Chemical Engineering Science 58 (2003) 3643 – 3658
www.elsevier.com/locate/ces
Optimal grade transition and selection of closed-loop controllers in a
gas-phase ole$n polymerization 'uidized bed reactor
C. Chatzidoukasa; b , J. D. Perkinsb , E. N. Pistikopoulosb , C. Kiparissidesa;∗
a Department
of Chemical Engineering, Chemical Process Engineering Research Institute, Aristotle University of Thessaloniki,
P.O. Box 472, University City, Thessaloniki 54006, Greece
b Department of Chemical Engineering, Centre for Process Systems Engineering, Imperial College, London SW7 2BY, UK
Received 27 November 2002; received in revised form 21 March 2003; accepted 12 May 2003
Abstract
To satisfy the diverse product quality speci$cations required by the broad range of polyole$n applications, polymerization plants are
forced to operate under frequent grade transition policies. Commonly, the optimal solution to this problem is based on the minimization
of a suitable objective function de$ned in terms of the changeover time, product quality speci$cations, process safety constraints and the
amount of o9-spec polymer, using dynamic optimization methods. However, considering the great impact that a given control structure
con$guration can have on the process operability and product quality optimization, the time optimal grade transition problem needs to
be solved in parallel with the optimal selection of the closed-loop control pairings between the controlled and manipulated variables. In
the present study, a mixed integer dynamic optimization approach is applied to a catalytic gas-phase ethylene-1-butene copolymerization
'uidized bed reactor (FBR) to calculate both the “best” closed-loop control con$guration and the time optimal grade transition policies.
The gPROMS/gOPT computational tools for modelling and dynamic optimization, and the GAMS/CPLEX MILP solver are employed for
the solution of the combined optimization problem. Simulation results are presented showing the signi$cant quality and economic bene$ts
that can be achieved through the application of the proposed integrated approach to the optimal grade transition problem for a gas-phase
polyole$n FBR.
? 2003 Elsevier Ltd. All rights reserved.
Keywords: Gas-phase ole$n polymerization; Optimal grade transition; Optimal control structure selection; Mixed integer dynamic optimization;
gPROMSJ simulator
1. Introduction
Present market needs combined with the broad range
of polyole$n applications have forced the polyole$n industry to operate under frequent grade transition policies.
This trend has led the polyole$n industry to move away
from large continuous production of a single polymer grade
to a more 'exible production scheme comprising a number of polymer grades of high quality but low volume.
In fact, in a polyole$n plant as many as 30 – 40 polymer grades can be produced. Consequently, under such
market-driven operating schedules, the minimization of
o9-spec polymer production and grade changeover time
∗
Corresponding author. Tel.: +30-31-99-6211; fax: +30-31-99-6198.
E-mail address: cypress@cperi.certh.gr (C. Kiparissides).
0009-2509/03/$ - see front matter ? 2003 Elsevier Ltd. All rights reserved.
doi:10.1016/S0009-2509(03)00223-9
are prerequisite to any pro$tability analysis of the process.
Commonly, the optimal solution to this problem is based on
the minimization of a suitable objective function de$ned in
terms of the grade changeover time, product-quality speci$cations, process safety constraints and the amount of o9-spec
polymer. However, optimal operation of a polymerization
plant in terms of higher yield and better product quality at
reduced cost can only be achieved when the process is operated under well-controlled conditions. In fact, the optimal
selection of feedforward and feedback controllers is an essential requirement for the faithful implementation of an optimal control policy in a polymer plant.
Due to the signi$cant economic importance of productquality optimization, extensive research e9orts have been
undertaken to develop optimal control policies for di9erent
polymerization processes. Thus, a great number of studies on
open-loop optimal control of polymer quality (e.g., number
3644
C. Chatzidoukas et al. / Chemical Engineering Science 58 (2003) 3643 – 3658
and weight average molecular weights, polydispersity index,
copolymer composition, molecular weight distribution, etc.)
have been reported for batch and semi-batch polymerization
reactors (Thomas & Kiparissides, 1984; Cawthon & Knabel,
1989; Choi & Butala, 1991; Crowley & Choi, 1997).
Moreover, in a number of published reports, the actual implementation of the calculated optimal control policies in
laboratory and industrial polymerization reactors has been
demonstrated (Chen & Huang, 1981; Ponnuswamy, Shah,
& Kiparissides, 1987; MacGregor, Penlidis, & Hamilec,
1984; Kravaris, Wright, & Carrier, 1989; Kozub &
MacGregor, 1992; McAuley & MacGregor, 1993; Ohshima
& Tanigaki, 2000).
The calculation of optimal grade transition policies in
catalytic ole$n polymerization processes has been the subject of several publications. Cozewith (1988) studied the
e9ect of step changes in chain transfer agent and monomer
feed rates on the number average molecular weight (Mn ),
polydispersity index (PD) and copolymer composition
for a continuous 'ow stirred tank polyole$n reactor. He
clearly demonstrated that the direction and magnitude of
the transition greatly a9ected the transient responses of
the polymer-quality variables (e.g., melt index, density).
Moreover, he showed that a steady-state reactor reinstatement following a reactor start-up was substantially faster
than the establishment of a new steady state during a grade
transition operation. This was explained by the slow dynamic response of the polymer-quality variables during
a grade transition due to the accumulated polymer in the
reactor. Despite this observation, shutting down and restarting the reactor to produce a new polymer grade, is a much
more expensive practice than the slower reactor transition
from one grade to a new one. Thus, the calculation of
time-optimal control policies to drive the reactor from one
steady state to a new one in minimum time, is a problem of signi$cant economic importance to the polyole$n
industry.
McAuley and MacGregor (1992) investigated the optimal
grade transition problem for a gas-phase polyole$n 'uidized
bed reactor (FBR). A simple kinetic model was assumed
to describe the molecular weight developments in the FBR
and the control vector parameterization method was employed to calculate the optimal transition policies. No constraints on the state variables were imposed. They showed
that the calculated optimal transition policies were strongly
dependent on the functional form of the selected objective
function and the presence of hard constraints on the optimization variables. Debling et al. (1994) applied a heuristic
approach based on industrial practice to solve the optimal
grade transition problem for solution, slurry and gas-phase
ole$n polymerization processes. The POLYRED simulation package was used to assess the performance of di9erent grade transition strategies. Dabedo, Bell, McLellan, and
McAuley (1997) and Ali, Abasaeed, and Al-Zahrani (1998)
studied the stability and multiplicity of steady states in industrial gas-phase polyole$n FBRs in terms of the cata-
lyst feed rate, super$cial gas velocity and temperature of
the coolant water. They also compared the performance of
di9erent types of non-linear model-based controllers (e.g.,
error trajectory and model predictive control) with that obtained under conventional PID control. Recently Takeda and
Ray (1999) studied the optimal grade transition problem for
a multistage polyole$n loop reactor, using the control vector
parameterization method. They de$ned a product speci$cation band at the end of the changeover time and assumed
that the reactor temperature was perfectly controlled, thereby
bypassing a major issue for such polymerization systems.
In the present study, the optimal grade transition problem is examined in relation to an industrial Ziegler–Natta
catalytic gas-phase ethylene-1-butene polymerization FBR.
To take into account the e9ect of the selected closed-loop
control con$guration (e.g., control pairings among the
available manipulated and controlled variables) a mixed
integer dynamic optimization (MIDO) approach is adopted.
The solution of the resulting optimization problem involves
the optimal selection of a number of discrete variables (e.g.,
best control pairings), the optimal values of the tuning
parameters (e.g., gain and integral time) of the regulatory
feedback controllers and the optimal trajectories of the feedforward “polymer-quality” controllers. The gPROMS/gOPT
(Process Systems Enterprise Ltd.) computational tools for
modelling and dynamic process optimization purposes,
and the GAMS/CPLEX MILP solver are employed for
the calculation of the time optimal grade transition policies and the selection of the “best” multivariable control
con$guration.
The paper is organized into $ve sections. In the following section, a comprehensive dynamic model is developed
to describe the copolymerization of ethylene with 1-butene
in the presence of a multi-site Ziegler–Natta catalyst. Dynamic molar species and energy balances are derived to follow the concentrations of the two monomers, the reaction
temperature and the average molecular and compositional
properties of the copolymer (e.g., number and weight average molecular weights, overall copolymer composition) in
the FBR. The resulting di9erential-algebraic equations are
solved using the gPROMS simulator. In the third section,
the general optimal grade transition problem is examined in
relation to an industrial ole$n polymerization FBR. More
speci$cally, process and “polymer-quality” control objectives are de$ned and the set of available manipulated variables is identi$ed. Then, the general dynamic optimization
problem is stated with respect to the minimization of a general objective function. Subsequently, the theoretical background for the solution of the combined grade transition and
control structure selection problem is developed. In section
four, detailed simulation results are presented on the calculation of the time optimal grade transition policies for a $xed
control structure and the solution of the combined optimal
grade transition/control structure selection (MIDO) problem. In the last section of the paper, the main conclusions
of this work are summarized.
