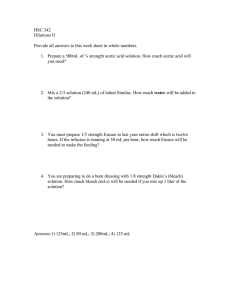
MACHEKE,TITSWALO Q5074522 ICA 2016-17/HYSYS/CBE2019-N LECTURER:DR SAMANTHA GOONERATNE TEESIDE UNIVERSITY FIGURE 1. PROCESS FLOW DIAGRAM SHOWING A PRODUCTION OF ACETIC ANHYDRIDE FROM ACETONE Vapour outlet.2 (Fuel gas if Mole fraction of acetone <1%) Absorber 7 stages Acetic acid P-1 atm T-30°C Pure acetoneMass Flow(M.F)-8000 kg/h Pressure (P)-1 atm Temperature(T)- 30°C P-1.6 atm T-750°C Mixer.1 Fresh acetic acid P-1 atm T-30°C Plug flow reactor Tube Diameter1.0m P-1 atm T-40°c P-1 atm T-60°C Acetone conversion-20% Compressor.1 Liquid stream 2. P-1 atm Isothermal reactor Mixer.2 P-1 atm Heater.1 Vapour stream.2 P-1 atm Vapour stream .1 valve Compressor. 2 Cooler.1 Compressor.3 Flash Drum Cooler 2 Liquid stream.3 P-1 atm Liquid outlet.1 Mixer.3 Purge .1 Tee.1 99% overhead recycled Recycle.1 Overhead 0.1% mole fraction acetic actid Purge. 2 P-1 atm Recycle.2 99% bottoms recycled Tee.2 Bottom 0.1% mole fraction of acetone Short distillation column INTRODUCTION The purpose of the assignment was to simulate a simplified process for the production of acetone to produce acetic anhydride via cracking of acetone to ketene where methane is produced as a by-product followed by conversion reaction where ketene reacts with added acetic acid to produce acetic anhydride. The conversion reaction occurs in the Isothermal reactor using Hysys Aspen, following the specific design specification. This process is demonstrated in the process flow diagram (figure.1). ANALYSIS AREA 1: ACETONE CRAC KER Area one is where the process of cracking the acetone takes place in the plug flow reactor. The tube length of the reactor has an effect on the temperature and the conversion of acetone within the acetone cracker. As observed in figure 2, the conversion of acetone is directly proportional to the tube length of the plug flow reactor and inversely proportional to the temperature. Thus, as the length of the plug flow reactor increases, the conversion of acetone increases and the temperature decreases. The reaction taking place in the reactor is endothermic (because the acetone enters the plug flow reactor at 750 °C and leaves at a temperature of 642°C). As a result, as more heat energy is taken in by the reaction, the temperature in the plug flow reactor decreases because more acetone is being converted due to the increase of the tube length as the volume of the reactor is increasing. Therefore, there is more surface area for the reaction to take place. Furthermore, the reactor length of 5.935 m and the temperature 645°C in the reactor is needed to achieve a 20 % conversion acetone to ketene as shown in Figure 2. AREA 2: QUENCH REACT OR Acetic acid and ketene react in the isothermal reactor to form acetic anhydride. The ratio of acetic acid to ketene entering the quench reactor is 7:1. Therefore despite the expected conversion being 100%, a very low amount of acetic anhydride was produced. The actual conversion of ketene to acetic anhydride in the quench reactor was 21.9 %. This is because the acetic acid is in excess and so it cannot completely react with ketene (limiting reagent) to achieve a 100% conversion in the quench reactor. For that reason, as the mole ratio of acetic acid to ketene in the reactor increases ,the actual percentage conversion of ketene to acetic anhydride also increases as there is more ketene for the acetic acid to react with, as demonstrated in figure 3. Moreover, the reaction takes place effectively in the liquid phase. As the temperature increases more reactants are in the gaseous phase so the amount of acetic anhydride formed is limited. Therefore, as the temperature of the quench reactor increases the % percentage conversion of ketene to acetic anhydride decreases as demonstrated in figure 4. Hence the performance of the quench reactor can be improved by decreasing the temperature of the isothermal reactor as the percentage conversion of ketene to acetic anhydride increases when the temperatures decrease. The performance of the reactor can also can be improved by increasing the length of the acetone cracker because more acetone is converted to ketene as demonstrated in figure 2. As a result, the ratio of acetic acid to ketene entering the quench reactor will be increased. AREA 3: FUEL GAS RECOVERY The vapour outlet of the flush drum is contacted with a fresh acetic acid stream in the absorber, the vapour outlet of the absorber is used as a fuel gas. The fuel gas stream is made out of 55.68% Methane and the rest of the stream is (0.81%) acetone, (6.60 %) acetic acid and (38.65%) ketene. The primary component of the fuel gas is methane. There