Optimal T2 Monitoring Chart Design for Chemical Processes
advertisement

232
Int. J. Process Systems Engineering, Vol. 3, No. 4, 2015
Optimal design of T2 monitoring chart for chemical
processes
Mohamed Bin Shams
Department of Chemical Engineering,
University of Bahrain,
P.O. Box32038, Isa Town, Kingdom of Bahrain
Email: mshams@uob.edu.bh
Ali Elkamel*, Krishna Moorthy,
Golbahar Rafinejad and Aubhooti Saxena
Department of Chemical Engineering,
University of Waterloo,
Ontario, N2L 3G1, Canada
Fax: +15197464979
Email: aelkamel@uwaterloo.ca
Email: ksmoorthy87@gmail.com
Email: golbahar87@gmail.com
Email: anubhootis@gmail.com
*Corresponding author
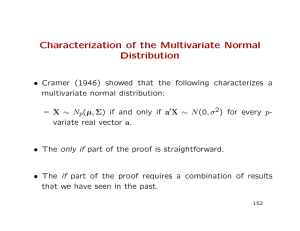
Abstract: In this paper, the optimal design of multivariate statistics-based
monitoring charts for large scale systems is investigated. A cost function that
explicitly accounts for the different quality monitoring costs is used to
determine the parameters of the Hotelling’s T2 monitoring chart. The proposed
approach is used to economically monitor the products in the Tennessee
Eastman process (TEP). The implementation of a multivariate economical
criterion in the design of the Hotelling’s T2 control chart provides an improved
basis for the evaluation and repairs of out of control states and results in
monitoring’s cost minimisation through optimal sampling schedules. Due to the
nature of the used economic model, the decision of switching from traditional
statistical design to economic design requires the balance between the gained
cost saving and the expected statistical performance of the T2 monitoring chart.
Finally, in order to evaluate the reliability of the estimated optimal parameters,
a detailed sensitivity analysis is presented.
Keywords: multivariate statistics; Hotelling’s T2; Tennessee Eastman process;
TEP; optimisation; economic design.
Reference to this paper should be made as follows: Shams, M.B., Elkamel, A.,
Moorthy, K., Rafinejad, G. and Saxena, A. (2015) ‘Optimal design of T2
monitoring chart for chemical processes’, Int. J. Process Systems Engineering,
Vol. 3, No. 4, pp.232–247.
Copyright © 2015 Inderscience Enterprises Ltd.
Optimal design of T2 monitoring chart for chemical processes
233
Biographical notes: Mohamed Bin Shams is an Assistant Professor of
Chemical Engineering at the University of Bahrain. He received his Bachelor
in Chemical Engineering from the University of Bahrain, his MS. in
Instrumentation and Analytical Science from the University of Manchester and
PhD in Chemical Engineering from the University of Waterloo, Canada. Prior
to joining the academia, he has worked for Yokogawa Middle East, from
which he gained hands-on experience with industrial automation and data
management software solutions. His research interests and publications fall into
the general area of process systems engineering and in particular in the
application of multivariate statistics for fault detection and diagnosis, applied
statistics, computer process control and optimisation.
Ali Elkamel is a Professor of Chemical Engineering at the University of
Waterloo. He received his BSc in Chemical Engineering and BSc in
Mathematics from Colorado School of Mines, MS in Chemical Engineering
from the University of Colorado-Boulder, and PhD in Chemical Engineering
from Purdue University – West Lafayette, Indiana. His specific research
interests are in computer-aided modelling, optimisation and simulation with
applications to energy production planning, sustainable operations and product
design. He has supervised over 70 graduate students (of which 30 are PhDs) in
these fields and his graduate students all obtain good jobs in the chemical
process industry and in the academia. He has been funded for numerous
research projects from government and industry. His research output includes
over 200 journal articles, 90 proceedings, over 240 conference presentations,
and 30 book chapters. He is also a co-author of four books.
Krishna Moorthy is a graduate of the University of Waterloo’s Chemical
Engineering program with over four years of engineering experience in gas
processing and heavy oil industries. He has also received his Masters of
Engineering degree from the University of Alberta in Chemical Engineering
specialising in oil sands extraction processes. As a Process Engineer with
WorleyParsons, his experience includes conceptual gas field development
planning and engineering for projects in Alberta and British Columbia. He is
currently practising as a Professional Engineer in Alberta.
Golbahar Rafinejad obtained her Bachelor’s in Chemical Engineering with
Management Sciences Option from the University of Waterloo. She is currently
a supervisor in production at a pharmaceutical company in Toronto.
Aubhooti Saxena is a graduate of the University of Waterloo’s Chemical
Engineering program with over four years of engineering experience.
