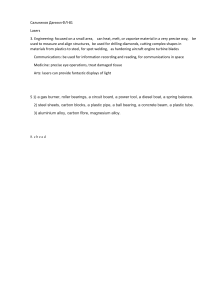
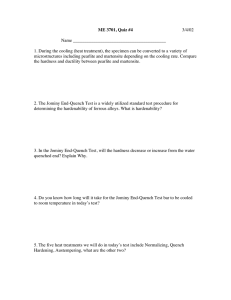
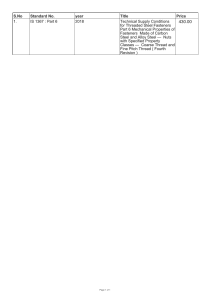
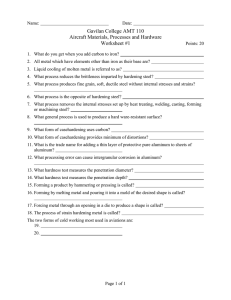
3 Heat Treatment Processes Introduction In all the heat treatment processes, the material is heated to certain specific temperature range, held at this temperature for the certain time period and then cooled at a specific cooling rate. This controlled heating and cooling results in changes in microstructure as well as changes in the distribution of microconstituents. 3. 4. 5. 6. To improve strength and hardness To improve machinability To soften the material To improve the ductility and reduce hardness etc. Labelling of Phase Boundaries Fig. 3.1 Different types of heat treatment processes are carried out: Rack Your Brain What causes the transformation of the deformed martensite into austenite phase? 1. To relieve the strain of hardening stresses 2. To relieve residual stresses Fig. 3.2 Eutectoid Region of Iron-Iron Carbide Phase Diagram A1 (lower critical temperature line): In the phase diagram, the lower critical temperature is shown by drawing a horizontal line corresponding to eutectoid temperature (727° Celsius), and it is normally represented by naming the horizontal line as A1. It is worth mentioning that below the lower critical temperature, austenite will convert into two phases that is cementite and ferrite phases. Practice Questions 1. What will be the microstructure formed upon slow cooling of steel having hypoeutectoid composition (less than 0.8% carbon by weight) (A) Only ferrite (B) Only pearlite (C) Mostly ferrite and pearlite Solution: (C) Steel having a carbon percentage less than 0.8 is known as hypoeutectoid steel. When it is cooled to a lower critical temperature line, it contains ferrite and pearlite. (D) Only cementite Heat Treatment Processes 57 A3 (upper critical temperature line): the upper critical temperature line (A3) for hypo eutectoid steel so that alloy is converted to austenite phase. Case-2 Hypereutectoid steel: In the case of a hypereutectoid Steel, the alloy is heated to a temperature 50°C above the A1 line (lower critical temperature line) to form a cementite and austenite phase. Application: Annealing is done to increase the ductility and toughness of the material. Generally, medium carbon steels and low carbon steels are annealed. Due to cooling in the furnace, the cooling rate is slow hence coarse pearlite is formed, which is comparatively soft and ductile. Results of full annealing: 1. Cold worked stresses are relieved. 2. Strength and hardness decrease. 3. Ductility and toughness improve. 4. Machinability improves. The phase boundary is denoted as A3, and it represents the upper critical temperature line for hypoeutectoid steels. Acm (upper critical temperature line): The phase boundary is denoted as Acm, and it represents the upper critical temperature line for hypereutectoid steels. Various Heat Treatment Process 1. Full annealing: The main characteristic of this process is furnace cooling. After heating to a particular temperature depending upon whether it is hypo eutectoid or hyper eutectoid steel, it is kept in the furnace for several hours for cooling. Due to the furnace cooling, the cooling rate is very slow. Heating temperature of alloy steel is decided on the basis of its composition. Case-1 Hypoeutectoid steel: Steel alloy is heated to a temperature of 50°C above Practice Questions 2. Full annealing of a component results in ______. (A) Increase in toughness and yield point (B) Reduction in ductility and resilience (C) Removal of foreign impurities and improved surface finish (D) Increase ductility and machinability Solution: (D) Full annealing machinability. increases ductility and 2. Normalising: It differs to annealing in the method of cooling. In normalising, cooling is done in air as the cooling rate of air is faster as compared to that of cooling rate in the furnace hence fine grains are formed, which leads to tough microstructure as compared to the microstructure formed by annealing. Generally used for removing the effects of previous heat treatment processes. 