Руководство по эксплуатации роботов FANUC LR Mate/ARC Mate
advertisement

7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
< > LR Mate 200+D
< > ARC Mate 50+D
МЕХАНИЧЕСКИЙ БЛОК
РУКОВОДСТВО ПО
ЭКСПЛУАТАЦИИ
B-83494RU/08
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
•
Инструкции изготовителя
Благодарим за приобретение робота FANUC.
Перед началом его эксплуатации изучите «Руководство по технике безопасности при работе
с роботом FANUC (B-80687RU)».
• Запрещается полностью или частично воспроизводить настоящее руководство в
любой форме.
• Изготовитель оставляет за собой право изменять технические характеристики и
конструкцию.
На продукцию, описанную в настоящем руководстве, распространяется действие
закона Японии «Об иностранной валюте и внешней торговле». Органы власти
Японии могут запросить экспортную лицензию при экспорте продукции из Японии.
Кроме того, для реэкспорта продукции в любую другую страну может потребоваться
разрешение органов власти страны, из которой осуществляется реэкспорт. На
настоящую продукцию также может распространяться действие законодательных
актов правительства США о реэкспорте.
Обратитесь в компанию FANUC, если требуется консультация по вопросам экспорта
или реэкспорта данной продукции.
В этом руководстве мы попытались предоставить актуальную информацию в полной
мере. Однако невозможно предусмотреть все возможные недопустимые операции,
поскольку это существенно увеличит объем руководства. По этой причине, если
операция прямо не описана в руководстве, она считается недопустимой.
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
B-83494RU/08
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
В данной главе приведены меры предосторожности, которые необходимо соблюдать для
обеспечения безопасной эксплуатации робота. Перед использованием робота внимательно изучите
эту главу.
Изучите спецификацию робота, приведенную в руководстве по эксплуатации, чтобы получить
подробные сведения о его функциональных возможностях.
Соблюдайте все правила техники безопасности во время эксплуатации робота и периферийных
устройств, являющихся частью гибкого производственного модуля, в целях обеспечения
безопасности оператора и роботизированного технологического комплекса (далее — РТК).
Для безопасной эксплуатации роботов FANUC изучите «Руководство по технике безопасности для
роботов FANUC» (B-80687EN).
1
ПЕРСОНАЛ
Персонал классифицируется следующим образом.
Оператор:
•
Включает/выключает питание контроллера робота
•
Запускает программы робота с пульта управления
Программист или обучающий оператор:
•
Управляет роботом
•
Обучает робота внутри защищенного пространства
Специалист по техническому обслуживанию:
•
Управляет роботом
•
Обучает робота внутри защищенного пространства
•
Проводит техническое обслуживание (ремонт, наладку, замену)
-
-
Оператору запрещается работать внутри защищенного пространства.
Программисту, обучающему оператору или технику по обслуживанию разрешается работать
внутри защищенного пространства. К работам, выполняемым внутри защищенного
пространства, относятся транспортировка, установка, обучение, наладка и техническое
обслуживание.
Для проведения работ внутри защищенного пространства пользователь должен пройти
профессиональную подготовку по управлению роботом.
s-1
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
B-83494RU/08
В таблице 1 (a) приведен список робот, выполняемых вне защищенного пространства. В этой
таблице символом «{» отмечен вид работ, к выполнению которого допускается соответствующий
персонал.
Таблица 1 (a) Список работ, выполняемых вне защищенного пространства
Специалист по
Программист или
техническому
Оператор
обучающий
обслуживанию
оператор
Включение/отключение контроллера робота
Выбор рабочего режима (AUTO/T1/T2)
Выбор дистанционного/локального режима
Выбор программы робота с помощью пульта
обучения
Выбор программы робота с помощью
внешнего устройства
Запуск программы робота с панели
оператора
Запуск программы робота с помощью пульта
обучения
Сброс сигнализации с помощью панели
оператора
Сброс сигнализации с помощью пульта
обучения
Ввод данных через подвесной пульт
обучения
Обучение с помощью пульта обучения
Аварийный останов с помощью панели
управления
Аварийный останов с пульта обучения
Техническое обслуживание пульта
управления
Техническое обслуживание пульта обучения
{
{
{
{
{
{
{
{
{
{
{
{
{
{
{
{
{
{
{
{
{
{
{
{
{
{
{
{
{
{
{
{
В целях обеспечения безопасности при эксплуатации, программировании и техническом
обслуживании оператор, программист, обучающий оператор и специалист по техническому
обслуживанию должны использовать указанные ниже средства индивидуальной защиты.
•
•
•
Подходящая спецодежда
Защитная обувь
Каска
s-2
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
B-83494RU/08
2
ОПРЕДЕЛЕНИЕ ПРЕДУПРЕЖДАЮЩИХ
НАДПИСЕЙ
Чтобы обеспечить безопасность пользователя и предотвращения повреждения машины, в данном
руководстве каждый предосторожности по безопасности сопровождается предупреждающей
надписью
«ПРЕДУПРЕЖДЕНИЕ» или «ВНИМАНИЕ» в зависимости от степени тяжести.
Дополнительная информация обозначается
надписью «ПРИМЕЧАНИЕ». Прежде чем использовать робота, изучите предупреждающие
надписи и примечания.
Обозначение
ПРЕДУПРЕЖДЕНИЕ
ВНИМАНИЕ
ПРИМЕЧАНИЕ
3
Определение
Данное обозначение используется, когда невыполнение указанной
процедуры может привести к серьезной травме или смерти
пользователя.
Данное обозначение используется, когда невыполнение указанной
процедуры может привести к травме средней тяжести или поломке
оборудования.
Данное обозначение используется для дополнительного пояснения,
не связанного с предупреждающими надписями.
ПРОЦЕДУРА ПЕРЕМЕЩЕНИЯ РУКИ
РОБОТА ПРИ ОТКЛЮЧЕННОМ ПИТАНИИ
В АВАРИЙНЫХ СИТУАЦИЯХ И ПРИ
НЕИСПРАВНОСТИ
Если работник по какой-то причине находится рядом с роботом или в робот ограничил его
пространство перемещения, немедленно прекратите подачу питания на РТК, отодвиньте руку
робота, смените положение робота и освободите работника.
s-3
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
4
(1)
B-83494RU/08
ПРЕДУПРЕЖДАЮЩИЕ ТАБЛИЧКИ
«ВНИМАНИЕ!» И «ПРЕДУПРЕЖДЕНИЕ!»
Табличка «Транспортировка»
(за исключением 7C/7LC)
Рис. 4 (a) Табличка «Транспортировка»
(7C/7LC)
Описание
При транспортировке робота выполняйте требования, указанные на данной табличке.
1)
2)
3)
(2)
Используйте кран грузоподъемностью не менее 100 кг.
Используйте не менее четырех строп с грузоподъемностью каждой не менее 100 кг.
Используйте не менее четырех скоб и рым-болтов с допустимой нагрузкой не менее 784 Н
(80 кгс) на каждый болт.
Табличка смазки (если заказан смазочный комплект
A05B-1142-K021, A05B-1142-K026)
每 向 前 推 动 柱 塞 2.5mm,
就 会 有 1ml的 润 滑 脂 被 推 出 来 。
轴
量
供脂时
(за исключением 7C/7L)
(7C/7LC)
Рис. 4 (b) Табличка смазки
s-4
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
B-83494RU/08
Описание
При транспортировке робота выполняйте требования, указанные на данной табличке.
1)
2)
(3)
Перед заполнением цилиндра смазкой из тюбика, сожмите тюбик, чтобы размягчить смазку.
При нажатии на плунжер на 2,5 мм выходит 1 мл смазки.
Табличка «Рабочее пространство и грузоподъемность»
Следующая табличка добавляется, если запрашивается спецификация CE.
(за исключением 7H/14L)
(7H)
(14L)
Рис. 4 (c) Табличка «Рабочее пространство и грузоподъемность»
s-5
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
ВВЕДЕНИЕ
B-83494RU/08
ВВЕДЕНИЕ
В данном руководстве описаны процедуры технического обслуживания следующих механических
блоков:
Наименование модели
Робот FANUC LR Mate 200iD
Робот FANUC LR Mate 200iD/7H
Механический блок
Номер спецификации
Максимальная
нагрузка
A05B-1142-B201
A05B-1142-B211
Исполнение с 5 осями
A05B-1142-B221
Исполнение для чистых
производственных
помещений
Исполнение для
промывки
Робот FANUC LR Mate 200iD/7C
Робот FANUC LR Mate 200iD/7WP
Робот FANUC ARC Mate 50iD
Робот FANUC LR Mate 200iD/7L
A05B-1142-B231
A05B-1142-B251
A05B-1142-B301
7кг
A05B-1142-B321
Робот FANUC LR Mate 200iD/7LC
Робот FANUC ARC Mate 50iD/7L
Робот FANUC LR Mate 200iD/14L
A05B-1142-B351
A05B-1142-B341
Примечания
Исполнение с длинной
рукой
Исполнение с длинной
рукой, предназначенное
для чистых
производственных
помещений
Исполнение с длинной
рукой
14кг
ПРИМЕЧАНИЕ
В настоящем документе используются следующие сокращения.
Стандартная: LR Mate 200iD, ARC Mate 50iD
7H: LR Mate 200iD/7H
7C: LR Mate 200iD/7C
7WP: LR Mate 200iD/7WP
7L: LR Mate 200iD/7L, ARC Mate 50iD/7L
7LC: LR Mate 200iD/7LC
14L: LR Mate 200iD/14L
p-1
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
ВВЕДЕНИЕ
B-83494RU/08
Табличка с номером спецификации механического блока прикреплена в месте, указанном на
рисунке ниже. Перед прочтением данного руководства проверьте номер спецификации
используемого механического блока.
(1)
TYP E
(2 )
NO .
DA TE
W E IG H T
(3)
( 4)
(5)
kg
Расположение таблички с указанием номера спецификации механического блока
ТАБЛИЦА 1
ОБОЗНАЧЕНИЯ
ЛИТЕРЫ
(1)
(2)
(3)
(4)
(5)
Наименование
модели
ТИП
№
ДАТА
МАССА, кг
(без
контроллера)
Робот FANUC
LR Mate 200iD
A05B-1142-B201
25
Робот FANUC
LR Mate 200iD/7H
A05B-1142-B211
24
Робот FANUC
LR Mate 200iD/7C
A05B-1142-B221
25
Робот FANUC
LR Mate 200iD/7WP
A05B-1142-B231
Робот FANUC
ARC Mate 50iD
A05B-1142-B251
Робот FANUC
LR Mate 200iD/7L
A05B-1142-B301
27
Робот FANUC
LR Mate 200iD/7LC
A05B-1142-B321
27
Робот FANUC
ARC Mate 50iD/7L
A05B-1142-B351
27
Робот FANUC
LR Mate 200iD/14L
A05B-1142-B341
27
25
УКАЗАН
ЗАВОДСКОЙ
№
УКАЗАНЫ
ГОД И МЕСЯЦ
ВЫПУСКА
p-2
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
25
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
ВВЕДЕНИЕ
B-83494RU/08
СОПУТСТВУЮЩИЕ РУКОВОДСТВА
Для роботов серии FANUC доступны следующие руководства:
Предназначено для:
операторов, проектировщиков РТК
Темы:
вопросы безопасности при проектировании,
эксплуатации и техническом обслуживании РТК
РУКОВОДСТВО ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
B-80687EN
Весь персонал, эксплуатирующий робот FANUC, а
также проектировщик системы обязаны
внимательно изучить
данное руководство.
R-30iB Mate:
РУКОВОДСТВО ПО
R-30iB Mate Plus ЭКСПЛУАТАЦИИ
контроллер
Базовые операции
B-83284EN
Список кодов аварийных
сигналов
B-83284EN-1
Опциональные функции
B-83284EN-2
Предназначено для:
операторов, программистов, инженеров по
техническому обслуживанию, проектировщиков
РТК.
Темы:
функции, технологические операции,
программирование, настройки, интерфейсы и
аварийные сигналы робота.
Назначение:
эксплуатация и обучение робота, проектирование
РТК.
Предназначено для:
инженеров по техническому обслуживанию,
проектировщиков РТК.
Темы:
монтаж, пуско-наладочные работы, подключение и
техническое обслуживание.
Назначение:
монтаж, пуско-наладочные работы, подключение и
техническое обслуживание.
РУКОВОДСТВО ПО
ТЕХНИЧЕСКОМУ
ОБСЛУЖИВАНИЮ
Стандартная: B-83525EN
Open Air: B-83555EN
В руководстве используются следующие термины.
Наименование
Термины, используемые в этом руководстве
Соединительный кабель между роботом и
контроллером
Механический блок робота
Соединительный кабель робота
Механический блок
p-3
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
СОДЕРЖАНИЕ
B-83494RU/08
СОДЕРЖАНИЕ
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ .................................................. s-1
ВВЕДЕНИЕ .................................................................................................p-1
1
ТРАНСПОРТИРОВКА И УСТАНОВКА ................................................ 1
1.1
1.2
ТРАНСПОРТИРОВКА .................................................................................. 1
УСТАНОВКА ................................................................................................. 7
1.2.1
1.3
1.4
Настройка угла монтажной поверхности ........................................................... 11
ЗОНА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ ............................................. 13
УСЛОВИЯ УСТАНОВКИ ............................................................................ 13
2
ПОДКЛЮЧЕНИЕ К КОНТРОЛЛЕРУ ................................................... 14
3
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ .......................... 16
3.1
КОНФИГУРАЦИЯ РОБОТА ....................................................................... 16
3.1.1
3.1.2
3.1.3
3.1.4
3.2
3.3
3.4
3.5
3.6
4
МОНТАЖ РАБОЧЕГО ОРГАНА НА ЗАПЯСТЬЕ ...................................... 45
УСТАНОВОЧНАЯ ПОВЕРХНОСТЬ ОБОРУДОВАНИЯ ........................... 46
НАСТРОЙКА НАГРУЗКИ ........................................................................... 48
ОПЦИОНАЛЬНЫЙ РЕЖИМ ВЫСОКОЙ ИНЕРЦИИ
(LR Mate 200iD/7H)..................................................................................... 50
ПОДКЛЮЧЕНИЕ ПНЕВМОКАНАЛОВ И СИГНАЛЬНЫХ
КАНАЛОВ К РАБОЧЕМУ ОРГАНУ..................................................... 51
5.1
5.2
5.3
6
РАБОЧЕЕ ПРОСТРАНСТВО И ЗОНА ПОМЕХ
МЕХАНИЧЕСКОГО БЛОКА ....................................................................... 26
ПОЛОЖЕНИЕ НУЛЕВОЙ ТОЧКИ И ОГРАНИЧЕНИЕ
ПЕРЕМЕЩЕНИЯ ........................................................................................ 29
РЕЖИМЫ НАГРУЗКИ НА ЗАПЯСТЬЕ ...................................................... 35
УСЛОВИЯ НАГРУЗКИ НА УСТАНОВОЧНУЮ ПОВЕРХНОСТЬ
ОБОРУДОВАНИЯ ...................................................................................... 40
РАБОЧЕЕ ПРОСТРАНСТВО ПРИ УСТАНОВКЕ ПОД УГЛОМ................ 41
МОНТАЖ ОБОРУДОВАНИЯ НА РОБОТА ........................................ 45
4.1
4.2
4.3
4.4
5
Примечание для исполнения с высокой степенью пыле- и влагозащиты ...... 22
Предостережения при выборе 7WP .................................................................... 23
Меры предосторожности для моделей 7C/ 7LC ................................................ 25
IP69K (опция)........................................................................................................ 25
ПНЕВМОКАНАЛ (ОПЦИЯ)......................................................................... 52
УСТАНОВКА КОМПЛЕКТА ПРОДУВКИ ВОЗДУХОМ (ОПЦИЯ) .............. 57
ИНТЕРФЕЙС ОПЦИОНАЛЬНЫХ КАБЕЛЕЙ ............................................. 61
НАСТРОЙКА ОГРАНИЧЕНИЯ ОСЕЙ ................................................ 64
6.1
ПРОГРАММНОЕ ИЗМЕНЕНИЕ ОГРАНИЧЕНИЯ ОСЕЙ С
ПОМОЩЬЮ DCS (ОПЦИЯ) ....................................................................... 64
c-1
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
SAFETY PRECAUTIONS
7
ПРОВЕРКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ........................... 68
7.1
ПРОВЕРКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ................................... 68
7.1.1
7.1.2
7.2
7.2.3
7.2.4
7.3
7.3.2
Замена аккумуляторных батарей
(с периодичностью проверки 1 год для встроенных батарей)
(с периодичностью проверки 1,5 года для внешних батарей) ......................... 75
Замена консистентной смазки в редукторах
(интервал проверки 4 года (15360 часов) или 2 года (7680 часов)) ................. 78
ЧИСТКА РОБОТА (7C/7LC) ....................................................................... 81
ХРАНЕНИЕ ................................................................................................. 82
МАСТЕРИЗАЦИЯ ................................................................................ 83
8.1
8.2
8.3
8.4
8.5
8.6
8.7
8.8
9
Проверка утечки масла ........................................................................................ 72
Проверка узла пневматического управления и комплекта для
продувки воздухом (опция) ................................................................................. 73
Проверка разъемов ............................................................................................... 74
Проверка механического упора .......................................................................... 74
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ .......................................................... 75
7.3.1
7.4
7.5
Ежедневные проверки .......................................................................................... 68
Периодические проверки и техническое обслуживание .................................. 69
ТОЧКИ ПРОВЕРКИ .................................................................................... 72
7.2.1
7.2.2
8
B-83494RU/08
ОБЗОР ........................................................................................................ 83
СБРОС АВАРИЙНЫХ СИГНАЛОВ И ПОДГОТОВКА К
МАСТЕРИЗАЦИИ ....................................................................................... 86
МАСТЕРИЗАЦИЯ ПО НУЛЕВОМУ ПОЛОЖЕНИЮ.................................. 86
БЫСТРАЯ МАСТЕРИЗАЦИЯ .................................................................... 90
БЫСТРАЯ МАСТЕРИЗАЦИЯ ОДНОЙ ОСИ ............................................. 93
МАСТЕРИЗАЦИЯ ОДНОЙ ОСИ ................................................................ 97
ВВОД ДАННЫХ МАСТЕРИЗАЦИИ ......................................................... 100
ПРОВЕРКА МАСТЕРИЗАЦИИ ................................................................ 102
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ .............................. 103
9.1
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ ..................................... 103
ПРИЛОЖЕНИЕ
A
ТАБЛИЦА ПЕРИОДИЧЕСКОГО ТЕХНИЧЕСКОГО
ОБСЛУЖИВАНИЯ ............................................................................. 113
B
ПРОЧНОСТЬ И МОМЕНТЫ ЗАТЯЖКИ БОЛТОВ........................... 120
C
ПРОЦЕДУРА ПОДКЛЮЧЕНИЯ ОПЦИОНАЛЬНЫХ
РАЗЪЕМОВ........................................................................................ 121
D
ИЗОЛЯЦИЯ РОБОТА ДЛЯ ДУГОВОЙ СВАРКИ ............................. 122
D.1
D.2
ИЗОЛЯЦИЯ ЗАПЯСТЬЯ .......................................................................... 122
ИЗОЛЯЦИЯ ДОПОЛНИТЕЛЬНОЙ ОСИ ................................................. 123
c-2
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
1. ТРАНСПОРТИРОВКА И УСТАНОВКА
B-83494RU/08
1
ТРАНСПОРТИРОВКА И УСТАНОВКА
1.1
ТРАНСПОРТИРОВКА
Для транспортировки робота используйте подъемный кран. Перед транспортировкой приведите
робот в указанное ниже положение. Для подъема робота с помощью транспортировочных
приспособлений используйте предусмотренные рым-болты.
ПРЕДУПРЕЖДЕНИЕ!
1 Транспортировка робота с установленным в запястье рабочим органом
нарушает устойчивость робота. Перед транспортировкой робота
демонтируйте рабочий орган.
2 Перед транспортировкой робота с помощью крана проверьте и при
необходимости затяните болты на транспортировочных приспособлениях
робота.
3 Запрещается тянуть рым-болты в боковом направлении.
Транспортировка при помощи крана (рис. 1.1 с (a)–(f))
Прикрепите к основанию робота транспортировочные приспособления и поднимите робота при
помощи четырёх строп.
ВНИМАНИЕ!
Стропы недостаточной длины могут повредить основание и защитный кожух
руки J2.
-1© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
1. ТРАНСПОРТИРОВКА И УСТАНОВКА
B-83494RU/08
Кран
クレーン
ク レ ー ン 許 容 荷 重 : 5 0 0 k g以 上
Стропа
スリング
ス リ ン グ 許 容 荷 重 : 1 0 0 k g以 上
Кран
Грузоподъемность: не менее 100 кг
Стропа
Грузоподъемность : не менее 100кг
(каждой стропы)
Скоба
Допустимая нагрузка : не менее 80
кгс/шт.
Транспортировочные
輸送部材
приспособления
703
Скоба
シ
ャックル
Транспортировочное
положение
(7H с горизонтальным
расположением
Транспортировочное
輸送姿勢
輸送姿勢
запястья в нулевом
положение
( 標 準 ,7 W P )
(7H 手 首 水 平 が 0 ° )
(стандартная / 7WP) положении)
J 1:
0°
J 1:
J 2 :- 30°
J 4:
0°
J 6:
0°
J 3:- 40°
J 4:- 45°
J 5 :- 45°
235
Примечание.
注)
1. Масса механического блока: 25кг (стандартная / 7WP)
1 . 機 構 部 質 量 : 2 5 k g ( 標 準 ,724кг
W P ) (7H)
24kg (7 H )
2. Скобы,
соответствующие
стандарту
JIS B 2801.
2. シ ャ ッ ク ル
J IS B 2 8 0 1 に 準 ず る も の を 使 用
3. Количество:
скобы, 4 шт. стропы, 4 шт.
3. 使 用 数 シ ャ ッ ク ル :4 ス リ ン グ :4
207
191
J 5:
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
0°
Транспортировочное положение
輸送姿勢
(7H с направленным вниз
(7 H 手 首 下 向 き が 0° )
запястьем в нулевом положении)
J 1:
0°
J 2:- 30°
J 3:- 40°
J 4:
J 5:
5°
0°
Рис. 1.1 (a) Транспортировка при помощи крана (задняя панель разъемов)
(стандартная/7H/7WP)
-2-
0°
J 2:- 30°
J 3 :- 40°
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
1. ТРАНСПОРТИРОВКА И УСТАНОВКА
B-83494RU/08
クレーン
Кран
ク レ ー ン 許 容 荷 重 : 5 0 0 kg以 上
Стропа
スリング
ス リ ン グ 許 容 荷 重 : 1 0 0 k g以 上
Кран
Грузоподъемность: не менее 100 кг
Стропа
Грузоподъемность : не менее 100кг
(каждой стропы)
Транспортировочные
приспособления
輸送部材
786
Скоба
シャ
ックル
Стойка
ス タンド
Скоба
Допустимая нагрузка : не менее 80
кгс/шт.
Транспортировочное
положение
Транспортировочн (7H с горизонтальным
ое輸положение
расположением
送姿勢
輸送姿勢
(стандартная
запястья в нулевом
( 標 準 ,7 W P ) /
(7H 手 首 水 平 が 0° )
7WP)
положении)
J 1:
0°
J 1:
0°
J 2:- 30°
J 2:- 30°
J 3:- 40°
J 3:- 40°
J 4:
0°
J 4:- 45°
J 5:- 45°
J 5:
0°
J 6:
0°
Транспортировочное положение
輸с送направленным
姿勢
(7H
вниз
(7H 手 首 下 向 き が 0° )
запястьем в нулевом положении)
J 1:
190
130
235
207
130
191
0°
J 2:- 30°
J 3:- 40°
J 4:
J 5:
5°
0°
Примечание.
注)
1.
Масса механического блока: 25кг (стандартная / 7WP)
1 . 機 構 部 質 量 : 2 5 k g ( 標 準 ,7 W P )
24кг (7H)
24kg ( 7H )
2.
Скобы, соответствующие
стандарту JIS B 2801.
2. シ ャ ッ ク ル
J IS B 28 0 1に 準 ず る も の を 使 用
3. 3 . 使
Количество:
4 リшт.
4 шт.
用 数 シ ャ ッ クскобы,
ル :4 ス
ン グ :стропы,
4
Рис. 1.1 (b) Транспортировка при помощи крана (нижняя панель разъемов)
(стандартная/7H/7WP)
-3© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
1. ТРАНСПОРТИРОВКА И УСТАНОВКА
B-83494RU/08
クレーン
Кран
ク レ ー ン 許 容 荷 重 : 5 0 0 k g以 上
Стропа
スリング
ス リ ン グ 許 容 荷 重 : 1 0 0 k g以 上
Кран
Грузоподъемность: не менее 100 кг
Стропа
Грузоподъемность : не менее 100кг
(каждой стропы)
798
Транспортировочные
приспособления
輸送部材
Скоба
シャックル
Скоба
Допустимая нагрузка : не менее
80 кгс/шт.
Транспортировочное
положение
輸送姿勢
J 1:
0°
J 2:- 30°
J 3:- 40°
J 4:
0°
J 5:- 50°
235
217
J 6:
246
0°
注)
Примечание.
1.
Масса механического блока: 27кг
1. 機 構 部 質 量 :27kg
2. 2 . Скобы,
シ ャ ッ ク ルсоответствующие
J IS B 2 8 0 1 に 準 ず るстандарту
も の を 使 用 JIS B 2801.
使 用 数 シ ャ ッ クскобы,
ル : 4 ス4リшт.
ン グ : стропы,
4
3. 3 . Количество:
4 шт.
Рис. 1.1 (c) Транспортировка при помощи крана (задняя панель разъемов) (7L/14L)
Кран
クレーン
ク レ ー ン 許 容 荷 重 : 5 0 0 k g以 上
スリング
Стропа
ス リ ン グ 許 容 荷 重 : 1 0 0 k g以 上
Кран
Грузоподъемность: не менее 100 кг
Стропа
Грузоподъемность : не менее 100кг
(каждой стропы)
Транспортировочные
798
приспособления
輸送部材
シ
ャックル
Скоба
Скоба
Допустимая нагрузка : не менее 80 кгс/шт.
Транспортировочное
положение
輸送姿勢
J 1:
0°
J 2:- 30°
J 3:- 40°
J 4:
0°
J 5:- 50°
J 6:
130
190
217
235
0°
130
246
Примечание.
注)
1.
Масса механического блока: 27кг
1. 機 構 部 質 量 :27kg
2.
Скобы, соответствующие стандарту JIS B 2801.
2. シ ャ ッ ク ル
J IS B 2801に 準 ず る も の を 使 用
3.
4 :шт.
стропы, 4 шт.
3 . 使 用Количество:
数 シ ャ ッ ク ル : скобы,
4 ス リ ング
4
Рис. 1.1 (d) Транспортировка при помощи крана (нижняя панель разъемов) (7L/14L)
-4© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
1. ТРАНСПОРТИРОВКА И УСТАНОВКА
B-83494RU/08
クКран
レーン
Кран
クレーン
Грузоподъемность:
не менее 100 кг
可 搬 質 量 : 1 0 0 k g以 上
Стропа
Грузоподъемность : не менее 100кг
スリング
(каждой стропы)
可 搬 質 量 : 1 0 0 k g/ 本 以 上
Рым-болт
Допустимая
: не менее
ア イ ボ ル нагрузка
ト
80 кгс/шт.
許 容 荷 重 : 8 0 k gf / 個 以 上
Стропа
ス
リング
Транспортировочное
輸送姿勢
положение
J 1:
0°
J 2:- 30°
J 3:- 40°
J 4:
0°
J 5:- 45°
727
J 6:
0°
Пластиковая
プラスチック袋
A 290- 7134- X 918
упаковка
A290-7134-X918
(1)
Пластиковая упаковка
プラスチック袋
A290-7134-X918
A 290- 7134- X 918 ( 1)
Закрепите
テ ー プ に て клейкой
固 定 す るлентой
こと。
Клейкая лента
(для чистых
テ ーпроизводственных
プ
( ク リ ー ンпомещений)
ル ー ム 用)
Рым-болт
ア
イ ボ ル ト (M10)
(M 10)
(4)( 4 )
JJB-BEY-10SS41-M-ZN
B - B E Y - 10S S 41- M - Z N
380
注)
570
Клейкая лента
производственных
помещений)
テ ー プ(для
( ク リчистых
ーンル ー
ム 用)
Примечание.
1 機 構 部 質 量 :25kg
12 ア Масса
механического
кг を 使 用
イボル ト
J I S B 1 1 6 8 にблока:
準 ず る25
もの
23 使 Рым-болты,
用 数 ア イ ボ соответствующие
ル ト: 4 ス リ ン グ : 4стандарту JIS B 1168.
3
Количество: рым-болт, 4 шт. стропы, 4 шт.
Транспортировочные
輸送部材
приспособления
Рис. 1.1 (e) Транспортировка при помощи крана (7C)
-5© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
1. ТРАНСПОРТИРОВКА И УСТАНОВКА
B-83494RU/08
Кран
ク
レーン
Кран
Грузоподъемность:
не менее 100 кг
クレーン
可 搬 質 量 : 10 0kg以 上
Стропа
Стропа
ス
リ ン グ Грузоподъемность : не менее 100кг
ス リ стропы)
ング
(каждой
可 搬 質 量 : 10 0kg/ 本 以 上
Рым-болт
Допустимая
нагрузка
: не менее 80 кгс/шт.
アイボル
ト
許 容 荷 重 : 8 0 k gf / 個 以 上
Транспортировочное положение
輸送姿勢
J 1:
0°
J 2:- 30°
J 3:- 40°
J 4:
0°
820
J 5:- 50°
J 6:
0°
Полиэтиленовый
мешок
プラスチック袋
A290-7134-X918
A 290- 7134- X 918
Полиэтиленовый
мешок
プラスチック袋
A290-7134-X918
A 290- 7134- X 918
テープにて固
定 す る こлентой
と。
Закрепите
клейкой
Клейкая лента
(для чистых
テ производственных
ープ
( クпомещений)
リ ー ン ル ー ム 用)
Рым-болт
ア イ ボ ル ト (M10)
(M 10)
J B - B E Y - 1 0 S S 4 1 - M - Z N(4)
(4)
JB-BEY-10SS41-M-ZN
380
570
Клейкая лента
помещений)
テ ー (для
プ ( ク чистых
リ ー ン ル производственных
ー ム 用)
注)
Примечание.
1
部 質 量механического
:2 7 kg
1 機 構Масса
блока: 27 кг
2 ア イ ボ ル ト J IS B 1 1 68 に 準 ず る も の を 使 用
2
Рым-болты, соответствующие стандарту JIS B 1168.
3 使 用 数 ア イ ボ ル ト:4 ス リ ン グ :4
3
Количество: рым-болт, 4 шт. стропы, 4 шт.
Транспортировочные
輸送部材
приспособления
Рис. 1.1 (f) Транспортировка при помощи крана (7LC)
ПРИМЕЧАНИЕ
Информация о модели LR Mate 200iD/7C/7LC
1 Перед отгрузкой робот LR Mate 200iD/7C/7LC проходит очистку в чистом
помещении, накрывается антистатической пленкой и упаковывается, как это
показано на рис. 1.1(e),(f).
