See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/287198220
ANALYSIS AND EXPERIMENTAL INVESTIGATION OF A BUBBLE PUMP FOR
ABSORPTION DIFFUSION REFRIGERATION SYSTEMS
Conference Paper · September 2004
CITATIONS
READS
3
2,069
1 author:
Alessandro Franco
Università di Pisa
161 PUBLICATIONS 3,855 CITATIONS
SEE PROFILE
Some of the authors of this publication are also working on these related projects:
Hybrid Conventional and Additive Manufacturing View project
All content following this page was uploaded by Alessandro Franco on 17 December 2015.
The user has requested enhancement of the downloaded file.
3rd International Symposium on Two-Phase Flow Modelling and Experimentation
Pisa, 22-24 September 2004
ANALYSIS AND EXPERIMENTAL INVESTIGATION OF A BUBBLE PUMP
FOR ABSORPTION DIFFUSION REFRIGERATION SYSTEMS
Alessandro Franco
Dipartimento di Energetica “L. Poggi”
Università di Pisa
Via Diotisalvi, 2 - 56126 PISA – ITALY
e-mail: alessandro.franco@ing.unipi.it
ABSTRACT
The bubble pump is the most important element of absorption diffusion refrigerating (ADR) machines. The optimization of
the bubble pump operating conditions is a basic element for the realization of ADR machines thermally driven with low
enthalpy sources. An experimental facility was designed, built and successfully tested. In order to allow observation of the
flow pattern, part of the bubble pump tube was made of glass. The experiments were performed both with a pure fluid
(refrigerant dielectric FC72) and with a mixture of water and ammonia with 30% in weight. In both the cases some of the
parameters affecting the bubble pump performance were changed.
It was found that the bubble pump operated most efficiently in the slug flow regime, very close to the slug/churn transition.
A complete analysis of the experimental investigations together with some theoretically based considerations are arguments of
the paper. The experimental investigation demonstrates that appears evident that good operating conditions for the bubble
pump can be obtained only in very particular conditions and that theoretical model in general overestimate their mass transfer
capacity.
INTRODUCTION
Thermally-driven absorption diffusion refrigeration
(ADR) cycles represent an alternative solution for the
problem of refrigeration with respect to the conventional
vapour compression cycles. Current absorption refrigeration
(AR) systems are dominated by dual-pressure cycles using a
solution pump, which still requires a small electrical power.
Single-pressure ADR cycles remove the need for a pump and
any electrical power: the mechanical solution pump is
replaced by a thermally driven bubble pump. ADR cycles
represent a mean to convert waste heat or inexpensive heat
energy at a relatively low temperature (like geothermal and
solar energy at 50-200 C) into useful refrigeration.
A single pressure ADR cycle uses three thermal sources
and in general three working fluids: an absorbent, a
refrigerant and an inert gas. It can operate without any use of
electrical and mechanical energy and a more complex
structure, but because there are no moving parts, system
maintenance, noise and vibration are at minimum.
This system is known since a long time (well known are
the patents of Einstein-Slizard, [1] and Platen-Munters, [2]).
Really ammonia absorption cooling was patented by
Einstein [1]. While it is not his most famous discovery, it is
probably the most interesting one. After improvements by
Platen and Munters [2] was used in millions of freezers for
caravans ("Servel-Electrolux") throughout the world from the
1930s to the 1960s. But its application is limited to small
refrigerators with quite low efficiency (COP < 0.2) and the
machines constructed use high temperature generators
directly powered by gas or electricity. The renaissance in the
interest about ADR machines is related to the use of
renewable energy sources. In recent years attempts were made
to reconsider single pressure ADR machines and to analyze
the perspectives of improvement [3-4].
The key element to increase the system performance is the
reduction of heat losses and the optimization of the thermally
driven circulation loop, typically a bubble pump [4]. The
bubble-pump is the basic element of ADR system: it is the
motive force of the cycle, but the most critical component too.
A bubble pump is a heated tube that lifts fluid from a
lower reservoir to a higher reservoir. Heat applied at the
bottom of the tube causes vapour bubbles to form and to rise.
The purpose of the bubble pump (besides the circulation of
the working fluid) is to desorb the solute refrigerant from the
solution and to circulate the working fluid. The performance
of the ADR cycle depends primarily on the efficiency of the
bubble pump. This is a function of both its physical geometry
and the properties of the fluid or fluid mixture that it carries.
Various authors tried to experimentally investigate the bubble
pump performances using different fluids. [4-9]. But in
general experimental devices do not reflect the real function
of a bubble pump in a ADR system because they did not
operate continuously [4, 7] or did not use practical working
fluids or use an air-lift pump where the flow is inducted by
high-pressure air source instead of boiling process [8].
Interesting experimental investigations on fluids are limited to
the use of water or of organic working fluids and quite high
input thermal power (of the order of 100-1000 W). [5, 6, 9].
The constructed bubble-pumps, operating with range of lift
between 0.5 and 1 m and tube diameters 6-10 mm are based
on the assumption of two-phase slug flow. As very little
literature is available on the performance of such bubble
pumps, the aim of the present paper is to experimentally
investigate the bubble pump performance and to provide
guidelines for designing this component in dependence of the
working fluids and of the main geometrical parameters. A
simple apparatus simulating a bubble-pump has been
developed and tested to analyze this component.
where Tgen, Tamb and Te are the three operating temperatures:
the generation temperature, the environmental temperature
and the evaporation temperature (cold) respectively.
