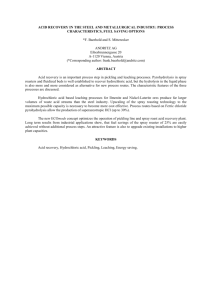
SCHOOL OF ENGINEERING AND TECHNOLOGY DEPARTMENT OF INDUSTRIAL AND MANUFACTURING ENGINEERING CAPSTONE DESIGN PROJECT OPTIMIZATION OF THE GOLD LEACHING PROCESS IN LEACHING AGITATION TANKS: CASE STUDY ( SABI GOLD MINE) BY MUGANHU RONALD FARAI (H180287E) SUPERVISOR: ENG. T KANYOWA A FINAL YEAR PROJECT REPORT SUBMITTED IN PARTIAL FULFILMENT OF THE REQUIREMENTS OF THE BACHELOR OF TECHNOLOGY (HONS) DEGREE IN INDUSTRIAL AND MANUFACTURING ENGINEERING May 2023 1 Copyright All rights reserved. No part of this project may be reproduced, stored in any retrieval system or transmitted in any form or by means of electronic, mechanical, photocopying, or otherwise, without the prior written permission of the author or of Harare Institute of Technology on behalf of the author. i Declaration This design project is my original effort except where sources have been acknowledged. The work has never been submitted anywhere, nor will it ever be, to another University/Institute in the awarding of a degree in any faculty. RF MUGANHU H180287E Signature………………. Date Signed………………………………….. SUPERVISOR……………………………………………….. Date Signed…………………………………………………………. ii Dedication This project is dedicated to my family, supervisor and friends who sacrificed their precious time until completion this project. Finally, I would like to dedicate this project to the all mighty God for leading me throughout this Capstone project. It was not easy but through Him, all things made possible. iii Acknowledgements iv Abstract v TABLE OF CONTENTS vi LIST OF FIGURES vii LIST OF TABLES viii CHAPTER ONE: INTRODUCTION 1.0 Introduction Gold mining in Zimbabwe is a major mainstay for millions in the southern African country. There are over 4 000 recorded gold deposits in Zimbabwe of which nearly all of them are located on ancient workings (Keith Sungiso, 2022). Mineral exports account for about 60 percent of Zimbabwe’s export earnings and the mining sector contributes around 16 percent of the national GDP. Gold continues to dominate as Zimbabwe’s single biggest export commodity after the yellow metal accounted for about 30.1 percent of the total volume of goods exported by the country in 2022. The mineral is expected to generate at least US$4 Billion by 2023 in line with the country’s vision of a US$12 billion mining industry by 2023. Deliveries to Fidelity Printers and Refineries, the country’s authorized buyer of the yellow metal, jumped 55,5% in 2021 to 29,6 tonnes from 19 tonnes in 2020 (Oliver Kazunga, 2022). Sabi Gold mine is one of the large scale mines in Zimbabwe. It is one of the largest producers of the yellow metal. 1.1 Problem Background The gold mining sector is faced by a myriad of challenges such as outdated equipment, shortage of foreign currency to import modern machinery and high cost of upgrading technology according to (Rachel Mujaya, 2023). The Zimbabwe local miners do have a mammoth task in acquiring machinery and equipment as a lot of money is required hence the miner will be juggling between daily operations, taxes and equipment required ( Priviledge Moyo, 2019). Sabi Gold mine is one of the large scale mines in Zimbabwe. Following the closure of the company in 2014 due to debts according to the (Business reporter, 2014), the company resumed operations in 2017. With the emergency of the Fourth Industrial revolution (Industry 4.0) and current technological advancements, the current system at Sabi Mine legs behind in many ways, for example, the monitoring of parameters like temperature and pH which are essential in the gold leaching process is done manually. Cyanide which is used as a catalyst in the gold leaching process is a deadly chemical and exposure to it may lead to one developing chest pains, headaches, dizziness, nausea etc. The current system is slow and requires a worker to constantly 1 measure parameters like temperature and pH at various intervals manually. If there is an anomaly, for example a drop in pH, there is no immediate notification to the process engineers, the anomaly will only be discovered when an employee takes readings at different intervals. This means for that period, no significant recovery of gold was achieved from the system since pH will be for example, below the optimal value required. This will mean the leaching hours will be increased and the plant will be consuming electricity in the process with no significant output. Gold leaching occurs in the agitation tanks after the ore is crushed into small particles using jaw crushers. Real time monitoring systems are faster than humans, compute data faster, less prone to errors, and data analysis is possible which enables feedback to be given to Engineers. By monitoring these parameters, Engineers can analyze the performance of the system to determine the recovery rate of gold from the ore. According to (Asghar Azizi and Reza Ghaedrahmati, 2015), the