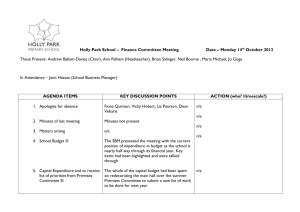
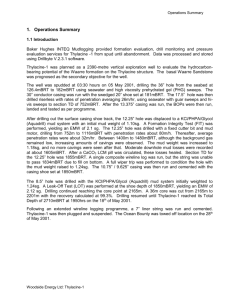
New Flat-Rheology Synthetic-Based Mud for Deepwater Drilling
advertisement

SPE 90987 New Flat-Rheology Synthetic-Based Mud for Improved Deepwater Drilling E. van Oort, SPE, Shell EP Americas; J. Lee, SPE, M-I SWACO; J. Friedheim, SPE, M-I SWACO and B. Toups, SPE, M-I SWACO Copyright 2004, Society of Petroleum Engineers Inc. This paper was prepared for presentation at the SPE Annual Technical Conference and Exhibition held in Houston, Texas, U.S.A., 26–29 September 2004. This paper was selected for presentation by an SPE Program Committee following review of information contained in a proposal submitted by the author(s). Contents of the paper, as presented, have not been reviewed by the Society of Petroleum Engineers and are subject to correction by the author(s). The material, as presented, does not necessarily reflect any position of the Society of Petroleum Engineers, its officers, or members. Papers presented at SPE meetings are subject to publication review by Editorial Committees of the Society of Petroleum Engineers. Electronic reproduction, distribution, or storage of any part of this paper for commercial purposes without the written consent of the Society of Petroleum Engineers is prohibited. Permission to reproduce in print is restricted to a proposal of not more than 300 words; illustrations may not be copied. The proposal must contain conspicuous acknowledgment of where and by whom the paper was presented. Write Librarian, SPE, P.O. Box 833836, Richardson, TX 75083-3836, U.S.A., fax 01-972-952-9435. Abstract In deepwater drilling operations, synthetic based mud (SBM) is the preferred drilling fluid because it delivers high drilling rates and excellent wellbore stability. However, lost circulation problems caused by adverse elevation of viscosity and increase in equivalent circulation density (ECD) as a function of temperature and pressure often result in significant operational cost increase. Controlling the pressure and temperature dependence of SBM rheology thus is an important step towards achieving successful and cost-effective deepwater drilling operations. This paper highlights the development and application of an improved SBM that optimally balances the requirements for excellent rheological properties, ECD control, and improved barite suspension. Unlike conventional SBMs, the new SBM exhibits a constant (“flat”) rheological profile over a wide temperature and pressure range. For instance, certain key rheological parameters, such as 6-rpm reading, yield point, and gel strengths, remain virtually unchanged when temperature and pressure are varied. This flat-rheology characteristic allows for a higher viscosity to be maintained without negatively affecting drilling rate or ECD. Moreover, cuttings carrying capacity and barite suspension properties are greatly improved. The flat-rheology profile is achieved through the usage of a re-designed package of emulsifiers, rheology modifiers and viscosifiers. The emulsifier package minimizes the impact of drill solids on the rheological properties of the new SBM. Optimal rheology modification is achieved through minimal use of organophilic clays. Moreover, a new rheology modifier also reduces the key viscosity parameters at low temperatures while raising them at high temperatures. The viscosifier is used to provide the desired enhancement in overall viscosity and suspension capacity. Extensive field data from Gulf of Mexico (GoM) wells (including drilling performance data, ECD and downhole pressure data, etc.) shows the benefits of the new flat-rheology SBM (FR-SBM) system, including lowering of ECD (resulting e.g. in lower SBM mud losses), improved cuttings evacuation from the well and prevention of barite sag problems. The operational success of FR-SBM has led to rapid acceptance in the field, allowing it to displace conventional SBM in Shell’s GoM deepwater drilling operations. Introduction The utility and reliability of synthetic based muds (SBMs) as drilling fluids has been well documented in the past decade1-3. Often it is the fluid of choice in deepwater environments due to its superiority in achieving high penetration rates and maintaining desired wellbore stability. One drawback to the use of SBMs is their potential for lost circulation, especially when the mud has been static for an extended period of time. In the deepwater environments, water temperatures easily reach 40°F (5°C) and below. This low-temperature environment effectively cools down the drilling fluid, significantly increasing fluid viscosity, which in turn impacts equivalent circulating densities (ECDs) and surge pressures. Narrow drilling margins (i.e. the window between fracture gradient and pore pressure) encountered in deepwater drilling operations often make such rheological increases intolerable, resulting