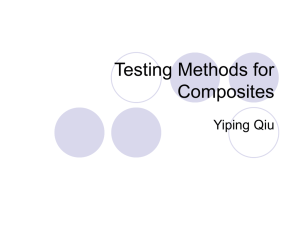
56 CHAPTER 3 3 MATERIALS AND METHODS The present study focusses on the tensile, flexural and compressive properties of plain woven and twill woven of jute, sisal and jute/glass hybrid structures. The effects of yarn linear density, weave types (plain, twill), reinforcement fabric areal density and laying angle on mechanical properties of such composites have also been investigated. Details of the materials used and the various testing procedures employed are presented in this chapter. 3.1 MATERIALS Sisal, jute and glass yarns used in this study were purchased from M/s GVR Enterprises, Madurai, India. The woven fabric was made through customized plain loom by the researcher (Table 3.1). The yarn tensile data are listed in Table 3.2 Table 3.1 Plain Loom details Parameter Details Driving System By Push Button Control On Both Side of Loom Running Speed 160-180 RPM Reed Space 200, 230, 250, 260, 280 cm 57 Weft Detection By Piezo Electronic Slide Sensor Cloth Roll dia. 400 mm Driving Motor 1.5 kW, 960 RPM Table 3.2 Tensile Properties of Yarns Average Tenacity Modulus (cN/tex) (cN/tex) Jute 23 561.67 236 Sisal 32 723.5 198 Glass 57 1021 185 Type of Yarn 3.1.1 Twist per inch Epoxy Resin The generic term epoxy resin falls under the class of thermosetting resins prepared by the ring-opening polymerization of compounds containing an average of more than one epoxy group per molecule. Epoxy resins traditionally made by reacting epichlorohydrin with bis-phenol A, which are linear polymers that cross-link, forming thermosetting resins basically by the reaction with the hardeners. The curing agent for the epoxy resins usually is an amine. No volatile by-products are generated during the curing process. During curing, epoxy resins can undergo three basic reactions: 1. Epoxy groups are rearranged and form direct linkages between themselves. 2. Aromatic and aliphatic hydroxyls link up to the epoxy groups. 3. Cross-linking takes place with the curing agent through various radical groups. 58 The advantages of epoxy resins are low polymerization shrinkages, high mechanical strength, good electrical properties and chemical resistance. The epoxy molecule also contains two ring groups at its centre which are able to absorb both mechanical and thermal stresses better than linear groups and therefore give the epoxy resin very good stiffness, toughness and heat resistance. The primary disadvantage of epoxy resins is that it requires long curing time. The epoxy resins are characterized by their high adhesive strengths. This property is attributed to the polarity of aliphatic hydroxyl groups and ether groups that exist in both the initial resin and the cured system. This epoxy resin was purchased at M/s GVR Enterprises, Madurai, India 3.2 METHODS -WEAVING OF JUTE AND SISAL YARN Two kinds of weaving structures such as plain weave and twill weave were developed to understand the influence of the weave on mechanical properties of the composites. In a plain weave structure, each weft yarn passes alternatively over and under one warp yarn, whereas in twill structures, each weft or filling yarn floats across the warp yarns in a progression of interlacings to the right or left, forming a pattern of distinct diagonal lines. Plain woven and twill woven preforms were manufactured on a plain loom using 200,295 and 560 Tex jute yarn and 200,295 and 560 Tex sisal yarn in both warp and weft direction. The fabric was 3.9 mm- 4.5mm thickness with (27/22/16 threads/inch) with an areal density of (240/300/388) g/m2 for jute and (280/330/405)g/m2. for sisal. The warp and weft crimp were calculated and found to be 9.67% and 1.2% respectively. The samples were then used as such for composite preparation. 59 3.3 COMPOSITE PREPARATION The composite laminates were fabricated through hand lay-up method. The preform fabrics were cut to 250mmx150mm size and layers stacked in three different angles(0/0/0,0/45/0,0/90/0).The fibre volume fraction were maintained between the ranges of 50-65% which were evaluated using constituent densities. The amount of resin used to impregnate the reinforcement was adjusted until to obtain a complete impregnation. Laminates were cured in a hot-platen press for 2 hours at 50ºc with a pressure of 3 bar, the composite laminates were post cured in an oven at 120ºc for one hour. Figure 3.1 3.4 Moulding Bath YARN LINEAR DENSITY Jute/Sisal yarn specimens were conditioned at 65±2% R. H. and 21±2ºC. The yarn linear density was characterized according to ASTM D1059- 97. The conditioned yarn is cut in 1 meter lengths and weighed through electronic balance. Ten specimens were measured and the average weight (W) in grams was used for calculating the yarn linear density, where 60 (L) is the length of the yarn in meters, (K) is a constant, which equals 9000m/g for denier and 1000m/g for tex. Yarn linear density = (W x K) ∕ L 3.5 YARN STRENGTH Jute and Sisal yarn specimens were tested for tensile strength through Instron universal testing machine, model 3369 as per ASTM D 225602. Tests were performed using a gauge length of 50 mm and a strain rate of 2 mm/min. for ten specimens to obtain the yarn tensile properties. 