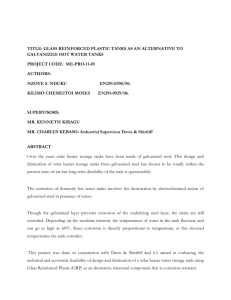
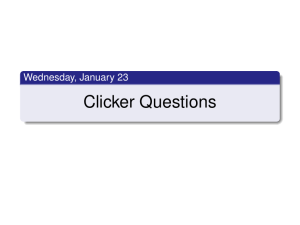
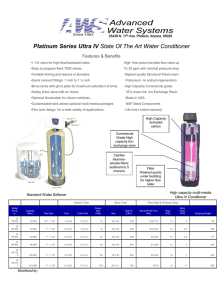
FRP LININGS IN ABOVEGROUND STORAGE TANKS B. R. Bogner* Senior Engineer Amoco Chemical Company, Amoco Research Center Naperville, Illinois, U.S.A. and L. C. Sumbry Slaff Reseurch Engineer Amoco Corporalion, Amoco Research Center I50 W. Warrenville Road, B-1, Naperville, Illinois 60566, U.S.A. ABSTRACT This paper describes installation methods and long term performance testing of fiberglass reinforced plastic tank linings. 1t shows lining large aboveground fuel tanks with isopolyestcr fiberglass reidorced plastic linings can be done quickly and these linings are cost effective. The paper also shows a proven method for installing the tank linings. - *Address for comspondcnce: Amoco Research Ccntcr 150 W. Wanunville Road, E-2B Napenrille. nlinois 60566. U.S.A. Fax: 708-361 -7979 April 1995 The Arabian Journal for Science and Engineering, Volume 20, Number 2. 361 FRP LININGS IN ABOVEGROUND STORAGE TANKS INTRODUCTION Fiberglass-reinforced plastic (FRP) linings are a cost effective solution to internal corrosion of aboveground steel storage tank bottoms. Standards and specifications, howevcr, are valuable to ensure proper material selection and installation techniques. Unsaturated isopolycstcr rcsins, offering excellent corrosion resistance at a moderate price, are often selected to be among the most cost effective resins. OLhcr material selection includes specifying the type and level of reinforcements. The proper installation melhod is also specified to standardize surface preparation, installation, and inspection. Problems with Internal Tank Bottoms Although steel tanks are designed to last 20 to 30 years, if the tank bottoms are not properly protected from corrosion, they may have to be replaced aftcr only 5 years. Typically, thin film (15 to 30 mils [380 to 750 microns] dry film thickness) coatings such as m i n e epoxy, coal tar epoxy, or epoxy phenolic are used internally on new steel tank bottoms to protect against internal corrosion. Thin film coatings, however, are not suitable for use over heavily pitted and thinned internal tank bottoms [I, 21. In Lhese situations, FRP linings are required to provide protection against corrosion from the stored product and structural reinforcement for steel bottoms exposed to corrosion by Lhe external environrncnt. Table 1 compares relative costs against expected life cycles for a variety of methods of tank bottom repair. History of the Use of Coatings for Lining Internal Tank Bottoms In the 1960s. epoxies and polyesters replaced sand-filled bitumen coatings to repair, reinforce, and thus extend the life of steel bottoms exposed primarily to external corrosion. Today, FRP lining systems have proven an acceptable, cost-effective alternative to rcplacing corroded steel bottoms, whelher the source of corrosion is internal (i.e., from the product contained within thc tank) or cx~crnal(i.e., from exposure to the soil). --- THE EFFECT OF MATERIAL SELECTION ON PERFORkIANCE Testing of Resin Systems Research test methods (ASTM C686, ASTM C581) [3]have been used to demonsuate the level of corrosion resistance needed to ensure long-term laminate durability to minimize thc risk of leakage. A series of tests Method Table 1. Comparative Costs of Aboveground Tank Repair. Expected Life Cost Commcnts (Jfcan> (Slsq mcter) Replacement of stccl bottom with another steel bottom 190-235 Tank out of service thrce weeks. Epoxy paint coating plus caulking (300-375 microns) Can only be used on tanks with no structural damage. Isopolycster with one layer chopped s m d mat (45-65 Talk out of service about one weck. mils) Glass flake coaling isopolyesrcr resin (500-750 microns) 10-20 The Arabian Journal for Science and Engineering. Volume 20. Number 2. . 43-75 Tank our of service about one week. Tank must be structurally sound. April 1995 u B. R. Bogner and L. C. Sumbry - examined five different resin types to evaluate the corrosion resistance of bisphcnol-A epoxy, bisphenol-A polyester, isophthalic polyester, orthophthalic polyester, and vinyl ester FRP panels. Standard laminates were consuuctcd using each of these resin systems. One side of these panels were then exposed to a variety of chemical media, including benzene, distilled water. 