in severe losses of SBM and thus significant increases in fluid cost and rig time. One method of managing these critical ECDs is to manage the fluid rheology. In general, a thinner fluid yields lower ECD’s. However, fluid rheology considerations not only have to address ECD control but also must take into account cuttings removal and barite suspension for specific wells. Thus, the main challenge to fluid design in most deepwater drilling operations consists of effectively balancing fluid rheology for hole cleaning, ECD and barite suspension simultaneously. This concept is illustrated in Fig. 1. Since fluid rheology is the common denominator of all these issues, a re-design of SBM to minimize the temperature dependence of rheological properties was believed to be a promising approach to alleviating the difficulty routinely encountered in achieving the desired balance among all these issues. 2 NEW FLAT-RHEOLOGY SYNTHETIC-BASED MUD FOR IMPROVED DEEPWATER DRILLING This paper discusses a new generation of SBM that can achieve the desired balance of fluid rheology and drilling performance without sacrificing ECD requirement. Field data are provided to illustrate the benefit of this “flat-rheology” SBM (FR-SBM) in deepwater drilling. Design and Development In the preliminary design phase of this new system certain criteria were set forth to proceed in a systematic fashion to accomplish both the desired environmental and performance goals of the project. Since the initial target area was deepwater Gulf of Mexico, these goals were to design an invert fluid that: 1. Met conditions set forth in EPA Gulf of Mexico Region 6 GMG 290000 General Permit for syntheticbased drilling fluids. 2. Exhibited temperature/pressure independent rheological properties focusing primarily on yield point (YP), low end rheology (e.g. 6 rpm) and gel strengths. 3. Attained fluid performance/properties for good hole cleaning and minimal barite sag. With these design criteria, ester-based fluids were ruled out due to performance limitations (particularly at temperatures >250oF when ester hydrolysis may occur), toxicity under certain conditions and cost. Both an olefinic external phase and a calcium chloride internal phase were maintained due to overall utility, cost and compliance status. This left all the other components such as emulsifiers, wetting agents, viscosifiers, rheology modifiers, fluid loss additives, and thinners open for re-design or development. With the exception of the weight material (barite), every component in this system is specifically developed to attain the goals set out above. Primary consideration was given to the emulsifier package. Previous work showed certain interactions between emulsifiers, drill solids and organophilic clays and their effect on the overall rheology of an invert. It was quickly noted that increasing the total amount of organophillic clay also increased the dependence that rheology had on temperature (Fig. 2). Unfortunately, subsequent work showed that the absence of organophillic clay leads to severe barite sag and settling. Furthermore, certain emulsifiers acted (or reacted) in a fashion to apparently “yield” drill solids, thus resulting in substantial increases in rheology after contamination (Figs. 2 & 4). Therefore, the initial problem was to develop an emulsifier package that would not react with drill solids and thus allow rheological control of the fluid by other additives. Polymeric viscosifiers and rheological additives were identified that met the temperature independent requirements. Subsequent testing, however, showed that these polymeric additives were not alone sufficient to control barite sag tendencies in the fluid and validated earlier observations that in some instances even promoted sag! Therefore, minimal amounts of organophillic clay were used to provide SPE 90987 suspension for the barite while not contributing adversely to the thermal dependence of the rheology. As with any fluid design, the real “trick” is in the final formulation work where performance of individual constituents must work in concert with the other components. After performing hundreds of tests to evaluate various combinations and chemistries of surfactant packages, organophilic clays, and rheology modifiers, a new generation of SBM with temperature and pressure independent rheological characteristics was developed. This new SBM showed similar values of low-end rheology, YP, and gel strengths in the temperature range of 40°F – 150°F, thus denoting the “flat” rheological profile moniker (Fig 3). It should be noted that the “flat” character was not extended towards plastic viscosity (PV), nor did it need to be. It was found that normal variation of PV with temperature and pressure in FR-SBM did not in any way adversely influence ECD, hole cleaning or barite sag tendencies. Despite the drastic contrast in rheology, the