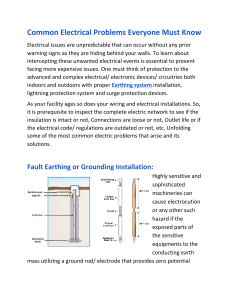
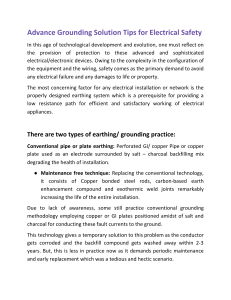
CHAPTER ONE INTRODUCTION 1.1 History of SIWES SIWES was established by ITF (Industrial Training Funds) in the year 1973 in order to eradicate the conundrum of deficiency of proper skills set for employment of tertiary institution graduates by Nigerian Industries. SIWES which stands for The Students’ Industrial Work Scheme Experience was introduced to be a skill acquisition program to prepare and expose students of various institutional categories which include colleges of education, polytechnics and universities for the industrial work situation they would most probably meet after graduation. SIWES scheme allows students the benefit of familiarizing and being exposed to the experience and skill that are necessary in handling and managing of equipment and machinery that are not provided by their respective institutions. (History of SIWES (Students’ Industrial Work Experience Scheme), n.d.). In 1974, SIWES was officially certified and presented by the Federal Government. The ITF organization single-handedly funded the scheme during its formative years but as time went on, the financial involvement became too much to the fund, then in 1978, the fund withdrew from the scheme. The Federal Government handed over the administration and management of the fund to the National Universities Commission (NUC) and the National Board for Technical Education (NBTE). In November 1984, the Federal Government returned management and implementation of the scheme to ITF. Then in July 1985, the scheme was taken over by the Industrial Training Fund (ITF) while the Federal Government singlehandedly did the funding. Extracted from (History of SIWES (Students’ Industrial Work Experience Scheme), n.d.). 1.2 Objectives of SIWES The principal objectives (culled from Detailed Manual on SIWES Guidelines and Operations for Tertiary Institutions) of the Students Industrial Work Experience Scheme include: 1) SIWES provides an avenue for students to acquire industrial skills and experience during their course of study. 1 2) SIWES exposes students to work methods and techniques in handling machines and 3) Equipment that are probably not available during their study of their respective disciplines. 4) SIWES is a platform to apply knowledge learnt in school to real work situations by bridging the gap between theory and practical application. 5) SIWES enables easy and smooth transition from school by equipping students with better contacts for future work placements. 6) SIWES introduces students to real work atmosphere that they would most likely meet after graduation. Extracted from (History of SIWES (Students’ Industrial Work Experience Scheme), n.d.). 1.3 Importance of SIWES 1) SIWES is a comprehensive learning platform for students in which their employability skills can be improved. 2) It helps to nurture the leadership ability of the students and gives them the responsibility to execute and carry out the task at hand. 3) It serves as a revenue that helps to groom the self-confidence of a student and identify their own proficiency. Extracted from (Importance of SIWES, n.d.) 1.4 Structure and Activities of Organization of the Training Establishment 1.4.1 Organogram of the Company 2 Fig. 1.0 Organogram of the organization ADC ELECTRICAL COMPANY LIMITED is a leading Electrical Engineering company registered in Nigeria. ADC ELECTRIC has completed lots of projects in the oil and gas/petroleum, food processing, pharmaceutical industries, factories and power plants, high end domestic and commercial buildings. Their excellence stems from highly experienced and motivated staff, précised work methods derived from worlds best standards. Electrical Engineering Services Design, Construction and maintenance of all Electrical and HVAC systems, Raw and renewable energy, Fabrication of Electrical Power Panels(LV, MV & HV), Control Panels, Motor Control Centres. E.T.C. Instrumentation Design, construction and maintenance of all Instrument scope of works; Tubing, Instrument mounting, Calibration, and Process optimization for all process plants and factories. Technical Services 3 Deals with all electrical and instrument design reviews, third-party inspections and certifications. demographic test, Thermographic test, All integrity and conformity tests. Fig 1.1 Photo of ADC Electrical Company, Lagos CHAPTER TWO SAFETY AND TOOLS USED IN TRAINING Safety is the state of being "safe", the condition of being protected from harm or other danger. Safety can also refer to the control of recognized hazards in order to achieve an acceptable level of risk. 2.1 Detailed Training on Safety Safety was an integral and important part of operations at ADC Electrical Company. A lot of emphasis and lectures was made to train me thoroughly on good safety practice. Here are the safety practices that I was trained in. I was introduced to concepts such as Save Your Life, Work at height, Firefighting, working in confined spaces and working with electricity. 4 2.2 Use of Protective Equipment As trainees, working in areas where there are potential electrical hazards must be provided with and use electrical protective equipment appropriate for the parts of the body to be protected and the work performed. Protective equipment must be maintained in a safe, reliable condition and be periodically inspected or tested. Where the insulating capability of protective equipment is subject to damage during use, the insulating material must be protected by covering with leather or other appropriate materials. Nonconductive head protection must be worn wherever there is danger of head injury from electrical shock or burns due to contact with exposed energized parts. Protective equipment for the eyes must be worn where there is danger of eye and/or face injury from electric arcs and flashes or flying objects resulting from electrical. 