BioPharm
Volume 28 Number 6
BioPharm International
INTERNATIONAL
June 2015
The Science & Business of Biopharmaceuticals
JUNE 2015
www.biopharminternational.com
Fill/Finish
I
Host-Cell Proteins
SCALE-UP
AND TECH
TRANSFER
ADVANCED
TECHNOLOGIES FACILITATE
THE IMPROVEMENT
OF AGING FACILITIES
I
Biosimilars
Volume 28
Number 6
DOWNSTREAM
PROCESSING
STERILE FILTRATION
TECHNIQUES FOR OPTIMAL
MICROBIAL RETENTION
magenta
cyan
yellow
black
OUTSOURCING
ANOTHER
IN-HOUSE OPERATION
GETS OUTSOURCED
MULTIVARIATE
DATA ANALYSIS
USE OF MULTIVARIATE
DATA ANALYSIS IN
BIOPROCESSING
ES624105_BP0615_cv1.pgs 05.29.2015 18:43
ADV
Every mAb is unique.
Your Protein A should be as well.
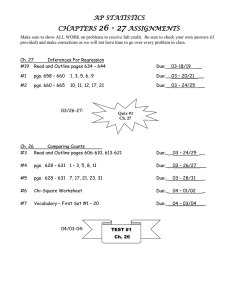
TOYOPEARL® AF-rProtein A HC-650F
High Capacity Protein A Resin for Monoclonal Antibody Purification
80
1 g/L
70
DBC for IgG (g/L)
60
5 g/L
10 g/L
Resin:
Column size:
Mobile phase:
Residence time:
Detection:
Sample:
50
40
30
TOYOPEARL AF-rProtein A HC-650F
5 mm ID × 5 cm
0.02 mol/L sodium phosphate, 0.15 mol/L NaCl, pH 7.4
2, 3.5, 5 min
UV @ 280 nm (10% breakthrough)
human IgG @ 1, 5, 10 g/L in mobile phase
20
10
0
2
3.5
5
Residence time (minutes)
TOSOH BIOSCIENCE LLC • Customer service: 866-527-3587 • Technical service: 800-366-4875, option #3
Tosoh Bioscience and TOYOPEARL are registered trademarks of Tosoh Corporation.
www.tosohbioscience.com
magenta
cyan
yellow
black
ES622175_BP0615_CV2_FP.pgs 05.27.2015 20:36
ADV
BioPharm
I N T E R N AT I O N A L
The Science & Business of Biopharmaceuticals
EDITORIAL
Editorial Director Rita Peters rpeters@advanstar.com
Senior Editor Agnes Shanley ashanley@advanstar.com
Managing Editor Susan Haigney shaigney@advanstar.com
Science Editor Randi Hernandez rhernandez@advanstar.com
Science Editor Adeline Siew, PhD asiew@advanstar.com
Community Editor Ashley Roberts aroberts@advanstar.com
Art Director Dan Ward dward@media.advanstar.com
Contributing Editors Jill Wechsler, Jim Miller, Eric Langer,
Anurag Rathore, Jerold Martin, Simon Chalk, and Cynthia A. Challener, PhD
Correspondent Sean Milmo (Europe, smilmo@btconnect.com)
ADVERTISING
Publisher Mike Tracey mtracey@advanstar.com
West/Mid-West Sales Manager Steve Hermer shermer@advanstar.com
East Coast Sales Manager Scott Vail svail@advanstar.com
European Sales Manager Chris Lawson clawson@advanstar.com
European Sales Manager Wayne Blow wblow@advanstar.com
Direct List Rentals Tamara Phillips tphillips@advanstar.com
Reprints 877-652-5295 ext. 121/ bkolb@wrightsmedia.com
Outside US, UK, direct dial: 281-419-5725. Ext. 121
PRODUCTION
Production Manager Jesse Singer jsinger@media.advanstar.com
AUDIENCE DEVELOPmENT
Audience Development Rochelle Ballou rballou@advanstar.com
UBm LIfE SCIENCES
Joe Loggia, Chief Executive Officer Tom Ehardt, Executive VicePresident, Life Sciences Georgiann DeCenzo, Executive Vice-President
Chris DeMoulin, Executive Vice-President Rebecca Evangelou, Executive
Vice-President, Business Systems Julie Molleston, Executive VicePresident, Human Resources Mike Alic, Executive Vice-President,
Strategy & Business Development Tracy Harris, Sr Vice-President
Dave Esola, Vice-President, General Manager Pharm/Science Group
Michael Bernstein, Vice-President, Legal Francis Heid, Vice-President,
Media Operations Adele Hartwick, Vice-President, Treasurer &
Controller
UBm AmERICAS
EDITORIAL ADVISORY BOARD
BioPharm International’s Editorial Advisory Board comprises distinguished
specialists involved in the biologic manufacture of therapeutic drugs,
diagnostics, and vaccines. Members serve as a sounding board for the
editors and advise them on biotechnology trends, identify potential
authors, and review manuscripts submitted for publication.
K. A. Ajit-Simh
Jerold Martin
President, Shiba Associates
Rory Budihandojo
Sr. VP, Global Scientific Affairs,
Biopharmaceuticals
Pall Life Sciences
Director, Quality and EHS Audit
Boehringer-Ingelheim
Hans-Peter Meyer
Edward G. Calamai
VP, Special Projects Biotechnology
Lonza, Ltd.
Managing Partner
Pharmaceutical Manufacturing
and Compliance Associates, LLC
K. John Morrow
Suggy S. Chrai
David Radspinner
President and CEO
The Chrai Associates
Global Head of Sales—Bioproduction
Thermo Fisher Scientific
Leonard J. Goren
Tom Ransohoff
Global Leader, Human Identity
Division, GE Healthcare
Vice-President and Senior Consultant
BioProcess Technology Consultants
Uwe Gottschalk
Anurag Rathore
Vice-President,
Purification Technologies
Sartorius Stedim Biotech GmbH
Biotech CMC Consultant
Faculty Member, Indian Institute of
Technology
Fiona M. Greer
Susan J. Schniepp
Global Director,
BioPharma Services Development
SGS Life Science Services
Fellow
Regulatory Compliance Associates, Inc.
Rajesh K. Gupta
Managing Director
Arlenda, USA
Jean F. Huxsoll
Paula Shadle
Senior Director, Quality
Product Supply Biotech
Bayer Healthcare Pharmaceuticals
Principal Consultant,
Shadle Consulting
Denny Kraichely
UBm PLC
Associate Director
Johnson & Johnson
Stephan O. Krause
Principal Scientist, Analytical
Biochemistry, MedImmune, Inc.
Steven S. Kuwahara
© 2015 Advanstar Communications Inc. All rights reserved. No part of this publication may
be reproduced or transmitted in any form or by any means, electronic or mechanical including
by photocopy, recording, or information storage and retrieval without permission in writing from
the publisher. Authorization to photocopy items for internal/educational or personal use, or the
internal/educational or personal use of specific clients is granted by Advanstar Communications
Inc. for libraries and other users registered with the Copyright Clearance Center, 222 Rosewood Dr.
Danvers, MA 01923, 978-750-8400 fax 978-646-8700 or visit http://www.copyright.com online.
For uses beyond those listed above, please direct your written request to Permission Dept. fax 440756-5255 or email: mcannon@advanstar.com.
UBM Life Sciences provides certain customer contact data (such as customers’ names,
addresses, phone numbers, and e-mail addresses) to third parties who wish to promote relevant
products, services, and other opportunities that may be of interest to you. If you do not want UBM
Life Sciences to make your contact information available to third parties for marketing purposes,
simply call toll-free 866-529-2922 between the hours of 7:30 a.m. and 5 p.m. CST and a customer
service representative will assist you in removing your name from UBM Life Sciences’ lists. Outside
the U.S., please phone 218-740-6477.
BioPharm International does not verify any claims or other information appearing in any of the
advertisements contained in the publication, and cannot take responsibility for any losses or other
damages incurred by readers in reliance of such content.
BioPharm International welcomes unsolicited articles, manuscripts, photographs, illustrations,
and other materials but cannot be held responsible for their safekeeping or return.
To subscribe, call toll-free 888-527-7008. Outside the U.S. call 218-740-6477.
magenta
cyan
yellow
black
Tim Schofield
Vaccinnologist and Microbiologist
Sally Shankland, Chief Executive Officer Brian Field, Chief Operating
Officer Margaret Kohler, Chief Financial Officer
Tim Cobbold, Chief Executive Officer Andrew Crow, Group Operations
Director Robert Gray, Chief Financial Officer Dame Helen, Alexander
Chairman
President, Newport Biotech
Principal Consultant
GXP BioTechnology LLC
Eric S. Langer
President and Managing Partner
BioPlan Associates, Inc.
Howard L. Levine
President
BioProcess Technology Consultants
Herb Lutz
Principal Consulting Engineer
EMD Millipore Corporation
Alexander F. Sito
President,
BioValidation
Michiel E. Ultee
Principal
Ulteemit BioConsulting
Thomas J. Vanden Boom
Vice-President, Global Biologics R&D
Hospira, Inc.
Krish Venkat
CSO
AnVen Research
Steven Walfish
Principal Statistician
BD
Gary Walsh
Professor
Department of Chemical and
Environmental Sciences and Materials
and Surface Science Institute
University of Limerick, Ireland
ES621152_BP0615_003.pgs 05.26.2015 20:53
ADV
BioPharm
I N T E R N AT I O N A L
BioPharm International integrates
the science and business of
biopharmaceutical research, development,
and manufacturing. We provide practical,
peer-reviewed technical solutions
to enable biopharmaceutical professionals
to perform their jobs more effectively.
Contents
Volume 28 Number 6
June 2015
fEATURES
Scale-up and
Tech TranSfer
Advanced Technologies
Facilitate Scale-up and
Technology Transfer
mulTivariaTe
daTa analySiS
Use of Multivariate Data
Analysis in Bioprocessing
global markeT reporT
Market Access
Outlook for Australia
Anurag S. Rathore and Sumit K. Singh
Cynthia A. Challener
The authors review major developments in
use of MVDA in bioprocessing applications.
26
The Australian pharmaceutical
market offers opportunities for
manufacturers despite challenges.
Single-use and modular technologies
are increasingly important to
biopharma scale-up and tech transfer. 20
downSTream proceSSing
Sterile Filtration
Techniques for Optimal
Microbial Retention
Ashley Roberts
Removal of microorganisms is crucial when
working with biologics. Sterile filtration
offers a reliable, safe, and effective way
to ensure product integrity.
24
hoST-cell proTeinS
Host-Cell Protein
Measurement and Control
Fengqiang Wang, Daisy Richardson,
and Mohammed Shameem
This article reviews the definition of HCPs,
risks posed by HCPs, regulatory concerns,
commonly accepted ELISA methods for
HCP measurement and their limitations,
and orthogonal methods available for
HCP characterization.
32
Jill E. Sackman and Michael J. Kuchenreuther
40
TroubleShooTing
Stress and Protein
Instability During
Formulation and
Fill/Finish Processes
Mark Yang
This article reviews factors
that affect protein stability
and strategies to minimize
their impact on product quality.
46
COLUMNS AND DEPARTMENTS
6
From the Editor
Objective, peer-reviewed
papers and technical
articles can help advance
biopharmaceutical
development.
Rita Peters
8
Regulatory Beat
Regulators and industry
seek to streamline and
harmonize oversight of
postapproval changes.
Jill Wechsler
12 Inside Standards
Will biosimilars share
a compendial identity
like generic drugs do?
Randi Hernandez
16 Perspectives on Outsourcing
Biopharma companies on
both sides of the Atlantic
ship more of their assay testing
to outside service providers.
Eric Langer
48 BIO Convention
Exhibitor Guide
49 Product Spotlight
50 mAb Development Update
50 Ad Index
Cover: Maria Toutoudaki/Getty Images; Dan Ward
BioPharm International is selectively abstracted or indexed in: • Biological Sciences Database (Cambridge Scientifc Abstracts) • Biotechnology
and Bioengineering Database (Cambridge Scientifc Abstracts) • Biotechnology Citation Index (ISI/Thomson Scientifc) • Chemical Abstracts (CAS)
• Science Citation Index Expanded (ISI/Thomson Scientifc) • Web of Science (ISI/Thomson Scientifc)
BioPharm International ISSN 1542-166X (print); ISSN 1939-1862 (digital) is published monthly by UBM Life Sciences 131 W. First Street, Duluth, MN 55802-2065. Subscription rates: $76 for one
year in the United States and Possessions; $103 for one year in Canada and Mexico; all other countries $146 for one year. Single copies (prepaid only): $8 in the United States; $10 all other countries.
Back issues, if available: $21 in the United States, $26 all other countries. Add $6.75 per order for shipping and handling. Periodicals postage paid at Duluth, MN 55806, and additional mailing offices.
Postmaster Please send address changes to BioPharm International, PO Box 6128, Duluth, MN 55806-6128, USA. PUBLICATIONS MAIL AGREEMENT NO. 40612608, Return Undeliverable Canadian
Addresses to: IMEX Global Solutions, P. O. Box 25542, London, ON N6C 6B2, CANADA. Canadian GST number: R-124213133RT001. Printed in U.S.A.
4
BioPharm International www.biopharminternational.com June 2015
magenta
cyan
yellow
black
ES621150_BP0615_004.pgs 05.26.2015 20:53
ADV
Perfect timing.
Every time.
Cell banking
done right.
The art of mastering cell bank production requires
expertise, innovation and exquisite attention to detail
where every minute counts. With more than 50 years
of combined experience, our passionate, and often
nocturnal, scientists obsess 24/7 to ensure your cell
banks become masterpieces. To that, we offer you:
• Direct access to your scientist for any question, any time.
www.EurofinsLancasterLabs.com
• Constant
Winner of the CRO Leadership Award for
quality, reliability, productivity and innovation.
oversight and monitoring of your cell banks.
• Continual
troubleshooting and status updates during
expansion.
For the most accomplished service in the industry,
trust our cell bank experts to be on your watch.
Leading experts in:
Chemistry
Biochemistry
Microbiology
magenta
cyan
yellow
black
Global Services:
Molecular &
Cell Biology
Virology
Method Development/Optimization
Validation/Qualification/Transfer
Product Release Testing
Stability Storage & Testing
Raw Materials Testing
Impurities & Residuals Testing
Characterization
Cell Banking
Cell Line Characterization
Viral Clearance
Bioassays
Professional Scientific Services
ES624109_BP0615_005_FP.pgs 05.29.2015 18:54
ADV
From the Editor
Your Insight Can Create Industry Benefits
F
Rita Peters is the
editorial director of
BioPharm International.
Objective,
peer-reviewed
papers and
technical articles
can help advance
biopharmaceutical
development.
DA’s Center for Drug Evaluation and Research (CDER) has been encouraging industry to invest in quality drug production methods and improve
processes, facilities, and equipment. Such advances in processing are built
on an exchange of scientific and technical information.
Players in biopharmaceutical development and manufacturing—from biopharma companies and industry suppliers—have a wealth of scientific and
technical expertise about biopharmaceutical formulation, development, and
manufacturing. Sharing this knowledge—in an objective format—is vital to
the growth and improvement of the biopharma industry.
BioPharm International was founded with the purpose of sharing information about emerging biopharmaceutical development and processing methods, technologies, and practices. With a dedication to providing objective,
informed content, the magazine and www.BioPharmInternational.com are excellent media channels for this information exchange.
Article formats vary from peer-reviewed papers, non peer-reviewed technical
papers, and business-focused articles. The editors welcome contributions from
experts in the biopharmaceutical development community, with these four
key guidelines in mind:
Objectivity. Articles and papers must be based on technical and scientific
fact, supported by references to published literature or data. Marketing-driven
content, unsupported claims, or promotional language are not acceptable in
editorial features.
Originality. Manuscripts are reviewed with the understanding that the
content has not been published previously in any format, including print or
electronic publications, conference proceedings, whitepapers, application
notes, posters, or company-created marketing or sales literature. In addition,
the submission should not be ghostwritten or under consideration for publication elsewhere, including on the Internet.
Ownership. The author must own the rights to the submitted content,
including all images, tables, and figures. Graphics from other sources or thirdparty sources will not be accepted for publication. Before a manuscript is
accepted for publication, all authors must sign a license agreement to provide
BioPharm International permission to publish the original article and its associated figures/tables in print and online. Authors retain the copyright to the
article, as it was originally submitted.
On topic. The editors seek objective articles on technical and regulatory
subjects including upstream processing functions of protein expression, fermentation and cell culture; downstream processing including separation and
purification; process development; drug formulation and delivery; validation;
GMP compliance and quality control; analytical technologies; scale-up strategies; and facilities design. The magazine also covers business topics such as
supply-chain management, sourcing and outsourcing, project management,
partnerships, and intellectual property management.
How to contribute
If you have an important technical, regulatory, or process improvement
topic to share with peers in the industry, I encourage you to share it through
BioPharm International. To learn more about contributing a peer-reviewed or
technical article, view www.BioPharmInternational.com/contribute and review
the author’s guidelines and editorial calendar. Then, send me a message or give
me a call. I would be happy to discuss your ideas for contributions. ◆
6
BioPharm International www.biopharminternational.com June 2015
magenta
cyan
yellow
black
ES621140_BP0615_006.pgs 05.26.2015 20:51
ADV
Cell Line Development in CHO, NS0 & Sp2/0
with enhanced PQA assessment for biosimilar development
Enhanced PQA assessment
Continuous assessment of product quality attributes
(PQA) during cell line development helps ensure
biosimilars retains the desired product characteristics and
function, avoiding redevelopment costs and delays to the
market. PQA assessment includes:
• Product integrity
• Product activity
• Product aggregation
• Product glycan pro7ling
• QC testing
Antitope ofers CHO, NS0 and Sp2/0
biosimilar cell line development
programmes with bespoke quality
assessment tailored to individual projects
Meeting modern expectations
Efcient production is key to biosimilar development and
Antitope has developed technologies such as Composite
CHOTM and pANT vectorsTM to ensure key cell line
development requirements can be met, including:
• High expression levels of your antibodies or proteins
• Free of animal derived products throughout the
process in a chemically de7ned medium
• Management of transfer to a GMP facility for a
smooth transition to scale-up
Visit www.antitope.com/cell-line-development
magenta
cyan
yellow
black
ES622151_BP0615_007_FP.pgs 05.27.2015 20:31
ADV
Regulatory Beat
Quality Systems Key to Lifecycle Drug Management
Regulators and industry seek to streamline and
harmonize oversight of postapproval changes.
T
he submission and review of manufacturing supplements is costly and time
con su m i ng for biopha r mace ut ic a l
companies and for regulatory authorities in
all regions, and a concerted effort is underway
to devise more efficient approaches. There’s
renewed support for developing an international
quality standard for regulating postapproval
changes. And new policies and procedures at
FDA aim to streamline oversight of manufacturing changes for firms that adopt modern production methods able to ensure the continued
safety and efficacy of products after alterations
in systems, formulations, or test methods. These developments reflect the struggle for
regulators trying to review thousands of supplements, and for manufacturers implementing
changes in products and manufacturing facilities around the world. Pfizer is involved with
some 24,000 postapproval changes a year for
its 30,000 products, noted vice-president Roger
Nosal at the April 2015 CMC Workshop sponsored by the Drug Information Association (DIA). FDA officials have long proposed that manufacturers implementing quality-by-design (QbD)
approaches and quality controls should be able
to manage postapproval changes with
less regulatory oversight. This goal
has not been realized, though, as seen
in a continued rise in manufacturing supplements that require agency
approval, and in multiple drug shortages linked to low quality manufacturing operations. T he rev iew of ma nu fac t u r i ng
supplements by the Center for Drug
Evaluation and Research (CDER)
Jill Wechsler is BioPharm has increased over the past decade,
International’s Washington editor, partly due to the practice of “lockchevy chase, Md, 301.656.4634, ing in” an applicant’s manufacturing
jwechsler@advanstar.com. process before it is fully optimized.
8
Field inspection is not connected to knowledge
gained from product review, and there can be
a significant disconnect between clinical batch
data and commercial production.
CDER’s new Office of Pharmaceutical Quality
(OPQ) seeks to tackle these problems through
more seamless integration of review, inspection,
and surveillance throughout the product lifecycle, commented OPQ deputy director Lawrence
Yu at the DIA workshop. The goal for OPQ is to
ensure that all new and generic drugs meet the
quality standards and clinically relevant specifications through pre- and post-approval. Robert
Iser, senior scientific advisor in OPQ’s Office
of Process and Facilities (OPF), acknowledged
that confusion over the level of detail needed to
support postapproval changes leads to unnecessary submission of supplements and discourages
continual improvement in drug manufacturing
processes. OPF acting director Christine Moore noted
that differing change filing requirements
among multiple health authorities are costly
and discourage adoption of “continual improvement” models. She emphasized the importance
of appropriately evaluating the potential risks
of changes and of rewarding responsible quality management by allowing manufacturers to
make changes under quality systems with little
or no prior approval. More guidance
Manufacturers have been looking for FDA to
streamline the post-approval change process
by “down-regulating” reporting requirements
for low-risk changes. Industry seeks a “do-andtell” approach that permits companies to make
changes and then list them in annual reports
or in changes-being-effected (CBE) supplements.