additives used to make up the FR-SBM are of a similar type but utilizing slightly different chemistries than those in the conventional SBM. A comparison of the types of chemicals and additives used in these two systems is given in Table 1. Full environmental compliance was achieved with FR-SBM, which uses the same base fluid as conventional olefin-based SBM (hence, there is no change in biodegradation behavior). Mud toxicity test results indicate no deterioration in environmental compatibility when compared to conventional SBM. For further details on mud development as well as in-depth laboratory evaluation (highlights of which are given below), the reader is referred to Ref.4. Laboratory Evaluation Once the base mud formulation was developed, the fluid system was evaluated further in the laboratory. Tests such as contamination with drill solids, seawater, and cement were carried out to evaluate the stability of the system. In addition, the behavior of the fluid under temperature and pressure was measured using a Fann 70 viscometer. Moreover, the potential for barite sag to occur with the fluid was evaluated in dedicated inclined flow loop experiments. The evaluation results are briefly discussed as follows. The solids tolerance of the new FR-SBM was evaluated and the properties measured at three temperatures, 40°F, 100°F and 150°F. Fig. 4 shows the rheological profiles of the FR-SBM (as well as a conventional SBM) after contamination with 10% by weight (35 lb/bbl) of simulated drill solids (OCMA clay). The FR-SBM showed a good response to drill solids, illustrating the system is not particularly sensitive to solids contamination. Thus, the interactions among drill solids, rheology modifier and emulsifier were minimal. More importantly, the rheological profile (flatness) of the FR-SBM was retained after contamination with solids. The tolerance to seawater and cement contamination was also found to be excellent for the FR-SBM4. SPE 90987 E. VAN OORT, J LEE, J. FRIEDHEIM AND B. TOUPS The flat-rheology character also exists under varying pressure conditions. Figure 5 shows a comparison of the YP values of an ester-based SBM (I), an isomerized olefin-based SBM (II) and the flat-rheology SBM measured by Fann 70 with temperatures up to 250°F and pressures up to 15,000 psi. The flat-rheology SBM displayed similar yield point values across the wide temperature and pressure range, whereas temperature and/or pressure impacted the conventional SBM (II). The ester-based SBM (I) in particular displayed extreme sensitivity to temperature and pressure variations (c.f. 40°F / 0 psi vs. 40°F / 3000 psi and 40°F / 0 psi vs. 120°F / 0 psi). Hydraulics Modeling Temperature- and pressure-independent rheology turns out to provide unique benefits, as indicated by the results of hydraulics and hole cleaning modeling studies that were later on verified in the field. Due to its unique rheology, FR-SBM can be run at a higher viscosity than conventional SBM to improve hole cleaning and aid in barite suspension without adversely affecting ECD. This may at first seem counterintuitive (according to the ECD credo “thinner is better”), until one realizes that conventional SBM requires low viscosities at drilling depths in order to offset a subsequent viscosity increase in shallower (equals colder) parts of the well and in the riser. No such rheology “compensation” is required with FR-SBM, which will maintain a constant rheology irrespective of temperature and pressure conditions. This, as we shall demonstrate, presents a superior advantage over conventional SBM, especially when dealing with high-angle extended reach drilling (ERD) wells that otherwise would be troublesome or impossible to drill using such conventional systems. Figure 6 shows a typical result of our hydraulics modeling efforts. In this example, ECD was calculated for 9 7/8” hole on an ERD well at 29,000 ft measured depth (MD) at a hole angle of 60 degrees. In the calculation, use was made of rheology data as a function of pressure and temperature (as established using a Fann 70 rheometer) obtained from actual 13.0 ppg field muds. A snapshot of some of the rheology numbers used in the calculation is shown in Table 2. Relevant simulation parameters included: ROP = 50 ft/hr, RPM = 115, WOB = 10 klb, flowrate = 540 gpm. Calculated ECD at TD for the conventional SBM was 14.10 ppg, whereas for the FRSBM it was 13.85 ppg corresponding to an improvement of 0.25 ppg with the latter mud system. Note that equivalent static density (ESD) at TD, which is primarily determined by the compressibility of the synthetic base fluid, was identical for the two muds at 13.2 ppg. An ECD reduction of several tenths of ppg is very meaningful for wells drilled in narrow drilling margins environments. It may, in fact, make the difference in drilling the well to TD either without any problems or with great difficulty, trouble time and cost overruns. Many ECD simulations were run, for both shallow sections / large diameter hole and deep sections / smalldiameter hole, and the results predominantly favored FR-SBM over conventional SBM. As demonstrated below, our field experience with FR-SBM has been consistent with the positive hydraulics modeling results. 