Triple fluid refrigerator working on ammonia–water–
hydrogen is one such system and has been studied extensively
[2, 3]. In this kind of system, schematized in Fig. 1, the
bubble pump is used to circulate the solution of water and
ammonia between generator and absorber, and hydrogen is
used to lower the partial pressure of ammonia in absorber and
evaporator meeting the basic necessity of the refrigerator.
Helium could also be used instead of hydrogen [3]. The
efficiency of this kind of DAR is relatively poor.
Normally, a refrigerator based on this system provides
cooling capacity up to 200 W with COP of 0.2. One of the
reasons it that using ammonia–water solution as a working
fluid requires high generation temperature (above 100 °C).
A different combination of fluids, proposed by Einstein in
[1] corresponds to butane-water-ammonia, where butane
(C4H10) is the refrigerant, water is the absorbent and ammonia
is used as inert gas. This cycle is drastically different in both
concept and details than the better-known ammonia-waterhydrogen cycle. The generator, bubble pump, and evaporator
remain from the Platen and Munters cycle, but the condenser
and absorber are combined in a single unit. In the evaporator,
gaseous ammonia is bubbled into liquid butane.
In this particular cycle, represented in Fig. 2, the liquid
mixture of ammonia and water is immiscible with the butane.
It separates and flows out of the condenser/absorber into the
generator while the liquid butane flows back into the
evaporator. This cycle incorporates a bubble pump to
circulate the working fluids. Compared to the ammoniawater-hydrogen ADR cycle, the processes appear to be less
limited by gas diffusion, and offers the option for a wide
selection of fluids to match a wider temperature range of
applications. In addition, the Einstein cycle does not use
hydrogen, which is relatively difficult to contain and is highly
explosive. While the use of ammonia, water, and butane are
not unique in absorption refrigeration applications the
Einstein cycle’s configuration decouples the solution loops,
and therefore allows for closer temperature matching.
Einstein cycle configuration permits of obtaining interesting
performances of the ADR cycle. The most recent and
comprehensive work on the Einstein cycle was recently
performed by Delano [4].
In general the cooling COP of tested ADR machines does
not superate the value of 0.2 due to the poor Carnot COP, the
necessity of auxiliary heat exchangers for the mixture
separation and the not efficient operation of the bubble pump.
Delano in [4] shows that the COP obtained in the base case is
in the range of 0.15-0.20 even if he states that a reversible
COP can reach the level of 0.5. This means that even if the
cycle could be made reversible, it appears very difficult to
reach the COP level of advanced two-pressure absorption
cycles (=0.6-0.8).
But the analysis of the Einstein cycle configuration
permits a further interesting observation. In this ADR cycle it
is necessary to obtain the circulation of ammonia and water
mixture as well as of the refrigerant separately and this can be
obtained also with two bubble-pumps.
Basing upon this idea, alternative configurations of ADR
devices proposed by the author of the present paper [10-12],
provides the use of two bubble-pumps, instead of a bubble
pump and a generator like in the conventional ADR designs
of Figs. 1-2. A bubble pump is used for the circulation of the
refrigerant and a second for the circulation of the mixture of
absorber and inert fluid.
Fig. 1: Scheme of a Single Pressure Absorption Cycle
Fig. 2: The Einstein Refrigeration Cycle
ABSORPTION-DIFFUSION-REFRIGERATION (ADR)
SYSTEMS
The conventional AR cycle utilizes two-component
working fluids and operates at two pressure levels with the
aid of a mechanical pump. The ADR cycle practically
operates at a single pressure level. To obtain refrigeration a
third fluid, that provides the pressure equalization, is
introduced and the mechanical pump is replaced with a
bubble pump to obtain the mass transfer of the working fluid
from the evaporator to the condenser.
The bubble pump is a heated tube connecting the
generator and a higher reservoir. A bubble pump can move
fluids across a difference in height simply by means of heat
input. The inert gas is used to lower the partial pressure of
ammonia in the absorber and evaporator, meeting the basic
necessity of the refrigerator. The most used working fluids for
an ADR unit, as proposed in the original Patent of Platen and
Munters, [2], consists of ammonia–water–hydrogen, where
ammonia is used as refrigerant, water as absorbent and
hydrogen as auxiliary gas that provides the pressure
equalization. Since ADR uses only heat as input power to
drive the fluids, its coefficient of performance is given by:
COP =
&
Q
e
&
&
Q gen + Q bubblepump
(1)
The limit theoretical value for the COP, in the theoretical
case of thermal sources at constant temperature, is
Tgen − Tamb
COPmax =
Tgen
Te
⋅
Tamb − Te
(2)
ANALYSIS OF THE BUBBLE PUMP
The performance of an ADR system appears to be
strongly dependent upon the work of the thermally driven
bubble-pump that substitutes the compressor. The bubble
pump is the real critic element of the system. Before
developing a new ADR systems, bubble-pump performance
in dependence on its design variables must be understood.
A bubble pump is a heated tube that lifts fluid from a
lower to a higher level. The working principle of the bubble
pump is the two-phase flow in a vertical pipe (Fig. 3).
This kind of device which has been studied extensively,
even if not always with an ADR design perspective. The
thermal requirement of the bubble pump can be significant,
reducing the efficiency of the single pressure ADR cycle.
Therefore, the bubble pump heat input should be minimized
in order to obtain a well-defined mass flow rate.