2 Транспортный лист можно использовать в чистом помещении в качестве
меры защиты от опрокидывания. После очистки лист можно установить в
чистом помещении вместе с роботом.
3 Антистатическую пленку можно снять в чистом помещении.
4 Для подъема робота во время установки используйте рым-болты, как это
показано на рис. 1.1 (e), (f).
5 После установки робота снимите рым-болты.
6 После транспортировки закрепите робота, как это описано в разделе 1.2.
-6© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
1. ТРАНСПОРТИРОВКА И УСТАНОВКА
B-83494RU/08
1.2
УСТАНОВКА
На рис. 1.2 (a) и (b) показаны размеры основания робота.
На рис. 1.2 (c) показаны размеры крышки разъемов для опции IP69K.
ВНИМАНИЕ!
Плоскостность установочной поверхности робота должна быть меньше или
равна 0,5 мм.
Наклон установочной поверхности робота должен быть меньше или
равен 0,5°
Если основание робота установлено на неровной поверхности, это может
привести к поломке основания или снижению производительности робота.
Передняя
正 面 сторона
( 7 )
J 1 軸 旋 回вращения
中心
Центр
оси J1
8 2 .5
4 - O1 1
165
8 2 .5
貫通
сквозное
( 13 )
190
( 7 )
( 7 )
95
198
( 13 )
15
165
( 7 )
( 13 )
( 13 )
95
200
190
Установочная
突き 当て 面
поверхность
Рис. 1.2 (a) Размеры основания робота (задняя соединительная панель)
-7© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
1. ТРАНСПОРТИРОВКА И УСТАНОВКА
B-83494RU/08
Передняя
сторона
正面
J 1軸 旋 回 中
心
Центр
вращения
оси J1
165
4 - O1 1
8 2 .5
貫通
сквозное
200
R
92
95
165
*
35
190
8 2 .5
*
15
*
21
R
*
R
5°
21
*
Установочная поверхность
突き当て面
5°
* 3
*
92
95
190
*) Соблюдайте
осторожность
при
*) 設置面の 取り付
け 穴 と ボ ル トの 干 渉
に ごстыковке
注 意 下 さ い 。крепежных отверстий и болтов.
.
Рис. 1.2 (b) Размеры основания робота (нижняя панель разъемов)
190
95
95
190
95
コ ネ クКрышка
タカバ ー
173
157
разъемов
23
144
Кабельная
ケ ー ブ ル タイ
стяжка
23
154
Соединительный
ロ ボ ッ ト接 続
кабель
ケ робота
ーブル
Рис. 1.2 (c) Размеры крышки разъемов для опции IP69K (задняя панель разъемов)
ПРИМЕЧАНИЕ
На нижней панели разъемов отсутствует крышка.
-8© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
1. ТРАНСПОРТИРОВКА И УСТАНОВКА
B-83494RU/08
На рис. 1.2 (d) и в таблице 1.2 (а)–(c) указаны сила и момент, действующие на плиту основания. В
таблицах 1.2 (d)–(f) указаны расстояние и время до остановки робота на осях J1–J3 во время
останова с отключением питания, контролируемого останова или плавного останова после подачи
сигнала останова. Используйте указанные в таблице данные при определении прочности
установочной поверхности.
ПРИМЕЧАНИЕ
В таблицах 1.2 (d)–(f) приведены измеренные контрольные значения,
соответствующие требованиям ISO10218-1.
Значения отличаются в зависимости от модели робота, грузоподъемности и
программы. Проверьте фактическое значение измерением. На значения,
указанные в таблице 1.2 (d), влияет рабочее состояние робота и количество
остановок с отключением серводвигателя. Периодически проводите
измерения для проверки фактических значений.
Таблица 1.2 (a) Сила и момент, действующие на основание J1 (стандартная7H/7WP/7C)
Вертикальная
Горизонтальная
Горизонтальный
Вертикальный
составляющая
составляющая
момент
момент
силы
силы
MH (Нм)
MV (Нм)
FV (Н)
FH (Н)
В состоянии покоя
Во время ускорения
или замедления
Во время останова с
отключением питания
115,5
313,6
0
0
605,2
595,2
289,1
860,3
768,3
1054,6
402,2
1100,1
Таблица 1.2 (b) Сила и момент, действующие на основание J1 (7L/7LC)
Вертикальная
Вертикальный
Горизонтальная
Горизонтальный
составляющая
момент
составляющая силы
момент
силы
MV (Нм)
MH (Нм)
FH (Н)
FV (Н)
В состоянии покоя
Во время ускорения
или замедления
Во время останова с
отключением питания
147,3
333,2
0
0
439,8
602,1
336,3
784,8
1657,2
1612,7
1285,6
1656,8
Таблица 1.2 (c) Сила и момент, действующие на основание J1 (14L)
Вертикальная
Вертикальный
Горизонтальная
Горизонтальный
составляющая
момент
составляющая силы
момент
силы
MV (Нм)
FH (Н)
MH (Нм)
FV (Н)
В состоянии покоя
Во время ускорения
или замедления
Во время останова с
отключением питания
219,6
401,8
0
0
329,9
545,6
82,4
211,0
769,1
751,2
670,1
925,0
Таблица 1.2 (d) Время и расстояние до остановки робота после подачи сигнала останова с
отключением питания
J1
J2
J3
Время до остановки [мс]
348
284
332
Стандартная/7WP/7C
Угол остановки [град] (рад)
82,1 (1,43)
43,0 (0,75)
63,7 (1,11)
Время до остановки [мс]
372
300
398
7H
Угол остановки [град] (рад)
77,2 (1,35)
45,9 (0,80)
65,3 (1,14)
Время до остановки [мс]
372
364
324
7L/7LC
Угол остановки [град] (рад)
69,0 (1,20)
57,3 (1,00)
54,4 (0,95)
Время до остановки [мс]
36
72
112
14L
Угол остановки [град] (рад)
1,7 (0,03)
2,1 (0,04)
2,5 (0,04)
-9© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
1. ТРАНСПОРТИРОВКА И УСТАНОВКА
B-83494RU/08
Таблица 1.2 (e) Время и расстояние до остановки робота после подачи сигнала контролируемого
останова
J1
J2
J3
Время до остановки [мс]
516
516
540
Стандартная/7WP/7C
Угол остановки [град] (рад)
128,4 (2,24)
92,0 (1,61)
122,7 (2,14)
Время до остановки [мс]
516
508
524
7H
Угол остановки [град] (рад)
129,0 (2,25)
92,6 (1,62)
124,1 (2,16)
Время до остановки [мс]
524
508
540
7L/7LC
Угол остановки [град] (рад)
106,9 (1,86)
79,6 (1,39)
117,9 (2,06)
Таблица 1.2 (f) Время и расстояние до остановки робота после подачи сигнала плавного останова
J1
J2
J3
Время до остановки [мс]
504
440
392
Стандартная/7WP/7C
Угол остановки [град] (рад)
83,0 (1,45)
56,9 (0,99)
87,9 (1,53)
Время до остановки [мс]
504
504
320
7L/7LC
Угол остановки [град] (рад)
93,0 (1,62)
51,8 (0,90)
65,8 (1,15)
Время до остановки [мс]
596
488
488
14L
Угол остановки [град] (рад)
25,7 (0,45)
14,2 (0,25)
13,4 (0,23)
MV
F
F
V
H
MH
Рис. 1.2 (d) Сила и момент, действующие на основание J1
- 10 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
1. ТРАНСПОРТИРОВКА И УСТАНОВКА
B-83494RU/08
1.2.1
Настройка угла монтажной поверхности
Если робот не крепится к полу, проверьте правильность монтажного угла по приведенной ниже
процедуре:
Тип установки приводится в разделе 3.1.
1
2
3
Включите контроллер клавишами [PREV] и [NEXT]. Выберите [3 Controlled start].
Нажмите клавишу [MENU] и выберите 9 MAINTENANCE.
Выберите робот, угол установки которого необходимо изменить, и нажмите клавишу
[ENTER].
ROBOT MAINTENANCE
CTRL START MANU
Setup Robot System Variables
Group Robot Library/Option Ext Axes
1
LR Mate 200iD
0
[TYPE]ORD NO
4
5
AUTO
MANUAL
Нажмите клавишу [F4].
Нажимайте клавишу [ENTER], пока на экране не появится следующее.
*******Group 1 Initialization************
*************LR Mate 200iD*************
--- MOUNT ANGLE SETTING --0 [deg] : floor mount type
90 [deg] : wall mount type
180 [deg] : upside-down mount type
Set mount_angle (0-180[deg])->
Default value = 0
- 11 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
1. ТРАНСПОРТИРОВКА И УСТАНОВКА
6
B-83494RU/08
Введите угол установки согласно рис. 1.1.2 (a). Для исполнения 7H с направленным вниз
запястьем в нулевом положении допустим только напольный монтажом и монтаж в
перевернутом положении.
+
Угол
設置角度
монтажной
поверхности
Рис. 1.2.1 (a) Монтажный угол робота
7
Нажимайте клавишу [ENTER], пока на экране снова не появится следующее.
ROBOT MAINTENANCE
CTRL START MANU
Setup Robot System Variables
Group Robot Library/Option Ext Axes
1
LR Mate 200iD
0
[TYPE]ORD NO
8
AUTO
MANUAL
Нажмите клавишу [FCTN] и выберите 1 START (COLD).
- 12 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
1. ТРАНСПОРТИРОВКА И УСТАНОВКА
B-83494RU/08
1.3
ЗОНА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
500
250
190
500
На рис. 1.3 (а) показана зона технического обслуживания механического блока. Обеспечьте
достаточное пространство для мастеризации робота. Информация о мастеризации робота
приведена в главе 8.
(* )
500
500
(На нижней панели разъемов)
(底 面 分 線 盤 の
場合)
500
(*)
(* )
620
6 2 0(стандартная/7H/7C/7WP)
(標 準 / 7H / 7C / 7W P )
705
7 0 5(7L/7LC/14L)
(7L / 7L C )
Рис. 1.3 (a) Зона технического обслуживания
1.4
УСЛОВИЯ УСТАНОВКИ
Ниже приводятся предупреждения об условиях установки.
См. также спецификации, приведенные в разделах 3.1 и 3.2.
ВНИМАНИЕ!
1 Если используется опциональная внешняя батарея, закрепите батарей
отсек в месте, где отсутствует вибрация, и предусмотрите ее защиту от
попадания пыли и влаги.
2 Повреждение изоляции на соединительном кабеле робота и кабеле
внешней батареи приводит к попаданию воды. Соблюдайте осторожность
при прокладке кабеля; замените кабель, если он поврежден.
- 13 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
2. ПОДКЛЮЧЕНИЕ К КОНТРОЛЛЕРУ
2
B-83494RU/08
ПОДКЛЮЧЕНИЕ К КОНТРОЛЛЕРУ
Робот подключается к контроллеру с помощью силового и сигнального кабелей. Подключите эти
кабели к разъемам на задней стороне основания робота. Убедитесь, что кабель заземления
подключен.
Информация о пневматических и опциональных кабелях приведена в главе 5.
ПРЕДУПРЕЖДЕНИЕ!
Перед включением контроллера убедитесь, что робот и контроллер
заземлены. В противном случае есть опасность поражения электрическим
током.
ВНИМАНИЕ!
1 Перед подключением кабелей убедитесь, что питание контроллера
отключено.
2 Спиральные кабели длиной более 10 м размотайте перед использованием.
Длинный спиральный кабель может нагреться и получить повреждение.
3 Если используются внешние батареи, не отключайте их после отключения
питании контроллера. Замена батарей при отключенном питании робота
приведет к потере всех текущих данных позиционирования. В результате
потребуется повторная мастеризация робота.
Робот
R obo t
Контроллер
C o n t r o lle r
силовой
кабель
c a b le
f o r p oиwсигнальный
e r a n d s ign a lкабель
e a rКабель
t h c a b leзаземления
Воздух
A ir
Разъем
C o nдля
n e c tсилового
o r fo r
и сигнального
p o w e r a n dкабеля
s ign a l
Заземление
E a rt h
Детальный вид A
D e t a il A
A
Рис. 2 (a) Присоединение кабелей (задняя панель разъемов)
- 14 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
2. ПОДКЛЮЧЕНИЕ К КОНТРОЛЛЕРУ
B-83494RU/08
Робот
R obot
Контроллер
C o n t r o lle r
силовой
c a b le f oкабель
r p o w eиrкабель
a n d b rтормоза
a ke
заземления
e aКабель
rt h c a b
le
Разъем
C o n n eдля
c t oсилового
r fo r и сигнального
кабеля
p o w e r a n d s ign a l
Воздух
A ir
A
Заземление
E arth
Детальный вид A
D e t a il A
Рис. 2 (b) Присоединение кабелей (нижняя панель разъемов)
- 15 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
3
3.1
B-83494RU/08
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ
ХАРАКТЕРИСТИКИ
КОНФИГУРАЦИЯ РОБОТА
J3ン
JКорпус
3ハ ウ ジ
Двигатель
J 4軸
оси
J4モ ー タ
グ
Двигатель
оси J5
J 5軸 モ ー タ
Двигатель
оси J6
ータ
Установочная
エ
ン ドエ フ ェ ク タ 取 付 面
поверхность рабочего
органа
J 6軸 モ
手 首 запястья
ユニット
Блок
Рука
J 3 ア J3
ーム
Рука
J 2 ア J2
ーム
J 3 軸 モ ー タоси J3
Двигатель
Двигатель
J 2 軸 モ ー タоси J2
JОснование
2ベ ー ス
J2
Основание
J 1 ベ ー ス J1
Двигатель
J 1 軸 モ ー タоси J1
Рис. 3.1 (a) Конфигурация механического блока (за исключением 7H)
Корпус
J 3 ハ ウJ3
ジング
Двигатель
J 4 軸 モ ー оси
タ J4
Двигатель
J 5 軸 モ ー оси
タ J5
Установочная
エ ン ドエ フ ェ ク タ
поверхность
取付面
рабочего органа
Блок
手 首запястья
ユニット
Рука
J 2 アJ2ー ム
Рука
J3
J 3ア ー ム
J 3 軸 モ ー оси
タ J3
Двигатель
Двигатель
J 2 軸 モ ー оси
タ J2
J 2 ベ ー ス J2
Основание
Основание
J 1 ベ ー ス J1
Двигатель
J 1 軸 モ ー оси
タ J1
Рис. 3.1 (b) Конфигурация механического блока (7H)
- 16 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
X
Y
J 6
+
+
J 4
J 3
J 5 +
-
Z
+
-
-
J 2
+
-
J 1
+
*В* A
этом
положении
ll a xe
s a r e 0 ° все
a t tоси
h is находятся
p o s t u r e на 0°.
Рис. 3.1 (c) Координаты всех осей и механического интерфейса (за исключением 7H)
+
X
Y
J 5
+
Z
J 3
J 4
+
-
--
J 2
+
-
J 1
+
*В
положении
* Aэтом
ll a xe
s a r e 0 ° все
a t tоси
h is находятся
p o s t u r e на 0°.
Рис. 3.1 (d) Координаты всех осей и механического интерфейса
(7H с горизонтальным расположением запястья в нулевом положении)
- 17 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
+
+
Y
J 3
J 4
-
-
-
X
J 5
J 2
+
Z
+
-
J 1
+
находятся
* A*Вll этом
a xe sположении
a r e 0 ° aвсе
t t hоси
is p
o s t u r e на 0°.
Рис. 3.1 (e) Координаты всех осей и механического интерфейса
(7H с направленным вниз запястьем в нулевом положении)
ПРИМЕЧАНИЕ
На фланце рабочего органа координаты механического интерфейса в
центре установочной поверхности равны 0, 0, 0.
- 18 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
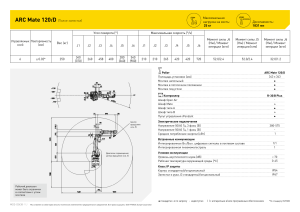
Таблица 3.1 (a) Технические характеристики (1/2) (примечание 1)
Пункт
Технические характеристики
LR Mate 200iD, ARC Mate 50iD
LR Mate 200iD/7H
LR Mate 200iD/7C, LR Mate 200iD/7WP
Сочлененный
6 осей (J1, J2, J3, J4, J5, J6)
5 осей (J1, J2, J3, J4, J5)
717мм
Напольный монтаж, монтаж в перевернутом положении (монтаж под углом)
340°/360° (опция) (450°/с)
5,93/6,28 рад(опция) (7,85 рад/с)
245° (380°/с)
4.28рад (6.63рад/с)
420° (520°/с)
7.33рад (9.08рад/с)
380° (550°/с)
250° (545°/с)
6.63рад (9.60рад/с)
4.36рад (9.51рад/с)
250° (545°/с)
720° (1500°/с)
4.36рад (9.51рад/с)
12.57рад (26.18рад/с)
720° (1000°/с)
12.57рад (17.45рад/с)
Модель
Тип
Управляемая ось
Вылет
Монтаж (ПРИМЕЧАНИЕ 2)
Ось J1
Ось J2
Диапазон
перемещений
(Макс. скорость)
(ПРИМЕЧАНИЕ 3)
Ось J3
Ось J4
Ось J5
Ось J6
Макс.
грузоподъемность
(ПРИМЕЧАНИЕ 4)
Допустимый
момент нагрузки
на запястье
Допустимая
инерция нагрузки
на запястье
Запястье
Ось J4
16.6Нм
Ось J5
16.6Нм
Ось J6
Ось J4
9.4Нм
2
0,47 кгxм
Ось J5
0,47 кгxм
Ось J6
0,15 кгxм
Электрический сервопривод переменного тока
Условия эксплуатации
ПРИМЕЧАНИЕ 2
ПРИМЕЧАНИЕ 3
ПРИМЕЧАНИЕ 4
16.6Нм
4.0Нм
5,5 Нм (примечание 5)
2
0,47 кгxм
2
0,046 кгxм
2
0,15 кгxм (примечание 5)
2
2
Тип привода
Повторяемость
(ПРИМЕЧАНИЕ 6)
Масса (ПРИМЕЧАНИЕ 7)
Защита от попадания пыли и
влаги (ПРИМЕЧАНИЕ 8)
Уровень акустического шума
ПРИМЕЧАНИЕ 1
7 кг
±0,01мм
25кг
24кг
Соответствует IP67 (опция: IP69K) (за исключением 7C, 7LC)
Соответствует IP67, класс 10 (ISO класс 4) (опция: IP69K) (7C)
Менее 70дБ (ПРИМЕЧАНИЕ 9)
Температура окружающей среды: 0 - 45°C (примечание 10)
Влажность воздуха:
относительная влажность не более 75% в нормальных
условиях. Не допускается образование конденсата и
инея.
Кратковременно (в течение одного месяца) макс. 95%
отн. влаж.
Высота:
До 1000 м над уровнем моря
без дополнительных условий к положению робота.
2
Вибрация:
не более 4,9 м/с (0,5 G)
Без агрессивных газов (ПРИМЕЧАНИЕ 11)
Даже при эксплуатации робота в указанных условиях программы перемещения
могут сократить срок службы редуктора или вызвать перегрев робота.
Используйте ROBOGUIDE (средство поддержки проектирования РТК от
FANUC) для дальнейшей оценки перед использованием в производстве.
В указанных условиях монтажа диапазон перемещений осей J1 и J2 ограничен.
См раздел 3.6. Для исполнения 7H с направленным вниз запястьем в нулевом
положении допустим только напольный монтажом и монтаж в перевернутом
положении.
При движении на короткие расстояния осевая скорость может не достигать
максимальной указанной величины.
При установке оборудования общая масса, включая оборудование и
соединительные кабели, а также их размах не должны превышать это значение.
Раздел 3.5.
- 19 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ПРИМЕЧАНИЕ 5
B-83494RU/08
Это значение соответствует режиму высокой инерции. См. раздел 4.4 о способе
замены.
ПРИМЕЧАНИЕ 6 Соответствует стандарту ISO 9283.
ПРИМЕЧАНИЕ 7 Без учета массы блока управления.
ПРИМЕЧАНИЕ 8 Запрещается применять любую жидкость, повреждающую материал уплотнения,
например, органический растворитель, кислоту, щелочные и хлористые
соединения или СОЖ. (См. пункт 3.1.1.)
ПРИМЕЧАНИЕ 9 Указан эквивалентный уровень непрерывного звукового давления в децибелах А
в соответствии с ISO11201 (EN31201). Данный уровень измерен в следующих
условиях:
- при максимальной нагрузке и скорости;
- в автоматическом режиме работы (AUTO).
ПРИМЕЧАНИЕ 10 Когда робот используется при низкой температуре окружающей среды, близкой
к 0ºC, или простаивает в течение длительного времени в окружающей среде при
температуре ниже 0ºC (несколько дней или ночь), может сработать аварийный
сигнал обнаружения столкновения (SRVO –050) или иной сигнал из-за
изменения вязкостного сопротивления жидкости в приводном механизме. В
этом случае рекомендуется выполнить прогрев длительностью несколько минут.
ПРИМЕЧАНИЕ 11 Если планируется эксплуатировать робот в условиях высоких/низких
температур, сильной вибрации, запыленности, наличия воды или водяного пара,
брызг СОЖ или чистящих средств, а также при наличии других посторонних
веществ, обратитесь к сервисному представителю.
- 20 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
Таблица 3.1 (b) Технические характеристики (2/2) (примечание 1)
Пункт
Технические характеристики
LR Mate 200iD/7L
ARC Mate 50iD/7L
LR Mate 200iD/14L
LR Mate 200iD/7LC
Сочлененный
6 осей (J1, J2, J3, J4, J5, J6)
911мм (грузоподъемность <12кг)
911мм
820мм (грузоподъемность <12кг)
Напольный монтаж, монтаж в перевернутом положении (монтаж под углом)
340°/360° (опция) (370°/с)
340°/360° (опция) (120°/с)
5.93рад/6.28рад(опция) (6.45рад/с)
5,93/6,28 рад (опция) (2,09 рад/с)
245° (310°/с)
245° (61°/с)
4.28рад (5.41рад/с)
4.28 рад (1,06 рад/с)
430° (410°/с)
430° (58°/с)
7.50рад (7.15рад/с)
7,50 рад (1,01 рад/с)
380° (550°/с)
380° (400°/с)
6.63рад (9.60рад/с)
6,63 рад (6,98 рад/с)
250° (545°/с)
250° (240°/с)
4.36рад (9.51рад/с)
4,36 рад (4,19 рад/с)
720° (1000°/с)
720° (400°/с)
12.57рад (17.45рад/с)
12,57 рад (6,98 рад/с)
Модель
Тип
Управляемая ось
Вылет
Монтаж (ПРИМЕЧАНИЕ 2)
Ось J1
Ось J2
Диапазон
перемещений
(Макс. скорость)
(ПРИМЕЧАНИЕ 3)
Ось J3
Ось J4
Ось J5
Ось J6
Макс.
грузоподъемность
(ПРИМЕЧАНИЕ 4)
Допустимый
момент нагрузки
на запястье
Запястье
Ось J4
Ось J5
Ось J6
Ось J4
Ось J5
Ось J6
Допустимая
инерция нагрузки
на запястье
Тип привода
Повторяемость
(ПРИМЕЧАНИЕ 5)
Масса (ПРИМЕЧАНИЕ 6)
Защита от попадания пыли и
влаги (ПРИМЕЧАНИЕ 7)
Уровень акустического шума
Уровень акустического шума
ПРИМЕЧАНИЕ 1
ПРИМЕЧАНИЕ 2
ПРИМЕЧАНИЕ 3
ПРИМЕЧАНИЕ 4
ПРИМЕЧАНИЕ 5
ПРИМЕЧАНИЕ 6
7кг
14кг
16.6Нм
31,0 Н·м
16.6Нм
31,0 Н·м
9.4Нм
13.4Нм
2
2
0,47 кгxм
0,66 кгxм
2
2
0,47 кгxм
0,66 кгxм
2
2
0,15кгxм
0,30кгxм
Электрический сервопривод переменного тока
±0,01мм
27кг
Соответствует IP67 (опция: IP69K) (за исключением 7LC)
Соответствует IP67, класс 10 (ISO класс 4) (7LC)
64,7 дБ (ПРИМЕЧАНИЕ 8)
Температура окружающей среды: 0 - 45°C (примечание 9)
Влажность воздуха:
относительная влажность не более 75% в нормальных
условиях. Не допускается образование конденсата и
инея.
Кратковременно (в течение одного месяца) макс. 95%
отн. влаж.
Высота:
До 1000 м над уровнем моря
без дополнительных условий к положению робота.
2
Вибрация:
не более 4,9 м/с (0,5 G)
Без агрессивных газов (ПРИМЕЧАНИЕ 10)
Даже при эксплуатации робота в указанных условиях программы перемещения
могут сократить срок службы редуктора или вызвать перегрев робота.
Используйте ROBOGUIDE (средство поддержки проектирования РТК от
FANUC) для дальнейшей оценки перед использованием в производстве.
В указанных условиях монтажа диапазон перемещений осей J1 и J2 ограничен.
См раздел 3.6.
При движении на короткие расстояния осевая скорость может не достигать
максимальной указанной величины. У модели 14L макс. скорость ограничена
500 мм/с.
При установке оборудования общая масса, включая оборудование и
соединительные кабели, а также их размах не должны превышать это значение.
Раздел 3.5.
Соответствует стандарту ISO 9283.
Без учета массы блока управления.
- 21 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
ПРИМЕЧАНИЕ 7
Запрещается применять любую жидкость, повреждающую материал уплотнения,
например, органический растворитель, кислоту, щелочные и хлористые
соединения или СОЖ. (См. пункт 3.1.1.)
ПРИМЕЧАНИЕ 8 Указан эквивалентный уровень непрерывного звукового давления в децибелах А
в соответствии с ISO11201 (EN31201). Данный уровень измерен в следующих
условиях:
при максимальной нагрузке и скорости;
в автоматическом режиме работы (AUTO).
ПРИМЕЧАНИЕ 9 Когда робот используется при низкой температуре окружающей среды, близкой
к 0ºC, или простаивает в течение длительного времени в окружающей среде при
температуре ниже 0ºC (несколько дней или ночь), может сработать аварийный
сигнал обнаружения столкновения (SRVO–050) или иной сигнал из-за
изменения вязкостного сопротивления жидкости в приводном механизме. В
этом случае рекомендуется выполнить прогрев длительностью несколько минут.
ПРИМЕЧАНИЕ 10 Если планируется эксплуатировать робот в условиях высоких/низких
температур, сильной вибрации, запыленности, наличия воды или водяного пара,
брызг СОЖ или чистящих средств, а также при наличии других посторонних
веществ, обратитесь к сервисному представителю.
3.1.1
1
2
3
4
Примечание для исполнения с высокой степенью пыле- и
влагозащиты
Запрещается использовать перечисленные ниже жидкости, поскольку они могут вызвать
разрушение или коррозию резиновых деталей (прокладок, сальников, кольцевых
уплотнителей) робота.
(a) Органические растворители
(b) СОЖ или чистящие средства, содержащие хлор/бензин
(c) СОЖ или чистящие средства, содержащие амин
(d) Кислоты, щелочи и прочие жидкости, вызывающие коррозию
(e) Прочие жидкости и растворы, разрушающие бутадиен-нитрильный каучук или
хлорбутадиен-каучук.
Если при эксплуатации робота на него попадают брызги жидкости (например, вода), следует
обеспечить должный отвод жидкости под основанием J1. Скопление воды под основанием J1
может вызвать неисправность.
Прокладки можно использовать повторно.
Запрещается использовать неподтвержденную жидкость.
- 22 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
3.1.2
Предостережения при выборе 7WP
Модель 7WP предполагает использование чистящих жидкостей при эксплуатации робота.
(Всегда храните жидкости при температуре не выше 60°C.)
Тип чистящей
жидкости
Производитель
Lub clean 54
TOHO Chemical Industry Co., LTD.
Sun cleaner G-2000B
SUGIMURA Chemical Industry Co., LTD.
Sun cleaner G-2100S
SUGIMURA Chemical Industry Co., LTD.
Sun cleaner G-2300F
SUGIMURA Chemical Industry Co., LTD.
Toyosol SE-78P
Toyoda Chemical Industry Co., Ltd.
Toyosol SE-91P
Toyoda Chemical Industry Co., Ltd.
Toyoknock R747P
Toyoda Chemical Industry Co., Ltd.
Toyoknock RE-777P
Toyoda Chemical Industry Co., Ltd.
Detergent 2000
NEOS Co., LTD.
Packna FD-800
YUKEN Industry CO., LTD.
Packna FD-85
YUKEN Industry CO., LTD.
Yushiro cleaner
PCW553
YUSHIRO CHEMICAL INDUSTRY CO.,
LTD.
YUSHIRO CHEMICAL INDUSTRY CO.,
LTD.
Yushiro cleaner W80
Quakerclean 624CP
Quaker Chemical Corporation
Допустимая
концентрация
Стандартный
уровень
pH
5%
Раствор в 20 частях воды
3%
Раствор в 50 частях воды
5%
Раствор в 20 частях воды
3%
Раствор в 33 частях воды
5%
Раствор в 20 частях воды
2%
Раствор в 50 частях воды
3%
Раствор в 33 частях воды
3%
Раствор в 33 частях воды
5%
Раствор в 20 частях воды
5%
Раствор в 20 частях воды
3%
Раствор в 33 частях воды
5%
Раствор в 20 частях воды
3,3%
Раствор в 30 частях воды
3%
Раствор в 30 частях воды
Запрещается использовать чистящую жидкость в недопустимой концентрации или при
недопустимой температуре.
- 23 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
10,4
10,0
10,0
10,0
10,5
10,3
10,3
9,5
11,0
9,0
11,0
9,8
9,0
9,7
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
Использование прочих чистящих жидкостей
Ниже описан порядок выбора не указанных выше чистящих жидкостей.
Выбор чистящей жидкости
Убедитесь, что уровень pH чистящей жидкости соответствует диапазону от 8,5 до 11,0. Модель LR
Mate 200iD/7WP отличается хорошей устойчивостью к щелочам, но не к кислотам или
основаниям.
Проверка с помощью набора для испытания методом погружения
(A05B-1142-K024)
В FANUC доступен набор для испытания методом погружения (A05B-1142-K024),
использующийся для проверки применимости чистящей жидкости.
Условия испытания следующие:
Концентрация : в 1,3 раза больше концентрации, планируемой к применению.
Температура : на 5 градусов Цельсия больше указанной температуры.
Срок
: 14 дней
Жидкость не подходит для использования при следующих реакциях образца. (*1)
Появление осадка: может означать растворение образца.
Коррозия металлических деталей
Изменения (набухание и проч.) резиновых деталей
(*1) На модели LR Mate 200iD/7WP отсутствует лакокрасочное покрытие. Используемые образцы
для испытаний не должны иметь лакокрасочного покрытия.
Контроль чистящей жидкости
Неправильное обращение с чистящей жидкостью приводит к дефектам, например, коррозии
деталей робота. Контролируйте ее использование, как это описано ниже
Контроль pH
Следите за уровнем pH с помощью реактивной бумаги и т. д.; уровень pH должен быть в
диапазоне от 8,5 до 11.0.
Снижение уровня pH приводит к ухудшению чистящей жидкости, а также вызывает коррозию на
деталях робота.