FDA issued a guidance in March 2014 that sought
to expand the range of manufacturing changes
BioPharm International www.biopharminternational.com June 2015
magenta
cyan
yellow
black
ES621667_BP0615_008.pgs 05.27.2015 01:32
ADV
A critical control
parameter is down.
Technician || Don R. || 4:31 PM
Is Incyte still online?
Sent 4:35 PM
Yes and cells are
growing as expected.
Technician || Don R. || 4:38 PM
Then we are OK to
keep running!
Sent 4:41 PM
Detect Process Deviations
Incyte Measures Viable Cell Density in Real Time
Incyte is insensitive to media changes, microcarriers,
dead cells and floating debris. It can be used to monitor
changes in cell physiology, cellular respiration, viral infection
timing, automated harvesting and much more.
Learn more at www.ham-info.com/0996
ELECTRIC
FIELDS
PLATINUM
ELECTRODES
VIABLE
CELLS
POLARIZE
DEAD CELLS HAVE DAMAGED
MEMBRANES AND
DO NOT POLARIZE
1-888-525-2123
www.hamiltoncompany.com
© 2015 Hamilton Company. All rights reserved.
magenta
cyan
yellow
black
ES622148_BP0615_009_FP.pgs 05.27.2015 20:31
ADV
regulatory Beat
that can be documented in annual
reports, but the list was fairly limited, and industry has found it
inconsistent and confusing (1).
In most situations it’s easier to
design a new drug than to update
existing analytical methods and
tech nolog y, noted Ga napat hy
Mohan, head of global CMC at
Merck, Sharp and Dohme. Global
approva l of a ma nu fac t u r i ng
change can take more than five
years, he said, and changing a polymer supplier or reformulating an
oral solution can be complex, particularly for products manufactured
at multiple sites that have to meet
differing regulatory requirements. FDA officials plan to try again
to offer regulatory relief in filing
supplements and also in undergoing plant inspections for those
biopharma companies that implement QbD and advanced manufacturing technologies. New draft
guidance is expected this year that
will clarify which elements of an
application are considered “established conditions” (or regulatory
commitments) and should help
manufact urers manage postap proval changes in a general way.
FDA also hopes to revise guidance
on providing CMC information
in comparabilit y protocols for
approved drugs to encourage adoption of innovative test methods
and new approaches to change
management. HarMonizing cHanges
Regulatory authorities and manufac t urers also are collaborating through the International
Conference on Harmonization
(ICH) to produce a new Q12 quality standard for managing postapproval manufacturing changes
over the lifecycle of drugs and
biologics. An ICH expert working group discussed a Q12 concept paper in Lisbon, Portugal
in November 2014, and a more
detailed proposal is scheduled
10
for further discussion at the June
ICH steering committee meeting
in Japan. The aim is to publish a
document by June 2016 that builds
on other ICH quality guidelines
to strengthen quality assurance
through harmonized management
of post-approval CMC changes. Agreement and publication of
Q12 is a high priority for both
i ndust r y a nd reg u lator s, sa id
M o h e b N a s r, v i c e - p r e s i d e n t
for CMC regulatory strateg y at
GlaxoSmithKline, a former FDA
official and rapporteur for the
Q12 working group. Nasr observed
at the DIA workshop that lack of
agreement on change management
regulation has inhibited continual
improvement and manufact uring innovation and has increased
reg ulator y work loads for both
industry and authorities. While
previous ICH quality standards
have focused on using science- and
risk-based approaches in new drug
development, the Q12 document
aims to address more directly the
commercial manufacturing phase
of lifecycle product management. A more flexible change management approach has been encouraged in the European Union as part
of an effort to reduce “variations”
that require prior approval, pointed
out Jean-Louis Robert, head of the
pharmaceutical chemistry unit at
the National Health Laboratory in
Luxembourg. Many minor changes
can be implemented under a doand-tell approach, while manufacturers contemplating more complex
changes over the product lifecycle
are encouraged to prepare a postapproval change management protocol (PACMP) to accelerate and
gain more predictability in regulatory response. PACMPs may be
appropriate for certain changes to
biological products, such as adding a new cell-culture facility, and
should be most useful for drugs
developed using QbD principles,
Robert commented. LifecycLe revieW at fda
In the US, the new OPQ structure
aims to better combine oversight
of drug development with postapproval changes to achieve a more
seamless adherence to quality standards throughout the life of a drug
or biotech therapy. OPQ’s Office
of Lifecycle Drug Products (OLDP)
now is responsible for assessing
post-approval changes for new
drugs and generic drugs, as well
as CMC submissions for generic
dr ugs. The plan is for reviewers in OPQ’s Office of New Drug
Products (ONDP) to hand off to
OLDP oversight of new molecular
entities (NMEs) after three years,
and for standard new drugs after
one year. This plan will allow the
original reviewers to evaluate initial
scale-up and formulation changes
for more innovative products. Postapproval changes for biotech therapies will continue to be managed
by OPQ’s Office of Biotechnology
Products.
A smooth hand-off from new
drugs to lifecycle is important,
commented ONDP acting director Sarah Pope-Miksinski, as is
close collaboration with Moore’s
OPF to ensure parity in oversight
of changes involving drug process,
facility, and sterility. OPF evaluates drug manufacturing process
design and controls for commercial production and participates in
pre-approval inspections to ensure
appropriate implementation of
control strategies (2). references
1. FDA, Guidance for Industry, CMC
Postapproval Manufacturing Changes To
Be Documented in Annual Reports
(CDER, March 2014), www.fda.gov/
downloads/Drugs/GuidanceCompliance-RegulatoryInformation/
Guidances/UCM217043.pdf.
2. More information on OPQ operations
provided in CDER “Pharmaceutical
Quality Oversight” report, April 2015,
www.fda.gov/downloads/AboutFDA/
CentersOffices/OfficeofMedicalProductsandTobacco/CDER/
UCM442666.pdf. ◆
BioPharm International www.biopharminternational.com June 2015
magenta
cyan
yellow
black
ES621668_BP0615_010.pgs 05.27.2015 01:32
ADV
BD Media Solutions
End-to-End Services and Support – from Research Through Commercialization
In bringing biologics
to market today,
Time, Cost and Quality
are a constant juggle.
Let us keep your process
development running smoothly.
As leaders in customizable media solutions, BD has the expertise to define the unique drivers in your cell
culture to allow for consistency in your biopharmaceutical development process. Combining this experience
with our proven methodology and analytical capabilities, our Media Enrichment, Media Design, and
Media Bioproduction Services provide a variety of solutions to meet your timeline and budget needs.
BD’s Media Enrichment Services include a supplement screening, base medium enhancement, and feed
strategy development, while our Media Design Services feature a comprehensive media library panel screen,
full base medium design and full base medium design and feed development. BD’s Scalable Bioproduction
Media Solutions offer rapid media development, pilot media production and GMP custom media production.
To learn more about BD’s Media Solutions, please call
877-272-7191 or go to www.bdbiosciences.com/advbio
BD and BD Logo are trademarks of Becton, Dickinson and Company. ©2015 BD.
magenta
cyan
yellow
black
BD
7 Loveton Circle
Sparks, MD 21152
bdbiosciences.com/advbio
ES623798_BP0615_011_FP.pgs 05.29.2015 01:29
ADV
Inside Standards
What’s In a Name? For Biosimilars, A Lot
Will biosimilars share a compendial identity like generic drugs do?
T
NamiNg for small-molecule drugs
BioPharm: What is current practice for smallmolecule generic drugs in terms of a product’s
name and its monograph? How do monograph
and name typically relate?
USP: USP’s mission is to improve global
health through public standards and related
programs that help ensure the quality, safety,
and benefit of medicines and foods. Our flagship compendia of public standards—United
States Pharmacopeia–National Formulary (USP–
NF)—play a key role in the adulteration and
misbranding provisions of US federal food and
drug law.
International Nonproprietary Names (INNs)
are given to most drugs early in the
Randi Hernandez is science editor d r ug- development process, even
at BioPharm International. though many of these drugs never
12
BioPharm International
magenta
cyan
yellow
black
www.biopharminternational.com
Whenever two products
share the same compendial
identity, they are covered
by the same monograph.
make it onto the market. The INN is established
by the World Health Organization’s expert
group on nonproprietary names. In the United
States, the United States Adopted Names Council
(USAN) next names medicinal articles, usually
also well before approval. When FDA approves a
product, it assigns an interim established name,
and generally (but not always) follows the USAN
name. While USP provides expert representation
in both INN and USAN deliberations, USP’s role
in naming comes into play after approval of a
drug, when a USP monograph is developed and
is given an official title, which then becomes the
established name for that drug.
Small-molecule generic drugs fall under the
same USP monograph and must use the same
name as the innovator product (assuming a
monograph exists for that product) because they
share the same compendial identity. Whenever
two products share the same compendial identity (meet the same identification tests and other
aspects of identity in the monograph), they are
covered by the same monograph—understanding
that the monograph tests and acceptance criteria
describe a subset of the quality attributes of the
articles in question and do not make a statement
about their regulatory status, clinical attributes,
or interchangeability, all of which are for FDA
to determine. Once a product is determined to
share the same identity as a drug recognized in
the compendium (a drug for which there is an
existing monograph), it is required to use the same
123render/E+/Getty Images
here is still some uncertainty surrounding whether a biosimilar will share the
same compendial identity—or biological
product monograph—as its reference product.
It has been reported that FDA determined that
the United States Pharmacopeial Convention’s
(USP’s) monograph for filgrastim does not apply
to the first-ever approved biosimilar product,
Zarxio (filgrastim-sndz). This determination
may ultimately factor into future FDA policy
or guidance documents on biosimilar naming.
While FDA and USP work closely on nomenclature policy, “USP naming is not directly implicated under either USP rules, or Federal law,
until a compendial standard applies to an article,” according to presentation notes from USP,
and “shared compendial identity does not necessarily imply or mandate an FDA determination
of sameness or interchangeability” (1). BioPharm
International spoke to USP to find out a bit more
about how the naming process for a drug occurs
and who truly will have the final say when it
comes to biosimilar nomenclature.
June 2015
ES621370_BP0615_012.pgs 05.26.2015 23:04
ADV
Performance. Consistency.
Homogeneity.
Cellvento™ CHO chemically
defined cell culture media.
Selecting the right medium for your cell line can
be challenging. With Cellvento™ CHO chemically
defined cell culture media, we now offer a
platform of media and companion feeds that
deliver superior cell growth and productivity for
recombinant CHO suspension cells. Our milling
and mixing expertise provides excellent powder
homogeneity and consistency for our products.
Comprehensive regulatory information on the
manufacture, characterization, and control of
our media greatly simplifies your registration
processes. The products are available in powder
and liquid form for use in batch and fed-batch
mode or perfusion applications.
For more information, visit:
www.emdmillipore.com/cellvento
EMD Millipore Corp. is a subsidiary of
Merck KGaA, Darmstadt, Germany
EMD Millipore and the M mark are registered trademarks of Merck KGaA, Darmstadt, Germany.
Cellvento is a trademark of Merck KGaA, Darmstadt, Germany.
© 2015 EMD Millipore Corporation, Billerica, MA, USA. All rights reserved.
magenta
cyan
yellow
black
ES622485_BP0615_A13_FP.pgs 05.27.2015 23:32
ADV
Be a superhero.
You can with our unmatched
chromatography portfolio.
Process scale chromatography can be challenging –
even for a superhero. But with the broadest portfolio
of chromatography resins, columns, and unparalleled
support from Merck Millipore, you can make it happen.
Whether you’re tackling higher and higher titers, racing
the clock, or conquering bottlenecks, we can help
you be the superhero.
Affinity. Ion Exchange. Reversed Phase. Expertise.
Your cape is waiting at
www.merckmillipore.com /chromatography
Learn more about our new
Chromabolt® prepacked columns at:
www.merckmillipore.com/Chromabolt
Merck Millipore, the M logo and Chromabolt are registered trademarks of Merck KGaA, Darmstadt, Germany. © 2015 EMD Millipore Corporation, Billerica, MA USA. All rights reserved. PS-SBU-13-09113. 2/2015
magenta
cyan
yellow
black
ES624282_BP0615_B13_FP.pgs 05.29.2015 21:34
ADV
Inside Standards
monograph title (the official title) as
its non-proprietary name, unless FDA
chooses to establish a different name
via regulation. Conversely, if a drug
does not share the same identity as a
drug recognized in the compendia, it
must use a ‘clearly distinguishing and
differentiating name.’ For details, see
21 Code of Federal Regulations 299.5.
Name deSIgNatIoN
BioPharm: Who has the final
say when it comes to naming?
USP or FDA?
USP: FDA has the final say, but
only if it chooses to establish a name
via notice and comment rulemaking. Under section 502(e) of the Food
Drug and Cosmetic Act (FDCA), a
drug is misbranded if its label does not
include the ‘established name’ of the
drug and of each ingredient. Section
502(e) specifies that the ‘established
name’ of a drug or ingredient is:
(A) The official name designated by
FDA in accordance with section
508 of the FDCA;
(B) The official title used for the
drug or ingredient in an official compendium such as USP or
NF, if FDA has not designated a
name under; or
(C) If no name has been established
under (A) or (B), the common
or usual name of the drug or
ingredient.
Under this provision, unless FDA
has designated an ‘official name’
under section 508, the ‘official title’
used in the USP–NF becomes the
established name. In order to designate an official name under section
508, FDA must go through a multistep process including rulemaking,
and it has never done so. Recent case
law confirmed that while FDA might
assign a name upon drug approval,
this name is considered an ‘interim’
established name until an established
name is provided in the USP–NF.
(Novartis v. Leavitt, 435 F.3d 344) (2).
BioPharm: Will naming conventions for biosimilars merely be suggestions, or will they be enforceable by law?
14
BioPharm International
magenta
cyan
yellow
black
USP: The statutory and regulation
provisions described previously relating to naming apply the same way
to biosimilars as they do to other
drugs, and USP’s role in establishing
standards and names for products
similarly is the same with respect to
biosimilars as it is for other drugs.
USP has no role in enforcement,
which falls under the purview of
FDA and other regulatory bodies.
BioPharm: How will the naming of a biosimilar interplay with an
innovator product’s monograph?
USP: As stated previously, if two
products share the same compendial identity, they must use the same
monograph title as their nonproprietary name. This is true for all drugs
regardless of their regulatory status;
as noted previously, compendial
identity speaks to common quality
attributes and does not make any
statement about regulatory status.
RefeReNceS
1. M.B. Van Hook, “Role of USP Quality
Standards in the Nonproprietary Naming
of Biologic Drugs,” webinar on Biosimilar
Naming & Substitution through FDLI–
Food and Drug Law Institute, March
10, 2014, www.fdli.org/docs/defaultdocument-library/combinedvan-hooknaming-slides.pdf?sfvrsn=0, accessed
April 10, 2015.
2. Novartis v. Leavitt, 435 F.3d 344 (2006),
www.gpo.gov/fdsys/pkg/USCOURTScaDC-04-05414/pdf/USCOURTScaDC-04-05414-0.pdf, accessed April
13, 2015. ◆
The Alliance for Health Reform Hosts Expert Panel on Biosimilars
The Alliance for Health Reform hosted an event on the topic of biosimilars on May
20, 2015 featuring panelists from FDA, Amgen, and Hospira. The presentations at
the meeting centered specifically around naming, extrapolation, and the coding and
reimbursement of these biologic products.
There is concern that the unique naming of a biosimilar will put it at a disadvantage
to innovator products, said Sally Howard, JD, deputy commissioner for policy,
planning, and legislation at FDA at the event. She said a naming policy from FDA
will be released in late 2015, but reminded the audience that levers outside of FDA
control—such as payers, formularies, and state pharmacy substitution laws—could
influence biosimilar adoption as well. Sumant Ramachandra, MD, PhD, senior
vice-president and chief scientific officer of Hospira, said that Hospira supports
the use of the same international non-proprietary name (INN) for biosimilars, and
that the use of unique INNs would add more complexity and is “not recommended.”
Pharmacovigilance can exist in the absence of unique INNs, Ramachandra said; this
has already been the case in European markets.
When asked by an audience member if INNs should apply retrospectively, Howard
said this issue is something FDA is struggling with and is the reason “why you don’t
see a naming guidance out yet.”
While Geoff Eich, executive director, external affairs for Amgen Biosimilars said,
“I don’t need the reference product to have a change in its name,” Ramachandra
commented, “if there is going to be a change of policy, it should encompass the field.”
He said that if additional qualifiers for biosimilars are added, to keep the field “even
and competitive,” reference products should have qualifiers as well.
When it comes to naming, a major concern is how a biosimilar will be identified
when there are adverse events. Eich said that pharmacists report 5% or less of
adverse events to FDA and that a disproportionate majority of reporting is from
patients or other healthcare providers. Eich said that accurate patient histories are
a must, and that early adoption of biosimilars will rely on “credible transparent data.”
–Randi Hernandez
www.biopharminternational.com
June 2015
ES621712_BP0615_014.pgs 05.27.2015 01:59
ADV
Emergent Contract Manufacturing:
Enhancing Life in Every Single Dose
Pre-Clinical
Development
BDS
Manufacture
Lyo Cycle
Development
Emergent BioSolutions has a proven
track record as a world-class provider
of contract manufacturing services for both
bulk drug substances and sterile injectable
drug products. Our team has successfully
launched 20 commercial products and
developed/manufactured over 200
clinical candidates for our clients.
Aseptic
Fill/Finish
Clinical
& Commerical
Emerging Capability
State-of-the art fexible single-use facility
enables turnkey upstream and downstream
solutions for clinical and commercial scale
biopharmaceutical drug development.
info_contractmanufacturing@ebsi.com | 1 800 441 4225 | emergentcontractmanufacturing.com
magenta
cyan
yellow
black
ES623789_BP0615_015_FP.pgs 05.29.2015 01:29
ADV
Perspectives on Outsourcing
Another In-House Operation Gets Outsourced
Biopharma companies on both sides of the Atlantic ship
more of their assay testing to outside service providers.
16
BioPharm International
magenta
cyan
yellow
black
www.biopharminternational.com
tr y cited “analy tical testing: other bioassays.” This percentage was double the share
of respondents indicating they expect greater
levels of fill/finish outsourcing (19.7%), the
next highest activity in terms of future outsourcing growth. Beyond assay testing and
fill/finish, other activities in the top five for
f uture outsourcing activit y include downstream process development, validation services, and API biologics manufacturing (see
Figure 1).
Bioassay testing stands out
relative to 24 other common
bioprocessing activities.
Furthermore, of the 10 most popular activities projected for future outsourcing growth,
only three were cited by a higher share of
respondents in 2015 compared to 2014. Aside
from bioassay testing (40.9% vs. 33.9% in
2014), the others were cell-line development
and upstream process development, each
with only slight increases. In other words,
while enthusiasm for outsourcing appears to
have flattened out for most activities, it’s still
going strong for analytical testing of bioassays.
Most likely, this may be the result of continued outsourcing of analytical methods
based on the need to have costly, high-maintenance equipment in almost constant operation, as well as the need for specialized staff
able to run the assays and prepare the requisite regulatory filings, which may occur only
intermittently.
Don Farrall/Getty Images
A
number of recent workforce surveys
have shown that professional workers are continuing to put in longer
hours. The Great Recession is partly to blame;
professional workers were laid off, and those
remaining today continue to do the work of
two or more. But as the global economy has
improved, the number of employees has not. Therefore, to get the needed productivit y,
outsourcing is becoming a standard strategy. Biopharmaceutical manufacturers
already outsource plenty of activities, and
they’re clearly indicating this trend is not
likely to be reversed. According to BioPlan
Associates’ 12th Annual Report and Survey of
Biopharmaceutical Manufacturing Capacity and
Production (1), the push to outsource is being
institutionalized. Non-core functions, such
as assay testing, are a bellwether: Once again,
the industry has voted this activity the most
likely to be dumped.
Each year, BioPlan’s survey brings in more
than 200 qualified biopharmaceutical manufacturers who share their perspectives on
market trends and opportunities. Back in
2012, the survey showed a large jump in the
share of survey respondents who
projec ted sig n if ica nt ly g reater
levels of outsourcing of bioassay
testing. Since then, this has consistently ranked as the top area of
projected outsourcing increases.
