Update
Boilers AND pressure vessels/
operating engineers edition
Message
Issue 1
2012
from the Director
By Mike Adams, M.Eng. P.Eng. PMP, Director of Boilers and
Pressure Vessels, and Operating Engineers Safety Program
Having been at the helm of the Technical Standards and Safety Authority’s (TSSA’s)
Boilers and Pressure Vessels, and Operating Engineers Safety Program for just over
a year, I have had the opportunity to fully integrate with staff and industry at large,
through the respective advisory councils and an industry outreach program where I
have had the pleasure of meeting with over 40 representatives of industry.
In this
ISSUE
Incident Prevention Safety Devices:
Low-Water Cut-Offs for Boilers
2
New ASME Certification Mark on Nameplates 3
Pressure Gauge Calibration
4
Prefabricated or Preformed Pressure Parts
Furnished without a Certification Mark
(ASME Section VIII DIV 1, UG-11) 5
ASME Code Issues – Are You Aware?
6
Owner/Users of Boilers and Pressure Vessels:
Mandatory Periodic In-Service Inspection and
Your Responsibility
7
Finite Element Analysis 8
New Technology: Diffusion Welding and
Microchannel Heat Exchangers 9
National Registration Service for Boilers,
Pressure Vessels and Fittings
10
Ontario Power Generation’s Refurbishment
of Darlington Nuclear Station
11
Putting Public Safety First
And, the one thing that stands out for me is the
sincere commitment to public safety – from all
parties – as we continue to steer ahead on
a number of operational activities and key
safety initiatives.
Take for example the extensive and ongoing
work to establish a universal database for
pressure retaining equipment and components
in Ontario. Periodic inspections of boilers and
pressure vessels in the province of Ontario
is a responsibility shared by TSSA and the
insurance industry. As TSSA is responsible for
inspecting uninsured equipment – believed to
be a small percentage of all equipment currently
in use in the province – this leaves the bulk of
insured equipment being inspected by insurance
companies licensed under the Insurance Act
to undertake boiler and pressure vessel
machinery insurance.
TSSA is continuing to work with the insurance
industry, with strong support from the Boilers and
Pressure Vessels Advisory Council, to develop
an electronic process for receiving, collecting,
storing and analyzing data for all pressure
equipment in Ontario.
www.tssa.org
Ultimately, our goal is to develop a
mutually beneficial process by which
the status of all pressure retaining
components in Ontario is known
and tracked and appropriate actions
taken to assure public safety.
Recognizing the vital role that industry plays in
this process and in the provision of the relevant
information, TSSA is committed to seeking to
minimize any burden on insurance agencies.
We are truly appreciative to those companies
who have been and are continuing to participate
and cooperate with us on this very important
initiative. Moving forward, TSSA has identified a
two-pronged approach consisting of verification
of boiler and pressure vessel data and the
introduction of a quality assurance process
this year with respect to BPV inspection quality
assurance programs.
Another key initiative that we are continuing
to forge ahead with is the application of riskinformed decision-making (RIDM) when it
comes to inspecting power plants. This process,
instituted in the Operating Engineers Safety
Program area over four years ago, focuses
TSSA inspection activities on those plants
that are demonstrating a higher level of non-
continued on page 12
2
Issue 1
2012
Incident Prevention Safety Devices:
Low-Water Cut-Offs for Boilers
By John W. B. Coulter, Chief Officer, Operating Engineers, and Cathy Turylo, Engineering Manager, Boilers and Pressure Vessels Safety Program
A low-water cut-off (usually a float switch or level electrode), is a vital
safety device for the prevention of a catastrophic boiler failure due to a
low-water condition.
These devices are designed to shut off the burner or fuel supply to a
boiler, preventing the boiler from operating below a minimum water
level. When a boiler’s water level falls below its safe operating level, the
areas in contact with the heat of combustion will overheat, yield under
pressure and rupture causing a catastrophic boiler explosion. Even
before metal yielding occurs, if a small amount of feed water enters
the overheated boiler, the water instantly boils on contact with the shell
and leads to an explosion that cannot be controlled even by safety
valves. To note, a boiler in this state will not typically trigger the usual
emergency alerts such as a smoke detector or fire alarm.