1
Introduction
When the process variables of a process exceed their acceptable limits, as a result of
external causes, unacceptable situations related to safety, production, quality and
environment, can occurs. Therefore, the early detection and isolation of process upsets
becomes an important activity in most large scale industries to avoid product degradation
or even catastrophic events. Different tools have been proposed to tackle the problem of
fault detection and diagnosis (FDD) for large scale systems (Chiang et al., 2001). The
proficiency of data driven monitoring schemes based on multivariate statistics have been
successfully proven in different industrial applications (Stubbs et al., 2012; Kourti, 2002;
234
M.B. Shams et al.
Miletic et al., 2004; Chiang and Colegrove, 2007). Different types of multivariate
empirical models; e.g., principal component analysis (PCA) or partial least square (PLS),
and their nonlinear/multi-scale variations, are used to model the normal operating
condition of the system under question. The steady-state correlation matrix is
decomposed into two spaces, namely, the score and the residual spaces. Online
measurements are projected on the score and the residual spaces and monitored using the
Hotelling’s T2 and the Q statistics, respectively (Chiang et al., 2001). The design of the
monitoring charts includes the determination of the monitoring parameter sample size
(sampling window), sampling interval and the control limit. Since T2 and Q-based
monitoring charts are a graphical representation of repetitive statistical hypothesis testing,
the common practice is to design monitoring charts using statistical criteria. That is, the
monitoring chart parameters are chosen such that certain type I and type II errors are
satisfied. Although reducing costs is a fundamental goal in using statistical monitoring
charts, the widely used statistical-criteria-based approach does not explicitly include the
cost aspects associated with the monitoring activity. Therefore, in the economical designbased approach, the aim is to determine the optimal values of the monitoring chart
parameters so that the expected cost of monitoring the process is minimised. It is obvious
that the assumption in the economical design approach is the significant costs associated
with the monitoring activity. The significance of the monitoring’s cost varies from
application to other. Several researchers realised the importance of explicitly considering
costs during the design of monitoring charts. Duncan introduced an economic strategy to
optimally select the design parameters of the univariate X-bar monitoring chart (Duncan,
1956). His model consisted of four costs and three design parameters. Goel and Wu
(1973) provided a procedure for the economic design of the univariate CUSUM chart.
Their cost model has penalised the long average run length for the process as a function
of the monitoring chart parameters, cost and risk factors associated with the process.
Through sensitivity analysis, they augmented their minimum cost parameters with
information about the neighbourhood of the optimum. Montgomery (1980) provided an
early account for most of the key researches on the economic design of the monitoring
charts. Lorenzen and Vance (1986) proposed a unified approach for the economic design
of monitoring charts. Their model includes 12 costs and time parameters in addition to 3
design parameters. As a generalisation of the univariate x monitoring chart,
Montgomery and Klatt (1972) has generalised the economical design notions for the
multivariate situation. Their proposed cost function is optimised over the following
design parameters,
1
sampling size
2
interval between successive samples
3
control limits for the Hotelling’s T2 control chart.
Their case studies are restricted to two process variables. Chen (2009) extended the
model proposed by Montgomery and Klatt to economically design an adaptive-based T2
monitoring chart. He characterised the process into three states: in-control state, out-ofcontrol and warning states. He used a genetic algorithm (GA) to determine five design
parameters, namely sample size, long sampling interval, short sampling interval, warning
and control limits (Chen, 2009). Saraie (2007) used the economic model proposed by
Lorenzen and Vance (1986) to economically design the multivariate CUSUM
(MCUSUM) monitoring chart suggested by Pignatiello and Runger (1990). From a
Optimal design of T2 monitoring chart for chemical processes
235
practical perspective, Miletic et al. (2004) highlighted the importance of directly
integrating costs in the design of multivariate statistics monitoring charts, in particular,
for long term operation. Currently, most of the monitoring charts parameters are
determined arbitrarily. For example sampling rate is specified based on the sampling rate
of the measurement systems whereas control limits are solely based on statistical
justifications. The latter ignore the economical aspect in selecting the aforementioned
monitoring parameters. To the knowledge of the authors, the economical design of the T2
or Q statistics for monitoring large scale continuous processes has not been investigated.
In fact, it is not clear to which extent the economical consideration in designing a
monitoring chart is of practical importance, especially, when large scale systems are
considered. The aim of this paper is to investigate the significance of considering the
economical-criteria-based approach in choosing the parameters of the T2 monitoring
charts i.e. sample size/duration of sampling, sampling periods and the control limits when
applied to industrial continuous processes. In particular, a modified version of the
economic model proposed by Montgomery and Klatt (1972) is extended to optimally
design the Hotelling’s T2. The proficiency of the proposed methodology is demonstrated
through the Tennessee Eastman benchmark problem proposed by Downs and Vogel
(1993). The paper is organised as follows: relevant statistical preliminaries are given in
Section 2. A detailed description of the used cost function and the solution approach are
presented in Section 3. Section 4 details the Tennessee Eastman problem and its faults.
