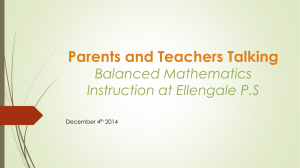
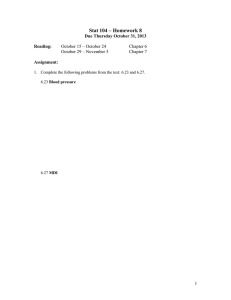
dav01145_ch09_578-700.indd Page 662 10/25/11 11:10 AM user-f462 662 volumes/203/MHDQ302/dav01145_disk1of1/0073401145/dav01145_pagefiles INTRODUCTION TO ENVIRONMENTAL ENGINEERING Cleaned gas Dirty gas Dust FIGURE 9-37 Reverse flow cyclone. (Source: Crawford, 1976.) Particulate Pollutants Cyclones. For particle sizes greater than about 10m m in diameter, the collector of choice is the cyclone (Figure 9-37). This is an inertial collector with no moving parts. The particulate-laden gas is accelerated through a spiral motion, which imparts a centrifugal force to the particles. The particles are hurled out of the spinning gas and impact on the cylinder wall of the cyclone. They then slide to the bottom of the cone. Here they are removed through an airtight valving system. The standard single-barrel cyclone will have dimensions proportioned as shown in Figure 9-38. The efficiency of collection of various particle sizes (h) can be determined from an empirical expression and graph (Figure 9-39) developed by Lapple (1951): The formula taught is :- [(9*u*W)/(2*pi*Vi*N*(Pp-Pg)] d0.5 5 c 9mB2 H 1/2 d rpQg u (9-64) where d0.5 5 cut diameter, the particle size for which the collection efficiency is 50 percent Here it's given Q (volum 5 dynamic viscosity of gas, Pa ? s metric flow) instead of Vi B 5 width of entrance, m Vi*B*H=Q so here in this H 5 height of entrance, m formula Numerator contains rp 5 particle density, kg/m3s (B^2*H) instead of only B Qg 5 gas flow rate, m3/s u 5 effective number of turns made in traversing the cyclone as defined in Equation 9-65. The value of u may be determined approximately by the following: u5 p (2L1 1 L2 ) H where L1 and L2 are the length of the cylinder and cone, respectively. (9-65) dav01145_ch09_578-700.indd Page 663 10/25/11 11:10 AM user-f462 volumes/203/MHDQ302/dav01145_disk1of1/0073401145/dav01145_pagefiles AIR POLLUTION FIGURE 9-38 Standard reverse flow cyclone proportions. Note: Standard cyclone proportions are as follows: Length of cylinder, L1 5 2D2 Length of cone, L2 5 2D2 Diameter of exit, De 5 0.5D2 Height of entrance, H 5 0.5D2 Width of entrance, B 5 0.25D2 Diameter of dust exit, Dd 5 0.25D2 Length of exit duct, L3 5 0.125D2 Fractional efficiency (Source: Crawford, 1976.) FIGURE 9-39 d/d0.5 Empirical cyclone collection efficiency. (Source: Lapple, 1951.) Example 9-13. Determine the efficiency of a “standard” cyclone having the following characteristics for particles 10 mm in diameter with a density of 800 kg/m3: Cyclone barrel diameter 5 0.50 m Gas flow rate 5 4.0 m3/s Gas temperature 5 258C 663 dav01145_ch09_578-700.indd Page 664 10/25/11 11:10 AM user-f462 664 volumes/203/MHDQ302/dav01145_disk1of1/0073401145/dav01145_pagefiles INTRODUCTION TO ENVIRONMENTAL ENGINEERING Solution. From the standard cyclone dimensions we can calculate the following: B 5 (0.25)(0.50 m) 5 0.13 m H 5 (0.50)(0.50 m) 5 0.25 m L1 5 L2 5 (2.00)(0.50 m) 5 1.0 m The number of turns u is then p [2(1.0) 1 1.0] 0.25 5 37.7 u5 From the gas temperature and Table A-4 of Appendix A, we find the dynamic viscosity is 18.5 mPa ? s. The cut diameter is then 9(18.5 3 1026 Pa ? s) (0.13 m) 2 (0.25 m) 1/2 d (800 kg/m3 ) (4.0 m3/s) (37.7) 5 2.41 3 1026 m 5 2.41 mm d0.5 5 c The ratio of particle sizes is 10 mm d 5 5 4.15 d0.5 2.41 mm From Figure 9-39 we find that the collection efficiency is about 95 percent. As the diameter of the cyclone is reduced, the efficiency of collection is increased. However, the pressure drop also increases. This increases the power requirements for moving the gas through the collector. Because an efficiency increase will result, even if the tangential velocity remains constant, the efficiency may be increased without increasing the power consumption by using multiple cyclones in parallel (multiclones). From the example, you can see that cyclones are quite efficient for particles larger than 10 mm. Conversely, you should note that cyclones are not very efficient for particles 1 mm or less in diameter. Thus, they are employed only for coarse dusts. Some applications include controlling emissions of wood dust, paper fibers, and buffing fibers. Multiclones are frequently used as precleaners for fly-ash control devices in power plants. Filters. When high efficiency control of particles smaller than 5 mm is desired, a filter may be selected as the control method. Two types are in use: (1) the deep bed filter, and (2) the baghouse (Figure 9-40). The deep bed filter resembles a furnace filter. A packing of fibers is used to intercept particles in the gas stream. For relatively clean gases and low volumes, such as air conditioning systems, these are quite effective. For dirty industrial gas with high volumes, the baghouse is preferable. The fundamental mechanisms of collection include screening or sieving (where the particles are larger than the openings between the fibers), interception by the fibers themselves, and electrostatic attraction (because of the difference in static charge on dav01145_ch09_578-700.indd Page 665 10/25/11 11:10 AM user-f462 volumes/203/MHDQ302/dav01145_disk1of1/0073401145/dav01145_pagefiles AIR POLLUTION Exhaust outlet 665 Pressurized air cleaning jets Outlet Clean gas Pulse-jet cleaning gas flow Collars Venturi nozzles Clean gas Wire retainers Filter bags Inlet Dusty air side Dustladen air Hopper (a) Inlet Hopper (b) FIGURE 9-40 Mechanically cleaned (shaker) baghouse (a) and pulse-jet-cleaned baghouse (b). Pulse-jet baghouse shows normal operation for three left-hand-side bags and pulse-jet cleaning for the bag on the right-hand side. (Source: Walsh, 1967.) the particle and fiber). Once a dust cake begins to form on the fabric, sieving is probably the dominant mechanism. As particulate matter collects on the bag, the collection efficiency increases. The buildup of the dust cake also increases the resistance to gas flow. At some point the pressure drop across the filter bags reduces the gas flow rate to an unacceptable level and the filter bags must be cleaned. The three methods used to clean the bags are mechanical shaking, reverse air flow, and pulse-jet cleaning. Mechanically cleaned baghouses operate by directing the dirty gas into the inside of the bag. The particulate matter is collected on the inside of the bag much in the same manner as a vacuum cleaner bag. The bags are hung on a frame that oscillates. They are shaken at periodic intervals, ranging from 30 minutes to more than 2 hours. The bags are arranged in groups in separate compartments that are taken off line during cleaning. In reverse air flow cleaning, a compartment is isolated and a large volume of gas flow is forced countercurrent to normal operation. The dust cake is removed by collapsing or flexing the bag. The reverse flow combined with the inward collapse of the bag causes the collected dust cake to fall into the hopper below. Pulse-jet baghouses are designed with frame structures, called cages, that support the bags. In contrast to the other two cleaning methods, the particulate matter is dav01145_ch09_578-700.indd Page 666 10/25/11 11:10 AM user-f462 666 volumes/203/MHDQ302/dav01145_disk1of1/0073401145/dav01145_pagefiles INTRODUCTION TO ENVIRONMENTAL ENGINEERING collected on the outside of the bag instead of the inside of the bag. The dust cake is removed by directing a pulsed jet of compressed air into the bag. This causes a sudden expansion of the bag. Dust is removed primarily by inertial forces as the bag reaches maximum expansion. The pulse of cleaning air is at such a high pressure drop and short duration that cleaning is normally accomplished with the baghouse on line. Cleaning occurs at 2- to 15-minute intervals. Extra bags, which are normally provided to compensate for the bags that are required in the other cleaning schemes, are not required in pulse-jet baghouses (Noll, 1999). Bag diameters for shaker and reverse air flow baghouses range from 15 to 45 cm. The bags may be up to 12 m in length. Pulse-jet baghouses use bags that are 10 to 15 cm in diameter with lengths less than 5 m (Noll, 1999; Wark, Warner, and Davis, 1998). The bags are made of either natural or synthetic fibers. Synthetic fibers are widely used as filtration fabrics because of their low cost, better temperature- and chemical-resistance characteristics, and small fiber diameter. Cotton fiber bags cannot be used for sustained temperatures above 908C. Glass fiber bags, however, can be used at temperatures up to 2608C (McKenna et al., 2000). Because of the stress produced in cleaning, only woven fibers are used when the bags are cleaned mechanically or by reverse air flow. Felted fabrics are used in pulse-jet-cleaned baghouse (Noll, 1999). Bag life varies between 1 and 5 years. Two years is considered normal. The fundamental design parameter for baghouses is the ratio of the volumetric flow rate of the gas to be cleaned to the area of filter fabric. This ratio is termed the air-to-cloth ratio.