C. Chatzidoukas et al. / Chemical Engineering Science 58 (2003) 3643 – 3658
3645
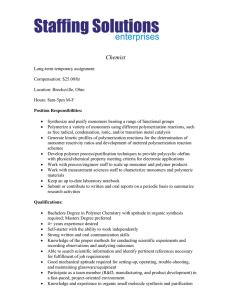
Fig. 1. Schematic representation of a gas-phase ethylene polymerization FBR unit.
2. The gas-phase catalytic ethylene copolymerization
process
Gas-phase solid catalyzed ole$n polymerization has long
been recognized as one of the most eNcient processes
for producing polyole$ns. The moderate operating conditions, the absence of solvents, as well as the high catalyst
activity are the main advantages of the gas-phase process. In a catalytic gas-phase ole$n polymerization FBR
(see Fig. 1), catalyst particles are continuously fed into
the reactor, at a point above the gas distributor, and react with the incoming 'uidizing reaction medium (e.g.,
monomers, H2 , N2 ) to produce a broad distribution of
polymer particles. The particulate polyole$n product is
continuously withdrawn from the reactor at a point, preferably, close to the bottom of the bed. The recycled and
make-up monomer feed streams are continuously fed to
the reactor. An external heat exchanger is employed for
the removal of the polymerization heat from the recycle gas stream. Industrial polyole$n FBRs typically operate at temperatures of 75 –110◦ C and pressures of 20
–40 bar (Xie, McAuley, Hsu, & Bacon, 1994). The super$cial gas velocity in the reactor is of the order of 50
–70 cm=s. The single-pass monomer conversion in the FBR
can vary from 2% to 5%, whereas the overall monomer
conversion can be as high as 98% (McAuley, Talbot,
& Harris, 1994).
Table 1
Kinetic mechanism of ethylene-1-butene copolymerization over a Ziegler–
Natta catalyst
kk
Activation by aluminium alkyl:
aA k
Spk + A→P
0
Chain initiation:
k
P0k + Mi →P1;
i
Propagation:
k + M → Pk
Pn;
i
i
n+1
Spontaneous deactivation:
P∗k → Cdk + Dnk
Spontaneous chain transfer:
k → P k + Dk
Pn;
n
i
0
Chain transfer by hydrogen (H2 ):
k + H → P k + Dk
Pn;
2
n
i
0
Chain transfer by monomer (Mi ):
k + M → P k + Dk
Pn;
i
n
i
1
k
k0;
i
k
kp;
ij
k
kdsp
k
ktsp;
i
k
ktH;
i
k
ktm;
ij
2.1. Polymerization kinetics
In the present study, a comprehensive mechanism was
considered to describe the copolymerization kinetics of
ethylene with 1-butene over a Ziegler–Natta catalyst (see
Table 1). The kinetic mechanism comprises a series of
elementary reactions including site activation, propagation, site deactivation and chain transfer reactions. The
symbol Pn;k i denotes the concentration of “live” copolymer
chains of total length ‘n’ ending in an ‘i’ monomer unit,
formed at the ‘k’ catalyst active site. P0k and Dnk denote the
3646
C. Chatzidoukas et al. / Chemical Engineering Science 58 (2003) 3643 – 3658
numerical values of the kinetic rate constants are reported
in Table 3.
Table 2
Net production–consumption rates of the various molecular species
Potential catalyst sites of type ‘k’:
k [A] S k
RkSp = −kaA
p
2.2. The FBR model
Vacant catalyst sites of type ‘k’:
Nm
k k
k
k
k
RkP0 = −kdsp
P0 −
k0;k i P0k [Mi ] − Rksp + (ktsp;
T + ktH; T [H2 ])0
i=1
Pseudo-kinetic rate constant for chain transfer reactions:
k
k
k
rt;k T = ktsp;
T + ktH; T [H ] + ktm; TT [MT ]
Zero-order moment rate of ‘live’ polymer chains:
k
k − r k + [M ]k k
k
Rk = 0k −kdsp
T tm; TT + k0; T P0 [MT ]
t; T
0
First-order moment rate of ‘live’ polymer chains:
k
k − rk
k
k
k
k
Rk = 1k −kdsp
t; T + 0 [MT ] (ktm; TT + kp; TT ) + k0; T P0 [MT ]
1
Second-order moment rate of ‘live’ polymer chains:
k − rk
k
k
k
k
k
k
k
Rk = 2k −kdsp
t; T + ktm; TT 0 [MT ] + kp; TT [MT ] (0 + 21 ) + k0; T P0 [MT ]
2
Zero-order moment rate of ‘dead’ polymer chains:
k + rk
Rk0 = 0k kdsp
t; T
First-order moment rate of ‘dead’ polymer chains:
k + rk
Rk1 = 1k kdsp
t; T
Second-order moment rate of ‘dead’ polymer chains:
k + rk
Rk2 = 2k kdsp
t; T
Monomer consumption rate:
k
k
k
RkMi = [Mi ] k0;k i P0k + (ktm;
Ti + kp; Ti )0 ]
Hydrogen consumption rate:
k
k
RkH2 = ktH;
T 0 [H2 ]
d[Mi ] Fin XMi ;in − Frec XMi
Q0 [Mi ]
−
=
dt
MWi bed Vbed
Vbed
Overall copolymerization rate:
Rp =
Ns
Nm One of the main assumptions in modelling the operation
of a catalytic ole$n polymerization FBR regards the number of phases present in the bed as well as the mixing conditions in each phase. This has been the subject of several
publications (Choi & Ray, 1985; Talbot, 1990; Shiau &
Lin, 1993; McAuley et al., 1994; Hatzantonis et al., 2000).
Based on the results of the previous investigators, the FBR
was approximated by a single-phase continuous stirred tank
reactor. Under normal operating conditions, the above assumption holds true for the majority of industrial FBRs
(Jenkins, Jones, Jones, & Beret, 1986; Chinh, Filippelli,
Newton, & Power, 1996). Since no separate bubble phase
is included in the model, the bed voidage, bed , accounts for
the overall gas volume fraction in the bed. The assumption
of perfect mixing in the bed implies that the temperature
and concentrations of the various molecular species will be
independent of their position in the bed. Furthermore, it was
assumed that mass and heat transfer resistances between the
polymer particles and the gas phase were negligible and
the catalyst contained two types of active sites. Based on the
above assumptions, the following dynamic molar balances
for the two monomers, hydrogen and nitrogen are derived.
Monomer i:
(RkMi MWi )
N
i=1 k=1
−
s
(1 − bed ) [Mi ]A dh
;
RkMi −
bed
Vbed dt
(3)
k=1
concentrations of the activated vacant catalyst sites of type
‘k’ and “dead” copolymer chains of length ‘n’ produced at
the ‘k’ catalyst active site, respectively. All other symbols
are explained in the nomenclature section.