Фильтрация чистящей жидкости
x
Удаление посторонних материалов
Удаляйте стружку и посторонние материалы высокоэффективным фильтром и т. д. Накопление
ионов хлора в разбавленном растворе оказывает отрицательное воздействие на робота. Если ионы
хлора присутствуют в водопроводной воде, примите необходимые меры, например. установите
фильтр.
x
Удаление масла из технологических жидкостей
Рекомендуется установить маслоотделитель или другое оборудование для удаления масла. Ниже
приведены простые способы удаления.
Поглощение плавающих частиц масла неткаными материалами и т. д.
Вычерпывание плавающих частиц масла в специальный контейнер
(используйте специальный контейнер, чтобы предотвратить загрязнение).
- 24 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
Прочие пункты проверки
Внешний вид
В целях профилактики выполняйте указанные ниже проверки чистящей жидкости каждый день.
Чистота, обесцвечивание, наличие пленки или осадка
Неприятный запах
Неприятный запах появляется при размножении микроорганизмов. Проверяйте чистящую
жидкость на наличие посторонних запахов каждый день. Ниже приведены примеры неприятного
запаха.
Запах гнилых яиц, едкий запах, затхлый запах, прочий гнилостный запах
Концентрация
Чистящая жидкость теряет свои свойства при уменьшении концентрации, а слишком высокая
концентрация приводит к повреждению робота. Соблюдайте подходящую концентрацию,
указанную в паспорте чистящей жидкости.
Доливка разбавленного раствора
Количество чистящей жидкости уменьшается в результате разбрызгивания, испарения, а также
уноса жидкости на заготовках и стружке. Регулярно доливайте разбавленный раствор. Доливка
перед простоем предотвращает разложение чистящей жидкости, а также поддерживает уровень pH
и защищает от коррозии.
Рекомендуется составить контрольный список, содержащий указанные выше пункты проверки, и
записывать проведенные операции.
ПРОЧИЕ МЕРЫ ПРЕДОСТОРОЖНОСТИ
1
2
Кабели для подключения робота, контроллера и внешней батареи восприимчивы к любым
чистящим жидкостям. Подключайте их таким образом, чтобы избежать попадания брызг
чистящей жидкости.
Убедитесь, что продувка воздухом производится при должном давлении. (См. раздел 4.7.)
Выполняйте продувку при каждой остановке робота или прекращении подачи питания.
Невыполнение продувки воздухом приводит к попаданию жидкости и образованию
конденсата в механизмах.
3.1.3
1
2
3
Меры предосторожности для моделей 7C/ 7LC
Только механический блок робота отвечает требованиям чистоты класса 10. Следует
учитывать, что ни контроллер, ни соединительные кабели контроллера и робота, ни пульт
обучения не отвечают требованиям чистоты.
Информация о чистящих жидкостях приведена в пунктах 1 и 4 раздела 3.1.1.
Прокладки, извлеченные во время замены деталей или проверки, заменяйте на новые.
3.1.4
IP69K (опция)
Ниже приведено определение IP69K.
Робот распыляет жидкость под высоким давлением через плоскоструйную форсунку под углом 0°,
30°, 60°, 90°.
Длительность распыла не менее 30 секунд.
Форсунка находится на расстоянии от 100 до 150 мм от робота.
давление воды 80-100 бар; температура 80
расход воды 14-16 л/мин
После завершения испытания внутри робота не должно быть воды.
- 25 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
3.2
B-83494RU/08
РАБОЧЕЕ ПРОСТРАНСТВО И ЗОНА ПОМЕХ
МЕХАНИЧЕСКОГО БЛОКА
На рис. 3.2 с (а) до (c) изображено рабочее пространство робота. При монтаже периферийных
устройств не создавайте помех для робота и его рабочего пространства.
-170
град
170 D
EG
-180
град
(ОПЦИЯ)
- 180 D
E G (O
P T IO N )
00 град
DE G
+180
+1
8 0 Dград
E G ( O(ОПЦИЯ)
P T IO N )
71
+1 7 0 Dград
EG
+170
0
0
7
R
R
20
15
R
35 2
80 (* 1)
235
Зона помех на обратной
J 3軸 後 部 干 渉 領 域
стороне оси J3
92 (* 2)
Рабочее пространство
центра Jвращения
на作оси
J5
5軸 中 心 動
領域
50
10
75
°
75
6°
0°
30
°
28
9 97
R
0°
35
335
145
R
Центр
Jвращения
5軸 回 転
中 心оси J5
70
330
227
°
330
280°
277
190
11
2°
(*1) За исключением
( * 1 ) 7 C 以 外 7C
(*2) 7C ( * 2 ) 7 C
717
617
Рис. 3.2 (a) Рабочее пространство
(стандартная/7H/7C/7WP)
ПРИМЕЧАНИЕ
На рис. 3.2 (a) изображена стандартная модель; для модели 7H ось J5,
указанная на рисунке, соответствует оси J4.
- 26 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
-170 град
- 170 D E G
- 1 8 0 град
D E G ( O(ОПЦИЯ)
P T IO N )
-180
+180
+1 8 0 Dград
E G ( O (ОПЦИЯ)
P T IO N )
00 град
DEG
R
11
R 9
3
+1 7 0 Dград
EG
+170
6
中心
Рабочее
пространство
J 5 軸 中 心 動 作центра
領域
вращения на оси J5
Зона помех на обратной стороне
J 3 軸 J3
後部干渉領域
оси
510
J 5軸 回 転
80 (7L )
420
50
35
92 (7L C )
75
0
440
28
1191
R
280°
145
7°
°
°
°
67 1 0 0 °
452
190
11
7°
911
811
Рис. 3.2 (b) Рабочее пространство
(7L/7LC)
- 27 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
330
235
227
Центр
вращения
оси J5
2
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
Нагрузка
кг
負 荷 が 1 2 kболее
g 以 上 の12
場合
-170
- 1 7 0 Dград
EG
-180
- 1 8 0 град
D E G ( O(ОПЦИЯ)
P T IO N )
0 град
0 DE G
235
Рабочее
пространство
центра
J 5軸 中 心 動 作
領域
вращения на оси J5
82
2
3
+170
+1 7 0 Dград
EG
6
0
Центр
J 5軸 回 転
вращения
中心
оси J5
Зона помех на обратной стороне
J 3軸
後部干渉領域
оси
J3
510
80
420
50
35
R
227
R
911
75
28
1 191
R
145
7°
10
7°
6
°
0°
440
R
+18 0 D
E G ( O (ОПЦИЯ)
P T IO N )
+180
град
452
11
7°
8 20
720
911
811
負 荷 が 1 2 k g более
以 上 の 場12
合 кг
Нагрузка
Рис. 3.2 (c) Рабочее пространство
(14L)
- 28 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
330
280°
0°
190
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
3.3
ПОЛОЖЕНИЕ НУЛЕВОЙ ТОЧКИ И ОГРАНИЧЕНИЕ
ПЕРЕМЕЩЕНИЯ
На каждой управляемой оси существует нулевая точка и диапазон перемещений. Выход за
пределы программного ограничения движений оси называется перебегом (ОТ: overtravel). Перебег
контролируется по обеим сторонам ограничения перемещения на каждой оси. Робот не может
превысить диапазон перемещений, если только нулевая точка не потеряна из-за неисправности
сервосистемы или системной ошибки. Кроме того, для ограничения максимального движения
и повышения безопасности также используется механический упор.
На рис. 3.3 (a) изображено положение механического упора. Не пытайтесь отремонтировать
механический упор. Деформированный упор нарушает нормальный останов робота.
Конец
J 5 軸 ス хода
トロ ー на
ク エоси
ン ド J5
( 上 下 ) сторона и
(верхняя
нижняя сторона)
詳 細 Bвид В
Детальный
B
Механический
на оси J1
J 1 軸 機 械 式 ス トッ упор
パ
仕 様 : пружинный штифт:
Спец.:
ス プ リ ン グ ピ ン :A 6- P S - 8X 20S
A6-PS-8X20S
J 3 軸 機 械 式 ス упор
トッ パ на оси J3
Механический
仕様:
Спец.:
3 ス トッ パ : A 2 9 0 - 7 1 4 2 - X 4 2 7
УпорJ на
оси J3: A290-7142-X427
ス プ リ ン グ ピ ン :A 6- P S - 8X 20S
пружинный штифт: A6-PS-8X20S
注 : J 3 ス トッ パ を ス プ リ ン グ ピ ン に 組 み
付 け る 時 は セПри
メ ダ イустановке
ン ス ー パ ーупора
X
Примечание.
ク リпружинный
ア ) を 塗 布 し てштифт
下 さ い 。нанесите
J3 (на
Разрез
断 面 AА-А
-A
оси
Cemedine Super X (прозрачный)
(спец.: A98L-0004-0717#C).
Конец
хода
оси
J 2 軸 ス トロ
ー クна
エン
ド J2
(前 後 )
(передняя
и задняя
сторона)
A
Рис. 3.3 (a) Положение механического упора
- 29 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
A
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
На рис.3.3 (b)–(j) указаны нулевая точка, ограничение перемещения, макс. расстояние до
остановки (расстояние до остановки при максимальной скорости и максимальной нагрузке)
каждой оси.
Механический упор может деформироваться при контакте с роботом только на осях J1, J3.
Деформированный механический упор требуется заменить. Порядок замены упора на оси J3
изображен на рис. 3.3 (a). Обратитесь в представительство FANUC для получения информации о
замене механического упора на оси J1.
*
Диапазон перемещений можно изменять. Информация об изменении диапазона перемещений
приведена в главе 6 «Настройка ограничения осей».
- 170°
-170°
предел)
- 1 7 0 ° Конец
S t r o k eхода
e n d (нижний
( L o w e r lim
it )
-175°
Максимальное расстояние (положение) до
- 1 7 5 ° T h e m a x s t o p p in g d is t a n c e ( p o s it io n )
остановки
0°
+175°
до
+1 7 5 ° Максимальное
T h e m a x s t o p p inрасстояние
g d is t a n c e ( p(положение)
o s it io n )
остановки
+170°
+1 7 0 ° Конец
S t r o k eхода
e n d ((верхний
U p p e r lim предел)
it )
+ 170°
Рис. 3.3 (b) Ограничение перемещения по оси J1 (для оси J1 с поворотом на 340º)
- 180°
±180°
± 1 8 0 ° Конец
S t r o k eхода
e n d ((верхний
U p p e r lim itпредел)
, lo w e r lim it )
0°
+1 8 0 °
Рис. 3.3 (c) Ограничение перемещения по оси J1 (для оси J1 с поворотом на 360º)
- 30 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
0°
10
+ 1
45°
0°
-100° Конец хода
- 100° S tro ke e nd
(Нижний
предел)
( L o w e r lim it )
-102° Максимальное
расстояние
- 1 0 2 ° T h e m a x s t o p p in g
(положение)d is t a n c e ( p o s it io n )
до остановки
+145° Конец хода
+1 4 5 ° S t r o k e e n d
(Верхний
( U p pпредел)
e r lim it )
+147°
Максимальное расстояние (положение)
+1 4 7 ° T h e m a x s t o p p in g
до
d is tостановки
a n c e ( p o s it io n )
Рис. 3.3 (d) Ограничение перемещения по оси J2
+2 0 5 °
0°
-7
0°
+205°
Конец
+2 0 5 ° S
t r o k e e хода
nd
( U p p eпредел)
r lim it )
(Верхний
+209°+2Максимальное
0 9 ° T h e m a x s t o p расстояние
p in g
d is t a n c e ( p o s it io n )
(положение)
до остановки
-70°
Конец хода
- 70° S t ro ke e n d
(Нижний
( L oпредел)
w e r lim it )
-72° -Максимальное
расстояние
7 2 ° T h e m a x s t o p p in g
d is t a n c e ( p o(положение)
s it io n )
до остановки
Рис. 3.3 (e) Ограничение перемещения по оси J3
(стандартная/7H/7C/7WP)
- 31 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
+ 2
13°
0°
70
°
+213°
+2 1 3 ° Конец
S t r o k e хода
e nd
( U p pпредел)
e r lim it )
(Верхний
+217°
+2 1 7 ° Максимальное
T h e m a x s t o p p o inрасстояние
g
d is t a n c e ( p o s it io n )
(положение)
до остановки
-70° Конец хода
- 7 0° S t ro ke e n d
(Нижний
( L o w eпредел)
r lim it )
-72°
7 2 ° Максимальное
T h e m a x s t o p p o in gрасстояние
d is t a n c e ( p o s itдо
io n )остановки
(положение)
Рис. 3.3 (f) Ограничение перемещения по оси J3
(7L/7LC/14L)
S o f Программное
t w a r e r e s t r icограничение
t io n
0°
-190°
- 1 9 0Конец
° S tхода
r o k e(нижний
e n d (предел)
L o w e r lim it )
+190°
+1 9 0 Конец
° S t rхода
o k e (верхний
e n d ( Uпредел)
p p e r lim it )
Примечание.
N o t e ) T h eМеханический
r e is n o m e упор
c h a nотсутствует.
ic a l s t o p p e r .
Рис. 3.3 (g) Ограничение перемещения по оси J4
(за исключением 7H)
- 32 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
+1 2 5 °
S t ro ke e n d
+
12
+125° Конец хода
((Верхний
U p p e r lim it )
предел)
5°
+128° Максимальное расстояние
+1 2 8 ° T h e m a x s t o p p o in g
(положение)
is t a n c e ( p o s it io n )
до dостановки
0°
-
- 125°
S t ro ke e n d
12
-128°
Максимальное
- 128
° T h e m a xрасстояние
s t o p p o in g
(положение)
d is t a n c e ( p o s it io n )
до остановки
5°
-125° Конец хода
( L(Нижний
o w e r предел)
lim it )
Рис. 3.3 (h) Ограничение перемещения по оси J5 (за исключением 7H)
Ограничение перемещения по оси J4
(7H с горизонтальным расположением запястья в нулевом положении)
v
+215°
+2 1 5Конец
S t хода
r o k e(верхний
e n d (предел)
U p p e r lim it )
v
+218°
+2 1 8Максимальное
T h e m a xрасстояние
s t o p p in(положение)
g
до остановки
215
°
d is t a n c e ( p o s it io n )
35
-38°
3 8Максимальное
v T h e m a xрасстояние
s t o p p in(положение)
g
°
до остановки
d is t a n c e ( p o s it io n )
v
0°
-35°
- 3 5Конец
S t хода
r o k e(нижний
e n d предел)
( L o w e r lim it )
Рис. 3.3 (i) Ограничение перемещения по оси J4
(7H с направленным вниз запястьем в нулевом положении)
- 33 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
S o f t Программное
w a r e r e s t r ic t ограничение
io n
+360°
+3
6 0 ° Конец
S t r o хода
ke e nd
- 3 6 0-360°
° S tКонец
r o k e eхода
nd
(Нижний
( L o w e rпредел)
lim it )
(Верхний
( U pпредел)
p e r lim it )
+3 6 0 °
0°
- 360°
Примечание.
N o t e ) T h Механический
e r e is n o m e упор
c h a nотсутствует.
ic a l s t o p p e r .
Рис. 3.3 (j) Ограничение перемещения по оси J5 (за исключением 7H)
Ограничение перемещения по оси J5 (7H)
- 34 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
B-83494RU/08
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
3.4
РЕЖИМЫ НАГРУЗКИ НА ЗАПЯСТЬЕ
На рис. 3.4 (a)–(e) изображены графики ограничения нагрузок на запястье.
x
Прилагайте нагрузку в пределах области, показанной на графике.
x
Не превышайте допустимый момент нагрузки и допустимую инерцию нагрузки. Данные о
допустимом моменте нагрузки и допустимой инерции нагрузки приведены в разделе 3.1.
x
Монтаж рабочего органа описан в разделе 4.1.
Z (c m)
65
6 0 .5
60
1kg
55
50
45
4 0 .4
40
2kg
35
3 1 .5
2 6 .1
30
3kg
25
4kg
2 2 .5
1 9 .7
1 6 .2
5 kg
20
6kg
7kg
15
10
5
35
40
X ,Y ( c m )
3 8 .7
2 2 .2
30
2 7 .3
25
20
1 9 .1
15
1 5 .4
1 7 .0
10
1 3 .7
8cm
5
Рис. 3.4 (a) График нагрузки на запястье (cтандартная/7L/7WP)
- 35 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
Z (c m )
65
6 0 .5
60
1 kg
55
50
45
4 0 .4
2kg
40
35
3 1 .5
2 6 .1
3kg
30
5kg
2 2 .5
1 9 .7
1 6 .2
4kg
25
20
6 kg
7 kg
15
10
1 4 .9
20
25
X ,Y ( c m )
2 1 .3
1 0 .2
8 .2
5 .8
1 2 .0
15
10
5
6 .8
8cm
5
Рис. 3.4 (b) График нагрузки на запястье (7H в стандартном режиме)
- 36 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
Z (c m )
65
6 0 .5
60
1kg
55
50
45
4 0 .4
40
2 kg
35
3 1 .5
2 6 .1
1 6 .2
4kg
25
5 kg
2 2 .5
1 9 .7
3kg
30
20
6kg
7 kg
15
10
30
35
40
X ,Y ( c m )
3 8 .7
25
2 7 .3
20
1 8 .7
1 1 .2
15
1 4 .0
10
8 .0
5
9 .4
8cm
5
Рис. 3.4 (с) График нагрузки на запястье (7H в режиме высокой инерции)
- 37 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
Z (c m)
65
5 9 .3
60
1 kg
55
50
45
3 9 .2
40
2kg
35
3 0 .3
30
2 4 .9
3kg
25
4kg
2 1 .3
5kg
20
1 8 .5
1 5 .0
6kg
7kg
15
10
2 2 .2
30
35
40
3 8 .7
25
20
2 7 .3
15
1 9 .1
10
1 5 .4
1 7 .0
5
1 3 .7
9 .2 c m
5
Рис. 3.4 (d) График нагрузки на запястье (7C/7LC)
- 38 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
X ,Y ( c m )
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
Z (c m )
40
35
3 2 .5
4kg
30
25
2 2 .5
7kg
20
1 7 .3
1 5 .0
10kg
15
12kg
1 3 .1
10
14kg
5
10
15
20
25
30
X ,Y ( c m )
2 7 .2
1 9 .5
1 3 .7
1 1 .4
9 .8
8cm
5
Рис. 3.4 (e) График нагрузки на запястье (14L)
- 39 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
3.5
B-83494RU/08
УСЛОВИЯ НАГРУЗКИ НА УСТАНОВОЧНУЮ
ПОВЕРХНОСТЬ ОБОРУДОВАНИЯ
Порядок установки оборудования изображен на рис. 3.5 (a). Общая масса установленного
оборудования, кисти и заготовки не должна превышать 7 кг (14 кг на модели 14L). Подробные
сведения о монтажных размерах оборудования приведены в главе 4.
Установочная
E q u ip m e n t m поверхность
o u n t in g fa c e
оборудования
Оборудование
E q u ip m e n t ( (не
1 k g более
o r le s1кг)
s)
Рис. 3.5 (a) Условия нагрузки на установочную поверхность оборудования
- 40 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
B-83494RU/08
3.6
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
РАБОЧЕЕ ПРОСТРАНСТВО ПРИ УСТАНОВКЕ ПОД
УГЛОМ
Если при установке под углом приложенная нагрузка превышает постоянное значение
(за исключением 14L: 5 кнг, 14L: 7 кг), рабочее пространство ограничивается. Робот может
останавливаться только в диапазонах, изображенных на рисунках 3.6 (a)–(d).
Если грузоподъемность не превышает постоянное значение, ограничения к рабочему пространству
отсутствуют. Для исполнения 7H с направленным вниз запястьем в нулевом положении допустим
только напольный монтажом и монтаж в перевернутом положении.
123°
°
57
Зона
установки (1)
設置範囲(1)
- 5
7°
O
Рабочее пространство
J5軸中心動作領域
центра вращения на оси J5
3°
12
Центр
вращения оси J5
J5軸回転中心
R 717
(標準/
R717
R 91(стандартная/7H/7WP)
1 (7L/7 7H/7WP)
R911 (7L/7LC)
LC)
Рис. 3.6 (a) Рабочее пространство в зоне установки (1) (за исключением 14L)
(-180º≦φ≦-123º, -57º≦φ≦57º, 123º≦φ≦180º)
- 41 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
Зона
установки (2)
設置範囲(2)
123°
57°
- 5
7°
O
23°
- 1
Рабочее
пространство центра вращения на оси J5
J5軸中心動作領域
56°
756 (7L/7LC)
594
594 (стандартная/7H/7WP)
(標準/7H/7WP)
756 (7L/7LC)
756 (7L/7LC)
56°
594
594 (стандартная/7H/7WP)
(標準/7H/7WP)
756 (7L/7LC)
Центр
вращения оси J5
J5軸回転中心
Рис. 3.6 (b) Рабочее пространство в зоне установки (2) (за исключением 14L)
(-123º<φ<-57º, 57º<φ<123º)
- 42 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
137
°
Зона
установки (1)
設置範囲(1)
43°
O
- 4
3°
B-83494RU/08
37°
- 1
J5軸中心動作領域
Рабочее
пространство центра вращения на оси J5
Центр
вращения оси J5
J5軸動作中心
R
91
1
Рис. 3.6 (c) Рабочее пространство в зоне установки (1) (14L)
(-180º≦φ≦-137º -43º≦φ≦43º, 137º≦φ≦180º)
- 43 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
B-83494RU/08
137
°
Зона
установки (2)
設置範囲(2)
- 43
°
43°
O
37°
- 1
ЦентрJ5軸回転中心
вращения оси J5
35°
522
697
522
697
50
35° °
Рабочее пространство центра
J5軸中心動作領域
вращения на оси J5
50°
Нагрузка более 7 кг
7kg以上負荷時
Нагрузка более 10 кг
10kg以上負荷時
Рис. 3.6 (d) Рабочее пространство в зоне установки (2) (14L)
(-137º<φ<-43º, 43º<φ<137º)
- 44 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
4. МОНТАЖ ОБОРУДОВАНИЯ
НА РОБОТА
B-83494RU/08
4
МОНТАЖ ОБОРУДОВАНИЯ НА РОБОТА
4.1
МОНТАЖ РАБОЧЕГО ОРГАНА НА ЗАПЯСТЬЕ
На рис.4.1 (a), (b) показаны схемы монтажа рабочих органов на запястье. Винты и установочные
штифты должны соответствовать глубине резьбовых отверстий и отверстий под штифты. Затяните
болт для крепления рабочего органа (момент затяжки указан в приложении B).
45
(80 (* 1))
°
(92 (* 2)) 18
31
.5
51
O
Резьбовое
отверстие,
ユーザ
タップ
выполненное
2- M 3 深 さ 5
пользователем
M3 глубиной 5, 2 шт.
2 5 .5
40 h7
O
- 0 .0 2 5
20 H 7
0
φ5H7
O 5 H 7глубина
深さ7 7
51
O
92 (* 2)
2 5 .5
18
+0 .0 2 1
Резьбовое
отверстие,
ユ ー ザ タッ プ
4,5
выполненное
4
.5 (область
( h 7 範 囲 )h7)
2пользователем
-M 3 深 さ 5
M3 глубиной 5, 2 шт.
80 (* 1)
0
ВНИМАНИЕ!
1 Глубина соединения инструмента с фланцем запястья должна быть короче
длины соединения фланца.
2 На фланце запястья запрещается использовать штифт без резьбы для его
извлечения.
33 (H7
( H 7область)
範囲)
Центр
вращения
手首回転中心
запястья
(*1)
Стандартная/7H/7L/7WP
(* 1) 標 準 / 7H / 7L / 7W P
(*2)
7C/7LC
(* 2) 7C / 7L C
M5 глубиной 8, 4 шт.,
4- M 5 深 さ 8
на равном расстоянии
周上等配
45°
O
5
31.
80
18
51
O 20 H7
4.5
Резьбовое отверстие,
выполненное
ユーザータップ
пользователем
2-M3
深さ5 5, 2 шт.
M3
глубиной
25.5
80
O 40 h7
+0.021
0
18
φ5H7
O5H7 глубина
深さ7 7
51
25.5
Резьбовое отверстие,
выполненное
ユーザータップ
пользователем
2-M3
深さ5 5, 2 шт.
M3
глубиной
0
-0.025
Рис. 4.1 (a) Поверхность для установки рабочего органа (за исключением 14L)
3
手首回転中心
Центр
вращения
запястья
M5 глубиной
8, 7深さ8
шт.,
7-M5
на равном周上等配
расстоянии
Рис. 4.1 (b) Поверхность для установки рабочего органа (за исключением 14L)
ПРИМЕЧАНИЕ: На рисунке изображен пример крышки редуктора на оси J6, крепящейся
болтами (A05B-1142-J001)
Резьбовое отверстие, выполненное пользователем (М3, 2 шт.), предназначено
для подключения пневмоканалов и сигнальных каналов к рабочему органу
- 45 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
4. МОНТАЖ ОБОРУДОВАНИЯ
НА РОБОТА
4.2
B-83494RU/08
УСТАНОВОЧНАЯ ПОВЕРХНОСТЬ ОБОРУДОВАНИЯ
Для установки оборудования на робот предусмотрены резьбовые отверстия, изображенные на
рис. 4.2 (a), (b).
ВНИМАНИЕ!
1 Запрещается проводить дополнительную обработку корпуса робота,
например, сверлить отверстия и нарезать резьбу. Это может
отрицательным образом повлиять на безопасность и функционирование
робота.
2 Обратите внимание, что резьбовое отверстие можно использовать только,
как это изображено на рисунке ниже. Запрещается затягивать оба
крепежных болта механического блока.
3 Монтируемое оборудование не должно создавать зажимать или повреждать
кабель механического блока. Ограничение или повреждение кабеля
механического блока в результате установки оборудования может привести
к отсоединению кабеля и возникновению непредвиденного состояния.
- 46 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
4. МОНТАЖ ОБОРУДОВАНИЯ
НА РОБОТА
B-83494RU/08
93
(
50 )
46
46
39
M6
2 - Mглубина
6 深 さ 99,
2 шт.
7 6 .5
M8 глубина 16, 2 шт.
2- M 8 深 さ 16
(под
шаблон для
(マ ス タ リ ン グ 治 具 用 )
мастеризации)
45
機 器 取 付 面Установочная
範囲
поверхность
оборудования
35
M6 глубина
2 - M 6 10,
深 2さшт.
10
41
33
152
190
51
8 8 .5
102
190
M6
2 - Mглубина
6 深 さ 110,
0 2 шт.
33
41
Рис. 4.2 (a) Установочные поверхности оборудования
- 47 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
97
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
4. МОНТАЖ ОБОРУДОВАНИЯ
НА РОБОТА
4.3
B-83494RU/08
НАСТРОЙКА НАГРУЗКИ
ВНИМАНИЕ!
1 Настройте параметры нагрузки перед запуском робота. Не эксплуатируйте
робот с превышением грузоподъемности. Не превышайте допустимую
грузоподъемность, включая соединительные кабельные и их разводку.
Эксплуатация робота с превышением грузоподъемности приводит к
неисправностям, в том числе к сокращению срока службы редуктора.
2 Оценка нагрузки при замене деталей
Замена двигателей или редукторов на осях запястья (J5/J6) может
уменьшить расчетную точность. Перед оценкой нагрузки выполните ее
калибровку. См. главу 9 «Оценка нагрузки» в руководстве по использованию
опций контроллера (B-83284EN-2).
К экранам параметров движения относятся экран MOTION PERFORMANCE, MOTION PAYLOAD
SET, а также информация о грузоподъемности и оборудовании, смонтированном на роботе.
1
Нажмите клавишу [MENU] для отображения экранного меню.
2
На следующей странице выберите [6 SYSTEM].
3
Нажмите клавишу F1 ([TYPE]) для отображения меню переключения экранов.
4
Выберите MOTION. Появится экран MOTION PERFORMANCE.
MOTION PERFORMANCE
Group1
No. PAYLOAD[kg]
1
2
3
4
5
6
7
8
9
10
7.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
JOINT 10%
[
[
[
[
[
[
[
[
[
[
Comment
]
]
]
]
]
]
]
]
]
]
Active PAYLOAD number =0
[ TYPE] GROUP DETAIL ARMLOAD
5
SETIND >
На этом экране можно задать десять значений грузоподъемности, используя номера
состояний с 1 по 10. Установите курсор на одну из цифр и нажмите F3 (DETAIL). Появится
экран MOTION PAYLOAD SET.
MOTION PAYLOAD SET
JOINT 10%
Group 1
1 Schedule No[
1]:[Comment
2 PAYLOAD
[kg]
3 PAYLOAD CENTER X [cm]
4 PAYLOAD CENTER Y [cm]
5 PAYLOAD CENTER Z [cm]
6 PAYLOAD INERTIA X [kgfcms^2]
7 PAYLOAD INERTIA Y [kgfcms^2]
8 PAYLOAD INERTIA Z [kgfcms^2]
[TYPE] GROUP NUMBER DEFAULT
]
7.00
-13.72
0.00
11.954
138.974
169.538
102.039
HELP
- 48 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
4. МОНТАЖ ОБОРУДОВАНИЯ
НА РОБОТА
B-83494RU/08
Центр установочной
X
ロ ボповерхности
ッ トの
рабочего
エ ンоргана
ドエ フ ェ ク タ 取 付 面
中心
X
xg ( c m )
2
Iy ( k gf ・ c m ・ s )
y
Масса
m( k(кг)
質量m
g)
Z
Центр
тяжести
重心
Центр
重心
тяжести
2
I z ( k gf ・ c m ・ s )
yg (c m )
I x ( k gf ・ c m ・ s )
2
zg ( c m )
Рис. 4.3 (a) Стандартные координаты инструмента
6
7
8
9
На экране MOTION PAYLOAD SET введите грузоподъемность, положение центра тяжести и
момент инерции вокруг центра тяжести. Показанные на этом рисунке направления осей X, Y
и Z соответствуют стандартным координатам инструмента (когда система координат
инструмента не установлена). После ввода значений появится следующее сообщение: Path
and Cycletime will change. Set it? Ответьте с помощью клавиш F4 ([YES]) или F5 ([NO]).
При нажатии клавиши F3 ([NUMBER] откроется экран MOTION PAYLOAD SET для
настройки следующего номера состояния. В комплексе с несколькими группами после
нажатия на клавишу F2 ([GROUP]) откроется экран MOTION PAYLOAD SET для другой
группы.
Нажмите клавишу [PREV] для возврата к экрану MOTION PERFORMANCE. Нажмите F5
([SETIND]) и введите нужный номер условия настройки полезной нагрузки.
На экране списка нажмите на клавишу F4 ARMLOAD для перехода к экрану настройки
устройств.
MOTION ARMLOAD SET
JOINT
100%
Group 1
1 ARM LOAD AXIS #1 [kg]
2 ARM LOAD AXIS #3 [kg]
[
10
TYPE
]
GROUP
0.00
1.00
DEFAULT
HELP
Введите значение нагрузки на основание J2 и на корпус J3. При вводе
ARMLOAD AXIS #1[кг]: масса нагрузки на основание J2 и
ARMLOAD AXIS #3[кг]: масса нагрузки на корпус J3 появится сообщение Path and Cycle time
will change. Set it? Выберите F4 YES или F5 NO. Для активации нового значения после ввода
массы устройства перезапустите питание.
