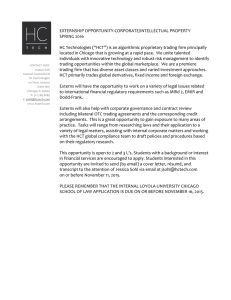
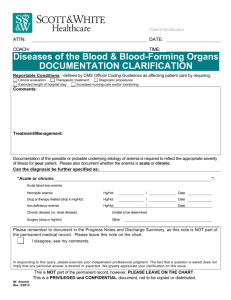
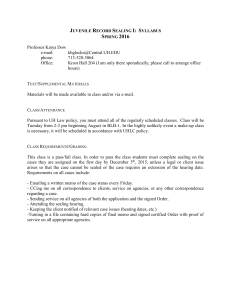
Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager 1.0 Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 1 of 65 Purpose This document provides guidelines for visual inspection of reusable components of service-related tools during maintenance. It includes guidance on the features and acceptance criteria that are the focus of visual inspections for key components of common service-related tools as required by the Global Maintenance Workshop Activities MAN-GL-HAL-HCT-900. 2.0 Scope This guideline applies to service-related tools within the Completion Tools PSL. 3.0 Reference Documents • 4.0 MAN-GL-HAL-HCT-900, HCT Workshop Activities General Note: Under some circumstances, repairs to nickel plated components can be made using the SIFCO process as per ES-C-168. The feasibility of repairs should be discussed with the Global Advisor of the product line prior to any repair. 4.1 Sealing Surfaces for Non-Metal Seals 4.1.1 Definition of Sealing Surfaces for o-ring type seal glands Sealing surfaces are defined as the surface that is directly in contact with a seal. The most common seal configuration consists of an o-ring groove (internal or external) and a mating seal surface (shaft or bore). The groove may contain either a combination of oring and backup rings (Fig 4.1) or a single o-ring with no backup rings (Figure 4.2). The backup rings serve the purpose of limiting the extrusion of the primary seal and do not create a seal between the two sealing surfaces. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 2 of 65 Figure 4.1: Sealing Surface Defined for O-Ring with Two Backup Rings Figure 4.2: Sealing Surface Defined for Single O-ring Seal Configuration 4.1.2 Visual Inspection of o-ring type seal glands Acceptance criteria for the visual inspection of sealing surfaces for elastomeric seals are controlled by Section 11 of the Global Workshop Activities MAN-GL-HAL-HCT-900. However, the following items provide additional guidance when performing the visual inspection on o-ring type seal glands. • Interconnected pits as illustrated in D-2 of Figure 5.1 that cross the sealing area shall be cause for rejection. • Individual pits at a pit density similar to D-3 or greater of Figure 5.1 that extend across more than 50% of the sealing area shall be cause for rejection. • The Extrusion Control Surfaces adjacent to the seal groove are acceptable with pit densities up to and including D-4 of Figure 5.1. Pit densities exceeding this level on these surfaces shall be cause for rejection. 4.2 Metal-to-metal sealing surfaces Acceptance criteria for the visual inspection of metal-to-metal sealing surfaces is controlled by Section 11 of the Global Workshop Activities MAN-GL-HAL-HCT-900. However, the following items provide additional guidance when performing the visual inspection on o-ring type seal glands. 4.2.1 Metal-to-metal sealing surfaces typically can be categorized into two broad groupings; • those that are required to be “leak tight” where no leakage is allowed, (examples include ball & seat sets for barrier type valves, thread connection seals, etc.) Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager • 4.3 Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 3 of 65 those which can have some small amount of leakage and still perform their required function. (examples include setting ball & seats or flapper & seats used for tool actuation) 4.2.2 Leak tight metal-to-metal seals • Pits of detectable depth are not allowed in the sealing surface, so even widely spaced pits as illustrated in D-1 of Figure 5.1 are not acceptable. 4.2.3 Metal-to-metal seals that allow small amounts of leakage • Densities of pits with detectable depth should not exceed those illustrated in D-3 of Figure 5.1. Water column test of balls, flappers, or prongs and their mating seats for metal-to-metal seal validation This test can be used to assist in the evaluation of the metal-to-metal sealing surfaces of balls, flappers or prongs with their mating seats. It is not intended to be a substitute for other required testing or to override the acceptance criteria for these surfaces Workshop Activities MAN-GL-HAL-HCT-900. • Refer to Section 15.11, Water Column Testing in the HCT Workshop Activities, MAN-GL-HAL-HCT-900 for detailed instructions for conducting a water column test. 5.0 Pit Density Guidelines 5.1 The acceptance of an area containing pits with detectable depths is related to the density of the pits and the function of the surface containing the pits. Figure 5.1 provides example pit densities for use in communicating acceptable densities and documenting observed densities. Figure 5.1 – Pit Density Guideline 5.2 Pits of detectable depth are defined as those in which the pointed end of an o-ring pick will hang up in as it is dragged across the pit under a light amount of force. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager 6.0 Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 4 of 65 Visual Inspection Guidelines & Examples for Retrievable Service Tools The table and example photographs in this section provide guidance for use in evaluating reusable tool components during maintenance. Also provided are requirements for Non-Destructive Examination (NDE) using Magnetic Particle or Liquid Penetrant methods and method used to validate components for reuse. • Table 6.1 includes typical components for Retrievable Service Tools. This table is intended to supplement and reinforce the information provided in the Tool & Equipment Maintenance Sheet (TEMS), the OMM/BDMI and the HCT Global Workshop Activities MAN-GL-HAL-HCT-900. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 5 of 65 Table 6.1 - Retrievable Service Tools Component Type Couplings/ Adapters Key Focus Areas Sealing Surfaces Threads Visual Inspection Guide General (including Sealing Surfaces) • Erosion on any pressure containing or load bearing areas • Mechanical Damage (i.e. bending, collapsing, egging, flaring, flats from wear, galling, gouges, etc.) • Raised metal from wrench, rig tongs, slips or torque machine jaws that cannot be removed without affecting component function Note: Wrench Marks on wrench flats are not considered Mechanical Damage. • Visible Material loss • Corrosion on sealing surfaces, sliding surfaces, load bearing components, threads and thread undercuts • Plating loss in sealing area • Pitting, scratches or mechanical damage in sealing area NDE Threads Validation Method • Burs, witness marks, raised • All pressure • Functional protrusions, etc. that cannot containing or load test of be buffed or removed bearing threads assembled shall have NDE tool • Loss of more than one full performed every • Pressure test thread 10 runs of assembled • Dents or flattened areas on tool threads • For pressure • Drift of • Raised protrusions containing or load assembled • Signs of over-torque (i.e. bearing tool mechanical damage, deformation of thread form, components; the entire component, etc.) including threads • Threads visually pulled in shall have NDE one direction (yielding or performed every permanent deformation) 20 runs Printed versions of this document are considered UNCONTROLLED. Reference Figures Fig. 6.2.6 Fig. 6.2.7 Fig. 6.2.8 Fig. 6.2.9 Fig. 6.2.10 Fig. 6.2.11 Fig. 6.2.12 Fig. 6.2.13 Fig. 6.2.26 Fig. 6.2.27 Fig. 6.2.33 Fig. 6.2.34 Fig. 6.2.35 Fig. 6.2.36 Fig. 6.2.37 Fig. 6.2.38 Fig. 6.2.39 Fig. 6.2.40 Fig. 6.2.41 Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 6 of 65 Table 6.1 - Retrievable Service Tools Component Type Key Focus Areas Cases/Housings/ Sleeves/Bodies/ Cylinders Sealing Surfaces Threads Visual Inspection Guide General (including Sealing Surfaces) • Erosion on any pressure containing or load bearing areas • Mechanical Damage (i.e. bending, collapsing, egging, flaring, flats from wear, galling, gouges, etc.) • Raised metal from wrench, rig tongs, slips or torque machine jaws that cannot be removed without affecting component function Note: Wrench Marks on wrench flats are not considered Mechanical Damage. • Visible Material loss • Corrosion on sealing surfaces, sliding surfaces, load bearing components, threads and thread undercuts • Plating loss in sealing area • Pitting, scratches or mechanical damage in sealing area NDE Threads Validation Method • NPT thread gauge criteria • All pressure • Functional containing or load test of • Burs, witness marks, raised assembled protrusions, etc. that cannot bearing threads shall have NDE tool be buffed or removed performed every • Pressure test • Loss of more than one full 10 runs of assembled thread tool • Dents or flattened areas on • For pressure threads containing or load • Raised protrusions bearing • Signs of over-torque (i.e. components; the mechanical damage, deformation of thread form, entire component, including threads etc.) shall have NDE • Threads visually pulled in performed every one direction (yielding or 20 runs permanent deformation) Printed versions of this document are considered UNCONTROLLED. Reference Figures Fig. 6.2.6 Fig. 6.2.7 Fig. 6.2.8 Fig. 6.2.9 Fig. 6.2.10 Fig. 6.2.11 Fig. 6.2.12 Fig. 6.2.13 Fig. 6.2.14 Fig. 6.2.17 Fig. 6.2.18 Fig. 6.2.19A Fig. 6.2.19B Fig. 6.2.26 Fig. 6.2.27 Fig. 6.2.28 Fig. 6.2.29 Fig. 6.2.34 Fig. 6.2.35 Fig. 6.2.36 Fig. 6.2.37 Fig. 6.2.38 Fig. 6.2.39 Fig. 6.2.40 Fig. 6.2.41 Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 7 of 65 Table 6.1 - Retrievable Service Tools Component Type Components with Flow Ports Key Focus Areas Flow Ports Sealing Surfaces Threads Visual Inspection Guide General (including Sealing Surfaces) • Erosion on any pressure containing or load bearing areas or around flow ports • Mechanical Damage (i.e. bending, collapsing, egging, flaring, flats from wear, galling, gouges, etc.) • Raised metal from wrench, rig tongs, slips or torque machine jaws that cannot be removed without affecting component function Note: Wrench Marks on wrench flats are not considered Mechanical Damage. • Visible Material loss • Corrosion on sealing surfaces, sliding surfaces, load bearing components, threads and thread undercuts • Plating loss in sealing area • Pitting, scratches or mechanical damage in sealing area NDE Threads Validation Method • Burs, witness marks, raised • All pressure • Functional protrusions, etc. that cannot containing or load test of be buffed or removed bearing threads assembled shall have NDE tool • Loss of more than one full performed every • Pressure test thread 10 runs of assembled • Dents or flattened areas on tool threads • For pressure • Drift of • Raised protrusions containing or load assembled • Signs of over-torque (i.e. bearing tool mechanical damage, deformation of thread form, components; the entire component, etc.) including threads • Threads visually pulled in shall have NDE one direction (yielding or performed every permanent deformation) 20 runs Printed versions of this document are considered UNCONTROLLED. Reference Figures Fig. 6.2.20 Fig. 6.2.21 Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 8 of 65 Table 6.1 - Retrievable Service Tools Component Type Mandrels Key Focus Areas Sealing Surfaces Threads Lugs (if present) Visual Inspection Guide General (including Sealing Surfaces) • Erosion on any pressure containing or load bearing areas • Mechanical Damage (i.e. bending, collapsing, egging, flaring, flats from wear, galling, gouges, etc.) • Raised metal from wrench, rig tongs, slips or torque machine jaws that cannot be removed without affecting component function Note: Wrench Marks on wrench flats are not considered Mechanical Damage. • Visible Material loss • Corrosion on sealing surfaces, sliding surfaces, load bearing components, threads and thread undercuts • Plating loss in sealing area • Pitting, scratches or mechanical damage in sealing area • Bending of lugs • Galling, mechanical damage to lugs that cannot be removed NDE Threads Validation Method • Burs, witness marks, raised • All pressure • Functional protrusions, etc. that cannot containing or load test of be buffed or removed bearing threads assembled shall have NDE tool • Loss of more than one full performed every • Pressure test thread 10 runs of assembled • Dents or flattened areas on tool threads • For pressure • Drift of • Raised protrusions containing or load assembled • Signs of over-torque (i.e. bearing tool mechanical damage, deformation of thread form, components; the entire component, etc.) including threads • Threads visually pulled in shall have NDE one direction (yielding or performed every permanent deformation) 20 runs Printed versions of this document are considered