For multicomponent polymerizations, the use of pseudokinetic rate constants can considerably simplify the kinetic rate expressions (Carvalho de, Gloor, & Hamielec,
1989; McAuley, McGregor, & Hamielec, 1990; Hutchinson,
Chen, & Ray, 1992; Hatzantonis, Yiannoulakis, Yiagopoulos, & Kiparissides, 2000). Based on the proposed kinetic
mechanism (see Table 1) and the de$nition of the moments
of the “live” ( ) and “dead” ( ) total number chain length
distributions (TNCLDs),
∞
∞
n [Pn;k 1 ] +
n [Pn;k 2 ]
(1)
k = ;k 1 + ;k 2 =
k =
∞
n=1
n [Dnk ]
n=1
(2)
n=2
the net production/consumption rates of the various molecular species in the FBR can be derived (see Table 2). The
Hydrogen:
Ns
d[H2 ] FH2 + Fin XH2 ;in − Frec XH2
1 − bed −
RkH2
=
dt
MWH2 Vbed bed
bed
k=1
−
Q0 [H2 ] [H2 ]A dh
−
;
Vbed
Vbed dt
(4)
Nitrogen:
d[N2 ] FN2 + Fin XN2 ;in − Frec XN2
=
dt
MWN2 Vbed bed
−
Q0 [N2 ] [N2 ]A dh
;
−
Vbed
Vbed dt
(5)
where RkMi , RkH2 are the monomer and hydrogen consumption
rates at the catalyst active site of type ‘k’. Xi and Xi; in are
the mass fractions of species ‘i’ in the recycle and input
streams, respectively. Similarly, the mass balances for the
potential catalyst sites, Spk , and all other molecular species
C. Chatzidoukas et al. / Chemical Engineering Science 58 (2003) 3643 – 3658
3647
Table 3
Numerical values of the kinetic rate constants for a two-site Ziegler–Natta catalyst
Pre-exponential factor
(cm3 = mol= s)
Site type
Activation energy
1
2
(kcal/mol)
Site type
Activation energy
1
2
(kcal/mol)
Activation
Propagation
k
kaA
102
k
EaA
k
kp;
11
102
9
9
Initiation
k0;k 1
E0;k 1
k0;k 2
E0;k 2
1×
103
9
1×
103
9
0:14 ×
103
9
0:14 ×
103
9
Chain transfer
k
a
ktsp;
i
k
Etsp; i
k
ktH;
i
k
EtH;
i
k
ktm;
11
k
ktm;
12
k
ktm;
21
k
ktm;
22
k
Etm;
ij
1×
a Units
Pre-exponential factor
(cm3 = mol= s)
10−4
1×
8
8
88
370
8
8
2.1
2.1
6
110
2.1
1
6
110
8
8
10−4
85 × 103
85 × 103
k
Ep;
11
9
9
k
kp;
12
2 × 103
15 × 103
k
Ep;
12
k
kp; 21
k
Ep;
21
k
kp;
22
9
9
64 × 103
64 × 103
9
9
1:5 × 103
6:2 × 103
k
Ep;
22
9
9
1 × 10−4
1 × 10−4
8
8
Deactivation
k a
kdsp
k
Edsp
in s−1 .
Y k , (Y k : P0k ; 0k ; 1k ; 2k ; 0k ; 1k ; 2k ) can be derived:
k
k
Fcat = [%cat (1 − bed )] Sp;
d Spk
in − Q0 Sp
=
dt
Vbed
k
Sp A dh
+RkSp −
;
Vbed dt
k
k
k
Q0 Y
Y A dh
dY
−
= RkY −
;
dt
Vbed
Vbed dt
The dynamic energy balance for the reaction mixture in
the bed is written as
(6)
(7)
where RkY denotes the net formation rate of the molecular
species Y k (see Table 2). The symbols h, Vbed , and A denote
the bed height, the volume and the cross-sectional area of
the bed, respectively.
Accordingly, one can derive the unsteady-state mass balance for the polymer in the bed
N
Ns
s
Vbed
dh
=
RkM1 MW1 +
RkM2 MW2
dt
%A
k=1
(Hgas; in − Hgas; out − Hprod; out + Hgenr )
TA dh
dT
−
=
;
dt
Haccum
Vbed dt
(9)
where the terms Hgas; in , Hgas; out , Hprod; out , and Hgenr denote
the enthalpies of the input, output and product removal
streams and the heat of polymerization, respectively. Assuming that the dynamic behaviour of the external heat exchanger (see Fig. 1) can be approximated by a series of
Nz well-stirred zones for the recycle stream and a single
well-stirred zone for the coolant, the following energy balances can be written
Mgas; j Cp; mean
j = 1; 2; : : : ; Nz ;
k=1
Fcat − Q0 (1 − bed )%
+
;
(1 − bed )%A
(8)
where % and %cat are the corresponding densities of polymer
and catalyst.
dTj
= Frec Cp; mean (Tj−1 − Tj ) − Qj ;
dt
Q=
Nz
j=1
Mc Cp; w
Qj =
Nz
{Uj Aj (Tj − Tw )};
(10)
(11)
j=1
dTw
= Fw Cp; w (Tw; in − Tw ) + Q:
dt
(12)
3648
C. Chatzidoukas et al. / Chemical Engineering Science 58 (2003) 3643 – 3658
Table 4
Reactor and heat exchanger design parameters
Bed diameter
Bed voidage
Catalyst density
Overall heat exchanger area
Overall heat transfer coeNcient
Coolant inlet temperature
Dbed = 2:5 m
bed = 0:5
%cat = 2840 kg=m3
A = 255 m2
Uj = 1000 J=K=m2 =s
Tw; in = 288:15 K
In Table 4, the numerical values of the reactor and heat
exchanger design parameters are reported.
The average polymer properties of interest (i.e., number
and weight average molecular weights, polydispersity index and copolymer composition) can be calculated in terms
of the “bulk” moments of the TNCLDs and the monomer
consumption rates at the various catalyst sites (Hatzantonist
et al., 2000). Thus, the “instantaneous” copolymer composition, ’i , for a catalyst having Ns active sites, will be given
by the consumption rate of the ‘i’ monomer over the total
consumption rate of the Nm monomers:
N
Ns
Ns
m
k
’i =
RM i
RkMi :
(13)
i=1
k=1
d(Mp +i )
= Fp; in +i; in − Fp; out +i
dt
+ Vbed (1 − bed )Rp ’i ;
(14)
where Mp , Fp; in and Fp; out denote the total polymer mass in
the bed and the input and output polymer mass 'ow rates,
respectively.
Accordingly, the number and weight average molecular
weights of the copolymer will be given by the following
equations:
N
Ns
s
Mn = MW
(1k + 1k )
(0k + 0k );
(15)
k=1
Mw = MW
k=1
(2k
+
k=1
2k )
N
s
Nm
+i MWi :
+
1k );
(16)
k=1
(17)
i=1
Finally, the PD will be given by the ratio of the weight
average over the number average molecular weight.
PD = Mw =Mn :
(19)
MI = aMwb :
(20)
The values of the c0 , c1 , c2 , a and b parameters were calculated by $tting proprietary industrial measurements on MI
and % to o9-line measurements of Mw and +2 (i.e., the cumulative copolymer composition of butene).
3. The optimal grade transition problem
Commonly, the numerical solution to the optimal grade
transition problem is based on the minimization of a suitable
objective function de$ned in terms of the changeover time,
product-quality speci$cations, process safety constraints
and the amount of o9-spec polymer, using dynamic optimization methods. However, an essential requirement for
the application of the calculated optimal control trajectories
to the process is the selection of the closed-loop feedforward
and feedback controllers and the estimation of the feedback controllers’ tuning parameters (i.e., proportional gain
and integral time). This means that the time optimal grade
transition problem for the FBR needs to be solved simultaneously with the selection of the “best” control pairings between the available manipulated variables and the speci$ed
process and “polymer-quality” objectives (i.e., controlled
variables).
3.1. Control structure selection
(1k
where MW is the average molecular weight of the repeating
unit in the copolymer chains.
MW =
% = c0 + c1 exp(−+2 =c2 );
k=1
To calculate the cumulative copolymer composition, +i , in
the reactor, during a transient operation, the following dynamic mass balance equation needs to be solved:
Ns
It is well known that the direct on-line measurement
of the polymer molecular properties is not practically feasible (Kammona, Chatzi, & Kiparissides, 1999). Thus,
easily available on-line measurements of melt index (MI)
and density (%) are often utilized to control the “polymer
quality” in a polymerization reactor. In the literature, several correlations (McAuley & MacGregor, 1991; Kozub &
MacGregor, 1992; Xie et al., 1994; Ogunnaike, 1994) have
been proposed to relate MI and % with the weight average
molecular weight and copolymer composition, respectively.
In the present study, the following semi-empirical equations
were employed:
(18)
The identi$cation of the appropriate control variables that
mostly a9ect the “polymer-quality” variables (i.e., %, MI,
etc.) is imperative to the calculation of an economically feasible grade transition policy so that relatively small changes
in the manipulated variables will be suNcient to realize the
grade transition objectives. In addition, one needs to specify the necessary control loops (i.e., pairings of controlled
and manipulated variables) to maintain the process within
a safe operating envelope and to ensure closed-loop process stability and the rejection of the various process disturbances (e.g., time-varying catalyst activity) (Choi & Ray,
1985; McAuley & MacGregor, 1993; Dabedo et al., 1997;
C. Chatzidoukas et al. / Chemical Engineering Science 58 (2003) 3643 – 3658
Ali, Abasaeed, & Al-Zahrani, 1999). For example, the selected control con$guration must keep the temperature in
the bed below the polymer softening temperature to prevent
catastrophic particle agglomeration.