highest rate recovery rate is high as 91,5% of gold from its ore through leaching if parameters such as temperature, leaching time and pH are maintained at the optimum level and can be low as 45% if the parameters are not at optimum. Currently, the agitation tanks at Sabi Gold mine do not have real time monitoring systems to enable monitoring of the process in the agitation tanks automatically. Therefore, there is need to optimize the current system to enable accurate and automatic monitoring of parameters in the leaching tanks, eliminate exposure to cyanide by workers and enable the system to provide feedback to engineers in real time. 1.2 Problem Statement The manual measurement and monitoring of parameters like temperature and pH in leaching agitation tanks is slow, prone to errors and exposes employees to deadly cyanide. 1.3 Aim To develop a real time monitoring and control system for temperature and pH in gold leaching agitation tanks. 1.4 Objectives To develop a real time monitoring system for temperature and pH during the leaching process. 2 To develop an automated temperature control circuit, to regulate the temperature in the leaching tanks. To develop a mobile application to notify the user of any fluctuations in pH and temperature during the process. 1.5 Justification The emergency of smart manufacturing and cyber physical systems has led to greater seamless data exchange, maximized plant efficiency and better safety and control. Digital technology has revolutionized manufacturing and ushered in a myriad of changes that boost efficiency and growth (Sasha llyukhin, 2023). The project seeks to optimize the current gold leaching elution process by incorporating real time monitoring and control to the current system, this enables seamless data exchange, greater control over the production process, minimizes exposure to cyanide by employees and increase quality of decision making. Real time monitoring and control enables data exchange thus there is feedback which enables Engineers to make adjustments to the system where necessary. Without feedback and real time monitoring, there are a number of drawbacks such as poor decision making, human error and duplication of efforts. For efficient recovery of gold from the leaching tanks, temperature, pressure, leaching time, pH and agitation speeds should be kept at optimum levels, therefore, without real time monitoring and control, there is no real time feedback from the system to effectively monitor these parameters in real time. Therefore, the project seeks to optimize the current elution system by providing real time monitoring and control to fully maximize productivity and have greater control over the process. 1.6 Scope The project will focus on developing a real time monitoring and control system for temperature and pH in the gold leaching agitation tanks. 1.7 Research Questions How does particle size affect the leaching process? What is the effect of temperature on the leaching process? 3 What mechanisms are there for separating gold from its ores? What speed of the agitation tank is required to optimum leaching of gold? What is the effect of pH on the leaching process? 1.8 Conclusion The chapter highlighted the background of the problem, stated the research problem which prompted the researcher to carry out the study. It also covered the objectives, research questions, justification and scope of the study. 4 CHAPTER TWO: LITERATURE REVIEW 2.0 Introduction This chapter discusses related literature gathered from various sources. Citation is included as the discussion progress. Views from the literature, concerning the subject matter are outlined and analyzed prior to the researcher’s opinion. As this information is gathered, the researcher seeks to find gaps and shortcomings in the current devices and systems used. 2.1 Review of the gold leaching process. The gold industry has seen intense activity in the areas of exploration and metallurgy in recent years. Many developments have taken place through which ore bodies that were once considered uneconomical to exploit are becoming economical grade. Even the traditional cyanidation process has been modified during the course of time to make it more economical and efficient according to (A.R.Udupa et al, 2007). Developments such as heap leaching, in-situ leaching, carbon in pulp (CIP) and pretreatment of refractory ores have already made an impact on gold industries. Research and development work is also being carried out on less toxic, more efficient, lixiviants which may eventually replace the toxic cyanide, solving disposing problems facing the industry. According to (Graham J et at, 2010) the selection of a leaching system for gold involves consideration of ore texture and mineralogy, chemical requirements, leaching techniques, the development of flow sheets, and environmental management. All systems require an oxidant to oxidize