Analysis and discussion of the results are presented in Section 5. Sensitivity analysis is
given in Section 6 followed by Conclusions in Section 7.
2
Preliminaries
2.1 The Hotelling’s T2 statistic-based monitoring charts
Although univariate control charts can be applied to individual measurements, there are
many situations in which a single representative statistic for more than one variable is
favoured, in particular, by plants’ operators. This is especially important when it is
desired to present the operators with brief information to simplify the monitoring
activities of the process. Therefore, when the monitored variables are normally and
statistically independent, the Hotelling’s T2 can be used. The Hotelling’s T2 statistics, the
upper and the lower control limits are given by:
T
T 2 = ( x − x ) S −1 ( x − x )
UCL =
p (n + 1)(n − 1)
.Fα , p , n − p
( n2 − np )
(1)
(2)
LCL = 0
where p is the number of monitored variables and n is the total number of samples.
Equation (1) provides the values of each point on the chart. It consists of X, a vector of
the values of the variables that are being monitored, ( x ), a vector of the means of the
variables, and S, the covariance matrix of the variables based on steady state correlations
of the process. The covariance matrix S is estimated using normal operation’s historical
data. Equation (2) provides the value of the upper control T2 Hotelling’s limit. This
236
M.B. Shams et al.
equation is based on m: the sample size, p: the number of variables being monitored, and
Fα,p,n–p: the percentage point of the F-distribution. Typically, the values for the variables
that determine the upper control limit are set based on statistical criterions and past
experience in operating the plant. On the other hand, the economical-criteria-based
approach incorporates cost optimisation in the calculation of this upper control limit in an
attempt to find an optimal value relative to the cost of the monitoring activities.
2
Optimal approach for designing Hotelling’s T2 monitoring charts
The aim of the economic design approach is to determine the optimal values of three
parameters, namely, the sample size, the sampling intervals and the statistical limit of the
multivariate T2 monitoring chart such that the cost of monitoring is minimised. There are
two main assumptions of the current study. First, there are costs associated with the
process monitoring scheme which may be identified and properly minimised through a
representative cost function. Secondly, there is a single assignable cause of variation, that
is, a single fault, at a time affects the plant. Typically, the cost function represents the
expected monitoring cost per unit (e.g., unit mass or unit mole produced). Following
Montgomery and Klatt (1972), the cost can be given as a superposition of three costs. C1
represents the cost of sampling/testing; C2 gives the cost associated with investigating
and correcting the process and C3 provides the cost of producing defective product. All
these costs are given on the basis of a unit produced. From an industrial perspective,
these three costs, i.e., C1, C2 and C3 can be interpreted as follows. C1 gives the cost of
taking samples of key components’ products to the plant’s analytical laboratory,
commonly once per shift (shift = 8 hours). The latter is a common industrial practice
when online quality analyser is not available, costly or difficult to maintain. C2 may be
interpreted as the cost associated with the troubleshooting activities while the fault is
functioning e.g., requesting expertise, consultancies or purchasing/operating special
monitoring instruments. C3 consists of the costs of producing off-spec products. The
latter is of paramount significance, since it could result in dissatisfaction of end users, all
of which can affect the profitability of any industrial enterprise. To find the optimal
parameters, a mathematical representation is required. Following Montgomery and Klatt
(1972), C1 (cost of taking samples/testing) can be given as
C1 = ( a1 + a2 n ) k
(3)
where a1, a2 and k are the fixed cost i.e. independent of the sample size, variable cost of
sampling and the number/amount produced between successive samples, respectively. C2
(cost of investigating and correcting the process)
C2 = ( a3 k ) ( ρ0 β 0 + ρ1 β1 )
(4)
where, ρi is the conditional probability that the process is under faulty condition given
that the process is in state µi, that is, the mean of the process at state i where i ∈{0,1} and
represents the normal and the faulty conditions, respectively. βi is the probability that the
process is in state µi while the detection procedure is taking place, a3 is the cost of
investigating/troubleshooting and k is as defined above. The probabilities in equation (4)
are given as follows:
Optimal design of T2 monitoring chart for chemical processes
∞
ρ0 =
∫
237
f (T 2 ) dT 2
(5)
f ′ (T 2 ) dT 2
(6)
Tα2, p ,n− p
∞
ρ1 =
∫
Tα2, p ,n− p
where f and f ‘are the T2 distribution density functions for the process under steady state
and fault conditions, respectively. Therefore, ρ0 represent the probability of type I error
while ρ1 gives the power of the detection or (1-probability of type II error). It is
straightforward to calculate equation (5) using equation (2). The non-central F
distribution is used instead of the F distribution in equation (2). On the other hand, to find
βi, that is; the steady state probability of the process being in state µi, when testing is
performed. Montgomery and Klatt treated the process transmitting from in-control state
(µ0) to the out-of-control state (µ1) as a Markovian process and consequently βi are given
as:
β 0 = ρ1 P0 ( P1 + ρ1 P0 )
(7)
β1 = P1 ( P1 + ρ1 P0 )
(8)
where P0 and P1 are the probabilities of remaining in state µ0 and µ1 while producing k
unit mass or unit mole, respectively. Since two states are possible, knowing the
mathematical expression of one of the two states is adequate to characterise the system.