3 Field Results – General The new FR-SBM system was developed and field tested in a true collaboration between drilling fluid supplier and operator. At the time this paper was compiled, 50 hole sections were drilled with FR-SBM by Shell in the GoM on 18 wells for a total footage of 166,000 ft, representing 33,000 bbl of excavated hole. Water depths ranged from 1300 ft to 8700 ft and hole diameters from 22” down to 6.5”. In fact, FR-SBM has now become the system of choice and has completely displaced the use of conventional SBM in Shell’s GoM drilling operations. A summary of the main reasons why this has taken place is given below. Field Results – Rheology Profile Fig. 7 shows the dependence of YP versus downhole circulating temperature as measured in the field for two offset wells drilled with conventional SBM and FR-SBM respectively. The conventional SBM shows the effect of thinning with temperature (YP = 32 lb/100ft2 at 75oF, YP = 20 lb/100ft2 at 150oF) typical of these muds. The FR-SBM by comparison shows a constant YP of 25-26 lb/100ft2 in the measured temperature range of 65oF – 150oF. This result indicates that the flat-rheology profile of FR-SBM as engineered in the lab can be established and easily maintained in the field with proper mud treatment. Field Results – Hydraulics, ECD and Hole Cleaning In Fig. 8, the ECD profiles for conventional SBM and FRSBM are compared on offset wells. Although the wells were drilled in the same prospect, at the same hole angle and compared at the same depths, there was a difference in hole diameter: 12.25” for the conventional SBM and 11.5” for the FR-SBM. Even though the analyzed hole size for FR-SBM was smaller while applied flow rates where higher (770 gpm for FR-SBM versus 728 gpm for conventional SBM), ECD was consistently lower in FR-SBM. Moreover, the range of ECD, i.e. the difference between maximum swab and surge pressure while drilling and making connections, was lower in FR-SBM (0.4 ppg) compared to conventional SBM (0.5 ppg). The improved hole cleaning qualities offered by FR-SBM are more dramatically illustrated by Figs 9 and 10. In these 17.5” hole sections for offsets wells, distinct pressure spikes are observed after connections using conventional SBM. These pressure surges are caused by pack-off. By comparison, a much smoother ECD profile with absence of surge spikes is observed for FR-SBM, which also did not show the pronounced tendency for pack-off after connections (see close-ups in Fig.10). Clearly, FR-SBM offers better suspension of cuttings with a reduced risk for pack-off, while overall improving hole cleaning efficiency. A visual illustration of the hole cleaning behavior of FRSBM is shown in Fig.11, showing a photograph of PDC cuttings circulated out of an ERD well which utilized FRSBM at varying YP. Also included in Fig. 11 is the ECD trace for the section from which the cuttings were obtained. When a relatively high YP (28-30 lb/100ft2) was maintained, the PDC cuttings retained the characteristic markings of the PDC 4 NEW FLAT-RHEOLOGY SYNTHETIC-BASED MUD FOR IMPROVED DEEPWATER DRILLING cutters, indicative of a relatively short residence time in the well. For lower YP (15-18 lb/100ft2), the cuttings became featureless and rounded due to a much longer residence in cuttings beds. The ECD trace shows distinct correlation between YP values and ECD, i.e. the lower the YP the higher the ECD, presumably due to a higher degree of annular loading at reduced YP. Note that YP was reduced (to ~15 lb/100ft2) prior to running casing and cementing. Field Results – Mud Losses Severe mud losses are a regular feature when drilling deepwater wells with narrow drilling margins using SBM. The mud loss mechanism has been investigated in detail during the DEA 13 investigation that took place in the early 1990’s5-7. In this investigation and subsequent work8, it was demonstrated that OBMs (and therefore SBMs, which are equivalent invert systems but with a more environmentally friendly base fluid) yield inefficient tip screen-out of solids during fracture initiation. This promotes relatively easy fracture propagation at relatively lower propagation pressures. Moreover, after fractures have been initiated they do not “heal” well due to the fact that synthetic fluids prevent any occurrence of beneficial clay swelling that may reconnect fracture surfaces. None of these concerns are addressed by FR-SBM, which in this respect acts like any regular SBM. We have found, however, that the fracture propagation characteristics of any