is a low amount of acetic acid and acetone in the fuel so they may not hinder its use as fuel, however ketene may hinder its use, as there is large amount of it within the fuel gas and will act as contaminant. Therefore, increasing the mole fraction of methane will decrease the mole fraction of the contaminants especially ketene making the fuel gas more sufficient to increase the amount of methane in the system. The mole fraction of methane can be increased by adding a fresh stream of gaseous methane to the absorber and by increasing the recycle ratio of the overheads of the shortcut distillation column. As gaseous methane is recycled back to the system, there will be more methane in the fuel gas stream. As a result, the amount of contaminants in the fuel is decreased. AREA 4 Characteristics parameters of the short cut distillation column.(Table 1.) The Liquid streams from the absorber and flush drum are mixed and the components are Light Key in the bottoms separated in the short (mole fraction of acetone ) 0.001 cut distillation column. Heavy Key in distillate (mole 0.001 The characteristic fraction in acetic acid) parameters of the short Condenser pressure 101.3 kpa cut distillation column Reboiler pressure 101.3 kpa are shown in the table External reflux ratio 1.4098 above. They are the main set of elements that Internal reflux ratio 1.007 need to be defined to calculate the internal reflux ratio. While simulating the distillation column in Hysys, the external reflux ratio was set to 5 in order to calculate the minimum reflux ratio. When the internal reflux ration is obtained it was multiplied by 1.4 to obtain the new external ratio to meet the design specification. The performance of the column is dependent on these parameters shown in Table 1. It is outlined by the optimum feed stage (9.951), the actual number of trays (14.938), minimum number of trays (7.136), the temperature of the Reboiler (54.25⁰C) and condenser (117.6⁰C), mass flows of the rectifying, stripping section, the mass flow of the condenser duty and the mass flow of the Reboiler are calculated by Hysys. The system performance is determined by its ability to convert acetone to acetic anhydride. Increasing the recycle ratio of the column overhead has negative effect on the system performance. Increasing the recycle ratio in the overhead decreases the percentage conversion of ketene to acetic anhydride (as demonstrated in figure 5 below) causing a poor system performance as demonstrated. In addition, Figure 5 also shows that increasing the recycle ratio of the bottoms increases the amount of ketene and acetic acid reacting in the liquid phase, as most of the acetic acid being recycled is in the liquid phase. Therefore, increasing the percentage conversion of ketene to acetic anhydride coupled with recycling of an additional amount of acetic anhydride in the liquid phase back into the isothermal reactor increases the amount of acetic anhydride being produced. CONCLUSION In conclusion the simulation of the system was a success and met all the requirements of the design specification despite the fact the actual conversion it only 21.9 % it did not meet the 100 % conversion specification of ketene to acetic anhydride. Adjustments to the design specifications can be made to improve the actual conversion which were found through analysing Hysys and are mentioned in this report. RESULTS Figure 2 :Shows how the temprerature and %acetone conversion varies with the tube legnth . 700 35 Temprerature ⁰C 680 30 660 620 20 600 15 580 %acetone conversion 25 640 10 560 5 540 520 0 1 6 11 16 21 26 31 36 41 46 51 56 61 66 71 76 81 86 91 96 Tube legnth (m) % Acetone conversion Temprerature Mole ratio of acetic acid to ketene and % conversion 30 Figure 3: Shows how the % actual conversion of ketene to acetic anhydride varys with the mole ratio of acetic acid to ketene. % conversion 25 20 15 10 5 0 0 5 10 15 Mole ratio acetic acid to ketene Temprerature of quench reactor and % converision ketene to acetic anhydride % Conversion 90 Figure 4: Shows how the % actual conversion of ketene to acetic anhydride varys with the temperature in the quench reactor. 80 70 60 50 40 30 20 10 0 0 20 40 60 Temprerature °C 80 100 120 Figure 5: Shows how the Recycle ratios of the distillate overhead and bottoms affect on % conversion of ketene actic anhydride in the isothermal reactor. 25 25 24,5 24 23,5 15 23 22,5 10 22 21,5 5 % conversion % conversion 20 21 20,5 0 20 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 0,5 0,55 0,6 0,65 0,7 0,75 0,8 0,85 0,9 0,95 1 Recycle ratio Recycle ratio of the bottoms Recycle ratio of the distillate overhead