2.3 PPE Dispensary I was the following personal protective equipment and lectures on their use. 1) Harness belt: A safety harness is a system of restraints that prevent the wearer from falling from a height. By wearing the belt or harness the risk of injury from a fall is greatly reduced. The harness allows the user to attach themselves to a stationary object, therefore ensuring they will not hit the ground in the event of a fall. Fig. 2.0 Herness belt 2) Gloves: The workplace can create many hazards for your hands, whether from chemicals, cuts or burns. Industrial safety work gloves are designed to reduce hand injuries in complex work environment without hindering the user’s overall dexterity in the field. They are useful during welding operations and when working with electricity. Fig. 2.1 Hand gloves 5 3) Overalls: (also called dungarees), usually made denim or chino cloth. It is a type of garment used as a protective clothing when working. It protects your body and garment from harmful and harmless liquid spillages. It is also designed to not have hanging or draping parts that can get entangled in rotating machines. Fig.2.2 Overall 4) Helmet: This is a firm of protective gear worn to protect the head from injuries. It aids the skull in protecting the human brain. Useful when working in an area that is prone to fallen objects. Fig. 2.3 Helmet 5) Safety Googles: Googles or Safety Glasses are forms of protective eye wear that usually enclose or protect the area surrounding the eye in order to prevent particulates, water or chemical from striking the eyes. In welding shaded googles are used to protect the eyes against flares. 6 Fig. 2.4 Safety Googles 6) Ear mufflers: These are a style of hearing protection that fit around the external ear used to reduce the transmission of sound from entering the ear canal. Nosie is reduced to a safer intensity level protecting against noise-induced hearing loss. The Occupational safety and Health Administration (OSHA) recommends the use of hearing protection devices HPD when an employee is exposed to an average noise intensity of 85DBA over an 8 hour shift. Fig. 2.5 Ear Mufflers 7) Safety Boots: (Also known as steel toe boot or a steel capped boot or safety shoe) is a durable boot or shoe that has a protective reinforcement in the toe which protects the foot from falling objects. Fig. 2.6 Safety Boots On the process of undergoing my industrial training, a lecture on fire as one of the main hazards that occur in workplaces which could be as a result of unsafe acts was delivered. However, the causes of fire hazards and its preventive measures were outlined as well as electrical hazards and its preventive measures. 2.4 Causes of Fire Hazards The three major components needed for a fire to start burning are; 7 1) A source of ignition which could be a cooking equipment, smoking equipment, or electrical equipment. 2) Fuel (flammable gases, liquids or solids). 3) Oxygen. Sources of potential fire hazards include; 1. Bad electrical equipment. 2. Inappropriate installation. 3. Materials that are flammable e.g., Candles, gas or liquid fueled open-flame equipment. 4. Mechanical heat and sparks which could be as a result of faulty motor, overheated bearing, sparks produced by grinding and cutting operations. 5. Arcing or sparking of electrical current. 2.5 Preventive measures of Fire Hazards The preventive measures are not limited to the undermentioned. 1) Identification of all potential ignition sources in the premises. 2) Taking necessary precautions to avoid the coming together of the three components that can start up fire. 3) Implementation of control measures such as fire detection devices like smoke alarms and heat sensors. 4) Make sure to remove or insulate flammable materials during industrial operation such as welding. 5) Optimization of fire escape possibilities including fire safety training and fire evacuation plans. 2.6 Electrical Hazards Electrical burn accidents are those accidents that can cause serious injuries which can occur at home or at workplace. The main hazards that are likely to occur while working with electricity are; 1) Contact with live parts can cause electric shock and burns. 2) Fire from faulty electrical equipment or installation and exposure to arcing can result to injury. 3) Blasts from electrical apparatus or static electricity igniting flammable vapors or dusts.(Electrical Hazards, n.d.) 4) Old wiring. 8 5) Electric cords that are under carpet. 6) Loose connectors. 7) Poor wiring: This could be as a result of substandard wiring which can lead to electrical fires and electric shock. Electric shocks can also lead to other types of injury, for example by causing a fall from ladders or scaffolds etc.(Electrical Hazards, n.d.) 2.7 Tools and Equipments used during Training 1) Thermographic Camera: A thermographic camera (also called an infrared camera or thermal imaging camera, thermal camera or thermal imager) is a device that creates image using infrared (IR) radiation, similar to a normal camera that forms an image using visible light. In electrical engineering, this device is used for contactless inspection of an electrical system. Fig. 2.7 Thermographic Camera 2) Lux meter: Light meters, sometimes referred to as lux meters, are instruments that measure light levels or light pollution. Light meters are frequently used in workplaces, schools, hospitals and public places to test if there is an appropriate amount of light within the environment. 