SBM, including FR-SBM, can be improved by incorporation of particles such as graphites of suitable size, characteristics and concentration. The incorporation of such materials has been particularly helpful in preventing / minimizing losses in shallow hole sections with highly depressed drilling margins. Despite the above-mentioned concerns, we have observed considerable reductions in mud loss volumes and mud consumption with the adoption of FR-SBM. Synthetic mud consumption due to mud losses (including losses while drilling, running casing and cementing) has gone down from a historical 1.95 bbl/bbl of hole with conventional SBM to 1.45 bbl/bbl of hole with FR-SBM, a 26% improvement. In addition, mud losses were characterized as a function of a proprietary measure for well complexity (MWC). A 39% improvement has been observed here, down from a historical 0.85 bbl/MWC with conventional SBM to 0.52 bbl/MWC with FR-SBM. In Table 3, an example is shown of mud losses experienced on two offset wells with slightly different casing programs drilled with conventional SBM and FR-SBM respectively. Despite the significant losses that were incurred with the FR-SBM upon running and cementing the 11 3/4” expandable string (largely due to procedural issues), overall a greater than 50% reduction in mud losses was achieved with FR-SBM. The mechanism for reducing mud losses in FR-SBM involves the following factors: 1. Reduction of ECD due to FR-SBM’s temperature- and pressure-independent rheology, as discussed in the previous paragraph; SPE 90987 2. Better hole cleaning and cuttings suspension in FRSBM, resulting in the reduction of pack-off events that are prime initiators of mud loss incidents; 3. Easier annular displacement of FR-SBM during cement jobs. A common occurrence with FR-SBM is that strings are cemented with full or at least partial returns, whereas on offset wells cemented in SBM no returns during cementing was observed. Although gels are in general maintained at higher values in FR-SBM, breaking those gels actually appears to be easier, resulting in lower surge pressures and frictional pressure losses in the annulus to be cemented. Note that this assessment is consistent with the ECD and surge pressure considerations mentioned in the previous paragraph. In addition, as noted below, FRSBM yields reduced sag tendency, which is also believed to be a prime cause of induced losses during running of casing and cementing. Field Results – Barite Sag Barite sag is the undesirable variation in drilling fluid density due to downhole settling of weighting material, mostly at mud densities larger than 12 ppg9-10. It is a serious cause of drilling problems on HPHT wells and wells at higher deviation (larger than 30o), particularly ERD wells. There are basically two forms of sag: static sag or settling which correlates with gel strength of the mud, and dynamic sag which correlates with low-end rheology of the mud. In this paper, we are concerned with dynamic sag in wells at higher deviations. Development of mature prospects in deepwater environments requires drilling wells deeper and with a larger step-out to produce less accessible hydrocarbon accumulations. Currently, world-record deepwater wells are being drilled in Shell’s Ursa and Princess fields that are in the range of 20,000 ft TVD, 20,000 ft horizontal displacement and larger than 30,000 ft MD. Such deepwater ERD wells push the limits on available drilling systems, including drilling fluids. In particular, severe hole cleaning and barite sag problems plagued early ERD wells drilled with conventional SBM, to the extent that they interfered with reaching well objectives. Fig. 12 shows recorded pressure-while-drilling data for an ERD well suffering from severe barite sag. The data was recorded upon tripping in the hole after a change-out of drilling assemblies. The mud weight on surface for this conventional SBM system was 13.4 ppg. A constant mud gradient was observed in the riser and the vertical part of the hole. However, at the point where the well started to deviate from vertical a gradual reduction of the hydrostatic gradient was observed. This gradient reduction, which reaches a minimum of ~12.5 ppg, is attributed to the effects of Boycott settling of barite in deviated hole. Towards the bottom of the hole a sudden and rapid increase in mud weight gradient was observed at the point where barite started to accumulate. It was established (see also below) that the effective mud density of the fluid on the bottom of the hole was in the range of 18.5 – 19.5 ppg due to this accumulation of weighting material. SPE 90987 E. VAN OORT, J LEE, J. FRIEDHEIM AND B. TOUPS An interesting observation is that the hydrostatic head measured at the bottom of the hole actually exceeds the mud weight on surface plus any usual contribution from mud compressibility. This increase in hydrostatic head is