- 49 -
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
4. МОНТАЖ ОБОРУДОВАНИЯ
НА РОБОТА
4.4
B-83494RU/08
ОПЦИОНАЛЬНЫЙ РЕЖИМ ВЫСОКОЙ ИНЕРЦИИ
(LR Mate 200iD/7H)
Опциональный режим высокой инерции
Два параметра движения серводвигателя подготавливаются с учетом величины инерции нагрузки.
Наиболее эффективное прибавление и вычитание операции скорости достигается правильной
настройкой параметров, соответствующих режиму инерции нагрузки. Изменение параметра
производится следующими способами.
1
2
3
Включите контроллер нажатием клавиш [PREV] и [NEXT].
Затем выберите 3. Controlled start.
Нажмите клавишу [MENU] и выберите 9. MAINTENANCE.
Появится экран, идентичный изображенному ниже.
С помощью курсорных клавиш (↑,↓) переместите курсор к пункту LR Mate 200iD/7H. Затем
нажмите F4, MANUAL.
ROBOT MAINTENANCE
1/10
Setup Robot System Variables
Group
1
4
Robot Library/Option
LR Mate 200iD/7H
Ext Axes
0
На экране INERTIA MODE SETTING выберите Standard Inertia Mode или High Inertia Mode.
******** Group 1 Initialization ********
-------
INERTIA MODE SETTING
-------
1. Standard Inertia Mode
2. High Inertia Mode
Select Inertia Mode (1 or 2)->
5
Нажмите клавишу [FCTN] и выберите 1. START (COLD).
Робот поставляется со стандартным режимом инерции.
- 50 -
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
B-83494RU/08
5
5. ПОДКЛЮЧЕНИЕ ПНЕВМОКАНАЛОВ И
СИГНАЛЬНЫХ КАНАЛОВ К РАБОЧЕМУ ОРГАНУ
ПОДКЛЮЧЕНИЕ ПНЕВМОКАНАЛОВ И
СИГНАЛЬНЫХ КАНАЛОВ К РАБОЧЕМУ
ОРГАНУ
•
•
•
•
•
•
•
•
•
•
ПРЕДУПРЕЖДЕНИЕ!
Используйте только указанные кабели механического блока.
Не устанавливайте посторонние кабели и шланги в механический блок.
Прокладываемые внешние кабели не должны создавать помех для
движения механического блока.
Не производите конструктивных изменений (добавление защитного
покрытия или подсоединение дополнительных внешних кабелей),
нарушающих вывод кабеля.
Если на робот установлено внешнее оборудование, убедитесь, что оно не
создает помехи другим частям робота.
Срежьте избыточную жилу с кабеля на рабочем органе (кисти). Изолируйте
кабель изолентой (см. рис. 5 (a)).
Если сигнальные каналы рабочего органа вырабатывают статическое
электричество во время какого-либо процесса, держите сигнальные каналы
рабочего органа как можно дальше от место проведения этого процесса.
Если рабочий орган находится рядом с таким процессом, обязательно
изолируйте кабель.
Разъёмы на пользовательском кабеле и контактные зажимы всех кабелей
должны быть уплотнены, чтобы предотвратить попадание воды в
механический блок. Также заглушите неиспользуемые разъемы.
Регулярно проверяйте герметичность разъемов и целостность кабельных
оболочек.
Несоблюдение мер предосторожности может привести к повреждению
кабелей. Неисправность кабеля может привести к неправильному
функционированию рабочего органа, отказам робота или может повредить
электрические компоненты робота. Кроме того, может произойти поражение
электрическим током при касании силовых кабелей.
End effector
(hand)
cable(кисти)
Кабель
рабочего
органа
Обработка
изоляции
Insulation processing
Срежьте
избыточную
жилу
с провода
Cut unnecessary
length
of unused
wire strand
Рис. 5 (a) Способ обработки кабеля рабочего органа (кисти)
- 51 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
5. ПОДКЛЮЧЕНИЕ ПНЕВМОКАНАЛОВ И
СИГНАЛЬНЫХ КАНАЛОВ К РАБОЧЕМУ ОРГАНУ
5.1
B-83494RU/08
ПНЕВМОКАНАЛ (ОПЦИЯ)
Отверстия для подачи воздуха к рабочему органу (Rc1/4) расположены на панели разъемов оси J1,
как это изображено на рис. 5.1 (c) и (d). Допускается установка дополнительных
электромагнитных клапанов, как это показано в таблице 5.1 (a). При отгрузке робота все отверстия,
предназначенные для подачи воздуха, заглушены. Для использования пневматического контура
требуется снять заглушки и присоединить муфты к отверстиям.
Для замены электромагнитного клапана требуется заменить весь коллектор.
Таблица 5.1 (a) Опциональные электромагнитные клапаны
Спецификация
Модель
Наименование
опции
Спецификация
Примечания
RO
―
электромагнитного
клапана (коллектор)
―
―
Стандартная/
7H/7WP
Стандартная/
7H/7WP
Стандартная/
7H/7WP
Пневмоканал линии 2,
выходной разъем RO
(без электромагнитного
клапана)
Клапан с двумя
электромагнитами x 1
Клапан с двумя
электромагнитами x 2
Клапан с двумя
электромагнитами x 3
A97L-0218-0130#D1
(производство SMC)
A97L-0218-0130#D2
(производство SMC)
A97L-0218-0130#D3
(производство SMC)
A05B-1142-H095#B
Стандартная/
7H/7WP
Клапан с двумя
электромагнитами x 3
A97L-0218-0130#D3B
(производство SMC)
A05B-1142-H096#B
Стандартная/
7H/7WP
Клапан с двумя
электромагнитами x 3
A97L-0218-0130#D3R
(производство SMC)
двухпозиционный,
1 шт.
двухпозиционный,
2 шт.
двухпозиционный,
3 шт.
(3 позиции)
(закрытое
отверстие по
центру) x 3
(3 позиции)
(выпускное
отверстие по
центру) x 3
A05B-1142-H097#B
Стандартная/
7H /7L/7C/7WP
/7LC/14L
Без пневмоканала,
выходной разъем RO
(без электромагнитного
клапана)
Для IP69K
―
―
―
A05B-1142-H099#B
Стандартная/
7H
7L/7C
/7LC/14L
―
―
―
A05B-1142-H091#L
7L/7LC
/14L
―
A05B-1142-H092#L
7L/14L
A05B-1142-H093#L
7L/14L
A05B-1142-H094#L
7L/14L
A05B-1142-H095#L
A05B-1142-H091#B
A05B-1142-H092#B
A05B-1142-H093#B
A05B-1142-H094#B
Стандартная/
7H/7C
Пневмоканал линии 1,
выходной разъем RO
(без электромагнитного
клапана)
Пневмоканал линии 2,
выходной разъем RO
(без электромагнитного
клапана)
Клапан с двумя
электромагнитами x 1
Клапан с двумя
электромагнитами x 2
Клапан с двумя
электромагнитами x 3
―
―
A97L-0218-0130#D1
(производство SMC)
A97L-0218-0130#D2
(производство SMC)
A97L-0218-0130#D3
(производство SMC)
7L/7LC
/14L
Клапан с двумя
электромагнитами x 3
A97L-0218-0130#D3B
(производство SMC)
A05B-1142-H096#L
7L/7LC
/14L
Клапан с двумя
электромагнитами x 3
A97L-0218-0130#D3R
(производство SMC)
A05B-1142-H090#L
7L/7LC
/14L
Клапан с двумя
электромагнитами x 3
A97L-0218-0130#D3-1P
(производство SMC)
7C
Клапан с двумя
электромагнитами x 1
A97L-0218-0130#D1
(производство SMC)
двухпозиционный,
1 шт.
двухпозиционный,
2 шт.
двухпозиционный,
3 шт.
(3 позиции)
(закрытое
отверстие по
центру) x 3
(3 позиции)
(выпускное
отверстие по
центру) x 3
двухпозиционный,
2 шт.
трехпозиционный
(напорное
отверстие по
центру), 1 шт.
двухпозиционный,
1 шт.
A05B-1142-H092#CB
- 52 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
RO1...2
От RO1
до 4
RO1...6
RO1...6
RO1...6
RO1...2
От RO1
до 4
RO1...6
RO1...6
RO1...6
RO1...6
RO1...2
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
5. ПОДКЛЮЧЕНИЕ ПНЕВМОКАНАЛОВ И
СИГНАЛЬНЫХ КАНАЛОВ К РАБОЧЕМУ ОРГАНУ
B-83494RU/08
Спецификация
Модель
Наименование
опции
Спецификация
Примечания
RO
двухпозиционный,
2 шт.
двухпозиционный,
3 шт.
(3 позиции)
(закрытое
отверстие по
центру) x 3
(3 позиции)
(выпускное
отверстие по
центру) x 3
двухпозиционный,
1 шт.
двухпозиционный,
2 шт.
двухпозиционный,
3 шт.
(3 позиции)
(закрытое
отверстие по
центру) x 3
(3 позиции)
(выпускное
отверстие по
центру) x 3
От RO1
до 4
электромагнитного
Клапан с двумя
электромагнитами x 2
Клапан с двумя
электромагнитами x 3
клапана (коллектор)
A97L-0218-0130#D2
(производство SMC)
A97L-0218-0130#D3
(производство SMC)
A05B-1142-H093#CB
7C
A05B-1142-H094#CB
7C
A05B-1142-H095#CB
7C
Клапан с двумя
электромагнитами x 3
A97L-0218-0130#D3B
(производство SMC)
A05B-1142-H096#CB
7C
Клапан с двумя
электромагнитами x 3
A97L-0218-0130#D3R
(производство SMC)
A05B-1142-H092#CL
7LC
Клапан с двумя
электромагнитами x 1
Клапан с двумя
электромагнитами x 2
Клапан с двумя
электромагнитами x 3
A97L-0218-0130#D1
(производство SMC)
A97L-0218-0130#D2
(производство SMC)
A97L-0218-0130#D3
(производство SMC)
A05B-1142-H093#CL
7LC
A05B-1142-H094#CL
7LC
A05B-1142-H095#CL
7LC
Клапан с двумя
электромагнитами x 3
A97L-0218-0130#D3B
(производство SMC)
A05B-1142-H096#CL
7LC
Клапан с двумя
электромагнитами x 3
A97L-0218-0130#D3R
(производство SMC)
RO1...6
RO1...6
RO1...6
RO1...2
От RO1
до 4
RO1...6
RO1...6
RO1...6
Доступная площадь сечения электромагнитного клапана: 1,98 мм2 (значение CV: 0,11)
ПРИМЕЧАНИЕ
1 Если пневматический контур не используется, установите на место
заглушки, изначально предназначенные для защиты от попадания пыли и
воды.
2 Прикрепите воздушный фильтр с размером ячеек не менее 5 мкм на
входной стороне робота. Сжатый воздух, а также избыточное количество
стоков нарушают работу клапана. Примите меры для предотвращения
попадания стока, а также регулярно сливайте воду из воздушного фильтра.
3 На моделях 7C/7LC снимите пробку выпускного отверстия перед
использованием. (рис. 5.1 (a)) Оно используется для сброса воздуха из
встроенного выпускного отверстия электромагнитного клапана. По этой
причине присоедините трубопровод с выводом вне чистого помещения.
Выпускное
E xh a u s t p o r t отверстие
fo r 7 C a n d 7 Lна
C 7C
и 7LC
Рис. 5.1 (a) Крышка выпускного отверстия на 7C и 7LC
- 53 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
5. ПОДКЛЮЧЕНИЕ ПНЕВМОКАНАЛОВ И
СИГНАЛЬНЫХ КАНАЛОВ К РАБОЧЕМУ ОРГАНУ
B-83494RU/08
B
Выпускное отверстие встроенного
内蔵電磁弁排気ポ ー ト
электромагнитного
клапана
(7C / 7L C 以 外 )
(за исключением 7C/7LC)
A
E E (* )
RO3
M5
RO5
RO1
M5
16
M5
М5 глубина 4
M5 深さ 4
(воздух
(ユ ー ザ 用 エ ア )
подается
заказчиком)
Детальный
詳細 B
вид В
10
M5
RO2
R O 2 не используется
M5 (если
M5
электромагнитный
клапан,
し の2)時 は A I R
( 電 磁 弁 なAIR
соответствует
RO6
M5
16
RO4
2)
Клапан
с ノдвумя
ダ ブ ル ソレ
イ ド X 1 электромагнитами x 1
Клапан
ダ ブ ル ソ レсノдвумя
イ ド X 2 электромагнитами x 2
ダ ブ ル ソ レсノдвумя
イ ド X 3 электромагнитами x 3
Клапан
RO1-6
R O 1~ 6(電 磁 弁 オ プ シ ョ ン 選 択 時 )
(Если
присутствует опциональный
электромагнитный клапан)
1 61 61 6 3 6
Детальный
詳 細 A вид A
(*)( *На
модели LR Mate 200iD/7WP использование этого рабочего органа не допускается.
) L R M a t e 2 0 0 iD / 7 W P で は エ ン ド エ フ ェ ク タ は 使 用 で き ま せ ん 。
Рис. 5.1 (b) Пневмоканал (со стороны руки J2, J3)
- 54 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
5. ПОДКЛЮЧЕНИЕ ПНЕВМОКАНАЛОВ И
СИГНАЛЬНЫХ КАНАЛОВ К РАБОЧЕМУ ОРГАНУ
B-83494RU/08
Впускное
отверстие
エア入
口 R c 1/ 4
воздуха Rc 1/4
Впускное
AIR
A IR1 1
エ ア 入 口 R c 1/ 4
отверстие
用エ ア )
( ユ ー ザ подается
(воздух
воздуха Rc 1/4
заказчиком)
AIR 2
A IR 2
(воздух
для электромагнитного
エ ア (オ プ シ ョ ン ))
( 電 磁 弁 用 (опция)
клапана
Еслиタвыбран
таблицу
(b))
定 時1 ((см.
表 5.1
(b)参 照5.1
)
イ プ 1 指 тип
AIR
A IR 1
1
エア)
(ユ ー ザ 用
(воздух
подается
заказчиком)
AIR
A IR 2
2
(воздух
подается
エア)
(ユ ー ザ 用
заказчиком)
Если
(см.(b)
таблицу
2 指 定 時тип
( 表25.1
参 照 ) 5.1 (b))
タ イ プвыбран
AIR
A IR 1
1
エア)
(ユ ー ザ 用
(воздух
подается
заказчиком)
Впускное
エ アотверстие
入 口 R c 1/ 4
Интерфейс
カ メ ラ ケкабеля
ーブル
воздуха Rc 1/4
AIR 2
インタフ ェー ス
видеокамеры
A IR 2 для
(воздух
Релейный
разъем
Интерфейс
別置バ ッ テ リ ケ ー ブ ル
シ ョ ン ))
( 電 磁 弁 用 エ ア ( オ プ клапана
力セ ン サ ケ ー ブ ル
электромагнитного
кабеля
датчика
中 継 コкабеля
ネ ク タ внешних
AIR 2 A IR 2
インタフェー ス
(опция))
батарей
силы
(воздух
ー ザ 用エ ア )
( ユ подается
заказчиком)
Если выбран
таблицу
(b))
Если
4 5.1
(см.(b)таблицу
5.1 (b))
タ イ プ 3тип
指 定3時(см.
( 表 5.1
(b)参 照5.1
)
タ イвыбран
プ 4 指 定 тип
時 (表
参照)
Интерфейс кабеля
付加軸モ ー タケ ー ブ ル
двигателя
(パ ワ ー 、 ブ レ ー キ 線 )
дополнительной
оси
インタフェー ス
(силовая линия,
линия тормоза)
Интерфейс
кабеля
イ ー サ ネ ッ トケ ー ブ ル
Ethernet
インタフェー ス
Интерфейс
кабеля
イ ー サ ネ ッ トケ ー ブ ル
Ethernet
イン タフェー ス
Впускное
воздуха Rc 1/4
エ ア 入 口 R cотверстие
1/ 4
Впускное
воздуха Rc 1/4
エ ア 入 口 R отверстие
c 1/ 4
Интерфейс кабеля
付加軸モ ー タケ ー ブ ル
( パ ル ス コ ー ダ двигателя
線)
оси
イ дополнительной
ンタフェー ス
(линия пульс-кодера)
Если
тип( 表55.1
(см.
5.1 (b))
タ イвыбран
プ 5指 定 時
(b)таблицу
参照)
Если
выбран
(см.
таблицу
5.1 (b))
タイプ
6 指 定 時тип
(表6
5.1
(b)参
照)
Релейный разъем
別置バ ッ テ リ ケ ー ブ ル
кабеля
中継
コ ネ ク タвнешних
батарей
Если выбран
7定
(см.
5.1
タ イ тип
プ 7指
時 (таблицу
表 5.1 (b)参
照 )(b))
Если
выбран
8 5.1
(см.(b)таблицу
5.1 (b))
タイ
プ 8 指 定 тип
時 (表
参照)
Рис. 5.1 (c) Пневмоканал (задняя панель разъемов)
Тип
Тип 1
Тип 2
Тип 3
Тип 4
Тип 5
Тип 6
Тип 7
Тип 8
Таблица 5.1 (b) Таблица соответствия для кабеля механического блока
Спецификация кабеля механического блока
A05B-1142-H301, H501, H701#STB, H701#STL, H714#STB, H721#CB, H721#CL
A05B-1142-H302, H502, H702#STB, H702#STL, H707#STB, H722#CB, H722#CL
A05B-1142-H306, H307, H341, H706#STB, H707#STB, H726#CB, H726#CL, H741#WPB
A05B-1142-H303, H323, H703#STB, H715#STB, H715#STL, H723#CB, H735#CB, H735#CL
A05B-1142-H304, H704#STB, H724#CL
A05B-1142-H305, H313, H705#STB, H713#STB, H725#CB, H725#CL, H733#CB, H733#CL
A05B-1142-H311, H331, H711#STB, H731#CB, H731#CL
A05B-1142-H312, H332, H342, H712#STB, H732#CB, H732#CL, H742#WPB
- 55 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
5. ПОДКЛЮЧЕНИЕ ПНЕВМОКАНАЛОВ И
СИГНАЛЬНЫХ КАНАЛОВ К РАБОЧЕМУ ОРГАНУ
Впускное
エ ア отверстие
入 口 R c 1/ 4
воздуха Rc 1/4
B-83494RU/08
Впускное
エ ア отверстие
入 口 R c 1/ 4
воздуха Rc 1/4
Air 1
A IR 1
(воздух
подается
(ユ ー ザ 用 エ ア )
AirA 2IR 2
Air 1
заказчиком)
AIR 2
A IR 1
(воздух
A IR 2
( ユ ー ザ подается
用エ ア )
( ユ ー подается
ザ 用エ ア )
(воздух
(воздух для электромагнитного
電 磁 弁 用 エ ア (オ プ シ ョ ン ))
заказчиком)
заказчиком)
клапана (опция))
タ イ プтип
1指 定
( 表таблицу
5.1 (c)参 照5.1
)
タ イ プ 2指 定
時 2( 表
5.1 (c)
参 照 ) 5.1 (c))
Если выбран
1時
(см.
(c))
Если выбран
тип
(см.
таблицу
Впускное
エ ア отверстие
入 口 R c 1/ 4
воздуха Rc 1/4
AIR 2
(воздух アдля
)
электромагнитного
клапана (опция))
A IR 2
(電 磁 弁 用 エ
カ
メ ラ ケ ー ブ ル кабеля
Интерфейс
インタフェー ス
Релейный разъем
батарей
Air 1 (воздух
ー ザ 用エ ア )
подается
заказчиком)
A IR 1 ( ユ
Интерфейс
イ ー サ ネ ッ トケ кабеля
ーブル
Ethernet
インタフェー ス
Интерфейс
力 セ ン サ ケкабеля
ー ブ ル датчика силы
Впускное
отверстие
エ ア 入 口 R c 1/ 4
воздуха Rc 1/4
Если выбран
тип
(см.
таблицу
タ イ プ 4指 定
時 4( 表
5.1 (c)
参 照 ) 5.1 (c))
イン タフ ェー ス
Если выбран
таблицу 5.1 (c))
タ イ プ 3тип
指 定3時(см.
( 表 5.1 (c)参 照 )
別置バ ッ テ リ ケ ー ブ ル
кабеля
внешних
中継コネ
クタ
видеокамеры
Релейный разъем кабеля別внешних
置 バ ッ テ リ батарей
ケーブル
中継コ ネ ク タ
AIR 2
A IR 2 ( ユ ー ザ 用 エ ア )
(воздух подается
заказчиком)
エ ア 入口
R c 1/ 4
Впускное
отверстие
воздуха Rc 1/4
Если выбран
5時
(см.
(c))
タ イ プтип
5指 定
( 表таблицу
5.1 (c)参 照5.1
)
Если выбран
タ イ プ 6 指тип
定 時6 ( (см.
表 5.1таблицу
(c)参 照 ) 5.1 (c))
Если выбран
7 (см.
5.1
タ イ プтип
7指 定
時 ( 表таблицу
5.1 (c)参 照
) (c))
Рис. 5.1 (d) Пневмоканал (нижняя панель разъемов)
- 56 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
5. ПОДКЛЮЧЕНИЕ ПНЕВМОКАНАЛОВ И
СИГНАЛЬНЫХ КАНАЛОВ К РАБОЧЕМУ ОРГАНУ
B-83494RU/08
Таблица 5.1 (c) Таблица соответствия для кабеля механического блока
Спецификация кабеля механического блока
Тип
Тип 1
Тип 2
Тип 3
Тип 4
Тип 5
Тип 6
Тип 7
A05B-1142-H351, H352, H551, H751#STB, H751#STL, H771#CB, H771#CL
A05B-1142-H552, H752#STB, H752#STL
A05B-1142-H553, H753#STB, H753#STL, H765#STB, H765#STL
A05B-1142-H355, H363, H755#STB, H755#STL, H763#STB, H763#STL
A05B-1142-H356, H357, H556, H557, H756#STB, H756#STL, H757#STB,H757#STL,H791#WPB
A05B-1142-H362, H562, H762#STB, H762#STL, H782#CB, H782#CL
A05B-1142-H361, H561, H761#STB, H781#STB, H781#CB, H781#CL
Давление
воздуха
*
Давление подаваемого
воздуха
Расход
2
0,49–0,69 МПа (5–7кгс/см2), Уставка: 0,49 МПа(5 кгс/см )
3
Максимальный текущий расход 120 Нл/мин (0,12 Нм /мин)
Воздух должен быть сухим. Наличие масла в сжатом воздухе не допускается.
ВНИМАНИЕ!
Воздух, подаваемый заказчиком, и электромагнитный клапан используются
только с опцией IP69K.
5.2
УСТАНОВКА КОМПЛЕКТА ПРОДУВКИ ВОЗДУХОМ
(ОПЦИЯ)
Комплект продувки воздуха, а также комплект продувки с контрольным отверстием являются
опциональными. Используйте готовый комплект продувки воздухом. На модели LR Mate
200iD/7WP обязательно выполняйте продувку воздухом.
x
Комплект продувки воздухом (A05B-1142-J061, J064)
Установите давление продувки воздухом не выше15 кПа (0,015 MПа, 0,15 кгс/см2). Комплект
регулятора воздушной продувки (A05B-1138-J062) позволяет регулировать давление продувки.
x
Комплект продувки воздухом с контрольным отверстием (A05B-1142-J062, J063, J065)
Представляет собой комплект продувки воздухом с контрольным отверстием В отверстие
присоединяется датчик давления или другой прибор, чтобы контролировать давление воздуха в
роботе. Если контрольное отверстие не используется, обязательно заглушите его. Комплект
регулятора воздушной продувки (A05B-1138-J062) позволяет регулировать давление продувки.
Исполнение с кабелями механического блока и электромагнитными клапанами имеет ряд
ограничений. Установите давление продувки воздухом не выше15 кПа (0,015 MПа, 0,15 кгс/см2).
- 57 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
5. ПОДКЛЮЧЕНИЕ ПНЕВМОКАНАЛОВ И
СИГНАЛЬНЫХ КАНАЛОВ К РАБОЧЕМУ ОРГАНУ
B-83494RU/08
ПРИМЕЧАНИЕ
1 Для продувки воздухом рекомендуется использовать отдельный источник
сжатого воздуха. Запрещается использовать один и тот же источник сжатого
воздуха для продувки воздухом и в других целях. В противном случае
производительность осушителя будет превышена, и в воздухе останутся
частицы воды или масла, что приведет к серьезным повреждениям робота.
2 После установки робота регулярно проводите продувку воздухом.
Если робот эксплуатируется в тяжелых условиях, продувка воздухом
является обязательной, даже во время нахождения робота в состоянии
покоя. Нарушение регулярности продувки иногда приводит к попаданию
жидкости или к образованию конденсата внутри.
3 При извлечении воздушного патрубка из впускного отверстия воздуха на
панели разъемов оси J1 замените соединение полностью. Следите за тем,
чтобы чистящая жидкость не проникла в место соединения. В противном
случае состояние резиновых деталей ухудшается, что может привести к
повреждению робота.
4 Комплект продувки воздухом несовместим с моделями 7C/7LC,
установленными в чистом помещении. Это приводит к образованию частиц.
Вне пределов чистого помещения, например, места работы с пищевыми
продуктами, использование комплекта продувки допускается.
60
140
2-Φ11
70
220
100
59
Разъем PURGE
P U R G E c разъемов
onne c to r
(панель
J1)
( J 1 c o n n e c t o r p a n e l)
Выпускное
отверстие воздуха
(Воздушный
A ir o u t le t
патрубок
( O6 A ir t u bφ6)
e)
(101)
41
187
Выпускное
отверстие
сжатого
воздуха
35
14
22
95
4-Φ7
180
(33)
(335)
272
158
Впускное
отверстие
воздуха
(Воздушный
патрубок φ10)
11
a ir o u t le t
170
P n e u m a t ic
Манометр
P r e s s u re g a u g e
7
A ir in le t
( O 1 0 A ir t u b e )
7
S
O
O
S
P r e s s u r e aнастройки
d ju s t m e n t k nдавления
ob
Рукоятка
Рис 5.2 (a) Габаритные размеры комплекта регулятора воздушной продувки
- 58 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
B-83494RU/08
5. ПОДКЛЮЧЕНИЕ ПНЕВМОКАНАЛОВ И
СИГНАЛЬНЫХ КАНАЛОВ К РАБОЧЕМУ ОРГАНУ
Впускное
In le t f o r aотверстие
ir p u r ge
для воздушной
продувки
Рис. 5.2 (b) Впускное отверстие для воздушной продувки
(A05B-1142-J061, J064 на задней панели разъемов)
Впускное
In le t f o r aотверстие
ir p u r ge
для воздушной
продувки
Рис. 5.2 (c) Впускное отверстие для воздушной продувки
(A05B-1142-J061, J064 на нижней панели разъемов)
- 59 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
5. ПОДКЛЮЧЕНИЕ ПНЕВМОКАНАЛОВ И
СИГНАЛЬНЫХ КАНАЛОВ К РАБОЧЕМУ ОРГАНУ
B-83494RU/08
Впускное отверстие
In le t f o r a ir p u r ge
для
воздушной
продувки
Отверстие для
P u r ge p r e s s u r e
контроля давления
m o n it o r p o r t
продувки
Рис. 5.2 (d) Впускное отверстие для воздушной продувки
(A05B-1142-J062, J063, J065 на задней панели разъемов)
Впускное
I n le t fo r отверстие
a ir p u r ge
для воздушной
продувки
Отверстие
P u r ge p r e sдля
s ure
давления
контроля
m o n it o r p
o rt
продувки
Рис. 5.2 (e) Впускное отверстие для воздушной продувки
(A05B-1142-J062, J063, J065 на нижней панели разъемов)
- 60 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
5. ПОДКЛЮЧЕНИЕ ПНЕВМОКАНАЛОВ И
СИГНАЛЬНЫХ КАНАЛОВ К РАБОЧЕМУ ОРГАНУ
B-83494RU/08
5.3
ИНТЕРФЕЙС ОПЦИОНАЛЬНЫХ КАБЕЛЕЙ
ВНИМАНИЕ!
1 Разъем, подключаемый к интерфейсу, и присоединяемый к разъему кабель
поставляются заказчиком.
2 Заглушите неиспользуемый разъем и отверстие для подачи воздуха
металлической крышкой (опция) и пробкой. Если разъемы и отверстия
закрыты не полностью, в робот могут попасть посторонние вещества, что
может привести к различным неисправностям. При отгрузке с завода
интерфейсы закрываются съемными крышками, чтобы избежать попадания
пыли при транспортировке. Учитывайте, что данные крышки не
обеспечивают требуемую защиту в рабочих условиях.
3 Обеспечьте должную защиту кабеля кисти от попадания воды в механизм.
Вода может также попасть через поврежденную крышку кабеля, поэтому
заменяйте ее при повреждении.
(1) Интерфейс рабочего органа (сигнал RI/RO)
На рис. 5.3 (a) изображена схема контактов для интерфейса рабочего органа (сигнал RI/RO)
キャップ
Крышка
Для спецификации EE12P
(См. таблицу 5.3 (а))
EE12P指 定 時
(
表 5.3
(a)参 照 )
Штепсельный разъем
プ ラ グ コ ネ ク タ ( お 客様に て 用意)
(Не входит в комплект поставки FANUC)
EE
8
RO7
6
7
RO8
12
RI6
5
9
0V
11
RI5
24V
10
0V
4
1
24V
3
RI4
RI1
2
RI3
RI2
XHBK:
X HBСигнал
K:
手 首 поломки
破 断 信 号 кисти
キャップ
Крышка
Для спецификации EE20P
(См.
таблицу
5.3 (а))
EE20P
指 定 時 ( 表 5.3 (a)参 照 )
EE
1
2
3
4
0V
0V
0V
0V
5
6
7
8
9
10
RO1
RO2
RO3
RO4
RO5
RO6
11
12
13
14
15
16
Место
防水処理
установки
водостойкого
компонента
RI1
RI2
RI3
RI4
RI5
RI6
17
18
19
20
XHBK
24V
24V
24V
Рис. 5.3 (а) Схема контактов рабочего органа (сигнал RI/RO)
Тип EE
EE12P
EE20P
Таблица 5.3 (a) Таблица соответствия для кабеля механического блока
Спецификация кабеля механического блока
A05B-1142-H301, H303, H306, H313, H321, H323, H333, H351, H353, H356, H363, H501,
H503, H551, H701#STB, H701#STL, H703#STB, H703#STL, H706#STB, H706#STL,
H713#STB, H713#STL, H715#STB, H715#STL, H721#CB, H721#CL, H723#CB, H726#CB,
H733#CB, H735#CB, H735#CL, H751#STB, H751#STL, H753#STB, H753#STL, H756#STB,
H763#STB, H763#STL, H765#STB, H765#STL
A05B-1142-H302, H305, H307, H322, H325, H352, H355, H357, H502, H702#STB,
H702#STL, H705#STB, H707#STB, H707#STL, H722#CB, H723#CL, H725#CB, H726#CL,
H733#CL, H752#STB, H752#STL, H755#STB, H757#STB, H757#STL, H763#STB
- 61 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
5. ПОДКЛЮЧЕНИЕ ПНЕВМОКАНАЛОВ И
СИГНАЛЬНЫХ КАНАЛОВ К РАБОЧЕМУ ОРГАНУ
B-83494RU/08
(2) Интерфейс руки J3
На рис. 5.3 (b) показан интерфейс руки J3.