In the 2015 sur vey, however,
bioassay testing stands out relative to 24 other common bioprocessing activities. Indeed, when
respondents were asked which
Eric Langer is president of activities will be outsourced at
BioPlan Associates, sig n i f ic a nt ly h ig he r le ve l s at
tel. 301.921.5979, t hei r fac i l it y du r i ng t he ne xt
elanger@bioplanassociates.com. 24 months, 40.9% of the indus-
June 2015
ES621711_BP0615_016.pgs 05.27.2015 01:59
ADV
Predictable process scaling.
Xcellerex™ bioreactor platform.
Xcellerex XDR systems offer the benefits of single-use technology in a stirred-tank
bioreactor design. Developed for scalability and robustness, the XDR platform
provides the performance and flexibility needed from process development to
large-scale biopharmaceutical manufacturing.
upstream
downstream
single-use
services
When you need a flexible and scalable cell culture solution, we are a partner
like no other.
GE works.
www.gelifesciences.com/BioProcess
GE and GE monogram are trademarks of General Electric Company. Xcellerex is a trademark of General Electric Company or one of its subsidiaries.
© 2014 General Electric Company - All rights reserved. First published Oct. 2014.
GE Healthcare Bio-Sciences AB. Björkgatan 30, 751 84 Uppsala, Sweden
29-1333-79 AA 10/2014
magenta
cyan
yellow
black
ES622150_BP0615_017_FP.pgs 05.27.2015 20:31
ADV
Perspectives on Outsourcing
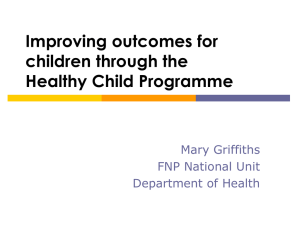
Figure 1: Selected activities: Future outsourcing growth.
Outsourcing activities projected to be done at
‘signifcantly higher levels’ in future
“Which activities will be done at signifcantly higher levels
at your facility over the next 24 months?”
(Where will the greatest changes occur? - % Indicating)
40.9%
Analytical testing: Other bioassays
Fill/Finish operations
19.7%
API biologics manufacturing
16.7%
Validation services
16.7%
Downstream process development
Cell line development
16.7%
15.2%
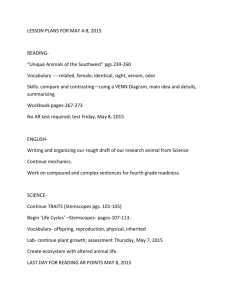
Figure 2: Average percentage of activity outsourced.
Estimated average percentage of activity outsourced
by facilities
“How much outsourcing of the following activities is done by your facility today?”
(Approx percent of activity currently outsourced)
34.5%
Fill/Finish operations
27.2%
Analytical testing: Other bioassays
26.1%
Testing: Toxicity testing
22.4%
Plant maintenance services
18.5%
API biologics manufacturing
US vS. EUrOPEAn
OUtSOUrcing Of ASSAyS
Staffing requirements may be a
larger influence in Europe than
in the United States. In the 2014
study, Western European respondents were twice as likely as US
respondents to report difficulties
in hiring high-tech assay staff
(15.8% vs. 7.3%) at their facilities. Perhaps it’s not a coincidence
that in the 2015 survey, European
respondents were pa r t ic u la rly
enthusiastic about future outsourcing of assay testing, at almost four
times the rate of any other activity.
While this activity was also projected for future increases by the
largest proportion of US respondents, it didn’t distance itself from
the pack at nearly the same level.
18
BioPharm International
magenta
cyan
yellow
black
Future increases in outsourcing
of assay testing may also be due
to most companies currently only
outsourcing this activity to a minor
degree (see Figure 2). While assay
testing is again the most commonly outsourced activity, it tends
to be outsourced at fairly low levels in relation to other activities. A
look at the five most commonly
outsourced activities reveals that:
• Approximately 86% of respondents are outsourcing analytical testing of other bioassays
to some degree, and an average
of 27% of these operations are
outsourced.
• 73% are outsourcing validation services, with an average
of 18% of this activity being
outsourced.
www.biopharminternational.com
• An equal 73% are outsourcing
some fill/finish services, but
with these respondents estimating outsourcing an average of
35% of these operations overall.
• Some 72% outsource toxicity
testing, for an average of 26%
outsourced. T he s e r e s u lt s i nd ic ate t h at
while toxicit y testing is a less
commonly outsourced activ it y,
it is outsourced on average to
almost the same degree as assay
testing. Meanwhile, more than
one-third of facilities’ fill/finish
operations are currently being
outsourced, despite nearly threequarters outsourcing this activity
to some degree.
While toxicity testing
is a less commonly
outsourced activity,
it is outsourced on
average to almost
the same degree
as assay testing.
As such, the increase in future
assay testing outsourcing may be
the result of those already outsourcing this activity planning
to do so at higher levels in the
future.
trEndS in OthEr
OUtSOUrcing ActivitiES
The BioPlan survey shows that
the popularity of some outsourcing activities has flattened out, a
fairly understandable result given
the extent of growth witnessed
in recent yea rs. Some notable
June 2015
ES621713_BP0615_018.pgs 05.27.2015 02:00
ADV
Perspectives on Outsourcing
declines in terms of outsourcing popularity
include toxicity testing (72% outsourcing to
some degree, down from 87% in 2014) and
fill-finish operations (73%, down from 80%
in 2014). Still, higher proportions of respondents this year reported having outsourced
activities including:
• contract research–laboratory
(66%, up from 59%)
• project management services
(52%, up from 43%)
• downstream process development
(41%, up from 36%).
In terms of outsourcing levels, most activities appear to be outsourced to a slightly
lesser degree in 2015, with the only standouts
in terms of decreased levels being toxicity
testing (26.1% of these activities on average
being outsourced, down from 35.4%) and cell
line stability testing (13.4% on average, down
from 19.6%). Nevertheless, for the most part,
reported levels of outsourcing are in the range
set in prior years.
level of spending increase, though most of those will
be limiting their increases to less than 25%. Overall,
it is estimated that spending on outsourcing of R&D
and manufacturing will grow by 13% in 2015; this is a
healthy growth rate, and it’s consistent with the growth
in overall biopharmaceutical sales. While some increases in outsourcing budgets are targeting the more common outsourced services, such as
assay testing and fill/finish operations, other activities
are showing increasing importance, such as DoE and
quality by design. These activities represent smaller
budgets, so in years to come, their growth rate may
likely be even greater than the big-ticket outsourcing
activities.
rEfErEncE
1. BioPlan Associates, 12th Annual Report and Survey of
Biopharmaceutical Manufacturing Capacity and Production
(Rockville, MD, April 2015), www.bioplanassociates.com/12th ◆
Join the discussion
Which activity has your company previously performed in-house that is now
outsourced? Has outsourcing this activity benefted your processes?
Post your comments on www.biopharminternational.com/linkedin
to join the conversation.
it is expected that the slight
dip in levels of validation
services being outsourced
will be temporary.
Additionally, it is expected that the slight
dip in levels of validation services being outsourced will be temporary, as the increasing
penetration of single-use devices will likely
spu r more spend ing in t h is a rea. Fina lly,
wh i le more resp ondent s a re out sou rc i ng
design of experiments (DoE), this activity is
being outsourced to a lesser overall degree,
suggesting that companies newly outsourcing
this quality activity are testing the waters. cOncLUSiOn
A lt hough su r vey resu lts sug gest t hat t he
market g row th for outsourcing of cer tain
activities is flattening, the overall outsourcing market appears to be healthy, as many
respondents predict spending increases to
come. In fact, a slight majority forecast some
June 2015
magenta
cyan
yellow
black
www.biopharminternational.com
BioPharm International
ES621720_BP0615_019.pgs 05.27.2015 02:00
19
ADV
Scale-up and tech transfer
advanced technologies facilitate
Scale-up and technology transfer
Cynthia A. Challener
Maria Toutoudaki/Getty Images/Dan Ward
Single-use
and modular
technologies
plus continuous
manufacturing
are increasingly
important to
biopharma
scale-up and
tech transfer.
I
t is hard to believe, but the biopharmaceutical industry is already
old enough to have aging facilities that are decades old. FDA’s
focus on the need for updates is creating both opportunities and challenges
for biologics manufacturers involved in
the scale-up and transfer of production
technologies. Single-use and modular
technologies, along with continuous
processing approaches, are helping the
industry both modernize old processes
and facilities and minimize the risks
associated with making significant
changes to existing systems.
Cynthia A. Challener, PhD,
is a contributing editor to
BioPharm International.
20
aging facilitieS
attract fda attention
Just as time passes more quickly as
people age, it seems time goes by more
rapidly as industries mature. While the
biopharmaceutical industry is young
compared to the small-molecule pharmaceutical sector, it has been of significance for several decades. Some of the
processes that are running today utilize
the technologies developed when the
industry was first established. “Many
of these processes were licensed long
ago and are quite complex, contain
open steps, and are inefficient in many
places,” notes Parrish Galliher, CTO of
BioProcess Upstream at the Life Sciences
business of GE Healthcare.
FDA has recognized the need to
upg rade these older processes and
facilities and is imposing updates (1).
Equipment suppliers are working closely
with biopharmaceutical manufacturers to develop plans for implementing
BioPharm International www.biopharminternational.com June 2015
magenta
cyan
yellow
black
ES621368_BP0615_020.pgs 05.26.2015 23:04
ADV
Fuel
SUPER powerful
advances.
Biotech is more than just a job. It’s a mission to feed, fuel and heal the world. And there’s no
better place to connect with biopharma’s top people and most innovative technologies than
at BIO 2015. The ideas and information shared at BIO go beyond professional development.
You’ll experience powerful business partnering, benefit from invaluable education sessions
and have the chance to network with 15,000 of the industry’s best and brightest. See how
the everyday becomes extraordinary — at BIO 2015.
Register today at convention.bio.org #BIO2015
SUPERcharge your BIO experience.
convention.bio.org
magenta
cyan
yellow
black
ES622152_BP0615_021_FP.pgs 05.27.2015 20:31
ADV
Scale-up and tech transfer
the needed changes. “This situation provides a great opportunity
to update those systems, facilities,
and practices, but also presents the
challenges associated with changing any process, including the risk
of affecting product quality in
some way. Fortunately, by working
closely with tools and technologies
suppliers and the regulators, biopharmaceutical manufacturers are
better positioned to overcome such
challenges,” Galliher asserts.
Single-uSe SolutionS
One of the most efficacious ways
to reva mp older processes as
required by FDA is to upgrade with
single-use technologies, according
to Helene Pora, vice-president of
single-use technologies at Pall Life
Sciences. “Single-use systems have
proven to not only reduce capital investment, but also minimize
turndown time, resulting in more
effective and higher-quality manufacturing processes for scale-up
and tech transfer,” she states. In
fact, biopharmaceutical contract
manufacturers routinely assess
single-use technologies as options
when new equipment is introduced
to meet a process need, according
to Paul Bird, head of the manufacturing engineering group at
Fujifilm Diosynth Biotechnologies’
Billingham, UK site.
Fujifilm develops and manufactures biologics using both microbial and mammalian production
systems, and although single-use
technolog y is a relatively new
introduction, it has had an impact
on mammalian manufacturing at
the company. Mammalian cultures
do not tend to be intensive; they
do not have high oxygen demand
and do not grow in very high cell
densities, Bird explains. In addition, the culture growth takes place
over a long period of time. As a
result, a reactor for mammalian cell
culture is not required to have high
heat removal or provision for high
22
oxygen supply; as such, single-use
systems are well suited.
The situation is different for
m ic robi a l c u lt u r e s b a s e d on
Escherichia coli and yeast, for example. These processes have high
growth rates and densities, and thus
the demand for oxygen is high,
making it difficult to replicate a
high-productivity process in a disposable reactor, according to Bird.
“Because these cultures require very
good heat removal, high oxygen
transfer, and other rigorous conditions, stainless steel tends to remain
the best possible option for microbial processes today,” he notes.
Advances in single-use technologies
designed specifically for microbial
systems may, however, lead to their
greater use in the future.
Galliher agrees that single-use
technologies are not a panacea for
the upgrading of older processes.
“Most older facilities use stainless-steel manufacturing systems,
so the conversion to disposable
technologies is not automatically
straightfor ward,” he obser ves.
When single-use systems are chosen, however, he adds that they
are fairly rapid to install and startup, particularly relative to older
legacy technologies, so the impact
on facilities and utilities support
systems is minimized. In addition,
because the running costs are less
for single-use systems, they can be
considered enabling technologies.
Modular approach
proveS flexibility
While modular systems are a wellestablished concept a nd have
been available in some form for
several decades, they are attracting increasing attention in the
biopharmaceutical industry today.
In fact, the increasing availability of modular processing units is
bridging the gap for many manufacturers with both established
traditional facilities and new sites
under construction, according to
Pora. “For established facilities,
modular processing units enable
a quick and easy transition to the
hybrid facility format, while for
new facilities, they are making the
fully flexible single-use facility a
reality,” she says.
The popularity of modular systems is not just being driven by
FDA mandates; Pora also notes that
manufacturers have realized that
modular solutions can help them
overcome bottlenecks and become
more efficient with less investment
of time and money.
T he global interest in standardizing facilities, harmonizing
designs, and moving to a distributed facility model with a series of
smaller identical facilities around
the world is also driving interest in modular systems. “For this
model to be successful, the facilities need to be identical in order to
facilitate tech transfer, documentation, training, and essentially
everything that needs to be commissioned to run these facilities
in remote territories. Due to this
trend, the demand for duplicate
cookie-cutter-type modules has
increased,” Galliher comments.
Another trend driving interest
in modular technologies is a reduction in production volumes due
to the switch to distributed production, increasing yields, and the
trend towards personal medicine.
“Smaller facilities require smaller
production systems, which makes
modularity increasingly possible,”
says Galliher. He does note, however, that modularity will compete
with stick-built facilities in places
where labor is cheap. “Companies
will have to consider the quality
standards they want to reach and
whether modules already constructed to meet cGMP and other
industry requirements will better
meet their needs,” he adds.
Modular technologies are also
increasingly available on the production equipment level and are
BioPharm International www.biopharminternational.com June 2015
magenta
cyan
yellow
black
ES621482_BP0615_022.pgs 05.26.2015 23:35
ADV
Scale-up and tech transfer
used to build systems and processes that are identical in different locat ions, wh ich aga in
simplifies maintenance, documentation, training, and validation.
“The modular nature of machinery makes modifying or adding
options possible; their plug-andplay designs allow for easy modification with additional or different
functions,” Galliher observes.
Fujifilm is a good example of a
biopharmaceutical manufacturer
that is taking advantage of modular production systems. In particular, the company designed a
single system for the final bulk
f illing of cGM P produc ts that
replaces numerous existing filling
systems. “By adopting a modular
technology approach, we generated a unique capability for biologic drug product filling that for
the first time provides f lexible
a nd adapt ive ma nu fac t u r ing,”
asserts Bird. He notes that the
system is flexible because the production process supports bespoke
op e r at ion s me et i ng c u stome r
requirements in full, and adaptive because the modular nature
of the system enables point-ofu se i nc rea ses or de c rea ses i n
production capacity. “This ambitious project has extended the
benefits for the most critical unit
operation—f inal bulk f illing—
and has standardized the operator experience without impacting
the flexibility to meet customer
requirements,” he adds.
Consistent, flexible, yet rigorous
business processes that introduce
dependable operations on-time
and in full are necessary for effective technology transfer, according
to Bird. “In addition to effective
technology transfer between R&D
sites and various business units,
companies must have the ability to
site, develop, and deliver into manufacturing correctly the first time.
The collaboration of highly motivated and highly skilled people
across multiple programs of activity is the key to success in both
areas,” Bird states.
As one example of how Fujifilm
is using technology to address current challenges, Bird cites the company’s “TAG” system for digitally
managing the capture, conveyance,
and retention of manufacturing
knowledge to improve technology
transfer, which provides controlled
publication and distribution of
manufacturing system standards
and operational best practice. Scale-down Modeling
for SucceSSful Scale-up
and tech tranSfer
One of the benefits of the use of
smaller production facilities is a
reduction in the scale-up factor
for many biopharmaceutical processes. No longer are manufacturers required to scale-up from the
lab to 20,000 L; more commonly
processes are scaled up to 2000
or sometimes 5000 L. As a result,
scale-up is less of a technological
leap and therefore more predictable and lower-risk than in the
past, according to Galliher.
The use of scale-down modeling, in which a large-scale system
is reverse-engineered down to the
lab scale so that it can be operated
to model the large-scale process,
has also significantly reduced the
difficulties associated with process scale-up. With this approach,
data that are representative of large
process behavior can be collected
early in the development process
and at lab-scale costs, according
to Galliher. He adds that betterdesigned model bioreactor, chromatography, and filtration systems are
allowing for even smoother scaleup and tech-transfer operations.
Raw material choices are also
being adjusted to improve scale-up
processes. “Instead of buying small
amounts of lab quality reagents and
then moving to large-scale suppliers once a process has been devel-
oped, today some manufacturers
are beginning the development
process with materials purchased
from their eventual large-scale suppliers. This approach eliminates the
need to change their raw materials
at the point of tech transfer and
scale-up and thus avoids any potential impact on performance and
product quality,” Galliher explains.
continuouS proceSSing
haS potential to
overcoMe Scale-up
and tech-tranSfer iSSueS
The adoption of continuous processes and intensified manufacturing may have a significant impact
on technology transfer and process scale-up. Pora believes that
single-use technologies can also be
aligned with the concept of continuous processing to address scale-up
issues. “Many of the recent investments at Pall have been driven by
this expectation, and our new single-pass tangential flow filtration
modules and systems and inline
concentrator are examples of technologies that have resulted from
our recent efforts,” she says.
Galliher sees both advantages
and disadvantages associated with
continuous processing, and he
remains uncertain whether these
techniques and technologies will
graduate to the commercial manufacturing stage. He does, however,
believe that with their knowledge
and skills, service providers can
support biopharmaceutical manufacturers with the assessment of
these new technologies and help
them with scale-up and tech transfer into their own facilities. “When
you drill down,” concludes Pora,
“the particular challenge is reducing complexity.”
referenceS
1. J. Wechsler, “Modern Manufacturing
Systems Key to FDA Quality
Initiative,” Pharmaceutical
Technology 39 (4) 2015. ◆
June 2015 www.biopharminternational.com BioPharm International
magenta
cyan
yellow
black
ES621374_BP0615_023.pgs 05.26.2015 23:04
23
ADV
Downstream Processing
Sterile Filtration Techniques for
Optimal Microbial Retention
Ashley Roberts
Removal of
microorganisms
is crucial when
working with
biologics.
Sterile filtration
offers a
reliable, safe,
and effective
way to ensure
product
integrity.
24
I
n many circumstances, sterile filtration is necessary to remove particles or microorganisms that may
affect the safety or efficacy of a biologic. Various processes and tests can be
implemented to ensure that filtration is
successful. BioPharm International spoke
with Dr. Jens Meyer, product manager,
filtration technologies at Sartorius Stedim
Biotech; Cindy Neeley, PhD, application
scientist at Thermo Fisher Scientific; and
Tom Watson, global product manager at
Pall Corporation, about ensuring filter
validation, determining the correct filter
pore size, and the importance of keeping
filtration processes up to date.
THE FILTRATION PROCESS
BioPharm: How can one ensure that all
sterile filtration equipment and processes are up to date?
Meyer (Sartorius Stedim Biotech): Because
sterilizing-grade filters consist of a very
thin membrane that functions as a sterile
barrier, any mechanical impact must be
avoided as much as possible. In addition,
wetting of a filter membrane plays a crucial role in integrity testing. Due to limitations on temperature and differential
pressure, all sensors need to be routinely
calibrated and checked. Obviously, the
entire equipment and product-contacted
surfaces have to be steam-sterilized before
starting a filtration run.
Neeley (Thermo Fisher Scientific): A welldesigned filtration system begins with
choosing a filtration membrane appropriate for your fluid. Differences in how
a filter is manufactured, the material
components used, and how it performs
will have a direct impact on your work.
Always double-check the type of containers you entrust with valuable samples and
solutions. Storage bottle and cap systems,
such as the Thermo Scientific Nalgene
bottles and caps, are constructed to minimize gas permeability and maintain sample integrity over time.
Watson (Pall Corporation): Given the
continuing and rapid adoption of single-use systems, it is important that any
filters currently being tested at benchtop or pilot scale are available in configurations that are compatible with
gamma irradiation. Their performance
should be validated by the filter supplier, and any process-specific filter
validation studies should be performed
using filters that have been sterilized by
the method intended at process scale.