The performance of the bubble pump is a function of both
its physical geometry and the properties of the fluid or
mixture that it carries. Heat applied at the bottom of the tube
causes vapour bubbles to form and to rise. This creates a
balance between the buoyancy and the friction forces, which
“pumps” the liquid to the upper reservoir. Two-phase flow in
a vertical pipe falls into one of five flow regimes: bubbly,
slug, churm, wispy-annular or annular [13, 14]. The presence
of a particular regime can be related to input thermal power,
thermophysical properties of the fluid and to the geometry of
the loop. It is a common opinion that a bubble pump operates
most efficiently in the slug flow regime. The two-phase flow
pattern, called “slug flow” is encountered when gas and liquid
flow simultaneously in a pipe, over certain flow rates [14].
Slug flows are characterized by large pockets of gas, followed
by large pockets of liquid. The bubble size is of the order of
the pipe diameter. In the stage of slug flow, the bubbles
expand until they are bullet-shaped and nearly span the
diameter of the tube. These bubbles are separated by slugs of
liquid, which may contain smaller gas bubbles. It is also
known that the pipe diameter, d, has a significant influence on
the transition from bubbly to slug flow. For static, adiabatic
conditions the formation of plugs in a tube is attributed to the
balance of gravity and surface tension forces. This balance
leads to the definition of the Bond number
Bo =
g(ρ L − ρ V ) ⋅ d 2
σ
(3)
As the tube diameter decreases (i.e. Bo decreases), the
terminal velocity reduces and becomes zero when Bo is of the
order of 2: this leds a first element to select the tube diameter
[15]:
d crit ,min ≅ 2
σ
g(ρ L − ρ V )
As Bo increases beyond a particular value (Bo about 10
for many common fluids as water, ethanol etc.), the terminal
bubble velocity approaches a constant value. The viscous
forces and surface tension can be neglected and the velocity
u∞ of a cylindrical bubble rising in a round tube becomes:
u ∞ = 0.345 ⋅ d ⋅ g
(5)
In diabatic flow boiling conditions pumping action is
possible until a maximum diameter tube in which slug flow
occurs: it can be determined by the Chisholm equation [15]:
d ≤ d crit ,max ≅ 19
σ
g(ρ L − ρ V )
η bubblepump =
&
m
&
Q bubblepump
Liquid out
Liquid in
P sys
L
H
Heat
Fig. 3: The operating principle of a bubble pump
(7)
The unsolved problem in the analysis of a bubble pump is to
understand what is the optimum operating condition.
Vapour out
d
(6)
For any given fluid, there is a maximum bubble pump
tube diameter which results from the limits of the slug flow
regime in which the bubble pump is assumed to operate. For a
tube diameter greater than the one defined by Eq. (6), slug
flow will never occur. Eqs. (4) and (6) provide a good starting
point for basic definitions and flow patterns encountered in
vertical pipe flows, but do not discuss design optimization.
The conditions defined by Eqs. (4) and (6) indicate that
there is a large variation of tube diameter possible for
generating slug flow conditions that can transport trapped
liquid masses under the action of external heat flux.
The objective of bubble pump design is the minimization
of the amount of heat transfer needed to pump the desired
amount of liquid and vapour. This can be expressed as the
pumping efficiency defined in dimensional terms as:
where ρL and ρV are the specific volumes of liquid and
vapour respectively, and σ is the surface tension. The Bond
number represents the ratio of the gravitational force to the
surface tension force exerted on a bubble and furnishes an
indication of the confinement of the bubbles.
P sys
(4)
Fig. 4: Vertical Two-Phase Flow Regimes [13]
These conditions will be surely related to the pipe
diameter and to the submergence ratio of the bubble pump,
but surely also to the specific power given by the thermal
heater. So it is not only important that slug flow occurs but
that optimum operating condition can be obtained.
This kind of model, differently with respect to that
proposed in [4], neglects the friction losses inside the tube
and assumes that the driving force H/L is maintained
constant. If Hs, in general different from H, is the level of the
liquid over the point where the input thermal power is
applied, the mass of the liquid contained above is:
THEORETICAL MODEL OF THE BUBBLE PUMP
While commonly used (e.g. coffee makers) literature on
bubble pump is nearly non existent. However since a bubble
pump is really just a pipe containing two-phase flow, theory
on two-phase flow provides sufficient information to analyze
it. An analysis of the bubble pump can be carried out using
the conservation of mass, momentum and energy, assuming
that the bubble pump operated in the slug flow regime.
The performance of the bubble pump (or vapour lift pump) is
a function of both its physical geometry and the properties of
the fluid mixture that it carries. Delano in [4] provides a
complete model for a bubble pump operating with water and a
comparison between theoretical and experimental results.
In Fig. 5 appears that the agreement between experimental
and theoretical results is related to the dimensionless
parameter K (K=4fL/d) that takes into account for the losses
in the tube. The model proposed in [4] provides sufficiently
accurate predictions of the bubble pump operating conditions
while experimental measurements permits to adjust the value
of K. The results reported in [4] shows that there is an
optimum operating condition for the mass transfer, obtained
for relatively low input thermal power (100-120 W).
It appears evident that for an input power between 100 and
120 W the losses are lower, so the experimental results are
closer to the curve obtained with K=10.3; the opposite occurs
for higher and lower heat input. This observation lead to
consider the importance of the input power on the flow.
A different and more simplified model of the bubble pump
can be considered. [7]. A bubble pump is a heated tube
(length L and diameter d) joining two reservoirs, one higher
than the other (see Fig. 6). The liquid in the lower reservoir
initially fills the tube to the same level (H). Heat is applied at
the bottom of the tube at a rate sufficient to evaporate some of
the liquid in the tube. The resulting vapor bubbles rise in the
tube carrying the liquid above them to the higher reservoir.