EE
力 セ ン サ силы
Датчик
EE
カ メラ
Видеокамера
Тип
タ イ1プ 1
(См.
таблицу 5.3 (b))
( 表 5.3 (b)参 照 )
Тип
タ イ2プ 2
(См. таблицу 5.3 (b))
(
Ethernet
表 5.3
(b)参 照 )
EE
イーサ ネット
Тип
タ 3
イ プ 3
(См. таблицу 5.3 (b))
(
表 5.3
(b)参 照 )
Рис. 5.3 (b) Интерфейс руки J3
Таблица 5.3 (b) Таблица соответствия для кабеля механического блока
Тип
Спецификация кабеля механического блока
Тип 1
Тип 2
Тип 3
A05B-1142-H301, H302, H306, H307, H313, H701#STB, H702#STB,
H706#STB, H707#STB, H713#STB
A05B-1142-H303, H323, H503, H523, H703#STB, H703#STL, H715#STB,
H715#STL, H723#CB, H723#CL, H735#CB, H735#CL, H765#STB, H765#STL
A05B-1142-H305, H313, H325, H333, H505, H513, H525, H705#STB,
H705#STL, H713#STB, H713#STL, H725#CB, H733#CB, H733#CL
ВНИМАНИЕ!
1 Подключение кабелей периферийных устройств к интерфейсу рабочего
органа описаны в приведенных ниже разделах технической документации.
a. Часть II, глава 4 «Интерфейсы периферийных устройств, оборудования
дуговой сварки и рабочего органа» руководства по техническому
обслуживанию контроллера R-30iB Mate/R-30iB Mate Plus (B-83525EN).
b. Часть II, глава 1 «Электрические соединения» руководства по
техническому обслуживанию контроллера R-30iB Mate/R-30iB Mate Plus
Open Air (B-83525EN).
2 Данный интерфейс не доступен при использовании опции IP69K.
- 62 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
5. ПОДКЛЮЧЕНИЕ ПНЕВМОКАНАЛОВ И
СИГНАЛЬНЫХ КАНАЛОВ К РАБОЧЕМУ ОРГАНУ
B-83494RU/08
Спецификация разъемов
В таблице 5.3 (c) приведены детали разъема, совместимые с интерфейсом рабочего органа.
Некоторые из этих деталей можно приобрести у FANUC в виде опций.
Изготовитель
Таблица 5.3 (c) Совместимые разъемы (на стороне пользователя)
Спецификация
Примечания
производителя
Штепсельный разъем:
RM15WTPZ-12P(71)
Зажим: JR13WCC-*(72)
Hirose Electric
Co., Ltd.
Штепсельный разъем:
RM15WTLP-12P(71)
Зажим: JR13WCC-*(72)
Штепсельный разъем:
RM15WTLP-20P (31)
Зажим: JR13WCC-*(72)
Прямой разъем (12 контактов)
Символ ∗ обозначает допустимый диаметр кабеля,
выбираемые из:
∗: φ5, 6, 7, 8, 9, 10 мм
(информация по EE12P приведена в таблице 5.3 (a))
Угловой разъем (12 контактов)
Символ ∗ обозначает допустимый диаметр кабеля,
выбираемые из:
∗: φ5, 6, 7, 8, 9, 10 мм
(информация по EE12P приведена в таблице 5.3 (a))
Угловой разъем (20 контактов)
Символ * обозначает допустимый диаметр кабеля,
выбираемый из:
*: φ5, 6, 7, 8, 9, 10 мм
(информация по EE20P приведена в таблице 5.3 (a))
ПРИМЕЧАНИЕ
Дополнительную информацию (например, размеры) можно найти в
каталогах соответствующих изготовителей или получить в местном
представительстве компании FANUC.
Таблица 5.3 (d) Поддерживаемые опции
Спецификации опций
Примечания
A05B-1137-J057
A05B-1137-J058
A05B-1139-J059
A05B-1142-K052
A05B-1142-K053
Прямой разъем (12 контактов)
Допустимый диаметр кабеля: 8мм
Коннектор локтевого типа (12-пинов)
Допустимый диаметр кабеля: 9мм
Угловой разъем (20 контактов)
Допустимый диаметр кабеля: 9мм
Кабель с угловым разъемом (12 контактов)
Длина: 300мм
Кабель с угловым разъемом (20 контактов)
Длина: 300мм
В таблице 5.3 (e) приведены детали разъема, совместимые с интерфейсом кабеля Eternet (ES).
Название
кабеля
ES
Таблица 5.3 (e) Спецификация разъемов (на стороне пользователя)
Сторона ввода
Изготовитель/
Сторона вывода
(основание J1)
поставщик
( корпус оси J3 )
2103 881 1405
2103 881 1415
2103 281 1405
2103 282 1405
В наличии имеются
другие модели.
HARTING
K.K
←------------------//-------------------
Изготовитель/
поставщик
HARTING
K.K
ПРИМЕЧАНИЕ
Порядок присоединения опциональных разъемов приведен в приложении C
«Процедура подключения опциональных разъемов»
- 63 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
6. НАСТРОЙКА ОГРАНИЧЕНИЯ ОСЕЙ
6
B-83494RU/08
НАСТРОЙКА ОГРАНИЧЕНИЯ ОСЕЙ
С помощью настройки диапазона движения каждой оси можно изменить стандартный диапазон
перемещений робота. Ограничение зоны перемещений робота может потребоваться вследствие:
-
Ограничения используемого диапазона перемещений робота.
Возможности наезда рабочего органа на периферийное устройство.
Ограниченной длины кабеля или шланга, соединяющих робот с одним из устройств.
Для предотвращения выхода робота за установленные пределы применяется следующий
способ.
Ограничение осей с помощью DCS (на всех осях, опция)
ПРЕДУПРЕЖДЕНИЕ!
Изменение диапазона перемещений любой оси влияет на диапазон
перемещений робота. Во избежание негативных последствий заранее
продумайте возможные последствия ограничения движения отдельной оси.
В противном случае существует вероятность возникновения
непредвиденных ситуаций, например, в позиции, которой робот был ранее
обучен, может сработать аварийный сигнал.
6.1
ПРОГРАММНОЕ ИЗМЕНЕНИЕ ОГРАНИЧЕНИЯ ОСЕЙ С
ПОМОЩЬЮ DCS (ОПЦИЯ)
Перемещение робота можно ограничить функцией DCS (Dual check safety), используя
приведенное ниже программное обеспечение. На оси J2/J3 можно получить тот же эффект, что
дает регулируемый механический упор.
Перемещение робота можно ограничить под любым углом и положением, если оно находится в
области перемещения робота. Функции DCS получили сертификат на соответствие
международным стандартам ISO13849-1 и IEC61508 в уполномоченном сертифицирующем органе.
Если задано только рабочее пространство с помощью функции Joint Position Check, робот
остановится после выхода за пределы рабочего пространства. После отключения питания привода
робот проходит по инерции некоторое расстояние до полной остановки. Фактическое положение
остановки робота будет находиться за пределами рабочего пространства. Чтобы остановить робота
в пределах рабочего пространства, используйте функцию DCS Stop Position Prediction
(прогнозирование положения остановки). По умолчанию прогнозирование положения остановки
отключено.
x
Функция проверки положения/скорости DCS (J567)
В качестве примера показана процедура настройки ±90° на оси J2. Подробное описание прочих
настроек, функций и прогнозирования положения остановки приводится в руководстве по
использованию функции Dual check safety контроллера R-30iB/R-30iB Mate /R-30iB Plus
(B-83184EN).
- 64 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
6. НАСТРОЙКА ОГРАНИЧЕНИЯ ОСЕЙ
B-83494RU/08
Процедура настройки
1
2
3
4
Нажмите клавишу [MENU] для отображения экранного меню.
Нажмите [0 NEXT] и выберите [6 SYSTEM].
Нажмите клавишу F1 ([TYPE]).
Выберите [DCS]. Появится указанный ниже экран.
AUTO
JOINT 1%
DCS
1
2
3
4
5
6
7
8
9
Joint position check
Joint speed check:
Cart. position check OK
Cart. speed check
T1 mode speed check
User model
Tool frame
User frame
Stop position prediction
[TYPE] APPLY DETAIL
5
Переместите курсор на [1 Joint position check], затем нажмите [DETAIL].
AUTO
JOINT 1%
DCS
Join Position check
No.
G A
1 DISABLE 1 1
2 DISABLE 1 1
3 DISABLE 1 1
4 DISABLE 1 1
5 DISABLE 1 1
6 DISABLE 1 1
7 DISABLE 1 1
8 DISABLE 1 1
9 DISABLE 1 1
10 DISABLE 1 1
[TYPE]
6
Status Comment
---- [
---- [
---- [
---- [
---- [
---- [
---- [
---- [
---- [
---- [
Переместите курсор на [1], затем нажмите [DETAIL].
AUTO
JOINT 1%
No. 1
1 Comment
2 Enable/Disable
3 Group
4 Axis
5 Safe side:
Position (deg):
Current:
6 Upper limit :
7 Lower limit :
8 Stop type:
Status:
[*********************]
DISABLE
1
1
[TYPE] PREV NEXT
8
9
10
11
]
]
]
]
]
]
]
]
]
]
DETAIL
DCS
7
UNDO
0.000
0.000
0.000
Power-off stop
UNDO
Переместите курсор на [DISABLE], затем нажмите [CHOICE], поменяйте значение на
[ENABLE].
Переместите курсор на [Group], введите номер группы робота, затем нажмите [ENTER].
Переместите курсор [Axis], введите «2», нажмите [ENTER].
Переместите курсор [Upper limit] на правую сторону, введите «90», нажмите [ENTER].
Переместите курсор [Lower limit] на правую сторону, введите «-90», нажмите [ENTER].
- 65 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
6. НАСТРОЙКА ОГРАНИЧЕНИЯ ОСЕЙ
B-83494RU/08
ПРЕДУПРЕЖДЕНИЕ!
Если задано только рабочее пространство с помощью функции Joint Position
Check, робот остановится после выхода за пределы рабочего пространства.
После отключения питания привода робот проходит по инерции некоторое
расстояние до полной остановки. Фактическое положение остановки робота
будет находиться за пределами рабочего пространства. Чтобы остановить
робота в пределах рабочего пространства, используйте функцию DCS Stop
Position Prediction (прогнозирование положения остановки). По умолчанию
прогнозирование положения остановки отключено.
AUTO
JOINT 1%
DCS
No. 1
1 Comment
2 Enable/Disable
3 Group
4 Axis
5 Safe side:
Position (deg):
Current:
6 Upper limit :
7 Lower limit :
8 Stop type:
Status:
[*********************]
ENABLE
1
2
0.000
+30.000
-30.000
Power-off stop
[TYPE] PREV NEXT
12
UNDO
Нажмите клавишу [PREV] два раза, чтобы вернуться на первый экран.
AUTO
JOINT 1%
DCS
1
2
3
4
5
6
7
8
9
Joint position check UNSF CHGD
Joint speed check:
Cart. position check OK
Cart. speed check
T1 mode speed check
User model
Tool frame
User frame
Stop position prediction
[TYPE] APPLY DETAIL
13
14
15
UNDO
Нажмите [APPLY].
Введите 4-значный пароль, нажмите [ENTER] (по умолчанию используется пароль 1111).
Появится указанный ниже экран. Нажмите [OK].
AUTO
JOINT 1%
DCS
Verify (diff)
F Number :
F0000
VERSION : HandlingTool
$VERSION : V7.7097 9/1/2015
DATE: 17-7-28
19;44
DCS Version: V2. 0. 11
---Joint Position
No.
G
1 EBABLE
1
2 ENABLE
1
3 DISABLE
1
ALL
Check----------------A Status Comment
2 CHGD [
2 ---- [
2 ---- [
OK
QUIT
- 66 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
6. НАСТРОЙКА ОГРАНИЧЕНИЯ ОСЕЙ
B-83494RU/08
Надпись [CHGD] на правой стороне [1 Joint position check] изменится на [PEND].
AUTO
JOINT 1%
DCS
1
2
3
4
5
6
7
8
9
Joint position check UNSF PEND
Joint speed check:
Cart. position check OK
Cart. speed check
T1 mode speed check
User model
Tool frame
User frame
Stop position prediction
[TYPE] APPLY DETAIL
16
UNDO
Перезапустите питание контроллера в режиме холодного запуска, чтобы активировать новые
настройки.
ПРЕДУПРЕЖДЕНИЕ!
Чтобы активировать новые настройки, перезапустите питание контроллера.
Если этого не сделать, робот будет работать некорректно, что может
привести к повреждению оборудования или получению травм персоналом.
- 67 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
7. ПРОВЕРКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
7
B-83494RU/08
ПРОВЕРКА И ТЕХНИЧЕСКОЕ
ОБСЛУЖИВАНИЕ
Для поддержания робота в оптимальном состоянии необходимо регулярно проводить техническое
обслуживание, порядок которого описан в этом разделе. (См. приложение А «Таблица
периодического технического обслуживания»).
ПРИМЕЧАНИЕ
Порядок периодического технического обслуживания, описанный в
настоящем разделе, предполагает, что робот FANUC эксплуатируется не
более 3840 часов в году. Если же данное количество часов превышает
3840 часов в году, скорректируйте интервал технического обслуживания
соответствующим образом. Для расчета новых (более коротких) интервалов
следует использовать отношение фактического рабочего времени за один
год на 3840 часов в году. Для примера, если робот эксплуатируется
7680 часов в году, периодичность технического обслуживания следует
удвоить, т. к. временной интервал должен быть поделен на 2.
7.1
ПРОВЕРКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
7.1.1
Ежедневные проверки
Ежедневно перед включением РТК очищайте детали робота и осматривайте детали на наличие
повреждений. Проверьте данные пункты при необходимости.
Пункты проверки
Утечка масла
Узел
пневматического
управления
Комплект продувки
воздухом
Вибрация,
посторонние шумы
Погрешность
позиционирования
Надлежащее
функционирование
периферийных
устройств
Тормоза на каждой
оси
Предупреждения
Точки проверки и действия
Проверьте наличие масла на уплотнении каждого шарнира. Если произошла утечка
масла, устраните ее.
⇒ 7.2.1 «Проверка утечки масла»
(Если используется узел пневматического управления или комплект для продувки
воздухом)
⇒ 7.2.2 «Проверка узла пневматического управления и комплекта для продувки
воздухом»
Проверьте наличие вибрации или посторонних шумов.
При наличии вибрации или посторонних шумов выполните меры из этого раздела:
⇒ 9.1 «ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ» (признак: вибрация, шум)
Убедитесь, что обученные положения робота не отличаются от положений, заданных
предыдущим обучением. При наличии смещения выполните меры из этого раздела:
⇒ 9.1 «ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ» (признак: Смещение)
Убедитесь, что периферийные устройства работают в правильном режиме в
соответствии с командами, получаемыми от робота.
Убедитесь, что при отключении питания падение рабочего органа не превышает 2 мм.
Если рабочий орган (кисть) падает, выполните меры описанные в следующем разделе:
⇒ 9.1 «УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ» (симптом: падение оси)
Проверьте наличие предупреждений на экране аварийных сигналов на пульте обучения.
При наличии предупреждений выполните меры, описанные в следующем руководстве:
⇒ «Руководство по эксплуатации (список кодов аварийных сигналов)»
(B-83284EN-1)”
- 68 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
7. ПРОВЕРКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
B-83494RU/08
7.1.2
Периодические проверки и техническое обслуживание
Проверьте следующие пункты в интервалах, рекомендуемых ниже, основанных на периодичности
или суммарной наработке, в зависимости от того, что наступит раньше.
(○ : Пункт должен быть выполнен)
Интервалы проверок и
технического обслуживания
(период, суммарная наработка)
1
месяц
320 ч
3
месяца
960 ч
○
○
1
1,5
2
4
год
года
года
года
3840 ч 5760 ч 7680 ч 15360 ч
Очистка
вентиляционной
системы
контроллера
Проверка на
внешние
повреждения или
отслоение краски
Только
первая
проверка
○
○
○
○
Только
первая
проверка
○
○
Только
первая
проверка
○
○
Только
первая
проверка
○
Только
первая
проверка
Пункт проверки и
технического
обслуживания
○
Проверка наличия
воды
(за исключением
7WP)
Проверка кабеля
пульта обучения,
кабеля
подключения щита
управления и
соединительного
кабеля робота на
наличие
повреждений
Проверка на
повреждение
кабеля рабочего
органа (кисти)
и кабеля внешних
батарей
Проверка
открытых
разъемов
Повторная затяжка
монтажных болтов
рабочего органа
Точки проверки, действия и
методы обслуживания
Проверьте наличие пыли в
вентиляционной системе
контроллера. Если накопилась
пыль, удалите её.
Проверьте робот на наличие
внешних повреждений или
отслоение краски в результате
контакта с периферийными
устройствами. Если произошел
непреднамеренный контакт,
устраните причину. Кроме того,
если внешнее повреждение
серьезное и нарушает исправную
эксплуатацию робота, замените
поврежденные детали.
Проверьте наличие воды или СОЖ
в роботе. Если жидкость
обнаружена, устраните причину и
удалите жидкость.
Убедитесь, что кабель,
подключенный к пульту обучения,
кабель щита управления и
соединительный кабель робота не
перекручены и не повреждены.
Если обнаружено повреждение,
замените кабель.
Проверьте кабели рабочего органа
и кабеля внешних батарей на
наличие неравномерного
скручивания или повреждения.
Если обнаружено повреждение,
замените кабель.
Проверьте открытые разъемы.
⇒ 7.2.3 «Проверка разъемов»
Подтяните монтажные болты
рабочего органа.
Дополнительную информацию о
моменте затяжке см. в разделе:
⇒ 4.1 «МОНТАЖ РАБОЧЕГО
ОРГАНА НА ЗАПЯСТЬЕ»
- 69 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
Номер
периодического
технического
обслуживания
13
1
2
12
8
3
4
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
7. ПРОВЕРКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Интервалы проверок и
технического обслуживания
(период, суммарная наработка)
1
месяц
320 ч
3
месяца
960 ч
○
1
1,5
2
4
год
года
года
года
3840 ч 5760 ч 7680 ч 15360 ч
○
Только
первая
проверка
○
○
Только
первая
проверка
○
Только
первая
проверка
○
Пункт проверки и
технического
обслуживания
Повторная затяжка
внешних основных
болтов
Проверка
механического
упора
Удаление брызг,
стружки и пыли
Точки проверки, действия и
методы обслуживания
Подтяните монтажные болты
робота, болты, удаленные для
проверки, и наружные болты. См.
рекомендации по моменту затяжки
болтов в конце руководства.
Нанесите адгезивный состав на
некоторые болты, чтобы
предотвратить их ослабление. Не
превышайте рекомендованный
крутящий момент, в противном
случае можно удалить адгезивный
состав.
По этой причине при повторной
затяжке используйте
рекомендованный момент затяжки
болтов.
Проверьте наличие деформаций на
пружинящем элементе
механического упора осей J1/J3;
замените его при наличии
деформации.
⇒ 7.2.4 «Проверка механического
упора»
Убедитесь, что брызги, стружки или
пыль не попали на основной корпус
робота. Если накопилась пыль,
удалите её. Тщательно очистите
подвижные части робота
(каждый шарнир).
Для 7WP
Удалите осадок и посторонние
материалы в чистящей
жидкости.
Регулярно меняйте чистящую
жидкость.
Промойте сетчатый фильтр,
регулярно производите его
замену.
Очистите соединения
механического узла от грязи и
посторонних материалов.
Для робота дуговой сварки
Скопления брызг металла в зоне
фланца запястья или сварочной
горелки приводят к повреждению
изоляции, что может вывести из
строя механический блок робота
сварочным током.
(См. приложение D)
- 70 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
B-83494RU/08
Номер
периодического
технического
обслуживания
5
6
7
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
7. ПРОВЕРКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
B-83494RU/08
Интервалы проверок и
технического обслуживания
(период, суммарная наработка)
1
месяц
320 ч
3
месяца
960 ч
1
1,5
2
4
год
года
года
года
3840 ч 5760 ч 7680 ч 15360 ч
○
(*)
○
(*)
Пункт проверки и
технического
обслуживания
Замена
аккумуляторных
батарей
механического
блока
○
(*)
○
(*)
○
○
Доливка
консистентной
смазки в
редукторах каждой
оси
Замена кабеля
механического
блока
Замена
аккумуляторных
батарей
контроллера
Точки проверки, действия и
методы обслуживания
Замените аккумуляторные батареи
механического блока.
(*) Интервалы периодической
проверки зависят от батарей.
Заменяйте батареи с указанной
периодичностью независимо от
наработки.
встроенные наработки: 1 год
(3840 часов)
внешние батареи: 1,5 года
(5760 часов)
⇒ 7.3.1 «Замена аккумуляторных
батарей»
Нанесите консистентную смазку на
редуктор каждой оси
(*) Интервалы периодической
проверки зависят от модели.
7C/7LC: 2 года (7680 часов)
прочие модели, кроме 7C/7LC: 4
года (15360 часов)
⇒ 7.2.3 «Доливка консистентной
смазки в редукторе»
Замените кабель механического
блока
Обратитесь в местное
представительство FANUC за
информацией относительно
замены кабеля.
Замените аккумуляторные батареи
контроллера.
Меняйте аккумуляторные батареи
один раз в 4 года независимо от
наработки.
⇒ Глава 7 «Замена
аккумуляторных батарей» в
руководстве по техническому
обслуживанию контроллера
R-30iB Mate/R-30iB Mate Plus
(B-83525EN) или руководстве по
техническому обслуживанию
контроллера R-30iB Mate в
спецификации Open Air
(B-83555EN)
- 71 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
Номер
периодического
технического
обслуживания
9
10
11
14
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
7. ПРОВЕРКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
7.2
ТОЧКИ ПРОВЕРКИ
7.2.1
Проверка утечки масла
B-83494RU/08
Пункты проверки
Проверьте наличие утечки масла на вращающихся деталях каждого шарнира.
Рис. 7.2.1 Точки проверки утечки масла
Действия
x
Масло может накопиться снаружи уплотняющей кромки в зависимости от условий движения
или внешних условий оси. Если масло разжижается, оно может вытекать в зависимости от
перемещения оси. Чтобы предотвратить появление масляных пятен, удаляйте масло из-под
компонентов оси перед тем, как начать эксплуатацию робота.
x
Кроме того, двигатели могут перегреться, и внутреннее давление в ванне консистентной
смазки может вырасти из-за частых продолжительных движений и высокой температуры
окружающей среды. В этом случае нормальное внутреннее давление можно восстановить
вентиляцией впускного смазочного отверстия. (При открытии впускного смазочного
отверстия выполняйте указания из п. 7.3.2, чтобы исключить попадание консистентной
смазки на станок или инструмент.)
x
Если приходится часто удалять масло и открытие сливного смазочного отверстия не
останавливает утечку, выполните следующие меры:
⇒ 9.1 «Поиск и устранение неисправностей» (признак: утечка консистентной смазки)
- 72 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
7. ПРОВЕРКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
B-83494RU/08
7.2.2
Проверка узла пневматического управления и комплекта
для продувки воздухом (опция)
Если используется узел пневматического управления или комплект для продувки воздухом,
проверьте следующее:
Пункты проверки
Давление
воздуха
1
Если имеется
узел
пневматического
управления.
Утечка из
шланга
3
Слив
4
Давление
подачи
5
Если имеется
комплект
продувки
воздухом.
Осушитель
6
Слив
Давление
Pressure
Adjusting Knob
Регулировочная
ручка
6,5×16,5,
2-6.5
x 16.5 2 шт.
Длина
круглого
Length
round
hole
отверстия
Rc1/4
Rc1/4
AIR OUTLET
ВЫПУСК
ВОЗДУХА
Pressure gauge
Манометр
Rc1/4
Rc1/4
AIR SUPPLY
ПОДАЧА
ВОЗДУХА
Рис. 7.2.2 (a) Узел пневматического управления (опция)
74 -x7 x11,
4丸шт.
11 長
穴
Длина круглого
отверстия
Выпускное
空気出力口
отверстие
( O6 エ ア チ ュ ー ブ )
воздуха
(Воздушный
патрубок φ6)
Выпускное
отверстие
сжатого
一次空圧源
воздуха
圧力計
Манометр
Впускное
空気入力口
отверстие
( O1 0 エ ア チ ュ ー ブ )
воздуха
(Воздушный
патрубок φ10)
S
O
2
Точки проверки
С помощью манометра проверьте давление воздуха в узле
пневматического управления, изображенном на рис. 7.2.2 (a). Если
оно не соответствует заданному давлению 0,49 МПa ((5 кгс/см2),
отрегулируйте его с помощью ручки настройки давления на
регуляторе.
Проверьте соединения, трубки и т. д. на наличие утечек.
При необходимости, устраните утечки или замените детали.
Проверьте слив и прочистите его. При значительном количестве
слитой жидкости проверьте настройку воздушного осушителя со
стороны подвода воздуха.
Проверьте подающее давление с помощью комплекта продувки
воздухом, изображенного на рис. 7.2.2 (b). Если оно не
соответствует заданному давлению 15 кПа (0,15 кгс/см2),
отрегулируйте его с помощью ручки настройки давления на
регуляторе.
Убедитесь, что цвет в точке проверки конденсации синий. Если она
не синего цвета, найдите причину и замените осушитель.
Информация по техническому обслуживанию комплект продувки
воздухом приведена в руководстве по эксплуатации комплекта.
Проверьте слив и прочистите его. При значительном количестве
слитой жидкости проверьте настройку воздушного осушителя со
стороны подвода воздуха.
S
O
Пункт
Ручка для
圧力調整用ノブ
регулирования
смазчика
Рис. 7.2.2 (b) Комплект продувки воздухом (опция)
- 73 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
7. ПРОВЕРКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
7.2.3
B-83494RU/08
Проверка разъемов
Точки осмотра разъемов
x
Соединительные кабели робота, зажим для заземления и пользовательские кабели
Пункты проверки
x
Круглый разъем: Проверьте плотность посадки разъема, поворачивая его вручную.
x
Квадратный разъем: Проверьте крепление рукоятки разъема.
x
Зажим заземления: Проверьте герметичность зажима.
Рис. 7.2.3 (a) Точки проверки разъемов
7.2.4
x
Проверка механического упора
Проверьте наличие деформаций на пружинящем элементе механического упора осей J1/J3;
замените его при наличии деформации.
Механический
Jmechanical
1 軸 機 械 式 ス упор
トッ
パ на оси J1
J1-axis
stopper
様 :штифт:
Спец.: Пружинный
A6-PS-8X20S
Spec. : 仕
Spring
pin : A6-PS-8X20S
ス プ リ ン グ ピ ン :A 6-P
S - 8X 20S
Механический
упор
на оси J3
J3-axis mechanical
stopper
Спец.:
J 3 軸 機 械 式 ス トッ パ
Spec.
:
仕
様
:
Ограничитель
оси J3: A290-7142-X427
J3 stopper
A290-7142-X427
J 3 ス トッ: パ
:A 290- 7142- X 427
Пружинный
штифт:
スプリング
ピ ン : A 6 -A6-PS-8X20S
P S - 8X 20S
断 面 AA-A
-А-А
A
Разрез
Section
spring ping A6-PS-8X20S
Примечание.
Note
: When
stopperоси
注
:J 3ス
トッ パ をassembling
スПри
プ リ ンустановке
グ ピ ンthe
に 組J3
みупора
пружинный
штифт
付 け J3
る 時на
はセ
メダ イ ン ス ー パ
ーX
to the
spring
pin,
apply
( ク リнанесите
ア ) を 塗 布 し Cemedine
て 下さい 。
Super X
CEMEDINE SUPER X (CLEAR)
(прозрачный)
(Spec. : A98L-0004-0717#C).
(спец.: A98L-0004 0717#C).
A
Рис. 7.2.4 (a) Проверка механического упора
- 74 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
A
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
7. ПРОВЕРКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
B-83494RU/08
7.3
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
7.3.1
Замена аккумуляторных батарей
(с периодичностью проверки 1 год для встроенных
батарей)
(с периодичностью проверки 1,5 года для внешних
батарей)
Для хранения данных о позиционировании всех осей используются батареи резервного питания.
Если используются встроенные батареи, их следует менять раз в год. Если используются внешние
батареи, их следует менять раз в полтора года. Кроме того осуществляйте замену батареи при
срабатывании аварийного сигнала о падении напряжения на аккумуляторных батареях.
Процедура замены аккумуляторной батареи
(если используются встроенные батареи)
1
Для блокировки перемещения робота нажмите кнопку аварийного останова.
ВНИМАНИЕ!
Не отключайте питание. Замена батарей при отключенном питании робота
приведет к потере всех текущих данных позиционирования. В результате
потребуется повторная мастеризация робота.
2
3
4
Снимите крышку батарейного отсека (рис. 7.3.1 (a)) Если ее нельзя снять, сбейте ее вбок при
помощи пластмассового молотка.
Ослабьте винты пластины, снимите крышку батарейного отсека и произведите замену
батарей. Для этого потяните за защелку, расположенную в центре батарейного отсека.
Соберите их в обратной последовательности. При установке аккумуляторных батарей
соблюдайте полярность.
Требуется заменить прокладку.
Аккумуляторная
батарея
C, (4 штуки)
単 2バ ッ テ リ (4個
)
Спец. FANUC : A98L-0031-0027
フ ァ ナ ッ ク 仕 様 :A 98L - 0031- 0027
Извлеките батареи,
こ の 棒を 引っ 張る と
потянув за защелку.
バ ッ テ リ が 取り 出せ ま す 。
Крышка
バ ッ テ リбатарейного
ボ ッ ク ス 蓋 отсека
Прокладка
ガ
スケット
A290-7142-X249
A 290- 7142- X 249
Крышка
バ
ッ テ リ батарейного
ボ ッ ク ス カ バотсека
ー
Стандартная/7H/7L/14L
標 準 / 7 H / 7 болт
L / 14L
Оцинкованный
сメшестигранным
головке
ッ キ 加 工 六отверстием
角 穴 付 きвボ
ルト
M4 x 12 (4 шт.) или M4 x 20 (4 шт.))
M 4X 12(4個 ) ま た は M 4X 20(4個 )
7C/7LC
Болт
стали с шестигранным
7 C /из
7 Lнержавеющей
C
отверстием в головке
ス テ ン レス 六角ボ ル ト
M4 x 12 (4 шт.) или M4 x-20 (4 шт.)
M
4X 12(4個 ) ま た は M 4X 20(4個 )お よ
с шайбой
びワ ッシャ
Оцинкованный винт M4 x 12 (2 шт.)
皿ね じ
M 4X 12(2個 )
Рис. 7.3.1 (a) Замена аккумуляторной батареи (если используются встроенные батареи)
- 75 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
7. ПРОВЕРКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
B-83494RU/08
Процедура замены аккумуляторной батареи
(если используются внешние батареи)
1
Для блокировки перемещения робота нажмите кнопку аварийного останова.
ВНИМАНИЕ!
Не отключайте питание. Замена батарей при отключенном питании робота
приведет к потере всех текущих данных позиционирования. В результате
потребуется повторная мастеризация робота.
2
3
4
5
Снимите крышку батарейного отсека (рис. 7.3.1 (b))
Извлеките старые аккумуляторные батареи из батарейного отсека.
Установите новые батареи в батарейный отсек, соблюдая полярность.
Установите крышку батарейного отсека.