For process safety and operability, the reactor temperature (T ) and pressure (P) as well as the bed height (h) need
to be maintained at speci$ed operating points. Regarding
the product quality, the polymer density (%) and the melt
index (MI) are usually controlled. Finally, the polymer production rate (Rp ) is often controlled to maintain the reactor
productivity at a desired level.
A schematic representation of a gas-phase catalytic ole$n
polymerization FBR is depicted in Fig. 1. One can identify
nine possible manipulated variables, namely, the monomer
and comonomer mass 'ow rates (Fmon1 , Fmon2 ) in the
make-up stream; the hydrogen, nitrogen and catalyst mass
'ow rates (FH2 , FN2 , Fcat ); the mass 'ow rate of the bleed
stream (Fbleed ); the mass 'ow rate of the product removal
stream (Fout , including both polymer and gases), the recycle
stream (Frec ), and the mass 'ow rate of the coolant water
stream to the heat exchanger (Fw ). In practice, instead of
manipulating the comonomer mass 'ow rate, Fmon2 , the
ratio of the comonomer to the monomer in'ow rate in the
make-up stream (Ratio = Fmon2 =Fmon1 ) is selected as a manipulated variable. From the above analysis, it is apparent
that there are six controlled variables and nine possible
manipulated variables. Actually, the mass 'ow rate of the
recycle stream will depend on the super$cial gas velocity of
the inlet gas stream. Therefore, the remaining eight manipulated variables can be employed to control the six output
variables (i.e., the three process variables (T , P and h),
the two “polymer-quality” variables (% and MI) and the
polymer production rate, Rp ).
There is a great number of publications dealing with
the problem of optimal controller synthesis for a chemical plant. In the past, several controller synthesis criteria,
including process controllability, process economics, etc.,
have been employed for the selection of the “best” control structure con$guration (Kravaris & Kantor, 1990;
Narraway & Perkins, 1993; Cao & Rossiter, 1997; Heath,
Kookos, & Perkins, 2000; Kookos & Perkins, 2002). In
polymerization, the combined problem of optimal controller
selection and process optimization during a grade transition has been addressed by several investigators (Kravaris
et al., 1989; Kozub & MacGregor, 1992; Ogunnaike, 1994;
Meziou, Deshpande, Cozewith, Silverman, & Morisson,
1996; Dabedo et al., 1997; Ali et al., 1998; Ohshima &
Tanigaki, 2000). However, in all previous publications,
the traditional sequential approach was employed. This
means that a control system architecture is $rst identi$ed or/and assumed and then the optimal open- or/and
closed-loop control problem is solved. In general, the
selection of the control con$guration is based on both
heuristic rules and classical methods, including the relative gain array (RGA), the singular value decomposition
(SVD), etc.
3649
3.2. The time optimal control problem
In a grade transition problem, the time optimal trajectories of the control variables are sought to drive the process
from one set of operating conditions to a new one, while
minimizing at the same time a certain objective function. In general, the dynamic optimization problem can be
stated as
Min J = G(x(tf ); y(tf ); tf )
uopt ; tf
+
tf
t0
L(x(t); y(t); uopt (t); t) dt
s:t: ẋ = f(x(t); uopt (t); d; t)
y = h(x(t); uopt (t); d; t)
0 6 g(x(t); uopt (t); d; t);
(I)
where t0 and tf denote the initial and $nal transition times.
G and L are scalar functionals of the state, x, control, u,
and output, y, variables. The functions f, h and g comprise
the modelling equality and inequality constraints that must
be satis$ed at all times. The vector uopt (t) denotes a time
optimal control trajectory that forces the process to follow
an admissible state trajectory, while minimizing a certain
objective function. The vector d denotes the values of the
model parameters and process disturbances. It should be
noted that the total transition time, tf , can be treated either
as an additional decision variable or as a constant.
The optimization problem (I), which generally involves
a large number of di9erential and algebraic equations
(DAEs), can be solved numerically using well-known discretization methods (e.g., simultaneous and sequential). In
the simultaneous solution method (Tjoa & Biegler, 1991),
both state and control vectors are discretized in time, leading
to the transformation of the DAE system into a set of purely
algebraic equations. Accordingly, the resulting system of
non-linear algebraic equations is solved using any conventional non-linear programming method. In the sequential
solution method (Vassiliadis, Sargent, & Pantelides, 1994),
only the control vector is parameterized in time. The resulting system of DAEs is then solved for a given set of values
of the discretized control vector using a DAE integrator. In
this case, the integrator conveys sensitivity information to
the optimizer and receives in response from the optimizer
the calculated discrete optimal control values.
3.3. The combined optimization problem
The main disadvantage of the sequential approach discussed in Sections 3.1 and 3.2 is that the control structure
is selected independently of the optimal transition problem and, therefore, the optimality of the selected control
3650
C. Chatzidoukas et al. / Chemical Engineering Science 58 (2003) 3643 – 3658
structure cannot be guaranteed. To address this issue, an
MIDO method can be employed to calculate simultaneously
the optimal control con$guration and the optimal transition policy (Mohideen, Perkins, & Pistikopoulos, 1996;
Schweiger & Floudas, 1997; Algor & Barton, 1999;
Androulakis, 2000; Bansal, 2000).
MIDO algorithms are based on decomposition principles
(e.g., the generalized benders decomposition, GBD). In
general, an iterative MIDO algorithm decomposes the overall problem into two interactive sub-problems, namely, the
“primal” and the “master” sub-problem (Bansal, Perkins, &
Pistikopoulos, 2002). In the “master” sub-problem, the
“best” control pairings among the available manipulated
and controlled variables are identi$ed using a mixed integer
linear programming (MILP) method. The solution to the
“master” sub-problem provides a lower bound to the $nal
solution of the combined problem. In the “primal” level, the
dynamic optimization problem is solved using the “current
optimal” control structure con$guration. The latter provides
an upper bound to the $nal optimal solution and dual information (Lagrange multipliers) to the “master” sub-problem.
This iterative procedure continues until satisfactory convergence (e.g., within a speci$c tolerance) between the upper
and lower bound solutions has been achieved.
When the selection of the optimal control structure is
coupled with the dynamic optimization problem, optimal
continuous decision variables (corresponding to the optimal
control trajectories and the tuning parameters of the feedback
controllers) and optimal discrete decision variables (corresponding to the “best” control pairings) are identi$ed. As
a result, the complexity of the combined (e.g., continuous
and discrete) optimization problem considerably increases.
In the present study, the two “product-quality” variables
(i.e., % and MI) were held under optimal feedforward control, while the remaining four process variables (i.e., T; P; h,
and Rp ) were kept under PI feedback control. A multivariable control con$guration among the six controlled variables
(Yj : T; P; h; Rp ; %; MI) and the eight manipulated variables
(Ui : Fmon1 ; Ratio = Fmon2 =Fmon1 ; FH2 ; FN2 ; Fcat ; Fout ; Fbleed
and Fw ) was identi$ed using an MIDO approach. In the
“master” sub-problem, the values of time invariant binary
variables, bi; j , were calculated. The binary variable bi; j
was set equal to 1 when the ‘i’ manipulated variable was
coupled with the ‘j’ controlled variable. In any other case,
the value of bi; j was set equal to zero. The GAMS/CPLEX
MILP algorithm was employed for solving the “master”
sub-problem. In the “primal” sub-problem the time optimal
control trajectories of the two “product-quality” feedforward controllers and the tuning parameters (i.e., gains and
integral times) of the four PI feedback process controllers
were estimated using the gOPT optimizer of PSE Ltd. Accordingly, the overall control action for the ‘i’ manipulated
variable was calculated by adding the contributions of both
feedback and feedforward controllers:
Ui; total (t) = Ui; feedback (t) + Ui; feedforward (t)
(21)
or
Ui; total (t) =
4 bi; j Kc; ij Ej (t) +
j=1
6
{bi; j Ui; opt }
+
1
3I; ij
o
t
Ej (t) dt
(22)
j=5
Kc; ij and 3I; ij denote the gain and integral time of the PI feedback controller for the (i; j) pair of manipulated-controlled
variables. The di9erence term Ej (=Yj; sp − Yj ) is the error
between the set point and measured values of the ‘j’ controlled variable. Ui; feedforward is the time optimal trajectory
for the ‘i’ manipulated variable calculated by the gOPT optimizer, as a sequence of piecewise constant values.
It is important to point out that the total number of possible “pairings” between the six controlled and the eight available manipulated variables is prohibitively large. Therefore,
heuristic rules based on physical limitations on the possible
control alternatives were employed to eliminate infeasible
pairings (i.e., the pairing of bed height with the coolant 'ow
rate) and reduce the binary search space in the “master”
sub-problem.