From an applications standpoint,
newer, complex parenteral formulations
using nanoparticles and liposomes tend
to be harder to filter than traditional
formulations. For those engaged in the
manufacture of hard-to-filter formulations, it is worthwhile to identify a sterilizing-grade filter that will have good
throughput capacity for these fluids. It’s
also critically important to ensure that
bacterial retention is confirmed early
through filter validation studies.
In addition to securing a reliable sterilizing-grade filter, it can be useful to work
with suppliers who can offer state-of-theart integrity test equipment, a whole suite
of complementary single-use technologies combined with systems know-how
and a high level of validation expertise.
BioPharm: What methods are used to
determine the pore size of a filter needed
to thoroughly remove all microorganisms?
Meyer (Sartorius Stedim Biotech):
According to a current American Society
for Testing and Materials (ASTM) standard
(F838-05), a sterilizing-grade filter must
completely retain Brevundimonas diminuta
microorganisms when challenged with
107 bacteria per cm² of filtration area.
Standard integrity tests applied by end-
BioPharm International www.biopharminternational.com June 2015
magenta
cyan
yellow
black
ES621172_BP0615_024.pgs 05.26.2015 20:53
ADV
Downstream Processing
users, such as the bubble point or
diffusion tests, have to be correlated
with the bacterial challenge tests. In
principle, porometric investigations
can be used to confirm a filter’s pore
size distribution around 0.2 µm. For
mycoplasma retention, 0.1-µm-rated
membrane filters are used.
Neeley (Thermo Fisher Scientific):
At Thermo Scientific, membrane
bacterial retention tests are performed to determine the microbial retention capabilities of a filter
with a certain pore size. Following
a challenge of microorganisms of
a certain level, the microorganisms are recovered from the filtrate
and counted after an incubation
per protocol (e.g., ASTM F838-05).
The 0.2-μm filters typically used
to remove bacteria are certified to
retain a challenge of 1 x 107 colonyforming unit (CFU)/cm2 B. diminuta.
Watson (Pall Corporation): The
method used to determine whether
or not a sterilizing-grade filter of a
given removal rating will produce a
sterile effluent in a manufacturing
process is a process-specific bacterial challenge study. Ahead of such
a study, it is recommended that
the filter end-user begin with the
selection of a filter that has been
validated by its manufacturer as
retentive for B. diminuta in accordance with test method ASTM
F838-05 at a challenge level of 107
CFU per cm 2 effective filter area.
Typically, filters rated at 0.2 µm and
0.1 µm sterilizing-grade make this
generic microbial retention claim.
The subsequent process-specific
bacterial challenge study, performed
with an appropriate challenge
organism at the same challenge
level, yet under ‘worst-case’ operating conditions, can confirm whether
or not a selected filter will deliver a
sterile final drug or vaccine product.
THE USE OF MULTIPLE FILTERS
BioPharm: What are the advantages
and disadvantages of using multiple filters?
Meyer (Sartorius Stedim Biotech): In
most cases, a single filter sufficiently
ensures the sterility of a final product. For fluids containing particles,
a cascade of prefilters and final filters increases filtration capability.
Redundant filtration using two sterilizing-grade filters sequentially is often
believed to prevent the loss of a product batch if one filter fails an integrity
test. However, this approach increases
safety at the expense of filtration performance, which is lowered due to
loss of pressure across the first filter.
Neeley (Thermo Fisher Scientific):
Manufacture certification guarantees removal of microorganisms to
a certain level, even with a single
filtration process. Within the manufacturer’s guidelines, single-filter
filtration can be effective, economical, and environmentally friendly.
Multiple filters should be used if
the filtration volume or bioburden exceeds the capacity recommended by the manufacturer for a
single filter.
Watson (Pall Corporation): The additive effect of multiple filters can have
a positive impact on process cleanliness and safety. In the case of sterilizing-grade filters used in parenteral
fill/finish applications, multiple filters (i.e., two or more identical filters
positioned sequentially in a system)
may be installed for different purposes. In some cases, two identical
sterilizing-grade filters may be necessary because a single sterilizing-grade
filter may not be able to achieve
complete bacterial retention during
process-specific validation studies.
In such ‘serial filtration’ or ‘double
filtration’ set-ups, both filters would
be expected to pass an integrity
test for batch release. Alternatively,
a sequence of identical filters can
incorporate a redundant filter. For
example, in a process where a single
sterilizing-grade filter has been validated to produce a sterile effluent, a
redundant filter would be a duplicate
of this, installed in-line.
Aside from the direct cost implica-
tions of using multiple filters, there
are further considerations around the
impact of extractables, adsorption,
and integrity testing complexity.
However, concerns over increasing
costs and other factors should not
detract from the economic and safety
benefits that can result from more
intensive filter usage. A risk-based
approach with support from filter
suppliers may help the filter user
arrive at the appropriate filtration
schematic, with the appropriate balance of safety and economy.
COMPATIBILITY TESTS
BioPharm: What tests, if any, are
conducted to determine the compatibility and interactions between
the end product and filter?
Meyer (Sartorius Stedim Biotech):
The chemical compatibility of the
different membrane materials and
of the most frequently used product ingredients is known and
published by filter suppliers. If compatibility with a particular ingredient
is unknown or doubtful, specific tests
can reveal structural changes to the
membrane, the effects on integrity
test values, or the potential impact
on a membrane’s bacterial retention. Process-specific filter validation
allows identification of potential
effects on the final product, such as
by verifying the concentration of the
ingredients in the first vials.
Neeley (Thermo Fisher Scientific):
In general, binding tests are performed to ensure that the filter membranes do not remove any valuable
components from the end product
(e.g., the protein). Extractable and
leachable tests of the filter membrane ensure the end product is not
contaminated with the filter material. A chemical compatibility test is
crucial to meet the requirements of
organic solvents, or certain pH conditions. Furthermore, flow-rate tests
are important for filtering fluids with
high viscosity.
Continued on page 49
June 2015 www.biopharminternational.com BioPharm International
magenta
cyan
yellow
black
ES621743_BP0615_025.pgs 05.27.2015 02:14
25
ADV
Multivariate data analysis
use of Multivariate data
analysis in Bioprocessing
Anurag S. Rathore
and Sumit K. Singh
The authors
review major
developments
in use of
MVDA in
bioprocessing
applications.
Anurag S. Rathore (pictured) is a
professor, and Sumit K. Singh is a
graduate student, both at the department
of Chemical engineering, indian institute
of technology, new delhi, india.
26
T
he ever increasing demand
of biotherapeutics, together
with the pressure to contain
healthcare costs have motivated biotech manufacturers to focus
on process optimization (1). Of a variety of approaches, use of advanced
sampling techniques, new sensor technologies, and analyzers has emerged as
a topic of interest to the scientific community at large (2). Implementation
of these tools, however, inadvertently
results in large complex datasets with
underlying multivariate interactions.
Further, any optimization efforts targeted to improve produc t y ield or
productivity need to be carefully monitored for any possible negative impact
on a product’s safety and/or efficacy.
To achieve this, a tool that can effectively deal with these complexities and
extract the relevant information from
these highly correlated multivariate
data sets is required. Multivariate data
analysis (MVDA) has emerged as a significant enabler in this regard (3–5). A thorough search on use of MVDA
reveals its applicabilit y in fields as
diverse as polymers, semiconductors,
food, and environment (6–8).
T he biopha r maceut ica l indust r y,
however, has accrued greater benefits
as ev idenced by publications highlighting the use of MVDA tools both
in upstream as well as downstream
processes (9). This is in part because
of the inherent complex nature of the
datasets generated by the biopharma
i ndu st r y t hat ma ke e x t rac t ion of
meaningful and relevant information
a difficult task (4).
The increasing use of M VDA has
also been f ueled by the increasing
acceptance of quality by design (QbD)
a nd process a na ly t ica l technolog y
(PAT) among regulators and the biotech industry. Implementation of these
initiatives requires enhanced process
and product understanding (3).
A m o n g m a ny o t h e r s , s o m e o f
the common applications of MVDA
include analysis of data originating
f rom spec t roscopic measu rements,
analysis of data profiles from unit
operations such as cell culture and
chromatography, quantitative assessment of process comparability, root
cause analysis, and raw material characterization (3, 4).
In this 33rd article in the “Elements
of Biopha r maceut ica l P roduc t ion”
s e r ie s, t he aut hor s r e v ie w m ajor
developments i n use of M V DA i n
bioprocessing applications that have
occurred in the past five years. A few
examples have been provided to illustrate the usefulness of MVDA in this
context to the readers. Multivariate data analysis
In a recent publication, a step-by-step
procedure for performing M VDA of
bioprocessing data was presented (9).
The proposed approach has been
illustrated in Figure 1. Prior to analysis
with MVDA software such as SIMCA
(Umetrics AB, Kinnelon, NJ), the data
are assembled in a systematic manner in Microsoft Excel. This step is
followed by preprocessing of the data
wherein the raw data are converted
into units/scales that allow direct comparison of measurements for different samples. Subsequently, data are
analyzed by employing different data
reduction approaches such as principle
component analysis (PCA) and partial least squares (PLS) regression for
analysis and modeling of the dataset.
While PCA gives in-depth informa-
BioPharm International www.biopharminternational.com June 2015
magenta
cyan
yellow
black
ES621149_BP0615_026.pgs 05.26.2015 20:52
ADV
Insights into Recent Developments in
Protein A Chromatography
ON-DEMAND WEBCAST
Originally aired May 20, 2015
Register for free at www.biopharminternational.com/bp/proteina
EVENT OVERVIEW:
Protein A-based chromatography is the primary method used to
purify monoclonal antibodies (mAbs). Over the past decade, there
has been a signifcant development of Protein A media, resulting in
both higher capacity and improved stability to meet the changing
requirements of the industry. More improvements are to come.
Presenter:
This 60-minute webcast will review:
Jonathan Royce
Sr. Product Manager
Antibody Afnity Media
· Developments that have led to improved cleanability and
overall process economy for mAbs
· Methods to optimize high capacity Protein A media for
maximum productivity; and
· Opportunities for future performance advancement.
Who Should Attend:
n
Downstream process
development scientists
n
MAb manufacturers
Key Learning Objectives:
n
Understand key performance characteristics for Protein A media
that are critical to achieving good process economy.
n
Learn how to further improve productivity via process
improvements.
n
Gain insights into future developments planned for Protein
A-based purifcation of mAbs.
Sponsored by
Presented by
For questions, contact Sara Barschdorf at sbarschdorf@advanstar.com
magenta
cyan
yellow
black
ES622149_BP0615_027_FP.pgs 05.27.2015 20:31
ADV
Multivariate data analysis
tion with regard to the structure
of t he dataset at ha nd, PL S is
effective in analyzing covariance
bet ween process var iables and
process outcomes.
Mvda appliCations in
Cell-Culture operations
Cell-culture operations are by far
the most common platform used
for production of protein therapeutics. In this endeavor, various
advanced offline and online measurement tools are used to ensure
a consistent process and product quality. The ensuing datasets, however, form measurements
that are quite large in size and
complexity. Applications involving multivariate data analysis of
these complex data sets to extract
relevant information could be
aimed at process monitoring in a
manufacturing setting by detection of process faults or deviation,
enhancing understanding of any
underlying relation or interaction
between process variables and the
product and process attributes. To
this end, the literature is replete
with works of many researchers
engaged in various fields as diverse
as environment to food to production of therapeutic proteins. This
article focuses on MVDA-based
applications in bioprocessing.
Researchers have applied PCA
to monitor a bioreactor producing Penicillin acylase in Bacillus
b y ge ne r at i n g o n l i ne mu lt i variate control charts (10). The
dataset contained infor mation
exclusively related to the process,
a nd t he re fore, M V DA mo dels
were used to assess process performance. This in turn enabled
detection of process faults and
dev iation, highly desirable for
process monitoring in commerc i a l m a nu f ac t u r i n g. A not he r
g roup employed u nsuper v ised
PC A a nd PL S to a na lyze data
from inline Fourier Transform–
near-infrared (FT–NIR) spectros-
28
copy of a mammalian cell culture
process for identification of batch
homogeneit y between lots and
detec t ing abnor ma l fer mentation runs (11). In similar work,
resea rchers have succeeded in
observing compositional changes
and predicting product yield by
implementing fluorescence spectroscopy in conjunction with an
M V DA approach of mu lt i-way
robust principle component analysis ( MROBPCA) and n-par tial
least squares discriminant analysis and regression (NPLS–DA and
NPLS-R) (12). All these applications involve reduction in multidimensionality of these datasets
to a lower number of uncorrelated variables that can explain
most of the variance obtained
in the original data. They demonstrate the potential of MVDA
to become an integ ral par t of
up s t r e a m pr o c e s s c ont r ol b y
effectively eliminating the major
sources of var iabilit y, t hereby
leading to significant improvement in consistency with respect
to process performance and product quality (13).
Resea rchers have monitored
per for ma nce of ma mma lia n
(Chinese hamster ovary [CHO]based) bioprocesses using raman
spectroscopy (14). The authors
used MVDA algorithms such as
Competitive adaptive reweighted
s a mpl i ng (C Oad Re S) a nd a nt
colony opt imizat ion (ACO) to
remove t he unnecessa r y spectral information. COadReS and
ACO are variable selection methods that are used to enhance the
predictive ability of the chemometric model by removing unnecessary spectral information. In yet
another application, researchers
have used Raman spectroscopy
and MVDA for online control of
a Saccharomyces cerevisiae-based
fermentation process (15). They
demonstrated that MVDA of spectra can be used for effective fault
detection. Similarly, application
of surface-enhanced Raman scatter ing (SER S) spectroscopy for
simple and fast analysis of cellculture media degradation has
been demonstrated (16). In this
work, chemometr ic tools were
used to rapidly monitor compositional changes in the chemically
defined media, and the authors
concluded that significant chemical changes in terms of cysteine/
cysteine concentration occur even
when media are stored in the dark
at 2–8 °C.
A general workflow for building and assessing MVDA regression
models for the quantification of
multiple analytes in bioprocesses
by Fourier Transform Infrared
( F T IR) spec t roscopy has been
recently presented (17).
T he authors specif ically
assessed the suitability of quant if icat ion of Pen ic illin V a nd
phenoxyacetic acid with online
high-performance liquid chro matography (HPLC) and MVDA
tools l i ke PL S a nd mu lt iva r iate curve resolution–alternating
least squares (MCR–ALS). Other
resea rchers have a lso successfully used FT–NIR spectroscopy
coupled with M VDA for qualitative and quantitative analysis
in solid-state fermentation (SSF)
of protein feed (18). They integrated approaches such as discrete
wavelet transform (to filter the
raw spectra to extract latent information), PCA (to explore structures with time course of SSF)
and extreme learning machine
(ELM) modeling (for model calibration). Methods such as ordinary least square (OLS), principle
component regression (PCR), and
non-negative matrix factorization
(NMF) have been used to extract
the spectrum of a pure component from NIR spectra containing
a known diluent (19). A hybrid
electronic tongue system based
on the various potentiometric/
BioPharm International www.biopharminternational.com June 2015
magenta
cyan
yellow
black
ES621145_BP0615_028.pgs 05.26.2015 20:52
ADV
voltammetric sensors and appropriate MVDA techniques has been
used to provide correct qualitative
and quantitative classification of
the samples collected during standard Aspergillus niger culture and
culture infected with yeast.
More recently, researchers have
applied MVDA toward analysis of
early bioprocess development data
for achieving increased understanding of a PER.C6 cell cultivation process (20). The authors
reported the application of PCA
identified causes for batch deviations and revealed process differences between the 2-L and 10-L
batches that were previously considered comparable.
For the purpose of illustrating
further, Figure 2 presents results
f rom M V DA modeling of data
from a cell-culture process performed at 2 L and 2000 L scales.
Several input parameters (pCO2 ,
pO2 , glucose, pH, lactate, ammonium ions) and output parameters (purity, viable cell density,
viabilit y, and osmolalit y) were
evaluated in this analysis. While
loading plots and variable importance plot (VIP), plots were used
for assessing scale-up and compa rabi l it y of t he ce l l- c u lt u re
pro ce ss, batc h- cont rol c ha r t s
a ide d i n fau lt d iag nosis du ring routine manufacturing (not
shown). Figure 2 suggests changes
with respect to parameters like
osmolality and ammonia levels,
ind icat ing a ltered cell- c ult ure
performance upon scale-up. The
change in osmolality was attributed to the buildup of CO2 as a
result of less efficient gas transfer
upon scale-up. It was shown that
while the relative importance of
variables remained unchanged for
most variables, an exception was
the pO2 level, which had a more
significant impact at large scale
(highlighted in Figure 2).
Thus, the usefulness of MVDA
in supporting key activities of
Figure 1: Flowchart illustrating the general workfow of multivariate data analysis
(MVDA) of bioprocessing data.
Data preprocessing
Unit
Mean
variance
centering
Auto-scale
Partial Least Square
regression
Principle Component
Analysis
Component ftting
Plot dendrogram
from score plot
Check for model
R2 and Q2 value
Outliers and inputoutput relation
Data after the scaling
Fit PLS-Discriminant Analysis model
If Q2>0.5, signifcant difference
exist between two datasets
Figure 2: Multivariate data analysis and modeling of representative data from
small-scale (2 L) and large-scale (2000 L) batches of a cell-culture process.
Adapted with modifcation from Ref. 21.
2L Bioreactor
vs
2000L
Bioreactor
Offine
metabolic and
cell growth
measurements
Comparison of the PLS loadings plots at the
two scales 2L and 2000L respectively
PLS
analysis
vs
Comparison of variable importance for the
projection (VIP) plots at the two scales.
2000L Bioreactor
successful manufacturing of biopharmaceutical products including scale-up, process comparability,
process characterization, and fault
diagnosis is highlighted.
Figure 3 illustrates an example
of use of near-infrared spectroscopy/multivariate data analysis
(NIR–MVDA) for screening of lots
of basal medium powders based
on their impact on process performance and product attributes. A
uniform composition for all the
lots manufactured at different
scales using identical process condition was claimed by the supplier.
However, some variability of the
raw material lots was evident from
the NIR spectra in the 4000–7000
cm -1 wavelength region. Upon
application of the MVDA to the
spectral data, different groupings
of media components during the
milling and blending process at
June 2015 www.biopharminternational.com BioPharm International
magenta
cyan
yellow
black
ES621151_BP0615_029.pgs 05.26.2015 20:53
29
ADV
FIGURE CREDIT HERE
ALL FIGURES ARE COURTESY OF THE AUTHORS
Multivariate data analysis
Multivariate data analysis
Figure 3: Use of near-infrared spectroscopy (NIR-MVDA) for screening of
lots of basal medium powders. Legends: Group I: Chemically defned media +
hydrolysate, Group II: hydrolysate, Group III: Three different chemically defned
basal powder types, Group IV: Feed powder. Group A: small-scale media batch
group, Group B: Large-scale media batch group. Adapted with modifcations from
Ref. 22.
Raw Materials
1. Feed powder
2. Hydrolysate
3. Basal powder I
4. Basal powder II
PCA
Analysis
Aeration
PCA analysis of group II
NIR
SPECTROSCOPY
Bioreactor
Figure 4: A) Typical platform process for mAb production. B) (B1)Application of
multivariate data analysis (MVDA) for establishing process comparability across
lab and production scale. (B2) PLS–DA VIP plot for the entire dataset (229
batches). (B3) PLS–DA score plot showing two clusters of batches, red cluster
belong to dataset 1 and green belong to dataset 2 for the production fermenter
step. (B4) PLS–DA VIP plot showing important parameters responsible for data
clustering in the PLS–DA score plot of production fermenter. C) Final approach for
assessing comparability. PLS–DA is partial least squares discriminant analysis.)
A
B
All-inclusive Data Analysis
Seed tank fermentation
2.5
2
Dataset 1
Dataset 2
1
2.0
VIP coeffcient
4
Production tank fermentation
2
0
t[2]
-2
1.0
Preprocessing
-4
Clarifcation
C
1.5
0.5
(Mean scaling)
-6
0
2
4
6
8
10
Step recovery
Harvest VCC
CCCB turbidity
Temp shift viability
-2
Temp shift VCC
-4
Temp shift age
Inoc Density
-10
Virus inactivation
Harvest viability
0.0
-8
Variable ID
t[1]
Integration + Analysis
MVDA analysis of production fermenter data
Protein A chromatography
Dataset 1
Dataset 2
3
1.4
4
1.2
VIP coeffcient
Virus fltration
1.0
t[2]
Observe score plots (PCAX) and Q2 values (PLS-DA)
1.0
2.0
0.8
0.6
If Q2 > 0.5
0.4
0.0
process
variation
0.2
-3.0
Drug substance preparation
-2.0
-1.0
0.0
1.0
2.0
t[1]
different scales of operation were
observed, thereby attributing the
source of variation among different
raw material lots to uniformity of
blending, impurity levels, chemical
compatibility, and/or heat sensitivity during the milling process for
batches of large-scale media powder. This approach made it possible
30
3.0
4.0
Inoc viability
-2.0
Inoc density
0.0
Temp shift VCC
-1.0
Temp shift age
Polishing steps
Variable ID
to fingerprint the raw materials
and distinguish the performance
between good and poor media lots.