9 Fig. 2.8 Lux meter 3) Clamp meter: A clamp meter is an electrical test tool that combines a basic digital multimeter with a current sensor. Clamps measure current. Probes measure voltage. Clamp meters are preferred for measuring high level of current. Fig. 2.9 Clamp meter 4) Drilling Machine: Drilling Machine is the simplest, moderate, and most accurate machine tool used in almost all the production shops and tool rooms. Drilling is basically a singlepurpose machine tool as its main purpose is to make holes in the work piece. Fig. 2.9.1 Drilling machine CHAPTER THREE EXPERIENCE GAINED AT ADC ELECTICAL COMPANY 10 3.1 Earthing and Lightning Protection System: Earthing is used to protect you from an electric shock. It does this by providing a path (a protective conductor) for a fault current to flow to earth. It also causes the protective device (either a circuitbreaker or fuse) to switch off the electric current to the circuit that has the fault. To achieve an efficient earthing system it is essential that a low electrical resistance to earth is achieved, using good quality conductors with sufficient cross sectional area to carry the expected current flow. The conductors must also have a high corrosion resistance and must meet internationally recognised British earthing standards. A survey is required to determine ground resistivity. Soil moisture content: more moisture always reduces soil resistance. Chemical composition of soil: certain salts and minerals affect soil resistivity. Temperature: if the ground is frozen its resistance becomes much higher. The extent of any buried services which could affect the earth termination networks. Details of metallic service pipes, rails, tanks etc. which may need bonding into the earth system to prevent the danger of side flashing. The area available to place earth electrodes, this may be limited. Earth Terminations & Networks An earth electrode should be connected to each down conductor of a lightning protection system (LPS). Earth rods need an earth inspection housing for periodic testing of earth resistance. Earth rods are used in most applications and are driven into the ground as close as is practicable to the structure and the down conductor. They are normally spaced at specified intervals corresponding to the spacing on the down conductors. Resistance to Earth: For an LPS the earth termination network as a whole should have a combined resistance of not more than ten ohms, before bonding to building metalwork. However, the maximum resistance value for earthing systems is application specific. A single earth rod may not achieve the required resistance figure and several may be need to be fitted to achieve this; their combined resistance is proportional to the reciprocal of the individual rod resistances to earth. This rule holds true as long as each rod is situated outside the resistance area of any other. To ensure this is the case, it is generally accepted that the minimum spacing between rods should not be less than their driven length. The expected number of rods required to obtain a particular resistance value, e.g. ten ohms, can be roughly calculated. To do this the soil resistivity needs to be taken into consideration. A soil resistivity test will need to be performed. There are several methods used to 11 obtain a lower resistance value: More rods can be driven. Rods can be driven deeper. Ring conductors connecting rods together underground can be used. Rods of a larger diameter can be used. Where deep driving is not possible shorter rods with a larger diameter can be used; copper earth mats and earth plates can be used in place of earth rods. A “crow’s foot” configuration can be used where parallel connection is not possible. Where high resistance soil conditions are a problem soil conditioning agents can be used to backfill rod holes. Conductive concrete can be used to backfill an earth mat. Both effectively increase an electrodes cross sectional area and therefore reduce its resistance to earth. The international standards also specify the recommended materials used for all earthing conductors and their dimensions. 3.1.1 Type of Earthing Following are the types of earthing system used: Plate earthing Pipe earthing Rod earthing Earthing through waterman Strip or wire earthing Plate Earthing In this type of earthing, a plate made up of galvanized iron or copper is buried vertically at a depth not less than 3m from the ground level. The dimension needed for galvanized iron plate is 60cmX60cmX6.35mm and that for copper plate is 60cmX60cmX3.18mm. Pipe Earthing It is the most common type of earthing system. In this type of earthing system, a perforated pipe made of galvanized steel/iron of approved length and diameter is buried vertically. The size of the pipe used depends on the magnitude of current and the amount of moisture content in the soil. The diameter of the pipe is usually 40mm and length 2.75m for normal soil. The amount of soil moisture determines the length of the pipe. Rod Earthing Rod earthing is similar to pipe earthing. In this method of earthing a copper rod of diameter 12.5 mm or 16mm diameter galvanized steel or a hollow section of 25mm galvanised iron pipe of length not 12 less than 2.5m is buried vertically underground. The pipe can be buried manually or using pneumatic hammer. The earth resistance is reduced to a desired value by the embedded electrode. Earthing through the Water main In this type of earthing system, the water main (galvanized iron) pipe is used for earthing. The resistance of the galvanized iron pipes are checked and earthing clamps are used to minimise the resistance for earthing connection. If standard conductors are used as earth wire, end of the strands are cleaned. The earth wire must be straight and parallel to water main pipe to make