3.6 FABRIC THICKNESS Plain woven flax preform fabric thickness was measured according to ASTM D 1777-96. A compress meter with a circular presser foot of 9.53 mm in diameter was used for measuring the thickness. A pressure of 25KPa applied on the fabric to obtain the fabric thickness. Five randomly selected locations were used to obtain the average value. 3.7 FABRIC WEIGHT PER UNIT AREA A circular template was used to find out the fabric GSM. Conditioned test specimens - using a circular template - were cut off from five randomly selected locations and weighed using an electronic balance. 3.8 FABRIC TENSILE PROPERTIES Plain woven Jute/Sisal fabrics tensile testing was carried out using an Instron universal tester - model 3369. Twenty 30 mm wide test strips 61 were cut in the warp and weft directions. Then the yarns were removed from test strips both sides until the specimen width was reduced to 25 mm. The same procedure was followed for test strips in both warp and weft directions. Tensile tests were performed using a gauge length of 50 mm and a strain rate of 2 mm/min. 3.8.1 Tensile Strength of Composites Tensile strength is the maximum stress at the breaking point of composite specimen. Tensile tests were conducted as per ASTM-D 638 through Instron testing machine of Model 3369 at 2 mm/min rate of loading. Test specimens were cut from the laminates along the longitudinal axis and in the width wise direction. The specimen was placed in the grips of the testing machine and the grips were tightened evenly. Five specimens were tested for each sample. Tensile strength and tensile modulus were calculated using the following relations in both warp and weft directions. Tensile Strength P bd Tensile Modulus P l l bd (3.1) (3.2) Where P = load in N, l is gauge length in mm, b = width in mm and d = thickness in mm. 3.8.2 Flexural Strength of Composites It is the maximum stress developed on the composite when the test specimen acting as a simple beam, is subjected to a bending force perpendicular to the bar. The flexural tests were conducted as per ASTM D790, on a Kalpak universal testing machine at 5 mm/min rate of loading. 62 Test specimens were cut from the laminates along the longitudinal axis and in the width wise direction. Specimens were loaded in three-point bending. Flexural stress is given by 3PL f 2bd 2 (3.3) Where, P is the maximum load at failure (N), L the support span(mm), and b and d are the width and thickness of the specimen (mm) respectively. The flexural modulus is calculated from the slope of the initial portion of the load-deflection curve. Flexural modulus is given by E L3m 4bd3 (3.4) Where, m is the initial slope of the load-deflection curve. In each lay-up angle and laminate thickness of 2 and 4 mm, five specimens were tested and the average result is used. 3.8.3 Compressive Strength of Composites This method determines in-plane compressive properties by applying the compressive force into the specimen at wedge grip interfaces. ASTM D3410 is most appropriate for composites materials Reinforcement by high-modulus fibers including tape and textile, but other materials may be tested. The test fixture is designed to provide a compressive load to the unsupported center 12 to 25 mm (0.5 to 1 inch) gauge length of the specimen. Test Procedure: A fixture is used to align the specimen in the wedge grips and the grips are therefore tightened. The wedges are inserted into the compression 63 fixture, and if an extensometer is being used to measure strain, it is attached to the specimen. The specimen is compressed to failure. 3.9 TAGUCHI METHOD OF OPTIMIZATION Taguchi method is considered as one of the most comprehensive approach in product/process developments. The same was carried out by Taguchi methodology using Design Expert-7 Software. The main objective of this method is to optimize the process variables which influences the process outcome. Since three controllable factors and three levels of each factor are considered, L9 (3X3) Orthogonal Array was selected for this study. Taguchi method is a statistical method developed by Dr. Genechi Taguchi and Konishi. They proposed many theories on optimization of process variables. The method involves identification of proper control parameters to obtain the optimum results of the process. The process optimization should be carried out in three-step approach- system design, parameter design, and tolerance design. System design deals with innovative research, and it concern about the selection of controllable factors. Parameter design is meant for arraiving the optimum levels of process parameters to improve the performance of process through adjusting levels of factors. The tolerance design aims at determining the control characteristics for each factor level (Martin et al.,2008). The parameter design is the important step in Taguchi method to achieve high quality without increasing in cost. The following steps are