The bulk density of the fluid in the tube is reduced relative to
the liquid in the lower reservoir, thereby creating an overall
buoyancy lift. A model of a bubble pump can be carried out
using the two-phase analysis of the 1-D two-phase flow inside
a tube.
mL = ρL ⋅
πd 2
⋅ Hs
4
(8)
The hypothesis that density of liquid and vapour are
constant with the temperature in the operating range of the
experience and equal to the saturation values. The energy
balance for the heater gives,
& =m
& ⋅ (h LV + h m )
Q
p
(9)
& is given by:
The volumetric flow of vapour V
p
& =
V
p
&
Q
p
(10)
ρ V ⋅ (h LV + h m )
& is the heat input thermal power, ρV the density of
where Q
p
the vapour, hLV the latent heat of vaporization, hm the
enthalpy required for the mixing. Obviously this last term, is
null for the pure fluids. The rising velocity of the bubbles that
move inside the tube for slug flow, uo, can be obtained:
K1
uo =
ρL
[g ⋅ d(ρ L − ρ V )]0.5
where K1 is the dimensionless bubble velocity (0.345 for
round tubes) defined with reference to that given by Eq. (5).
The volumetric flow of vapour going out of the solution
vapour interface at height Z, from which it is possible to
obtain the mass flow rate of the bubble pump is
2
& = u ε ⋅ πd
V
o
o z
4
(12)
where εz is the void fraction at the height Z
εz =
Z − Hs
Z
(13)
Obviously the quantity defined by Eqs. (11-13) is lower than
the total vapour produced defined by Eq. (10).
Pc
Pc
Pa
Lift tube
Pa
L
Hs
x
(a)
x
Qp
Solution
Vapour
Bubble
H pump
d
d
H
Fig. 5. Pumping characteristic of a water bubble pump and
comparison theoretical-experimental results [4]
(11)
x
L
x
Qp
(b)
Fig. 6. Bubble pump schematic
static (a) and acting (b) configuration
Table 1. The thermal heater HK5399R19.1
The volumetric flow rate that remain in the tube is
& =V
& −V
&
V
a
p
o
(14)
As a first approximation it is possible to consider that for the
various operating condition the mass that remain trapped in
the tube is a constant value depending on the driving force
H/L. So, with some considerations like those described in [7],
it is possible to estimate the mass flow rate for the bubble
pump as a function of the parameters Z, Hs and of the input
thermal power Qp. Moreover, from Eq. (10), (12) and (14) the
minimum thermal input necessary for the bubble pump to
operate can be defined. Using the analytical model, the
performance of the bubble pump can be evaluated for
different heat inputs, tube diameters, and driving force (H/L).
EXPERIMENTAL SETUP
To investigate the performance of the bubble pump, an
experimental thermally driven loop was built. The prototype
of the bubble pump, shown in Fig. 7, is a loop with a fixed
length (Lift) and a fixed diameter of the lift tube and of the
tubes that complete the circulation loops. The lift tube (4)
used is made of Pyrex with inner diameters of 10 mm.
The connection tubes are copper tubes with a 10 mm inner
diameter. The length of the lift tube L of the experimental
bubble pump was set to 1 m. A smaller height of the
thermosyphon pipe yields larger pumping capacity. An
electric heater (5) clamped to the base of the pyrex tube on a
copper part provides heat input. The characteristics of the
thermal heater are given in Table 1. To evaluate the operating
performance of the bubble pump two graduated reservoirs are
present. A large Pyrex reservoir (2) is used to keep the liquid
saturated and the submergence ratio constant during pumping.
It is graduated to control the driving force (H/L) that can be
varied between 0.12 and 0.30. Due to the fact that the
pressure in unique, the driving force (H/L) is coincident with
the submergence ratio (Hs/L). A second graduated Pyrex
cylinder (1) is used to measure the fluid mass flow rate. To
obtain this measure a valve is closed and a stopwatch is used
to measure the unit time (1 min).
Power Voltage Current Resistance Length
max
max
max
[mm]
19.1 Ω
120 W 120 V
5A
77.5
Width
[mm]
39.4
The measure is carried out when the bubble pump begins to
operate in stable conditions. Temperatures are measured, at
different points of the loop (positions TC1-TC5 in Fig. 7), by
copper–constantan thermocouples -T type-, with maximum
uncertainty at 0.1 °C, connected to a HP34970 acquisition
unit. The absolute pressure of the system was controlled by an
analogic manometer of 0–4 bar range (uncertainty 0.02 bar).
The experimental analysis is limited to evaluate the
performance in terms of mass flow rate (m) and lift height as
a function of the submergence ratio (H/L) and of the input
thermal power (P) given by the thermal heater. The variation
of the first can be obtained varying the height H, while power
input can be regulated with a DC power unit. The bubble
pump has been constructed with the aim of use input thermal
power in the range 0-70 W. The apparently low input thermal
power is related to the perspective of developing ADR system
using renewable energy sources like solar energy. Using these
energy sources seems to be unrealistic to think to input
thermal power of the order of 500-1000 W, as those
investigated in [4-9]. Basing on theoretical studies about
ADR systems configuration, it is possible to conclude that it
is interesting to investigate the performance of a bubble pump
that works with organic fluids (simulating a refrigerant) or
with a mixture of refrigerant and absorbent. For this reason
two different analysis were made using different fluids.