caused by the telescopic nature of ERD wells, with barite weighting material settling out of large diameter, near-vertical sections of the hole into small-diameter, deviated sections of the hole. Note that this apparent increase in density at the bottom of the hole, in combination with the fact that the mud at this location is highly viscous, increases the risk of induced fracturing and associated mud losses. This, however, is not the only risk associated with barite sag, as shown schematically in Fig.13. Other problems include loss of primary well control and borehole instability in sections where the hydrostatic head has been reduced due to sagging, hole cleaning problems due to adversely affected mud properties and non-uniform mud density, etc. Such problems may greatly interfere with the successful delivery of high-complexity deepwater wells. Additional observed indications of severe barite sag are shown in Fig. 14. Here, annular pressures were quantified using a formation pore-pressure tester for an ERD well drilled with conventional SBM at a mud weight of ~13.0 ppg upon reaching TD. The measured annular pressures indicate a mud of very high effective density (~19.5 ppg effective gradient) at the bottom part of the hole due to the effects of severe barite sag. Although this result is rather stunning, we still believe that such instances of sag are a common occurrence on highdeviation / ERD wells and regularly go unnoticed. For instance, on floating rigs the effects of sag on surface, i.e. fluctuation of the return mud weight after trips (usually a light fraction followed by a heavy slug of mud), may be masked by the effect of the riser boost. Nevertheless, the unsuspected impact of sag may still be the true underlying cause of significant wellbore problems experienced in the well. Fig.14 also shows the annular pressure measurement for offset wells in the same field that were drilled subsequently with FR-SBM. In this case, a constant mud weight gradient (of 13.2 ppg) was observed without any indication of barite sag. Since the adoption of FR-SBM, slight occurrences of barite sag have occurred only when muds were not properly treated with rheology modifiers. With proper treatment of FR-SBM, we have been successful in eliminating mud sagging and associated drilling problems on high-deviation wells. Conclusions 1) FR-SBM yields a unique, flat rheology profile (including low-end rheology, YP and 10 min gel strength) that is not significantly affected by temperature and pressure. This result has now been achieved on many field applications and has been beneficial in deepwater drilling applications, where temperature and pressure may vary significantly as a function of water depth and total well depth. 2) FR-SBM allows elevation of overall rheology to improve hole cleaning and barite suspension without affecting ECD or inducing lost circulation. Simulated and measured ECD data have demonstrated that elevated but flat rheology, 5 when compared to conventional SBM, actually lowers ECD. This effect derives from the improved rheological profile as well as improved hole cleaning efficiency in FR-SBM. 3) Flat rheology can reduce synthetic mud losses during drilling and running /cementing of casing. Analysis of the 50 hole sections drilled with FR-SBM, most of which had subsequent casing or liner runs, indicated that overall mud losses were reduced significantly. The mechanisms believed to contribute to this improvement are temperature/pressure independent rheology, improved hole cleaning and prevention of pack-off, barite suspension with “elevated” rheology, and fragile gel structure. 4) Elevated rheology and high-but-fragile gels provide excellent suspension of cuttings and weighting material that accelerates cuttings evacuation from the well and prevents adverse barite settling. Annular pressure data indicate that barite sag control can be highly optimized when applying FRSBM on ERD wells. 5) Full environmental compliance was achieved with FRSBM, which uses the same base fluid as conventional olefinbased SBM (hence, there is no change in biodegradation behavior). Mud toxicity test results indicate no deterioration in environmental compatibility when compared to conventional SBM. 6) FR-SBM is highly suitable for deepwater drilling where delicate balancing of rheology for hole cleaning, ECD and barite sag control is required. Its implementation has met with considerable success in Shell’s GoM deepwater drilling operations, to the extent that it has now completely displaced conventional SBM. Acknowledgments The authors wish to thank Shell E&P Americas and M-I SWACO for allowing the publication of this paper. Many thanks are extended to project engineers, drilling engineers, mud engineers, laboratory personnel and technical services engineers (in particular Lee Conn and David Power) who helped and were involved in lab testing and field trials. References 1. Zamora, M; Broussard, P. N., and Stephens, M. P.: “The Top 10 Mud-Related Concerns in Deepwater Drilling Operations”, SPE 59019, SPE International Petroleum Conference and Exhibition in Mexico, Villahermosa, Tabasco, Mexico, Feb. 1-3, 2000. 