4. Results and discussion
In the present study, the time optimal control policies for
the transition from grade A to grade B and back to grade A
were determined for an ethylene-1-butene copolymerization
FBR for both $xed and variable control con$gurations. It
is well known that a number of important polymer end-use
properties (e.g., sti9ness, transparency, hardness, etc.) as
well as the rheological and processability characteristics of
polyole$ns are directly linked with the values of % and MI.
Thus, to minimize the transition time and the amount of
o9-spec polymer produced during a grade changeover, an
objective function expressed in terms of the time-dependent
squared deviations of the polymer density and melt index
from their corresponding desired values, was de$ned:
2 2 tf MI(t) − MIf
%(t) − %f
J=
dt: (23)
+
MI0 − MIf
%0 − % f
to
The subscripts 0 and f denote the values of the corresponding “polymer-quality” variables at the start and the $nal
time of a grade transition. It should be noted that the selected form of the objective function ensures the satisfaction
of the “product-quality” speci$cations while, at the same
time, minimizes the transition time since the $nal time, tf , is
treated as an additional control variable. Needless to say that
additional terms (e.g., the polydispersity index, the amount
of o9-spec polymer, etc.) could be included in the objective
function resulting in alternative optimal transition policies.
The selected product speci$cations for grades A and B
as well as the corresponding operating conditions at steady
C. Chatzidoukas et al. / Chemical Engineering Science 58 (2003) 3643 – 3658
Table 5
Operating conditions and product speci$cations for grades A and B
0.932
Operating conditions
Grade A
Grade B
0.930
Grade A
hsp (m)
Tsp (K)
Psp (bar)
Rp; sp (g/s)
Fbleed (g/s)
Frec (g/s)
6.0
360
21
2390
0.1
1:33 × 105
6.0
360
21
2390
0.1
1:33 × 105
0.928
Density-OP1
Density-OP2
Product speci?cations
Mw (g/mol)
+2
% (g=cm3 )
MI
3:8 × 105
0.024
0:9299 (±0:05%)
0:01376 (±4%)
2:9 × 105
0.046
0:91904 (±0:05%)
0:03604 (±4%)
Table 6
Best pairings of manipulated and controlled variables based on the RGA
analysis
Manipulated variables
Product withdrawal rate (Fout )
Cooling water feed rate (Fw )
Nitrogen feed rate (FN2 )
Monomer feed rate (Fmon1 )
Comonomer ratio (Ratio)
Hydrogen feed rate (FH2 )
Controlled variables
→
→
→
→
→
→
Bed height (h)
Temperature (T )
Pressure (P)
Production rate (Rp )
Density (%)
Melt index (MI)
state, are reported in Table 5. As can be seen, the transition from grades A to B results in a polyole$n having a
higher melt index, MI, and a lower density, %. An opposite
behaviour is obtained for the transition from grades B to A.
In what follows, simulation results on the optimal grade
transition and selection of control structure for a polyole$n
FBR are presented.
4.1. Fixed control structure
In this case, a multiple-input, multiple-output control con$guration was $rst identi$ed via the application of the RGA
analysis to a linearized form of the FBR model. For the
RGA analysis, six controlled variables (i.e., T; P; h; %; MI
and Rp ) and eight manipulated variables (i.e., Fmon1 , Ratio,
FH2 ; FN2 , Fcat , Fout , Fbleed and Fw ) were considered. Table 6
shows the “best” control pairings resulted from the application of the RGA analysis. The remaining two control variables (Fbleed , Fcat ) were held constant at their optimal values
found via the solution of a static optimization problem that
maximized the polymerization rate. According to the RGA
results (see Table 6), the $rst four manipulated variables
(i.e., Fout , Fw , FN2 , Fmon1 ) were employed for the feedback
control of the bed height, temperature, pressure and production rate, while the remaining two control variables (i.e.,
Ratio, FH2 ) were chosen for the dynamic optimization of the
“polymer-quality” variables (i.e., % and MI).
3651
3
Density (g/cm )
±0.05%
~ 70 min
0.926
0.924
0.922
0.920
±0.05%
Grade B
0.918
0
100
200
300
400
500
600
700
800
Time (min)
Fig. 2. Calculated optimal density pro$les for the transition from grades
A to B and back to A for a $xed control structure obtained via the RGA
analysis.
The calculation of the time optimal trajectories for the
comonomer to monomer ratio and the hydrogen feed rate
and the optimal values of the tuning parameters (i.e., gain
and integral time) of the four PI feedback controllers, were
calculated by minimizing the objective function (23) subject
to a set of equality constraints, Eqs. (1)–(20). In fact, the
total number of model DAEs was equal to 343 (including
34 di9erential and 309 algebraic equations). On the other
hand, the total number of calculated discrete control moves
and single-value control parameters varied from 28– 68, depending on the number of selected time-varying control variables. It should be pointed out that no path constraints on
the three process variables and the polymer production rate
were imposed. On the other hand, upper and lower end-point
constraints on T; P; h; Rp ; % and MI were set to ensure the
satisfaction of the speci$ed values at the $nal time, tf . It
is important to point out that, due to the slow dynamics of
MI caused by the polymer mass accumulation, an end-point
constraint on the time derivative of MI was also introduced
to ensure the attainment of a steady state. In the present
study, the gOPT sequential optimizer of PSE Ltd was employed for the solution of the time optimal control problem.
In general, 30 – 40 iterations were required for the convergence of the sequential optimizer to the optimal solution.
In Figs. 2 and 3, the calculated optimal trajectories for %
and MI (marked by the broken lines, OP1) are plotted with
respect to time. As can be seen, for the A to B grade transition, the time required for the “polymer-quality” variables
to reach their corresponding end-point speci$cations is less
than 300 min. However, the optimizer continues to update
the set-point values of the feedforward “polymer-quality”
controllers till the FBR reaches a steady state. Subsequently,
the FBR undergoes a reverse transition from grades B to A.
It is important to point out that the time required for a
grade transition largely depends on the direction of change
of polymer properties. More speci$cally, the transition time
required for a decrease of a polymer property (i.e., %, MI)
3652
C. Chatzidoukas et al. / Chemical Engineering Science 58 (2003) 3643 – 3658
pro$les (marked by the solid lines, OP2) for %, and MI are
plotted for the “best” alternative grade transition policy. As
can be seen when the four control variables are used to minimize the objective function (23), the total transition time
as well as the amount of o9-spec polymer are reduced by
5.4% and 6%, respectively.
0.040
0.038
0.036
Grade B
±4%
Melt Index (MI)
0.034
0.032
MI-OP1
MI-OP2
0.030
~ 50 mins
0.028
0.026
0.024
4.2. Variable control structure
0.022
~ 20 min
0.020
0.018
0.016
0.014
Grade A
±4%
0.012
0
100
200
300
400
500
600
700
800
Time (min)
Fig. 3. Calculated optimal MI pro$les for the transition from grade A
to grade B and back to A for a $xed control structure obtained via the
RGA analysis.
from its current value to a lower one, is in general larger than
that for a corresponding property increase. In fact, when the
polymer density decreases during a grade transition (e.g.,
A → B), the butene composition in the bed increases, leading to an increase of the transition time due to the lower
polymerization rate of butene. On the other hand, when the
density increases (e.g., B → A), the transition time decreases because the polymerization rate of ethylene is higher
than that of butene. The results of Fig. 2 are in full agreement
with the previous kinetic justi$cation. In the case of MI, its
increase or decrease is directly related to the weight average
molecular weight of the polymer (see Eq. (20)), which is
controlled by the hydrogen concentration in the bed. Thus,
when the polymer melt index increases during a grade transition (e.g., from A to B), the hydrogen concentration in the
bed increases, which lowers the value of Mw . On the other
hand, a decrease in MI leads to a decrease of hydrogen concentration in the bed. However, due to the faster dynamics
of hydrogen concentration repletion, the transition time for
an increase in MI will be faster than that required for a corresponding decrease of MI (see Fig. 3).
