrostatic pressure test would necessitate a redesign or where the pressure test can lead to an overloading of bolts during the pressure test. In cases where piping is operated in the creep range, further considerations shall be taken into account. The applied test pressure shall include the amount of any static head acting in service and in testing at the point under consideration. NOTE 2 However, the static pressure caused by the content of the piping during service and/or testing does not need to be taken into account if it does not increase the stress in the wall by more than 5 %. For each piping spool, the test pressure shall be limited to such a level that it does not generate a design stress greater than that given in EN 13480-3 for the test conditions by reducing, if necessary, the test pressure. For further details, see EN 13480-3. It shall be ensured that the structures, which are not provided by those responsible for the supply of the piping system, are able to support the loads created by the hydrostatic test. Prior to the hydrostatic test, the strength of temporary supports shall be verified. Air pockets in the piping system shall be avoided. Means shall be provided to prevent air pockets in pipe sections under test. As a general rule, the hydrostatic test shall be performed with water. The quality of the water shall be such as to prevent both corrosion and any residual impurities. NOTE 3 In most cases the hydrostatic test may be performed with general supply water. For hydrostatic tests of austenitic stainless steel piping systems, the halogen concentration of the water shall be -6 controlled and shall not exceed a volume fraction of 50 × 10 . The pressurizing fluid shall have a temperature sufficiently high that the risk of brittle fracture is avoided, see EN 13480-2:2002. Where a pressurising fluid other than water is used, care shall be taken to identify any additional hazards associated with the fluid. All of the following conditions shall be satisfied: the pressuring medium shall be non toxic; have a flash-point 60 C or above (closed cup test) and shall not be utilised within 25 C of that flash point; have a temperature at least 10 C below atmospheric boiling temperature and at least 5 C above solidification point. NOTE 4 For drinking water supply piping, drinking water should be used for the pressure test. Heavy walled piping shall not be pressurised until the metal temperature is approximately equal to that of the pressurisation medium. If the toughness of the material, or of the component, imposes a limit on the test temperature or on the rate at which the pressure is increased, account shall be taken of this and documented in the test data certificate. 26 Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI EN 13480-5:2002 (E) Issue 1 (2002-05) The pressure of piping under test shall be increased to a value of approximately 50 % of the specified 9.3.2.2.2 test pressure. Thereafter, the pressure shall be increased in steps of approximately 10 % of the specified test pressure until it is reached. The piping system shall be held at the test pressure for a period of at least 30 min. The pressure shall then be reduced to the design pressure and all components and welded joints subjected to a close visual examination of all surfaces and joints. During this examination, the piping shall show no signs of general plastic yielding. During the hydrostatic test, the external surface of the piping system shall be kept in such a condition 9.3.2.2.3 that leaks can be detected. The hydrostatic test shall be passed if no leakage or visible plastic deformation is observed. The details of the hydrostatic test shall be documented. The pressure shall be relieved before draining. Where vacuum conditions can occur when draining thin 9.3.2.2.4 wall piping, venting shall be provided to prevent its collapse. 9.3.3 Pneumatic pressure test Pneumatic tests shall only be permitted in cases where a hydrostatic pressure test is detrimental to the piping system or is not practical, i.e. for piping that is to be used in processes where even small traces of liquid are intolerable ; following consultation at the design stage on the adequacy of the safety precautions proposed by the piping manufacturer. The requirements of 9.3.1 shall be fulfilled. Due to the hazard involved in pressure testing using a compressible medium, special consideration shall be given to factors such as : a) location of the piping system and its position relative to other buildings, plants, public roads, and areas open to public and all other equipment and structures in the vicinity of the piping system to be tested; b) maintaining during the test the highest practicable standards of safety and ensuring that only personnel involved in the testing have access to the testing area, that if the testing is not performed in a special room the region in the immediate vicinity of the testing area is sealed off and warning signs used highlighting the danger zone and prohibited area; c) NDT by MT or PT from the inner surface of the welds which have not been subjected 100 % volumetric testing as required for the longitudinal seams. If the inner surface is not accessible UT shall be performed before the pressure test. The amount of testing shall be 10 % of all circumferential welds including all butt joints of the piping under consideration; NOTEConsideration may be given to the use of acoustic emission. d) resistance of the piping system materials to fast fracture and the absolute necessity of avoiding brittle fracture. e) metal temperature at which shall be at least 25 C above the brittle fracture temperature required in EN 134802:2002, Annex B for piping systems. Attention is drawn to the fact that if the gas pressure is reduced to the piping system under test from high pressure storage, its temperature will fall. Therefore the equipment provided by the piping systems manufacturer shall be such that the temperature of the gas entering the piping systems exceeds the minimum temperature indicated. f) the extent of remote monitoring provided during the test. 27 EN 13480-5:2002 (E) Issue 1 (2002-05) Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI The test pressure shall be in accordance with 9.3.2.2 The pressure shall be gradually increased to a value of 50 % of the required test pressure. Thereafter the pressure shall be increased in steps of approximately 10 % of the required test pressure until this is reached. The pressure shall then be reduced after 10 min to the inspection pressure pi. pi = ps fa ft (9.3.3-1) and held during the inspection of the piping. 