To find a mathematical expression for P0, the number of occurrence of faults x in a fixed
time interval (0, t] is modeled as a Poisson process. Hence, when there is no fault, i.e. the
number of occurrence equal zero, then
p( x = 0) =
( λt ) x e − λt
= e − λt
x!
(9)
where λ represents the average number of faults per time interval (failure rate).
Equation (9) may be thought of as the probability of remaining in state µ0 for t hours.
Furthermore, let R represents the production rate (unit mass/unit mole per hour), then
P0 = exp(− λk / R )
(10)
P1 = 1 − exp(− λk / R )
(11)
Similarly, C3 (cost of producing an off-spec product) can be given as
C3 = a4 ( φ0 γ0 + φ1γ1 )
(12)
where a4 represents the penalty cost of producing off-specification product, ϕi is the
conditional probability of producing an off-spec product given that the process state is µi,
i = 1,2 and γi is the steady state probability that the process is in state µi at any time. For p
variables, jointly and normally distributed, ϕ0 and ϕ1 are given respectively as:
M.B. Shams et al.
238
u1 u2
φ0 = 1 −
⎛1
∫ ∫ " ∫ B exp ⎜⎝ 2 ( x − μ
l1 l2
u1 u2
φ1 = 1 −
up
0
)T S −1 ( x − μ 0 ) ⎞⎟ dx1dx2 " dx p
lp
⎠
up
T
⎛1
⎞
" B exp ⎜ ( x − μ1 ) S −1 ( x − μ1 ) ⎟ dx1dx2 " dx p
⎝2
⎠
∫∫ ∫
l1 l2
(13)
(14)
lp
where
B = ( (2π ) p /2 | S |1/2 )
−1
where S, ui, li are the steady state covariance matrix, the upper and the lower
specifications limits for the variable xi, respectively. On the other hand, γ1 and γ2 are
given respectively as
γ0 = β 0 P0 + αβ 0 P1
(15)
γ1 = β1 + (1 − α ) β 0 P1
(16)
where
α=
1 − (1 + λk / R ) exp (− λk / R )
.
(1 − exp(− λk / R)) λk / R
Therefore, the total cost C of monitoring per unit mass/mole produced is given by
combining equation (3), equation (4) and equation (12), i.e.,
C = ( a1 + a2 n ) k / + ( a3 k ) ( ρ0 β 0 + ρ1β1 ) + a4 ( φ0 γ0 + φ1γ1 )
(17)
equation (17) represents the total cost of monitoring as a function of the parameters of the
Hotelling’s T2 monitoring chart. In the current study, a cycle forms the basis of cost
savings (Lorenzen and Vance, 1986). The cycle consists of the in-control and the out-ofcontrol states. As can be seen from Figure 1, the cycle starts as an in-control state which
also includes the last sample before the fault is induced and lasts until the fault starts to
take effect. The out of control state includes the first sample after the fault is induced, the
detection and diagnosis of the fault, and the re-establishment of the steady state. In
summary, the quality cycle is the time period between the beginnings of two successive
in-control periods.
Figure 1
Components of the quality monitoring cycle (see online version for colours)
In Control State
Source: Lorenzen and Vance (1986)
Out of Control State
Optimal design of T2 monitoring chart for chemical processes
3
239
Case study: Tennessee Eastman process
Tennessee Eastman process (TEP) has been proposed by Downs and Vogel (1993) and
has been used as a benchmark problem in several studies to investigate various control
and monitoring solutions (Chiang and Braatz, 2003; Bin Shams et al., 2011). It consists
of five major unit operations, as shown in Figure 2: reactor, condenser, compressor,
separator and stripper. The process produces two liquid products (G and H) and one byproduct (F) from four gaseous reactants (A, C, D, and E) and an inert (B). Based on the
required product mix and production rate, the plant can be operated according to six
different modes of operation. The original open loop FORTRAN code was provided by
Downs and Vogel. The process is open loop unstable because of the exothermic reaction
that takes place in the reactor; hence it cannot be operated in manual mode. Several
decentralised control structures have been proposed for the TEP and the structure used by
Lyman and Georgakis (1995) was used in this work. While the FORTRAN code of the
closed-loop system was used to generate data during steady state and fault conditions,
MATLAB® was used to solve the optimisation problem.