5 percent acetic acid, 5 percent nitric acid, 5 percent sodium hydroxide, and 5 percent sulfuric acid. The panels were evaluated after 3 months, 6 months, and 12 months for laminate adhesion (ASTM D 3359), hardness (ASTM D 2583). and visual appearance. Likewise, the range of panels were immersed in the chemical media to provide two-sided exposure for a period up to a year. At intervals of 1 month, 3 monlhs, 6 monlhs, and 1 year of exposure, the flexural properties and hardness of the panels were measured. A plot of the data on a log-log scale was extrapolated out to 10 years to predict the long-term pcrformance of each rcsin system. To bc considered acceptable, a material must retain a minimum of 50 percent of both its flexural properlies and hardness. Summary of Resin Resistances Specific test results of the above resins have been previously reported [4-61. The following general characterizations of the resins are based on the retention of physical properties and visual appearance of the panels. Resin Selection Criteria Corrosion resistance is not the sole determining factor for resin selection. A desirable system must cure at room temperature, exhibit good adhesion to Lhe steel tank floor, have sufficiently low viscosity to allow for easy wet-out of the glass fibers and removal of entrapped air, and il must be economically reasonable, providing the best performance for the lowest cost. Amoco's research has shown t h a ~isophthalic polyesters offer similar performance to other premium rcsin systems at a lower c o s ~[7]. - Based on our company's test results, properly formulated isophthalic acid-based resins [8] not only offer excellent chemical resistance at a moderate cost, but have also shown good adhesion to metal and excellent handling and glass-wetting characteristics. Becausc of these cost/performance advantages, isophthalic polyester resins are currently being used by Amoco in hydrocarbon service. Because of their low shrinkage and superior adhcsion, epoxy materials are used for spot patching and sealing jobs. 120 Excellent 100 ; 90'~ 8 80- .- 70- Best straight line Good 60- Acceptable 50 r Unacceptable o - .-5 40- c Q) 30[r 20 1 2 3 4 5 6 7 891012 18 24 36 48 607284 120 Immersion time, months Figure I .I-low Loss oJ Properries During O n e Yeczr Predicts Long Term Resistance. April 1995 The Arabian Journal for Science and Engineering, Volume 20, Number 2. Selection of Reinforcement Material Reinforcement materials should be easy to handle and compatible with the resin selected. In addition, they should have the required physical properties. The three types of reinforcement materials used are glass fabric, glass mat, and glass roving. Glass fabric is generally not desirable material for reinforcement because it lacks the strength and thickness to prevent pinholes in ihe lining. In addition multiple layers of glass fabric are costly, both for material and for installation. Either glass mat or glass roving are suitable for use as a reinforcement material in FRP tank bottom lining systems. Both materials provide sufficient strength to meet the stresses involved during the flexing and bending of a tank bottom. An advantage of glass roving over glass mat is that roving results in a higher percentage of glass in the laminate and, therefore, a lower thcrmal expansion coefficient than the steel bottom. Conversely, glass mat is more flexible than glass roving and therefore less susceptible to high stress, and it is easier to saturate with resin. Therefore. glass mat is our prcferrcd reinforcemcnt material. Installation Methods FRP tank lining systems can be installed by eirhcr the spray-up me~hodor the hand lay-up method. Abrasive blasting and priming are necessary with eilher melhod to ensure a rough and uncontaminated surface for good adhesion. Spray-up equipment includes a glasschopper gun that mixes the resin components and glass roving at the time of application. Very rapid rates of deposition (2-4 kglmin) are possible with these dual head glass-chopper guns. Tank bottoms having an average resin thickness of j/, in (6 mm) are usually specified when the spray-up method is used. The hand lay-up method is the preferred method of application. Although it is slower, requires more labor, and has a longer resin gel time than h e spray-up method, the hand lay-up method produces a more uniform, consistent layer. In addition, it requires less skill to apply. First, a heavy layer of resin is applied by spray, rollcr, or brush. Second, a glass mat is laid into the wet resin and dloroughly saturated wiih resin. Then, a seal coat of resin is applied after the resin-saturated material has gelled. 