2. Davison, J.M., et al.: "Rheology of Various Drilling Fluid Systems Under Deepwater Drilling Conditions and the Importance of Accurate Predictions of Downhole Fluid Hydraulics," SPE 56632, SPE Annual Technical Conference, Houston, 3-6 Oct, 1999. 3. Wood, T. and Billon, B.: "Synthetics Reduce Trouble Time in Ultra-Deepwater Borehole," Offshore, March 1998, p.85. 4. Lee, J., Friedheim, J., Toups, B. and van Oort, E.: “A New Approach to Deepwater Drilling Using SBM with Flat Rheology” paper AADE-04-DF-HO-37. 6 NEW FLAT-RHEOLOGY SYNTHETIC-BASED MUD FOR IMPROVED DEEPWATER DRILLING 5. Morita, N., Fuh, G-F., Black, A.: “Theory of lost circulation pressure”, SPE 20409 presented at the 65th Annual SPE Technical Conference, New Orleans, September 23-26, 1990. 6. Onyia, E.C. “Experimental data analysis of lost-circulation problems during drilling with oil-based mud”, SPE Drilling & Completion, March 1994, p. 25-31. 7. Fuh, G-F, Morita, N., Boyd, P.A. and McGoffin, S.J. “A new approach to preventing lost circulation while drilling”, paper SPE 24599 presented at the 67th Annual Technical Conference SPE 90987 8. van Oort, E., et al.: “Accessing Deep Reservoirs by Drilling Severely Depleted Formations”, SPE 79861, SPE/IADC Drilling Conference , Amsterdam, The Netherlands, 19–21 Feb. 2003. 9. Hanson, P.M., et al.: "Investigation of Barite Sag in Weighted Drilling Fluids in Highly Deviated Wells," SPE 20423, SPE Annual Technical Conference, New Orleans, Louisiana, 23-26 Sept, 1990. 10. Bern. P. A., et al.: “Investigation of Barite ‘Sag’ in Weighted Drilling Fluids in Highly Deviated Wells”, SPE 36670, SPE Annual Technical Conference, Denver, Oct 6-9, 1996. Tables Table 1. A comparison of the key components of conventional SBM and flat rheology SBM used for deepwater drilling Components Conventional SBM Flat Rheology SBM Organophilic Clay Organophilic Bentonite, typically 4-6 ppb Similar but with ~ 50% lower concentration, typically 1-3 ppb Blend of surfactants Modified to improve performance Surfactant Different chemistry with no adverse solids interactions Fluid Loss Control Polymer Polymer Rheology Modifier Fatty Acid Based Fatty Acid Based Polyamide Polyamide Emulsifier Wetting Agent Viscosifier Table 2. Properties of conventional SBM and flat rheology SBM used for hydraulics modeling. Rheological Conventional SBM Properties 40 deg.F 80 deg.F 150 deg.F 40 deg.F PV (cP) 114 68 36 56 2 YP (lb/100ft ) 78 40 24 27 6 rpm 38 20 12 15 3 rpm 35 18 11 14 10”/10’ 35/57 21/37 16/22 35/36 ECD @ TD (ppg) 14.10 Flat Rheology SBM 80 deg.F 29 26 17 15 35/36 13.85 150 deg.F 23 26 16 15 31/33 Table 3. A comparison of mud losses on two offset wells drilled with conventional and flat rheology SBM. Losses with the latter are typically less than 50% than with the former mud system Hole Size Casing Size Losses Running Casing Losses while cementing Losses to Formations (bbl) (bbl) (bbl) Conventional SBM 17” 13 5/8” 288 20 35 14” 11 3/4” 88 441 840 12 1/4” 8 5/8” 133 128 1362 8 3/8” 6 5/8” 194 944 173 Flat-Rheology SBM * 14” 11 3/4” expandable 746 306* 0 12 1/4” 10 3/4” 10 276 0 11 3/8” 8 5/8” 0 55 0 8 3/8” 6 5/8” 0 170 334 * Losses were not preventable due to the operational circumstances associated with running and cementing the expandable liner SPE 90987 E. VAN OORT, J LEE, J. FRIEDHEIM AND B. TOUPS 7 Figures Fig. 1 – (left) The concept of mud rheology that is independent of deepwater pressure and temperature behavior, therefore changing minimally with depth; (right) concept of a balanced rheology to achieve desired drilling fluid goals. 50 45 6-rpm YP 10' Gel 45 40 40 35 35 30 30 lb/100ft2 lb/100ft2 50 6-rpm YP 10' Gel 25 25 20 20 15 15 10 10 5 5 0 0 40 F 100 F Temperature 40 F 150 F 100 F Temperature 150 F Fig. 2 – A demonstration of the effect of organophillic clay on the rheology profile of a conventional SBM at various temperatures; (left) no clay added; (right) 2 ppb organophilic clay added 80 80 70 YP 6-rpm 70 10' Gel 60 60 50 50 40 40 30 30 20 YP 6-rpm 10' Gel 20 10 10 0 40F 70F 100F Conventional SBM 120F 150F 0 40F 70F 100F 120F 150F Flat Rheology SBM Fig. 3 – Profile of yield point, 10-minute gel strength and 6-rpm reading of a 13.8-lb/gal conventional SBM (left) and the new “Flat” Rheology SBM (right) in the temperature range between 40°F and 150°F. 8 SPE 90987 70 70 60 6-rpm YP 60 10' Gel 6-rpm 50 50 40 40 30 30 20 20 10 10 YP 10' Gel 0 0 40F 100F 150F Conventional SBM 40F 100F 40F 150F 100F Flat Rheology SBM Conventional SBM + 35 ppb OCMA Clay 150F 40F 100F Flat Rheology SBM + 35 ppb OCMA Clay 150F Fig. 4 – Effect of drill solids (35 ppb OCMA clay) on the rheology profile of (left) a conventional SBM at various temperatures; (right) a flatrheology SBM at various temperatures. 