To further reduce the transition time, alternative heuristic
approaches based on “best” industrial practice, were investigated. Thus, besides the two control variables identi$ed
by the RGA analysis (FH2 , Ratio), additional control variables including the bleed 'ow rate, Fbleed , and the set points
of the bed height, hsp , and production rate, Rp; sp , feedback
controllers were considered for solving the optimal grade
transition problem. Several combinations of the $ve control
variables (i.e., FH2 , Ratio, Fbleed , hsp and Rp; sp ) were examined in order to minimize the total transition time and the
amount of o9-spec polymer produced during the grade transition sequence from A to B and back to A. The best performance was obtained when, in addition to the time optimal
trajectories of FH2 and Ratio, the set points of the bed height
and production rate PI feedback controllers were optimally
varied with respect to time. In Figs. 2 and 3, the optimal
Subsequently, the time optimal grade transition problem
was solved in combination with the optimal selection of the
feedforward and feedback control loops, using an MIDO algorithm. In the “primal” sub-problem, an objective function
similar to the one used in the $xed control-structure problem was employed (see Eq. (23)). Eqs. (1)–(22) comprised
the system of equality DAEs. In addition, a set of continuous time invariant search variables, R, were introduced to
represent the equivalent integer variables, b, identi$ed in
the “master” sub-problem. Upper and lower end-point constraints on the process and “polymer-quality” variables were
imposed as discussed in the $xed control-structure case.
In the “master” sub-problem, a new objective function
was formulated in terms of the objective function (23)
and the Lagrange multipliers, , identi$ed at the “primal”
sub-problem:
L(b) = Jopt + T (b − R):
(24)
A set of equality and inequality constraints were imposed on
the binary variables bi; j , to ensure that all the process variables were held under feedback control and a manipulated
variable could be used for the feedforward control of only
one “product-quality” variable. Note that the initial binary
search space included 216 combinations. In Table 7, the imposed constraints on the binary variables are reported. As can
be seen the coolant 'ow rate, Fw , and the product removal,
Fout , are only used to control the temperature and the bed
height, respectively. Moreover, the comonomer/monomer
ratio and the hydrogen feed rate are always used in the respective feedforward controllers of the polymer density and
melt index, which is consistent with the results of the RGA
analysis.
In Table 8, the initial control structure and the one calculated by the MIDO algorithm are reported for the transition
from grade A to grade B. As can be seen the polymerization temperature is controlled by three manipulated variables
(i.e., Fw , Ratio, Fcat ), while the polymer density and melt
index are controlled by the set of variables (Ratio, Fbleed ,
Fcat ) and the FH2 , respectively. In general, 3– 4 iterations
were required for the convergence of the MIDO algorithm
to the optimal solution. It should be noted that the same optimal control structure was obtained for the transition from
grade B to grade A.
In Figs. 4 and 5, the calculated by the MIDO algorithm
optimal pro$les for % and MI (marked by the broken lines,
OP1) are plotted with respect to time. To further reduce
the transition time, the set points of the bed height, hsp ,
C. Chatzidoukas et al. / Chemical Engineering Science 58 (2003) 3643 – 3658
3653
Table 7
Constraints imposed on the bi; j binary variables
T
P
1
Fw
0
FN 2
0
Fout
0
F
mon1
(0; 1)
Ratio
0
F
H2
0
Fbleed
F (0; 1)
cat
h
Rp
%
MI
0
0
(0; 1)
0
0
0
0
1
(0; 1)
0
0
(0; 1)
0
0
0
0
(0; 1)
0
(0; 1)
0
0
0
0
0
(0; 1)
(0; 1)
(0; 1)
(0; 1)
0
(0; 1)
0
0
0
0
0
(0; 1)
0
(0; 1)
(0; 1)
(0; 1)
6
b1; j 6 1
j=5
6
b2; j 6 1
j=5
6
b3; j 6 1
j=5
6
b4; j 6 1
j=5
6
b5; j 6 1
j=5
6
b6; j 6 1
j=5
6
b7; j 6 1
j=5
6
b8; j 6 1
j=5
bi; 1 ¿ 1
i
bi; 2 ¿ 1
i
bi; 3 ¿ 1
i
bi; 4 ¿ 1
i
bi; 5 ¿ 1
i
bi; 6 ¿ 1
i
Table 8
Calculated optimal control structure for the A to B grade transition
{T
Fw
FN 2
Fout
Fmon1
Ratio
FH 2
Fbleed
Fcat
P
h
Rp
%
MI }{ T
1
0
0
0
0
0
0
1
0
0
0
0
0
0
1
0
0
0
0
0
0
1
0
0
0
0
0
0
0
1
0
0
0
0
1
0
0
0
0
0
0
0
0
0
0
1
0
0
Initial control structure
and production rate, Rp; sp , feedback controllers were treated
as additional control variables. The optimal pro$les for %
and MI (marked by the solid line, OP2), derived under the
second optimization policy, are also plotted in Figs. 4 and 5,
respectively. It is apparent that the use of the two additional
control variables signi$cantly improves the performance of
the system, resulting in a decrease in the total transition time
!
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
P
h
Rp
%
MI }
1
0
0
0
0
0
0
1
0
0
0
0
0
0
1
0
0
0
0
0
0
1
0
1
0
0
0
1
0
0
0
0
0
0
0
0
0
1
0
0
1
0
1
0
0
0
1
0
!
Final control structure
by 5%. At the same time, the amount of o9-spec polymer is
further reduced by 7.7% (see also Fig. 6).
Figs. 7–10 depict the calculated time optimal trajectories of the four optimization variables (i.e., Ratio, FH2 , hsp ,
Rp; sp ). Note that the calculated trajectories for the Ratio
and FH2 represent the feedforward contributions of the two
control variables to the multivariable controller given by
3654
C. Chatzidoukas et al. / Chemical Engineering Science 58 (2003) 3643 – 3658
0.932
Grade A
Grade A
Grade B
Grade A
± 0.05%
~ 70 min
0.926
0.924
Density-OP1
Density-OP2
~ 35 min
0.922
0.920
± 0.05%
0.12
0.8
0.10
0.6
0.08
0.4
0.06
0.2
0.04
Grade B
0.918
0
100
200
300
400
500
600
700
0
800
100
200
300
400
500
600
0.0
800
700
Time (min)
Time (min)
Fig. 4. Calculated optimal density pro$les for the transition from grade
A to grade B and back to A for a variable control structure obtained by
an MIDO algorithm.
Fig. 7. Time optimal control policies of the comonomer/monomer ratio
and the hydrogen 'ow rate for the transition from grade A to grade B
and back to A
0.040
0.036
Grade B
0.034
± 4%
Grade A
4.0
Bleed Flow Rate (g/s)
Melt Index (MI)
Grade B
5
0.032
0.030
0.028
0.026
0.024
0.022
~ 70 min
0.020
4.5
Grade A
MI-OP1
MI-OP2
0.038
4
3.5
3.0
3
2.5
2
2.0
0.018
0.016
1
0.014
1.5
Grade A
± 4%
0.012
0.010
0
0
100
200
300
400
500
600
700
800
0
100
200
300
Time (min)
400
500
600
1.0
800
700
Time (min)
Fig. 5. Calculated optimal MI pro$les for the transition from grade A to
grade B and back to A for a variable control structure obtained by an
MIDO algorithm.
Fig. 8. Time optimal control policies of the bleed and catalyst 'ow rates
for the transition from grade A to grade B and back to A.
2.65
70
Grade A
~ 5 tn
Grade A
50
40
~ 2 tn
30
Grade B
~ 30 min
20
2.55
2.50
2.45
2.40
R p,sp
Rp
2.35
Offspec-OP1
Offspec-OP2
10
Grade A
Grade B
2.60
Polyme Production Rate (kg/s)
60
Off-spec Polymer (tn)
Catalyst Feed Rate (g/s)
Density (g/cm3 )
0.928
1.0
Hydrogen Feed Rate(g/s)
Comonomer to Monomer Feed Ratio
0.14
0.930
2.30
0
0
100
200
300
400
500
600
700
800
Time (min)
Fig. 6. Amount of o9-spec polymer produced under di9erent optimization
policies using an MIDO approach.
0
100
200
300
400
500
600
700
800
Time (min)
Fig. 9. Time optimal set-point trajectory of the production rate feedback
controller and time variation of the respective controlled variable.
C. Chatzidoukas et al. / Chemical Engineering Science 58 (2003) 3643 – 3658
605
Grade B
Grade A
Grade A
70
600
~ 10 tn
595
60
590
Off-spec Polymer (tn)
Bed Level (cm)
3655
585
580
575
570
565
560
hsp
h
555
50
40
~ 6 tn
30
~ 150 min
20
10
Fixed Control Structure
MIDO
550
0
100
200
300
400
500
600
700
800
Time (min)
Fig. 10. Time optimal set-point trajectory of the bed height feedback
controller and time variation of the respective controlled variable.
Eq. (22), while the calculated trajectories for hsp and Rp; sp
are applied to the respective PI feedback controllers as piecewise set-point changes.