UNCONTROLLED. Reference Figures Fig. 6.2.15 Fig. 6.2.16 Fig. 6.2.22 Fig. 6.2.23 Fig. 6.2.24 Fig. 6.2.25 Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 9 of 65 Table 6.1 - Retrievable Service Tools Component Type Key Focus Areas Visual Inspection Guide General (including Sealing Surfaces) NDE Threads Validation Method Volume Tube Sealing Surfaces • Erosion on any pressure containing or load bearing areas • Mechanical Damage (i.e. bending, collapsing, egging, flaring, flats from wear, galling, gouges, etc.) • Raised metal from wrench, rig tongs, slips or torque machine jaws that cannot be removed without affecting component function Note: Wrench Marks on wrench flats are not considered Mechanical Damage. • Visible Material loss • Corrosion on sealing surfaces, sliding surfaces, load bearing components, threads and thread undercuts • Plating loss in sealing area Pitting, scratches or mechanical damage in sealing area • For pressure • Pressure test containing or load of assembled bearing tool components; the • Drift of entire component, assembled including threads tool shall have NDE performed every 20 runs Pistons Sealing Surfaces • Mechanical Damage (i.e. bending, collapsing, egging, flaring, flats from wear, galling, gouges, etc.) • Visible Material loss • Corrosion on sealing surfaces, sliding surfaces, load bearing components, threads and thread undercuts • Plating loss in sealing area • Pitting, scratches or mechanical damage in sealing area • For pressure • Pressure test containing or load of assembled bearing tool components; the entire component, including threads shall have NDE performed every 20 runs Printed versions of this document are considered UNCONTROLLED. Reference Figures Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 10 of 65 Table 6.1 - Retrievable Service Tools Component Type Shoes Key Focus Areas Outside Diameter Threads Slips - Mechanical Buttons/Teeth/Body Visual Inspection Guide General (including Sealing Surfaces) • OD dimension within design acceptance limits • Mechanical Damage (i.e. bending, collapsing, egging, flaring, flats from wear, galling, gouges, etc.) • Raised metal from wrench, rig tongs, slips or torque machine jaws that cannot be removed without affecting component function • Visible Material loss • Corrosion on sealing surfaces, load bearing surfaces, threads and thread undercuts • Plating loss in sealing area • Pitting, scratches or mechanical damage in sealing area NDE Threads Validation Method Reference Figures • Burs, witness marks, raised protrusions, etc. that cannot be buffed or removed • Loss of more than one full thread • Dents or flattened areas on threads • Raised protrusions • Signs of over-torque (i.e. mechanical damage, deformation of thread form, etc.) • Threads visually pulled in one direction (yielding or permanent deformation) • No missing buttons or slip teeth • No cracked buttons or slip teeth Note: Slight chipping of leading edge is permissible provided no more than 10% of the total buttons or teeth on any individual slip are affected • No galling on sliding surfaces that cannot be removed • No bending, twisting or distortion on the shape of the slip Printed versions of this document are considered UNCONTROLLED. • Load bearing Slips shall have NDE performed every 10 runs Fig. 6.2.31 Fig. 6.2.32 Fig. 6.2.33 Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 11 of 65 Table 6.1 - Retrievable Service Tools Component Type Slips - Hydraulic Key Focus Areas Buttons/Teeth Sealing Surfaces Drag Blocks Buttons/Body Visual Inspection Guide General (including Sealing Surfaces) NDE Threads • No missing buttons or slip teeth • No cracked buttons or slip teeth Note: Slight chipping of leading edge is permissible provided no more than 10% of the total buttons or teeth on any individual slip are affected • No galling on sliding surfaces that cannot be removed • Corrosion, scratches, mechanical damage on sealing surfaces, sliding surfaces • No missing buttons • No cracked buttons • No buttons protruding past the drag block face • No bending, twisting or distortion on the shape of the drag block Printed versions of this document are considered UNCONTROLLED. Validation Method • Load bearing Slips • Pressure test shall have NDE of assembled performed every tool 10 runs Reference Figures Fig. 6.2.30 Fig. 6.2.1 Fig. 6.2.2 Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 12 of 65 Table 6.1 - Retrievable Service Tools Component Type Key Focus Areas Visual Inspection Guide General (including Sealing Surfaces) Threads • Burs, witness marks, raised protrusions, etc. that cannot be buffed or removed • Loss of more than one full thread • Dents or flattened areas on threads • Raised protrusions • Signs of over-torque (i.e. mechanical damage, deformation of thread form, etc.) Threads visually pulled in one direction (yielding or permanent deformation) Drag Block Sleeve J-Slot • Mechanical Damage (i.e. bending, collapsing, egging, flaring, flats from wear, galling, gouges, etc.) • Raised metal from wrench, rig tongs, slips or torque machine jaws that cannot be removed without affecting component function Note: Wrench Marks on wrench flats are not considered Mechanical Damage. • Visible Material loss • Corrosion on sealing surfaces, sliding surfaces, load bearing components, threads and thread undercuts Springs Surface Finish • Erosion • Mechanical Damage (i.e. bending, collapsing, egging, flaring, flats from wear, galling, gouges, etc.) • Visible Material loss • Corrosion • Misshaped compared to original configuration (permanent set) Shape NDE Printed versions of this document are considered UNCONTROLLED. Validation Method • Functional test of assembled tool • Functional test of assembled tool Reference Figures Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 13 of 65 Table 6.1 - Retrievable Service Tools Component Type Key Focus Areas Reusable Load Bearing (Engineered) Bolts Surfaces Threads Visual Inspection Guide General (including Sealing Surfaces) NDE Threads Validation Method • Mechanical Damage (i.e. bending, • Burs, witness marks, raised • For pressure • Functional collapsing, egging, flaring, flats from wear, protrusions, etc. that cannot containing or load test of galling, gouges, etc.) be buffed or removed bearing assembled components; the tool • Visible Material loss • Loss of more than one