firm connection possible. Strip or Wire Earthing In this type of earthing, a strip electrode of cross section not less than 25mmX1.6mm is buried in a horizontal trench of depth not less than .5m. If copper is used then the desired cross section is 25mmX4mm and if galvanized steel/iron is used then the desired cross section is 3mm2. When using round conductors made of galvanized steel or iron, the cross sectional area should not be less than 6mm2. The length of the conductor buried should not be less than 15m. 3.1.2 Materials Needed for Earthing Installation: 1) Copper Electrode: This is classified into Copperbond and Solid Copper earth rod; Copperbond earth rods offer installers the most of achieving a low earth resistance. Each rod has a high tensile strength, low carbon steel core. 99.95%pure copper is applied electrolytically and forms a metallurgical steel core and the copper. This combination makes the rod ideal for deep driving whilst also provides lasting resistance to corrosion. The threads are formed by a cold rolling process which ensures strength and maintains the molecularly bonded copper covering along the full length of the threads. Cold-rolled threads are stronger than cut-threads. Fig. 3.1 Copperbond earth rods 13 Solid Copper earth rods are designed for use where extremely high corrosion resistance and exceptionally long life are required. Solid copper earth rods are produced from solid copper bar and are internally threaded for jointing. When deep driving a solid copper earth rod the usual practice is to insert the rod into a bore hole and backfill with either Low-Resistance Earthing Compound or Bentonite Fig. 3.1.1 Solid copper earth rods 2) Bare Copper Tape: Copper is used for most earthing installations to link electrodes and also as down conductors due to its high conductivity, anti-corrosive properties and its flexibility for use in-air, in-earth and in concrete. Fig. 3.1.2 Bare copper tape 3) Inspection Chambers: This is used to provide both protection and ease of access for testing to the earth electrode. Can be equipped with copper earth bar to enable multiple connections. Fig. 3.1.3 Earth inspection chamber 14 4) Digital Earth Tester: Digital Earth Resistance Tester is a very versatile and handy instrument for checking Earth Resistance. It consists of the indicator & set of 3 spikes (stake) and connecting wires. Earth Resistance is measured by putting the spikes in the earth at distance of 5-10metres and switching ON the instrument indicates the Earth Resistance directly in ohms. Fig. 3.1.4 Digital Earth Tester 5) Earth Clamp: These clamps are used for joining earth rods to different sizes of copper tape. The clamps have a high resistance to corrosion and are mechanically strong to ensure a lasting connection. The ‘U’ bolt clamps can be used to connect flat tapes and stranded cables to earth rods, reinforcing bars (re-bar) , hand rails etc. Fig. 3.1.5 Earth clamps 6) Bentonite: is a moisture retaining clay used as an earth electrode back-fillto help lower soil resistivity. The clay is a sodium activated montmorillonite, which when mixed with water swells to many times its original dry volume. Fig. 3.1.6 heap of bentonite 15 3.1.3 Procedures for Earthing System Installation: Identify the right location for the earthing installation: The ground rod is usually driven 8 feet into the ground, also it must not be very close to the structure so that it interferes with it. The location for earthing installation must be identified considering these and other factors in the earthing design. Consider soil resistivity levels and soil treatment: Depending on resistivity and site conditions, the earth rod can be installed directly into the ground or earth enhancing compound can be used to improve ground resistance. Excavate a hole of the required dimensions: Usually, a hole of 120 to 150mm diameter and 2.4m depth is needed for driving the ground rod into the soil. This can vary depending on the dimension of the ground rod. Fig. 3.2 hole dug for earthing Place the Ground Rod: Ensure to remove all the packaging material from the rod. Place the rod at the centre of the hole with the pointed end going deep into the soil. 16 Fig. 3.2.1 placing earth rod in hole Use of Earth-enhancing Compound: The earth-enhancing compound must be made into a slurry (semi-liquid mixture) using the required water. Pour the slurry into the hole and completely fill it to the top. To ensure the slurry completely fills the hole keep agitating the rod while pouring the slurry. Fig. 3.2.2 poured bentonite solution Backfill the hole: If there is any empty space in the hole or if no earth enhancing compound is used the hole can be filled with the excavated soil. Fig. 3.2.3 backfilling the hole Allow the Earthing Compound to set: If a compound is used as a backfill, let the compound cure/set in the hole. The earth pit is 17 now ready for use and can be used for earth connections after 1-2 days of installation after checking the resistance value. Fig. 3.2.4 after filling up the hole Installation of Earth Pit/ Inspection Chamber: Earth pit or inspection housing can be fixed onto the ground rod to protect the rod from external factors or environmental conditions. It also enables easy maintenance and inspections in the future. Fig. 3.2.5 After mounting Earth inspection chamber 18 Fig. 3.3 Diagrammatic representation of Earthing system 3.1.4 Measurement of Earth Resistance by use of Earth Tester For measuring earth resistance, earth tester is used. It is also called “merger” It has a voltage source, a meter to measure resistance in ohms, switches to change instrument range. Wires to connect terminal to earth electrode and spike. It is measured by using three terminals earth