EXPERIMENTAL RESULTS
The experiments were divided into two groups. In both the
cases, the bubble pump operated in uninsulated conditions. In
the first group of tests the refrigerant fluid FC72 has been
used as working fluid in the bubble pump. Then experiments
were repeated with a mixture of ammonia-water (30% wt. of
ammonia). During the experimental investigation,
photographs were taken showing the various regimes of
operation of the bubble pump. The main results of the
experiments are summarized in the present paragraph.
Bubble pump experiments with FC-72
Fig. 7: Experimental setup and details
The experimental results obtained with refrigerant
fluorinert FC-72 (C6F14, chlorodifluoromethane), operating in
the bubble pump are shown. The thermophysical properties of
the fluid in the range 0-100 °C are reported in Appendix 1.
The input thermal power was varied between 0 and 60 W.
Considering the thermal heater, this corresponds to a variation
of the specific power from 0 to 5 W/cm2. The thermophysical
properties of the fluid permit to verify that the tube diameter
respects the limit defined by Eqs. (4) and (6), respectively
about 1.5 and 15 mm. The Bond number is largely higher
than the one that verifies the condition defined by Eq. (5) and
the several flow patterns, including slug flow and bubbly
flow, were observed in the experiments. At very low heat
input bubbly flow was observed, but it did not pump the
liquid up the tube at all. If the heat flow increase after a first
phase in which bubbly flow occurs, slug flow is observed
(regime A of Fig. 8). A certain minimum heat input is
required for the bubble pump to transfer the mass flow rate
from the lower to the upper reservoir at a lifting level of 1 m.
In particular, the bubble pump needs a flow rate of about 32
W to transfer mass to the upper reservoir (regime C of Fig. 8).
With a lower heat input, the driving force is not sufficient for
pumping action even if slug flow in the lift tube is observed.
This result agrees with those obtained for the mixture waterlithium bromide in [7]. It appears that the minimum heat input
necessary to begin the mass transfer from the tube to the
upper reservoir does not depend so much on the submergence
ratios (H/L), in the range between 0.15 and 0.30. When the
input power is sufficient to obtain the mass transfer, after a
short time, Taylor bubbles (bullet shaped bubbles which
occupy almost the entire diameter) began to form and pushed
the liquid up higher and higher until finally the slug flow was
observed (Fig. 8-A).
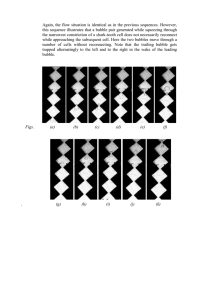
The observation of the phenomenon states that the
occurrence of slug flow can be directly related to the specific
input thermal power. After increasing the heat flow at level of
50 W, the flow transitioned to semi-annular flow, with the lift
tube filling alternately with liquid and gas (Fig. 8-C). At
higher heat flow rates a wispy annular/dispersed bubbly flow
was observed; this flow pattern was unstable, tending to
transition back to churn flow and the mass transfer from the
lift tube to the upper reservoir decreases.
All the results presented in Fig. 9-13, with the exception
of those of Fig. 12, are relative to cold start-up conditions: the
initial temperature of FC72 is the environmental temperature:
approximately 25 °C. Fig. 9 provides the mass transfer rate
with respect to the input thermal power for two different
submergence ratio, H/L=0.215 and H/L=0.3 respectively. The
first is the one for which the absolute maximum of the mass
transfer rate is observed. Fig. 10 shows the mass flow rate as
a function of the submergence ratio for an input thermal
power P=50 W. The motive head or submergence ratio (H/L)
really appears to be one of the dominant parameters
influencing the bubble pump performance. The mass flow
rate provides a maximum (0.28.10-3 kg/s) for H/L=0.215; a
similar mass flow rate can be obtained for H/L=0.17. When
the motive head decreased below 0.145 the system did not
reach a steady operating condition: an intermediate pulsatory
flow was obtained. The same occurs when H/L > 0.3.
Fig. 11 provides the time necessary to start the mass
transfer in the upper reservoir as a function of the input
thermal power for a given submergence ratio H/L.
0 ,3
m * 1 0 -3
[k g / s ]
0 ,2 5
0 ,2
0 ,1 5
0 ,1
0 ,0 5
H /L = 0 .2 1 5
0
30
35
40
45
50
55
60
65
P [W ]
0 ,2 5
-3
m *1 0
[k g /s ]
0 ,2
0 ,1 5
0 ,1
0 ,0 5
H /L = 0 .3
0
30
35
40
45
50
55
60
65
P [W ]
Fig. 9: Mass flow rate as a function of input thermal power
for two different submergence ratios
This time, that is required to increase the temperature of
the fluid till to the saturation value, is a decreasing function of
the power as can be obtained for the reference submergence
ratio H/L=0.215.
Fig. 12 provides the time necessary to start the mass
transfer as a function of the submergence ratio, for an input
thermal power of 50 W. The results are referred to a starting
temperature different from the environmental one. It appears
that submergence ratio below 0.25 permits of obtaining the
more interesting results in this case too. It can be concluded
that a quite low motive head is recommended to achieve
higher refrigerant flow rates, thus higher ADR cooling
capacity. A correspondence with the results of Figs. 10
concerning the optimal combination of input thermal power
and submergence ratio can be evidenced.
A further experimental analysis considers the stability of
the mass transfer.