CheMoMetriCs in
downstreaM operations
A cursory review of the literature
indicates that MVDA applications
in downstream bioprocessing are
quite fewer than those in upstream
processing. The following section
discusses the various applications
that have been published. R e c e nt l y, r e s e a r c he r s h ave
described an application of MVDA
towards development and optimization of a reversed phase (RP)–
HPLC method for separation of
metaxalone from its hydrolytic
impurities (23). A mathematical
model depicting the relationship
between the experimental variables with the response for RP–
HPLC method for separation of the
said compounds was developed in
that study. In yet another application, chemometrics has been
applied to predict column integrity and impurity clearance during
reuse of the chromatographic resin
(24). The authors in that study presented a methodology with the aid
of chemometric tools to predict
column underperformance at the
manufacturing scale over product
lifecycle. This approach allows the
operators to unpack and repack
the column beforehand without
risking batch loss.
Single ultraviolet absorbance
is rout inely used for monitori ng prote i n pu r i f ic at ion pro cess. With the aim to develop
a simple, fast and cost-effective
methodology for protein quantification, researchers have applied
PLS to quantif y a protein mixt ure in chromatographic separation using multi-waveleng th
U V spectra (25). The proposed
approach had suff icient sensitivity (Relative error was 4.8%,
12.0%, and 6.8% for the three
proteins monitored) and acc uracy (R MSEP was 0.036, 0.088,
and 0.049, respectively, for the
m o n it o r e d p r o t e i n) v i s - a -v i s
m o n it o r i n g u s i n g s i n g l e - U V
absorbance for estimation of protein concentration in a mixture.
T h is approac h ca n be read i ly
applied to various kind of protei n pu r i f icat ion processes to
BioPharm International www.biopharminternational.com June 2015
magenta
cyan
yellow
black
ES621146_BP0615_030.pgs 05.26.2015 20:52
ADV
Multivariate data analysis
achieve consistent process performance and product quality. In
a similar application, researchers
have addressed the issue of late
detection of irreg ularities in a
chromatographic process (caused
by offline analytics) by using a
selective inline quantification of
co-eluting proteins in chromatography (26). This was achieved by
employing PLS of spectral data.
CheMoMetriCs for
assessing proCess
and produCt CoMparaBility
A series of papers demonstrating
the utility of MVDA in establishing comparabilit y of both the
process and product have been
publ ished prev iously (2 5 –2 8).
Establishing comparability forms
an integ ral and cr ucial aspect
of biosimilar development. In
fact, the underlying essence of
biosimilar development is that if
the manufacturer is able to demonstrate high similarity between
innovator and their biosimilar
version, the regulatory authorities may consider the approval
of the drug for market authorization with minimal clinical studies data.
A quantitative approach has
b e e n prese nte d u si ng va r iou s
c he mome t r ic s a l gor it h m s for
assessing process comparability
of two different process versions
and successfully identifying the
u n it op e rat ion s whe re d i f fe rences existed (27). The approach
can be applied to make comparisons across different phases of
manufacturing (i.e., Phase I vs.
Phase II vs. Phase III vs. commercial) and in support of vario u s ke y a c t i v it ie s r e l ate d to
produc t commercialization
(pro cess sc a le - up, te c h nolog y
transfer, and process improvement). Specifically, application
of MVDA was assessed for examination of process comparability
and identification of unit opera-
tion and parameters responsible
for the variabilit y in a process
comprising of nine unit operations, and the data were accrued
f rom 229 batc hes. PL S – DA of
t he d at a e x h ibite d c lu ste r i ng
between the two datasets, indicating major differences between
the two sets ( Figure 4A). PLS-DA
VIP plot for the entire dataset as
well as that for the production
scale revealed important parameters t hat a re deemed responsible for the separate clustering
ob s e r ve d a mong t he d at a s e t s
(Figure 4B). Parameters with VIP >1
are considered significant.
ConClusion
With continued efforts towards
implementation of QbD and PAT
in the biotech industry, MVDA
is expected to continue to serve
as an enabler of this change. The
authors see great scope for further refinements and improveme nt s i n M V DA mo d e l i n g
approaches to widen its applicability towards analysis of structured datasets, and perhaps in
t he f ut u r e, fo r u n s t r uc t u r e d
datasets as well.
referenCes
1. F. Li, N. Vijayasankaran, A. (Yijuan)
Shen, R. Kiss, and A. Amanullah,
mAbs, 2 (5), pp. 466–479 (September
2010).
2. A. S. Rathore and R. Mhatre, Eds.,
Quality by Design for
Biopharmaceuticals (John Wiley &
Sons, Hoboken, NJ, 2009).
3. A.S. Rathore, N. Bhushan and
S.Hadpe, Biotech Prog. 22 (2), pp.30715 (March-April 2011).
4. S. M. Mercier, B. Diepenbroek, R. H.
Wijffels, and M. Streefland, Trends
Biotechnol. 32 (6), pp. 329–36 (June
2014).
5. S. Charaniya, W.-S. Hu, and G.
Karypis, Trends Biotechnol. 26 (12),
pp. 690–9 (December 2008).
6. N. Abu-Khalaf, S. Khayat, and B.
Natsheh, Science and Technology 3 (4),
pp. 99-104 (2013).
7. E. Frauendorfer, A. Wolf, and W. D.
Hergeth, Chemical Engineering &
Technology 33 (11), pp. 1767-78
(November 2010).
8. I. Miletic et al., J. Process Control 14
(8), pp. 821–836, December 2004.
9. A. S. Rathore, S. Mittal, M. Pathak,
and A. Arora, Biotechnol. Prog. 30 (4)
pp. 963-973 (April 2014).
10. E.R. Nucci, A.J.G. Cruz, and R.C.
Giordano, Bioprocess Biosyst. Eng. 33
(5), pp. 557–564 (2010).
11. M. Clavaud et al., Talanta, 111, pp.
28–38 (July 2013).
12. P. W. Ryan et al., Anal. Chem., 82 (4),
pp. 1311–7 (February 2010).
13. J. Gomes, V. R. Chopda, and A. S.
Rathore, J. Chem. Technol. Biotechnol.
(December 2014).
14. B. Li, B. H. Ray, K. J. Leister, and A. G.
Ryder, Anal. Chim. Acta 796, pp.
84–91 (September 2013).
15. T.C Avila et al. Biotechnology Progress,
28 (6), pp. 1598-1604 (NovemberDecember 2012).
16. A. Calvet and A. G. Ryder, Anal. Chim.
Acta 840, pp. 58–67 (August 2014).
17. C. Koch et al., Anal. Chim. Acta 807,
pp. 103–10 (January 2014).
18. H. Jiang, G. Liu, C. Mei, and Q. Chen,
Anal. Methods 5 (7), p. 1872-1880
(2013).
19. A. K. Baikadi et al., “Extraction of pure
component spectrum from mixture
spectra containing a known diluent.”
Preprints of the 10th IFAC International
Symposium on Dynamics and Control
of Process Systems, Mumbai, India,
Dec. 18-20, 2013.
20. S. M. Mercier et al., J. Biotechnol., 167
(3), pp. 262–70 (September 2013).
21. A. O. Kirdar, J. S. Conner, J. Baclaski,
and A. S. Rathore, Biotechnol. Prog. 23
(1), pp. 61–7 (2007).
22. A. O. Kirdar, G. Chen, J. Weidner, and
A. S. Rathore, Biotechnol. Prog., 26 (2),
pp. 527–31 (2010).
23. P. K. Sahu and C. S. Patro, J. Liq.
Chromatogr. Relat. Technol., 37 (17),
pp. 2444–2464 (May 2014).
24. A. S. Rathore, S. Mittal, S. Lute, and
K. Brorson, Biotechnol. Prog., 28 (5),
pp. 1308–14 (2012).
25. M.-H. Kamga, H. Woo Lee, J. Liu, and
S. Yoon, Biotechnol. Prog., 29 (3), pp.
664–71 (2013).
26. N. Brestrich et al., Biotechnology and
Bioengineering, 111 (7), pp. 1365-73
(July 2014).
27. A. S. Rathore, S. Mittal, M. Pathak,
and V. Mahalingam, J. Chem. Technol.
Biotechnol. 89 (9) pp. 1311-1316
(2014).
28. N. Bhushan, S. Hadpe, and A. S.
Rathore, Biotechnol. Prog. 28 (1), pp.
121–8 (2011). ♦
June 2015 www.biopharminternational.com BioPharm International
magenta
cyan
yellow
black
ES621148_BP0615_031.pgs 05.26.2015 20:52
31
ADV
Host-Cell Proteins
Host-Cell Protein
Measurement and Control
Fengqiang Wang,
Daisy Richardson, and
Mohammed Shameem
Stocktrek Images/Getty Images
This article reviews
the definition of
HCPs, risks posed
by HCPs, regulatory
concerns, commonly
accepted ELISA
methods for HCP
measurement and
their limitations, and
orthogonal methods
available for HCP
characterization.
H
Fengqiang Wang, PhD,
is associate principal scientist;
Daisy Richardson is a director of
Merck Research Laboratories; and
Mohammed Shameem is an
executive director of Merck Research
Laboratories, all with the Sterile
Product and Analytical Development
Group at Merck & Co. Inc .
32
ost-cell proteins (HCPs) constitute a major part of process-related impurities during
biologics production. The
amount of residual HCPs in drug product
is generally considered a critical quality attribute (CQA), due to their potential to affect product safety and efficacy.
Therefore, it is a regulatory requirement
to monitor the removal of HCPs in drug
product during bioprocess development.
HCPs a re protei ns produced or
encoded by the host organisms used
to produce recombinant therapeutic
proteins (1). Recombinant therapeutic
proteins are usually produced by genetically-modified prokaryotic or eukaryotic
host cells using cell culture/fermentation technology (2). Genetic engineering
allows the host cells to be transformed to
produce a protein of interest selectively.
During the recombinant protein production, host cells also coproduce proteins
related to the normal cell functions such
as cell growth, proliferation, survival,
gene transcription, protein synthesis,
and etc. Other non-essential proteins
may also be released to the cell culture/
fermentation as a result of cell apoptosis/
death/lysis. In general, apart from the
therapeutic protein of interest, all endogenous proteins co-expressed by the host
cells are called host-cell proteins (2).
BioPharm International www.biopharminternational.com June 2015
magenta
cyan
yellow
black
ES621173_BP0615_032.pgs 05.26.2015 20:53
ADV
Sample Preparation
Technologies for Improved
Peptide Quantitation Workflow
LIVE WEBCAST:
Tuesday, June 16, 2015 at 8:00am PDT/ 11:00am EDT/ 4:00pm BST/ 5:00pm CEST
Register for free at http://www.biopharminternational.com/bp/sample
EVENT OVERVIEW:
Presenter:
Peptide quantitative analysis requires workfows that deliver
advances in sample preparation can provide faster, more
MIKE OLIVER
Product Manager,
Sample Preparation,
Chromatography
Columns and
Consumables
reproducible workfows in combination with high data quality
Moderator:
and increased confdence in results. He will also touch on spe-
AGNES SHANLEY
Senior Editor,
BioPharm International
high levels of data quality while balancing the needs of sample throughput and regulatory compliance. During this webinar, Mike Oliver of Thermo Fisher Scientifc will describe how
cifcs within liquid chromatography and Orbitrap-based mass
spectrometry.
Key Learning Objectives:
Who Should Attend:
n Review
n Researchers
new sample preparation technologies that enable
robust, fast, sensitive, and highly reproducible workfows
n Understand
how to address challenges in peptide
quantititation
Sponsored by
working in peptide
analysis
n Researchers
doing LCMS workfows
in biopharma
Presented by
For questions, contact Kristen Moore at kmoore@advanstar.com
magenta
cyan
yellow
black
ES623790_BP0615_033_FP.pgs 05.29.2015 01:29
ADV
Figure 1: Schematic view of sandwich
enzyme-linked immunosorbent assay
(ELISA) used for host-cell protein
(HCP) detection and measurement.
HRP
A
B
Sandwich ELISA
Red
represents HCP.
RISkS ASSoCIAteD wItH HCPs
HCPs constitute a major group
of process-related impurities in a
drug product. The risks associated
with HCPs are primarily immunogenicity. HCPs are complex mixtures with diverse physiochemical
and immunological properties
(2). Almost all HCPs carry clinical
safety risks as foreign proteins due
to the potential to elicit immune
response in humans. In addition,
some HCPs can also act as adjuvants to enhance immune response
to a drug product (1, 3). Certain
HCPs with proteolytic activity can
also affect drug product stability and efficacy if not adequately
removed or inactivated (4). HCPs
have the potential to affect both
the safety and efficacy aspects of a
given drug product.
34
The risks associated with HCPs
are often assessed by a combination of downstream process capabilities, residual HCPs levels, the
(maximum) dose, route of administration, dosing frequency, toxicological data, and clinical data (1).
Although it is a common understanding that HCPs pose clinical
safety risk due to their potential to
elicit an immune response, it is difficult to demonstrate which HCP
and in what concentration may
cause immunogenicity problems in
humans (1). Theoretically, preclinical pharmacological and toxicological evaluations can be performed
with the presence of different
amounts of HCP impurities; however, the evaluation results are
mostly irrelevant because the magnitude and nature of the immune
response depends on the homology of the amino acid sequence,
residual HCPs amount, and produc t dosi ng reg i men. For t h is
reason, a risk control strategy is
applied through the development
of robust downstream bioprocess
to remove HCPs to as low a level as
possible or to “undetectable” levels in drug substance/product (1,
3, 5). The detectability of residual
HCPs, however, also depends on
the method of detection’s sensitivity. Industry addresses this risk by
meticulous method development
and the use of multiple technologies to evaluate all potential HCPs
that might coproduce or copurify
with drug product during bioprocess development.
ReGuLAtoRy RequIReMentS foR
HCPs MeASuReMent AnD ContRoL
Accord i ng to I nter nat iona l
Conference on Harmonization
(ICH) guidelines Q6B, “For hostcell proteins, a sensitive assay
(e.g., immunoassay, capable of
detecting a wide range of protein
impurities) is generally utilized.
In the case of an immunoassay,
a polyclonal antibody (pAb) used
in the test is generated by immunization with a preparation of a
production cell minus the product-coding gene, fusion partners,
or other appropriate cell lines” …
“Clearance studies, which could
include spiking experiments at the
laboratory scale, to demonstrate
the removal of cell substratederived impurities such as nucleic
acids and host cell proteins may
sometimes be used to eliminate the
need for establishing acceptance
criteria for these impurities” (6).
FDA expects “Whenever possible,
contaminants introduced by the
recovery and purification process
should be below detectable levels
using a highly sensitive analytical method” (7). The European
Medicines Agency (EMA) guideline CPMP/BWP/382/97 states, “In
summary, for HCP, whatever the
product and production system,
residual HCP have to be tested for
on a routine basis”…“As such, it
is currently required that HCP be
routinely monitored at the purified bulk level, using suitable analytical assays. Results from batch
to batch should be consistent and
meet specification limits” (8).
Regulatory agencies from other
countries and emerging markets
may have their own wording on
HCP control, but it is generally
accepted that a sensitive, validated method is required to monitor residual HCPs in accordance
with ICH guidelines. The allowed
amount of residual HCPs in final
bulk material is determined on a
case-by-case basis, commonly in
the 1 to 100 ng/mg range.
MeASuRInG AnD
MonItoRInG ReSIDuAL HCPs
To date, immunoassay, commonly
in the form of sandwich enzymel i n ke d i m mu no s or b e nt a s s ay
(ELISA) (see Figure 1), remains as
the industry gold standard for
HCP measurement due to its high
sensitivity and high throughput
ALL FIGURES ARE COURTESY OF THE AUTHORS
Host-Cell Proteins
BioPharm International www.biopharminternational.com June 2015
magenta
cyan
yellow
black
ES621171_BP0615_034.pgs 05.26.2015 20:53
ADV
Host-Cell Proteins
(3, 5). The HCP composition and
abundance are unique to their
respective host and the manufacturing process used for biologics
production. Meanwhile, different
host cells and manufacturing processes may produce certain HCPs
in similar abundance. The number of proteins derived from host
cells varies significantly from host
to host. For example, Escherichia coli
(E. coli) has ~4300 genes, whereas
Chinese Hamster Ovary (CHO) cells
have ~30,000 genes (1). Although
not every host gene will be transcribed and translated to protein,
the complexity of host genome and
the post-translational modification
present in mammalian cells make
it almost impossible to understand
the complete HCP composition in
a given manufacturing process.
Because these HCPs are potentially immunogenic, a commonly
accepted method to evaluate the
presence of HCPs is through an
immunoassay. In theory, an HCP
mixture injected into an animal,
such as a rabbit, goat, or chicken,
will elicit an immune response, and
the animals will generate anti-HCP
antibodies against these foreign
proteins. Although the identities of
all HCPs are not known, the polyclonal antibodies raised in animals
should be able to recognize most, if
not all, of the proteins contained in
the HCP mixture. Using these polyclonal antibodies, a multi-analyte
sandwich ELISA can be developed
(see Figure 1). In Figure 1, capture
antibodies enrich the HCPs from
sample and immobilize them to
a 96 (or greater)-well plate. Then,
detection antibodies, conjugated
directly with an enzyme or through
a biotin-avidin magnification, bind
to the captured HCPs. An enzyme,
commonly horseradish peroxidase
(HRP), can catalyze the substrate to
generate a colorimetric, chemiluminescent, or fluorescent signal that
correlates with the amount of HCPs
in the test sample (5).
Figure 2: Schematic view of host-cell protein (HCP) assay development cycle.
Antiserum
purifcation
Animal
Immunization
In-house
HCP assay
Antigen
Selection
Antibody
Qualifcation
Lack of ideal
coverage
Process
development
Commercial
HCP assay
ELISA
Development
Orthogonal
method
QC release and
process validation
Generic HCP ELISA developed
using polyclonal antibodies raised
against parental cell lysate or cell
culture supernatant allows the
detection of a majority of HCP species, but may not be able to detect
a subgroup of proteins specific to
a certain manufacturing process. A
generic ELISA kit is commercially
available and has the advantage of
eliminating lengthy assay development time as indicated in Figure 2,
with only steps pointed in yellow
being required before its use for
process development. This makes
the kit good for early phase development. In late phase (Phase III or
commercial), cell line-specific platform assay or upstream process-specific ELISA assay is often required
to mitigate the risk associated
with a more generic commercial
assay. The development cycle for
an in-house HCP assay is shown in
Figure 2 following the flow of green
arrows. Commonly, platform- or
process-specific HCPs are generated by growing a null cell culture
(mock) without the product-encoding gene under similar upstream
processes to represent HCPs from a
(platform) production culture. PAbs
generated by immunizing animals
with these HCPs will be used for
Assay qualifcation
and validation
ELISA development upon qualification by a 2D-coverage assessment.
The pAbs should recognize a large
majority of HCPs coproduced with
drug product. When less-than-ideal
coverage is observed, different strategies (as represented by the orange
arrows) can be used to improve
the coverage or qualify the ELISA
at risk and supplement the ELISA
with orthogonal methods to characterize HCP process clearance (see
Figure 2). Upon qualification and
validation, HCP ELISA can serve
as a QC release assay for drug substance, and in-process pool testing
results can guide the downstream
process development (see Figure 2).
In a typical recovery process for
a therapeutic monoclonal antibody, the highest concentration of
HCP is detected in the harvested
cell culture fluid (HCCF), and then
cleared through additional downstream purification steps, with typically low (1–100 ng/mg, or ppm)
levels of HCPs observed in final
bulk drug substance (5).
LIMItAtIonS of HCP eLISA
Due to the heterogeneity of HCPs,
proteins of high abundance/immunogenicity often dominate the
multi-analyte ELISA signals, whereas
June 2015 www.biopharminternational.com BioPharm International
magenta
cyan
yellow
black
ES621179_BP0615_035.pgs 05.26.2015 20:53
35
ADV
Host-Cell Proteins
Figure 3: An example on the use of 2D-differential in-gel electrophoresis for hostcell protein profle comparison between a null cell culture (mock, green) and a
monoclonal antibody production harvest cell culture fuid (HCCF, red).
S1/
S2
S1
S2
Cy2
Internal Std.