* It has units of m3/s ? m2 or m/s. Typical air-to-cloth ratios are shown in Tables 9-18 and 9-19. Baghouses have found a wide variety of applications. Examples include the carbon black and gypsum industries, cement crushing, feed and grain handling, limestone crushing, sanding machines, and coal-fired utility boilers. Of all of the particulate control devices, filtration is the only technology that has the potential to include the addition of adsorption media to facilitate concurrent removal of gas phase contaminants. TABLE 9-18 Typical air-to-cloth ratiosa Baghouse cleaning method Shaking Reverse air Pulse jet Air-to-cloth ratio, m/s 0.010 to 0.017 0.010 to 0.020 0.033 to 0.083 a Compiled from Davis, 2000; Noll, 1999; Wark, Warner, and Davis, 1998. *It may also be called the gas-to-cloth ratio, filtration velocity, or the face velocity. dav01145_ch09_578-700.indd Page 667 10/25/11 11:10 AM user-f462 volumes/203/MHDQ302/dav01145_disk1of1/0073401145/dav01145_pagefiles AIR POLLUTION TABLE 9-19 Air-to-cloth ratios for bag filters Bag system Dust Shaker/woven, reverse, m3/min ? m2 Pulse jet, m3/min ? m2 0.8 0.6 0.8 1.1 0.9 0.8 0.8 1.1 0.8 2.4 2.4 1.5 4.3 3.4 2.1 3.0 3.0 3.0 Coal Cement Fly ash Grain Iron ore Lead oxide Lime Paper Sand Source: U.S. EPA, 1990. Example 9-14. An aggregate plant at Lime Ridge has been found to be in violation of particulate discharge standards. A mechanical shaker baghouse has been selected for particulate control. Estimate the number of bags required for a gas flow rate of 20 m3/s if each bag is 15 cm in diameter and 12 m in length. One-eighth of the bags are taken off line for cleaning. The manufacturer’s recommended air-to-cloth ratio for aggregate plants is 0.010 m/s. Solution. Noting that the air-to-cloth ratio units of m/s are equivalent to m3/s ? m2, calculate the net cloth area required with one compartment off line for cleaning: A5 Q 20 m3/s 2 5 3 2 5 2,000 m v 0.010 m /s ? m The net number of bags is the total area divided by the area of one bag: 2,000 m2 5 353.67 or 354 bags (p) (0.15 m) (12 m) per bag With one-eighth of the bags off line, an additional one-eighth of the net number is required: 354 bags 5 44.25 or 44 bags 8 The total number of bags is 354 1 44 5 398. Comment: In order to have an equal number of bags in each compartment, the total number of bags will have to be slightly larger (398 bags/8 compartments 5 49.75 bags per compartment). With 50 bags per compartment, the total will be 400 bags. 667 dav01145_ch09_578-700.indd Page 668 10/25/11 11:10 AM user-f462 668 volumes/203/MHDQ302/dav01145_disk1of1/0073401145/dav01145_pagefiles INTRODUCTION TO ENVIRONMENTAL ENGINEERING Venturi “throat” Cyclonic collector Pollutant-laden gas Liquid injection FIGURE 9-41 Venturi scrubber. Liquid Scrubbing. When the particulate matter to be collected is wet, corrosive, or very hot, the fabric filter may not work. Liquid scrubbing might. Typical scrubbing applications include control of emission of talc dust, phosphoric acid mist, foundry cupola dust, and open hearth steel furnace fumes. Liquid scrubbers vary in complexity. Simple spray chambers are used for relatively coarse particle sizes. For high efficiency removal of fine particles, the combination of a venturi scrubber followed by a cyclone would be selected (Figure 9-41). The underlying principle of operation of the liquid scrubbers is that a differential velocity between the droplets of collecting liquid and the particulate pollutant allows the particle to impinge onto the droplet. Because the droplet-particle combination is still suspended in the gas stream, an inertial collection device is placed downstream to remove it. Because the droplet enhances the size of the particle, the collection efficiency of the inertial device is higher than it would be for the original particle without the liquid drop. The most popular collection efficiency equation is that proposed by Johnstone, Field, and Tassler (1954): h 5 1 2 exp (2kR1c) where (9-66) h 5 efficiency exp 5 exponential to base e k 5 correlation coefficient, m3 of gas/m3 of liquid R 5 liquid flow rate, m3/m3 of gas c 5 inertial impaction parameter defined by Equation 9-67 The inertial impaction parameter (c) relates the particle and droplet sizes and relative velocities: c5 Crpyg (dp ) 2 18dd m where C 5 Cunningham correction factor defined by Equation 9-68, unitless rp 5 particle density, kg/m3 yg 5 speed of gas at throat, m/s (9-67)