Figure 2
TEP with the second control structure described in Lyman and Georgakis (1995)
(see online version for colours)
Notes: The circles indicate the location of the IDV (6) described in Table 1 and the G and
H products.
4
Results and discussion
Several trials were performed with TEP process to determine which fault would have the
greatest impact on the product stream compositions, primarily looking at the two desired
240
M.B. Shams et al.
products G and H. The results indicate that fault IDV 6 (loss of feed A in stream 1) is the
fault with the greatest effect. The location of the fault is shown in Figure 2. Therefore,
and in order to demonstrate the proposed economical design strategy, IDV (6), that is,
loss of feed A in stream 1, has been selected from Table 1. While the latter affects most
of the TEP process variables, it has shown a significant impact on the product stream’s
compositions, namely, the desired products of G and H. Subplot (a) in Figure 3 depicts
the composition of G whereas subplot (b) illustrates the composition of product H over
the monitoring cycle. The dotted vertical lines locate the point at which fault IDV 6 is
introduced. This occurs after 160 samples (i.e., eight hours of normal operation). There is
upward shift in the mean of the composition of H and downward shift in the mean value
of G after the introduction of the fault implying a negative correlation between the two
composition measurements. It worth to mention here that the presented economic design
approach assumes that a shift by a known amount is occurs. Figure 3 helps in estimating
the expected shift in the compositions’ means of G and H as given in Table 2. In reality,
expected shift in the mean of quality variables may be obtained from experienced
operator. An important consideration in solving the expected cost function
[equation (17)] is the determination of the initial values that should be used for the
decision variables n, k, and T2; the latter of which is affected primarily by n and α
(probability of type I error). The chosen values determine which local minimum the
optimisation would approach and hence greatly influences the cost analysis. Based on
work experiences in various oil and gas companies a value of 200 was selected for n, the
number of samples taken per operating cycle. With knowledge of the stream flow rates, k
(product produced between successive samples) was determined to be 5.6759 kgmol
(Downs and Vogel, 1993). The T2 limit was calculated knowing that two process
parameters were used with n = 200 and α = 0.01. The latter, which basically the
statistical-criterion-based limit, was set at 9.5229 initially. In addition, cost coefficients
and specification limits have to be supplied by the user. The latter are given in Table 2.
With the inputs stated above, the minimisation of the equation (17) over the Hotelling’s
T2 parameters, namely, n, k and Tα2, p , n − p was performed using the fminsearch function in
MATLAB®’s optimisation toolbox. The risk associated with this fminsearch is that it
does not have a positive constraint on calculated outputs, however this problem was not
experienced for the inputs used. The results from the optimisation of equation (17) are
shown in Table 3. Figure 4 depicts the multivariate T2 monitoring chart that is produced
for the monitoring of the two product compositions G and H simultaneously. After the
fault is introduced, there appears to be a short-term delay of about 50 samples after which
the effect of the fault becomes observable. The magnitude of the T2 statistic increases
with larger fluctuations that cause the statistic to surpass both the upper threshold limits
represented by the dashed line for the statistical design, and the dotted line for the
economic design. As can be seen from the figure, the economic design limit is higher in
value than the statistic design limit providing more conservative alarming threshold. The
corresponding significance level of the economic limit at Tα2,2,420 − 2 = 16.318 is
approximately α = 0.00035. It is obvious form the chart, that the sensitivity of the T2
monitoring chart for detecting small shift is reduced with the economic design. This may
attributed to the fact that economic model proposed by Montgomery and Klatt ignores the
statistical performance of the economically designed chart (Woodall et al., 1986). It
worth to mention here as well, that the T2 statistics in Figure 4 is based on the sampling
Optimal design of T2 monitoring chart for chemical processes
241
interval of three minutes. It is expected that using the sampling interval of 48 minutes
(economic design) may result in higher misdetection rate.
Table 1
Faults of the TEP
Fault no.