11 t? k L. 3000 2500 0 P 1 .oo d- i Vinyl Ester/ I - 2 8 'P 4 T """ Z 2 +lsoo 2 mnn IsopoIyester - / - Orthopolyester Source: Plastics Technology Year Figure 2 . Lf~~sarurured Polyesfer Resin Prices (U.S.) 364 The Arabian Journal for Science and Engineering, Volume 20. Number 2. April 1995 - B. R. Bogner and L. C.Surnbry Installation of Lining An FRP tank lining system will have optimum performance in service if the lining system is properly applied. The following is a condensed version of Amoco's approach to applying an FRP tank lining system using the preferred hand lay-up method. Surface Preparation The internal steel surface is cleaned and freed of all organic contaminants and then abrasive blasted in accordance wilh SSPC-SP 10. Thc surface prol'ilc or "roughness" is specified to be 1.5 to 3.0 mils (38 to 75 I microns). Prior to the application of a protective lining, small holcs or thin areas in the corroded tank bottom are patched with heavy layers of resin reinforced with glass cloth, glass mat, glass roving, or metal sheets. For repair and reinforcement, the physical properties of isophhalic polyester and bisphenol-A epoxy resins provide the greatest resistance to chemicals and solvents. Such resins are most easily applied by the hand lay-up method, and most effective when reinforced with 2 f / , oz per sq ft (700 g/m2) of glass mat or glass roving applied to a total dry film thickness of 60 to 150 mils (1.8 mm to 4.5 mm) (Figure 3). Note that two 1 f / , oz. per sq. ft. (350 g/m2) mats are also acceptable. Prime Coat The blasted steel surface is primed with 1 LO 3 mils (25 LO 75 microns) dry film thickness of a polyamide-cured epoxy primer to "hold" the blast and to protect the steel surface from contamination. The prime coat is applied the same day as blasting and before rusting occurs. - A putty-type material is used to fill in the bottom angle and other sharp angles. The material should be the same as the resin used in laying the bottom, with the addition of fillers and fibers. In cases where the steel bottom is deeply pitted, a putty is used to fill the pits to create a smooth surface. lr- 1 5 mils (0.4 mm) isopolyester resin 60-100 mils (1-3 mm) isopolyester laminate 2.5 ozlsq ft (700 g/m2) glass mat I grout over row of rivets 1mils (0.05 rnm) primer 2 Figure 3. Cross Sccfion oj'ltrrtritmre. April 1995 The Arabian Journal for Science and Engineering, Volume 20. Number 2. 365 8. R. Bogner und L. C. Sumbry Resin and Reinforcement A heavy layer of resin is applied by spray, rollcr, or brush. Then a glass mat is laid into the wet resin and thoroughly saturated with resin. The total dry film thickness of the system is delemined by Ihe extent of corrosion on the steel bottom and its source. A total dry film dlickness of 60 to 80 mils (1500 to 2000 microns) is recommended to protect the bottom from internal corrosion. A total dry film thickness of 80 to 120 mils (2000 to 3000 microns) is recommended to protcct the bottom from external corrosion. Finish Coat As a final coat, a resin-rich layer is applied to the surface of polyester resin laminates as a seal coat to prevent "wicking" of product by c a p i l l q action along partially exposed glass fibers. As an aid in curing, paraffin wax is added to the base resin to foh'ihis seal coat. Inspection An inspection is conducted to ensure that the FRP lining tias bccn properly installed. Dry film thiclcness is determined using a magnetic dry film tcster. Before application of the seal coat, h e polyester resin laminates should be tested with a high voltage holiday detector set at the appropriate voltage for a given dry film thickness. (See NACE Standard Recommended Practice RP 0188, Discontinuity (Holiday) Testing of Protective Coatings, for the recommended voltage.) Barcol hardness readings are taken to determine proper cure of the resin. Readings are obtained using an "Impressor" instrument (Barber Company's Model 934-1). A proper cure is obtained when the resin u manufacturer's recommended hardness is rcached. FIELD EXPERIENCES WITH FRP TANK LINING SYSTEM Since the 1960s. Amoco Corporation and its subsidiaries have evaluated the effectiveness of using FRP linings to combat corrosion in above-ground steel storagc tanks. A 1978 study [6] investigated the physical condition of the FRP lining in storage tanks located in Indiana. Missouri, Oklahoma, and Texas. The resulls indicated that the performance of FRP lining was largely favorable. The few failures that did occur were attributed to poor curc, poor adhesion, physical damage as a result of falling tank dcbris, and misapplication. Thc