Boilers not continuously attended by a certified Operating Engineer,
require low-water cut-off devices that can be tested under operational
conditions. This includes registered unattended and attended guarded
steam boilers,1 which must have two devices that are independent of
each other and conform to the fail safe guarded control requirements.2
Automatically fired hot water boilers require only one device and a
flow sensing switch that can also cut off the fuel supply shall be used
for automatically fired hot water boilers requiring forced circulation.3
Selection 4 and proper installation, such as verifying floats can move
and electrodes are not in metal to metal contact, is essential to ensuring
the devices will perform their function correctly.
Like any other mechanical safety device, these devices need to be
tested periodically as floats can become water-logged, floats and
probes can have scale and mud build-up – all of which can prevent
proper movement or sensing of the water level. It is therefore important
that the owner/user review and follow the manufacturer’s instructions for
the frequency of examination and applicable maintenance procedures.
While low-water cut-offs are the topic at hand, we should not lose
sight of high-water cut-offs. These are similar to the low-water units
only they are designed to shut the boiler down in the event of a highwater condition that would lead to water carry over into the steam
system. This is also a potentially very dangerous event that can lead
to the rupture of steam piping. Once again, owner/users need to
follow the examination and maintenance instructions provided by the
manufacturer of the safety device.
1
Ontario Regulation 219/01 (Operating Engineers)
O.Reg.219/01, s.39
2
Refer to CSA B51 Boiler, Pressure Vessel, and Pressure Piping Code, clause 6.3.2.
3
Each safety device covered by ASME Code CSD-1 Controls and Safety Devices for Automatically Fired Boilers requires these devices to be accepted for its intended service by a
nationally recognized testing agency.
4
Putting Public Safety First
www.tssa.org
T S S A B o i le r s a n d p r essu r e v esse ls edi t i o n
New ASME Certification Mark on Nameplates
By Cathy Turylo, Engineering Manager, Boilers and Pressure Vessels Safety Program
When we see it, we all recognize it – the ASME Certification mark. For years, the ‘famous’ clover leaf with a letter marking stamped inside – “U”, “UM”, “S” or “N”, to
name but a few – has been the tell-tale sign to signify the ASME code section to which equipment has been designed and constructed.
Recognized the world over, this version of the certification mark is soon set to ‘retire’ and a single, comprehensive ASME certification mark will replace the 28
separate certification marks currently used on products in more than 100 nations worldwide.
Certified by
Name of Manufacturer
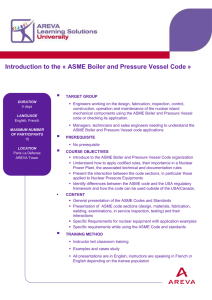
In fact, newly constructed equipment to the ASME Code may already have their nameplates stamped with the newly
identified ASME Certification Mark – the clover leaf with “ASME” lettered diagonally inside.
Pressure ____ at temperature ____
Mark
nator
3
Max. allowable working pressure
Pressure ____ at temperature ____
ASME Certification Mark*
U2
Max. allowable external working pressure
[if specified. see note (1)]
Temperature ____ at pressure ____
Min. design metal temperature
W what
(if arc or happens
So,gas
to the code section identifier and other important details? The code of construction formerly reflected inside the clover leaf, will now be
welded)
RT (if
stamped
underneath
the ASME
certification mark and is referred to as the ‘certification designator’. Other pertinent details such as ‘welded construction’ or
Manufacturer’s
serial number
radiographed)
HT (if postweld
heat treated)
‘non-destructive
examination levels’ will fall directly below this ‘certification designator’. An example of how this would appear on a nameplate is shown below.
Year built
Sample ASME Product Certification Nameplate*
Certified by
Name of Manufacturer
Pressure ____ at temperature ____
Certification Mark
Max. allowable working pressure
Pressure ____ at temperature ____
Certification Designator
U2
W (if arc or
gas welded)
RT (if
radiographed)
HT (if postweld
heat treated)
Max. allowable external working pressure
[if specified. see note (1)]
Temperature ____ at pressure ____
Min. design metal temperature
Manufacturer’s serial number
Year built
Sample ASME Product Certification Nameplate*
Officially, the new mark can be used on all items constructed to the ASME Code 2010 Edition, 2011 Addenda. ASME Code Case 2710, for ASME Sections I, IV,
X and XII and Code Case 2714 for ASME Section VIII, Divisions 1, 2 and 3, allow for use of the former ASME Code symbol stamps until December 31st, 2012.