Внешний
отсек
別 置 バ ッ テ リбатарейный
ボックス
Кабель батареи
ッテリケーブル
Диаметрバ приблизительно
φ5 мм 径 約 O5 m m
( 最 大 O 5 .5 m m )
(Макс φ5,5 мм)
Батарейный
バ ッ テ リ ケ ー ス отсек
Спец.
バ ッ テбатареи
リ 仕 様 :A: 9A98L-0031-0005
8L - 0031- 0005
(аккумуляторная
щелочная
типа D, 4 шт.)
テ リ 4 本 батарея
)
(単 一 ア ル カ リ バ ッ
Крышка
ケ ー ス キ ャотсека
ップ
Рис. 7.3.1 (b) Процедура замены аккумуляторных батарей (если используются внешние батареи)
- 76 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
B-83494RU/08
8
7. ПРОВЕРКА
П
А И ТЕХНИ
ИЧЕСКОЕ
Е ОБСЛУЖ
ЖИВАНИЕ
Е
На рис. 7.3.1 (c) покказаны габарритные разм
меры внешн
него батарей
йного отсекаа.
На рис. 7.3.1 (c) укаазаны габари
итные размееры для слу
учаев, когда батарейный
й отсек треб
буется
встроить в контроллер или друугие устройсства.
Батарей
йный отсек можно
м
закреепить шлицеевыми винтами М4.
(Винты не входят в комплект поставки.)
п
К соединительной плате
п
блокаа батареи моожно присоеединить до 6 зажимов.
НЕЙЛОН
НОВЫЙ ХОМУТ Д
ДЛЯ
КРЕПЛЕ
ЕНИЯ КАБЕЛЯ
В
ВИД
В
ВИНТ
Т С ПЛОСКОЙ
ЦИЛИ
ИНДРИЧЕСКОЙ
ГОЛО
ОВКОЙ И ШАЙБО
ОЙ
(M3, 6 шт.)
(ИСПОЛЬЗУЕТСЯ ДЛЯ
КЛЮЧЕНИЯ
ПОДК
ЭЛЕК
КТРОДА К
ЗАЖИ
ИМАМ)
ВИД А (КРЫШКА УСТАНОВЛЕНА)
ВИД А
А НЕ УСТАНОВЛ
ЛЕНА)
(КРЫШКА
ВИД С
ОТВЕРСТИЕ ПОД
П
ПЛОСКИЕ ВИНТЫ M4
С ПОТАЙНОЙ ГОЛОВКОЙ (4 шт.)
ш
ПОД ЩЕЛОЧНЫЕ СУХИЕ БАТА
АРЕИ
КАЦИЯ IEC LR-20
0)
ТИПОРАЗМЕРА D (СПЕЦИФИК
(4 шт.)
Рис. 7.3
3.1 (c) Габари
итные разме
еры батарейн
ного отсека
- 77 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
7. ПРОВЕРКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
7.3.2
B-83494RU/08
Замена консистентной смазки в редукторах (интервал
проверки 4 года (15360 часов) или 2 года (7680 часов))
На моделях стандартная/7H/7L/7WP заменяйте консистентную смазку каждые четыре года или
15360 часов, соблюдая следующие процедуры.
На моделях 7C/7LC заменяйте консистентную смазку каждые четыре года или 7680 часов,
соблюдая следующие процедуры.
Наименование и количество консистентной смазки приведены в таблице 7.3.2 (а).
Таблица 7.3.2 (a) Консистентная мазка для замены через каждые 4 года (15360 часов) или 2 года
(7680 часов)
Точки смазки
Количество смазки
Модели
Рекомендованная смазка
Редуктор оси J1
Редуктор оси J2
Редуктор оси J3
Редуктор оси J4
Редуктор оси J5
Редуктор оси J6
Редуктор оси J1
Редуктор оси J2
Редуктор оси J3
Редуктор оси J4
Редуктор оси J5
Редуктор оси J6
2.7г(3мл)
2.7г(3мл)
1.8г(2мл)
1.8г(2мл)
1.8г(2мл)
1.8г(2мл)
0,9г (1мл)
0,9г (1мл)
0,9г (1мл)
0,9г (1мл)
0,9г (1мл)
0,9г (1мл)
За исключением
7C/7LC
Спец.: A98L-0040-0230
7C/7LC
Спец.: A98L-0040-0320
Для замены консистентной смазки используйте произвольные положения робота.
- 78 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
B-83494RU/08
7. ПРОВЕРКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ВНИМАНИЕ!
1 Имеются комплекты для выполнения смазочных работ.
- Смазочный комплект: (для моделей стандартная/7H/7WP/7L/14L)
A05B-1142-K021
(В комплект входят смазочный шприц и туба консистентной смазки. (90г))
- Смазочный комплект (для 7C/7LC): A05B-1142-K026
(В комплект входят смазочный шприц и туба консистентной смазки. (90г))
- Туба консистентной смазки: A05B-1139-K022
(для моделей стандартная/7H/7WP/7L/14L)
(консистентная смазка в тубе (90г))
- Туба консистентной смазки: A05B-1142-K027
(для 7C/7LC) (консистентная смазка в тубе (90г))
У модели LR Mate 200iD/7H отсутствует ось J6.
2 Нарушение процедуры смазки может увеличить давление в смазочной
ванне и привести к повреждению уплотнения, которое вызовет утечку
смазки и некорректную работу. В связи с этим при проведении смазки
учитывайте следующее:
1 Используйте указанный тип консистентной смазки. Использование
неутвержденной смазки может повредить редуктор или привести
возникновению других неисправностей.
2 Полностью уберите излишки консистентной смазки с пола и робота,
чтобы предотвратить проскальзывание и возгорание.
3 При использовании смазочного комплекта разомните тубу рукой, чтобы
размягчить консистентную смазку и заполните шприц необходимым
количеством консистентной смазки. Установите насадку в точку смазки
шприцем. После завершения смазки шприцем уберите насадку и
установите крышку на место.
1
2
3
4
Выключите питание контроллера.
Снимите заглушки с впускного смазочного отверстия.
Подайте заданное количество консистентной смазки с помощью шприца. Учтите, что
консистентная смазка может выйти сразу после подачи или во время прокачки. Даже в этом
случае соблюдайте заданный объем подачи смазки.
Установите новые заглушки. При повторном использовании заглушки обязательно обмотайте
ее уплотнительной лентой.
- 79 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
7. ПРОВЕРКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
B-83494RU/08
Впускное смазочное отверстие в редукторе
軸減速機給脂口
наJ 6оси
J6
シ ー ル ボ ル ト M 4X 6
Заглушка M4 x 6
J 5軸 減 速 機
給 脂 口 отверстие в редукторе
Впускное
смазочное
シ ーоси
ル ボ
на
J5ル ト M 4 X 6
Заглушка M4 x 6
Впускное смазочное отверстие в
J 4 軸 減 速 на
機給
脂 J4
口
редукторе
оси
シ ー ル ボ ル ト M 4X 6
Заглушка
M4 x 6
Редуктор
оси
J 3軸 減 速 機
給 J3
脂口
впускное
シ ー ル ボ ル ト M 4X 6
смазочное
отверстие
Заглушка M4 x 6
Редуктор
оси
J 1軸 減 速 機
給 J1
脂口
впускное
シ ー ル ボ ルсмазочное
ト M 8X 10
отверстие
Заглушка M8 x 10
оси
J2口
JРедуктор
2軸 減 速 機
給脂
впускное
シ
ー ル ボ ル ト M 4X 6
смазочное
отверстие
Заглушка M4 x 6
Рис. 7.3.2 (a) Нанесение консистентной смазки в редуктор
Наименование детали
Заглушка
Заглушка
Таблица 7.3.2 (b) Спецификация заглушек
Спецификация
Примечания
A97L-0318-0410#040606EN
A97L-0318-0410#081010S
Впускное смазочное отверстие для осей
J2–J6, 5 шт./1 робот
Впускное смазочное отверстие на оси J1
- 80 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
7. ПРОВЕРКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
B-83494RU/08
7.4
ЧИСТКА РОБОТА (7C/7LC)
Робот LR Mate 200iD/7C/7LC прошел специальную обработку, он устойчив к воздействию
щелочных чистящих растворов и дезинфицирующих растворов. По этой причине на поверхность
робота допускается распылять некоторые чистящие средства для ежедневной чистки и
поддержания санитарного состояния.
В таблице 7.4 (a) приведены проверенные чистящие средства, которые не оказывают
отрицательное воздействие при нанесении на поверхность робота LR Mate 200iD/7C/7LC.
Воздействие прочих чистящих средств на поверхность робота не проверено. При использовании
других чистящих средств обратитесь в представительство FANUC.
Всегда разбавляйте чистящее средство. Неправильно разбавленное чистящее средство может
повредить поверхность робота. Температура чистящего средства и воды не должны превышать
50 градусов Цельсия.
Спирт и органический растворитель могут повредить поверхность робота. Не используйте их для
чистки робота.
Таблица 7.4 (a) Проверенные чистящие средства, не повреждающие поверхность робота
СТЕПЕНЬ
ОСНОВНОЙ
РАЗБАВЛЕНИЯ
НАИМЕНОВАНИЕ
ИЗГОТОВИТЕЛЬ
ТИП
КОМПОНЕНТ
(ПРИМЕЧАНИЕ 1)
Geron IV
ANDERSON
Reg13
ANDERSON
FOMENT
ANDERSON
P3-topax 99
ECOLAB
P3-topax 91
ECOLAB
P3-topax 66
ECOLAB
P3-topactive 200
Hypofoam VF6
DIVOSAN EXTRA VT55
ECOLAB
JohsonDiversey
JohsonDiversey
Дезинфицирующее
средство
Дезинфицирующее
средство
Щелочной
очиститель
Дезинфицирующее
средство
Дезинфицирующее
средство
Дезинфицирующее
средство
Щелочной
очиститель
Дезинфицирующее
средство
Дезинфицирующее
средство
Четвертичный хлорид
аммония
Гипохлорид натрия
Гидроксид калия
Гипохлорит натрия
N-3(-аминопропил)-Nдодецилпропан-1,3-ди
амин
Бензалкония хлорид
Гидроксид натрия
Гипохлорит натрия
Алкиламиноксид
Этанол
Гидроксид калия
Гидроксид натрия
Гидроксид натрия
Гипохлорит натрия
Амин
Четвертичный хлорид
аммония
- 81 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
0,2%
0,15%
1,5%
2%
0,5%
5%
4%
10%
1%
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
7. ПРОВЕРКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
НАИМЕНОВАНИЕ
Vesphene IIse
ИЗГОТОВИТЕЛЬ
STERIS
CIDEX Activated
Dialdehyde Solution ASP
Advanced
Sterilization
Products
ТИП
Дезинфицирующее
средство
Чистящие
средства
B-83494RU/08
ОСНОВНОЙ
КОМПОНЕНТ
Сульфоновые кислоты
C14-16-гидроксиалкан
и C14-16алкен,
Соли натрия
2-фенилфенол
4-трет-пентифенол
Гидроксид калия
Фосфорная кислота
Гидроксид натрия
Ксилол сульфонат
натрия
Пентан
СТЕПЕНЬ
РАЗБАВЛЕНИЯ
(ПРИМЕЧАНИЕ 1)
0,8%
1%
ПРИМЕЧАНИЕ
1 СТЕПЕНЬ РАЗБАВЛЕНИЯ = ИСХОДНЫЙ РАСТВОР /
(ИСХОДНЫЙ РАСТВОР + ВОДА)
2 Кислотные чистящие средства требуется тщательно смыть, не оставляя их
на поверхности робота. Поверхность робота не может взаимодействовать с
чистящим средством непрерывно больше 15 минут.
3 Чистящие средства из таблицы 7.4 (a) могут быть запрещены к
использованию в стране или регионе эксплуатации робота, что осложняет
их получение.
7.5
ХРАНЕНИЕ
Храните робота на ровной поверхности в положении, используемом для транспортировки.
(см. раздел 1.1).
- 82 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
B-83494RU/08
8
МАСТЕРИЗАЦИЯ
Мастеризация подразумевает установку соответствия между углом каждой осью робота и
значением числа импульсов, получаемых от пульс-кодера, подключенного к двигателю
соответствующей оси. Конкретно, мастеризация представляет собой операцию получения числа
импульсов, соответствующему нулевому положению.
ВНИМАНИЕ!
При выполнении мастеризации с включенной функцией компенсации силы
тяжести неправильные параметры нагрузки (см. раздел 4.3) могут повлиять
на точность мастеризации.
8.1
ОБЗОР
Текущее положение робота определяется в соответствии со значением числа импульсов,
поступающих от пульскодера каждой оси.
Мастеризация осуществляется на заводе-изготовителе. Выполнять мастеризацию во время
ежедневной эксплуатации не требуется. Однако мастеризация необходима после следующих
действий:
x
Замена двигателя
x
Замена пульс-кодера
x
Замена редуктора
x
Замена кабеля
x
Разрядка аккумуляторных батарей, хранящих информацию о числе импульсов в
механическом блоке.
ВНИМАНИЕ!
Данные робота (включая данные мастеризации) и данные пульс-кодера
сохраняются благодаря соответствующим резервным батареям. В случае
разрядки батарей данные будут потеряны. Регулярно заменяйте батареи в
контроллере и механическом блоке. Авариный сигнал предупреждает о
низком уровне заряда аккумуляторной батареи.
- 83 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
B-83494RU/08
Типы мастеризации
В таблице 9.1 (a) описаны следующие методы мастеризации. Следует учитывать, что быстрая
мастеризация одной оси не поддерживается в версии ПО 7DC2 (V8.20P) и в более ранних версиях.
Таблица 8.1 (a) Типы мастеризации
Мастеризация по
положению шаблона
Мастеризация
нулевого положения
(мастеризация по
меткам)
Быстрая
мастеризация
Быстрая
мастеризация одной
оси
Мастеризация одной
оси
Ввод данных
мастеризации
Данная мастеризация производится с помощью шаблона для мастеризации перед
отгрузкой оборудования с завода.
Данная мастеризация выполняется при установке всех осей робота в положение 0
градусов. Каждая ось имеет метку нулевого положения. Данная мастеризация
выполняется путем совмещения всех осей по соответствующим меткам.
Данный мастеризация выполняется в положении, заданном пользователем.
Соответствующее число импульсов определяется скоростью вращения
пульс-кодера, подключенного к соответствующему двигателю, и углу вращения за
один оборот. Принцип быстрой мастеризации заключается в том, что абсолютное
значение угла вращения за один оборот не теряется. (одновременно все оси)
Данная мастеризация выполняется в положении, заданном пользователем, на одной
оси. Соответствующее число импульсов определяется скоростью вращения
пульс-кодера, подключенного к соответствующему двигателю, и углу вращения за
один оборот. Принцип быстрой мастеризации заключается в том, что абсолютное
значение угла вращения за один оборот не теряется.
Мастеризация выполняется одновременно только для одной оси. Пользователь
может задавать положение мастеризации на каждой оси. Это целесообразно при
мастеризации конкретной оси.
Данные мастеризации вводятся напрямую.
После завершения мастеризации необходимо выполнить позиционирование (калибровку).
Позиционирование представляет собой операцию, в ходе которой контроллер считывает текущее
количество импульсов для распознавания текущего положения робота.
В настоящем разделе описаны мастеризация нулевого положения, быстрая мастеризация, быстрая
мастеризация одной оси, мастеризация одной оси и ввод данных мастеризации. Подробную
информацию о мастеризации (мастеризации по положению шаблона) можно получить в местном
представительстве FANUC.
ВНИМАНИЕ!
1 Неправильно выполненная мастеризация может привести к
непредсказуемому поведению робота. Это представляет опасность.
Поэтому конструкцией системы предусмотрено, что экран Master/Cal
отображается, только если системной переменной $MASTER_ENB
присвоено значение 1 или 2. После выполнения позиционирования нажмите
F5 ([DONE]) на экране Master/Cal. Системной переменной $MASTER_ENB
будет автоматически присвоено значение 0, и экран Master/Cal закроется.
2 Перед выполнением мастеризации рекомендуется создать резервную
копию текущих данных мастеризации.
3 Если диапазон перемещений механического блока составляет 360 градусов
или более, то поворот любой оси (J1 и J4), к которой присоединены кабели,
с превышением правильного положения мастеризации на один оборот
может повредить кабели механического блока. Если установить правильное
положение мастеризации невозможно из-за большого диапазона
перемещения по оси во время мастеризации, снимите панель или крышку
разъемов, проверьте состояние кабелей внутри и выполните мастерихацию
в правильном положении. Процедура проверки указана на рис. 8.1 (a) и (b).
- 84 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
B-83494RU/08
Панель
разъемов
分線盤
Болт
ボル ト
M 4X
1 2 ( (5)
5)
M4
x16
締 付 け ト ル ク 2 .0 N m
Момент затяжки 2.0 Нм
Убедитесь,
что кабели не перекручены
J 1 =0 vの 時
и ケось
ー ブJ1
ル установлена
が 捻 れ て い な い на
か 0º
確認して くだ さい
Рис. 8.1 (a) Проверка состояния кабеля (ось J1)
Oリ ング
Кольцевое
уплотнение
A 290- 7142- X 409
A290-7142-X409
что кабели
JУбедитесь,
4 =0 vの 時
ケ
ー ブ ル が 捻 れ てиいось
な いJ4
か
перекручены
確
認 し て く だ さ い на 0º
установлена
не
ボル ト
Болт
M 4X 10 (4)
M4
x10 (4)
締 付 け トル ク 2 .0 N m
Момент затяжки 2.0 Нм
Крышка
J 3 カ バ ー J3
Рис. 8.1 (b) Проверка состояния кабеля (ось J4)
- 85 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
8.2
B-83494RU/08
СБРОС АВАРИЙНЫХ СИГНАЛОВ И ПОДГОТОВКА К
МАСТЕРИЗАЦИИ
Перед мастеризацией после замены двигателя необходимо сбросить соответствующий аварийный
сигнал и открыть меню позиционирования.
Отображаемый аварийный сигнал
SRVO-062 BZAL или SRVO-075 Pulse not established
Порядок действий
1
Откройте меню позиционирования, выполнив пункты с 1 по 6.
1
Нажмите клавишу [MENU].
2
Нажмите [0 NEXT] и выберите [6 SYSTEM].
3
Нажмите F1 [TYPE] и выберите в меню пункт [Variable].
4
Установите курсор на переменную $MASTER_RUB, затем нажмите клавишу "1" и
[ENTER].
5
Нажмите F1 [TYPE] и выберите в меню пункт [Master/Cal].
6
Выберите нужный тип мастеризации в меню [Master/Cal].
2
Для сброса сигнала SRVO-062 BZAL выполните пункты с 1 по 5.
1
Нажмите клавишу [MENU].
2
Нажмите [0 NEXT] и выберите [6 SYSTEM].
3
Нажмите F1 [TYPE] и выберите в меню пункт [Master/Cal].
4
Нажмите F3 ([RES_PCA]), затем нажмите F4 ([YES]).
5
Включите и выключите питание контроллера.
3
Для сброса сообщения SRVO-075 Pulse not established выполните пункты с 1 по 2.
1
При повторном включении питания контроллера снова появится сообщение SRVO-075
Pulse not established.
2
Поверните указанную в сообщении ось в любом направлении, пока аварийный сигнал не
исчезнет при нажатии клавиши [RESET].
8.3
МАСТЕРИЗАЦИЯ ПО НУЛЕВОМУ ПОЛОЖЕНИЮ
Мастеризация по нулевому положению (мастеризация по меткам) выполняется, когда все оси
робота выставлены в положение 0 градусов. Каждая ось имеет метку нулевого положения.
(рис. 8.3 (a)) Данная мастеризация выполняется, когда все оси устанавливаются в положение 0
градусов по соответствующим меткам.
При мастеризации по нулевому положению используется внешний осмотр, и поэтому она может
быть не очень точной. Данный метод следует использовать только как быстрое временное
решение.
Порядок мастеризации по нулевому положению
1
2
3
4
Нажмите клавишу [MENU] для отображения экранного меню.
Выберите пункт NEXT и нажмите кнопку SYSTEM.
Нажмите клавишу F1 [TYPE]. Затем выберите [Variables] в меню.
При $DMR_GRP [группа]. $GRAV_MAST=1 включается компенсация силы тяжести; если
данный параметр равен «0», компенсация силы тяжести отключается. Кроме того, отключите
управление тормозом.
- 86 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
B-83494RU/08
ПРИМЕЧАНИЕ
Компенсацию силы тяжести можно включить/отключить, изменив
следующую системную переменную:
$PARAM_GROUP[группа].$SV_DMY_LNK[8]: FALSE или TRUE
Для отключения тормоза присвойте системным переменным следующие
значения:
$PARAM_GROUP.SV_OFF_ALL
: FALSE
$PARAM_GROUP.SV_OFF_ENB[*]
: FALSE (для всех осей)
После изменения системных переменных перезапустите питание
контроллера.
(Мастеризацию можно выполнить без установки компенсации силы тяжести.
Однако компенсация влияет на точность).
5
6
7
8
Нажмите клавишу [MENU] для отображения экранного меню.
Выберите [0 NEXT] и нажмите клавишу [6 SYSTEM].
Нажмите F1 [TYPE] (тип) для отображения меню смены экранов.
Выберите [Master/Cal]. Появится экран позиционирования.
SYSTEM Master/Cal
AUTO JOINT 10 %
TORQUE = [ON ]
1 FIXTURE POSITION MASTER
2 ZERO POSITION MASTER
3 QUICK MASTER
4 QUICK MASTER FOR SINGLE AXIS
5 SINGLE AXIS MASTER
6 SET QUICK MASTER REF
7 CALIBRATE
Press 'ENTER' or number key to select.
[ TYPE ]
9
10
LOAD
RES_PCA
DONE
В толчковом режиме приведите робот в положение для мастеризации.
Выберите пункт [ZERO POSITION MASTER]. Нажмите F4 [YES].
SYSTEM Master/Cal
AUTO JOINT 10 %
TORQUE = [ON ]
1 FIXTURE POSITION MASTER
2 ZERO POSITION MASTER
3 QUICK MASTER
4 QUICK MASTER FOR SINGLE AXIS
5 SINGLE AXIS MASTER
6 SET QUICK MASTER REF
7 CALIBRATE
Robot Mastered! Mastering Data:
<0> <11808249> <38767856>
<9873638> <12200039> <2000319>
[ TYPE ] LOAD RES_PCA
DONE
- 87 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
11
B-83494RU/08
Выберите [7 CALIBRATE] и нажмите F4 [YES]. Мастеризация будет выполнена
автоматически. Также можно отключить и включить питание. При включении питания всегда
выполняется позиционирование.
SYSTEM Master/Cal
AUTO JOINT 10 %
TORQUE = [ON ]
1 FIXTURE POSITION MASTER
2 ZERO POSITION MASTER
3 QUICK MASTER
4 QUICK MASTER FOR SINGLE AXIS
5 SINGLE AXIS MASTER
6 SET QUICK MASTER REF
7 CALIBRATE
Robot Calibrated! Cur Jnt Ang(deg):
< 0.0000> < 0.0000> < 0.0000>
< 0.0000> < 0.0000> < 0.0000>
12
По окончании позиционирования нажмите клавишу F5 [DONE].
DONE
F5
13
14
Верните значение компенсации силы тяжести.
Верните исходные значения управления тормозом; отключите и включите питание
контроллера
Таблица 8.3 (a) Положение при совмещении меток положения
Ось
Положение
Ось J1
Ось J2
Ось J3
Ось J4
Ось J5
Ось J6
(ПРИМЕЧАНИЕ 1)
(ПРИМЕЧАНИЕ 2)
0 град
0 град
0 град (Если ось J2 в положении 0 град)
0 град (ПРИМЕЧАНИЕ 1)
90 град (ПРИМЕЧАНИЕ 2) (Если ось J3 в положении
0 град) (ПРИМЕЧАНИЕ 2)
0 град
0 град
За исключением модели 7Н с направленным вниз запястьем в нулевом
положении
Модель 7Н с направленным вниз запястьем в нулевом положении
ПРИМЕЧАНИЕ
У модели LR Mate 200iD/7H отсутствует ось J6.
- 88 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
B-83494RU/08
Гравированная
S c r ib e m a r k J 5
метка
( F o r J5
7H , J 4)
(для 7H, J4)
A
S cМетка
r ib e m aJ3
rk J 3
Метка
S c r ib e J2
m a rk
J 2
S c r ib e mМетка
a rk J 1
Положение
штифта
P in p o s it io n w
he n
J 6 - aJ6,
xis положение
0 v p o s it io n
Ось
0º
(F or 7H , J 5)
(за
исключением 7H, J5)
J1
S c r ib eМетка
m a r k JJ4
4
(за исключением 7H)
Детальный
вид A
D e t a il A
Рис. 8.3 (a) Положение меток
- 89 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
8.4
B-83494RU/08
БЫСТРАЯ МАСТЕРИЗАЦИЯ
Данная мастеризация выполняется для одной оси в положении, заданном пользователем.
Соответствующее число импульсов определяется числом оборотов пульс-кодера, подключенного
к соответствующему двигателю, и углом вращения за один оборот. Принцип быстрой
мастеризации заключается в том, что абсолютное значение угла вращения за один оборот не
теряется.
Быстрая мастеризация выполняется на заводе-изготовителе в положении, указанном в таблице 8.3.
По возможности не изменяйте значения.
Если робот невозможно настроить в указанном выше положении, необходимо повторно
выполнить нулевое положение быстрой мастеризации, используя приведенный ниже способ.
(рекомендуется использовать маркер в качестве метки).
ВНИМАНИЕ!
1 Метод быстрой мастеризации используется в случае потери количества
импульсов, например, при падении напряжения в батареи резервного
питания счетчика импульсов.
2 Метод быстрой мастеризации нельзя использовать после замены
пульс-кодера или при потере данных мастеризации в контроллере робота.
Порядок записи нулевого положения быстрой мастеризации
1
2
3
4
Нажмите клавишу [MENU] для отображения экранного меню.
Выберите пункт NEXT и нажмите кнопку SYSTEM.
Нажмите клавишу F1 [TYPE]. Затем выберите [Variables] в меню.
При $DMR_GRP[группа].$GRAV_MAST=1 включается компенсация силы тяжести; если
данный параметр равен «0», компенсация силы тяжести отключается. Кроме того, отключите
управление тормозом.
ПРИМЕЧАНИЕ
Компенсацию силы тяжести можно включить/отключить, изменив
следующую системную переменную:
$PARAM_GROUP[группа].$SV_DMY_LNK[8]: FALSE или TRUE
Для отключения тормоза присвойте системным переменным следующие
значения:
$PARAM_GROUP.SV_OFF_ALL
: FALSE
$PARAM_GROUP.SV_OFF_ENB[*]
: FALSE (для всех осей)
После изменения системных переменных перезапустите питание
контроллера.
(Мастеризацию можно выполнить без установки компенсации силы тяжести.
Однако компенсация влияет на точность).
- 90 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
B-83494RU/08
5
6
Выберите пункт [6 SYSTEM].
Выберите [Master/Cal]. Появится экран позиционирования.
SYSTEM Master/Cal
AUTO JOINT 10 %
TORQUE = [ON ]
1 FIXTURE POSITION MASTER
2 ZERO POSITION MASTER
3 QUICK MASTER
4 QUICK MASTER FOR SINGLE AXIS
5 SINGLE AXIS MASTER
6 SET QUICK MASTER REF
7 CALIBRATE
Press 'ENTER' or number key to select.
[ TYPE ]
7
8
LOAD
RES_PCA
DONE
В толчковом режиме приведите робот в нулевое положение для быстрой мастеризации.
Выберите [6 SET QUICK MASTER REF] и нажмите F4 [YES]. Будет сохранено нулевое
положение для быстрой мастеризации.
5 SINGLE AXIS MASTER
6 SET QUICK MASTER REF
7 CALIBRATE
9
10
Верните значение компенсации силы тяжести.
Верните исходные значения управления тормозом и перезапустите питание контроллера.
ВНИМАНИЕ!
Данный способ нельзя использовать в случае потери роботом данных
мастеризации в результате разборки или ремонта механического узла. В
этом случае для восстановления данных мастеризации выполните
мастеризацию по положению шаблона или мастеризацию по нулевому
положению.
- 91 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
B-83494RU/08
Порядок быстрой мастеризации
1
2
3
4
Нажмите клавишу [MENU] для отображения экранного меню.
Выберите пункт NEXT и нажмите кнопку SYSTEM.
Нажмите клавишу F1 [TYPE]. Затем выберите [Variables] в меню.
При $DMR_GRP[группа].$GRAV_MAST=1 включается компенсация силы тяжести; если
данный параметр равен «0», компенсация силы тяжести отключается. Кроме того, отключите
управление тормозом.
ПРИМЕЧАНИЕ
Компенсацию силы тяжести можно включить/отключить, изменив
следующую системную переменную:
$PARAM_GROUP[группа].$SV_DMY_LNK[8]: FALSE или TRUE
Для отключения тормоза присвойте системным переменным следующие
значения:
$PARAM_GROUP.SV_OFF_ALL
: FALSE
$PARAM_GROUP.SV_OFF_ENB[*]
: FALSE (для всех осей)
После изменения системных переменных перезапустите питание
контроллера.
(Мастеризацию можно выполнить без установки компенсации силы тяжести.
Однако компенсация влияет на точность).
5
Вызовите экран Master/Cal.
SYSTEM Master/Cal
AUTO JOINT 10 %
TORQUE = [ON ]
1 FIXTURE POSITION MASTER
2 ZERO POSITION MASTER
3 QUICK MASTER
4 QUICK MASTER FOR SINGLE AXIS
5 SINGLE AXIS MASTER
6 SET QUICK MASTER REF
7 CALIBRATE
Robot Not Mastered!
Quick master? [NO]
6
7
В толчковом режиме приведите робот в нулевое положение для быстрой мастеризации.
Установите курсор на [3 QUICK MASTER] и нажмите [ENTER]. Нажмите F4 [YES].
Данные быстрой мастеризации будут сохранены в памяти.
2 ZERO POSITION MASTER
3 QUICK MASTER
4 QUICK MASTER FOR SINGLE AXIS
8
9
Переместите курсор в строку [7 CALIBRATE] и нажмите клавишу [ENTER]. Будет
выполнена калибровка. Для выполнения калибровки перезапустите питание.
После окончания калибровки нажмите F5 Done.
- 92 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
B-83494RU/08
DONE
F5
10
11
8.5
Верните значение компенсации силы тяжести.
Верните исходные значения управления тормозом и перезапустите питание контроллера.
БЫСТРАЯ МАСТЕРИЗАЦИЯ ОДНОЙ ОСИ
Данная мастеризация выполняется для одной оси в положении, заданном пользователем.
Соответствующее число импульсов определяется числом оборотов пульс-кодера, подключенного
к соответствующему двигателю, и углом вращения за один оборот. Принцип быстрой
мастеризации заключается в том, что абсолютное значение угла вращения за один оборот не
теряется.
Быстрая мастеризация выполняется на заводе-изготовителе в положении, указанном в таблице 8.3.
По возможности не изменяйте значения.
Если робот невозможно настроить в указанном выше положении, необходимо повторно настроить
нулевое положение быстрой мастеризации, используя приведенный ниже способ (Рекомендуется
использовать маркер в качестве метки.)
ВНИМАНИЕ!