58 3. A steel specimen is heated to 780°C temperature, and after that, it is cooled in the furnace (at the slowest possible rate). Which property of the specimen will increase by this process? (A) Toughness (B) Hardness (C) Softness (D) Tempering Solution: (A) When cooled at the slowest possible rate in the furnace toughness of the specimen is increased. Rack Your Brain In order to soften the hardened steel, which of the heat treatment process is preferably used? Heat Treatment Processes Case I: Hypoeutectoid composition: In the case of an alloy having a carbon percentage less than 0.8%C, normalising is done by heating to at least 55°C above the line A3, i.e. upper critical temperature in case of hypo eutectoid steel. Case II: Hyper-eutectoid composition: In the case of an alloy having a carbon percentage of more than 0.8%C, normalising is done by heating to at least 55°C above the line A3, i.e. upper critical temperature in case of hypo eutectoid steel. During normalising for both the cases, steel is heated till it completely converts into austenite phase – austenitising. Then Final step in normalising is to cool the heated element in the air. Results of normalising: 1. Strain hardening stresses are released 2. Relatively higher yield point and ultimate tensile strength. 3. Relatively lower ductility and toughness. 4. Relatively more hardness. 5. Relatively finer grains Practice Questions 4. Which one of the following statements is NOT correct for normalising? (A) During machining, surface finish quality gets improved. (C) In the case of medium carbon steel, it leads to an increase in strength (D) Coarse grains are formed Solution: (D) (B) In the case of casting, stress is relieved by normalising Normalising is used to refine the grains, not to increase the grains size 3. Isothermal annealing: In case of several grades of alloy steels, machinability is very low, and it can’t be improved to the required extent by full annealing, and in such cases, isothermal annealing is done. The specimen is heated above critical temperature [either upper critical temperature or lower critical temperature] and then rapidly cooled to a temperature Just below A1 line [Lower critical temperature] and is then held at this temperature for sufficient time until the full decomposition takes place; after that, the specimen is finally cooled in still air. Practice Questions 5. In alloy steels, Isothermal annealing is done to enhance ______. (A) Machinability (B) Toughness (C) Ductility (D) Weldability 4. Spheroidising: During spheroidising of various steels (mainly medium, and high carbon steels), spheroid are formed by coalescence of cementite (Fe3C) particle, which leads to a further reduction in brittleness and hardness of medium and high carbon steels. Heat Treatment Processes Solution: (A) Isothermal annealing is done to improve machinability. It is generally used for alloy steels. This increase in ductility due to the formation of spheroids is helpful in various applications involving machining and plastic deformation of steel. The main reason for the increase in ductility and decrease in hardness is the formation of spheroid structure. 59 Spheroidising heat treatment can take place by several methods: If the spheroidising is done in the case of steel which has fine pearlite structure, then the rate of spheroidising (how fast spheroids are formed) is higher as compared to that of if spheroidising is done of a steel having coarse pearlite structure. Practice Questions 6. What will be the effect on steels after spheroidising process? (A) It improves the hardenability of low carbon steel (B) It improves the machinability of low carbon steel (C) It improves the hardenability of high carbon steel 5. Process annealing: During cold working, plastic deformation results in strain hardening of the materials. If we want to further deform it plastically it will resist the deformation process due to strain hardening effect. Process annealing is a process to remove this strain hardening effect, which occurs due to prior to cold working. Hence process annealing allows a large amount of plastic deformation which is required in applications like fabrication processes. 60 (D) It improves the machinability of high carbon steel Solution: (D) Spheroidising treatment heat is done to improve the machinability of medium and high carbon steel. 1 Recrystallization temperature ∝ degree of cold working Rack Your Brain Which heat treatment process improves machinability? Heat Treatment Processes Previous Years’ Question Match the heat treatment process (Group A) and their associated effects on properties (Group B) of medium carbon steel. Group A P : Tempering Q : Quenching R : Annealing S : Normalising Group B I. Strengthening and grain refinement II. Inducing toughness III. Hardening IV. Softening (A) P-III, Q-IV, R-II, S-I (B) P-II, Q-III, R-IV, S-I (C) P-III, Q-II, R-IV, S-I (D) P-II, Q-III, R-I, S-IV [GATE-2014, Set-4, 1 Mark] Solution: (B) Hint: Heat treatment processes and their respective effects. The effect of these factors are discussed below: 1. Influence of alloy composition: To show the influence of alloy composition, a term is introduced named hardenability. Hardenability: Hardenability is the ease of martensite formation. It tells about the rate at