However, keep in mind that the applicable Code Case number needs to be shown on the Manufacturer’s Data Report.
For more information on ASME’s single certification mark, visit their product certification page on their website at www.asme.org/kb/standards/certification--accreditation/product-certification.
* Reprinted from ASME Certification Mark, by permission of The American Society of Mechanical Engineers. All rights reserved.
4
Issue 1
2012
Pressure Gauge Calibration
By Larry Calvert, Senior Technical Specialist, Boilers and Pressure Vessels Safety Program
Many quality programs and procedures require that calibrated gauges be
used for pressure testing of equipment such as boilers, pressure vessels,
piping and fittings.
What is pressure gauge calibration?
Document any deficiencies noted during the initial testing and the method
for their resolution, including how to deal with damaged items that cannot
be adjusted, or repaired. Re-test after any required adjustments have
been performed, and calibration has been completed. Document required
certification and calibration status (including expiry date) on completion.
Pressure gauge calibration is a comparison between measurements – one
of known accuracy made or set with an instrument such as a Dead Weight
Tester or Master Gauge that has traceability to a National Measurement
Standard, and another measurement made in as similar a way as possible
with the pressure gauge that is being calibrated.
Pressure gauge calibration may be called for:
Why do we calibrate pressure gauges?
• when a gauge has been dropped or damaged;
Pressure gauges are calibrated to ensure that accurate readings are being
provided within permissible tolerances to the end user, during testing or
operation of equipment.
• sudden changes in environmental conditions; and/or
How are pressure gauges calibrated?
The pressure gauge manufacturer will often have calibration requirements
detailed in their maintenance literature. This is a good source of information
to help a user to prepare a detailed calibration procedure.
Pressure gauge calibration should be performed in accordance with a
written procedure that addresses all of the requirements to be observed
during the calibration process. The procedure should capture all of the steps
necessary to ensure an acceptable calibration can be performed. It should
include items such as, but not limited to: the type and accuracy of the
calibration standard to be used; the level (percentage) of accuracy required
for the gauge that is to be calibrated; any permissible tolerances applicable
to the calibration process; checking and documenting of gauge damage
prior to calibration; and required documentation of readings taken at
various defined gauge points before, and after, performing any calibration.
Putting Public Safety First
• with a new gauge;
• when a specified time period has elapsed;
• whenever readings appear questionable.
Properly calibrated pressure gauges help to ensure:
• safe operation of equipment during use;
• e quipment is not over pressurized and damaged during testing or
operation; and
• code required pressure tests are properly addressed.
www.tssa.org
T S S A B o i le r s a n d p r essu r e v esse ls edi t i o n
5
Prefabricated or Preformed Pressure Parts Furnished without a
Certification Mark (ASME Section VIII DIV 1, UG-11)
By Stephen Lam, Senior Engineer, Boilers and Pressure Vessels Safety Program
In the 2011 Addendum, the subparagraphs relating to standard pressure parts in UG-11 have been completely rewritten. Here is a summary of the requirements
for these standard parts. There are no significant changes in UG-11(b), the subparagraph for cast, forged, rolled, or die formed non-standard pressure parts.
Requirement
UG-11(c)
UG-11(d)
Cast, forged, rolled, or
die formed pressure
parts
Standard pressure parts that comply with an ASME product standard,
either welded or non-welded.
Standard pressure parts that comply with a manufacturer’s
proprietary standard or a standard other than an ASME
product standard, either welded or non-welded.
Remarks
These are pressure parts that comply with an ASME product standard
accepted by reference in UG-44.
May be supplied by a Certificate Holder (see Note 2) or a
pressure parts manufacturer.
Certificate Holder
Need not be manufactured by a Certificate Holder.
Material
Shall be as permitted by this Division or as specifically listed in the ASME
product standard.
Shall be as permitted by this Division only.
Welding
When welding is performed it shall meet the requirements of UW-26(a),
UW-26(b), and UW-26(c) and UW-27 through UW-40, or the welding
requirements of ASME specification SA-234.
When welding is performed it shall meet the requirements
of UW-26(a), UW-26(b), and UW-26(c) and UW-27 through
UW-40.