gold and a ligand to complex with gold in solution. Adjustment of pH is usually necessary. Alkaline systems with pH above 10 include cyanide, ammonia-cyanide, ammonia, sulphide and a few other minor possibilities. Cyanide which is the main ligand in these systems, forms anionic complex, Au(CN)2. Gold dissolution rates are controlled by oxygen solubility in solution. Acid leaching systems with pH greater or equal to 3 may contain chlorine, thiourea and thiocyanate. Chloride is the ligand in the acid leaching systems which produces Au(III) anionic complexes eg (AuCl). Most non-cyanide leaching systems appear to have little wide-spread 5 practical application. Possible niche applications include the use of chlorine or aqua regia to dissolve coarse gold from gravity concentrates. Various operational factors affect the cyanide leaching process. Research on the optimization and evaluation of factors affecting the leaching process has been carried out recently. According to (Asghar Azii et al, 2015) the use of CCD models has been done to evaluate various factors affecting the leaching process. A response surface method using a central composite design was employed to evaluate, model and optimize the influence of five main factors in the gold cyanidation process. These factors were pH, solid percentage, NaCN concentration, particle size and leaching time. The modeling results indicated that these factors influencing the degree of cyanide leaching of gold were in the order of leaching time> NaCN concentration> particle size> pH. The optimal condition was found to be a pH of 10-11 and 23.2 hrs of leaching time. Under these conditions, the highest recovery of gold was achieved of approximately 91.5%. According to (Reza Ghaedrahmati et at, 2015), cyanidation remains the most important and widely used hydrometallurgical technology in the extraction of gold and silver from the primary ores and concentrates. Used for over 100 years, the popularity of cyanidation is based mostly on the simplicity of the process, yet, despite this fact, the reactions involved are not fully understood. In fact, today, cyanidation is the only choice for the recovery of gold from low-grade and finely disseminated gold ores in both technological and economic aspects. Further research has been carried out on the use of more environmentally friendly processes instead of cyanide on the recovery of gold from ores, scraps and jewellary. According to (S Beste Aydin et at, 2020), nowadays the production and exploration of gold has an increased importance all over the world. Recycling is a significant source for the supply of gold and has a pronounced effect on its price. The flotation method which is more economical and more environmentally friendly than cyanide leaching has been investigated for recycling gold and silver from jewellery slag. Recently, advances in the treatment of refractory gold ores have been done. According to (A.J.Monhemius), the past decade has seen a renascence in research and development into new gold extraction processes. This has been brought about primarily by the increase in the price of gold since the abolition of the gold standard at the beginning of the millennium. Much of the 6 development activity in gold extraction has been directed towards reducing the capital investment required in the application of the standard cyanide process to free milling gold ores. The development of carbon in pulp processing has had a major impact on costs in agitation leach plants by eliminating the expensive liquid-solid separation requirements of the traditional processes. The introduction of heap leaching into gold metallurgy is a major innovation. Various methods such as pressure oxidation, pressure cyanidation, bacterial oxidation and use of thiourea are some of the advancements in the processing of gold from its ores. 2.2 Review of gold leaching tanks and agitators The mixing of solids suspended in a fluid medium is still largely an art. The development of fundamental laws governing the operation is complicated by the large number of variables involved, some of which can be hardly evaluated in mathematical terms. According to (L D Michaud, 2017), in cyanidation leaching work, however, it is evident agitation has two purposes only, to keep solids in suspension while dissolution is taking place and to supply the required amount of oxygen. Violet agitation has no recognized value in itself, but ample oxygen supply is essential to promote the reaction between gold, cyanide. Control of aeration during agitation is essential, since excessive aeration usually results in greater consumption of lime and sometimes of cyanide, with no increase in extraction. Length of contact between and dilution during agitation vary considerably for different ores. For gold ores agitation periods vary from 16 to 48 hrs probably averaging 30hours. Various agitators has been developed