1 Метод быстрой мастеризации используется в случае потери количества
импульсов, например, при падении напряжения в батареи резервного
питания счетчика импульсов.
2 Метод быстрой мастеризации нельзя использовать после замены
пульс-кодера или при потере данных мастеризации в контроллере робота.
Порядок записи нулевого положения быстрой мастеризации
1
2
3
4
Нажмите клавишу [MENU] для отображения экранного меню.
Выберите пункт NEXT и нажмите кнопку SYSTEM.
Нажмите клавишу F1 [TYPE]. Затем выберите [Variables] в меню.
При $DMR_GRP[группа].$GRAV_MAST=1 включается компенсация силы тяжести; если
данный параметр равен «0», компенсация силы тяжести отключается. Кроме того, отключите
управление тормозом.
ПРИМЕЧАНИЕ
Компенсацию силы тяжести можно включить/отключить, изменив
следующую системную переменную:
$PARAM_GROUP[группа].$SV_DMY_LNK[8]: FALSE или TRUE
Для отключения тормоза присвойте системным переменным следующие
значения:
$PARAM_GROUP.SV_OFF_ALL
: FALSE
$PARAM_GROUP.SV_OFF_ENB[*]
: FALSE (для всех осей)
После изменения системных переменных перезапустите питание
контроллера.
(Мастеризацию можно выполнить без установки компенсации силы тяжести.
Однако компенсация влияет на точность).
- 93 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
5
6
B-83494RU/08
Выберите пункт [6 SYSTEM].
Выберите [Master/Cal]. Появится экран позиционирования.
SYSTEM Master/Cal
AUTO JOINT 10 %
TORQUE = [ON ]
1 FIXTURE POSITION MASTER
2 ZERO POSITION MASTER
3 QUICK MASTER
4 QUICK MASTER FOR SINGLE AXIS
5 SINGLE AXIS MASTER
6 SET QUICK MASTER REF
7 CALIBRATE
Press 'ENTER' or number key to select.
[ TYPE ]
7
8
LOAD
RES_PCA
DONE
В толчковом режиме приведите робот в нулевое положение для быстрой мастеризации.
Выберите [6 SET QUICK MASTER REF] и нажмите F4 [YES]. Будет сохранено нулевое
положение для быстрой мастеризации.
5 SINGLE AXIS MASTER
6 SET QUICK MASTER REF
7 CALIBRATE
9
10
Верните значение компенсации силы тяжести.
Верните исходные значения управления тормозом и перезапустите питание контроллера.
ВНИМАНИЕ!
Данный способ нельзя использовать в случае потери роботом данных
мастеризации в результате разборки или ремонта механического узла. В
этом случае для восстановления данных мастеризации выполните
мастеризацию по положению шаблона или мастеризацию по нулевому
положению.
Порядок быстрой мастеризации одной оси
1
2
3
4
Нажмите клавишу [MENU] для отображения экранного меню.
Выберите пункт NEXT и нажмите кнопку SYSTEM.
Нажмите клавишу F1 [TYPE]. Затем выберите [Variables] в меню.
При $DMR_GRP[группа].$GRAV_MAST=1 включается компенсация силы тяжести; если
данный параметр равен «0», компенсация силы тяжести отключается. Кроме того, отключите
управление тормозом.
- 94 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
B-83494RU/08
ПРИМЕЧАНИЕ
Компенсацию силы тяжести можно включить/отключить, изменив
следующую системную переменную:
$PARAM_GROUP[группа].$SV_DMY_LNK[8]: FALSE или TRUE
Для отключения тормоза присвойте системным переменным следующие
значения:
$PARAM_GROUP.SV_OFF_ALL
: FALSE
$PARAM_GROUP.SV_OFF_ENB[*]
: FALSE (для всех осей)
После изменения системных переменных перезапустите питание
контроллера.
(Мастеризацию можно выполнить без установки компенсации силы тяжести.
Однако компенсация влияет на точность).
5
Вызовите экран Master/Cal.
SYSTEM Master/Cal
AUTO JOINT 10 %
TORQUE = [ON ]
1 FIXTURE POSITION MASTER
2 ZERO POSITION MASTER
3 QUICK MASTER
4 QUICK MASTER FOR SINGLE AXIS
5 SINGLE AXIS MASTER
6 SET QUICK MASTER REF
7 CALIBRATE
Robot Not Mastered!
Quick master? [NO]
6
Выберите [4 QUICK MASTER FOR SINGLE AXIS]. Появится экран быстрой мастеризации
отдельной оси.
SINGLE AXIS MASTER
J1
J2
J3
J4
J5
J6
E1
E2
E3
ACTUAL POS
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
AUTO
(MSTR POS)
(
0.000)
0.000)
(
0.000)
(
0.000)
(
0.000)
(
0.000)
(
(
0.000)
(
0.000)
(
0.000)
J OINT 10%
1/9
(SEL)
[ST]
(0)
[2]
(0)
[2]
(0)
[2]
(0)
[2]
(0)
[2]
(0)
[0]
(0)
[0]
(0)
[0]
(0)
[0]
EXEC
7
Установите курсор в столбец [SEL], выбрав ось без мастеризации, и нажмите клавишу [1] на
цифровой клавиатуре. Значение параметра [SEL] можно изменить для одной или нескольких
осей.
SINGLE AXIS MASTER
J5
J6
ACTUAL POS
0.000
0.000
AUTO
(MSTR POS)
(
0.000)
(
0.000)
JOINT 10%
1/9
(SEL) [ST]
(0)
[2]
(0)
[0]
EXEC
- 95 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
8
9
10
11
B-83494RU/08
В толчковом режиме приведите робот в нулевое положение для быстрой мастеризации.
Нажмите F5 [EXEC]. Будет выполнена мастеризация. Значение параметра [SEL] поменяется
на 0, а значение параметра [ST] — на 2.
Переместите курсор в строку [7 CALIBRATE] и нажмите клавишу [ENTER]. Будет
выполнена калибровка. Для выполнения калибровки перезапустите питание.
После окончания калибровки нажмите F5 Done.
DONE
F5
12
13
Включите компенсацию силы тяжести, если она была отключена.
Верните исходные значения управления тормозом и перезапустите питание контроллера.
- 96 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
B-83494RU/08
8.6
МАСТЕРИЗАЦИЯ ОДНОЙ ОСИ
Мастеризация одной оси выполняется одновременно только на одной оси. Пользователь может
задавать положение мастеризации на каждой оси.
Метод мастеризации одной оси может использоваться при утере данных мастеризации конкретной
оси, например, при обнаружении падения напряжения на батарее резервного питания счетчика
импульсов или после замены пульс-кодера.
SINGLE AXIS MASTER
J1
J2
J3
J4
J5
J6
E1
E2
E3
ACTUAL POS
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
AUTO
(MSTR POS)
0.000)
(
0.000)
(
0.000)
(
(
0.000)
0.000)
(
0.000)
(
(
0.000)
(
0.000)
(
0.000)
J OINT 10%
1/9
(SEL)
[ST]
(0)
[2]
(0)
[2]
(0)
[2]
(0)
[2]
(0)
[2]
(0)
[0]
(0)
[0]
(0)
[0]
(0)
[0]
EXEC
Пункт
Текущее
положение
(ACTUAL AXIS)
Положение
мастеризации
(MSTR POS)
SEL
ST
Таблица 8.6 (a) Пункты, используемые при мастеризации одной оси
Описание
Отображается текущее положение каждой оси робота в градусах.
Положение мастеризации задается для одной оси, проходящей мастеризацию.
Целесообразным будет задать положение 0_.
Этот параметр равен 1 на оси, проходящей мастеризацию одной оси. Значение по
умолчанию 0.
Этот параметр указывает на выполнение мастеризации одной оси на соответствующей
оси. Пользователь не может изменить данный параметр
Значение параметра отображается в $EACHMST_DON
(с 1 по 9).
0 :Данные мастеризации потеряны. Требуется мастеризация одной оси.
1 :Данные мастеризации потеряны. (Мастеризация выполнялась
только на других взаимосвязанных осях.) Требуется мастеризация
одной оси.
2: Мастеризация завершена.
- 97 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
B-83494RU/08
Порядок мастеризации одной оси
1
2
3
4
Нажмите клавишу [MENU] для отображения экранного меню.
Выберите пункт NEXT и нажмите кнопку SYSTEM.
Нажмите клавишу F1 [TYPE]. Затем выберите [Variables] в меню.
При $DMR_GRP[группа].$GRAV_MAST=1 включается компенсация силы тяжести; если
данный параметр равен «0», компенсация силы тяжести отключается. Кроме того, отключите
управление тормозом.
ПРИМЕЧАНИЕ
Компенсацию силы тяжести можно включить/отключить, изменив
следующую системную переменную:
$PARAM_GROUP[группа].$SV_DMY_LNK[8]: FALSE или TRUE
Для отключения тормоза присвойте системным переменным следующие
значения:
$PARAM_GROUP.SV_OFF_ALL
: FALSE
$PARAM_GROUP.SV_OFF_ENB[*]
: FALSE (для всех осей)
После изменения системных переменных перезапустите питание
контроллера.
(Мастеризацию можно выполнить без установки компенсации силы тяжести.
Однако компенсация влияет на точность).
5
6
Выберите пункт [6 SYSTEM].
Выберите [Master/Cal]. Появится экран позиционирования.
SYSTEM Master/Cal
AUTO JOINT 10 %
TORQUE = [ON ]
1 FIXTURE POSITION MASTER
2 ZERO POSITION MASTER
3 QUICK MASTER
4 QUICK MASTER FOR SINGLE AXIS
5 SINGLE AXIS MASTER
6 SET QUICK MASTER REF
7 CALIBRATE
Press 'ENTER' or number key to select.
[ TYPE ]
7
LOAD
RES_PCA
DONE
Выберите [5 SINGLE AXIS MASTER] Появится указанный ниже экран.
SINGLE AXIS MASTER
J1
J2
J3
J4
J5
J6
E1
E2
E3
ACTUAL POS
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
AUTO
(MSTR POS)
0.000)
(
0.000)
(
0.000)
(
0.000)
(
0.000)
(
0.000)
(
(
0.000)
(
0.000)
(
0.000)
JO INT 10%
1/9
(SEL)
[ST]
(0)
[2]
(0)
[2]
(0)
[2]
(0)
[2]
(0)
[2]
(0)
[0]
(0)
[0]
(0)
[0]
(0)
[0]
EXEC
- 98 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
B-83494RU/08
8
9
10
11
Установите курсор в столбец [SEL], выбрав ось без мастеризации, и нажмите клавишу [1] на
цифровой клавиатуре. Значение параметра [SEL] можно изменить для одной или нескольких
осей.
Отключите тормоз, а затем в толчковом режиме переместите робота в положение
мастеризации.
Введите данные оси в положении мастеризации.
Нажмите F5 [EXEC]. Будет выполнена мастеризация. Значение параметра [SEL] поменяется
на 0, а значение параметра [ST] — на 2 или 1.
SINGLE AXIS MASTER
J1
J2
J3
J4
J5
J6
E1
E2
E3
ACTUAL POS
0.000
0.000
0.000
0.000
0.000
90.000
0.000
0.000
0.000
AUTO
(MSTR POS)
(
0.000)
(
0.000)
(
0.000)
(
0.000)
(
0.000)
(
0.000)
(
0.000)
(
0.000)
(
0.000)
JOINT 10%
6/9
(SEL)
[ST]
(0)
[2]
(0)
[2]
(0)
[2]
(0)
[2]
(0)
[2]
(1)
[0]
(0)
[0]
(0)
[0]
(0)
[0]
EXEC
12
После завершения мастеризации одной оси нажмите клавишу [PREV], чтобы вернуться к
предыдущему экрану.
SYSTEM Master/Cal
AUTO JOINT 10 %
TORQUE = [ON ]
1 FIXTURE POSITION MASTER
2 ZERO POSITION MASTER
3 QUICK MASTER
4 QUICK MASTER FOR SINGLE AXIS
5 SINGLE AXIS MASTER
6 SET QUICK MASTER REF
7 CALIBRATE
Press 'ENTER' or number key to select.
[ TYPE ]
13
14
LOAD
RES_PCA
DONE
Выберите [7 CALIBRATE], а затем нажмите F4 [YES]. Будет выполнено позиционирование.
Также можно перезапустить питание контроллера. Будет выполнено позиционирование.
По окончании позиционирования нажмите клавишу F5 [DONE].
DONE
F5
15
16
Верните значение компенсации силы тяжести.
Верните исходные значения управления тормозом и перезапустите питание контроллера.
- 99 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
8.7
B-83494RU/08
ВВОД ДАННЫХ МАСТЕРИЗАЦИИ
Данная функция позволяет напрямую присваивать значения данных мастеризации системным
переменным. Данной функцией можно воспользоваться, если данные мастеризации потеряны, но
количество импульсов сохранилось.
Порядок ввода данных мастеризации
1
2
Нажмите кнопку [MENU], затем нажмите [0 NEXT] и выберите пункт [6 SYSTEM].
Нажмите клавишу F1 [TYPE]. Выберите [Variable]. Появится экран системных переменных.
SYSTEM Variables
1
2
3
4
5
6
$AAVM_GRP
$AAVM_WRK
$ABSPOS_GRP
$ACC_MAXLMT
$ACC_MINLMT
$ACC_PRE_EXE
[ TYPE ]
3
AUTO
JOINT 10%
1/669
AAVM_GRP_T
AAVM_WRK_T
ABSPOS_GRP_T
0
0
0
DETAIL
Измените данные мастеризации.
Данные мастеризации сохраняются в системной переменной $DMR_GRP.$MASTER_COUN.
SYSTEM Variables
135
136
AUTO
$DMR_GRP
$DMSW_CFG
JOINT 10%
1/669
DMR_GRP_T
DMSW_CFG_T
[ TYPE ]
4
Выберите $DMR_GRP.
SYSTEM Variables
$DMR_GRP
1
[1]
[ TYPE ]
AUTO
JOINT 10%
1/1
DMR_GRP_T
DETAIL
SYSTEM Variables
$DMR_GRP
1 $MASTER_DONE
2 $OT_MINUS
3 $OT_PLUS
4 $NASTER_COUN
5 $REF_DONE
6 $REF_POS
[ TYPE ]
AUTO
JOINT 10%
1/29
FALSE
[9] of BOO LEAN
[9] of BO OLEAN
[9] of INTEGER
FALSE
[9] of REAL
TRUE
FALSE
- 100 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
B-83494RU/08
5
Выберите $MASTER_COUN и введите записанные данные мастеризации.
SYSTEM Variables
AUTO
$DMR_GRP[1].$MASTER_CO UN
1
2
3
4
5
6
7
8
9
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
[9]
J OINT 10%
1/9
95678329
10223045
3020442
30405503
20497709
2039490
0
0
0
[ TYPE ]
6
7
Нажмите клавишу [PREV].
Присвойте переменной $MASTER_DONE значение TRUE.
SYSTEM Variables
$DMR_GRP
1 $MASTER_DONE
2 $OT_MINUS
AUTO
TRUE
[9] of BOO LEAN
[ TYPE ]
8
9
JOINT 10%
1/29
TRUE
FALSE
Откройте экран позиционирования, выберите пункт [7 CALIBRATE], затем нажмите F4
[YES].
По окончании позиционирования нажмите F5 [DONE].
DONE
F5
- 101 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
8. МАСТЕРИЗАЦИЯ
8.8
1
2
B-83494RU/08
ПРОВЕРКА МАСТЕРИЗАЦИИ
Проверка правильности мастеризации робота.
Обычно позиционирование выполняется автоматически при включении питания. Чтобы
проверить правильность мастеризации, сравните текущую отображаемую позицию с
фактической позицией робота, используя одну или несколько приведенных выше процедур.
(1) Воспроизведите конкретную точку в программе. Убедитесь, что точка совпадает с
заданным положением.
(2) Установите все оси робота в положение 0-градусов (0 рад). Убедитесь, что метки
нулевого положения, указанные в разделе 8.3 руководства по эксплуатации, совпадают.
Для этого не нужно использовать визуальное средство.
Если отображаемые и фактические позиции не совпадают, срабатывает аварийный
сигнал неправильного значения счетчика пульс-кодера, описанного в п. 2. Кроме того,
данные мастеризации в системной переменной $DMR_GRP.$MASTER_COUN могли
быть переписаны в результате ошибки или по другой причине.
Сравните данные со значениями, указанными в паспорте робота. Во время мастеризации
системная переменная всегда перезаписывается. После выполнения мастеризации
запишите новые данные системной переменной в паспорт робота.
Типы аварийных сигналов, отображаемые во время мастеризации, и способ их устранения.
(1) Аварийный сигнал BZAL
Этот аварийный сигнал возникает, когда напряжение на резервных батареях
пульс-кодера падает до 0 В, когда питание контроллера отключено. Кроме того, данный
аварийный сигнал срабатывает, если разъем пульс-кодера удален для замены кабелей и
т. д., поскольку напряжение падает до 0. Убедитесь, что аварийный сигнал пропал после
сброса импульсов (см. раздел 8.2.). Затем перезапустите питание контроллера и
проверьте наличие этого аварийного сигнала.
Если аварийный сигнал еще отображается, аккумуляторная батарея может быть
разряжена. Сбросьте импульсы, выключите и включите питание контроллера после
замены аккумуляторной батареи. Имейте ввиду, что в случае возникновения данного
аварийного сигнала, будут потеряны все исходные данные, хранившиеся в пульс-кодере.
Потребуется мастеризация.
(2) Аварийный сигнал BLAL
Данный аварийный сигнал возникает в случае падения напряжения на батареях
пульс-кодера до уровня, когда резервное сохранение данных больше невозможно. При
возникновении данного аварийного сигнала срочно замените аккумуляторную батарею,
не отключая питание. Убедитесь что данные о текущем положении верны, используя
процедуру, описанную в п. 1.
(3) Аварийные сигналы CKAL, RCAL, PHAL, CSAL, DTERR, CRCERR, STBERR и SPHAL
указывают на неисправность пульс-кодера; свяжитесь с местным представителем
FANUC.
- 102 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
9. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
B-83494RU/08
9
ПОИСК И УСТРАНЕНИЕ
НЕИСПРАВНОСТЕЙ
В некоторых случаях причину неисправностей в механическом блоке трудно определить из-за
взаимного влияния многих факторов. Своевременное устранение неисправностей предотвратит их
дальнейшее усложнение. По этой причине необходимо вести учет неисправностей и
предпринимать соответствующие меры по их устранению.
9.1
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
В таблице 9.1 (a) перечислены основные признаки неисправности, которые могут возникнуть в
механическом блоке, и их вероятные причины. Если определить причину неисправности или меры
по ее устранению не представляется возможным, обратитесь в местное представительство FANUC.
Для устранения неисправностей, не относящихся к механическому блоку, обратитесь к
руководству по техническому обслуживанию контроллера (B-83525EN и т. д.) и списку кодов
аварийных сигналов (B-83284EN-1).
Признак
Вибрация.
Шум
Таблица 9.1 (a) Поиск и устранение неисправностей
Описание
Причина
Меры по устранению
- При эксплуатации
робота основание J1
приподнимается над
плитой настила.
- Между плитой
основания и
основанием оси J1
имеется зазор.
- Ослаблен крепежный
болт на основании J1.
- Во время
эксплуатации робота
вибрирует стойка или
плита настила.
[Крепление основания J1]
- Вероятно, основание робота J1 не
прочно прикреплено к опорной
плите.
- Возможные причины: ослаблено
болтовое крепление, поверхность
недостаточно плоская, между
роботом и плитой настила
имеется посторонний предмет.
- Если робот недостаточно прочно
прикреплен к опорной плите, во
время эксплуатации основание J1
приподнимает плиту настила, в
результате чего опорная плита и
плита настила соударяются. Это,
в свою очередь, вызывает
вибрацию.
[Стойка или пол]
- Возможно, причина заключается в
недостаточной жесткости стойки
или пола.
- Если они недостаточно жесткие,
сила противодействия
деформирует стойку или пол,
вызывая вибрацию.
- Если ослаблена затяжка
болта, нанесите герметик
Loctite и затяните болт с
соответствующим
моментом.
- Скорректируйте
плоскостность поверхности
опорной плиты в указанном
диапазоне допуска.
- Если между основанием J1
и плитой настила попал
посторонний предмет,
извлеките его.
- Укрепите стойку или пол
для придания жесткости.
- Если укрепить стойку или
пол невозможно, измените
управляющую программу
робота. Это может
понизить вибрацию.
- 103 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
9. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
Признак
Вибрация.
Шум
(продолжение)
Описание
B-83494RU/08
Причина
Меры по устранению
- Вибрация
усиливается, когда
робот принимает то
или иное положение.
- При снижении
скорости
эксплуатации робота
вибрация
прекращается.
- Вибрация наиболее
заметна при
ускорении робота.
- Вибрация возникает,
когда одновременно
работают две или
более оси.
[Перегрузка]
- Возможно нагрузка на робот
превышает максимально
допустимое значение.
- Возможно аппаратное
обеспечение робота не
соответствует требованиям
управляющей программы робота.
- Возможно значение
ACCELERATION сильно
превышено.
- Вибрация впервые
отмечена после
столкновения робота с
каким-либо объектом
или при длительной
перегрузке робота.
- Консистентная смазка
вибрирующей оси
длительное время не
менялась.
- Вибрация и шум
появляются
циклически.
[Передача, подшипник или
редуктор]
- Возможно, столкновение или
перегрузка стали причиной
повышения нагрузки на
приводном механизме, что
привело к повреждению
поверхности зуба шестерни,
поверхности качения подшипника
или редуктора.
- Длительное использование с
перегрузкой может вызвать
усталость при фреттинг-коррозии
на поверхности зуба шестерни,
поверхности качения подшипника
или на редукторе.
- Возможно, попадание
постороннего предмета в
шестерню, подшипник или
редуктор вызвало повреждение
поверхности зуба шестерни,
поверхности качения подшипника
или редуктора.
- Возможно попадание
постороннего предмета в
шестерню, подшипник или внутрь
редуктора вызвало вибрацию.
- Возможно, длительное
использование старой смазки
вызвало фреттинг-коррозию на
поверхности зуба, поверхности
качения подшипника или
редуктора в результате усталости
металла.
- Проверьте максимально
допустимую нагрузку
робота. В случае
перегрузки робота
уменьшите нагрузку или
измените управляющую
программу робота.
- Вибрацию на конкретном
участке программы можно
снизить, изменив
управляющую программу
робота, при этом замедлив
его перемещение и
уменьшив ускорение
(минимизировав тем
самым влияние на
продолжительность всего
цикла).
- Поочередно выполняйте
операции на всех осях,
чтобы определить, какая
ось вибрирует.
- Снимите двигатель и
замените шестерню,
подшипник и редуктор. Для
получения сведений о
спецификации деталей и
порядке замены
обратитесь в компанию
FANUC.
- Для предотвращения
неисправностей
приводного механизма не
превышайте
максимальную
грузоподъемность робота.
- Использование указанной
консистентной смазки с
соблюдением
рекомендованных
интервалов замены
предотвратит
возникновение
неисправностей.
- 104 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
9. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
B-83494RU/08
Признак
Вибрация.
Шум
(продолжение)
Описание
- Причину
неисправности
невозможно
определить путем
осмотра пола, стойки
или механического
блока.
Причина
Меры по устранению
[Контроллер, кабель и двигатель]
- Вибрация может появится при
неисправности в контуре
контроллера, препятствующей
нормальной передаче команд
управления в двигатель или
нарушающей передачу
информации от двигателя
контроллеру.
- Причиной вибрации может быть
неисправность пульс-кодера,
из-за которой двигатель не может
передать точную позицию
контроллеру.
- Вибрацию может вызывать
дефект двигателя, при котором не
обеспечивается номинальная
мощность двигателя.
- Вибрация может возникать в
случае периодического
нарушения целостности
подвижного силового кабеля
механической части, в результате
которого двигатель не способен
точно реагировать на команды.
- Вибрация может возникать в
случае периодического
нарушения целостности
подвижного кабеля механической
части, в результате которого
нарушается точность передачи
команд в двигатель.
- Вибрация может возникать в
случае периодического
нарушения целостности
соединительного кабеля робота.
- Вибрация может возникать в
случае перемежающейся
неисправности силового кабеля.
- Вибрация может возникать
вследствие падения напряжения
в источнике питания ниже
номинального значения.
- Вибрация может возникать из-за
неправильного значения
параметра.
- Если шум возникает на оси
привода ремня, его причиной
может быть повреждение ремня.
- См. руководство по
техническому
обслуживания контроллера
для получения
информации о поиске и
устранении
неисправностей,
связанных с контроллером
и усилителем.
- Замените двигатель на
вибрирующей оси и
проверьте, не исчезла ли
вибрация. Информацию о
порядке замены можно
получить в местном
представительстве
FANUC.
- Если вибрация появляется
только, когда робот
принимает определенное
положение, вероятно
неисправность носит
механический характер.
- Проверьте повреждение
изоляции на кабеле
питания. Если обнаружено
повреждение, замените
соединительный кабель и
проверьте наличие
вибрации.
- Проверьте исправность
изоляции на силовом
кабеле. Если обнаружено
повреждение, замените
силовой кабель и
проверьте наличие
вибрации.
- Убедитесь, что на робот
подается номинальное
напряжение.
- Убедитесь, что введено
правильное значение
управляющего параметра
робота. Если задано
недопустимое значение,
исправьте его. Обратитесь
в местное
представительство FANUC
для получения
дополнительной
информации.
- При выполнении проверки
ремня обратитесь в
местное
представительство
FANUC.
- 105 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
9. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
Признак
Описание
- Существует
определенная связь
между вибрацией
робота и работой
окружающего
машинного
оборудования.
Стук
- Если при
отключенном питании
робота толкнуть его
рукой, элементы
механического блока
придут в движение.
- Существует зазор на
монтажной
поверхности
механического блока.
B-83494RU/08
Причина
Меры по устранению
[Помехи от расположенного рядом
оборудования]
- Если заземление робота
выполнено неправильно, в
проводе заземления создаются
электрические помехи, которые
нарушают точную передачу
команд, что приводит к вибрации.
- Если робот заземлен в
неправильном месте, его
заземляющий потенциал
становится неустойчивым, что
увеличивает вероятность
возникновения помех в линии
заземления и приводит к
вибрации.
[Стяжной болт механического
блока]
- Возможно, при перегрузке или
столкновении ослабла затяжка
монтажного болта на
механическом блоке робота.
- Плотно подключите
заземляющий провод для
обеспечения надежного
заземляющего потенциала
и предотвращения
электрических помех.
- Убедитесь, что следующие
болты на каждой оси
затянуты. Если какой-либо
из них ослаб, нанесите
герметик Loctite и затяните
болт соответствующим
моментом затяжки.
- Крепежный болт
двигателя
- Крепежный болт
редуктора
- Крепежный болт
основания
- Крепежный болт руки
- Крепежный болт литого
корпуса
- Крепежный болт
рабочего органа
- 106 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
9. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
B-83494RU/08
Признак
Перегрев
двигателя
Описание
Причина
- Перегрев двигателя,
вызванный
повышением
температуры на месте
установки.
- Перегрев двигателя
после изменения
управляющей
программы или
нагрузки робота.
[Температура окружающей среды]
- Вероятно двигатель перегрелся
после повышения температуры
окружающей среды и не смог
рассеять тепло.
[Условия эксплуатации]
- Вероятно, превышены
допустимые значения среднего
тока.
- Перегрев двигателя
после изменения
управляющего
параметра.
[Параметр]
- Если для той или иной заготовки
введены недопустимые данные,
робот не может нормально
выполнить ускорение и
торможение. Это влечет за собой
повышение среднего и как
следствие приводит к перегреву
двигателя.
[Неисправности механического
блока]
- Возможно возникла
неисправность в приводном
механизме механического блока,
что привело к чрезмерной
нагрузке на двигатель.
[Неисправности двигателя]
- Возможно неисправность тормоза
двигателя вызвана эксплуатацией
двигателя с включенным
тормозом, оказывая избыточную
нагрузку на двигатель.
- Возможно неисправность в
двигателе не позволила ему
развить номинальную мощность,
что привело к прохождению через
двигатель повышенного тока.
- Другие признаки, не
указанные выше
Меры по устранению
- Наиболее эффективным
способом предотвращения
перегрева является
понижение температуры
окружающей среды.
- При наличии источника
тепла рядом с двигателем
рекомендуется установить
экран для защиты
двигателя от теплового
излучения.
- Для уменьшения среднего
тока облегчите
управляющую программу
робота и нагрузку. Это
предотвратит перегрев.
- Для контроля среднего
значения тока можно
использовать пульт
обучения. Проверьте
среднее значение тока во
время запуска
управляющей программы
робота.
- Выберите
соответствующий
параметр настроек
загрузки, руководствуясь
разделом 4.3.
- Устраните неисправности в
механическом блоке,
принимая во внимание
приведенные выше
описания вибрации, шума
и стука.
- Убедитесь, что при подаче
питания на сервопривод
тормоз отключен.
Если тормоз двигателя
остается постоянно
включенным, замените
двигатель.
- Если после замены
двигателя среднее
значение тока упало, это
указывает на то, что
замененный двигатель был
неисправен.
- 107 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
9. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
Признак
B-83494RU/08
Описание
Причина
Меры по устранению
Утечка
консистентной
смазки
- Консистентная смазка
вытекает из
механического блока.
[Некачественное уплотнение]
- Возможные причины: трещина в
литом корпусе, повреждено
кольцевое уплотнение,
поврежден сальник или
ослаблена затяжка заглушки.
- В результате сильного удара,
например, при столкновении,
могла возникнуть трещина в
литом корпусе.
- Кольцевое уплотнение может
быть повреждено в результате
зажима или надреза во время
разборки или сборки
- Вероятно сальник был поврежден
в результате попадания пыли на
его кромку.
- Неплотная заглушка могла
привести к утечке смазки по
резьбе.
Падение оси
- Ось падает из-за
неисправного
тормоза.
- Ось постепенно
падает в неподвижном
состоянии.
[Реле тормозного привода и
двигатель]
- Возможно, залипли контакты реле
тормозного привода, вследствие
чего ток торможения не
отключается. В результате
тормоз не срабатывает при
отключении питания двигателя.
- Возможно изношена тормозная
колодка или поврежден главный
корпус тормоза, что нарушает
исправную работу тормоза.
- Возможно внутрь двигателя
попало масло или консистентная
смазка, вызывающая
проскальзывание тормоза.
- При возникновении
трещины в корпусе ее
можно быстро заделать
герметиком для
предотвращения
дальнейшей утечки
консистентной смазки.
Однако поврежденный
элемент необходимо
заменить как можно
скорее, так как трещина
может увеличиться.
- Кольцевые уплотнения
расположены в
перечисленных ниже
местах:
- Секция муфты двигателя
- Секция сцепления
редуктора
- Секция муфты запястья
- Секция муфты руки J3
- Внутри запястья
- Сальники установлены в
указанных ниже местах:
- Внутри редуктора
- Внутри запястья
- Заглушки установлены в
указанных ниже местах:
- Впускное и сливное
отверстия для смазки;
- Убедитесь, что контакты
реле тормозного привода
не залипли. Если контакты
залипли, замените реле.
- При подтверждении
приведенных ниже
признаков замените
двигатель.