Inspection, identification, Pressure parts, such as welded standard pipe fittings, welding caps, and flanges that are fabricated by one of the welding processes
partial data reports
recognized by this Division do not require inspection, identification in accordance with UG-93(a) or UG-93(b), or Partial Data Reports.
Postweld heat treatment
If required, it may be performed at the location of the parts manufacturer or the location of the Manufacturer of the completed vessel.
Radiography or other
volumetric examination
If required, it may be performed at the location of the Manufacturer of the
completed vessel or the location of the pressure parts manufacturer.
If required, it may be performed at the location of the
Manufacturer of the completed vessel, the location of the
pressure parts manufacturer, or the location of the parts
Manufacturer.
Marking
Marked as per the ASME product standard.
Marked with:
a. The name or trademark of the Certificate Holder or the
pressure part manufacturer, and the markings required by the
standard used for the pressure part; and
b. A permanent or temporary marking that will serve to identify
the part with the written documentation of the part.
Responsibilities of the
Manufacturer of the
completed vessel
The Manufacturer of the completed vessel shall ensure that all standard pressure parts comply with applicable rules of this Division and are
suitable for the design conditions of the completed vessel.
When volumetric examination is required, the completed radiographs, properly identified, with a radiographic inspection report, and any other
applicable volumetric examination report shall be obtained.
Fulfillment of
responsibilities
The Manufacturer of the completed vessel shall obtain when necessary,
documentation listed below, provide for retention of this documentation, and
have such documentation available for examination by the Inspector when
requested.
Minimum documentation Material used, the pressure-temperature rating of the part, and the basis for
establishing the pressure-temperature rating.
The Manufacturer of the completed vessel shall obtain when
necessary, documentation listed below, provide for retention of
this documentation, and have such documentation available for
examination by the Inspector when requested.
or;
Perform an analysis of the pressure part in accordance with the
rules of this Division and include in the documentation which
shall be made available for examination by the Inspector when
requested.
Material used, the pressure-temperature rating of the part, the
basis for establishing the pressure-temperature rating, and a
written certification by the pressure parts manufacturer that all
welding complies with Code requirements.
Notes:
1.The rules above shall not be applied to welded shells or heads or to quick-actuating closures.
2. A Certificate Holder may fabricate parts and mark them in accordance with UG-11(d). This Certificate Holder may subcontract to an individual or organization not holding an ASME
Certificate, standard pressure parts that are fabricated to a standard other than an ASME product standard provided all the requirements of UG-11(e)(1) to UG-11(e)(10) are met.
6
Issue 1
2012
ASME Code Issues – Are You Aware?
By Caslav Dinic, Senior Engineer, Boilers and Pressure Vessels Safety Program
Maximum Permitted Carbon Content for Welding of
Materials
ASME design codes do not permit welding of materials with carbon content
over 0.35%. Bolts and nuts such as SA-193 Gr. B7 and SA-194 Gr. 2H
very often have higher carbon content than 0.35% and therefore cannot be
attached to pressure boundary items by welding. Examples of situations to
be aware of include: tack welding of nuts to flanges or weld nuts for shell or
heads for attachment of insulation or other items.
Washers and Flanges
Washers are not allowed on ASME B16.5 flanges. Flange designs per ASME
Section VIII Division 1, Appendix 2 do not account for washers and special
considerations are required if washers are used. In those cases, washers are
pressure load bearing material requiring ASME Code specification marking –
also note, for plate material a Material Test Report (MTR) is required.
Hubbed Flanges
Pressure Tests
As per ASME Section VIII, Division 1, 2011 Addenda, it is not permitted to
have a valve between the pressure vessel and the test pressure gauge during
hydrostatic or pneumatic pressure tests. (See UG-102).
Hydrostatic Test Pressure Calculation
ASME Section VIII, Division 1, 2010 Edition, introduced revised requirements
for the hydrostatic test pressure calculation. Bolting is no longer required to be
included in the lowest stress ratio (LSR) calculation, see UG-99(b). This can
affect the required hydrostatic test pressure for some pressure vessels. For
example, consider a pressure vessel constructed from SA-516 Gr.70 material,
designed for 500°F and with bolting material SA-193 Gr. B8, and to be tested
at ambient temperature. Per previous Code rules, LSR would have been 1.45
(taking into account bolting), and with the current Code LSR is now 1.