of late each based on a different work principle. The first agitators used in industry were of simple rotating paddle type. These, however, required large a large amount of power and didn’t give uniform suspension or satisfactory means for controlling aeration in cyanidation leaching. Of late, the Dorr agitator is in use today, it is a combination of mechanical and air agitator designed for use in round, flat-bottomed tanks as large as 50ft in diameter and 25ft in depth. Further research is being done to determine the impact, for example of using two agitators in series in a leaching agitation tank. In practice, an economic balance covering costs for various combinations of agitators would have to worked out and the most favorable selected. .2.3 Current trends in Real time monitoring and control 7 Industrial automation and control systems have become an integral part of industries and hence Real Time Monitoring and Control System is an important system. According to (IJSRD, 2013), Real Time Monitoring and Control Systems aims to monitor the environmental parameters like temperature, humidity, pressure in any factory. Rahul D. Chavhan et al, 2013, asserts that industries are the biggest workplace all over the world, there are many systems for industrial workplace, some of them, monitors machine processes and some do monitoring and control of machine parameters. Various process parameters have been measured and monitored of late in various industrial applications. 2.3.1 Review of temperature monitoring and control systems Temperature is an important parameter in gold leaching process. The optimal temperature for cyanide leaching gold in industrial processes is 25-30 degrees Celsius. Although higher temperatures can improve the efficiency of leaching, it will take large amounts of energy to heat large gold cyanidation systems according to (Shimin Yu et al, 2020). According to (Nor Alina Khairi et al, 2013) wireless devices will be important in future monitoring applications such as automobiles, industrial machines and processes etc. In order to monitor and maintain a process at a specific temperature, information must first be gathered from a temperature sensor device. By using an effective temperature monitoring system, temperature values can be recorded in real time or displayed on a monitor. The recorded temperatures can be used further to analyze the performance of the process during a specific period of time. Building a wireless temperature monitoring system will be expensive especially when continuous real time is needed. Typically, a wireless temperature sensor system can be designed using Zigbee sensor tag or Bluetooth devices to transmit and receive data. As industries continue to grow and expand, so is the effort required to maintain them. According to (Revathi R et al, 2020), the power of IoT can be used to simplify these growing demands. IoT based temperature monitoring systems can be used alongside machines to monitor and control their temperature 24/7 and raise an alarm should there be any discrepancy thus preventing any accidents and ensuring that the temperature conditions are optimal for a process. 2.3.2 Review of pH monitoring and control systems 8 pH is an important parameter in gold leaching processes, according to (M.G.Aylmore, 2016), greatly increasing pH values has a beneficial effect on gold extraction for both oxide and sulfide ores. However the outcome will vary depending on the nature of the gold background mineral matrix. Jeffrey et al, 2008, observed that increasing the pH value from 8.5 to 10.5 increased the gold leaching efficiency from 7% to 70%. However, leaching of gold after 24hrs at pH 8.5 was similar to that observed at higher pH value, but the leaching rate was slower. According to (Malusi Sibiya et al, 2020), the use of Fuzzy logic on arduino for the control of acidity or alkalinity has been done, the system involves effectively calculating the amount of acidic or alkalinity in a solution using fuzzy logic techniques programmed on an arduino mega. (Narendra Khatri et al, 2018), did a research on an IoT based innovative real time pH monitoring for municipal wastewater. The paper describes a smart solution through which IoT based systems can be used in conjunction with pH sensors to monitor and control pH from a particular solution. With the emergency of the Industry 4.0, more and systems are integrating IoT and sensor technology to aid in monitoring and control systems. 2.4 Research Position The author reviewed various literature on the gold leaching processes. The research enabled the author to gather information on the current trends and literature done by various authors in relation to the subject matter. From the authors research and point of view, few work has done as far as monitoring and control of parameters in gold leaching processes is concerned. Although real time monitoring and control has been applied in various manufacturing and automobile industries, less research has done as far gold leaching is concerned, the author will use the various information from different authors in his research project. . 