0 ,3
m * 1 0 -3
[k g /s ]
0 ,2 5
0 ,2
P=50 W
0 ,1 5
0 ,1
0 ,1 5
0 ,2
0 ,2 5
0 ,3
0 ,3 5
H /L
Fig. 8: FC72 flow pattern visualization inside the lift tube
Fig. 10: Mass flow rate for 50 W heat input, and different
value of the submergence ratio
1 0 :0 0
T im e
[m in :s e c ]
9 :1 0
H /L = 0 .2 1 5
8 :2 0
7 :3 0
6 :4 0
5 :5 0
5 :0 0
4 :1 0
3 :2 0
30
35
40
45
50
55
60
65
P [W ]
Fig. 11: Time necessary for starting the mass flow rate as a
function of the input thermal power
5 :5 0
T im e
[m i n : s e c ]
P=50 W
5 :0 0
4 :1 0
3 :2 0
2 :3 0
1 :4 0
0 :5 0
0 ,1
0 ,1 5
0 ,2
0 ,2 5
0 ,3
H /L
0 ,3 5
Fig. 12: Time necessary to start the mass transfer as a
function of the submergence ratio. Warm start-up
Considering the optimal operating point of the bubblepump (Q=50 W and H/L=0.215) an experimental analysis
was carried out to obtain a thermal map of the device. Five
different points of the experimental apparatus, using the five
thermocouples disposed as shown in Fig. 7 have been
monitored. Fig. 13 reports the temperature history of the
bubble pump. The bubbly-flow starts after 130 seconds; while
slug-flow occurs after 160 seconds. After 280 seconds the
mass flow starts. After about 1000 seconds (17 min), the
bubble pump operates in a stable condition. This condition is
interrupted closing the valve at the bottom of reservoir (1).
60
of ammonia and water (30% wt. of ammonia), whose
thermophysical properties are reported in Appendix 1, is nonazeotropic mixtures. The experiments were carried out at
environmental temperature in the range 20-30 °C.
The experimental investigation carried out on the water
ammonia mixture has been similar to that for FC72. The input
thermal power was varied from 0 to 70 W corresponding to a
variation of the specific power from 0 to 5.7 W/cm2. The
ammonia-water mixture starts to boil at a temperature lower
than FC72 and bubbly flow is rapidly observed. Only a few
seconds are necessary, at a power of 30 W, to observe the
first bubbles going up in the lift tube. In the meantime a fast
increase of pressure can be observed; this increase of pressure
is related to the increase of temperature.
To maintain pressure below 4 bars, a limit value for pyrex,
temperature must be lower than 70 °C. It can be observed that
with water-ammonia mixture it is not possible to obtain the
mass transfer from the lift tube of 1 m height to the upper
reservoir, with any combinations of input thermal power and
submergence ratio. As shown in Fig. 14, that provides some
results of the experimental investigations, the lift height
obtained is lower than 0.5 m. The maximum is obtained with
an input thermal power of 60 W and a submergence ratio
H/L=0.25. Both the values are higher then those that
characterize the maximum for FC72. Another observation is
obtained by analysis of the temperature history (Fig. 15).
As shown in Fig. 15, the temperature in point 4 (on the lift
tube) decreases with time demonstrating the difficulty of
obtaining stable operating conditions.
600
H/L=0,25
H/L=0,20
H
[mm]
500
400
300
200
100
10
20
30
40
50
60
70
80
P [W]
Fig. 14: Lift height as a function of the input thermal power
for water-ammonia (30%) mixture
T
[° C ]
55
45
50
H/L = 0.25
P = 40 W
T
[°C]
45
2 (C )
3 (C )
4 (C )
5 (C )
6 (C )
40
40
35
35
30
2(C)
3(C)
4(C)
5(C)
6(C)
25
0
200
400
600
800
1000
1200
t [s e c ]
30
Fig. 13: Temperature history in the FC72 bubble pump
Bubble pump experiments with mixture ammonia-water
25
0
The experimental facility was then used to analyze a
bubble pump using an ammonia-water mixture, such as that
needed in the Platen-Munters and Einstein cycle. The mixture
50
100
150
200
250
300
350
t [sec]
Fig. 15: Temperature variation in the bubble pump operating
with water-ammonia mixture
DISCUSSION
Theoretical analysis of the system, coupled with
experimental measurements enabled the identification of a
mathematical model of bubble-pump steady-state operation.
The steady-state model closely predicts temperature, pressure
profiles and mass flow rate of the bubble pump. Comparisons
between the model and experimental data show similarities in
the trends of the temperature, pressure, and mass flow rate.
But disagreement between the theoretical predictions and the
experimental results can be evidenced, as shown in Fig. 16.
For FC72 with submergence ratio H/L=0.215, the agreement
between theoretical and experimental results can be observed
only for a power of 50 W. Otherwise a remarkable difference
appears both for “low” and ”high” input thermal power.
This means that the slug flow condition defined by Eqs. (5)
and (11) are verified only in particular cases.
For a higher value of the ratio H/L there is agreement in the
trend of the curve (the experimental curve does not show a
maximum) but the theoretical maximum is overestimated with
respect to the one experimentally obtained.
These results show that, in order to obtain optimum
operating conditions, it is necessary that the bubble pump
works in conditions that can be obtained only with a special
combination of lift height, tube diameter, submergence ratio
and input thermal power. Considering that the maximum
flow rate of FC-72 for 50 W heat input was 0.28 g/s
assuming, at a temperature of 0°C, a heat of evaporation
hLV=99182 J/kg, a maximum theoretical cooling capacity of
27 W can be obtained for the ADR machine. Moreover an
additional thermal input is necessary to circulate the mixture
of inert and absorbent and this lead to a further COP
reduction. So the construction of ADR machines, though if is
a very interesting aim, appears to be difficult because they
operate in efficient way only in particular situations and the
bubble pump appears to be a rigid element of the system.