tester instrument, the terminals are connected by wires. As illustrated in Fig. 3.4 Potential spike and current spike. The distance between the spikes may be 1m, 2m, 5m, 10m, 35m etc. All spikes are equidistant and in straight line to maintain electrical continuity and measurement taken in different directions Soil resistivity = 2πLR R= value of earth’s resistance in Ohms L= Distance between the spikes in cm π= 3.142 19 P= earth’s resistivity in Ohms Earth’s resistance value is directly proportional to the soil resistivity value Fig. 3.4 Schematic diagram of Earth Resistance Measurement Connection In this method earth tester terminal C1 and P1 are shorted to each other and connected to the earth electrode (pipe) under test. Terminals P2 and C2 are connected to the two separate spikes driven in earth. These two spikes are kept in same line at the distance of 25 meters and 50 meters due to which there will not be mutual interference in the field of individual spikes. Normally, the length of wires should be. Suppose, the distance of Current Spike from Earth Electrode D = 60ft, Then, distance of Potential Spike would be 62 % of D = 0.62D i.e. 0.62 x 60 ft = 37 ft. 3.1.5 Importance of Earthing The main purpose of grounding is to minimise the unfortunate events like accidents due to electric shock, fire as a result of current leakage through unsought path and ensure the current carrying conductor’s potential does not increase with respect to earth than the designed insulation. In certain cases the metallic parts of the electrical appliances comes in conduct with the live wire, which may be due to the failure of the electrical installation or cable insulation failure. Charges get accumulated in those metallic parts and a person gets a severe electric shock or even death when he comes in contact with such charged metallic parts. By means of earthing these charges can be transferred directly to earth. The following shows the necessity of earthing; 20 Protection of lives of human and animals and also provide safety to electrical appliance and installations from leakage currents. In case of fault in one phase the voltage in healthy phase need to be constant. Protect the electrical system and buildings from lightning. Provides a return path for electrical traction and communication. Avoid the fire threat in installations. 3.1.6 Maximum allowable Earth resistance Major power station = 0.5 Ohm Tower= 20-30 Ohm Major Sub-stations= 1.0 Ohm Minor Sub-station= 2 Ohm Neutral Bushing = 2 Ohm Service connection = 4 Ohm Medium Voltage Network = 2 Ohm L.T. Lightening Arrestor = 4 Ohm L.T. Pole = 5 Ohm H.T. Pole = 10 Ohm 3.2 Lightning Protection A lightning protection system (LPS) minimise the risk of damage to structures and injury to personnel by conducting high discharge currents safely to earth. Protection against the secondary effects of lightning to internal electrical equipment, known as transient over voltage protection is achieved by the use of transient over voltage protectors; this is in addition to the LPS. A LPS cannot protect against over voltage transients. Over voltage transient protectors cannot protect against direct lightning strikes. Both are required for total structural and equipment protection. The normal strategy in achieving protection is to capture the lightning at a preferred point by the use of air terminations and conducting it via low impedance down conductors and earth electrodes to a low resistance earth of less than ten ohms. Air terminations and down conductors are spaced at regular intervals to form a mesh of conductors around the perimeter of the building and roof, known as a Faraday cage, and are joined together by specially produced clamps and fixings or welding. 21 Fig. 3.5 Lightning Arrestor Connection Diagram 3.2.1 Lightning Protection System Design Considerations An LPS is designed according to geographical location, local terrain, soil conditions, size and height of building, type of material used in construction, type of material stored in the building, use of building and is based on established standards for risk assessment. 3.2.2 Required Earth Resistance For Lightning Protection For an LPS the earth termination network as a whole should have a combined resistance of not more than ten ohms, before bonding to building metalwork. However, the maximum resistance value for earthing systems is application specific. A single earth rod may not achieve the required resistance figure and several may be need to be fitted to achieve this; their combined resistance is proportional to the reciprocal of the individual rod resistances to earth. This rule holds true as long as each rod is situated outside the resistance area of any other. To ensure this is the case, it is generally accepted that the minimum spacing between rods should not be less than their driven length. The expected number of rods required to obtain a particular resistance value, e.g. ten ohms, can be roughly calculated. To do this the soil resistivity needs to be taken into consideration. A soil resistivity test will need to be performed. There are several methods used to obtain a lower resistance value: More rods can be driven. Rods can be driven deeper. 22 Rods of a larger diameter can be used. Ring conductors connecting rods together underground can be used. Where deep driving is not possible shorter rods with a larger diameter can be used; copper earth mats and earth plates can be used in place of earth rods. A “crow’s foot” configuration can be used where parallel connection is not possible. Where high resistance soil conditions are a problem soil conditioning agents can be used to backfill rod holes. Conductive concrete can be used to backfill an earth mat. Both effectively increase an electrodes cross sectional area and therefore reduce its resistance to earth. The international standards also specify the recommended materials used for all earthing conductors and their dimensions. 