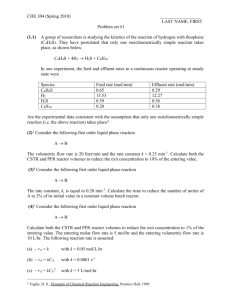
Assignment #4, Due September 26, 2022 The following problems are for both BPE 421 and BPE 621 classes 4.17. We wish to convert A to R in a batch reactor by the aqueous decomposition reaction: A R + U r1 = k1CA 3 where k1 = 1.2 m /(molmin). We realized that A can also be dimerized to S: 2 A S r2 = k2CA2 with k2 = 0.8 min-1. The aqueous feed contains A by CA0 = 40 mol/m3. a) What is the selectivity of R and yield R if the factional conversion of A is 80%? b) What is the selectivity of R and yield R if the factional conversion of A is 95%? 4.18. A liquid reaction system is carried out in a batch reactor: r1 r2 A B C (P4.18-1) with r1 k1C A K1 C A K C CC (P4.18-2) k 2CB K 2 CB (P4.18-3) r2 where k1 = 0.5 moll-1h-1, k2 = 0.3 moll-1h-1, K1 = 0.2 moll-1, K2 = 0.2 moll-1 and KC = 50. Find the change of concentrations of A, B and C as a function of time between 0 h and 100 hours in a constant volume isothermal batch reactor starting with a) pure A initially at CA0 = 5 moll-1; CB0 = CC0 = 0 moll-1 b) CA0 = 5 moll-1, CB0 = 0 moll-1, CC0 = 10 moll-1. 4.19 The hydrogenation of arabinose to arabitol in trickle bed reactor was operated in “batch mode” (Russo V. et al. 2015 Chem. Eng. Res. Des. 102: 171–185) and the kinetic data were obtained as shown in Fig. P4.19. You are to design a trickle-bed reactor to operate at the same conditions (catalyst, hydrogen flow rate, temperature progression, and pressure) to produce 1 Mg/month of arabitol. The same batch production mode is chosen. Experience is that for each batch of operations, there are 1 hour additional time needed for reactor loading, preparation, unloading after reaction, and reactor cleaning. Determine the minimum reactor size required for this production. 0.7 Concentration, mol/l 0.6 Arabitol 0.5 0.4 0.3 0.2 Arabinose 0.1 0 0 2000 4000 6000 Time, s 8000 10000 Fig. P4.19. Batch concentration profiles in a trickle-bed “batch” reactor. 5.2 At your favorite fast food joint the french fries are made by filling a basket with potatoes and dipping them in hot animal or vegetable fat for 4 min and then draining them for 4 min. Every hour the small pieces that fell out of the basket are scooped out because they burn and give a bad taste. At the end of the 16 h day the fat is drained and sent out for disposal because at longer times the oil has decomposed sufficiently to give a bad taste. Approximately 2 pounds of potatoes are used in 10 gallons of oil. a) Why is a batch process usually preferred in a restaurant? b) Design a continuous process to make 1 ton/day of french fries, keeping exactly the same conditions as above so they will taste the same. Describe the residence times and desired flow patterns in solid and liquid phases. Include the oil recycling loop. c) How might you modify the process to double the production rate from that specified for the same apparatus? What experiments would you have to do to test its feasibility? d) How would you design this continuous process to handle varying load demands? 5.3 An irreversible first-order reaction gave 95% conversion in a batch reactor in 20 min. a) What would be the conversion of this reaction in a CSTR with a 20 min residence time? b) What residence time would be required for 95% conversion in a CSTR? c) What residence time would be required for 99% conversion in a CSTR? d) What residence time would be required for a 95% conversion in a PFR? e) What residence time would be required for 99% conversion in a PFR? 5.19 One hundred fifty moles of B are to be produced hourly from a feed consisting of a saturated solution of A (CA0 = 0.1 mole/liter) in a mixed-flow reactor. The reaction is A B, r = 0.2 (h-1)CA The cost of reactant at CA0 = 0.1 mole/liter is $A = $0.50/mole A. The cost of reactor including installation, auxiliary equipment, instrumentation, overhead, labor, depreciation, etc., is $m = $0.01 h-1 liter-1. What reactor size, feed rate, and conversion should be used for optimum operations? What is the unit cost of B for these conditions if unreacted A is discarded? The following problems are additional for the BPE 621 class 5.9 An ester in aqueous solution is to be saponified in a continuous reactor system. Batch experiments showed that the reaction is first order and irreversible, and 50% reaction occurred in 8 min at the temperature required. We need to process 100 moles/h of 4 mol?L feed to 95% conversion. Calculate the reactor volumes required for this process in a) a PFR, b) a CSTR, c) two equal-volume CSTRs, d) four equal-volume CSTRs. 5.16 In fermentation processes sugar (A) is converted to ethanol (C) as a byproduct of yeast (B) reproduction. In a simple model we can represent this process as A B+3C, r = kCACB Starting with 10 weight percent sucrose (C12H22O11) in water and assuming that half of the carbon atoms in the sucrose are converted into ethanol (the above stoichiometry), find the times required to produce 3.5 weight percent alcohol (1%sucrose remaining) for initial concentrations of yeast of 0.00001, 0.0001, 0.001, and 0.01 mol/L. It is found that 2 h are required for this conversion if the initial yeast concentration is maintained at 1 molar. Assume that the density is that of water. 5.44. Under ultraviolet radiation, reactant A of CA0 = 10 kmol/m3 in a liquid process stream (Q = 1 m3/min) decomposes as follows: 0.5 kmol/(m3min) kmol/(m3min) 2 kmol/(m3min) A — R A — S r1 = 16CA r2 = 12CA 2A — T r3 = 0.5CA We wish to design a reactor setup to maximize the production R. a) What type of reactor or reactor scheme is to be selected? b) Calculate the fraction of feed transformed into the desired product R as well as the volume of the reactor needed. c) Repeat a) and b) if the desired product is S instead.