CONCLUSIONS
One of the greatest benefits of single pressure absorption
refrigeration cycles is that they do not need a mechanical
input. Due to their low head requirement, they can replace a
thermally driven bubble pump with a compressor.
An experimental test apparatus has been constructed and
used to characterize the performance of a bubble pump and an
experimental investigation was carried out. A fluorocarbon
refrigerant (fluorinert FC72) and a mixture of water and
ammonia (30%) were tested as working fluids.
0 ,3 5
-3
m *1 0
[kg /s ]
0,3
H /L = 0 .2 15
0 ,2 5
Measurements taken on the apparatus were used to evaluate
the mass transport capabilities at a range of power input levels
and with different values of submergence ratio.
From the experimental investigations appears evident that a
bubble pump operating with a pure fluid has a higher
efficiency and permits of obtaining quite higher lift height
with respect to a binary mixture. This encourages the design
of ADR machines operating with two bubble pumps (one to
circulate the refrigerant and one to desorb the mixture of
assorbent and inert) instead of with a single bubble pump and
a generator, like in the original design of [1] and [2].
But another conclusion of the present paper is that the
realization of ADR machines appears to be very difficult
because the bubble pump, that is the central element of those
particular apparatus, can operate with an acceptable efficiency
only in particular conditions appearing to be a rigid element
of the system. In this perspective, it seems interesting to
focuse the future investigation on the study of new mixtures
for double pressure absorption refrigeration systems that will
permit a reduction of the heat required for the separation of
absorbent and refrigerant. Those systems will maintain the
use of a mechanical pump, which can be driven with solar
energy too, but will permit of obtaining COP well higher than
unity.
NOMENCLATURE
Bo
COP
cp
d
g
hLV
hm
H
Hs
k
L
&
m
p
P
&
Q
P
T
uo
v
&
V
x(x)
Ζ
η
σ
ρ
Bond number
Coefficient of Performance
specific heat (kJ/kgK)
diameter of lift tube (m)
acceleration of gravity (m/s2)
enthalpy of vaporization (kJ/kg)
mixing enthalpy (kJ/kg)
height of liquid level in the reservoir (m)
height of liquid level in the lift tube (m)
thermal conductivity (W/mK)
length of lift tube (m)
mass flow rate (kg/s)
pressure (kPa)
bubble pump input thermal power (W)
Heat transfer rate (W)
temperature (K)
slug flow velocity (m/s)
specific volume (m3/kg)
volumetric flow rate (m3/s)
ammonia mass (mole) fraction in solution
height (m)
efficiency (kg/s/W)
surface tension (N/m)
density (kg/m3)
0,2
Subscripts and abbreviations
0 ,1 5
0,1
0 ,0 5
0
-0 ,05
25
30
35
40
45
50
55
60
65
P [W ]
Fig. 16: Comparison between experimental (- -) and
theoretical (-{-) results for refrigerant FC72
abs
ADR
amb
bubblepump
cd
COP
e
gen
L
V
absorber
Absorption Diffusion Refrigeration
of the environment
of the bubble pump
condenser
Coefficient of Performance
of the evaporator
of the generator
of the liquid
of the vapour
REFERENCES
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
A. Einstein and L. Szilard, “Refrigeration” US Patent
No. 1,781,541 (United States), 1930.
B.C. von Platen, C.G. Munters, “Refrigerator”, US
Patent No. 1,685,764 (United States), 1928.
P. Srikhirin, S. Aphornratana, Investigation of a
diffusion absorption refrigerator, Applied Thermal
Engineering, vol. 22, pp. 1181–1193, 2002.
A. Delano, Design Analysis of the Einstein
Refrigeration Cycle, Ph.D. Thesis, Georgia Institute of
Technology, Atlanta, Georgia, 1998.
R. Saravanan, M.P. Maiya, Influence of thermodynamic
and thermophysical properties of water-based working
fluids for bubble pump operated vapour absorption
refrigerator, Energy Conversion and Management, vol.
40, pp. 845–860, 1999.
R. Saravanan, M.P. Maiya, Experimental analysis of a
bubble pump operated H2O–LiBr vapour absorption
cooler, Applied Thermal Engineering, vol. 23, pp. 23832397, 2003.
M. Pfaff, R. Saravanan, M.P. Maiya, M. Srinivasa,
Studies on bubble pump for a water–lithium bromide
vapour absorption refrigeration, International Journal of
Refrigeration, vol. 21, pp. 452–462, 1998.
S.J. White, Bubble Pump Design and Performance,
M.Sc Thesis, Georgia Institute of Technology, Georgia,
2001.
A. Koyfman, M. Jelinek, A. Levy, I. Borde, An
experimental investigation of bubble pump performance
for diffusion absorption refrigeration system with
organic working fluids, Applied Thermal Engineering,
vol. 23, pp. 1881–1894, 2003.
A. Franco, E. Latrofa, Non-compression refrigeration:
state of the art and perspectives, XXI UIT National
Conference, Modena, 2001 (in italian).
B. Celata, State of the art and perspectives of noncompression refrigeration, M.Sc. Thesis, University of
Pisa, 2002 (in italian).
M. Simoni, Analysis of systems for the mass transfer in
Diffusion Absorption Refrigeration Machines, M.Sc.
Thesis, University of Pisa, 2003 (in italian).