which the hardness decreases as we move from the outer surface to the inner surface. As in our earlier discussion, we have studied that the cooling rate varies while moving from outside to inside because of which martensite formation also varies. Don’t confuse hardenability with hardness, as hardness means resistance to scratch or indentation, which is altogether a different property. The high hardenability of a steel alloy specimen means that it forms martensite or hardens to a large extent towards the inner surface of the specimen. Hardenability of a specimen is known by the use of the Jominy end-quench test. Quenching Traditionally steels having martensite structure are produced by first heating to the temperature such that austenite formation takes place and then rapid quenching of the specimen in different quenching media depending upon the required rate of cooling. As quenching media comes in contact with the outer surface, hence outer surface cools at a faster rate as compared to the inner surface, and because of this varying cooling rate between the outer and inner surface microstructure formed in the outer and inner surface of materials also vary. Major factors that influence the formation of the martensitic microstructure during heat treatment of steels are mentioned below: 1. The alloy composition 2. The nature of the quenching medium 3. The dimension of the specimen Heat Treatment Processes Fig. 3.3 Jominy end-quench Specimen Mounted During Quenching 61 Hardenability curves: Fig. 3.4 Hardness is plotted as a function of position from the quenched end known as hardenability curve. Previous Years’ Question Hardenability of steel is a measure of (GATE-2019, Set-2, 1 Mark) (A)The maximum hardness that can be obtained when it is austenitised and then quenched. (B) The depth to which required hardening is obtained when it is austenitised and then quenched. (C) The ability to harden when it is cold worked (D)The ability to retain its hardness when it is heated to elevated temperatures Solution: (B) Hint: Hardenability is the ease of martensite formation. 62 Fig. 3.5 The lower end, which is in direct contact with the cooling medium, like in this case water will have a maximum cooling rate, and hence martensite will form to a maximum extent (100% martensite) at this end. So, it will have maximum hardness. As we move away from the quenched end, the cooling rate decreases so is the extent to which martensite is formed, and so is the hardness. Thus if an alloy steel specimen is highly hardenable, then that means martensite is formed to a larger distance, and so it also means hardness is high to a larger distance from the quench end. Jominy distance: The distance at which there is 50% martensite and 50% pearlite formation. The hardenability curves also depend on carbon content. Heat Treatment Processes a different rates of heat removal, so the cooling rate varies with the use of different quenching media. The cooling rate is the property of quenching media which is in contact with the surface. Decreasing order of the severity of quench media: Water oil decreasing order ↓ Air Quenching mediums: Relative quenching rate Brine Fig. 3.6 This Effect is Demonstrated in Figure for a Series of Alloy Steels in Which only the Concentration of Carbon is Varied. The hardness at any Jominy position increases with the concentration of carbon. 2. Influence of nature of the quenching media: As different quenching media has Water + Alkali (KOH/NaOH) Water Oil Still air 1.2-1.3 1 <1 0.4 to 0.5 Decreasing cooling rate Media 0.02 Practice Questions 7. Which one of the following is used as a quenching medium in Alloy steels? (A) Water (B) Ice (C) Brine solution (D) Oil Solution: (D) In the case of an alloy steels, oil is used as quenching media. Grey Matter Alert! Rack Your Brain Which quenching media has the highest heat transfer equivalent? For the same quenching medium, with an increase in velocity of quenching medium, cooling rate increases. Hence, agitation in quenching medium causes removal of more amount of heat which therefore increases the effectiveness of quenching media. Heat Treatment Processes Oil quenching is suitable for alloy steels. 3. Influence of dimension (size and shape) of specimen: Surface area influences the rate of heat removal hence the cooling rate. Larger the ratio of surface area to mass, more will be the cooling rate and hence deeper is the martensite formation or hardening effect. As a sphere has a minimum surface area to mass ratio so hardening effect of these 63 shape material is very less as compared to the irregular shapes with edges and corners. Precipitation Hardening or Age Hardening Enhancement in the strength and hardness of some metal, alloys may be achieved by the formation of extremely small uniformly and homogeneously dispersed particles of a second phase within the original phase matrix. Rack Your Brain Precipitation hardening is also known by other names can you name it? This must be accomplished by phase transformations that is induced by appropriate heat treatments. This process is called precipitation hardening because the small particles of the new phase is termed ‘precipitates’. 