Cy3
Cy5
proteins of low abundance/immunogenicity don’t have enough antibodies to recognize them. In addition,
copurifying HCPs enriched in drug
substance may also have limited
antibody to detect them, resulting
in dilutional nonlinearity and potentially an underestimate of residual
HCPs. Furthermore, due to the fact
that not every HCP is immunogenic
in animals, even the best processspecific HCP ELISA cannot detect
100% of HCPs coproduced with the
recombinant protein. Supplementary
to HCP ELISA, traditional HCP separation and visualization methods,
such as 1D and 2D sodium dodecyl
sulfate–polyacrylamide gel electrophoresis (SDS–PAGE), remain useful
tools for HCP characterization. Other
technologies, such as 2D-differential
in-gel electrophoresis (DIGE), capillary zone electrophoresis-electrospray ionization-tandem mass
spectrometry (CZE-ESI-MS/MS) or
two-dimensional-liquid chromatography-tandem mass spectrometry
(2D-LC-MS/MS) also emerged as
orthogonal methods for HCP characterization (1, 2, 9-12).
Z hu- Shimoni et a l f rom
Genentech published a comprehensive review on the limitations
of HCP testing by ELISA with some
examples from their process devel-
36
opment (5). One example is a HCP
named GST-α. GST-α causes no or
low immune response in the animals being immunized and thus
doesn’t generate an antibody in the
polyclonal antibodies used for HCP
ELISA. However, this protein was
detected on capillary electrophoresissodium dodecyl sulfate (CE-SDS) as
an impurity peak with a ~2000 ng/
mg relative concentration in bulk
drug substance. Additionally, some
of HCPs may copurify with recombinant protein and thus become
enriched in the final bulk; however,
the antibodies against these HCPs
in the polyclonal antiserum raised
against a mock HCP pool may have
limited quantity to accurately detect
them. Furthermore, steric hindrance
and the lack of multiple epitopes to
bind the same antibody (capture and
detection) can cause inaccuracy on
HCP measurement (5). The lack of
appropriate calibration standards
also limits the accuracy of HCP
quantification. These limitations of
HCP ELISA mentioned previously
can be overcome using orthogonal
methods.
A large amount (> 0.1%) of residual HCPs present in final drug
substance can be detected by size
exclusion (SEC), ion exchange
(IEX), or reversed phase (RP)-high
performance liquid chromatography (HPLC), SDS-PAGE, CE-SDS,
isolectric focusing capillary electrophoresis (iCE), and other analytical methods and confirmed
with LC-MS. However, most HCPs
are present in the final drug substance at very low levels and require
much more sensitive method for
detection. Analytical methods mentioned previously often don’t have
the sensitivity and resolution to
separate and detect individual HCP.
Immunoassay-based methods, such
as slot blot assay and western blot
assay, have the sensitivity but often
are only semi-quantitative (1, 3, 13).
Protein separation and visualization
methods, such as 2D-SDS-PAGE,
supplement HCP ELISA by providing information on individual HCP
properties. 2D-SDS-PAGE with silver stain or other sensitive staining
method, such as Sypro Ruby (Life
Technologies, Grand Island, NY),
has traditionally been used to analyze complex protein mixtures due
to its ability to separate proteins
by both isoelectric point (pI) and
molecular weight (MW). Silver stain
has a detection sensitivity of ~0.2–
0.5 ng/protein spot, thus can detect
protein of very low abundance, but
has a lengthy and tedious staining procedure as well as gel-to-gel
variations. To overcome the gel-togel variation, two or three samples
can be run on the same gel using
DIGE, with each of the samples prelabeled with different fluorescent
dyes (2). Analyzing drug substance
or in-process pools with 2D-DIGE
can give the laboratory scientist a
snapshot of the HCP profile, and an
easy comparison of the HCP composition differences between two
samples (see Figure 3). Coupled with
spot picking and LC-MS, 2D-DIGE
provides direct information on the
HCP properties (pI, MW, abundance, and identification), which
can help improve HCP removal
strategy in downstream process
development.
BioPharm International www.biopharminternational.com June 2015
magenta
cyan
yellow
black
ES621176_BP0615_036.pgs 05.26.2015 20:53
ADV
Hydroxyapatite Separation of Monoclonal
Antibodies and Antibody Fragments
LIVE WEBCAST: Wednesday, June 17, 2015, 11 am PDT/ 1 pm CDT/ 2 pm EDT
Register for free at
www.biopharminternational.com/bp/separation
EVENT OVERVIEW:
Presenter
Efective removal of process-related impurities is a universal
BILL EVANS
Process Chromatography
Technical Specialist
Tosoh Bioscience LLC
goal in the large-scale manufacture of biomolecules.
Hydroxyapatite is a mixed-mode chromatography resin that
has proven to be useful as an orthogonal purifcation medium
Moderator
for biomolecules such as monoclonal antibodies and their frag-
RANDI HERNANDEZ
Senior Editor
BioPharm
ments. Hydroxyapatite has unique separation properties for
biomolecules and under optimum conditions ofers unparalleled selectivity and resolution for process scale operations. The
highly selective nature of hydroxyapatite resins can often separate proteins otherwise shown to be homogeneous by electro-
Key Learning Objectives:
phoresis and other chromatographic techniques.
n
Discover how hydroxyapatite
chromatography difers from
This presentation reviews the purifcation of a monoclonal anti-
traditional chromatographic modes
body and its fragments, such as Fab and Fc, using a newly intro-
in terms of selectivity.
duced hydroxyapatite resin.
n
Who Should Attend:
n
Understand how hydroxyapatite
chromatography can provide an
efective means of removal of
Chromatographers, method developers, and process engineers
process related impurities.
who are involved with the development of downstream
purifcation processes that include steps for aggregate removal.
n
Learn how to select the appropriate
conditions to make the most
Sponsored by
Presented by
efective use of hydroxyapatite
chromatography in mAb and mAb
fragment separations.
For questions contact Kristen Moore at Kmoore@advanstar.com
magenta
cyan
yellow
black
ES622139_BP0615_037_FP.pgs 05.27.2015 20:31
ADV
Host-Cell Proteins
In the past five years, 2D-LC-MS
has emerged as a new orthogonal
method for HCP characterization,
with the advantage of being sensitive, specific, gel-free and automatable. With an additional separation
dimension by high pH reversed
phase, ion-exchange, or size-exclusion before LC-MS/MS identification,
2D-LC-MS reduces the interference
from dominant peptides digested
from recombinant protein and
maximizes the detection of low
abundance HCP-related peptides (9,
11, 14, 15). Additionally, with the
2D-LC-MS identification of potential
residual HCPs, a targeted multiple
reaction monitoring (MRM)-LC-MSbased method can be developed to
quantify multiple HCPs in a drug
substance (5, 11, 16, 17).
SuMMARy
Adequate HCP remova l is a n
important indication of robust and
well-controlled bioprocessing. Due
to the generally low abundance of
HCPs in drug substance, however,
it is quite a challenge to detect and
measure HCPs in a matrix dominated by the recombinant protein.
HCP ELISA has the sensitivity to
detect ng/mg level of residual HCPs
in drug substance but is limited
by the pAbs used in the assay.
Often, the pAbs are raised against
an HCP population present in the
upstream of the bioprocess or a
more generic host-cell proteome.
These antibodies are not specific
enough to the downstream process
and thus, the amount of available
antibodies present are not correlated with the amount of HCPs in
drug substance, which results in
antigen excess and lack of dilutional linearit y. On the other
hand, downstream process-specific
ELISA can miss certain HCPs that
leak through the particular downstream purification process and/
or when downstream processes
change. Developing a process-specific HCP ELISA for each biologic
38
is also costly and time-consuming,
given the time required to generate
process-specific reagents, antibodies, and to develop and validate the
assay. For this reason, a multi-product platform assay is more feasible
and cost-effective if using the same
cell line or cell lines with similar
HCP profiles. Data indicate that
different upstream processes only
change the expression/secretion
of a very small subgroup of HCPs
within thousands of proteins (18).
Using either platform HCP ELISA
or process-specific HCP ELISA for
HCP testing and control is a strategic decision balancing the benefit
and risk of each. No matter which
process is chosen, careful qualification of the antibody reagents
used in ELISA for each program
is necessary to demonstrate their
coverage of the large majority of
HCPs potentially coproduced with
a therapeutic protein. In addition, orthogonal methods such as
2D-DIGE and 2D-LC-MS can be
used to provide additional evidence on the process robustness
in HCP clearance. These methods
are also able to characterize HCPs
copurified with recombinant protein that do not elicit an immune
response in animals.
When used together with HCP
ELISA, the aforementioned characterization methods reduce the
risk of HCP oversight and offer
valuable information on the HCP
properties and identities to guide
downstream process development.
Furthermore, single- or multianalyte ELISA can be developed
to target copurified HCPs upon
LC-MS/MS identification and the
understanding of antigen excess
in platform- or process-specific
HCP ELISA.
ACknowLeDGeMentS
The authors would like to thank Drs.
Steve Farrand, David Chin, and Zhi
Chen for their thorough review of
this manuscript.
RefeRenCeS
1. X. Wang, A.K. Hunter, and N.M.
Mozier, Biotechnol. Bioeng.
103 (3), pp. 446-58, 2009.
2. M. Jin, et al., Biotechnol. Bioeng.
105 (2), pp. 306-16, 2010.
3. L.C. Eaton, J. Chromatogr. A
705 (1), pp. 105-14, 1995.
4. F. Robert, et al., Biotechnol. Bioeng.
104 (6), pp. 1132-41, 2009.
5. J. Zhu-Shimoni, et al., Biotechnol
Bioeng. 111 (12), pp. 2367-79, 2014.
6. ICH, Q6B, Specifications: Test
Procedures And Acceptance
Criteria For Biotechnological/
Biological Products (ICH, March
10, 1999), www.ich.org/fileadmin/
Public_Web_Site/ICH_Products/
Guidelines/Quality/Q6B/
Step4/Q6B_Guideline.pdf
7. FDA, Points to Consider in
the Manufacture & Testing of
Monoclonal Products for Human
Use (1997), www.fda.gov/
downloads/BiologicsBloodVaccines/
GuidanceComplianceRegulatoryInformation/
OtherRecommendationsforManufacturers/UCM153182.pdf
8.
The European Agency for the
Evaluation of Medicinal Products
Human Medicines Evaluation Unit,
London, June 10, 1997, CPMP/
BWP/382/97, www.ema.europa.
eu/docs/en_GB/document_library/
Scientific_guideline/2009/09/
WC500003322.pdf
9.
G. Zhu, et al., Electrophoresis 35
(10), pp. 1448-52, 2014.
10. A. L. Tscheliessnig, J. Konrath,
R. Bates, et al., Biotechnol. J.
8 (6), pp. 655-70, 2013.
11. M.R. Schenauer, G.C. Flynn, and
A.M. Goetze, Anal. Biochem.
428 (2), pp. 150-7, 2012.
12. C.E. Hogwood, D.G. Bracewell, and
C.M. Smales, Curr. Opin. Biotechnol.
30C, pp. 153-160, 2014
13. D. Zhu, A.J. Saul, and A.P.
Miles, J. Immunol. Methods,
306 (1–2), pp. 40-50, 2005.
14. M.R. Schenauer, G.C. Flynn, and
A.M. Goetze, Biotechnol. Prog.
29 (4), pp. 951-7, 2013.
15. J. H. Thompson, et al., Rapid
Commun. Mass Spectrom. 28
(8), pp. 855-60, 2014.
16. C. E. Doneanu and W. Chen, Methods
Mol. Biol. 1129, pp. 341-50, 2014.
17. C.E. Doneanu, et al., MAbs.
4 (1), pp. 24-44, 2012.
18. D.C. Krawitz, et al., Proteomics,
6 (1), pp. 94-110, 2006.◆
BioPharm International www.biopharminternational.com June 2015
magenta
cyan
yellow
black
ES621178_BP0615_038.pgs 05.26.2015 20:53
ADV
INTERNATIONAL
The Science & Business of Biopharmaceuticals
Covering the business and science of biopharmaceutical
development and manufacturing worldwide
Print & Digital
Magazine
BioPharm
International
First Look
BioPharm’s
Science & Business
Bulletin
BioPharm’s
e-Application
Note Alert
BioPharm
International.
com
With over 31,000 subscribers, BioPharm International
magazine integrates the science and business of
biopharmaceutical research, development and
manufacturing. We provide practical peer-reviewed
technical solutions to enable biopharmaceutical
professionals to perform their jobs more effectively.
Monthly | Preview the latest issue of BioPharm
International with quick links to online content, expanded
coverage, and the digital edition of the magazine.
Monthly | Monthly newsletter that features in-depth
articles and timely news on technologies for biotech
drug development and manufacturing, and regulatory
developments, as well as coverage of deals, alliances,
new products, people moves, and industry events.
Monthly | Receive monthly application notes categorized
by technique.
Check out BioPharmInternational.com to access
our magazine, archives, the digital edition, eBooks,
eNewsletters, Multimedia, Webcasts, BioPharm TV and
Whitepapers. BioPharmInternational is the leading source
of information for Upstream, Downstream, Manufacturing,
Regulatory, Analytics and BioBusiness topics.
CONNECT WITH US ONLINE: www.BioPharmInternational.com
DIGITAL EDITION E-NEWSLETTERS ARCHIVE
E-BOOKS WEBCASTS SURVEYS
PODCASTS WHITE PAPERS BIOPHARM TV
Subscribe for FREE today at www.biopharminternational.com/subscribe
www.linkedin.com/grp/home?gid=4027200
magenta
cyan
yellow
black
www.twitter.com/biopharmintl
ES623791_BP0615_039_FP.pgs 05.29.2015 01:29
ADV
Global Market Report
Market Access Outlook
for Australia
Jill E. Sackman and
Michael J. Kuchenreuther
Henryk Sadura/Getty Images
The Australian
pharmaceutical
market offers
opportunities for
manufacturers
despite
challenges.
T
Jill E. Sackman, DVM, PhD, is senior
consultant, and Michael Kuchenreuther,
PhD, is research analyst,
both at Numerof & Associates, Inc.,
St. Louis, MO, www.nai-consulting.com.
40
he pharmaceutical industry
is grappling with pressures
including changing business
models, a more competitive
market, shifts in customers’ demands
(e.g., patients and providers), major patent expiries, shifting technology, constrained budgets, increasing scrutiny
from payers and regulators, and fundamental questions regarding the industry’s integrity. Many of these internal
and external pressures exist in emerging and developed markets alike, forcing manufacturers to reconsider their
approach to bringing new products to
market (1–3).
Australia is a country that has challenged pharmaceutical manufacturers in
recent years with extensive government
reforms in drug pricing, unpredictability
around reimbursement and pricing decisions, and other structural changes.
D espite t hese c ha l lenges, t he
Australian market still offers a number of opportunities for manufacturers.
Ongoing changes in Australia’s population and economy have contributed
to a shift in the country’s epidemiological profile. That shift has increased
the need for more effective population health management practices,
and medications that address complex,
chronic conditions. Manufact urers
will not only find new and expanding target patient populations for their
product portfolio in Australia, but also
opportunities for broader approaches
to managing disease and wellness.
And despite some recent setbacks in
the growth of Australia’s own biotech-
BioPharm International www.biopharminternational.com June 2015
magenta
cyan
yellow
black
ES621359_BP0615_040.pgs 05.26.2015 23:03
ADV
Global Market Report
nology R&D sector, the country
remains a powerhouse for medical
science innovations (4).
Understanding these complex
market dynamics will be crucial for
manufacturers exploring new and
existing opportunities for growth
in Australia.
AuStRALIA HeALtHcARe
MARket OveRvIew
Healthcare Delivery
According to the Organization
for Economic Co-operation and
Development (OECD) Better Life
Index, Australia’s universal healthcare system should be viewed as
one of the best in the world. As
a nation, Australians live longer
than most populations around the
world. Over the past 30 years, life
expectancy has greatly increased
and preventable deaths have been
reduced (5).
The country’s current expend it u re in hea lt h is modest in
relation to OECD standards, and
their system aims to guarantee
access for essential health services to everyone, regardless of
their socioeconomic status. While
more Australians are living longer, age and sedentar y behaviors similar to those practiced in
other developed economies, however, have contributed to mounting rates of chronic conditions
such as arthritis, diabetes, heart
failure, and asthma among others
(see Table I) (6).
To meet the demands of this
epidemiological shift, healthcare
providers throughout the country need to think about patients
and the care continuum in new
ways. Of necessity, greater attention is required for the preventive
and chronic care needs of patients
i n de f i ne d p op u l at ion s . T he
Australian Government is playing
a role in this paradigm through
reform initiatives. Specifically,
these initiatives aim to facilitate partnerships to improve care
Table I: Prevalence of chronic diseases in Australia.
Chronic diseases
Persons
% of population
Arthritis
3,265,400
14.8
Back pain/problems
2,805,500
12.7
Hypertension
2,262,000
10.2
Asthma
2,254,600
10.2
Depression
2,143,100
9.7
Heart/vascular disease
1,000,000
5.0
Diabetes
999,000
4.6
Cancer
360,000
1.6
Data Source: Australian Bureau of Statistics.
coordination across healthcare
settings and throughout communities (e.g., Medicare Locals now
being replaced with Primary Care
Networks); introduce a national
personally controlled electronic
medical record; enhance the utilization of home-based care and
telehealth technology, and improve
medication management (7).
Two ot he r com mon ly c ite d
challenges of Australia’s healthcare delivery sector include long
wa it i ng l ists for ma ny hospital medical procedures and the
concern there is a shortage of
pr i ma r y- ca re physic ia ns. T h is
concern is despite the fact that
there are more than 43,440 primary physicians compared with
25,400 specialists covering all disciplines (8). Also, wait times for
elective procedures are a major
concern in many OECD countries. In Australia, median wait
times for patients treated have
increased over the past decade for
a number of common procedures,
sometimes significantly (e.g., knee
replacement, hysterectomy, cholecystectomy by 32–47%, prostatectomy and hernia by 41–58%) (9).
According to the Commonwealth
Fund, over the past several years
Australia, along with Canada
and the United States have ranked
poorly w ith respect to overall
accessibility of appointments with
primary care physicians (10).
Healthcare Expenditure
and Funding
The country’s healthcare expenditure continues to grow faster than
population growth, spurred by societal changes such as population
aging, treatment and technology
advances, and consumers’ increasing
awareness of health-related issues.
Healthcare spending in 2013 was an
estimated 9.67% of gross domestic
product (GDP) (17.4% US/9.4% UK),
with two-thirds of the total coming
from the government (11).
O ver t he past decade, total
health expenditure has grown in
real terms at an average rate of
5.4% per year (11).
Australia’s primary care physicians are funded by the federal government through a long-standing
system known as Medicare. Federal
and state governments provide universal free inpatient care in public
hospitals. The former also subsidizes
spending on non-hospital care,
such as physician consultation
fees. Medicare also pays for medicines provided in public hospitals
and those medicines listed on the
Pharmaceutical Benefits Scheme
(PBS). Under this scheme, patients
are required to contribute a co-payment for all PBS-listed prescription
medicines with the government subsidizing the balance. Approximately
55.4% of the general population has
supplemental coverage through private insurers (12).
June 2015 www.biopharminternational.com BioPharm International
magenta
cyan
yellow
black
ES621358_BP0615_041.pgs 05.26.2015 23:03
41
ADV
Global Market Report
Percent Change in Government
Pharmaceutical Benifts Expenditure
12
9.4
9.2
9.3
9
5.7
6
3.6
3
1.7
0
-2.1
-3
2007-’08
2008-’09
2009-’10
2010-’11
2011-’12
2012-’13
2013-’14
Source: DoHA Expenditure and Prescriptions reports between June 2007 and June 2014.
Private health insurance offers
access to treatment in private hospitals and covers some ancillary
healthcare services. However, private health insurance coverage has
increased only modestly over the
past decade.
Under the notion that Australia’s
traditional health system is unsustainable due to rising treatment
costs and an epidemiological shift,
t he gover nment is consta nt ly
exploring ways to limit healthcare expenditures. Recently implemented strategies have included
shifting costs onto consumers
through higher co-payments for
PBS-listed medications and reducing physician reimbursement rates
for patient visits. In fact, in 2013,
government f unding of health
expendit ure fell in real terms
for the first time in more than a
decade (13).
AuStRALIA’S LIfe ScIeNceS
ANd pHARMAceutIcAL MARket
Life Sciences and R&D
Au st ra l ia is wel l place d ge o g raphica lly when it comes to
pharmaceutical exports given its
close proximity to major emerg-
42
ing markets in Southeast Asia. It
is, therefore, not surprising that
Australia’s life-sciences industry is
one of the leading performers in
the Australian economy, and each
year the industry is the country’s
largest exporter of manufactured
goods (14).