In Fig. 7, the optimal trajectories for Ratio and FH2 are illustrated for the total transition from grade A to grade B and
back to grade A. It is apparent that for the A to B transition
(e.g., increase of MI and decrease of %), the comonomer to
monomer feed ratio increases, leading to a decrease of the
polymer density caused by the higher incorporation rate of
1-butene in the copolymer chains. Similarly, the hydrogen
feed rate initially increases, which brings about an increase
in the H2 concentration in the bed, resulting in a decrease
of the molecular weight of the polymer and in an analogous
increase of MI. On the other hand, for the transition from
grades B to A, the two control variables are optimally reduced to their initial starting values.
In Fig. 8, the optimal variations of the bleed and catalyst
'ow rates are plotted. It can be seen that for the A→B grade
transition, the catalyst 'ow rate increases to compensate for
the lower reactivity of 1-butene. Moreover, the bleed 'ow
rate increases to accelerate the transition of the comonomer
and monomer gaseous concentrations to the desired values.
For the B→A grade transition, the catalyst 'ow rate is optimally reduced to its starting value, while the bleed 'ow
rate initially operates at its upper limit to speed up the change
of the comonomer/monomer composition in the gas phase
to its optimal value. However, the end of the transition, it
also returns to its initial operating value.
Figs. 9 and 10 depict the calculated optimal set-point trajectories of the two process controllers as well as the actual
values of the respective controlled variables. It should be
noted that the polymer production rate PI controller closely
follows the set-point changes. On the other hand, the bed
height PI controller exhibits signi$cant overshooting when
a decrease in the bed height is required. From the results
of Figs. 9 and 10, it can be concluded that, independently
of the direction of the grade transition, a decreasing policy
with respect to the bed height and an increasing policy with
0
0
100
200
300
400
500
600
700
800
900
Time (min)
Fig. 11. Amount of o9-spec polymer produced under a $xed (RGA) and
a variable (MIDO) control structure.
respect to the production rate are always required to reduce
the changeover time.
Finally, in Fig. 11, the o9-spec amount of polymer produced under both $xed and variable control structures is
plotted with respect to the transition time. It is evident
that a signi$cant improvement in the reactor performance
is obtained when an MIDO approach is employed for the
solution of the combined optimal grade transition problem
and the selection of an optimal control structure. In this
case, the total transition time as well as the amount of
o9-spec polymer are reduced from their respective values
obtained under a $xed control structure, by 17.7% and 15%,
respectively.
5. Conclusions
The optimal grade transition operation of a polymerization plant in terms of increased productivity and improved
product quality can only be achieved when the process is
e9ectively controlled. Since the closed-loop control system
con$guration substantially a9ects the calculation of the
time optimal control policies, it is of paramount importance the simultaneous solution of the combined optimal
grade transition problem and the selection of the “best”
closed-loop feedback/feedforward controllers for the plant.
In the present study, an MIDO method was applied to a
gas-phase ole$n copolymerization FBR to calculate the
time optimal control policies for a sequence of grade transitions and identify the “best” closed-loop feedforward
and feedback controllers in order to maintain the process
within a safe operating envelope and ensure the faithful
implementation of the calculated optimal control policies to
the plant.
Based on the results of the MIDO analysis, four feedback
controllers were identi$ed to control the three process variables (i.e., temperature, pressure and bed height) and the
polymer production rate. For the control of the “polymer
3656
C. Chatzidoukas et al. / Chemical Engineering Science 58 (2003) 3643 – 3658
quality” (i.e., polymer density and melt index), two feedforward controllers were identi$ed. The six output variables
were controlled by the combined action of eight manipulated variables (i.e., Fw , FN2 , Fout , Fmon1 , Ratio, FH2 , Fbleed
and Fcat ). To further reduce the transition time and the
amount of o9-spec polymer produced during a grade transition sequence (i.e., A → B → A), the set points of the bed
height and production rate feedback controllers were treated
as additional control variables, which signi$cantly improved
the overall process performance. Moreover, it was shown
that the simultaneous solution to the combined problem of
optimal grade transition and selection of closed-loop control
structure resulted in a superior performance of the FBR, in
terms of both reduced transition time and amount of o9-spec
polymer, over that obtained under a $xed control structure
derived by the RGA analysis.
[Cdk ]
Cp; mean
Cp; w
[Dnk ]
Fbleed
Fcat
FH2
Fmon1 ; Fmon2
FN2
Fout
Fp
Frec
[H2 ]
Haccum
Hgas; in
Hgas; out
Hgenr
Hprod; out
ka
kdsp
k0
kp
ktsp
[Mi ]
Mc
Mgas
Mn
Mp
[MT ]
MW
Mw
[N2 ]
Nz
Nm
Ns
[P0 ]
Notation
A
[A]
kt
cross-sectional area, m2
aluminium alkyl cocatalyst concentration,
mol=m3
concentration of deactivated catalyst sites of
type ‘k’, mol=m3
speci$c heat capacity of the reaction mixture
in the recycle stream, cal/g/K
speci$c heat capacity of water, cal/g/K
concentration of “dead” copolymer chains of
length ‘n’ produced at ‘k’ catalyst active site,
mol=m3
bleed 'ow rate, g/s
catalyst feed rate, g/s
hydrogen feed rate into the bed, g/s
monomer and comonomer make-up feed
rates, g/s
nitrogen feed rate into the bed, g/s
total product removal rate, g/s
polymer 'ow rate, g/s
recycle 'ow rate, g/s
hydrogen concentration in the bed, mol=m3
accumulation enthalpy term, cal=K=m3
gas input enthalpy rate, cal=s=m3
gas output enthalpy rate, cal=s=m3
polymerization heat rate, cal=s=m3
product output enthalpy rate, cal=s=m3
kinetic rate constant of activation reaction,
m3 =mol=s
kinetic rate constant of spontaneous deactivation reaction, s−1
kinetic rate constant of initiation reaction,
m3 =mol=s
kinetic rate constant of propagation reaction,
m3 =mol=s
[Pn; i ]
[P∗ ]
Q
Q0
[Sp ]
T
Trec
Tw; in
Tw
U
Vbed
XM i
XH2
XN2
kinetic rate constant of chain transfer reaction, m3 =mol=s
kinetic rate constant of spontaneous chain
transfer reaction, s−1
monomer concentration in the bed, mol=m3
coolant mass in the heat exchanger, g
total mass of gases in the heat exchanger, g
number average molecular weight of polymer, g/mol
total polymer mass in the reactor, g
total monomer concentration in the bed,
mol=m3
component molecular weight, g/mol
weight average molecular weight of polymer,
g/mol
concentration of nitrogen in the bed, mol=m3
number of well-stirred zones in the heat exchanger
total number of monomers
number of catalyst active sites
concentration of vacant catalyst active sites,
mol=m3
concentration of “live” copolymer chains of
length ‘n’ ending in an ‘i’ monomer unit,
mol=m3
total concentration of active sites (vacant and
occupied by polymer chain), mol=m3
heat transfer rate, cal/s
volumetric product removal rate, m3 =s
concentration of potential catalyst active
sites, mol=m3
temperature, K
temperature of the recycle stream at the heat
exchanger exit, K
inlet water temperature to the heat exchanger,
K
water temperature in the heat exchanger, K
overall heat transfer coeNcient, J=K=m2 =s
bed volume, m3
mass fraction of monomer ‘i’ in the bed
mass fraction of hydrogen in the bed
mass fraction of nitrogen in the bed
Greek letters
XHr×n
bed
‘
‘
%
’i
+i
heat of reaction, cal/g
bed void fraction
“live” copolymer moment of ‘-order,
mol=m3
“dead” copolymer moment of ‘-order,
mol=m3
density, g=m3
instantaneous copolymer composition with
respect to the ‘i’ monomer
cumulative copolymer composition with respect to the ‘i’ monomer
C. Chatzidoukas et al. / Chemical Engineering Science 58 (2003) 3643 – 3658
Subscripts and superscripts
1
2
k
p
rec
sp
ethylene property
1-butene property
type of catalyst active site
polymer property
recycle stream value
set point
Acknowledgements
The authors gratefully acknowledge the $nancial support
provided for this work by DGXII of EU under the GROWTH
Project “PolyPROMS” G1RD-CT-2000-00422.
References
Algor, R. J., & Barton, P. I. (1999). Mixed-integer dynamic optimisation
I: Problem formulation. Computers and Chemical Engineering, 23,
567.
Ali, E. M., Abasaeed, A. E., & Al-Zahrani, S. M. (1998). Optimization
and control of industrial gas-phase ethylene polymerization reactors.
Industrial and Engineering Chemistry Research, 37, 3414.