involved to execute the Taguchi parameter design such as, (i) Identify the objective function to be optimised (ii) Identify the control factors and their levels (iii) Select a suitable orthogonal Array and construct a matrix. (iv) Conduct the matrix experiment 64 (v) Examine the data, predict the optimum control factor levels and its performance (vi) Conduct the verification Experiment with selected optimum variables for validation. To select an appropriate orthogonal array for experiments, the total degrees of freedom need to be computed. The degrees of freedom are defined as the number of comparisons between process parameters that need to be made to determine which level is better and specifically how much better it is. The degrees of freedom for the orthogonal array should be greater than or equal to those for the selected process parameters. For three parameters each at three levels, the degrees of freedom are six and then select an appropriate orthogonal array to fit the specific task (Nassir S et al., 2011). A three level orthogonal array (L9 3X3) with nine experimental runs (total degrees of freedom = 9-1 = 8) were executed for the present study. The orthogonal array (OA) which is one of the simplest method which provides the possibility to change all combination of parameters at the same time and their effect and performance interactions are studied simultaneously (Randhir Kumar et al., 2012). The application of Taguchi method, based on orthogonal array, reduces the numbers of experiments with respect to full factorial design. This method predicts the quality characteristics by finding the S/N ratio for engineering design problems. The performance criteria for optimization of the response parameter of S/N ratio are in three categories such as lower-thebetter, larger-the-better, and nominal-the-best. Keeping the variance in the output as minimum is the main objective of this method . Taguchi‘s optimization procedure is adopted in the field of engineering applications rather than advanced statistical techniques. In Orthogonal array, the columns are mutually orthogonal which means in any pair of columns, all combination of factor levels occurs. A typical example for orthogonal matrix design is ―L9‖ 65 design, here 9 representing 9 rows of experiments to be tested, another parameter in this design is S/N ratio, which is expressed in decibels (dB).It is also represented as sensitivity to variability. This design is used to study the entire parameter space with lesser number of experiments to be excuted. The higher the S/N ratio, the better the product quality. Once the S/N value becomes maximum, the noise factor minimizes, which really makes a significant impact on process performance. The method of analysing the performance characteristics of S/N ratio depends upon the three categories as smaller- the-better(or) Lower-the better, larger- the- better(or) higher-the-better and nominal- the- best When Lower is better n S / N 10 * log 1 / n Yi2 i 1 (3.5) When higher is better n 1 S / N 10 * log 1 / n 2 i 1 Yi (3.6) When n is the number of experiments in the orthogonal array and yi the ith value measured. When Nominal is the best Y2 S / N 10 * log 2 Where y2 is the average data and (3.7) 2 the variation. In this research work, the criteria for optimization of the response parameters was based on the larger the better S/N ratio. The effect of three preform parameters such as yarn linear density, fabric areal density and laying angle on mechanical properties (Tensile, flexural and compression) of the composites were analysed in this research work using Taguchi‘s orthogonal matrix. The factors that are influencing the above mechanical properties of the 66 resultant composites were analyzed through cause and effect diagram and then experiments have been carried out by trial and error closeted range of the values in the selected process parameters. Figure 3.2 Cause and Effect Diagram The cause and the revealed factors were expected to have an effect on the strength of the resultant composite materials. Since the composite manufacturing process follows the hand layup method, process parameter cannot influence significantly and due to cost constrain, this study is done through a single matrix material such as Epoxy resin. Moreover this study focused on bringing new form reinforcement such as woven Sisal, Woven jute and hybrid woven structures. In this research work, the researcher considered the reinforcement parameter as experiment parameter such as type of weave, yarn linear density, fabric GSM and fabric laying angle. 67 Table 3.3 Composite set-1 Various Composite Combinations Composite set-2 Composite set-3 Jute Sisal Hybrid(Jute/Glass) Yarn linear density Yarn linear density Yarn linear density Fabric Areal Density Fabric Areal Density Fabric Areal Density Laying Angle Laying Angle Laying Angle As per the Table 3.3, the composite constructions have been made. In each composite set, eighteen experiments were carried out and then the optimization processes were executed through Taguchi‘s method.