Pressure Vessels with Corrosion Allowance
ASME Section VIII Division 1, Appendix 2 specifies rules for hubbed flanges
machined from bar stock and do not allow machining of hubbed flanges from
plate material. What is a hubbed flange? If in calculation, value h (hub length),
g0 (thickness of hub at small end) and g1 (thickness of hub at back of flange)
are not equal to 0 then the flange is hubbed.
All ASME Section VIII, Division 1 pressure vessels, with corrosion allowance
not equal to 0 must be equipped with an opening for a drain per UG-25(f) and
appropriate inspection openings as per UG-46. Where a manhole is required
for the inspection opening, the minimum required size for a circular manhole
is 16 inches internal diameter. To note, standard pipe 16 inches nominal pipe
size has an outside diameter of 16 inches and therefore can not be used for a
circular manhole as a Code required inspection opening.
Putting Public Safety First
www.tssa.org
T S S A B o i le r s a n d p r essu r e v esse ls edi t i o n
7
Owner and Users of Boilers and Pressure Vessels:
Mandatory Periodic In-Service Inspection and Your Responsibility
By Tony Scholl, Senior Technical Specialist, and Cathy Turylo, P.Eng. Engineering Manager, Boilers and Pressure Vessels Safety Program
In accordance with Ontario Regulation 220/01 (Boilers and Pressure
Vessels), owners and users (owners) are responsible to ensure that
the equipment under their control is maintained in a safe working
condition.1 This responsibility includes periodic inspections being
completed by a qualified inspector. Classes of equipment that are exempt
from periodic inspection and the minimum frequency for those that are not
exempt are provided for in section 4.0 of the Boilers and Pressure Vessels
Code Adoption Document (CAD).
Who is required to periodically inspect the equipment?
Qualified inspectors are employed by the TSSA or by an insurer. Insured
boilers and pressure vessels are inspected by the insurer. Uninsured
equipment is inspected by the TSSA inspector.
2
Owners are responsible to provide the inspector with free access to
conduct a periodic inspection under O.Reg.220/01.3
Inspections conducted by the Insurer or TSSA Inspector
The owner is contacted by the insurer or TSSA inspector at the appropriate
time to arrange an inspection date. At that time, the owner may be required to
prepare the boiler or pressure vessel in such a fashion to facilitate access to
the equipment in order for an effective inspection to take place. An inspection
may also include an internal examination. The owner is responsible to ensure
that the inspections are taken place and completed to the satisfaction of
the insurer or TSSA inspector. Insurers and/or TSSA inspectors may issue
instructions as appropriate to ensure the equipment is maintained in a safe
operating condition.
Owners are responsible to comply with any instructions that are issued
by the insurer or TSSA inspector.4
Certificate of Inspection
Boilers and pressure vessels that pass the inspection will be issued a
Certificate of Inspection by the insurer or TSSA as the case may be.
The owner or user, where it’s practical, needs to post the certificate in a
conspicuous place near the boiler or pressure vessel. The certificate will
indicate an expiry date prior to which the next inspection should take place. A
valid Certificate of Inspection is required to operate a boiler or pressure vessel
in the province of Ontario.
Owners are responsible to ensure that a valid Certificate of Inspection is
in place for each boiler or pressure vessel that is in operation.5
The primary purpose of a periodic inspection is to ensure that the equipment
can continue to be operated safely. If you have pressure equipment requiring
periodic inspections – take note of your responsibilities – it is the law.
Ontario Regulation 220/01 (Boilers and Pressure Vessels), s.3 (3).
i. An insurer means a person licensed under the Insurance Act to undertake boiler and machinery insurance as defined by that Act.
ii.An insurer may use an inspection agency that has a certificate of authorization issued by TSSA to perform the periodic inspections for equipment covered under that insurer’s policy.
The Certificate of Inspection is issued from the insurer.
3
O.Reg. 220/01, s.9 (7).
4
O.Reg. 220/01, s.3 (3).
5
O.Reg. 220/01, s.5
1
2
8
Issue 1
2012
Finite Element Analysis
By Stephen Lam, Senior Engineer, Boilers and Pressure Vessels Safety Program
According to ASME Section VIII DIV 1, U-2(g), when rules for the details
of design and construction are not given in the Code, the Manufacturer,
subject to the acceptance of the Inspector, shall provide design and
construction details which will be as safe as those provided by the rules
of the Code.