Wallis, G.B. One-dimensional two-phase flow. New
York: McGraw-Hill, New York, 1969.
J.G. Collier and J.R. Thome, Convective Boiling and
Condensation. McGraw-Hill, New York, 1996.
M. Groll, S. Khandekar, Pulsating heat pipe: a challenge
and still unsolved problems in heat pipe science, Proc.
of the 3rd Int. Conference on Transport Phenomena in
Multiphase Systems, pp. 36-43, Baranów Sandomierski,
Poland, 2002.
J.R. Thome, On Recent Advances in Modeling of TwoPhase Flow and Heat Transfer, Heat Transfer
Engineering, 24, pp. 46–59, 2003.
M. Barhoumi, A. Snoussi, N. Ben Ezzine, K. Mejbri, A.
Bellagi, Modelisation des donne´ es thermodynamiques
du me´ lange ammoniac/eau, International Journal of
Refrigeration, vol. 27, 3, pp. 271-283, 2004.
R. Reid, J.M. Prausnitz, E. Poling, The properties of Gas
and Liquids, 4th Ed., McGraw Hill, New York, 1987.
ASHRAE, ASHRAE Handbook, Fundamentals, Chapter
17, p. 17.45 & p. 17.81. ASHRAE, Atlanta, GA, 1993.
D.W. Sun, Comparison of the Performances of NH3H20, NH3-LiNO3 and NH3-NASCN absorption
refrigeration systems, Energy Conversion and
Management, Vol. 39, 5/6, pp. 357-368, 1998.
View publication stats
APPENDIX 1. THERMOPHYSICAL PROPERTIES OF
THE TESTED FLUIDS
Refrigerant Fluid FC72
The saturation properties of FC72 are reported in the Table
p
T
[atm]
[°C]
[kJ/kgK]
[kJ/kg]
0.085
0.144
0.232
0
10
20
25
30
35
40
45
50
55
56.6
60
70
80
90
100
1.0110
1.0264
1.0419
1.0496
1.0573
1.0651
1.0728
1.0805
1.0882
1.0959
1.0984
1.1037
1.1191
1.1345
1.1500
1.1654
99.1817
96.8182
94.3685
93.0944
91.8203
90.4970
89.1736
87.7888
86.4039
84.9698
84.5109
83.5357
80.5566
77.4915
74.3647
71.2010
0.361
0.540
0.785
1
1.109
1.529
2.062
2.726
3.541
cp
hLV
ρL
k
[W/mK] [kg/m3]
5.877
5.760
5.643
5.585
5.526
5.468
5.410
5.351
5.293
5.234
5.216
5.176
5.059
4.942
4.826
4.709
1755.29
1719.78
1691.54
1680.33
1669.12
1659.40
1649.68
1640.58
1631.48
1622.58
1619.73
1613.67
1593.25
1568.99
1539.16
1501.10
σ∗102
ρV
[kg/m3]
[Ν/m]
1.3340
1.2410
1.1500
1.1040
1.0590
1.0150
0.9708
0.9271
0.8838
0.8409
0.8273
0.7985
0.7150
0.6334
0.5538
0.4766
1.371
2.234
3.484
4.357
5.231
6.410
7.589
9.136
10.683
12.738
13.396
14.793
20.238
27.203
35.976
46.996
Mixture of ammonia and water
The properties of the mixture can be deduced from [18].
Among them, the relation between saturation pressure and
temperature of an ammonia-water mixture is given as [19]:
log(p ) =A −
B
T
(A.1)
A = 7.44 − 1.767 x + 0.9823x 2 + 0.3627 x 3
2
B = 2013.8 − 2155.7 x + 1540.9 x − 194.7 x
(A.2a)
(A.2b)
3
The relation among temperature, concentration and enthalpy
is as follows, with coefficients given in Table 3 [20]:
h (T, x ) = 100 ⋅
16
T
ai
− 1
273.16
i =1
∑
mi
x ni
(A.3)
where x is the ammonia mole fraction, given as follows
x=
18.015 ⋅ x
18.015 ⋅ x + 17.03 ⋅ (1 − x )
(A.4)
and the coefficients of Eq. (A.3) are reported in the Table
i
mi
ni
ai
i
mi
ni
ai
1
2
3
4
5
6
7
8
0
0
0
0
0
0
1
1
1
4
8
9
12
14
0
1
-7.61080x100
2.56905x101
-2.47092x102
3.25952x102
-1.58854x102
6.19084x101
1.14314x101
1.18157x100
9
10
11
12
13
14
15
16
2
3
5
5
5
6
6
8
1
3
3
4
5
2
4
0
2.84179x100
7.41609x100
8.91844x102
-1.61309x103
6.22106x102
-2.07588x102
-6.87393x100
3.50716x100
The relation among specific volume, temperature and
concentration is fitted with source data taken from [19] as,
v(T, x ) =
3
3
∑∑ a
ij
⋅ (T − 273.15)i x j
j= 0 i = 0
with the fitted coefficients listed in Table below.
j
a0j
a1j
a2j
a3j
0
1
2
3
9.9842 × 10-4
3.5489 x 10-4
-1.2006 x 10-4
3.2426 × 10-4
-7.8161 x 10-8
5.2261 x 10-6
-1.0567 x 10-5
9.8890 x 10-6
8.7601 × 10-9
-8.4137 x 10-8
2.4056 x 10-7
-1.8715 x 10-7
-3.9076 × 10-11
6.4816 x 10-10
-1.9851 x 10-9
1.7727 × 10-9