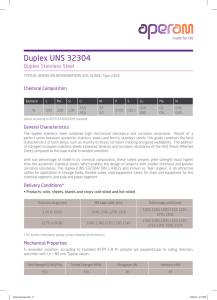
Stress Corrosion Cracking of Stainless Steels in High Pressure Alkaline Electrolysers HySafe conference, Pisa 2005-09-08 Kristian Haraldsen and Håkon Leth-Olsen, Norsk Hydro ASA, Corporate Research Centre Kristian Haraldsen 2005-09-05 Content Background Stress Corrosion Cracking (SCC) SCC in Alkaline environments Experimental setup - Results - Materials Test conditions Austenitic stainless steels Duplex stainless steels Welded Duplex stainless steels Conclusions and recommendations KHAR • Date: 2005-09-05 • Page: 2 Background Atmospheric electrolysers operate safely with austenitic stainless steel of type AISI 316L or similar. Newly developed high pressure electrolysers operate at 70 – 80°C with 30 – 40% KOH solution and an O2 pressure of 15 – 30 bar. A few occasions of leakages have been observed at the oxygen side of high pressure electrolysers. - Construction material AISI 316L Located in weld or close to the weld (heat affected zone – HAZ) Confirmed to be intercrystalline stress corrosion cracking (SCC) Commonly referred SCC temperature limit for AISI 316L in high concentrated caustic solution is about 100°C Need for alternative materials for safe use in high pressure electrolysers - Nickel base alloys resistant, but high price materials KHAR • Date: 2005-09-05 • Page: 3 Examples of leaks Separator lye Penetrant KHAR • Date: 2005-09-05 • Page: 4 Stress Corrosion Cracking (SCC) Failure of engineering materials by slow, environmentally induced crack propagation Tensile Combined effect of tensile stresses and corrosion reactions Tensile stresses - stresses SCC Externally applied loads (static) Residual stresses from welding, machining etc. Environ- May occur in materials resistant to general corrosion in the same environment - Initiates at local defects in oxide layer Difficult to predict and identify before leakage - No fore-warning NDT (non-destructive testing) methods not very informative Inspection in small size piping difficult KHAR • Date: 2005-09-05 • Page: 5 ment Material SCC in Alkaline Environments Commonly referred temperature limit for AISI 316L in high concentrated caustic solution is 100°C Temperature limit lowered by the high oxygen pressure - Oxidising conditions may cause trans-passive dissolution of Cr as CrVI KHAR • Date: 2005-09-05 • Page: 6 Experimental Resistance to SCC tested by autoclave exposure of C-ring specimens Test specimens tensioned to plastic deformation Test conditions: - - Solution: Temperature: Oxygen pressure: Exposure time: 30 and 40% KOH 90, 100 and 120°C 15 and 30 bar 3 months Results analysed by - Visual examination Optical microscopy Scanning electron microscopy (SEM) General corrosion by weight-loss KHAR • Date: 2005-09-05 • Page: 7 Materials Materials selected based on expected resistance, availability and price. - Stainless steels with increased nickel (Ni) and chromium (Cr) content Duplex stainless steels KHAR • Date: 2005-09-05 • Page: 8 Results – Austenitic stainless steels Susceptibility of AISI 316L/Ti confirmed, SCC at 100°C, 40% KOH and 30 bar O2 - Bolts of AISI 316L (A4) fractured at 90°C, 30% KOH and 15 bar O2 (SCC) 2RE10 (AISI 310L): SCC at 100 °C, 40% KOH and 30 bar O2 KHAR • Date: 2005-09-05 • Page: 9 Results – Austenitic stainless steels (continue) 2RK65 (904L): SCC at 100 and 120 °C, 40% KOH and 30 bar O2 Alloy 28 showed no cracking at 90°C, 30% KOH and 15 bar O2 KHAR • Date: 2005-09-05 • Page: 10 Results – Duplex stainless steels Duplex 2507: SCC at 100 °C, 40% KOH and 30 bar O2 Duplex 2304: no SCC at 100 and 120°C , 40% KOH and 30 bar O2 - General corrosion attacs occurred at 120°C KHAR • Date: 2005-09-05 • Page: 11 Results – Duplex stainless steels (continue) Duplex 2906 showed cracking at 120°C, 40% KOH and 30 bar O2 Duplex 2205 showed no cracking at 100°C, 40% KOH and 30 bar O2 KHAR • Date: 2005-09-05 • Page: 12 Welded Duplex 2205 Duplex 2205 chosen for further qualification - Need to test welded specimens - Welding procedure of duplex stainless steels important SCC often occur in connection with welds Welded C-ring test specimens prepared - Good resistance to SCC Rel. low Price, good availability Tested at 100 and 120°C, 40% KOH and 30 bar O2 Both tensioned and relaxed weld area Weight loss coupons for general corrosion rate Repeated test of base material KHAR • Date: 2005-09-05 • Page: 13 Welded Duplex 2205 - results General corrosion rate: - 0.1 mm/year at 100°C 0.6 mm/year at 120°C No SCC found in base material or in connection with relaxed welds SCC occurred in tensioned weld at 100°C - - No SCC in tensioned weld at 120°C - Metallographic analyses did not reveal any deviance of the weld No cracking in HAZ Protected by high general corrosion rate Repeated tests did not reveal any SCC in the weld or base material KHAR • Date: 2005-09-05 • Page: 14 Duplex 2205 with alternative welds Duplex 2205 with alternative weld filler materials tested at 100°C: - Nickel base alloy 600 (18-22% Cr, >67% Ni) Nickel base alloy 625 (22% Cr, 64.5% Ni, 9% Mo) No SCC occurred Limited localised corrosion - Located in HAZ 50-100 µm deep (0.2-0.4 mm/y) Local/general corrosion rate - Dependent on temperature Expected to be lower at 70 - 80°C Further testing needed KHAR • Date: 2005-09-05 • Page: 15 Summary of test results Material Test results (3 months exposure) Composition 100°C 120°C W.nr. UNS/ ASTM 90°C Other name %Cr %Ni %Mo 30%KOH 15 bar O2 40%KOH 30 bar O2 40%KOH 30 bar O2 AISI 316L - 1.4404 S31603 17 12 2.5 * AISI 316Ti - 1.4571 S31635 17 12 2.5 Sanicro 28 - 1.4563 N08028 27 31 3.5 2RK65 904L 1.4539 N08904 20 25 4.5 2RE10 AISI 310 1.4335 S31002 24.5 20.5 0.1 SAF 2507 25Cr duplex 1.4410 S32750 25 7 4 SAF 2304 23Cr duplex 1.4362 S32304 23 4.5 - ** SAF 2205 22Cr duplex 1.4462 S32205 22 5 3.2 Trade name Std. weld *** *** 600 weld 625 weld SAF 2906 - * Bolt of AISI 316L broke KHAR • Date: 2005-09-05 • Page: 16 - S32906 29 ** General corrosion attacks 6 2 *** Local corrosion attacks Summary and Conclusions Austenitic stainless steels vulnerable to SCC on oxygen side of highpressure alkaline electrolysers at elevated temperatures Alternatives - - - - - Use of alloy 28 (if available) Use of Duplex 2205 with increased temperature safety limit - Special focus on weld procedure (max. temperature) Use of Duplex 2205 with nickel base alloy weld filler material - Further qualification with regards to localised corrosion needed Nickel base alloys in vulnerable pipes Non-welded connections (without residual tensile stresses) Practical modifications - Duplex 2205 piping with non-welded connections Welded Duplex 2205 in tanks Decreased temperature from 80°C to 60°C. KHAR • Date: 2005-09-05 • Page: 17