Description
IDV(1)
IDV(2)
IDV(3)
IDV(4)
IDV(5)
IDV(6)
IDV(7)
IDV(8)
IDV(9)
IDV(10)
IDV(11)
IDV(12)
IDV(13)
IDV(14)
IDV(15)
IDV(16)
IDV(17)
IDV(18)
IDV(19)
IDV(20)
A/C feed ratio B Composition constant (stream 4)
B composition, A/C ratio constant (stream 4)
D feed temperature (stream 2)
Reactor cooling water inlet temperature
Condenser cooling water inlet temperature
A feed loss (stream 1)
C header pressure loss -reduced availability (stream 4)
A, B, C feed composition (stream 4)
D feed temperature (stream 2)
C feed temperature (stream 4)
Reactor cooling water inlet temperature
Condenser cooling water inlet temperature
Reaction kinetics
Reactor cooling water valve
Condenser cooling water valve
Unknown
Unknown
Unknown
Unknown
Unknown
Type
Step
Step
Step
Step
Step
Step
Step
Random variation
Random variation
Random variation
Random variation
Random variation
Slow drift
Valve stiction
Valve stiction
Unknown
Unknown
Unknown
Unknown
Unknown
Source: Downs and Vogel (1993)
Table 2
Parameters
a1
a2
a3
a4
λ/ R
α
p
U
L
S
µ0
µ1
The predefined parameters for the minimisation problem, equation (17)
Description
Value (unit)
Fixed sampling cost
Variables sampling cost
Cost of investigating and correcting
Cost of producing off-spec products
Failure rate/ Production rate
Significance level
Number of variables
Upper specification vector
Lower specification vector
Estimated in-control covariance matrix
In-control mean vector
Out-of-control mean vector
1.00 ($)
0.10 ($)
50.00 ($)
26.62 ($)
0.0013
0.01
2.0
[1.05*53.724; 1.05*43.828]
[0.95*53.724; 0.95*43.828]
[0.253 0.003; 0.003 0.300]
[53.71 43.87] (mole %)
[54.62 42.73] (mole %)
242
M.B. Shams et al.
Table 3
Optimisation results based on the economic criterion
Criterion
J
($/kgmol)
N
(samples/cycle)
k
(kgmol)
T2 limit
Sampling interval
(min)
Statistical
Economic
0.1415
0.0042
200
8.7559
5.6759
92.149
9.5229
16.318
3
48
Figure 3
(a) G mol% before and after fault onset (b) H mol% before and after fault onset
(see online version for colours)
G [mol%]
56
Fault No.6
Fault onset
55
54
53
52
0
100
200
300
400
500
600
700
800
900
1000
Samples
(a)
( )
H [mol%]
45
Fault No.6
Fault onset
44
43
42
41
0
100
200
300
400
500
600
700
800
900
1000
Samples
(b)
Figure 4
Hotelling’s T2 statistic in response to IDV (6) (see online version for colours)
30
IDV (6)
Onset
2
T
Economical design
Statistical design
25
T
2
20
15
10
5
0
0
200
400
600
800
1000
Samples
Notes: Economical-based design results in a more conservative threshold compared to the
statistical-based design.
Optimal design of T2 monitoring chart for chemical processes
Figure 5
243
Sensitivity analysis of the cost coefficients (a1, a2, a3 and a4 ) on the saving function
[equation (17)], (a) effect of a1 (fixed cost per sample) on cost savings per cycle (b)
effect of a2 (variable cost per sample) on cost savings per cycle (c) effect of a3 (cost of
investigating the alarm and troubleshooting a fault) on cost savings per cycle (d) effect
of a4 (penalty cost of producing off-spec) on cost savings per cycle (see online version
for colours)
(a)
(b)
(c)
(d)
Based on the sensitivity analysis on cost parameters that will be described shortly, there
is a clear inverse relation between the number of samples taken per cycle and the
magnitude of the T2 upper limit. Hence, based on the minimisation of the expected cost
function, it can be seen that although the economically optimised T2 upper limit is larger,
it is less sensitive to the detection of the out-of-control state than the statistically designed
limit. However, the cost savings from having less sampling outweigh the costs of
operating in an out-of-control state slightly more often. The cost function [equation (17)]
for the statistical design parameters is calculated as $0.1415. The minimisation of the cost
function dropped from $0.1415 to $0.0042 resulting in $290.11 dollars of saving over the
considered cycle. The number of samples taken per cycle drastically decreases with the
economic design from 200 to approximately 9. Consequently, the amount of product
produced between sampling intervals and the sampling interval increases. Overall, this
results in less sampling costs and more savings. The numerical value of the upper T2 limit
244
M.B. Shams et al.
was increased by almost 70% above the statistical design limit as can be seen in Figure 3.
The decrease in the cost associated with the monitoring activities resulted from the
economic design represents 0.46% of the cost of G and H (Downs and Vogel, 1993).
However, it should be noted that this preliminary figure does not account for other
variables that could be affected in the plant. There are 53 potential variables in the
Tennessee Eastman plant that can be monitored. In addition, realistic scenarios often
incorporate multiple faults occurring simultaneously, however and in order to simplify
the proposed method, the occurrence of a single fault is only considered here. Duncan
(1971) addressed the case of multiple faults. His investigation concluded that a single
assignable cause model with a weighted average shift vector can be used for a
multiple-cause model. The effect the fault can be have more severe consequences than
simple loss of product, including damage to equipment that could result in even greater
cost savings if addressed properly in the objective function. The purpose of the current
study is to determine the potential cost savings associated with quality monitoring
activities. It can be seen that although there is an economical savings, less detection
capabilities can be observed. Therefore, any savings gained from switching to economic
design over the traditional statistical design should be balanced by the reduction in
detection performance, which in turn may result in another economic loss. Therefore, in
the current case study (TEP), the gained cost saving associated with the quality
monitoring activities may be of limited importance known that most of the infrastructure
required for monitoring in existing chemical facilities such as TEP is often in place.