- Тормозная колодка
изношена
- Основной корпус
тормоза поврежден
- Через двигатель
просочилось масло
- 108 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
9. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
B-83494RU/08
Признак
Смещение
Причина
Меры по устранению
- Робот перемещается
в точку,
отличающуюся от
позиции, заданной
обучением.
- Нарушение допуска
повторяемости.
Описание
[Неисправности механического
блока]
- Нарушение повторяемости может
быть вызвано неисправностью
приводного механизма или
ослаблением затяжки болта.
- Если точность позиционирования
стабилизируется, возможная
причина могла заключаться в
чрезмерной нагрузке, вызванной
столкновением, которая привела
к проскальзыванию опорной или
контактной поверхности руки или
редуктора.
- Вероятно неисправен
пульс-кодер.
- Смещение происходит
только на конкретном
периферийном
устройстве.
[Смещение периферийного
устройства]
- Возможно на данное
периферийное устройство
подействовала внешняя сила,
сместившая его положение
относительно робота.
[Параметр]
- Возможно, сместилось начало
координат робота после
перезаписи данных
мастреризации.
- Если повторяемость
нестабильная, устраните
неисправности в
механическом блоке,
принимая во внимание
приведенные выше
описания вибрации, шума
и стука.
- Если повторяемость
стабильная, измените
программу обучения.
Отклонения возникнут
только при следующем
столкновении.
- Если пульс-кодер
неисправен, замените
двигатель.
- Исправьте настройки
положения периферийного
устройства.
- Измените программу
обучения.
- Смещение произошло
после изменения
какого-либо
параметра.
- Введите предыдущие
правильные данные
мастеризации.
- При отсутствии
правильных данных
мастеризации выполните
ее повторно.
- 109 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
9. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
B-83494RU/08
Признак
Описание
Причина
Меры по устранению
Сработал
аварийный
сигнал CLALM.
Сработал
аварийный
сигнал
избыточной
погрешности
перемещения.
- Низкая температура
окружающего воздуха
в месте установки
робота; на пульте
обучения
отображается
аварийный сигнал
CLALM.
- Низкая температура
окружающей среды в
месте установки
робота.
На подвесном
пульте обучения
отображается
аварийный сигнал
Move error excess.
- Аварийный сигнал
CLALM срабатывает
после изменения
программы
перемещения или
режима нагрузки.
- Аварийный сигнал
Move error excess
срабатывает после
изменения программы
перемещения или
режима нагрузки.
[Внешняя температура]
- Когда робот используется при
низкой температуре окружающей
среды, близкой к 0ºC, или
простаивает в течение
длительного времени при
температуре ниже 0ºC,
аварийный сигнал может
сработать из-за изменения
вязкостного сопротивления
жидкости в приводном механизме
сразу после начала работы.
- Выполняйте прогрев или
работу на низкой скорости
в течение нескольких
минут.
- Вероятно произошло
столкновение робота.
- При столкновении робота
нажмите на клавишу
[RESET], удерживая
нажатой клавишу [SHIFT].
В толчковом режиме
переместите робота в
обратном направлении,
удерживая нажатой
клавишу [SHIFT].
- Проверьте программу
перемещения.
- Проверьте значение
разрешенной нагрузки на
робота.
Если нагрузка превышает
разрешенное значение,
уменьшите нагрузку или
измените программу
перемещения.
- Сократите время цикла
путем снижения скорости
или ускорения и
изменением программы
перемещения.
- Проверьте правильность
настройки нагрузки.
- Дополнительные сведения
по устранении этой
неисправности приведены
в разделе «Признаки:
вибрация, шум».
- Убедитесь, что на робот
подается номинальное
напряжение.
- Замените аккумуляторную
батарею
- Замените кабель
- Указанные выше
признаки не являются
причиной
неисправности.
Сработал
аварийный
сигнал BZAL
- На экране
контроллера
отображается BZAL
[Перегрузка]
- Вероятно превышено допустимое
значение нагрузки.
- Вероятно робот не соответствует
требованиям управляющей
программы перемещения.
- Избыточное перемещение из-за
слишком большого ускорения.
- Резкое перемещение,
например, обратный ход с
использованием команды CNT.
- Линейной перемещение
выполняется в точке, где оси
вращаются с высокой частотой
вращения.
- Возможно возникла вибрация.
- Вероятно из-за падения
напряжения не подается
номинальное напряжение.
- Возможно на батареи резервного
питания памяти низкое
напряжение.
- Возможно, неисправен кабель
пульс-кодера.
- 110 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
ПРИЛОЖЕНИЕ
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
B-83494RU/08
A
A. ТАБЛИЦА ПЕРИОДИЧЕСКОГО
ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
ПРИЛОЖЕНИЕ
ТАБЛИЦА ПЕРИОДИЧЕСКОГО
ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
- 113 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
A. ТАБЛИЦА ПЕРИОДИЧЕСКОГО
ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
ПРИЛОЖЕНИЕ
B-83494RU/08
Робот FANUC LR Mate 200iD, ARC Mate 50iD, LR Mate 200iD/7H/7L/14L, ARC Mate 50iD/7L
Таблица периодического технического обслуживания
Пункты
Суммарная наработка
(ч)
проверки
Проверка на внешние
1 повреждения или отслоение
краски
0,1 ч
2 Проверка наличия воды
Проверка внешних разъемов
3 (прочность крепления)
4
5
Механический блок
Интервал
6
7
8
9
Затяжка болтов рабочего
органа
Затяжка крышки и основного
болта
Проверка механического
упора
Удаление брызг, стружки и
пыли
Проверка кабель кисти и
кабеля внешних батарей
(опция)
Замена аккумуляторных
батарей (если используются
встроенные батареи) *5
Замена аккумуляторных
батарей (если используются
внешние батареи) *5
10 Смазка редукторов
Замена кабеля
11 механического блока
Количество
Первая
консистентной проверка
смазки
320
3
6
9
1
2
мес.
мес.
мес.
год
года
960
1920 2880 3840 4800 5760 6720 7680
10560
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
0,1 ч
―
○
○
○
0,2 ч
―
○
○
○
0,2 ч
―
○
○
○
2ч
―
○
○
○
0,1 ч
―
○
○
○
1ч
―
○
0,1 ч
―
○
0,1 ч
―
0,1 ч
―
0,5 ч
14мл
(*1)
12мл
(*2)
4ч
―
0,2 ч
―
0,2 ч
―
0,1 ч
―
○
9600
○
―
○
8640
○
○
○
○
○
○
○
●
●
●
Контроллер
Проверка кабелей робота,
12 кабеля пульта обучения и
соединительных кабелей
Очистка вентиляционной
13 системы контроллера
Замена аккумуляторной
14 батареи * 3*5
*1
*2
*3
*4
*5
○
○
○
○
○
○
○
○
○
○
○
○
За исключением 7H
7H
См. раздел «Замена блоков» в главе «Техническое обслуживание» следующих руководств.
Руководство по техническому обслуживанию контроллера R-30iB Mate/R-30iB Mate Plus
(B-83525EN)
Руководство по техническому обслуживанию контроллера R-30iB Mate Open Air (B-83555EN)
●: требуется заказ деталей
○: не требуется заказ деталей
Меняйте аккумуляторные батареи механического блока 1 раз в год, а аккумуляторные
батареи контроллера — 1 раз в 4 года, независимо от наработки.
- 114 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
A. ТАБЛИЦА ПЕРИОДИЧЕСКОГО
ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
ПРИЛОЖЕНИЕ
B-83494RU/08
3
4
5
6
7
8
года
года
лет
лет
лет
лет
Пункт
11520 12480 13440 14400 15360 16320 17280 18240 19200 20160 21120 22080 23040 24000 24960 25920 26880 27840 28800 29760 30720
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
1
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
2
○
○
○
○
3
○
○
○
○
○
4
○
○
○
○
○
5
○
○
○
○
○
6
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
●
●
●
●
●
●
●
○
○
●
○
○
○
○
●
7
8
9
●
10
●
11
○
○
○
Капитальный ремонт
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
●
12
○
○
○
13
14
- 115 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
A. ТАБЛИЦА ПЕРИОДИЧЕСКОГО
ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
Робот FANUC 200iD/7C/7LC
Пункты
Суммарная наработка
(ч)
ПРИЛОЖЕНИЕ
B-83494RU/08
Таблица периодического технического обслуживания
Количество
Первая
консистентной проверка
проверки
смазки
320
Интервал
3
6
9
1
2
мес.
мес.
мес.
год
года
960
1920
2880
3840
4800
5760
6720
7680
8640
9600
10560
Проверка на внешние
1 повреждения или
отслоение краски
0,1 ч
―
○
○
○
○
○
○
○
○
○
○
○
2 Проверка наличия воды
0,1 ч
―
○
○
○
○
○
○
○
○
○
○
○
3 разъемов (прочность
0,2 ч
―
○
○
○
4
0,2 ч
―
○
○
○
2ч
―
○
○
○
0,1 ч
―
○
○
○
1ч
―
○
○
○
○
0,1 ч
―
○
0,1 ч
―
0,5 ч
6мл
4ч
―
0,2 ч
―
0,2 ч
―
○
○
○
0,1 ч
―
Механический блок
Проверка внешних
5
6
7
8
9
крепления)
Затяжка болтов рабочего
органа
Затяжка крышки и
основного болта
Проверка механического
упора
Удаление брызг, опилок и
пыли
Проверка кабель кисти и
кабеля внешних батарей
(опция) *3
Замена аккумуляторных
батарей (если
используются встроенные
батареи) *3
10 Смазка редукторов
Замена кабеля
11 механического блока
○
○
○
○
○
○
○
○
○
●
●
●
Контроллер
Проверка кабелей робота,
12 кабеля пульта обучения и
соединительных кабелей
Очистка вентиляционной
13 системы контроллера
Замена аккумуляторной
14 батареи *1 *3
*1
*2
*3
○
○
○
○
○
○
○
○
○
○
○
○
См. пункт «Замена блоков» в разделе «Техническое обслуживание» следующих руководств.
Руководство по техническому обслуживанию контроллера R-30iB Mate/R-30iB Mate Plus
(B-83525EN)
Руководство по техническому обслуживанию контроллера R-30iB Mate Open Air (B-83555EN)
●: требуется заказ деталей
○: не требуется заказ деталей
Меняйте аккумуляторные батареи механического блока 1 раз в год, а аккумуляторные
батареи контроллера — 1 раз в 4 года, независимо от наработки.
- 116 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
A. ТАБЛИЦА ПЕРИОДИЧЕСКОГО
ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
ПРИЛОЖЕНИЕ
B-83494RU/08
3
4
5
6
7
8
года
года
лет
лет
лет
лет
Пункт
11520 12480 13440 14400 15360 16320 17280 18240 19200 20160 21120 22080 23040 24000 24960 25920 26880 27840 28800 29760 30720
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
1
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
2
○
○
○
○
3
○
○
○
○
○
4
○
○
○
○
○
5
○
○
○
○
○
6
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
●
●
●
●
●
●
○
○
○
●
○
○
○
○
8
9
11
○
○
7
10
●
○
Капитальный ремонт
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
●
12
○
○
○
13
14
- 117 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
A. ТАБЛИЦА ПЕРИОДИЧЕСКОГО
ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
Робот FANUC 200iD/7WP
Пункты
1
3
Механический блок
4
5
6
7
8
9
Суммарная наработка
(ч)
Проверка на внешнее
повреждение
Проверка внешних
разъемов (прочность
крепления)
Затяжка болтов рабочего
органа
Затяжка крышки и
основного болта
Проверка механического
упора
Удаление брызг, опилок и
пыли
Проверка кабель кисти и
кабеля внешних батарей
(опция)
Замена аккумуляторной
батареи (если указаны
внешние батареи)* 3
10 Смазка редукторов
Замена кабеля
11 механического блока
ПРИЛОЖЕНИЕ
B-83494RU/08
Таблица периодического технического обслуживания
Интервал
проверки
Количество
консистентной
смазки
Первая
3
6
9
1
2
проверка
мес.
мес.
мес.
год
года
320
960
1920
2880 3840 4800
○
8640
9600
10560
○
○
○
○
○
○
○
○
○
○
○
○
○
0,2 ч
―
○
○
○
0,2 ч
―
○
○
○
2ч
―
○
○
○
0,1 ч
―
○
○
○
1ч
―
○
0,1 ч
―
○
0,1 ч
―
0,5 ч
14мл
4ч
―
0,2 ч
―
0,2 ч
―
0,1 ч
―
○
○
7680
―
○
○
6720
0,1 ч
○
○
5760
○
○
○
○
○
○
●
Контроллер
Проверка кабелей робота,
12 кабеля пульта обучения и
соединительных кабелей
Очистка вентиляционной
13 системы контроллера
Замена аккумуляторной
14 батареи *1 *3
*1
*2
*3
○
○
○
○
○
○
○
○
○
○
○
○
См. пункт «Замена блоков» в разделе «Техническое обслуживание» следующих руководств.
Руководство по техническому обслуживанию контроллера R-30iB Mate/R-30iB Mate Plus
(B-83525EN)
●: требуется заказ деталей
○: не требуется заказ деталей
Меняйте аккумуляторные батареи механического блока 1 раз в год, а аккумуляторные
батареи контроллера — 1 раз в 4 года, независимо от наработки.
- 118 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
A. ТАБЛИЦА ПЕРИОДИЧЕСКОГО
ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
ПРИЛОЖЕНИЕ
B-83494RU/08
3
4
5
6
7
8
года
года
лет
лет
лет
лет
Пункт
11520 12480 13440 14400 15360 16320 17280 18240 19200 20160 21120 22080 23040 24000 24960 25920 26880 27840 28800 29760 30720
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
1
○
○
3
○
○
○
○
4
○
○
○
5
○
○
○
6
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
●
○
○
○
○
○
●
●
Капитальный ремонт
○
Капитальный ремонт
○
7
8
9
10
11
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
●
12
○
○
○
13
14
- 119 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
B. ПРОЧНОСТЬ И МОМЕНТЫ
ЗАТЯЖКИ БОЛТОВ
B
ПРИЛОЖЕНИЕ
B-83494RU/08
ПРОЧНОСТЬ И МОМЕНТЫ ЗАТЯЖКИ БОЛТОВ
ПРИМЕЧАНИЕ
При нанесении LOCTITE на деталь распределите LOCTITE по всей длине
соединяемой части внутренней резьбы. При нанесении на наружную резьбу
плохое сцепление может ослабить затяжку болта. Очистите болты и
резьбовые отверстия, а также удалите масло в месте соединения.
Убедитесь, что в резьбовых отверстиях нет следов растворителей. После
завершения ввинчивания болтов в резьбовые отверстия удалите излишки
LOCTITE.
Используйте болты следующей прочности. Соблюдайте все спецификации болтов.
Стальные винты с внутренней шестигранной головкой:
Диаметр М22 или менее:
Предел прочности на разрыв не менее 1200 Н/мм2
Диаметр М24 или более:
Предел прочности на разрыв не менее 100 Н/мм2
Все диаметры оцинкованных болтов: Предел прочности на разрыв не менее 100 Н/мм2
Шестигранные болты, нержавеющие болты, болты особой формы
(болт со сферической головкой, болт с утопленной головкой, болт с потайной головкой и т. д.)
Предел прочности на разрыв не менее 400 Н/мм2
См. следующие таблицы, если момент затяжки болтов не указан.
Рекомендуемый момент затяжки болтов
Номинальный
диаметр
Ед. изм.: Н·м
Болт с внутренней
шестигранной
головкой
(сталь)
Болт с внутренней
шестигранной
головкой
(нержавеющая сталь)
Момент затяжки
Момент затяжки
Болт с внутренним
шестигранником в
полукруглой головке
Болт с внутренним
шестигранником в
потайной головке
Болт с утопленной
головкой (сталь)
Момент затяжки
Болт с шестигранной
головкой
(сталь)
Момент затяжки
Верхний предел Нижний предел Верхний предел Нижний предел Верхний предел Нижний предел Верхний предел Нижний предел
M3
M4
M5
M6
M8
M10
M12
(M14)
M16
(M18)
M20
(M22)
M24
(M27)
M30
M36
1,8
4,0
7,9
14
32
66
110
180
270
380
530
730
930
1400
1800
3200
1,3
2,8
5,6
9,6
23
46
78
130
190
260
370
510
650
960
1300
2300
0,76
1,8
3,4
5,8
14
27
48
76
120
160
230
――――
――――
――――
――――
――――
0,53
1,3
2,5
4,1
9,8
19
33
53
82
110
160
――――
――――
――――
――――
――――
――――
1,8
4,0
7,9
14
32
――――
――――
――――
――――
――――
――――
――――
――――
――――
――――
――――
1,3
2,8
5,6
9,6
23
――――
――――
――――
――――
――――
――――
――――
――――
――――
――――
- 120 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
――――
1,7
3,2
5,5
13
26
45
73
98
140
190
――――
――――
――――
――――
――――
―――
1,2
2,3
3,8
9,3
19
31
51
69
96
130
――――
――――
――――
――――
――――
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
ПРИЛОЖЕНИЕ
B-83494RU/08
C
C. ПРОЦЕДУРА ПОДКЛЮЧЕНИЯ
ОПЦИОНАЛЬНЫХ РАЗЪЕМОВ
ПРОЦЕДУРА ПОДКЛЮЧЕНИЯ
ОПЦИОНАЛЬНЫХ РАЗЪЕМОВ
Источник информации:
Hirose Electric Co., Ltd.
Зажим
Втулка
Корпус изолятора (P)
Контакты
мин 3
Уплотнительный
хомут
Винт
Шайба
Проводники
Жилы
Оболочка кабеля
Кабель
Задний
Компенсатор натяжения
корпус
Задний корпус
Название детали
Уплотнительное
кольцо
RM15WTPZA-※※
Кабель
RM15WTPZ-※※
RM15WTLP-※※
Таблица 1
Количество
контактов
3
2,4,8,10,12
3
2,4,810,12
10,12
A
6мм
3мм
6мм
3мм
3мм
B
21мм
21мм
12мм
12мм
25мм
(ПРИМЕЧАНИЕNOTE1
1)
ПРИМЕЧАНИЕ 2)
Установите винт (2)
1.
Разборка
c Закрепите штепсель в приспособлении для сборки (RM15TP-T01 (CL150-0098-0)), затем снимите корпус изолятора (P) и
задний корпус. На уплотнительном кольце угловых штепселей имеются установочные винты в двух местах. До
извлечения заднего корпуса снимите установочные винты.
d Выверните 2 винта из компенсатора натяжения, а затем извлеките компенсатор из уплотнительного хомута.
Проводка
c Убедитесь, что наружный диаметр кабеля соответствует компенсатору натяжения и что он подготовлен в соответствии
2.
с рекомендациями таблицы 1.
Рекомендуется предварительно припаять оголенные проводники, чтобы облегчить ввод в отверстие для пайки.
d Проденьте через кабель детали в следующем порядке: уплотнительный хомут, шайба, втулка, задний корпус и муфта.
См. чертежи (выше) для понимания правильной ориентации компонентов.
e Припаяйте жилы к контактом корпуса изолятора (P).
Рекомендуется использовать термоусадочные трубки или другой изоляционный материал между паяными контактами.
Сборка разъема
3.
4.
Прямой штепсельный разъем
c Поместите полностью соединенный корпус изолятора (P) в приспособление для сборки, закрепленное в тисках.
Вставьте муфту, затем задний корпус Задний корпус должен быть закреплен с усилием 3 Нм.
Угловой штепсельный разъем
c Поместите полностью соединенный корпус изолятора (P) в приспособление для сборки, закрепленное в тисках.
Вставьте муфту, затем задний корпус (с уплотнительным кольцом) При установке заднего корпуса сориентируйте
кабель в требуемом направлении и закрепите уплотнительные кольца к корпусу изолятора (P) с усилием 3 Нм. После
этого затяните и зафиксируйте 2 комплекта винтов с усилием от 0,2–0,3 Нм.
Дополнительные рекомендации к сборке:
В условиях длительного воздействия экстремально сильной вибрацией рекомендуется нанести резьбовой герметик на
болты перед их сборкой (Loctite 271 производства Henkel Japan K.K. или аналогичный).
Проверка штепселя в сборе на герметичность
Подавайте поток воздуха давлением 17,6 кПа в течение 30 секунд со стороны подключения штепселя в сборе. При
погружении разъема в резервуар с водой не допускается утечки воздуха.
Меры предосторожности
5.
c Соблюдайте правильную последовательность сборки, подготовки кабеля, а также используйте правильный момент
затяжки.
d Убедитесь, что на используемой внешней поверхности кабеля отсутствуют царапины, масло, консистентная смазка или
любые другие загрязнения.
e При сборке или установке разъемов запрещается оказывать чрезмерные усилия и использовать неподходящие
инструменты.
ПРИМЕЧАНИЕ 1. Применимо к A05B-1137-J057.
ПРИМЕЧАНИЕ 2. Применимо к A05B-1137-J058 и A05B-1139-J059.
NOTE1)
NOTE2)
Corresponds to A05B-1137-J057.
Corresponds to A05B-1137-J058 and A05B-1139-J059.
- 121 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
NOTE2
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
D. ИЗОЛЯЦИЯ РОБОТА
ДЛЯ ДУГОВОЙ СВАРКИ
D
ПРИЛОЖЕНИЕ
B-83494RU/08
ИЗОЛЯЦИЯ РОБОТА ДЛЯ ДУГОВОЙ
СВАРКИ
Робот для дуговой сварки осуществляет процесс сварки посредством сварочной горелки,
закрепленной на монтажной поверхности рабочего органа робота с помощью кронштейна.
Поскольку через сварочную горелку протекает большой сварочный ток, крепежные детали не
должны образовывать соединение между кронштейном сварочной горелки и установочной
плоскостью.
Если не предпринять соответствующих мер, плохая изоляция, вызванная брызгами металла, может
привести к утечке сварочного тока в механические блоки робота, повреждению двигателя или
оплавлению кабельной оболочки в механическом блоке.
D.1
ИЗОЛЯЦИЯ ЗАПЯСТЬЯ
Обратите внимание на следующие пункты.
-
-
Изолируйте монтажную поверхность рабочего органа. Изоляционный материал, который
вставлен между монтажной поверхностью рабочего органа и кронштейном сварочной
горелки, должен отличаться и крепиться отдельно в соответствии с рис. D.1 (a).
Вставьте изоляционный материал между кронштейном горелки и лицевой панелью, чтобы
убедиться, что они электрически изолированы. Устанавливая изоляционный материал,
убедитесь, что выход в держателе горелки расположен вдали от выхода изоляционного
материала, чтобы предотвратить попадание брызг.
При скапливании брызг металла соблюдайте подходящее расстояние на изоляционных
материалах (не менее 5 мм).
Не менее
5мм
5mm 以 上
Кронштейн
トー チ ブ ラ ケ ッгорелки
ト
トー チ
Горелка
ロ ボ ッ ト手 首
Запястье
робота
Монтажные болты
絶縁部材固定ボ ル ト
изоляционного
материала
Крепежные
トー チ ブ ラ ケ ッ болты
ト固 定 ボ кронштейна
ル ト
горелки
Изоляционный
материал
絶縁部材
( ベ ー ク ラ イиト等
(бакелит
т. )д.)
悪い 例
Неправильно
Рис. D.1 (a) Изоляция на запястье
-
Даже после усиления изоляции большое скопление брызг металла может вызвать утечку тока.
Регулярно удаляйте брызги.
- 122 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
ПРИЛОЖЕНИЕ
B-83494RU/08
D.2
D. ИЗОЛЯЦИЯ РОБОТА
ДЛЯ ДУГОВОЙ СВАРКИ
ИЗОЛЯЦИЯ ДОПОЛНИТЕЛЬНОЙ ОСИ
При установке сварочных приспособлений на дополнительной оси обеспечьте их изоляцию от
дополнительной оси, чтобы предотвратить утечку сварочного тока. При использовании ведомого
элемента обеспечьте его изоляцию от сварочных приспособлений, чтобы предотвратить утечку
сварочного тока на корпус.
Точки,
в которых
絶縁必要箇所
требуется
изоляция
Рис. D.2 (a) Изоляция на дополнительной оси
- 123 © MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
B-83494RU/08
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
<I>
<П>
IP69K (опция) ................................................................ 25
Периодические проверки и техническое
обслуживание ............................................................ 69
ПНЕВМОКАНАЛ (ОПЦИЯ) ....................................... 52
ПОДКЛЮЧЕНИЕ К КОНТРОЛЛЕРУ ........................ 14
ПОДКЛЮЧЕНИЕ ПНЕВМОКАНАЛОВ И
СИГНАЛЬНЫХ КАНАЛОВ К РАБОЧЕМУ
ОРГАНУ .................................................................... 51
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ ....103
ПОЛОЖЕНИЕ НУЛЕВОЙ ТОЧКИ И
ОГРАНИЧЕНИЕ ПЕРЕМЕЩЕНИЯ ........................ 29
Предостережения при выборе 7WP ............................ 23
Примечание для исполнения с высокой степенью
пыле- и влагозащиты ................................................ 22
ПРОВЕРКА И ТЕХНИЧЕСКОЕ
ОБСЛУЖИВАНИЕ ................................................... 68
ПРОВЕРКА МАСТЕРИЗАЦИИ .................................102
Проверка механического упора ................................... 74
Проверка разъемов ....................................................... 74
Проверка узла пневматического управления и
комплекта для продувки воздухом (опция) ............ 73
Проверка утечки масла ................................................ 72
ПРОГРАММНОЕ ИЗМЕНЕНИЕ ОГРАНИЧЕНИЯ
ОСЕЙ С ПОМОЩЬЮ DCS (ОПЦИЯ) .................... 64
ПРОЦЕДУРА ПОДКЛЮЧЕНИЯ
ОПЦИОНАЛЬНЫХ РАЗЪЕМОВ ...........................121
ПРОЧНОСТЬ И МОМЕНТЫ ЗАТЯЖКИ
БОЛТОВ ...................................................................120
<Б>
БЫСТРАЯ МАСТЕРИЗАЦИЯ ..................................... 90
БЫСТРАЯ МАСТЕРИЗАЦИЯ ОДНОЙ ОСИ ............. 93
<В>
ВВОД ДАННЫХ МАСТЕРИЗАЦИИ ........................ 100
<Е>
Ежедневные проверки................................................... 68
<З>
Замена аккумуляторных батарей
(с периодичностью проверки 1 год для
встроенных батарей) (с периодичностью
проверки 1,5 года для внешних батарей)................. 75
Замена консистентной смазки в редукторах
(интервал проверки 4 года (15360 часов)
или 2 года (7680 часов)) ............................................ 78
ЗОНА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ ........... 13
<И>
ИЗОЛЯЦИЯ ДОПОЛНИТЕЛЬНОЙ ОСИ ................. 123
ИЗОЛЯЦИЯ ЗАПЯСТЬЯ ............................................ 122
ИЗОЛЯЦИЯ РОБОТА ДЛЯ ДУГОВОЙ СВАРКИ ... 122
ИНТЕРФЕЙС ОПЦИОНАЛЬНЫХ КАБЕЛЕЙ........... 61
<К>
<Р>
КОНФИГУРАЦИЯ РОБОТА ....................................... 16
РАБОЧЕЕ ПРОСТРАНСТВО И ЗОНА ПОМЕХ
МЕХАНИЧЕСКОГО БЛОКА .................................. 26
РАБОЧЕЕ ПРОСТРАНСТВО ПРИ УСТАНОВКЕ
ПОД УГЛОМ ............................................................. 41
РЕЖИМЫ НАГРУЗКИ НА ЗАПЯСТЬЕ ..................... 35
<М>
МАСТЕРИЗАЦИЯ ........................................................ 83
МАСТЕРИЗАЦИЯ ОДНОЙ ОСИ ................................ 97
МАСТЕРИЗАЦИЯ ПО НУЛЕВОМУ
ПОЛОЖЕНИЮ .......................................................... 86
Меры предосторожности для моделей 7C/ 7LC ......... 25
МОНТАЖ ОБОРУДОВАНИЯ НА РОБОТА .............. 45
МОНТАЖ РАБОЧЕГО ОРГАНА НА ЗАПЯСТЬЕ ..... 45
<С>
СБРОС АВАРИЙНЫХ СИГНАЛОВ И
ПОДГОТОВКА К МАСТЕРИЗАЦИИ .................... 86
<Т>
<Н>
ТАБЛИЦА ПЕРИОДИЧЕСКОГО
ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ .................113
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ......................... 75
ТОЧКИ ПРОВЕРКИ ..................................................... 72
ТРАНСПОРТИРОВКА ................................................... 1
ТРАНСПОРТИРОВКА И УСТАНОВКА ..................... 1
НАСТРОЙКА НАГРУЗКИ ........................................... 48
НАСТРОЙКА ОГРАНИЧЕНИЯ ОСЕЙ ...................... 64
Настройка угла монтажной поверхности .................... 11
<О>
ОБЗОР ............................................................................ 83
ОПЦИОНАЛЬНЫЙ РЕЖИМ ВЫСОКОЙ
ИНЕРЦИИ (LR Mate 200iD/7H) ............................... 50
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ
ХАРАКТЕРИСТИКИ ................................................ 16
<У>
УСЛОВИЯ НАГРУЗКИ НА УСТАНОВОЧНУЮ
ПОВЕРХНОСТЬ ОБОРУДОВАНИЯ ...................... 40
УСЛОВИЯ УСТАНОВКИ ........................................... 13
УСТАНОВКА ................................................................. 7
i-1
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
B-83494RU/08
<Х>
УСТАНОВКА КОМПЛЕКТА ПРОДУВКИ
ВОЗДУХОМ (ОПЦИЯ) ............................................. 57
УСТАНОВОЧНАЯ ПОВЕРХНОСТЬ
ОБОРУДОВАНИЯ .................................................... 46
ХРАНЕНИЕ................................................................... 82
<Ч>
ЧИСТКА РОБОТА (7C/7LC) ....................................... 81
i-2
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
ТАБЛИЦА УЧЕТА ИЗМЕНЕНИЙ
B-83494RU/08
ТАБЛИЦА УЧЕТА ИЗМЕНЕНИЙ
Редакция
Дата
Описание
08
Май 2021 г.
Исправление ошибок
Добавление LR Mate 200iD/14L
Исправление ошибок
Исправление ошибок
Добавление контроллера R-30iB Mate Plus
Добавление способа чистки для 7C/7LC
Исправление ошибок
Добавление быстрой мастеризации одной оси
Исправление ошибок
Добавление LR Mate 200iD/7H/7C/7WP/7LC
Добавление комплекта продувки воздухом
Исправление ошибок
Добавление ARC Mate 50iD,LR Mate 200iD/7L, ARC Mate 50iD/7L
Добавление процедуры смазки
Добавление раздела, посвященного изоляции роботов для дуговой сварки
Исправление ошибок
07
06
05
04
03
02
01
•
•
Сентябрь 2019 г.
•
Апрель 2018 г. •
•
Июль 2017 г.
•
•
•
Январь 2015 г.
•
•
Декабрь 2013 г. •
•
•
•
Июль 2013 г.
•
•
Декабрь 2012 г.
r-1
© MyFANUC 852B478C3ED34A1192768CAF7A898B86
7169FOZtSp5qbTqFFQXAx1edzgTcR8eAEXoodA/2d3tI8cwoC+2wd68VWEg==
© MyFANUC 852B478C3ED34A1192768CAF7A898B86