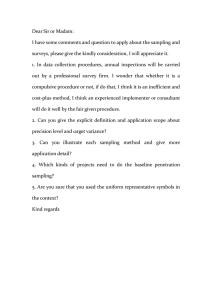
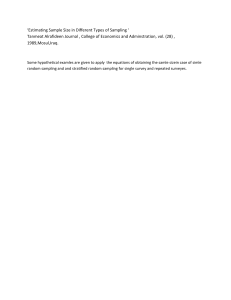
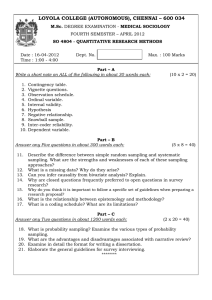
VARIATION.COM My Account Blog Forums BOOKS Search Website... SOFTWARE COURSES CONSULTING The E ect Of Lot Size 0 Go METHODS ABOUT $0.00 WHAT’S NEW Search Website... CONTACT Go 2 Comments / Manufacturing Sampling Plans / By Wayne Taylor Recent Posts Dr. Wayne A. Taylor Acceptance Sampling Standards Mil-Std-105E indexes sampling plans by AQL, Levels of Inspection, and lot size. It is a common misconception that 105E includes lot size because “larger lots require more samples to obtain the same level of protection.” In actuality, 105E takes more samples from larger lots in order to get better protection. Figure 1 shows the OC curves of several of the 1.0% AQL sampling plans. Increasing lot size increases the sample size letter code which steepens the OC curve resulting in better protection. STAT-18: Statistical Techniques for Normality Testing and Transformations STAT-16: Statistical Techniques for Equivalence Testing STAT-12: Veri cation/Validation Sampling Plans for Proportion Nonconforming STAT-04: Statistical Techniques for Design Veri cation Categories Audits and Effectiveness Checks Design of Experiments Design Validation (Clinical and User Testing) Design Veri cation (Product Testing) Manufacturing Sampling Plans Normality Testing and Transformations Process Validation (Process and Supplier Testing) Spec Setting, Tolerance Analysis and Robust Design Statistical Policy and General Figure 1: AQL=1% OC Curves Test Method Validation Trending of Quality Data Better protection for larger lots can be justi ed by the fact that for larger lots the costs of rejecting good lots and the costs of accepting bad lots are higher. Since the consequences of making wrong decisions are higher, it is logical to take more samples to lower the risk of Validation Sampling Plans making wrong decisions. While this justi cation has merit when considering a single product, 105E is used to inspect a Archives variety of products. Should more samples be selected from a large lot of pencils or from a September 2018 small lot of pace makers? To overcome this objection, different levels of inspection are August 2018 provided. 105E states that these inspection levels are to be selected based on the October 2017 “discrimination” required. September 2017 The “discrimination” or protection provided by a sampling plan depends primarily on the number of units inspected and the acceptance number. Lot size has only a minor effect limited December 2004 to the case when 10% or more of the lot is inspected. As a result, the single sampling plan August 2002 n=13 and a=0 provides the same protection regardless of whether the lot size is 50, 200, or April 2000 200,000. Figure 2 shows OC curves for these different lot sizes. OC curves based on lot size, are called Type-A OC curves (hypergeometric distribution). They are closely approximated by May 1998 the Type-B OC curve which assumes an in nite lot size (binomial distribution). The Type-B OC December 1997 Curve represents the worse case. It has the greatest chance of both accepting bad lots and rejecting good lots. October 1997 September 1997 May 1997 October 1996 May 1996 October 1995 February 1995 November 1994 September 1994 March 1994 November 1993 Figure 2: OC Curves of n=13, a=0 Since Type-B OC curves represent the worse case, sampling plans selected based on Type-B OC curves can be used to inspect any lot regardless of size. When selecting statistically valid sampling plans, it is not necessary to use different sampling plans for different lot sizes. A better strategy is to select one sampling plan based on the protection it provides, i.e., its OC curve. The OC curves of the 105E plans are given in Table X of 105E. Tables of sampling plans indexed by their OC curves are given in my book. Appeared in FDC Control, Food Drug & Cosmetic Division ASQC, No. 103, Sept. 1994, p. 6 Copyright © 1994 Taylor Enterprises, Inc. Note: All the OC curves shown in Mil=Std-105E are Type-B, so do not depend on lot size. Another justi cation of selecting sampling plans independent of lot size is given on pages 2-3 and 188 of the book Statistical Procedures for the Medical Device Industry. When sampling plans are selected based on risk, the risk components Severity, Occurrence, Detection, P1, P2 do not depend on lot size so the resulting sampling plans should not depend on lot size. Further information can be found in: Book Guide to Acceptance Sampling Software package Sampling Plan Analyzer STAT-09, Manufacturing Acceptance Sampling Plans and Inspections, of the book Statistical Procedures for the Medical Device Industry ← Previous Post Next Post → 2 thoughts on “The E ect of Lot Size” LEE SEUNG RYUL SEPTEMBER 22, 2022 AT 6:51 PM Dear. Dr. Wayne A. Taylor My name is Lee Seung Ryul and I am a pharmaceutical company QA. I saw your article, and I am very interested. I also do not apply sample quantity based on lot size. Currently, we have a xed quantity of 125 such that C=0 based on AQL Limit=0.1. This basis was established using OC Curve, hypergeometric distribution, and customer risk. However, we do not accept data on this during the audit. Could you please help on this part? You are the only person who can credibly support this. Please help. Reply WAYNE TAYLOR SEPTEMBER 28, 2022 AT 9:33 AM The hypergeometric distribution is used for OC curves based on lot size. It is based on the lot percent defective (X/N, X = number of defects, N = lot size) The binomial distribution is used for OC curves independent of lot size. It is based on the process percent defective (p = probability of a defect). I assume your statement about the hypergeometric is in error. The OC curves in ANSI Z1.4 are based on the binomial distribution ass described in Variation.com/the-effect-of-lot-size/. The reason ANSI Z1.4 includes lot size as an index is not due to the effect of lot size on OC curve. It is based on an economic model that states as lot size increases the costs of making incorrect decisions increase so the OC curve should be tightened for larger lots. While there is some validity to this statement, there is still the question of what should the relationship be between lot size and the OC curve. This leads to multiple levels of inspection to choose between affecting the RQL of the selected sampling plan. An alternative is to select lot size independent sampling plans directly based on just the AQL and RQL. This simpli es the process of selecting a sampling plan and aligns it with using a risk-based approach. Pages 2, 133 and 188 of the book Statistical Procedures for the Medical Device Industry justify this approach based on the fact that for a risk-based approach for selecting sampling plans, the fact that risk is lot size independent means the resulting sampling plans will be lot size independent. Reply Leave a Comment Your email address will not be published. Required elds are marked * Type here.. Name* Email* Website Post Comment » Subscribe to our Email List Privacy Policy Site Map Email Copyright © 2019 Taylor Enterprises | All rights reserved. Send