3.2.3 Lightning Arrester A lightning arrester (alternative spelling lightning arrestor) (also called lightning diverter) is a device used on electric power systems and telecommunication systems to protect the insulation and conductors of the system from the damaging effects of lightning. Fig. 3.5.1 Lightning Arrestor Rod The typical lightning arrester has a high-voltage terminal and a ground terminal. When a lightning surge (or switching surge, which is very similar) travels along the power line to the arrester, the current from the surge is diverted through the arrester, in most cases to earth. 23 Fig. 3.5.2 Connecting the down conductor to Lightning Arrestor on site 3.3 Modern Solar Street Light The use of Solar Powered LED Street Lights has become an interesting topic of research as well as application in the commercial world. In today’s application, most of the common 24 High Intensity Discharge (HID) lamps, often High Pressure Sodium (HPS) lamps are being replaced by more low powered Light Emitting Diode (LED) lamps. A basic solar powered LED street light system components are: 1. Solar Panel 2. Lighting Fixture – LED lamp 3. Rechargeable Battery 4. Controller 5. Pole The Solar Panel will provide electricity to charge the battery during day time. The battery’s charging is controlled by a charge controller. The operation of the LED bulb is controlled by a control circuit either by using sensors such as Light Dependent Resistor (LDR). All these components will be fixed on a pole as shown in Figure 3.6. The solar panel is mounted at the top of the pole to minimize the possibility of any shading on the panels. Fig. 3.6 Components of a Solar Street Light 25 Therefore, these days street lights has become more modernised as it has been made more portable and sensitive as Lithium Iron Phosphate (LiFePO4) batteries are being used which are smaller in size and can be embedded into the solar housing as well as the LED lamp, Programmable micro processor, controller and sensor, making all the components of a solar street light present in on a single case as shown above; Fig. 3.6.1 Ongoing Solar Street Light installation 26 3.3.1 Components of a Solar Street Light 3.3.2 Solar panel A Solar Panel is basically a module that converts light energy (photons) from the sun to generate electricity in DC form. There are two types of solar panels, mainly crystalline and thin-film types. There are two types of crystalline solar panels (i) Poly-crystalline Solar Panel (ii) Mono-crystalline Solar Panel As for Thin-film types, there are (i) Amorphous Silicon (a-Si) (ii) Cadmium Telluride (Cd-Te) (iii) Copper Indium Gallium Selenide (CIGS) (iv) Dye-Sensitized Solar Cell (DSC) Fig. 3.6.3 Crystalline based solar panels are commonly used due to its maturity in terms of its technology and price. Even though poly-crystalline solar panels are cheaper compared to Monocrystalline solar panels, Mono-crystalline panels are preferred in Street lights applications because its smaller compared to poly-crystalline due to its higher efficiency, making the design for the pole to be easier and cheaper too. 27 3.3.3 Battery Batteries are used to store the electricity generated by the solar panel. During the day, electricity generated by the solar panels are supplied to the battery and/or the load. When the load demand is higher than the energy received from the solar panels, these batteries will provide stable energy to the load. Lithium-Ion (LI) or Lithium-Polymer (LP) Battery Lithium based batteries are considered the future of batteries used in solar powered systems. This is due to a number of factors such as high specific energy, high DOD percentage, and higher number of charging cycles. However, due to its higher cost compared to LA type of batteries, they are still not a preferred choice. Fig. 3.6.4 Lithium polymer battery 3.3.4 LED lamp A LED lamp is a light-emitting diode (LED) product that is assembled into a lamp (or light bulb) for use in lighting fixtures. LED lamps have a lifespan and electrical efficiency that is several times better than incandescent lamps, and significantly better than most fluorescent lamps, with some chips able to emit more than 100 lumens per watt. Like incandescent lamps and unlike most fluorescent lamps (e.g. tubes and CFL), LED lights come to full 28 brightness without need for a warm-up time; the life of fluorescent lighting is also reduced by frequent switching on and off. Initial cost of LED is usually higher. LED chips need Fig.3.6.5 Led lamp of a solar street light controlled direct current (DC) electrical power; an appropriate power supply is needed. LED are adversely affected by high temperature, so LED lamps typically include heat dissipation elements such as heat sinks and cooling fins. 3.3.5 Charge controller Charge controllers are used to control the charging of the batteries. Since the output from the solar panels are variable and needs adjustments, charge controllers fetches the variable voltage/current from solar panels, condition it to suit the safety of the batteries. The main functions of charge controllers are to prevent over-charging of batteries from solar panels, over-discharging of batteries to the load and to control the functionalities of the load. Charge controllers are basically DC-DC converters, where PWM technique (preferred scheme) is used to regulate the switches of the controller. There are three general types of charge controller, mainly: (i) Simple ON/OFF Controller (ii) Pulse Width Modulated (PWM) Controller (iii) Maximum Power Point Tracking (MPPT) Controller Most charge controllers operate at three stages to complete the charging cycle of the batteries. These stages vary according to different times and battery voltages. PWM can be employed to control the charging at the stages (i) BULK stage (ii) ABSORPTION stage (iii) FLOAT stage 29 Fig. 3.6.6 Three Stage Charging a) Typical Charge Controller b) MPPT Type Charge Controller Fig. 3.6.7 3.3.6 Method on using LED in solar powered street light It is known that there is a significant use of LED as the lighting component for Solar Powered Street light. This is due to the emergence of new technology in LED driver where more efficient LED modules are able to perform on-par or better than conventional HID or HPS lamps. There is no “intelligent” scheme being used or an optimization method of approach in the design. The only energy-efficient component is the use of LED lamps which is a low powered load compared to the conventional HID or HPS lamps 3.3.7 Utilising sensors to obtain energy-efficient solar powered street lights Sensors such as Ultrasonic sensors, IR Sensors and LDR sensors are used to control the LED lamp functionalities in order to achieve a more energy efficient system. 30 Figure 3.6.7, it shows a solar power management system utilising multi-sensor system to control the light intensity of the LED. A microcontroller was used to control the charging of the battery, the temperature compensation and also the system. Fig. 3.6.8 Configuration of Solar Power Management System 3.3.8 Algorithm for LED Lamp Controller Figure 3.6.8 shows the proposed algorithm for controlling the light intensity of the LED Lamp. The algorithm starts by checking the real time clock. If the real time is between 0600 and 1800 (during daytime), the LED lamp will be in OFF state. Once the time is between 1800 and 0600 (at night time), the algorithm starts with checking the motion sensor input. If there is no input from the motion sensor, the LED lamp will be at ON state, but its light intensity only at 70% or 14W. Once there is an input from the motion sensor, the LED lamp will be at ON state at 100% or 20W. At this point a timer will start counting from 0s to 10s. In between the 10 seconds, if there is input from the motion sensor, the timer will reset to 0 seconds and the LED lamp will continue to light at 100%. The loop goes on until there is no input from the motion sensor within the 10 seconds timer. After 10 seconds, the LED lamp will decrease its light intensity back to 70% or 14W. 31 Fig. 3.6.9 Proposed Algorithm for LED Controller 3.3.9 Data Processing based on Proposed Algorithm In order to obtain the new load profile for the LED lamp, we need to process the data from the motion sensor based on the proposed algorithm presented earlier. All thirty days of data needs to be processed then added up to get the average time per month. This average time is the time when there are movements around the street light which requires its LED lamp to light up at 100%. The remaining hours are the time when the LED lamp lights up at 70% only. Table 3.1 shows additional columns “ADDITIONAL TIME”, “NEW TIME END” and “NEW TOTAL TIME”. Column “ADDITIONAL TIME” adds 10 seconds to the total time following the proposed algorithm. “NEW TIME END” shows the new end time after 10 seconds addition while “NEW TOTAL TIME” is the previous total time added with the 10 seconds timer. Table 3.1: Motion Sensor Data Processing (add 10 seconds to TIME END) TIME START 01/06/22 18:05:11 TIME END 18:05:16 01/06/22 18:07:07 18:07:15 00:00:10 18:07:25 00:00:18 01/06/22 18:07:25 18:07:31 00:00:10 18:07:41 00:00:16 DATE ADDITIONAL NEW NEW TOTAL TIME TIME END TIME 00:00:10 18:05:26 00:00:15 32 01/06/22 18:08:00 18:08:31 00:00:10 18:08:41 00:00:41 01/06/22 18:08:45 18:09:02 00:00:10 18:09:12 00:00:27 01/06/22 18:09:45 18:09:51 00:00:10 18:10:01 00:00:16 01/06/22 18:10:10 18:10:16 00:00:10 18:10:26 00:00:16 01/06/22 18:11:01 18:11:15 00:00:10 18:11:25 00:00:24 01/06/22 18:11:35 18:11:45 00:00:10 18:11:55 00:00:20 01/06/22 18:12:10 18:12:35 00:00:10 18:12:45 00:00:35 01/06/22 18:13:30 18:13:47 00:00:10 18:13:57 00:00:27 01/06/22 18:14:23 18:14:29 00:00:10 18:14:39 00:00:16 18:14:40 18:14:48 00:00:10 18:14:58 00:00:18 01/06/22 01/06/22 18:15:02 18:15:30 00:00:10 18:15:40 00:00:38 01/06/22 18:16:00 18:16:06 00:00:10 18:16:16 00:00:16 01/06/22 18:16:10 18:16:18 00:00:10 18:16:28 00:00:18 01/06/22 18:16:40 01/06/22 18:17:10 18:16:57 18:17:17 00:00:10 00:00:10 18:17:07 18:17:27 00:00:27 00:00:17 01/06/22 18:17:25 18:17:50 00:00:10 18:18:00 00:00:35 01/06/22 18:18:39 18:18:47 00:00:10 18:18:57 00:00:18 Table 3.2 shows column “TIME DIFFERENCE”. Here it is the difference between the Time Start of the motion sensor and the previous Time End of the motion sensor. From the sample below, there are eight instances (row highlighted yellow) where the Time Difference is 10s and below or already overlapping(########). Overlapping happens because of the addition of 10s in the previous table, where the TIME START has passed the previous TIME END. Here from the algorithm, the LED light should still continue to light at 100% because of the Timer count. Now, for the row where its time difference is less than or equal to 10s, the NEW TIME END value is brought up to the previous row’s NEW TIME END. The highlighted row then is removed. Same goes for the row with time difference “#######”, its NEW TIME END value is brought up to the previous row and the highlighted row is removed from the table. Table 3.2: Motion Sensor Data Processing (with TIME DIFFERENCE) 33 TIME START NEW TOTAL TIME 00:00:15 TIME DIFFERENCE DATE 01/06/22 18:05:11 NEW TIME END 18:05:26 01/06/22 18:07:25 00:00:18 00:01:41 