2. A solubility limit that rapidly decreases in the concentration of the major component with temperature reduction. In simple words, we can say that the second phase must be soluble at an elevated temperature but precipitates upon quenching and aging at lower temperature. Both these conditions are satisfied by a hypothetical phase diagram shown below: The maximum solubility corresponds to the composition at point M. In addition, the solubility limit boundary between the α and α + β phase fields diminishes from this maximum concentration to a very low B content in A at point N. Furthermore, the composition of a precipitation-hardenable alloy must be less than the maximum solubility. These conditions are necessary for precipitation hardening to occur in an alloy system. An additional requirement is discussed below. Rack Your Brain Can you name a few materials where agehardening is applicable? As the alloys ages (time span passes), strength develops with time, so the term age-hardening is also used to describe precipitation hardening process. Examples: Aluminium – Copper Copper – Beryllium Copper – Tin Magnesium – Aluminium Some ferrous alloys are also precipitation hardenable. Requisite features must be displayed by the phase diagram of alloy system for precipitation hardening: 1. An appreciable maximum solubility of the component in the other, of the order of several percent. 64 Fig. 3.7 Grey Matter Alert! For most alloys, diffusion rates at T1 are extremely slow, such that the single α phase is retained at this temperature for relatively long periods. Precipitation hardening is accomplished by two different heat treatments: 1. Solution heat treatment: In which all solute atoms are dissolved to form a single phase solid solution. Consider an alloy of composition CO as shown in the above figure. Heat Treatment Processes 2. Precipitation heat treatment: Representation of solution heat treatment and precipitation heat treatment on the temperature-versus-time plot: increases, reaches a maximum value, and then the yield stress (i.e. strength and hardness) decreases. This decrement in yield stress occurs after a very long period of time. This phenomenon is known as overaging. Fig. 3.8 Overaging: From the below figure, we can easily understand that as the aging time increases, the yield stress (i.e. strength and hardness) Heat Treatment Processes Fig. 3.9 65 Previous Years’ Question The process of reheating the martensitic steel to reduce its brittleness without any significant loss in its hardness is_________. [GATE-2014, Set-1, 1 Mark] (A) Normalising(B) Annealing (C) Quenching(D) Tempering Solution: (D) Hint: Tempering is used for reducing brittleness. Natural aging: For enriching the surface with this extra carbon, a fully austenitic phase is essential hence the required temperature is between 950°C – 1000°C. Upon cooling, the phase amount of cementite increases at the surface, making it hard while the core remains soft. a) Pack carburising: The components are surrounded by a mixture of 50% charcoal, 25% BaCO3 and Rest Na2CO3 and CaCO3 inside a ceramic which is packed from all around by clay. The mixture is burnt. When the precipitation process is carried out at room temperature, it is called natural aging. Artificial aging: When the precipitation process is carried out above room temperature, it is called artificial aging. Maraging: Fig. 3.11 Fig. 3.10 It is a precipitation hardening process, which is generally used for a special group of high strength iron-base alloys. In this process, one or more intermetallic compounds are precipitated in a low carbon martensite matrix. Typical uses of maraging steels are in dies and tooling for casting, moulding, forging and extrusion. Case Hardening Process In case of hardening processes, the surface is hardened while the core is left to remain soft. The hardened surface is called a case. 1. Carburising: In case of carburising, the mild steel components are enriched by C-atoms by about 1%. 