Figure 6
5
Effect of the decision variable n (no. of samples / cycle) on cost savings per cycle
(statistical design) (see online version for colours)
Sensitivity analysis
Sensitivity analysis is recommended whenever there is uncertainty associated with input
parameters of the economically designed control charts (Lorenzen and Vance, 1986).
Initial values for the economic design cost parameters are given in Table 2, namely, a1,
a2, a3 and a4. For sensitivity analysis on the cost coefficients, the values were varied
Optimal design of T2 monitoring chart for chemical processes
245
individually while keeping the others at their initial values listed above. Figure 5(a) to
Figure 5(d), illustrate the effect of the fixed sampling costs (a1), the variable sampling
costs (a2), the investigation and troubleshooting costs (a3), and the penalty cost associated
with producing off-spec products (a4), respectively. It worth to mention here that the
ordinates in Figure 5 represent the saving gained due to switching to economic design
compared to the base case i.e. statistical design. Figure 5(a) and Figure 5(b) indicate that
the sampling costs (fixed and variable) vary linearly and positively with the cost savings
per cycle. The latter agrees with the sensitivity analysis results of Montgomery and Klatt
(1972) where they emphasised that as a1 increases, the sampling period increases which
in turn increases the cost saving associated with economical-based design. The variable
sampling costs correlation has a steeper slope indicating a more pronounced effect. As
the sampling cost increases, the amount of sampling decreases, hence the savings per
cycle increases overall. Figure 5(c) shows the effect of the investigation and
troubleshooting costs on the savings. The analysis indicates that this cost has no
significant observable effect on the savings per cycle which disagrees with the findings in
Montgomery and Klatt (1972) and Chou et al. (2003). The latter may be attributed to the
nature of the process under study. That is, while the processes considered in Montgomery
and Klatt (1972) and Chou et al. (2003) are of discrete nature, TEP is a continuous
process where the requirement of high sampling frequency for large a3 is already
satisfied. From Figure 5(d) (penalty cost of producing off-spec product), it can be seen
that there is a clear negative exponential correlation with savings. As the penalty for
producing off-spec product increases, the amount of sampling also increases and hence
the savings decreases. This is because the process can no longer afford to operate in the
out-of-control state for significant amounts of time relative to when this penalty cost is
lower. As the penalty cost increases and the savings decrease, the magnitude of the
economical T2 threshold also decreases to a value similar to the T2 limit of the statistical
design. In general, the analysis suggests that the troubleshooting costs effect is negated
by the noticeable influence of the sampling (a1,a2) and penalty operation (a4) costs. In
their sensitivity analysis, Chou et al. noted a decrease in the optimal sampling interval as
a4 increases. That is a high penalty cost can be avoided on the expenses of more frequent
sampling which in turn reduces the savings gained with economical design (Chou et al.,
2003). In addition, sensitivity analysis was carried out on n, that is, the number of
samples taken per cycle. The purpose of this analysis is two-fold. Firstly to determine
whether the minimisation of the expected cost function of the economic design would
have different local minima depending on the value of the decision variable n, and
secondly to determine the effect of n selected for the statistical design input on the cost
savings. Initially n was set at 200, and then adjusted to the following values: 10, 100,
150, 300 and 600. The results indicate that adjusting n had no effect on the point of
convergence, including the economical design values shown in Table 3. The results
suggest that local minimum spans a large range of n values. On the other hand, since the
point of convergence is the same, it is logical that as the number of samples used in the
statistical design increases, the savings per cycle that would be earned by switching to an
economic design would increase linearly in a positive correlation. The result of the test
on the savings per cycle is illustrated in Figure 6. Finally, it worth to mention here that a
comprehensive investigation of the economic design of a multivariate T2 control chart for
large scale system should include additional process variables from TEP and not only
limited to the quality characteristic variables. The latter may necessitate the use of T2
control chart derived form a multivariate dimensionality reduction techniques, such as a
246
M.B. Shams et al.
PCA. In addition, more realistic estimates of statistical model coefficients may be
necessary; probably from the plant personnel themselves, to improve the accuracy of cost
saving analysis.