most recent case history updatc was undcrrakcn in August 1989 at the same locations as the 1978 study, togcther with a fcw ncw locations in Tcxas. For most of tllc tanks, information was readily available regarding the installation datc; last visual inspcclion datc; currcnt scrvicc; and mrrintcnancc, if any, that has been required over the years. The rcsults for the 1989 update confirmed tlic prcvious study's lindings on the versatility of isophthalic unsaturatcd polycstcrs. Of the FRP-lincd tanks survcycd, approximately 15 percent failed. These failures were not due to Lhc linings, but rather to damaged scals and problcms with lhe roofs. The tanks wilh particularly noteworthy case histories arc listcd in Table 2. Thc tanks in Drumright, OK have bccn in scrvicc for a1 least 20 years without any damage to the FRP lining. The three tanks in Sabine, TX showcd no indication of failure since the FRP lining was installed. Likewise, the tanks in Whiting, IN and in Sugar Crcck. MO have bccn in service for at least 14 and 5 years, respectively, without any rcquired maintcnancc. The lcngth of scrvice of h e storagc tanks in thcsc locations supports the successful application of FRP to line the, , tanks and confirms Ihe ability of isophlhalic, acid-bnscd polyesters to resist corrosion. 366 The Arabian Journal for Science and Engineering. Volume 20. Number 2. April 1995 B. R. Bogner and L.C. Sumbry 'I'able 2. Selected Case Histories. ---/ Tank No. Linulg Installation Last Insuecrion Current Service Comments Sabine, TX 405 41 1 412 Drumright. OK 6693 6694 6997 Whiting, IN 3607 3620 Sugar Creek, MO 114 115 L Crude Oil Crude Oil Crude Oil No maintenance has been required on these tanks. Crude Oil Crude Oil Crude Oil Good condition, Tank patched once. No problem with FRP Jct Fucl Hcavy Residuals 1084 1985 Jct Fuel JP4 Jct Fuel JP4 These tanks are in good condition. - These tanks are in excellent condition. CONCLUSIONS Under ideal conditions, the bottom of an abovcground steel storage tank should last for the designed life of the tank, 20 to 30 years. Howevcr, waicr or other corrosives can accumulate in Lhe tank bottom and reduce the life of the steel plates. The tank bottom stecl plates can also I>eattacked from exte~nalsources such as corrosives present in the soils. The use of FRP linings has becn shown to be a cost-efkctive method to combat corrosion in above-ground storage tanks. Through design and implemcntation of a standardized approach to tank fabrication and repair, the service life of tank bottoms has been extcndcd, will1 minimal downtime. When properly applied, glass-reinforced isophthalic polyester resin has provcn Lo providc exccllcnt corrosion resistance for a lower cost than other premium resin systems. Our standardized approach lo protccting tank bottoms has miligatcd corrosion and has extended the service life of the tank bottoms to the dcsigncd lire oS t l ~ clank itself. This is accomplished by proper selection and specification of the lining systcms. including surl'acc preparation, resin and reinforccmcnt materials, application technique, and inspection proccdurcs. REFERENCES [I] [2] [3] [4] u[5] J. R. LeBleu. "The Ability of FRP Linings to Rridgc Corrosion Holcs in Tank Bottoms", Paper No. 36, Muterials Technology Institute's Second Interttational Syrnl)osiuttr on /\bovegrouttd Sforage finks, January 1992. Corrosion", JPCL, Fcbruary 1987, p. 24. J. F. Dclahunt, "Coating and Lining Applications to Control Stor;~gc "Problcm Solving Fomtn", JPCL, July 1988, pp. 12-17,97. J. F. Wygant, K. J. Bcrg, J. F. Maycr, "Thc Usc of Rcirlforccd Pliis~icsin Petroleum Tank Bottoms", 18th Annual Meefing of [he Reinforced Plasfics Llivision of the SPI. J . F. Mayer, R. J. Dictcric. 'Thc Usc oS Class Rcinforccd Plastics in Pctrolcu~nTank Rottorns", Nafional Association of Corrosion Engineers, Northeast Region Conference, Ocwbcr 1964. April 1995 The Arabian Journal for Science and Engineering, Volume 20, Number 2. 367 B. R. Bogner and L.C.Sumbry [6] H.R. Edwards. R. J. Dictcrte, "Update on Corrosion Rcsistancc of Rcix~forccdPlastic Linings for the Repair of Petroleum Tank Bottoms", SPI West Technical Conference. Novcnlbcr 1978. [7] M. H. Naitove, ed., "Pricing Update", Plastics Techrwlogy. 27-35 (1981-1989). [a] "Make Corrosion Resistant Unsaturated Polyesters with PA", in BufletinIP-866. Chicago: Amoco Chemicals, 1991. Paper Received 12 April 1994, Accepted 8 January 1995. b 368 ntr Arabian Journal for Science and Engineering, Vulwne 20. Number 2. View publication stats April 1995 L'