full entire component, • Pressure test thread • Corrosion on sealing surfaces, sliding including threads of assembled surfaces, load bearing components, threads • Dents or flattened areas on shall have NDE tool and thread undercuts threads performed every • Raised protrusions 20 runs • Signs of over-torque (i.e. mechanical damage, deformation of thread form, etc.) • Threads visually pulled in one direction (yielding or permanent deformation) Printed versions of this document are considered UNCONTROLLED. Reference Figures Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 14 of 65 • Visual Inspection Examples The photographs in this section provide examples of the conditions of components that may be encountered when conducting visual inspection during tool maintenance. Because the tools are retrievable, they will be subject to wear, corrosion and damage due to the harsh environments in which they operate. Use of these photographs and the guidelines from Table 6.1 will assist trained users in properly evaluating tool components for reuse. Figure 6.2.1 6.2.2 6.2.3 6.2.4 6.2.5 6.2.6 6.2.7 6.2.8 6.2.9 6.2.10 6.2.11 6.2.12 6.2.13 6.2.14 6.2.15 6.2.16 6.2.17 6.2.18 6.2.19A&B 6.2.20 6.2.21 6.2.22 6.2.23 6.2.24 6.2.25 6.2.26 6.2.27 6.2.28 6.2.29 6.2.30 6.2.31 6.2.32 6.2.33 6.2.34 6.2.35 Table of Contents – Visual Inspection Examples Feature / Component Type Issue Drag Block Wear Drag Block Shape Distortion Entire Component General Corrosion ID Sliding Surface (non-sealing) Pitting / Corrosion ID Sliding Surface (non-sealing) Pitting / Corrosion ID Sealing Surface Pitting / Corrosion ID Sealing Surface Pitting / Corrosion ID Sealing Surface Pitting / Corrosion ID Sealing Surface Pitting / Corrosion ID Sealing Surface Loss of Plating ID Sealing Surface Loss of Plating ID Sealing Surface Loss of Plating ID Sealing Surface Loss of Plating ID Sealing Surface Mechanical Damage Mandrel Pitting / Corrosion Mandrel Erosion Metal-to-Metal Seal Surfaces Pitting / Corrosion Metal-to-Metal Seal Surfaces Pitting / Corrosion Metal-to-Metal Seal Surfaces Discoloration / Damage OD Sealing Surface (with flow ports) Loss of Plating OD Sealing Surface (with flow ports) Loss of Plating / Mechanical Damage OD Sealing Surface Loss of Plating OD Sealing Surface Mechanical Damage OD Sealing Surface (moving seal) Mechanical Damage OD Sealing Surface (moving seal) Mechanical Damage O-Ring Groove - External Pitting / Corrosion O-Ring Groove - External Pitting / Corrosion O-Ring Sealing Surface - CAS Pitting / Corrosion O-Ring Sealing Surface - CAS Pitting / Corrosion O-Ring Sealing Surface - CAS Shoulder/Face Damage O-Ring Groove - External Pitting / Corrosion O-Ring Groove – External (non-moving seal) Mechanical Damage Slips - Hydraulic Mechanical Damage Slips - Mechanical Mechanical Damage Slips - Mechanical Corrosion Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Figure 6.2.36 6.2.37 6.2.38 6.2.39 6.2.40 6.2.41 6.2.42 6.2.43 6.2.44 6.2.45 6.2.46 6.2.47 Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Table of Contents – Visual Inspection Examples Feature / Component Type Issue Slips – Mechanical Shape Distortion Threads – Sealing Surface Pitting / Corrosion Threads – Sealing Surface Pitting / Corrosion Threads – Sealing Surface Pitting / Corrosion Threads Mechanical Damage Threads Mechanical Damage Threads Mechanical Damage Threads Mechanical Damage (Galling) Threads – ID Thread Relief Pitting / Corrosion LH - Ball Seat Pitting / Corrosion LH - Ball Seal Pitting / Corrosion LH – Flapper and Seat Condition Figure 6.2.1 – Drag Blocks – Wear Printed versions of this document are considered UNCONTROLLED. Page: 15 of 65 Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Observation: Buttons in good condition and not protruding beyond the base material Disposition: Accepted Reason: Meet the acceptance criteria for Drag Block wear evaluation: • No missing buttons • No cracked buttons • No buttons protruding past the drag block face Printed versions of this document are considered UNCONTROLLED. Page: 16 of 65 Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 17 of 65 Figure 6.2.2 – Drag Blocks – Shape Distortion Observation Drag Block bent out of shape : Disposition: Rejected Reason: No distortion of the shape of the Drag Blocks is allowed. Bending, twisting and or buckling can reduce its effectiveness. This can be inspected by holding the Slip to a flat surface or a straight edge. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 18 of 65 Figure 6.2.3 – Entire Component – General Corrosion Observation: Heavy corrosion and pitting over entire component Disposition: Rejected Reason: General corrosion and pitting to this magnitude is not acceptable on any tool component. Even components that are not subject to extreme loads and pressures should not be reused when exhibiting corrosion to this extent. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 19 of 65 Figure 6.2.4 – ID Sliding Surface (non-sealing) – Pitting / Corrosion Observation: Light Isolated Pitting and Corrosion Disposition: Accepted Reason: Light isolated pitting is allowed in non-sealing areas. This type of pitting will not affect the burst/collapse value of the component. However, the area would be considered a critical area since it is a sliding surface. Care must be taken to inspect this area for raised corrosion that could prevent internal components from easily sliding within this component. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 20 of 65 Figure 6.2.5 – ID Sliding Surface (non-sealing) – Pitting / Corrosion Observation: Raised Surface Corrosion Disposition: Rejected Reason: Raised corrosion is not acceptable in this area of the component since it is a sliding surface. This component may be salvageable if the raised corrosion can be removed to expose a surface that is flush with the surrounding area. In the condition depicted here, the component is considered rejected. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 21 of 65 Figure 6.2.6 – ID Sealing Surface – Pitting / Corrosion Observation: Light corrosion/pitting Disposition: Accepted Reason: Light corrosion/pitting is allowed in sealing areas. This type of pitting will not affect the sealing area of the component. However, the area would be considered a critical sealing area. Care must be taken to inspect this area for raised corrosion or heavy pitting that could prevent the o-rings from sealing. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 22 of 65 Figure 6.2.7 – ID Sealing Surface – Pitting / Corrosion Observation: Pitting/corrosion with loss of material on sealing surface Disposition: Rejected Reason: Deep pitting and corrosion with material loss of this magnitude is not acceptable on any tool component sealing surface. This pitting occurs in the sealing area and could affect the integrity of the o-ring seal. This component is deem critical since it is subjected to burst and/or collapse forces and must seal for proper function. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 23 of 65 Figure 6.2.8 – ID Sealing Surface – Pitting / Corrosion Observation: Large pit in seal area Disposition: Rejected Reason: This pitting occurs in the o-ring seal surface area and could affect the integrity of the o-ring seal. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 24 of 65 Figure 6.2.9 – ID Sealing Surface – Pitting / Corrosion Observation: Minor pitting in non-sealing area of surface Disposition: Accepted Reason: While there is evidence that some corrosion has taken place close to the shoulder of the connection, it is not located in the o-ring sealing area of the ID surface. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 25 of 65 Figure 6.2.10 – ID Sealing Surface – Loss of Plating Observation: Light plating loss in o-ring sealing area Disposition: Rejected Reason: The loss of plating observed indicated a loss of adhesion between the plating and the base material. Additional use could result in rapid deterioration of the surface since the condition of the plating bond is uncertain. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 26 of 65 Figure 6.2.11 – ID Sealing Surface – Loss of Plating Observation: Indication of plating loss and pitting in sealing area. Disposition: Rejected Reason: The loss of plating and pitting occurs in the sealing area and could affect the integrity of the o-ring seal. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 27 of 65 Figure 6.2.12 – ID Sealing Surface – Loss of Plating Observation: Significant loss of plating and pitting present Disposition: Rejected Reason: Multiple indications of plating loss in the sealing surface. The plating loss might not be specifically were the o-ring sets, but is significant enough that it will likely continue and could interfere with the integrity of the o-ring seal. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 28 of 65 Figure 6.2.13 – ID Sealing Surface – Loss of Plating Observation: Loss of plating and plating blisters on a dynamic sealing surface Disposition: Rejected Reason: This sealing surface has been compromised from blistering and loss of plating material as well as corrosion of the base metal. Sealing surfaces that are considered dynamic (moving seal) are often plated to maintain a smooth surface finish. Blistering is a common plating defect. Once a blister ruptures, the surrounding plated area is susceptible to rapid deterioration. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 29 of 65 Figure 6.2.14 – ID Sealing Surface – Mechanical Damage Observation: Scratches in an o-ring sealing surface Disposition: Rejected Reason: The sealing surface has radial scratches in a sealing area which are wide enough to be detected with a fingernail or pick. This would likely compromise the ability of the o-ring to form a seal. The scratches also exhibit a spiral pattern which are an indicator that the defect occurred during make up/break out of the mating component. That mating component should be checked for damage as well. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 30 of 65 Figure 6.2.15 – Mandrel – Pitting / Corrosion Observation: Light pitting in sealing area with heavier pitting in area adjacent to seal area Disposition: Accepted Reason: Light corrosion and pits with no discernible depth are allowed in sealing areas provided no raised material is present. This type of light corrosion and pitting should not affect the seal integrity of the component. If the heavier corrosion seen on either side of the sealing area extended into the sealing area, the component would rejected. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 31 of 65 Figure 6.2.16 – Mandrel - Erosion Observation: Loss of material due to erosion Disposition: Rejected Reason: Excessive material loss on the inner edge of component due to erosion. The material loss could affect the burst/collapse rating of the component. In addition, the erosion has resulted in a sharp leading edge that could damage the seal during assembly. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Figure 6.2.17 – Metal-to-Metal Seal Surfaces – Pitting / Corrosion Observation: Corrosion and pitting on the MTM sealing surface of a ball seat Disposition: Rejected Reason: Raised corrosion and pitting on the sealing surface would prevent proper sealing of the ball. Printed versions of this document are considered UNCONTROLLED. Page: 32 of 65 Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Figure 6.2.18 – Metal-to-Metal Seal Surfaces – Pitting / Corrosion Observation: Light corrosion and pitting on the metal-to-metal sealing surface Disposition: Accepted Reason: Light corrosion/pitting is allowed in a metal-to-metal sealing area if it has no discernible depth and no raised material that would interfere with sealing. Printed versions of this document are considered UNCONTROLLED. Page: 33 of 65 Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 34 of 65 Figure 6.2.19A – Metal-to-Metal Seal Surface (Ball) – Discoloration/Damage Observation: Discolored areas on metal-to-metal sealing surface of ball Disposition: Acceptable Reason: Through normal use, a light build-up of residue or discoloration may occur on ball valves that is not detrimental to the sealing ability of the ball and seat. The area indicated between the two circles is the position of the ball seat when the ball is in the closed position. Scratches that are of detectable depth and transverse the sealing area would be reason for rejection. The ball surface that contacts the ball seat should be examined for raised surfaces which may hinder smooth operations. Such a defect would be cause for rejection. It is a good practice to use the ball seat to check for raised surface imperfections before installing the components in an assembly. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 35 of 65 Figure 6.2.19B – Metal-to-Metal Seal Surface (Seat) – Discoloration/Damage Observation: Discolored areas on metal-to-metal sealing surface of ball seat Disposition: Acceptable Reason: Through normal use, a light build-up of residue or discoloration may occur on a ball seat that is not detrimental to the sealing ability of the ball on the seat. Scratches that can be detected with a fingernail or pick and traverse the sealing surface would be cause for rejection. The sealing surface that contacts the ball should be examined for raised surfaces which might affect sealing. Such raised surfaces would be cause for rejection. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 36 of 65 Figure 6.2.20 – OD Sealing Surface (with flow ports) – Loss of Plating Observation: Loss of plating and light corrosion at ports Disposition: Accepted Reason: Since this damage has occurred at the ports, a molded/o-ring seal is not maintained in this area. However, this type of damage must be closely inspected for raised surfaces that might damage the seal that slides over this area. The corroded area may require remediation to remove any raised surfaces. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 37 of 65 Figure 6.2.21 – OD Sealing Surface (with flow ports) - Loss of Plating / Mechanical Damage Observation: Loss of plating and corrosion with mechanical damage in the form of deep scratches Disposition: Rejected Reason: The corrosion observed around the ports appears to have raised material that is beyond remediation. Although the molded seal/o-ring does not seal in this area, movement across this area could damage the seal. The loss of plating extends into the sealing area of the OD surface where the molded seal/o-ring would be required to seal. The corrosion could affect the seal integrity and the rough surface from the plating loss could damage the sel. The scratch running along the axis of the component appears to have raised edges. Even if the raised edges could be removed, the depth and orientation of the scratch could affect the seal integrity. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 38 of 65 Figure 6.2.22 – OD Sealing Surface - Loss of Plating Observation: Blistering of plating and corrosion of base metal Disposition: Rejected Reason: This sealing surface has been compromised from blistering and loss of the plating material as well as corrosion of the base metal. Sealing surfaces that are considered dynamic (moving seal) are often plated to maintain a smooth surface finish. Blistering is a common plating defect. Once a blister ruptures, the surrounding plated area is susceptible to rapid deterioration. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 39 of 65 Figure 6.2.23 – OD Sealing Surface - Mechanical Damage Observation: Deep scratches along the axis of the component with corrosion and radial scratches on the same surface Disposition: Rejected Reason: The corrosion appears to have raised areas which could damage the seal as it passes over it. Although remediation might remove any raised material, the presence of radial scratches could also damage the seals. The deep scratches along the axis of the component could damage the seal as it passes over it and could also impact the sealing integrity. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 40 of 65 Figure 6.2.24 – OD Sealing Surface (moving seal) - Mechanical Damage Observation: Axial scratches in plating in the direction of seal movement Disposition: Rejected Reason: The scratches are easily detectable with a fingernail or pick and run in the direction of seal movement. An o-ring located across this defect has little chance of maintaining a proper seal. Defects of this kind are often caused when a foreign object or debris is present between components designed to slide or move with respect to one another. They can also be caused by poor assembly/disassembly practices. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 41 of 65 Figure 6.2.25 – OD Sealing Surface (moving seal) - Mechanical Damage Observation: Radial scratches on an OD sealing surface perpendicular to seal travel Disposition: Accepted Reason: The radial indication does not have detectable depth and is perpendicular to seal travel; therefore, the component is acceptable for use. If these scratches had detectable depth with a fingernail or pick, the part would not be acceptable for use as the seal could be damaged as it passes over the scratches. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Figure 6.2.26 – External O-Ring Groove - Pitting/Corrosion Observation: Pitting and corrosion in o-ring groove Disposition: Rejected Reason: This pitting extends into the sealing surface of the o-ring and could compromise seal integrity. Printed versions of this document are considered UNCONTROLLED. Page: 42 of 65 Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 43 of 65 Figure 6.2.27 – O-Ring Groove - External - Pitting/Corrosion Observation: Uniform pitting in o-ring sealing area Disposition: Rejected Reason: The pits visible in the o-ring groove are of a detectable depth and traverse the sealing surface width. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 44 of 65 Figure 6.2.28 – CAS STUB ACME Special Tool Joint, Pin O-Ring Sealing Surface Observation: Uniform pitting in o-ring sealing area Disposition: Rejected Reason: The pits visible in the o-ring groove are of a detectible depth and traverse more than 50% of the contact area between the seal and sealing surface in the axial direction. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 45 of 65 Figure 6.2.29 – CAS STUB ACME Special Tool Joint, Box O-Ring Sealing Surface Observation: Minor pitting in non-sealing surface Disposition: Accepted Reason: While there is evidence that some corrosion has taken place close to the shoulder of the connection, it is not located in the O-ring sealing surface. Note – Minor corrosion and pitting outside of dimension 'B' on CAS box connections and outside dimension 'C' on CAS pin connections is not critical as these are not seal surfaces. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Connection Size 5 ¼-4 CAS 3 7/8-6 CAS 2 7/8-6 CAS 2 ¼-6 CAS Dimension A measurement (in.) 5.80 4.50 4.50 3.50 Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Dimension B measurement (in.) 0.89 0.73 0.73 0.73 Rev No: 3.1 Dimension C measurement (in.) 0.32 0.22 0.22 0.22 Printed versions of this document are considered UNCONTROLLED. Page: 46 of 65 Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 47 of 65 Figure 6.2.30 – CAS STUB ACME Special Tool Joint, Seal Areas Observation 1: Shoulder Face Damage Disposition: Accepted Reason: Halliburton CAS connections do not rely on the box and pin shoulder face for sealing purposes, the shoulder face of the connection are a bearing surface for make-up only, therefore minor damage that does not interfere with more than 10% cumulative of the circumferential area (marked red in Figure 6.2.30) on a single connection is acceptable. Observation 2: Thread loss/damage, no more than 1 cumulative thread should be missing or excessively damaged providing the connection can be assembled smoothly without damage to the mating connection. Disposition: Accepted Reason: As noted above, some amount of thread damage will not reduce the tool's overall performance rating. Additionally, for CAS Box connections, thread damage, thread corrosion and thread pitting in surface outside of dimension 'A' will not be reason to scrap the component. This dimension for A is as per the below – Connection Size Dimension A measurement (in.) 5 ¼-4 CAS 5.80 3 7/8-6 CAS 4.50 Dimension B measurement (in.) 0.89 0.73 Dimension C measurement (in.) 0.32 0.22 Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager 2 7/8-6 CAS 2 ¼-6 CAS 4.50 3.50 Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 0.73 0.73 Rev No: 3.1 Page: 48 of 65 0.22 0.22 Figure 6.2.31 – O-Ring Groove - External - Pitting/Corrosion Observation: Pitting and degradation of sealing surface Disposition: Rejected Reason: This pitting on the right side of the groove is of detectable depth and covers a significant portion of the o-ring sealing area. This example provides a good contrast between an acceptable seal surface on the left and an unacceptable seal surface on the right. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 49 of 65 Figure 6.2.32 – O-ring Groove – External (non-moving seal) - Mechanical Damage Observation: Small mechanical damage to edge of o-ring groove Disposition: Acceptable Reason: The minor mechanical damage to the edge of the o-ring groove can be removed with light buffing without affecting the integrity of the o-ring seal for a non-moving seal. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 50 of 65 Figure 6.2.33 – Slips - Hydraulic - Mechanical Damage Observation: Damaged buttons Disposition: Rejected Reason: The number of damaged buttons exceeds the acceptance criteria for slips with buttons. Acceptance criteria for slips with buttons: • No missing buttons • No cracked buttons (cracked defined as a fracture running through the button that would compromise the structural integrity or a button that is sheared off at or below the slip face.) • Slight chipping of the leading edge is permissible provided that no more than 10% of the total buttons on any single slip are affected. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 51 of 65 Figure 6.2.34 – Slips - Mechanical - Mechanical Damage Observation: Missing buttons and some pitting Disposition: Rejected Reason: No missing buttons are allowed on Mechanical or Hydraulic Slips. Missing buttons can reduce the ability of the slip to support the required loads under all conditions. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 52 of 65 Figure 6.2.35 – Slips - Mechanical - Corrosion Observation: Minor corrosion, buttons in good condition Disposition: Accepted Reason: Light corrosion is allowed if it can be buffed out. All buttons are present and none are cracked or significantly chipped. Acceptance criteria for slips with buttons: • No missing buttons • No cracked buttons (cracked defined as a fracture running through the button that would compromise the structural integrity or a button that is sheared off at or below the slip face.) Slight chipping of the leading edge is permissible provided that no more than 10% of the total buttons on any single slip are affected. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Figure 6.2.36 – Slips - Mechanical – Shape Distortion Observation: Mechanical Slips bent Disposition: Rejected Reason: No distortion of the shape of the Mechanical Slips is allowed. Bending, twisting and or buckling can reduce the effectiveness of the slips to effectively support required loads. This can be inspected by holding the Slip to a flat surface or a straight edge. Printed versions of this document are considered UNCONTROLLED. Page: 53 of 65 Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 54 of 65 Figure 6.2.37 – Threads – Sealing Surface - Pitting/Corrosion Observation: Pitting in connection sealing surface and thread form Disposition: Rejected Reason: Pitting extends into the metal to metal sealing surface of the thread connection and could compromise seal integrity. NOTE: If connection application did not require connection to seal, it would be acceptable because the corrosion and pitting is not sufficient enough to compromise load ratings. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 55 of 65 Figure 6.2.38 – Threads – Sealing Surface - Pitting/Corrosion Observation: Light pitting/corrosion in connection sealing surface Disposition: Accepted Reason: Corrosion and pitting is very light, has no raised edges and does not extend across the sealing surface. Any pits or corrosion in the sealing area that had detectable depth (could catch a fingernail or pick) would be cause for rejection. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 56 of 65 Figure 6.2.39 – Threads - Sealing Surface - Corrosion Observation: Raised corrosion on o-ring sealing area Disposition: Rejected Reason: The corrosion has a raised texture above the original sealing surface and traverses the area in which the o-ring would seal. This could compromise the ability of the o-ring to forma a seal. Removal of the raised corrosion would most likely leave an area of corrosion damage across the sealing surface that would also be unacceptable. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 57 of 65 Figure 6.2.40 – Threads - Mechanical Damage - Observation: Flattened thread form Disposition: Rejected Reason: Several of the threads have been flattened likely due to impact. The thread profile has been compromised and makeup to the mating component is likely to be impacted. If makeup is attempted, galling of both components is likely to occur. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 58 of 65 Figure 6.2.41 – Threads - Mechanical Damage Observation: Gouged thread form Disposition: Rejected Reason: One of the threads has been gouged likely due to impact. The thread crest and thread profile have been deformed. If makeup is attempted, galling of both components is likely to occur. Rework: It may be possible to rework threads with this type of damage. Using a thread file, carefully remove any material that has extended outside the major diameter and both flanks of the thread form to ensure it cannot engage the mating thread in a way that would transfer damage to the mating thread during make-up. Consider illustration below for additional guidance with respect to amount of removed thread versus total thread length. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 59 of 65 Figure 6.2.42 – Threads - Mechanical Damage Observation: Portion of thread form missing from component Disposition: Rejected Reason: A significant portion of the thread form has been removed from the thread profile. This type of damage will affect makeup and breakout and may have a negative impact on tensile rating. The corrosion observed on the threads is not significant and would not have impacted the acceptance of the component in the absence of the missing thread form. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 60 of 65 Figure 6.2.43 – Threads - Mechanical Damage (Galling) Observation: Galling damage resulting in missing material from the thread root Disposition: Accepted Reason: The missing material is from the thread root. It will not affect the makeup or breakout of the thread connection if the damaged area properly remediated to remove any sharp edges that may protrude into the thread form itself. The mating component should be closely examined to ensure it is in good condition and suitable for reuse. The thread connection should be made up by hand to ensure no excessive friction is present that could indicate additional damage. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 61 of 65 Figure 6.2.44 – ID Thread Relief - Pitting/Corrosion – Threads Observation: Corrosion and pitting in thread relief behind a box thread Disposition: Rejected Reason: The loss of material resulting from the corrosion and pitting in the thread relief could impact the load and pressure ratings of the component. Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Figure 6.2.45: ELH Ball Seat Observation: Pitting on the metal-to-metal sealing surface Disposition: Rejected Reason: Any pitting of detectable depth on the sealing surface is not acceptable as may prevent adequate sealing of the ball. Printed versions of this document are considered UNCONTROLLED. Page: 62 of 65 Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 63 of 65 Figure 6.2.46: ELH Ball Seal Observation: Metal to metal seal surface free of petting and/or raised surfaces Disposition: Accepted Reason: The sealing surface that contacts the ball should be examined for pitting or raised surfaces which might affect sealing. Such pitting of any kind and/or raised surfaces would be a cause for rejection Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Rev No: 3.1 Page: 64 of 65 Figure 6.2.47: Flapper & Seat Observation: Metal to metal seal surface free of petting and/or raised surfaces Disposition: Accepted Reason: The sealing surface that contacts the ball should be examined for pitting or raised surfaces which might affect sealing. Such pitting of any kind and/or raised surfaces would be a cause for rejection Printed versions of this document are considered UNCONTROLLED. Title: Maintenance Acceptance Criteria Guideline Region: Function/PSL: Global HCT Owner: Approved By: Job Revision By: HCT Global Quality Fabiana Sanchez HCT SQ Team Manager Revision Log Revision Date Rev. No. Halliburton Management System Document Number: GD-GL-HAL-HCT-910 Rev Date: 31.OCT.2022 Revised By Rev No: 3.1 Page: 65 of 65 Summary of Key Revisions • Updated WM-910 ref with new MAN-900 reference • Figure 5.1 updated 31.OCT.2022 3.1 HCT SQ Team • Added accept reject for LH at 6.2.44, 6.2.45 & 6.2.46 • Amended table 6.1 to reflect new additions • Figure 6.2.28, 29 & 30 added CAS STUM ACME Special Tool 29.MAY.2020 3.0 HCT SQ Team Joint Inspection requirement. • Figure 6.2.41 added Rework requirement. • Section 4.0: Note added about feasibility of repairs to nickel 20.JAN.2019 2.1 HCT SQ Team plated components and discussing with product line global advisor. • Table 6.1 – Slips-Mechanical: Added slip body as key focus area and indicated that no shape distortion should be present. • Table 6.1 – Drag Blocks: Added drag block body as key focus rea and indicated that no shape distortion should be present. 07.SEP.2018 2.0 HCT SQ Team • Figure 6.2.2 added to show shape distortion example on a drag block. • Figure 6.2.33 added to show shape distortion example on a mechanical slip. • Updated figure numbers/references throughout to adjust for the two new figures added. • Removed duplicate page 14 containing repeated Figure 6.2.1 and updated subsequent figure numbers. 12.JAN.2018 1.1 HCT SQ Team • Moved to new HMS Guideline format from template tem-glhal-hct-002b. • Made formatting improvements for readability. • Added the HCT Workshop Practices Manual to the list of reference documents • Section 4.3 revised to refer to the workshop practices manual MAN …HCT-910 for instructions on conducting water column 31.MAR.2016 1.0 HCT SQ Team tests. Also expanded wording to include prongs. • Figure 6.2.18A added to provide an example for ball inspection • Figure 6.2.18, seat example renumbered to 6.2.18B to allow for corresponding ball example. Original Release. The majority of the contents of this document was previous part of the Appendix for work method WM-GL26.JAN.2015 0.0 HCT SQ Team HAL-HCT-910. It has been significantly revised and reformatted during the creation of this new document. To obtain a copy of a previous version of this document, please contact your local FSQC. Printed versions of this document are considered UNCONTROLLED.