9.3.4 Other tests In cases where a hydrostatic or pneumatic pressure test of individual welds (connection welds) would be detrimental or impractical they shall be substituted by an appropriate non-destructive test (100 % RT or UT and 100 % PT or MT) subject to agreement between the parties involved. If for specific materials, e.g. glas linings, the calculated stresses in the piping are lowered to less than 70 % of the nominal stress for the design condition of the steel structure, this may be taken into account when the test pressure and the amount of non-destructive testing is specified. The results of this testing shall achieve the same level of safety. Consideration shall be given to final testing at an early stage in the design cycle, so that arrangements can be made to ensure that the individual component receive an appropriate test. 9.3.5 Documentation of the proof test The essential data of the proof test shall be confirmed in a test certificate. Where the proof test is not carried out using water, the test medium used shall be recorded. 9.4 Inspection of safety systems For inspection of safety systems see Annex A. 9.5 Documentation 9.5.1 Final documentation package The final documentation package shall contain the design and manufacturing documentation package and the operating instructions. The content of the final documentation package shall be as specified in Table 9.5-1. NOTE 28 The final documentation may contain copies of the original documents, except for documents no. 14 to16. EN 13480-5:2002 (E) Issue 1 (2002-05) Table 9.5-1 — Final documentation Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI No. Documents Clause 1 Piping and instrumentation diagram (P & I diagram) 2 Summary of conditions 3 Drawings of the layout of the piping and piping supports with dimensions, (may include isometric drawings, as built drawings, views, ground layouts). design and 6.2 operating 6.2 Piping class Piping below 0,5 bar III II I 0 a a a a a a 6.3.1 4 Parts lists for piping components with dimensions, standards, materials 6.2 a a – 5 Material certificates for base materials and welding consumables, if required 7.2.2 a See EN 13480-2 – 6 Documentation for miscellaneous components, e.g. valves, safety equipment 6.3.1 a a a 7 Welding documents 6.2.3 a a – 8 NDT documents 6.2.2 8.8 – – 9 Heat treatment documents 6.2.2 – – 10 Pressure test documents 6.2.2 a – 11 Marking information EN 13480-4: 2002, 11.2 12 Declaration of design compliance 6.5 – – 13 Declaration of compliance for piping fabrication/installation 10 – – 14 Pressure test certificate 9.3.4 – – 15 Declaration of compliance 10 – – 16 Operating instructions 9.5.3 or equivalent test a a dependant on manufacturer's decision 29 EN 13480-5:2002 (E) Issue 1 (2002-05) 9.5.2 Design and manufacturing documentation package Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI The manufacturer shall compile a design and manufacturing documentation package in such a way that the design and manufacture of the piping may be assessed against the requirements of this standard and the agreed design. 9.5.3 Operating instructions The manufacturer shall compile operating instructions for the user, containing all necessary information relating to putting into service, operation and proposed maintenance and user in-service-inspections of the piping system. The operating instructions shall cover the design data and main dimensions of the piping delivered as well as the information contained in the marking. Where appropriate, these instructions shall also include those documents, drawings and diagrams which are necessary for a full understanding of the operation instructions. 9.5.4 Documentation for the purchaser A copy of the final documentation package shall be delivered to the purchaser after completion of the contract. In accordance with the agreement between the parties concerned the design and manufacturing documentation package may be delivered in full or parts thereof. 10 Declaration/Certification The compliance of the piping design, fabrication, installation and pressure testing with EN 13480 shall be declared/certified separately. On satisfactory completion of final assessment, assembly of documentation and completion of required certification, the manufacturer shall issue a declaration of compliance with this European Standard (see CEN/TR 13480-7). NOTE 30 See CEN/TR 13480-7 for guidance on the requirements for EC declaration of conformity. EN 13480-5:2002 (E) Issue 1 (2002-05) Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI Annex A (informative) Inspection of safety systems This annex contains recommendations for the inspection of the safety systems before the industrial piping is going into operation and during service. Safety valves (direct loaded, pilot-operated or a combination thereof) and the main valve of a CSPRS should be examined for: free movement of all moving parts; the set pressure; the size of the full lift as specified; the external and internal tightness; all other parameters indicated in the manufacturer's technical documentation. This examination should be repeated after every discharge of the direct loaded safety valves. For safety devices containing bursting discs, the replacement period of the bursting discs should be established. To this purpose, the coincident temperature and pressure cycles during operation and other foreseeable conditions should be assessed. After an in-service period, the bursting disc should be re-examined and tested in order to adjust the replacement period where necessary. All other safety systems and their function should be regularly inspected to ensure that the properties specified are still available. Record should be kept on both the procedures and results. 