40 Conventional SBM I Conventional SBM II 35 Flat Rheology SBM 30 YP (lb/100ft2) 25 20 15 10 5 0 40°F & 0 psi 40°F & 3000 psi 80°F & 0 psi 120°F & 0 psi 250°F & 3000 psi 250°F & 15000 psi Fig. 5 – Comparison of the yield point of two conventional SBMs and the new flat rheology SBM measured under temperature and pressure using Fann 70 viscometer. The conventional SBM I and II show the distinct effects of temperature and pressure on rheology, whereas the flat rheology SBM shows almost constant yield point over the wide range of temperature and pressure conditions. 12 12.5 13 13.5 14 14.5 35 5000 Conventional SBM ECD Conventional SBM Flat Rheology SBM ECD Flat Rheology SBM 30 ESD Conventional & Flat Rheology SBM Yield Point (lb/100ft2) 10000 15000 20000 25000 0.25 ppg 30000 25 20 15 10 60 70 80 90 100 110 120 130 140 150 160 Temperature (degrees F) Fig. 6 – Results of hydraulics modeling for 9 7/8” hole on an ERD well at 29,000 ft, showing lower ECD (by 0.25 ppg) for FR-SBM Fig. 7 – Behavior of yield point of conventional and flat-rheology SBM as measured during actual field applications SPE 90987 9 Equivalent Mud Weight (ppg) Equivalent Mud Weight (ppg) 12.3 14000 12.8 13.3 13.8 14.3 12.3 14000 12.8 13.3 14.3 ECD ECD MW in ECD 15000 MW 15000 13.8 16000 16000 17000 17000 18000 Depth (ft) Depth (ft) 18000 0.40 ppg 19000 19000 0.50 ppg 20000 20000 21000 21000 22000 22000 Fig. 8 – Comparison of ECD profile on offset wells for (left) conventional SBM in 12.25” at 728 gpm; (right) FR-SBM in 11.5” hole at 770 gpm Equivalent Mud Weight (ppg) Equivalent Mud Weight (ppg) 10.6 6500 11 11.4 11.8 12.2 7000 12.6 10.6 6500 11 11.4 11.8 12.2 12.6 7000 7500 7500 8000 ECD 8000 MW in 8500 8500 9000 9500 ECD MW in 9000 Packoff 9500 10000 10000 10500 10500 11000 11000 Fig. 9 – Comparison of ECD profile on 17.5” offset wells drilled at the same flowrate and slightly different mud weight with (left) conventional SBM; (right) FR-SBM. Notice the pronounced pressure spikes observed for conventional SBM, while these are absent on the ECD trace for FR-SBM 10 SPE 90987 12.6 1500 Flow 1200 11.5 1400 12.4 1200 ECD 11.45 12.2 600 11.6 11.4 11.4 800 ECD (ppg) 11.8 Pump Output (gpm) 12 900 ECD (ppg) Flow (gpm) 1000 600 11.35 400 300 11.3 11.2 0 7:40:48 11 7:55:12 8:09:36 8:24:00 8:38:24 Time 200 Flow rate ECD 0 4:07:41 4:10:34 4:13:26 4:16:19 4:19:12 4:22:05 11.25 4:24:58 Time Fig. 10 – Close-up of ECD behavior during connections in 17.5” hole (see Fig.9) for (left) conventional SBM, with the characteristics signs of pack-off induced pressure surge; (right) FR-SBM, with absence of any pressure surge upon bringing back on the pumps Equivalent Mud Weight (ppg) 10.9 6900 11.1 11.3 11.5 11.7 Lower YP, Higher ECD 7400 Higher YP, Lower ECD PWD data 7900 ECD Model Mud Wt YP Depth (ft) 8400 Low YP, Higher ECD 8900 Short residence tim e, YP = 28-30 Long residence tim e, YP = 15-18 9400 9900 Higher YP, Lower ECD 10400 15 20 25 30 35 40 YP (lb/100ft2) Fig. 11 – Hole cleaning–related information from an ERD well drilled with FR-SBM showing (left) the effect of yield point and associated residence time in the well on cuttings definition; (right) behavior of ECD as a function of yield point, with higher yield points corresponding to better hole cleaning, lower annular loading and therefore lower ECD SPE 90987 11 Equivalent Mud Weight (ppg) 12 12.5 13 13.5 14 14.5 0 2000 13.4 ppg 4000 Depth TVD (ft) 6000 8000 10000 Pressure Data TIH 12.0 ppg Simulated Data 12000 14000 19.0 ppg 16000 18000 Fig. 12 – Recorded ECD data upon tripping in the hole for an ERD well drilled with conventional SBM, showing the tell-tale effects of severe barite sag in deviated hole sections. The simulated data was obtained for the simplified mud density distribution shown in the Figure. Fig. 13 – A schematic representation of how various hole problems (poor hole cleaning, borehole instability, lost circulation) are related to barite sag Mud Column Pressure (psi) 16500 17000 Depth TVD (ft) 17500 18000 18500 19000 19500 11700 11800 11900 12000 12100 12200 Mud Column Pressure (psi) 12300 12400 12500 12600 8000 12000 9000 10000 11000 12000 13000 14000 13000 Well 1 Hydrostatics Nominal MW 19.5 ppg 14000 15000 Depth (ft TVD) 11600 16000 16000 17000 18000 Well 2 Hydrostatics Well 3 Hydrostatics 19000 Well 4 Hydrostatics Nominal MW 13.2 ppg 20000 20000 Fig. 14 - A comparison of annular hydrostatic pressure for (left) a well drilled with conventional SBM experiencing barite sag; pressure data was fitted to a linear curve representing a nominal mud weight of 19.5 ppg; (right) several offset well drilled subsequently with FR-SBM without any signs of barite sag; pressure data was fitted to a linear curve representing a nominal mud weight of 13.2 ppg. Mud weight on surface was ~13.0 ppg in all instances.