18:07:41 00:00:00 00:00:19 01/06/22 01/06/22 18:07:07 18:07:25 18:08:00 18:08:41 00:00:16 00:00:41 01/06/22 18:08:45 18:09:12 00:00:27 00:00:04 01/06/22 18:09:45 18:10:01 00:00:16 00:00:33 01/06/22 18:10:10 18:10:26 00:00:16 00:00:09 01/06/22 18:11:01 18:11:25 00:00:24 00:00:35 01/06/22 18:11:35 18:11:55 00:00:20 00:00:10 01/06/22 18:12:10 18:12:45 00:00:35 00:00:15 01/06/22 18:13:30 18:13:57 00:00:27 00:00:45 18:14:39 00:00:16 00:00:26 01/06/22 18:14:23 01/06/22 18:14:40 18:14:58 00:00:18 00:00:01 01/06/22 18:15:02 18:15:40 00:00:38 00:00:04 01/06/22 18:16:00 18:16:16 00:00:16 00:00:20 CHAPTER FOUR PROJECTS CARRIED OUT During the course of my IT, I was involved in a lot of projects and electricity installations such as: Street light installation Earthing system installation Lighting protection installation House maintenance Cathodic protection Conduit wiring etc Solar installations Electrical inspection Here are some pictures taken during the course of my training: 34 Fig. 4.0 Myself and a colleague during Earthing installations Fig. 4.1 Myself and colleagues during Lightning arrestor installation 35 Fig. 4.2 Casting the basement of a streetlight pole Fig. 4.3 Coupling a streetlight to be mounted CHAPTER FIVE 36 SUMMARY 5.1 Relevance of the Industrial Training to my Course of Study It gives students the opportunity to apply the knowledge and skills they have acquired in a real-life work situation. It provides students with opportunities for practical, hands-on learning from practitioners in the students’ field of study. It gives students work experience while they are studying their chosen subject. It S students to the work environment, common practices, employment opportunities and work ethics in the relevant field. It inculcates soft skills relevant to the needs of employers. It provides opportunities for students to be offered jobs in the same organisations where they undergo Industrial Training 5.2 Challenges Encountered During The Course Of Training MEMORIZING THE NOMENCLATURE AND CLASSIFICATION OF TOOLS It took me a significant amount of time to get used to the names and the classifications of the tools we used. I had trouble working at my boss’s pace because of this. Fortunately, over a short period, I completely understood the tools and can now tell which is which even just by feeling. MISHANDLING OF LITTLE PARTS AND TOOLS Never have I been tasked with the responsibility to carefully track and keep very tiny materials even while working, and working fast at that. At the beginning I lost some tools, and I used to misplace parts of generators. Fortunately, over time I became better. WORKING WITH CORRODED BOLTS AND NUTS I had to get used to working with corroded bolts and nuts. Sometimes they can be very difficult to handle and can even dull the edges of your fastening tool. You may know what you need to do to get a broken down machine up and running but if you don’t know how to lose those nuts, your knowledge would be as effective as none. LACK OF SPEED 37 At the beginning I was very slow because I was trying to understand the working of things, my boss had issues with me because of this. With time however, my speed increased very appreciably. LACK OF FINANCE FOR MY TRANSPORT FARE I get discouraged sometimes due to the fact that I don’t get paid, thereby faced with the challenge of not being able to transport myself from home to my place of training. 5.3 Suggestions for improved SIWES Programme IT students should be entitled to monthly stipends that will definitely motivate most students towards learning. Students that were able to develop new skill/s should properly be awarded by SIWES. IT students should be given the liberty not to go for trainings on weekends, in order to rejuvenate themselves for the coming week. Routine orientations should be given to students by Industry based supervisors such that IT students have a proper understanding of what their respective Industrial Training Company is all about. 5.4 Conclusion This industrial training has afforded me the basic practical and theoretical knowledge that I may not have gotten from the lecture room. It has also given me the opportunity to know what it looks like in the real world to be an electrical and electronics engineer, to have a feel of what it would be like after graduating. 38 REFERENCES Fathi, M.; Chikouche, A.; (2010), “LEDs Application to the Photovoltaic o Street Lighting” International Conference on Renewable Energies. pp. o 101-104. Guijian, W.; Yingchun, Z.; (2011). “A New Intelligent Control Terminal of o Solar Street Light” International Conference on Intelligent Compugation Technology and Automation. pp. 321-324 Jha, A.R. (2010).“Solar Cell Technology and Applications.” U.S, CRC Press. [4] Patel, M.R. “Wind and Solar Power Systems”, New York, CRC Press. Kiehne, H.A. “Battery Technology Handbook”, 2nd Edition, Germany, Merkel Dekker Inc. A.N. WALLIS- Earthing & Lightning Protection Product Catalogue dehn-catalogue-lightning-protection_3 Earthing in electrical network - purpose, methods and measurement https://electricalengineering-portal.com/earthing-in-electrical-network-purpose-methods-and-measurement Electrical Earthing | Grounding | Electrical Tutorials |Mepits | Mepits https://www.mepits.com/tutorial/497/electrical/electrical-earthing-grounding Ground Rod Installation - Step by Step Procedure Explained https://axis-india.com/groundrod-installation-procedure/?amp=1 https://www.google.com/search?q=lightning%20protection%20connection%20diagram&tb m=isch&hl=en&tbs=rimg:CQzqMdPo73eYYYTtY5o4_1oGy8AEAsgIMCgIIABAAOgQIABA A&client=ms-android-xiaomirvo3&prmd=isvn&sa=X&ved=0CBQQuIIBahcKEwjIuave2ML7AhUAAAAAHQAAAAAQBg &biw=393&bih=736#imgrc=bdgDxyFNIeBvsM&imgdii=h7_04Ea-mZWtdM 39