31 EN 13480-5:2002 (E) Issue 1 (2002-05) Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI Annex ZA (informative) Clauses of this European Standard addressing essential requirements or other provisions of EU directives This European standard has been prepared under a mandate given to CEN by the European Commission and the European Free Trade Association and supports essential safety requirements of the Pressure Equipment Directive 97/23/EC with regard to inspection and testing requirements for metallic industrial piping. WARNING Other requirements and other EU Directives may be applicable to the product(s) falling within the scope of this standard. The following clauses of this standard given in Table ZA.1 are likely to support the essential safety requirements of the Pressure Equipment Directive 97/23/EC. Table ZA.1 — Comparison between EN 13480-5 and the Pressure Equipment Directive 97/23/EC with respect to inspection and testing requirements for metallic industrial piping EN 13480-5 harmonised clauses Content Directive 97/23/EC, Annex I 5.1 to 5.3 inspection and testing requirements 1.1 6 manufacturing procedures 3.1 7 Permanent joining 3.1.2 8.1 preparation of component parts 3.1.1 8.4 Personnel for non-destructive tests 3.1.3 8.2 and 8.4 non-destructive testing 9.2 final inspection 3.2.1 9.3 proof test 3.2.2 9.5.3 and Table 9.5-1 operating instruction 9.5.1 and 9.5.2 documentation 7.2 3.4 3.1.1 Compliance with these clauses of this standard provides one means of conforming with the specific essential safety requirements of the Directive concerned and associated EFTA regulations. 32 blank Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI BS EN 13480-5:2002 BSI — British Standards Institution BSI is the independent national body responsible for preparing British Standards. It presents the UK view on standards in Europe and at the international level. It is incorporated by Royal Charter. Revisions Licensed Copy: sheffieldun sheffieldun, na, Thu Sep 21 06:58:47 BST 2006, Uncontrolled Copy, (c) BSI British Standards are updated by amendment or revision. Users of British Standards should make sure that they possess the latest amendments or editions. It is the constant aim of BSI to improve the quality of our products and services. We would be grateful if anyone finding an inaccuracy or ambiguity while using this British Standard would inform the Secretary of the technical committee responsible, the identity of which can be found on the inside front cover. Tel: +44 (0)20 8996 9000. Fax: +44 (0)20 8996 7400. BSI offers members an individual updating service called PLUS which ensures that subscribers automatically receive the latest editions of standards. Buying standards Orders for all BSI, international and foreign standards publications should be addressed to Customer Services. Tel: +44 (0)20 8996 9001. Fax: +44 (0)20 8996 7001. Email: orders@bsi-global.com. Standards are also available from the BSI website at http://www.bsi-global.com. In response to orders for international standards, it is BSI policy to supply the BSI implementation of those that have been published as British Standards, unless otherwise requested. Information on standards BSI provides a wide range of information on national, European and international standards through its Library and its Technical Help to Exporters Service. Various BSI electronic information services are also available which give details on all its products and services. Contact the Information Centre. Tel: +44 (0)20 8996 7111. Fax: +44 (0)20 8996 7048. Email: info@bsi-global.com. Subscribing members of BSI are kept up to date with standards developments and receive substantial discounts on the purchase price of standards. For details of these and other benefits contact Membership Administration. Tel: +44 (0)20 8996 7002. Fax: +44 (0)20 8996 7001. Email: membership@bsi-global.com. Information regarding online access to British Standards via British Standards Online can be found at http://www.bsi-global.com/bsonline. Further information about BSI is available on the BSI website at http://www.bsi-global.com. Copyright Copyright subsists in all BSI publications. BSI also holds the copyright, in the UK, of the publications of the international standardization bodies. Except as permitted under the Copyright, Designs and Patents Act 1988 no extract may be reproduced, stored in a retrieval system or transmitted in any form or by any means – electronic, photocopying, recording or otherwise – without prior written permission from BSI. BSI 389 Chiswick High Road London W4 4AL This does not preclude the free use, in the course of implementing the standard, of necessary details such as symbols, and size, type or grade designations. If these details are to be used for any other purpose than implementation then the prior written permission of BSI must be obtained. Details and advice can be obtained from the Copyright & Licensing Manager. Tel: +44 (0)20 8996 7070. Fax: +44 (0)20 8996 7553. Email: copyright@bsi-global.com.
 0
0
advertisement



Download
advertisement
Add this document to collection(s)
You can add this document to your study collection(s)
Sign in Available only to authorized usersAdd this document to saved
You can add this document to your saved list
Sign in Available only to authorized users