Approx i mately 50 globa l
research-based pharmaceutical
companies and more than 400
locally-owned medical biotechnology firms and service providers operate in Australia. Together,
t he s e or ga n i z at ion s ge ne r ate
approx imately $3.5 billion in
exports each year and invest more
than $1 billion in R&D (14).
In the past decade, however, the
need for large-scale industrial sites
to house research, development,
and manufacturing operations in
Australia has been greatly reduced.
Many companies have moved their
manufacturing facilities to lowercost markets and repositioned their
focus within Australia to sales and
marketing. The Australian government, however, announced plans
to invest in a Medical Research
Future Fund (MR FF), which is
expected to build to a $20 bil-
lion perpetual fund over the next
decade (15).
The MR FF investment could
strengthen Australia’s position as
an essential collaborator and contributor to research in several key
therapeutic areas. There is also
an opportunity for the MRFF to
alleviate manufacturers’ growing
concerns over R&D tax incentive
reductions, and spark a renewed
interest among pharmaceutical
companies looking to expand in
the region.
Pharmaceutical Market
Australia’s pharmaceutical market
was valued at $22.7 billion in 2013
and is projected to reach $32 billion by 2020 (16).
Major factors driving growth in
Australia’s pharmaceuticals market include the increasing elderly
population and its associated disease burden, along with rather
well-defined regulatory guidelines
and the rising prevalence of noncommunicable diseases due to an
increasingly sedentary way of life.
While the volume of pharmaceuticals provided under the PBS
continues to grow unabated, the
government has had some success
in reducing the rate of growth in
the overall cost of the scheme by
introducing pricing reforms. Over
the past few years, government
expenditure on pharmaceutical
benefits has sharply declined (see
Figure 1). Government-sponsored
reforms have included reg ular
price reductions for individual
and groups of products as well as
mandatory price disclosures that
rely on transparency to limit what
manufacturers can charge. Since
2012, the government has reduced
the prices of PBS-listed medicines
at least eight times, by percentages
ranging from 1% to 90% (17).
D espite a n ove ra l l slow i ng
of g row t h i n e xpend it u re on
the PBS, spending on high-cost
drugs targeting complex diseases
ALL FIGURES ARE COURTESY OF THE AUTHORS
Figure 1: Year-over-year change in government pharmaceutical benefts
expenditure (2007–2014).
BioPharm International www.biopharminternational.com June 2015
magenta
cyan
yellow
black
ES621367_BP0615_042.pgs 05.26.2015 23:04
ADV
Global Market Report
such as cancers, HIV/AIDS, and
Alzheimer’s is growing rapidly.
These high-cost drugs accounted
for 20% of the government’s total
budget, costing approximately $2
billion in the 2013–2014 financial
year (18).
A s a re s u lt, ma nu fac t u r e r s
should expect this to be an area
that will continue to garner closer
policy attention.
For ma ny yea r s, Aust ra l ia n
generic medicine price reductions
lagged behind those paid by many
other advanced countries. A report
claims that Australians paid more
than $1 billion too much annually
for prescription generic drugs (19).
Due to these high prices, generic
dr ugs have captured a smaller
share of the market than expected.
Nevertheless, a succession of major
patent expiries and the introduction of improved price disclosure arrangements are expected
to increase generic-drug use and
further alleviate pharmaceutical
spending.
MARket AcceSS IN AuStRALIA
Regulatory Approval
I n t he wa ke of t he re ce nt
announcement that work w ill
cease on a joint Australian-New
Z ea la nd t herapeut ic reg u lator, the Australian Therapeutic
Goods Administration (TGA) will
continue to regulate the quality,
safety, and efficacy of therapeutic
goods (20).
The TGA is responsible for granting authorization to market pharmaceutical products in Australia
and for inspecting and approving
manufacturing facilities.
Despite TGA having consistent
approval times for new drugs, the
country often lags behind other
developed nations in access to new
medicines. In an effort to ensure
Australians can access new treatments in a timely manner, significant attention is being given to
finding ways to accelerate the reg-
ulatory approval process under the
TGA. The Australian government
is currently considering multiple
recommendations, including the
creation of accelerated approval
pathways for breakthrough medicines and increased harmonization
with overseas submissions and regulatory bodies in North America
and Europe.
Coverage and Pricing
New products that receive marketing authorization from the
TGA undergo a health technolog y assessment ( H TA) by t he
Pharmaceutical Benefits Advisory
Committee (PBAC). PBAC is an
independent statutory body that
assesses clinical and cost effectiveness, as well as incremental
cost-effectiveness of individual
medicines in comparison to therapeutically similar products. PBAC
then makes reimbursement recommendations to the Minister for
Health who determines whether
t he p r o d uc t w i l l b e f u nd e d
through the PBS.
Similar to the UK, H TAs in
Australia rely on cost per Quality
Adjusted Life Year (QALY) to assess
cost effectiveness. Unlike the UK’s
National Institute for Health and
Care Excellence (NICE), however,
PBAC has not set a minimum or
maximum QALY limit. On one
end, this lack of a defined threshold has opened the door for certain
high-cost products. On the other
end, without a specified QALY
limit, manufacturers are less certain on how reimbursement decisions are reached. For instance, in
125 submissions made to the PBAC
between July 2005 and November
2006, positive recommendations
were granted for products with less
than $15,000 per QALY to greater
than $200,000 per QALY (21).
Select medicines targeting treatable rare and life-threatening diseases (e.g., Gaucher disease, Fabry’s
disease) and deemed to be clini-
cally effective do not require costeffectiveness assessments. These
products are not covered on the
PBS, but rather under the Life
Saving Drugs Program (LSDP). To
date, 10 products that treat seven
rare diseases are available through
this program (18).
When a drug is recommended
for listing by PBAC, manufacturers are allowed to enter pricing
negotiations with the government.
H i stor ic a l ly, t he gove r n me nt
h a s s o ug ht a d v ic e f r om t he
Pharmaceutical Benefits Pricing
Authority, Australia’s drug price
watchdog, during these negotiations. In an effort to try to expedite the decision-making process
in 2014, however, the government
decided to abolish this independent group (22).
Pricing negotiations still take
into account the advice of the
PBAC, particularly in relation to
clinical and cost effectiveness, the
manufacturer’s proposed price,
prescription volumes, the price
and use of comparative medicines, as well as information on
the product’s costs. Follow ing
negotiations, the government may
recommend that the proposed
price is accepted; further negotiations take place for a lower price
or prices within a specific range;
or for some products, risk sharing
arrangements to be developed and
agreed upon.
Snapshot of Coverage
Decisions and Managed Entry/
Risk-Sharing Agreements
Despite efforts by the government
to slow the growth of delivering
the PBS, new phar maceuticals
continue to receive acceptance.
In fact, the Abbott Government,
which gained power in September
2013, has placed an average of 24
new or amended listings on the
PBS per month, compared to eight
per month added under the previous government (23).
June 2015 www.biopharminternational.com BioPharm International
magenta
cyan
yellow
black
ES621373_BP0615_043.pgs 05.26.2015 23:04
43
ADV
Global Market Report
Table II: Percent of PBS-listed medicines with managed-entry/risk-sharing
agreements by therapeutic class.
Therapeutic class
% of PBS-listed medicines
Cancer/immuno-modulating agents
33.8%
Nervous system
15.5%
Gastrointestinal/metabolism
9.8%
Cardiovascular system
7.0%
Other
33.9%
The government’s willingness
to add reimbursement products,
however, does not extend to all
therapeutic areas. As seen in other
countries that heavily rely on
QALYs or other cost-effectiveness
measures, manufacturers of new
cancer drugs are increasingly being
denied coverage, and even when
reimbursement is granted, these
products are being adopted more
slowly and at lower rates. In fact,
the average time between marketing approval and national reimbursement decision for a group of
recently developed cancer drugs
in Australia was reported to be 518
days (vs. 261 days for all non-cancer compounds) (24).
More broadly, the high prices
requested by pharmaceutical companies have led the government
to shift some of the financial risk
to manufacturers through impleme nt at ion of ma nage d e nt r y
and risk-sharing agreements. As
observed in other major markets,
including the United Kingdom,
most managed-entry agreements
t hat have b e e n i mple me nte d
bet ween ma nu fac t u rer s a nd
the Australian government are
non-outcome based agreements
(e.g., price volume arrangements
and rebate ar rangements). For
instance, in 2013, there were at
least 71 special pricing arrangements in place, and approximately
one-third of these arrangements
involved high-priced cancer or
immuno-modulating drugs (see
Table II) (25).
44
Similar to other markets, health
outcome-based agreements have
been less common; however, they
still remain prevalent. In 2013,
28 medicines were subject to documentation of adequate benefit
by some appropriate clinical or
biological test for continuation
of treatment (25). These dr ugs
included the tumor necrosis factor ( T N F-a lpha) inhibitors for
rheumatoid arthritis, Crohn’s disease, and severe psoriasis as well
as tyrosine kinase inhibitors for
several types of cancer.
F i n a l l y, t he P B AC ap p e a r s
t o s u p p o r t t he i mp l e m e nt a tion of risk-based schemes linking product reimbursement to a
requirement for real-world data
collection and analysis. To date,
however, these types of arrangements have been rather slow to
materialize in Australia, a trend
observed in other countries as
well. In 2012, ipilimumab was
recommended for reimbursement
for the treatment of melanoma
subject to a risk-sharing arrangement (26).
Under this arrangement, longter m overall sur v ival benef its
would be monitored through a
registry and Bristol-Myers Squibb
would be required to rebate “the
cost difference in performance
between observed versus predicted
benefits” (26). While the listing
was officially announced in 2013,
no additional details have been
released on any coverage with evidence agreement.
Implications for Manufacturers
Government-driven price control
strategies, greater scrutiny by HTA
bodies, projected increased use of
generic drugs, and the emergence
of risk-based contracting are not
necessarily new trends for manufacturers, nor are these trends
unique to Australia. In fact, manufacturers are likely already addressing many of these challenges in
other markets such as the US and
the European Union. There are
some important implications that
need to be reinforced, however, for
manufacturers looking to capture
the long-term opportunities of this
market and continue gaining coverage for new medicines.
The average time from regulator y approval to PBS listing is
often cited as a major challenge
for manufact urers in this particular market. The opportunity
to resubmit applications following a negative decision keeps the
door open for ma nu fac t u rers’
products, but also can lead to
multiple rounds of submissions
before coverage is granted. While
manufacturers may not be happy
until a more rapid process for
coverage decisions is established,
a r e c e nt i nd e p e nd e nt r e v ie w
reported that the reasons most
commonly cited for not recomme nd i ng a n appl ic at ion we re
inadequate clinical and/or costeffectiveness evidence provided
in the submission (27).
Therefore, even though some
aspects of the review process are
outside manufacturers’ control,
t hese compa n ies do have t he
power to conduct a comprehensive review of all data generated
and confirm that their product
is both clinically and economically better than what’s already
ava i lable; dec reases mor ta l it y
and/or morbidity; makes the care
pathway more efficient; and/or
reduces the total resources per
patient. If robust evidence sup-
BioPharm International www.biopharminternational.com June 2015
magenta
cyan
yellow
black
ES621379_BP0615_044.pgs 05.26.2015 23:05
ADV
Global Market Report
p or t i ng t hese c la i m s i s lac king, manufacturers will need to
rethink their pricing strategy.
Negat ive coverage dec isions
are also increasingly hampering
the market potential for new and
expensive drugs, particularly in
cancer. While manufacturers and
advocacy groups have been lobbying for the country to adopt a
separate fund to fast-track access to
cancer drugs, no actions have been
taken yet to do so. Moreover, with
the recent decision in the UK to
scale back their cancer drug fund,
the likelihood of Australia setting
one up seems low. For now, manufacturers will need to rely on the
data described previously herein
that represent hard, real-world evidence to back up their claims.
Finally, irrespective of the market, manufacturers have traditionally struggled to make the
transition from solely being a goods
producer to a service provider. In
Australia, providers are increasingly
pursuing strategies that focus on
treating aging patient populations
suffering from chronic diseases.
Pharmaceutical manufacturers will
need to engage differently with providers and find ways to help them
manage their patient populations.
Manufacturers have opportunities
to help providers stratify populations for different risk profiles or
treatment responses to better manage scarce resources.
One way for manufacturers to
bring their disease expertise to bear
is through offering service wraps
around a particular product (28).
These services generally seek
to promote ad he r e nc e r e s u lting in bet ter hea lt h outcomes
for prov iders and patients and
improved ef fec t iveness a nd
increased sales for manufacturers. Fur t her more, ma nufac t urers that are able to demonstrate
ownership of a therapeutic area
through a portfolio of effective
produc t s a nd ser v ices may b e
in a better position to consider
s h a r i n g r i s k fo r p at ie nt o utcomes.
AckNOwLedGeMeNt
The authors would like to thank
Dr. Henry Glennie for his contributions to this article.
RefeReNceS
1. J. Sackman and M.
Kuchenreuther, Pharma. Technol.
39 (1) (January 2015).
2. J. Sackman and M. Kuchenreuther,
Pharma. Technol. 38 (11)
(November 2015).
3. J. Sackman and M. Kuchenreuther,
Pharma. Technol. 38 (4) (May 2014).
4. A. Topf, “Biotech Healthy, But Still
Hurting in Places,” Life Science
Investing News, Jan. 23, 2014.
5. OECD Health Data 2013.
6. Australian Bureau of Statistics,
Australian Health Survey:
first results, 2011–12. ABS
cat. no. 4364.0.55.001.
7. Australian Institute of Health and
Welfare, Australia’s Health 2014,
www.aihw.gov.au/australiashealth/2014/health-system/,
accessed March 2, 2015.
8. H. Glennie, Medilink Australia
9. L. Siciliani et al., Health Policy 118
(3) pp. 292–303 (December 2014)
10. S. Harrah, Health Care Around the
World: Why Australia is #1.Health
Care Around the World, March 31,
2014, www.umhs-sk.org/blog/healthcare-around-the-world-why-australiais-1/Caribbean-Medical-Schools.
11. Industry Report, Healthcare:
Australia, The Economist
Intelligence Unit, March 2014.
12. Private Healthcare Australia, Private
Health Insurance Membership—
September 2014, November 24,
2014, www.privatehealthcareaustralia.
org.au/private-health-insurancemembership-september-2014/,
accessed March 5, 2015.
13. Australian Institute of Health
and Welfare, Health Expenditure
Australia 2012–13, September
23, 2014, www.aihw.gov.au/
publication-detail/?id=60129548871,
accessed March 3, 2015
14. Medicines Australia, Boost for HighTech Pharmaceutical Manufacturing
in Australia, November 2014,
https://medicinesaustralia.com.
au/2014/11/14/boost-for-high-techpharmaceutical-manufacturing-inaustralia/Accessed March 3, 2015
15. Australian Government, Medical
Research Future Fund, www.
budget.gov.au/2014-15/content/
overview/html/overview_12.
htm Accessed March 3, 2015.
16. Global Data, CountryFocus:
Healthcare, Regulatory and
Reimbursement Landscape–
Australia, September 2014.
17. Department of Health and Ageing
and Medicines Australia, Trends
In and Drivers Of Pharmaceutical
Benefits Scheme Expenditure,
May 2013, www.pbs.gov.au/
publication/reports/trends-in-anddrivers-of-pbs-expenditure.docx.
18. R. Harvey and R. de Boer, Growth in
Expenditure on High Cost Drugs in
Australia, Jan. 7, 2015, www.aph.gov.
au/About_Parliament/Parliamentary_
Departments/Parliamentary_Library/
pubs/rp/rp1415/ExpendCostDrugs#_
ftn56, accessed March 6, 2015
19. S. Duckett, Australia’s Bad Drug Deal,
March 2013, http://grattan.edu.
au/wp-content/uploads/2014/04/
Australias_Bad_Drug_Deal_FINAL.
pdf, Accessed March 6, 2015
20. Australian Government, Joint
statement by Hon Peter Dutton MP,
Minister for Health for Australia,
and Hon Dr Jonathan Coleman,
Minister of Health for New Zealand,
regarding ANZTPA, November 20,
2014, www.health.gov.au/internet/
ministers/publishing.nsf/Content/
health-mediarel-yr2014-dutton100.
htm, Accessed March 6, 2015
21. K. Markarounas-Kirchmann,
“Predicting Successful Listing of
Pharmaceuticals on the PBS,”
Presentation at the 6thWorld
Conference on Health Economics, iHEA
2009, http://kmchealthcare.com/
doc/ihea_poster_presentation.pdf
22. Pharmacy Daily, “PBPA to go
in new PBS,” March 10, 2014,
https://s3-ap-southeast-2.
amazonaws.com/traveldaily/
PD/2014/Mar14/pd100314.
pdf, Accessed March 6, 2015
23. Senate Community Affairs
Legislation Committee, Official
committee Hansard, op. cit., p.
86. Accessed March 6, 2015.
24. IMS Institute, Impact of cost-per-QALY
reimbursement criteria on access
to cancer drugs, December 2014,
www.imshealth.com/imshealth/
Global/Content/Corporate/IMS%20
Health%20Institute/Insights/IHII_
CPQ_Impact_on_Access_to_Cancer_
Drugs.pdf, Accessed March 16, 2015
25. A. Vitry and E. Roughead, Health Policy
117 (3) pp. 345-52 (September 2014).
26. Pharmaceutical Benefits
Advisory Committee, November
2012 PBAC Outcomes–Positive
Recommendations, www.pbs.gov.au/
info/industry/listing/elements/pbacmeetings/pbac-outcomes/2012-11/
positive-recommendations,
accessed March 5, 2015
27. Commonwealth of Australia,
Independent Review of the Impact
of Pharmaceutical Benefits
Scheme (PBS) Cost Recovery,
November 2011, www.pbs.gov.au/
publication/factsheets/independentreview-PBS-cost-recovery.pdf,
accessed March 16, 2015
28. Numerof & Associates, Inc.,
“Capturing the Value from Value-Added
Services,” PM360, Nov. 21, 2014,
www.pm360online.com/capturing-thevalue-from-value-added-services/♦
June 2015 www.biopharminternational.com BioPharm International
magenta
cyan
yellow
black
ES621376_BP0615_045.pgs 05.26.2015 23:05
45
ADV
Troubleshooting
Stress and Protein Instability During
Formulation and Fill/Finish Processes
This article reviews factors that affect protein stability at different steps of the product
manufacturing process and strategies to minimize their impact on product quality.
B
iopharmaceutical product manufacturing
is a complex process that involves many
steps, including drug substance and bulk
formulation, filtration, shipping, pooling, filling,
lyophilization, inspections, packaging, and storage.
During these processes, proteins are subjected to
many different forms of stresses, such as agitation,
temperature, light exposure, and oxidation. These
stresses can lead to protein denaturation and aggregation, which compromises the product quality
and can even lead to loss of a production batch in
some cases. Testing the impact of these stresses on
the drug products and developing the corresponding mitigation strategies are essential to maintaining protein stability during the formulation and
fill/finish processes.
speed for up to a few days. Samples are taken at different time points to monitor the key critical quality attributes (CQAs) of the protein formulation. Some process development teams prefer use of a
pumping study, which resembles the actual agitation stress in the pharmaceutical manufacturing
process. In this type of study, the protein formulation is placed in a vessel and circulated in a closed
loop by a peristaltic pump with samples taken
at different time points. Lastly, a mock shipping
study, which simulates the agitation and other
stresses during transportation, may also be used.
The results from this mock study are also useful to
define the shipping logistics and to support future
shipping validation studies.
AgitAtion
Freeze/thaw is another common stress encountered
during protein therapeutic manufacturing. Despite
all the precautions, accidental freezing during bulk
storage or shipment does happen. The storage of a
frozen process intermediate, drug substance, or formulated bulk substance demands demonstration
of the protein freezing stability. For freeze-dried
drug products, freezing stability is a prerequisite
for a successful lyophilization process. Also, for a
lot of multinational pharmaceutical companies,
the drug substance manufacturing, drug product
fill/finish, and product release are often located at
different sites across the globe. The samples taken
during the formulation and fill/finish process need
to be shipped from one place to another for characterization or release. Once the samples are received,
it may take days for some complex assays, such as
peptide mapping by liquid chromatography–mass
spectrometry (LC–MS), to be completed. For labile
products, these characterization or release samples
have to be frozen to maintain their integrity before
analyses.
Some proteins are prone to freeze/thaw stress,
and the process results in protein aggregation,
while others are much more resistant. Studies have
Agitation is one of the common physical stresses
that protein therapeutics are subjected to during the routine manufacturing process. Agitation
occurs during mixing, ultrafiltration/diafiltration,
pumping, shipping, and filling. The exact mechanism for agitation-induced protein denaturation
remains to be established. It has been postulated
that agitation can cause protein unfolding at the
air-liquid interface to irreversibly expose the interior hydrophobic core of a protein and lead to
intermolecular association of nonpolar residues.