Ali, E. M., Abasaeed, A. E., & Al-Zahrani, S. M. (1999). Improved
regulatory control of industrial gas-phase ethylene polymerization
reactors. Industrial and Engineering Chemistry Research, 38, 2383.
Androulakis, I. P. (2000). Kinetic mechanism reduction based on an
integer programming approach. A.I.Ch.E. Journal, 46, 361.
Bansal, V. (2000). Analysis, design and control optimization of process
systems under uncertainty. Ph.D. thesis, Imperial College, University
of London.
Bansal, V., Perkins, J. D., & Pistikopoulos, E. N. (2002). A case study in
simultaneous design and control using rigorous, mixed-integer dynamic
optimization models. Industrial and Engineering Chemistry Research,
41, 760.
Cao, Y., & Rossiter, D. (1997). An input pre-screening technique for
control structure selection. Computers and Chemical Engineering, 21,
563.
Carvalho de, A. B., Gloor, P. E., & Hamielec, A. E. (1989). A kinetic
model for heterogeneous Ziegler–Natta copolymerization. Polymer,
30, 280.
Cawthon, G. D., & Knabel, K. S. (1989). Optimization of semibatch
polymerization reactions. Computers and Chemical Engineering, 13,
63.
Chen, S., & Huang, N. (1981). Minimum end time policies for batchwise
radical chain polymerization—III: The initiator addition policies.
Chemical Engineering Science, 36, 1295.
Chinh, J. C., Filippelli, M. C. H., Newton, D., & Power, M. B. (1996).
Polymerization process. US Patent 5,541, 270.
Choi, K. Y., & Butala, D. N. (1991). An experimental study of
multiobjective dynamic optimization of a semibatch copolymerization
process. Polymer Engineering and Science, 31, 353.
Choi, K. Y., & Ray, W. H. (1985). The dynamic behaviour of 'uidized bed
reactors for solid catalysed gas phase ole$n polymerization. Chemical
Engineering Science, 40, 2261.
Cozewith, C. (1988). Transient response of continuous-'ow stirred-tank
polymerization reactors. A.I.Ch.E. Journal, 34, 272.
Crowley, T. J., & Choi, K. Y. (1997). Discrete optimal control of
molecular weight distribution in a batch free radical polymerization
process. Industrial and Engineering Chemistry Research, 36, 3676.
Dabedo, S. A., Bell, M. L., McLellan, P. J., & McAuley, K. B. (1997).
Temperature control of industrial gas phase polyethylene reactors.
Journal of Process Control, 7, 83.
3657
Debling, J. A., Han, G. C., Kuijpers, J., VerBurg, J., Zacca, J., &
Ray, W. H. (1994). Dynamic modeling of product grade transitions
for ole$n polymerization processes. A.I.Ch.E. Journal, 40, 506.
Hatzantonis, H., Yiannoulakis, H., Yiagopoulos, A., & Kiparissides, C.
(2000). Recent developments in modeling gas-phase catalyzed ole$n
polymerization 'uidized-bed reactors: The e9ect of bubble size
variation on the reactor’s performance. Chemical Engineering Science,
55, 3237.
Heath, J. A., Kookos, I. K., & Perkins, J. D. (2000). Process control
structure selection based on economics. A.I.Ch.E. Journal, 46, 1998.
Hutchinson, R. A., Chen, C. M., & Ray, W. H. (1992). Polymerization of
ole$ns through heterogeneous catalysis X: Modeling of particle growth
and morphology. Journal of Applied Polymer Science, 44, 1389.
Jenkins III, J. M., Jones, R. L., Jones, T. M., & Beret, S. (1986). Method
for Buidized bed polymerization. US Patent, 4,588, 790.
Kammona, O., Chatzi, E. G., & Kiparissides, C. (1999). Recent
developments in hardware sensors for the on-line monitoring of
polymerization. Journal of Macromolecular Science—Reviews in
Macromolecular Chemistry and Physics, C39, 57.
Kookos, I. K., & Perkins, J. D. (2002). An algorithmic method for
the selection of multivariable process control structures. Journal of
Process Control, 12, 85.
Kozub, D. J., & MacGregor, J. F. (1992). Feedback control of polymer
quality in semi-batch copolymerization reactors. Chemical Engineering
Science, 47, 929.
Kravaris, C., & Kantor, J. C. (1990). Geometric methods for nonlinear
process control. 2. Controller synthesis. Industrial and Engineering
Chemistry Research, 29, 2310.
Kravaris, C., Wright, R. A., & Carrier, J. F. (1989). Nonlinear controllers
for trajectory tracking in batch processes. Computers and Chemical
Engineering, 13, 73.
MacGregor, J. F., Penlidis, A., & Hamilec, A. E. (1984). Control of
polymerization reactors: A review. Polymer Process Engineering, 2,
179.
McAuley, K. B., & MacGregor, J. F. (1991). On-line inference of polymer
properties in an industrial polyethylene reactor. A.I.Ch.E. Journal, 37,
825.
McAuley, K. B., & MacGregor, J. F. (1992). Optimal grade transition in
a gas phase polyethylene reactor. A.I.Ch.E. Journal, 38, 1564.
McAuley, K. B., & MacGregor, J. F. (1993). Nonlinear product property
control in industrial gas-phase polyethylene reactors. A.I.Ch.E.
Journal, 39, 855.
McAuley, K. B., McGregor, J. F., & Hamielec, A. E. (1990). A kinetic
model for industrial gas-phase ethylene copolymerization. A.I.Ch.E.
Journal, 36, 837.
McAuley, K. B., Talbot, J. P., & Harris, T. J. (1994). A comparison
of two phase and well-mixed models for 'uidized-bed polyethylene
reactors. Chemical Engineering Science, 49, 2035.
Meziou, A. M., Deshpande, P. B., Cozewith, C., Silverman, N. I.,
& Morisson, W. G. (1996). Dynamic matrix control of an
ethylene-propylene-diene polymerization reactor. Industrial and
Engineering Chemistry Research, 35, 164.
Mohideen, M. J., Perkins, J. D., & Pistikopoulos, E. N. (1996). Optimal
design of dynamic systems under uncertainty. A.I.Ch.E. Journal, 42,
2251.
Narraway, L. T., & Perkins, J. D. (1993). Selection of process
control structure based on linear dynamic economics. Industrial and
Engineering Chemistry Research, 32, 2681.
Ogunnaike, B. A. (1994). On-line modelling and predictive control of an
industrial terpolymerization reactor. International Journal of Control,
59, 711.
Ohshima, M., & Tanigaki, M. (2000). Quality control of polymer
production processes. Journal of Process Control, 10, 135.
Ponnuswamy, S. R., Shah, S. L., & Kiparissides, C. (1987). Computer
optimal control of batch polymerization reactors. Industrial and
Engineering Chemistry Research, 26, 2229.
3658
C. Chatzidoukas et al. / Chemical Engineering Science 58 (2003) 3643 – 3658
Schweiger, C. A., & Floudas, C. A. (1997). Interaction of design and
control: Optimization with dynamic models. In W. W. Hager, & P. M.
Pardalos (Eds.), Optimal control: Theory, algorithms and applications
(pp. 388– 435). Dordrecht: Kluwer Academic Publishers.
Shiau, C. Y., & Lin, C. J. (1993). An improved bubble assemblance model
for 'uidized-bed catalytic reactors. Chemical Engineering Science, 48,
1299.
Takeda, M., & Ray, W. H. (1999). Optimal-grade transition strategies
for multistage polyole$n reactors. A.I.Ch.E. Journal, 45, 1776.
Talbot, J. P. (1990). The dynamic modelling and particle eEects on a
Buidized bed polyethylene reactor. Ph.D. thesis, Queen’s University.
Thomas, I., & Kiparissides, C. (1984). Computation of the near-optimal
temperature and initiator policies for a batch polymerization reactor.
The Canadian Journal of Chemical Engineering, 62, 284.
Tjoa, L.-B., & Biegler, L. T. (1991). Simultaneous solution and
optimization strategies for parameter estimation of di9erential-algebraic
equation systems. Industrial and Engineering Chemistry Research,
30, 376.
Vassiliadis, V. S., Sargent, R. W. H., & Pantelides, C. C. (1994). Solution
of a class of multistage dynamic optimization problems. 2. Problems
with path constraints. Industrial and Engineering Chemistry Research,
33, 2123.
Xie, T., McAuley, K. B., Hsu, J. C. C., & Bacon, D. W. (1994). Gas phase
ethylene polymerization: Production processes, polymer properties, and
reactor modelling. Industrial and Engineering Chemistry Research,
33, 449.