9 CHAPTER THREE: METHODOLOGY 3.1 Introduction This chapter serves to articulate on the methods and techniques employed to gather data, process and represent research information properly. Engineering tools, data collecting techniques and computer software will be used for analysis and presentation of results. 3.2 Process Flow Chart Figure 3.1 Methodology Flow Chart As applied to this thesis, the above design approach has been adopted in solving the problem. 3.3 Problem Identification The researcher did a research in order to study and analyze the current gold leaching system used at Sabi Gold Mine. The company seeks to increase its gold output from 240 to 384 kilograms of 10 gold annually (Tamary Chikiwa, 2021). However, in order to achieve this target, there is need to invest in new technology in order to maximize productivity and efficiency. The current system is lagging behind in terms of technological advancement. With the transition to the fourth industrial revolution, smarter manufacturing systems and data analytics have revolutionized the industry. There is need to upgrade or optimize the current leaching process to maximize productivity. Lack of real time monitoring and control means the engineers and technicians do not have full control over the leaching process, there is no data analysis or feedback to enable corrective measures. 3.4 Data Collection Most of the data was obtained from various sources in order to see previous achievements that were achieved by others. This would give the researcher what gaps need to be exploited. As a result, academic journals, and related articles were used in coming up with different information. The information will be used for designing and coming up with different concepts which will lead to the development of the prototype. 3.4.1 Primary Data Sources Primary data was collected by the researcher for the purpose of detailed study. Methods employed include observations. For example the researcher had a visit to Sabi Gold mine where he analyzed the current leaching process and ways to optimize it. 3.4.2 Secondary Data Sources This method involved the use of data which was previously published by other researchers or companies in relation to the topic of the research. The methods used involve the use of library sources, academic journals, books, articles, newspapers and scientific research papers to come up with information. The researcher will use statistical tools in order to analyze the data collected. 3.5 Literature Review The results which were obtained from all the research and different literature will be analyzed in order to come up with conceptual designs. 3.6 Conceptual Design 11 After the analysis of results and literature review, different concepts were generated so as to solve the problem as stated by the problem statement. The concept development helps in coming up with possible solutions. The author began by coming up with concepts and then screening them. The concept with the highest score was selected and detailed design was done on it. 3.9 Prototype Development Having done the conceptual design, the prototype was developed. This involved integrating the hardware and software together so that the prototype functions as projected. 3.10 Prototype Testing This was done in order to find out if the prototype is performing as expected. The results were satisfactory. If the results were not in sync with the expectation, the researcher would’ve gone back to the prototype development and conceptual design to make some changes. 3.10 Results and Recommendation. The author recorded the results from the functionality of the prototype. The author also made recommendations for further research 3.11 Engineering Tools According to (Hooper, 2017) engineering tools are specialized software or applications that are used for research and development of new products. Therefore, to accomplish the tasks, the researcher identified and incorporated various engineering tools that were relevant to the tasks at hand. Such tools include Proteus for circuit designing, Arduino IDE as the source code for real time monitoring and control of the system and AutoCAD for drawing of the mainframe of the prototype and Microsoft Excel which was used for flowchart and table creation 3.12 Conclusion This chapter was aimed at outlining the methodology the researcher will adopt in executing the identified problem. An integrated hardware and software system was developed and the researcher used them in result validation at the end. Following this approach, primary and 12 secondary data collection techniques were used in conjunction with various engineering tools for data processing and analysis 13