Polysorbates, despite their inconsistent protective
effects against other stresses, are usually effective against agitation-induced protein aggregation.
Increase in protein concentration also is reported
to decrease aggregation with respect to agitation.
The protein susceptibility to agitation stress can
be assessed by numerous methods. Besides vortexing and stirring, the shaking study, which is easy
to set up and requires a small volume of sample,
is commonly used. The shaking study is initiated
by placing the protein solution in a
Mark Yang is director, late stage container, such as bag, tube, or vesprocess development at genzyme. sel, and shaking it at an appropriate
46
BioPharm International
magenta
cyan
yellow
black
www.biopharminternational.com
Freeze/thAw And time-out-oF-reFrigerAtion
June 2015
ES621144_BP0615_046.pgs 05.26.2015 20:52
ADV
troubleshooting
shown that freeze/thaw-induced protein aggregation is mainly attributed
to interfacial adsorption of protein
at ice-liquid interfaces. Other factors, such as freeze-induced buffer
pH shift and localized cryoconcentration of excipients and protein,
may also contribute to the protein
denaturation process, because most
of these protein formulations contain amorphous excipients and their
glass-transition temperatures (Tg’) are
usually -20 0C or lower. The -20 0C
freezers, even though they are convenient and widely available, should be
avoided for protein freezing and storage. Cryoprotectants and surfactants,
such as sucrose and Polysorbate 80,
are commonly used to stabilize proteins against freeze/thaw stresses.
A freeze/thaw study, as the name
implies, can be used to assess the susceptibility of protein formulation to
the freeze/thaw stress. It is commonly
done by filling a sterile plastic tube,
freezing to -80 0 C then thawing at
2–8 0C or room temperature for up to
10 cycles. Samples are taken after each
cycle and analyzed for protein CQAs.
Like freeze/thaw, thermal stress
can also impact protein stability,
which happens when protein formulations are removed from the 2–8 0C
storage temperature and are placed at
room temperature for formulation or
fill/finish processing. At the elevated
temperature, proteins may partially
unfold, which often leads to protein
degradation and aggregation. For a
temperature-sensitive formulation,
the time-rtout-of-refrigeration should
be recorded and tabulated to limit
the combined room temperature
exposure during manufacturing processes. An accelerated stability study
and a temperature cycling study
between 2–8 0C and room temperature can be used to set such a limit.
oxidAtion
Protein oxidation is the covalent
modification of a protein either by
reactive oxygen species directly or
by oxidative stress indirectly. Several
amino acids, such as methionine,
cysteine, histidine, and tryptophan
are more sensitive to oxidation than
other amino acid residues. Protein
oxidation often leads to structural
change, loss of activity, and a possible increase in immunogenicity. It
is important to monitor the degree of
oxidative modification of therapeutic proteins during the formulation
process.
It is known that protein oxidations can be induced by the trace
metal ions leached from production
equipment, as well as oxygen, which
is either from the air or dissolved
within the buffer. The most common
protein oxidation in biotherapeutic
manufacturing processes is caused by
peroxides, such as hydrogen peroxide
(HP) and organic peroxide. Peroxides
can be generated after the formulation is exposed to light. Peroxides
can also be introduced into protein
formulations by water for injection
(WFI), which contains up to ~50 ppb
HP based on the author’s testing, and
by impurities from some of the commonly used excipients, including
polysorbate, sucrose, and sorbitol.
In addition, HP can be introduced
into protein formulations during the
filling process in isolators, which
are now widely used due to their
increased environmental quality
and lower operating cost. The isolator decontamination is normally
accomplished by using vaporized
hydrogen peroxide (VPHP) at ~700
ppm before being purged extensively
with the sterile clean air. However, a
trace amount of HP, usually at subppm concentrations, remains in the
isolators after the purge and can be
absorbed into protein formulations. It
is therefore necessary to establish the
VPHP exposure limits for protein formulations prior to the filling process. The VPHP exposure limits can be
established empirically by exposing
protein samples to the theoretical
residual VPHP levels in the isolators and monitoring the real-time
and accelerated protein stability.
June 2015
magenta
cyan
yellow
black
Alternatively, a HP-spiking study,
where different concentrations of HP
(up to a few ppm) are spiked into the
protein formulations to evaluate their
impacts on protein stabilities, can be
performed. If the protein therapeutic
is sensitive to oxidation, it may be
necessary to lower the residual VPHP
level in the isolators by extending the
purge cycle or to limit the total residence time of the filled drug vials in
the isolators.
Light exposure
Light exposure is inevitable for protein therapeutics throughout the
manufacturing processes, including
formulation, filling, inspection, and
packaging. Exposure to light can
directly cause oxidation of specific
amino acid residues in the protein,
such as tryptophan, tyrosine, phenylalanine, and serine, and can lead to
protein aggregation and inactivation.
Indirectly, light exposure can cause
protein oxidation by generating reactive oxygen species after first reacted
with the buffer or excipients.
It is important to assess the photostability of protein drug substance and drug product to ensure
that they can endure the normal
manufacturing lighting conditions. Photostability is evaluated
by exposing a drug product to
both visible and UV lights following International Conference on
Harmonization (ICH) guidelines,
which recommend an exposure dosage of equal or greater than 1.2 million Lux hr and 200 Watt hr/m2 for
visible and UV lights, respectively.
A systematic photostability testing
should consist of both forced degradation and confirmatory tests.
Drug product can be presented in
the final container/closure system,
with or without marketing package,
during the exposure. For liquid drug
substances or formulated bulks, they
should be exposed in chemically
inert and transparent containers.
www.biopharminternational.com
Continued on page 49
BioPharm International
ES621143_BP0615_047.pgs 05.26.2015 20:52
47
ADV
SEBASTIAN KAULITZKI/GETTY IMAGES
BIO 2015 EXHIBITOR GUIDE
AND TECHNOLOGY SHOWCASE
BIO
Convention
2015
EXHIBITOR
GUIDE
STAY CURRENT ON BIOTECHNOLOGY
Visit BioPharm International sponsors that are exhibiting at the 2015 BIO
International Convention. See descriptions and booth information below.
NEW PRODUCTS AND SERVICES
VISIT US AT BIO INTERNATIONAL CONVENTION 2015
Eurofins
Lancaster Labs
SpectrumLabs.com
Abzena
Abzena offers a suite of complementary services and technologies through its subsidiaries,
PolyTherics and Antitope. Through its portfolio
that includes immunogenicity assessment, antibody drug conjugates, protein engineering,
PEGylation, and cell line development, it enables the development of better biopharmaceuticals, which will have a greater chance of
reaching the market.
Abzena, Babraham Research Campus, Babraham,
Cambridge, CB22 3AT, UK • www.abzena.com •
tel. +44 (0) 1223903498 • info@abzena.com
BIO Booth # 4360
SpectrumLabs.com manufactures single-use hollow fiber filters and systems used in tangential flow
microfiltration, ultrafiltration, and bioreactor perfusion applications. Spectrum’s new KML™-100 (KrosFlo® MagLev) system is a benchtop Perfusion and
TFF system. The system uses a low shear, singleuse, non-pulsating, levitating magnetic pump controlled by the PLC. The KML-100 is a completely integrated system with a color touchscreen to display
pressures, flows, weights, and process overview.
SpectrumLabs.com, 18617 Broadwick, Rancho
Dominguez, CA 90220 • www.spectrumlabs.com •
tel. 310.885.4600
BIO Booth # 3200
As a member of Eurofins’ BioPharma
Product Testing
Group—the largest network of harmonized bio/pharmaceutical
GMP product testing laboratories worldwide—
Eurofins Lancaster Laboratories supports all
functional areas of bio/pharmaceutical manufacturing, including method development, microbiology, process validation, and quality control
throughout all stages of the drug development
process.
Eurofins Lancaster Labs • tel. 717.656.2300 •
www.EurofinsLancasterLabs.com
NEW PRODUCTS AND SERVICES
Hamilton
Company
Hamilton’s Incyte, viable cell density sensor,
enables measurement
of viable cells without
influence from changes
in the media, microcarriers, dead cells, or debris.
It is designed for mammalian cell culture, yeast,
and high density bacterial fermentation. Its 12
mm diameter, PG13.5 mounting thread, and 120,
225, 325, and 425 mm lengths fit all reactor sizes.
Either 2 or 4 sensors connect to the Arc View
Controller, which displays, records, and exports
measurement data in 4-20 mA, OPC, or Modbus
formats.
Hamilton Company • tel. 888.525.2123
• www.hamiltoncompany.com
48
BioPharm International
magenta
cyan
yellow
black
SAFC®.
Introducing the
next generation
in chemicallydefined CHO
fed-batch media.
This contemporary
media and feed platform was developed across
a wide range of CHO cell lines commonly used in
industrial bio-manufacturing with an emphasis
on simple adaptation (regardless of cell bank
medium), demonstrated performance with sustained high biomass and maximum titers, and
formulations allowing for flexibility to adjust protein quality attributes as needed. For more information or to try a sample, please visit us at www.
Sigma-Aldrich.com/CHOperformance, SAFC®.
www.biopharminternational.com
Tosoh Bioscience
CaPure-HA™ from Tosoh
Bioscience LLC is for the
purification of multiple
classes of biomolecules
including monoclonal
and polyclonal antibodies, antibody isoforms,
isozymes, antibody fragments, and the isolation of single-stranded from
double-stranded DNA. The highly selective and
robust nature of CaPure-HA offers the flexibility to
use this resin at any stage in a process from capture to final polishing. Tosoh Bioscience, LLC, 3604
Horizon Drive, Suite 100, King of Prussia, PA 19406
• www.tosohbioscience.com • tel. 484.805.1219 •
Info.tbl@tosoh.com
June 2015
ES621360_BP0615_048.pgs 05.26.2015 23:03
ADV
Running Head Running Head Running Head
PRODUCT SPOTLIGHT
Downstream Processing—Contin. from page 25
ENVIRONMENTAL CONSIDERATIONS
BioPharm: How do environmental variables within the
laboratory affect the process of sterilization?
Meyer (Sartorius Stedim Biotech): General environmental parameters like room temperature and humidity will not affect the sterilization process itself. For
integrity testing, all auxiliary media and equipment
should be room temperature. In very rare cases, it has
been shown that exposure of stainless-steel filter housings to direct sunlight might interfere with the procedure. The same could happen when hot or cold water
is used for performing water intrusion tests. However,
this only appears rarely and is not considered a main
concern during the filtration process.
Neeley (Thermo Fisher Scientific): Sterilization by filtration is achieved when the filtrate passes through
the sterilizing (usually 0.2 μm) membrane into a sterile
collection vessel. Until this point, the solution is not
considered sterile and does not specifically need to be
handled as such, unless the work environment requires
this to prevent cross-contamination. Therefore, an environment with positive air pressure (e.g., a biological
safety cabinet or a clean room) is preferable. ◆
Automated Handwashing
System Increases Efficiency
MeritechÕs CleanTech 2000SCA Automated Handwashing
System delivers a 12-second wash and rinse cycle that
removes 99.98% of dangerous pathogens from bare
skin and gloves. The
compact system features
a clean-in-place design
and turnstile-controlled
access that automatically
opens at the end of each
handwashing cycle.
The system requires
75% less water and
soap and produces
less discharge waste.
A stainless-steel
supporting wall and
hand dryer or paper
towel dispenser can
be added optionally.
Meritech
www.meritech.com
Troubleshooting—Contin. from page 47
Because these containers are often different from the
actual bulk storage vessels, such as stainless-steel tanks or
single-use bags, it is prudent to consider all of these factors
during interpretation of the exposure data.
The final selection of packaging and storage containers for both drug substance and drug product should be
guided by the photostability data. As a general precaution
for protein therapeutics, unnecessary prolonged light
exposure during storage and direct exposure to sunlight
should be avoided.
OTHER STRESSES
Proteins are heterogeneous macromolecules with delicate
tertiary structures and are prone to denaturation by common manufacturing stresses, such as agitation, freeze/
thaw, oxidation, and light exposure. There are other manufacturing stresses that can also destabilize protein therapeutics. Pressure-induced protein denaturation, which is
often reversible within a certain range, has been well studied. Proteases, which may present as process impurities in
drug substances and products, can cause protein degradation during processing or storage. Early characterization
and collaboration with both upstream and downstream
teams are essential to identify and mitigate these instability challenges. ◆
Biocompatible pH Sensor
Ensures Reliability
HamiltonÕs EasyFerm Bio biocompatible
pH sensor is designed for cleaning in
place (CIP), sterilization up to 140 ¡C,
autoclavable temperature up to 130 ¡C,
has a pressure range up to 6bar, a 120
mm a-length, and a 12 mm diameter.
The sensor is made with pH glass and a
reference HP-Coatramic diaphragm, and
can withstand frequent autoclaving, steam
sterilization, and CIP. The sensor has a
measuring range from pH 0 to 14 with
a NTC 22 kOhm temperature sensor.
Hamilton
www.hamiltoncompany.com
June 2015 www.biopharminternational.com BioPharm International
magenta
cyan
yellow
black
ES621170_BP0615_049.pgs 05.26.2015 20:53
49
ADV
mAbs Development Update
treat cancer patients, and Selexis, which has technologies
for biologics drug discovery and Research Cell Bank (RCB)
development, received a EUREKA Eurostars grant of €2.1
million (USD 2.33 million) to develop bispecific antibody
combination products for the treatment of colorectal
cancer, the companies announced on May 20, 2015.
In the program, Merus and Selexis will combine their
unique and proprietary Oligoclonics and SUREtechnology
platforms, respectively, to develop a product combining
two, bispecific, full-length immunoglobulin G antibodies that
simultaneously targets and potently inhibits three receptor
tyrosine kinases. The lead Oligoclonics candidate was discovered
as part of a previous EUREKA program and will be produced
from a single manufacturing cell line developed by Selexis.
Pfizer Announces PCSK9
Competitive Grants Program
Pfizer announced on Apr. 9, 2015 that it will fund a new
competitive grants program to support research investigating
the role of proprotein convertase subtilisin kexin type 9
(PCSK9) in cardiovascular disease. PCSK9 inhibitors drugs
are thought to maintain cholesterol homeostasis.
The program, which is an extension of the Advancing Science
through Pfizer Investigator Research Exchange (ASPIRE), will
provide grants of up to $100,000 to uncover new insights about
PCSK9, including its role in lipoprotein metabolism, how it
interacts with the immune system, and its potential role in the
treatment of infectious diseases and vascular diseases, among
many other areas of research. “It is our earnest desire that the
research projects selected will advance the current understanding
of PCSK9 biology and, in this way, contribute significantly to the
next generation of potential therapies targeted to cardiovascular
diseases,” said Professor John Chapman, director emeritus of the
Dyslipidemia and Atherosclerosis Research Unit of the National
Institute for Health and Medical Research (INSERM) at the PitiéSalpétrière University Hospital in Paris, France, in a press release.
Preliminary studies have shown that these investigational
monoclonal antibodies (mAbs) significantly reduce
the incidence of cardiovascular events in patients with
hypercholesteremia and are associated with an approximately
60% reduction in low-density lipoprotein (LDL) cholesterol
when compared with the current standard of care.
Amgen’s Repatha (evolocumab) and Sanofi and Regeneron’s
Praluent (alirocumab) will be fierce competitors in the PCSK9
space. Praluent was granted Priority Review by FDA on Jan. 26,
2015 and its target action date is July 24, 2015. Repatha’s action
date is shortly thereafter, while Alnylam and Pfizer’s candidate,
bococizumab, is still in Phase III trials. According to many payers
and pharmacy benefit managers, PCSK9 inhibitors could be the
highest-selling class in history—and these hypercholesterolemia
products are projected to cost $10,000 or more per patient.
50
BioPharm International
magenta
cyan
yellow
black
www.biopharminternational.com
A case report published on Apr. 20, 2015 in the New England
Journal of Medicine investigating the use of monoclonal
antibodies Yervoy (ipilumumab) and Opdivo (nivolumab)
found that the combination of drugs reduced the tumors by
80% in more than half of melanoma patients. Even though
there were only 13 patients in the Phase I trial, the researchers
observed a “remarkable” tumor response in one patient whose
large chest-wall melanoma almost completely disappeared in
three weeks after only one dose of the drug combination.
While the results of the immunotherapy treatment are
impressive, the study investigators warn that they have concerns
about the “overly vigorous antimelanoma” response they observed
and say that “such an antitumor effect occurring in a transmural
metastasis in the small bowel or myocardium, common sites for
metastatic melanoma, could have grave consequences.” Despite
these warnings and a treatment delay due to a rash, the patient
in question who had remarkable results has resumed treatment.
The results of the case study were published alongside a
larger double-blind study involving 142 patients with metastatic
melanoma with BRAF V600 wild-type tumors. In that study, 61%
(44 of 72) of patients receiving the drug combination of Yervoy and
Opdivo responded to the drug, and 22% (16 patients) reported a
complete response. Eleven percent (4 of 37 patients) in the group
that received Yervoy and placebo showed a response of some
kind, indicating that the combination of drugs is more efficacious
than Yervoy alone. Progression-free survival was also significantly
higher in the Yervoy/Opdivo group than in the Yervoy group alone.
The success of the drug combination of Yervoy and Opdivo
comes at a price, however, as serious drug-related adverse
events were reported in more than half of patients in this
arm (54%), which is significantly more than the 24% of those
on Yervoy plus placebo who experienced side effects.
Stocktrek Images/Getty Images
Merus and Selexis Receive Grant for Combination of Yervoy and
Opdivo Shrinks Melanoma Tumors
Bispecific Antibody Therapeutics
Merus, which develops bispecific antibody therapeutics to
Drastically in NEJM Case Report
Ad Index
Company
ANTITOPE LIMITED
BD BIOSCIENCES
BIO INTERNATIONAL CONVENTION
EMERGENT BIOSOLUTIONS
CATALENT PHARMA SOLUTIONS
EMD MILLIPORE
EUROFINS LANCASTER LABORATORIES
GE HEALTHCARE LIFE SCIENCES
HAMILTON CO
SAFC BIOSCIENCES SIGMA ALDRICH
SPECTRUM LABS
THERMO FISHER SCIENTIFIC
TOSOH BIOSCIENCE
WOODLEY CLINICAL TRIALS
Page
7
11
21
15
52
13
5
17, 27
9
51
Cover Tip
33
2, 37
19
June 2015
ES621923_BP0615_050.pgs 05.27.2015 14:50
ADV
CELL CULTURE
PERFORMANCE
NEXT GENERATION MEDIA PLATFORM
EX-CELL® ADVANCED™ CHO FED-BATCH SYSTEM
Introducing a next generation, chemically-defined CHO fed-batch media platform from SAFC. Developed
across a range of widely used industrial CHO cell lines, this newest portfolio media delivers exceptional
titers and economic efficiencies. Adaptation is simple. Celebrate performance and accelerate your
bio-development process.
Celebrate finding the one: sigma-aldrich.com/CHOperformance
Cat. Nos: 14366C, 24366C, 24367C, 24368C
©2015 Sigma-Aldrich Co. LLC. All rights reserved. Sigma-Aldrich, SAFC, and EX-CELL are trademarks of Sigma-Aldrich Co. LLC, registered in the US and other countries.
magenta
cyan
yellow
black
ES622153_BP0615_CV3_FP.pgs 05.27.2015 20:31
ADV
biologics
smart biosimilar development.
integrated solutions. faster to market.
+
12
5
+
550
CELL LINES
available for biosimilar development
MARKETED BIOSIMILAR PRODUCTS
utilize GPEx‰ technology (40% of marketed mAbs)
BIOLOGIC DEVELOPMENT PROGRAMS
ʺ 2015 Catalent Pharma Solutions.
All rights reserved.
analytical, antibodies and protein programs combined
magenta
cyan
yellow
black
FLEXIBLE PROGRAMS
INTEGRATED SOLUTIONS
PROVEN EXPERTISE
Robust portfolio of high-expressing cell lines
using GPEx ‰ technology. Fast, customized
development of high-yield, stable pools for
evaluation. Comprehensive analytical services
for characterization and GMP activities.
State-of-the art biomanufacturing singleuse system. Tailored, comprehensive
biosimilarity analysis services. Leading
expertise with clinical trial supply, reference
sourcing, blinding and packaging.
40% of marketed biosimilar mAbs utilize
GPEx ‰ technology, 5 marketed commercially.
Analytical services provided for 150 NBEs,
25 biosimilars. 20+ year track record in
analytical and fill/finish programs.
Catalent. More products. Better treatments. Reliably supplied.™
us + 1 888 SOLUTION (765-8846) eu 00800 8855 6178 catalent.com/biologics
ES622140_BP0615_CV4_FP.pgs 05.27.2015 20:31
ADV