66 Charcoal burns and produces carbon monoxide and a temperature up to 1000°C is produced, at this temperature 2CO + O2 → 2CO2 and then carbon dioxide breaks into atomic carbon. The carbon atoms diffuse at the surface in which BaCO3 acts as an energiser, as it increases the action of C-atoms at the surface. Na2CO3 and CaCO3 acts as a catalyst. Thereafter the boxes are cooled down to 450°C to 500°C, and now boxes are opened, and components are quenched to increase the phase amount of cementite at the surface, this results in a hardened case, while the core remains soft. Though the material cost is less, the overall cost is very high due to large production cycle and more labour cost. Case thickness is not uniform. Suitable for large components. Heat Treatment Processes The hardness of Fe3N is greater than Fe3C [NaCN + NaCl + Na2CO3] — Cyanide bath. This cyanide bath is sources of carbon and nitrogen atoms. Temperature: 820°C-860°C b) Gas carburising: Sources of carbon atoms: mixture of [CO + CH4 (other alkanes)] Temperature: 930°C to 950°C Time required: [3-10 hours] – depends on the thickness Advantages of gas carburising over pack carburising: i. Cycle time is less. ii. Relatively clean surfaces. iii. Relatively uniform case thickness. iv. Overall cost is relatively less. c) Liquid carburising Source of carbon atoms: Diluted NaCN Bath [20% NaCN + 80% Water] Temperature: 950°C Both carbon and Nitrogen diffuse into the surface but during quenching most of the N-atoms came out being smaller in size, and the C-atoms enrich the surface, and upon quenching Fe3C phase amount increases at the surface, making it hard. The process is most suitable for medium and small size components. Rack Your Brain By what process maximum hardness is obtained for a steel part? 2. Cyaniding: Both carbon and nitrogen are diffused at the surface, and the surface is enriched by both Fe3C and Fe3N Heat Treatment Processes 2NaCN + O2 → 2NaCNO 2NaCNO + O2 → Na2CO3 + CO + 2N ( 2CO → CO2 + C Free carbon ) Upon quenching, the surface is enriched by both Fe3C and Fe3N, resulting more hardness at the case as compared to carburising. 3. Nitriding: Only the Fe3N phase is increased at the surface; this is done by heating the steel in the atmosphere of ammonia. Source of nitrogen – NH3 gas Temperature – 500°C + 550°C Time required – 24 hours to 40 hours Cooling is done in the furnace itself with liquid ammonia. Mostly used in the automobile industry. 8. Nitriding of a steel shaft improves its________. (A) Machinability (B) Fatigue strength (C) Torsional stiffness (D) Surface finish Solution: (B) Nitriding is a case hardening process few characteristics of the process areHard and highly wear-resistant surface, good fatigue strength. 67 Outline for Various Heat Treatment process for surface hardening 68 Process Metals hardened Element added to surface Carburising Low-carbon C steel (0.2% C), alloy steels (0.080.2% C) Carbonitriding Low-carbon steel C and N Cyaniding Low-carbon C and N steel (0.2% C), alloy steels (0.080.2% C) Procedure General Typical characteristics applications heat steel at 870950°C in an atmosphere of carbonaceous gases (gas A hard, highcarbon surface is produced, hardness 55 to 65 HRC. Case depth <0.5 to carburising) or carbon containing solids (pack carburising) Then quench. 1.5mm. Some distortion of part during heat treatment. Heat steel at 700800°C in an atmosphere of carbonaceous gas and ammonia. Then quench in oil Surface Bolts, nuts, hardness 55 to gears 62 HRC. Case depth 0.07 to 0.5 mm. Less distortion than in carburising. Heat steel at 760-845°C in a molten bath of solutions of cyanide (e.g., 30% sodium cyanide and other salts) Surface hardness up to 65 HRC. Case depth 0.025 to 0.25 mm, some distortion. Gears, cams, shafts, bearings, piston pins, sprockets, clutch plates. Bolts, nuts, screws, small gears Heat Treatment Processes Nitriding Steel N (1% Al, 1.5% Cr, 0.3% Mo), alloy steels (Cr. Mo), stainless steels, highspeed tool steels Heat steel at 500-600°C an atmosphere of ammonia gas or mixtures of molten cyanide salts. No further treatment. Surface hardness up to 1100 HV. Case depth 0:1 to 0.6 mm and 0.02 to 0.07 mm for high speed steel. Gears, shafts, sprockets, valves, cutters, boring bars, fuelinjection pump parts Boronising Steels B Part is heated using boroncontaining gas or solid in contact with part. Extremely Tools and hard and die steels wear resistant surface. case depth 0.025 to 0.075 mm. Flame hardening Mediumcarbon steels, cast irons None Surface is heated with an oxyacetylene torch, then quenched with water spray or other quenching methods. Surface hardness 50 to 60 HRC. Case depth 0.7 to 6 mm. Little distortion. Gear and sprocket teeth, axles, crankshafts, piston rods, lathe beds and centers. Induction hardening Same as above None Metal part is placed in copper induction coils and is heated by high high frequency current, then quenched. Same as above Same as above Table. 3.1 Heat Treatment Processes 69