6
Conclusions
In the present work, the economic design of the multivariate T2 monitoring chart applied
to a large scale system has been investigated. The approach has been demonstrated using
the TEP. A stochastic objective function that addresses the pertinent quality monitoring
costs has been solved over a predetermined period of time. The economic design showed
preliminary opportunities of savings over the considered cycle. The economic design is
compared to the statistical design to determine potential cost savings associated with the
alternative basis for the monitoring design. Sensitivity analysis on cost parameters is
performed. Within the considered economic model, quality costs have been based on
specification limits, sampling interval and cost of repairing while ignoring the statistical
performance of the T2 monitoring chart. For the TEP, the gained cost savings associated
with the quality monitoring activities outweigh the detection capabilities of the T2
monitoring chart. Therefore, it is concluded that the chosen criterion to design T2
monitoring chart requires the balance between the gained savings result from switching to
economic design and the expected statistical performance of the T2 monitoring chart, all
of which depends on the available monitoring’s infrastructure in specific chemical plant.
References
Bin Shams, M., Budman, H. and Duever, T. (2011) ‘Fault detection, identification and diagnosis
using CUSUM based PCA’, Chemical Engineering Science, Vol. 66, No. 20, pp.4488–4498.
Chen, Y. (2009) ‘Economic design of T2 control charts with the VSSI sampling scheme’, Quality
& Quantity, Vol. 43, No. 1, pp.109–122.
Chiang, L. and Braatz, R. (2003) ‘Process monitoring using causal map and multivariate statistics:
fault detection and identification’, Chemometrics and Intelligent Laboratory Systems, Vol. 65,
No. 2, pp.159–178.
Chiang, L. and Colegrove, L. (2007) ‘Industrial implementation of on-line multivariate quality
control’, Chemometrics and Intelligent Laboratory Systems, Vol. 88, No. 2, pp.143–153.
Chiang, L.H., Russel, E.L. and Braatz, R.D. (2001) Fault Detection and Diagnosis in Industrial
Systems, Springer-Verlag, London.
Chou, C., Chen, C., Liu, H. and Huang, X. (2003) ‘Economic-statistical design of multivariate
control charts for monitoring the mean vector and covariance matrix’, Journal of Loss
Prevention in the Process Industries, Vol. 16, No. 1, pp.9–18.
Downs, J. and Vogel, E. (1993) ‘A plantwide industrial process control problem’, Computer and
Chemical Engineering, Vol. 17, No. 3, pp.245–255.
Duncan, A. (1956) ‘The economic design of X charts used to maintain current control of a process’,
Journal of the American Statistical Association, Vol. 51, No. 274, pp.228–242.
Duncan, A. (1971) ‘The economic design of charts when there is a multiplicity of assignable
causes’, Journal of the American Statistical Association, Vol. 66, No. 333, pp.107–121.
Goel, A. and Wu, S. (1973) ‘Economically optimum design of cusum charts’, Management
Science, Vol. 19, No. 11, pp.1271–1282.
Kourti, T. (2002) ‘Process analysis and abnormal situation detection: from theory to practice’,
IEEE Control Systems Magazine, Vol. 22, No. 5, pp.10–25.
Optimal design of T2 monitoring chart for chemical processes
247
Lorenzen, T. and Vance, L. (1986) ‘The economic design of control charts: a unified approach’,
Technometrics, Vol. 28, No. 1, pp.3–10.
Lyman, P. and Georgakis, C. (1995) ‘Plant-wide control of the Tennessee Eastman problem’,
Computers and Chemical Engineering, Vol. 19, No. 3, pp.321–331.
Miletic, I., Quinn, S., Dudzic, M., Vaculik, V. and Champagne, M. (2004) ‘An industrial
perspective on implementing on-line applications of multivariate statistics’, Journal of
Process Control, Vol. 14, No. 8, pp.821–836.
Montgomery, D. (1980) ‘The economic design of control charts: a review and literature survey’,
Journal of Quality Technology, Vol. 12, No. 2, pp.75–87.
Montgomery, D. and Klatt, P.(1972) ‘Economic design of T2 control charts to maintain current
control of a process’, Management Science, Vol. 19, No. 1, pp.76–89.
Pignatiello, J. and Runger, G. (1990) ‘Comparisons of multivariate CUSUM charts’, Journal of
Quality Technology, Vol. 22, No. 3, pp.173–186.
Saraie, A. (2007) ‘Economic-statistical design of MC1 control charts’, The International Journal of
Advanced Manufacturing Technology, Vol. 32, No. 1, pp.157–161.
Stubbs, S., Zhang, J. and Morris, J. (2012) ‘Fault detection in dynamic processes using a simplified
monitoring-specific CVA state space modelling approach’, Neural Computation, Vol. 41, No.
11, pp.77–87.
Woodall, W., Lorenzen, T. and Vance, L. (1986) ‘Weaknesses of the economic design of control
charts’, Technometrics, Vol. 28, No. 4, pp.408–410.