In this situation, Finite Element Analysis (FEA) is often chosen as the
tool as it is very powerful and relatively inexpensive. Unfortunately,
many designers treat FEA programs as automated tools for design and
ignore the fact that FEA can render solutions that are seriously flawed if
conducted by an inexperienced person. It is therefore very important that
FEA be performed by someone who is experienced in this analysis, the
particular software used and the field of the design.
As FEA is becoming more common, TSSA is receiving more and more
submissions for registration with designs supported by FEA. It should,
however, be understood that FEA may be used only for designs which
are not covered by the rules of the Code. As FEA requires extensive
knowledge and experience, TSSA requires the FEA report be certified
by a professional engineer. The FEA report shall include the following:
7.Type of elements used (triangular, square, rectangular, etc.), mesh
size and the number of elements.
8.Number of Degrees of Freedom of the model.
9.The element order (must be at least second order).
10. The turn angle of the elements in the mesh.
11. The types of elements used (h-elements, p-elements).
12. The method used to estimate the error of the results and the
maximum percentage of combined error.
Results
All results shall be included here. The figures must be in colour and clear
(enlarged sections of some figures may be required). In some cases, the
figures should also be submitted in electronic form to facilitate review.
Explanations and discussions on each figure must be provided. Figures
showing the following shall be provided.
1. The mesh of the model.
2. The displacement/deformation.
Summary
3. The stresses.
The summary shall briefly describe the purpose of the FEA, the
justification of using FEA, the FEA model, the results and the conclusion.
4. Convergence, and/or plot with element stress and a comparison of
nodal (average) stress vs. element (non-averaged) stress.
Introduction
The introduction shall include the assumptions used to perform the
design, the name and version of the software used, and the type of FEA
analysis (elastic, plastic, small deformations, large deformations, etc.).
Conclusion
The conclusion shall include the acceptance criteria of the Code of
construction. The results of the FEA shall be compared with the Code
requirements. Any verification techniques used to check the model and
the results should also be included.
FEA Model
This section must describe the model completely and include the
following.
1.Type of finite element model used (solids, shells, beams, 2D, etc.).
2.Material models utilized for all required physical properties and
strength parameters.
3.Geometry with dimensions.
4.Description of loading and boundary conditions such as loads,
restraints and supports, etc. for all load cases (these must be shown
in the figures).
5. Explanation of partial models, if any, such as ‘due to symmetry’.
6.Description of the finite element model including the division of
elements.
Putting Public Safety First
www.tssa.org
T S S A B o i le r s a n d p r essu r e v esse ls edi t i o n
9
New Technology:
Diffusion Welding and Microchannel Heat Exchangers
By Liliana Constantinescu, Mechanical Engineer, Boilers and Pressure Vessels Safety Program
The diffusion welding (also known as diffusion bonding) process is
an important addition in the 2011 addenda to ASME Section IX.1 This
process was previously approved by Code Case 2437-1 to be used in the
manufacturing of microchannel heat exchangers and, in 2011, was included
as a new appendix of ASME Section VIII Division 1.
For examination and testing of the diffusion welded joints, microchannel
welds need to be examined during production in the following sequence:
ultrasonic examination, liquid penetrant examination and a visual
examination. After construction is complete, a hydrostatic or pneumatic test
in accordance with UG-99 or UG-100 must be performed.
The new addendum of ASME Section IX defines diffusion welding as, “a solidstate welding process producing a weld between multiple layers of sheet or
plate by the application of mechanical pressure at elevated temperatures with
no macroscopic deformation or relative motion of the work pieces. A solid filler
metal may be inserted between the faying2 surfaces”.
* Microchannel Heat Exchangers: Small channels are typically less than
2mm in close proximity and diameters are 0.1-0.3mm as compared with
traditional technology for shell and tube diameters are 10-50mm and plate
and frame with 3-10mm. Shims or sheets (e.g. stainless, high nickel alloys)
are pressed with diffusion bonding or welding to form hermetically-sealed
microchannels. This structure yields higher volumetric heat flux, modest
pressure drop and compact hardware ideal for space critical applications
(e.g. off-shore, mobile systems). For scalability, the number of channels
would increase however the size of the channels would remain the same.
Fouling, plugging and corrosion are factors for consideration based on fluid
solids content and chemistry.
In accordance with ASME Section IX, the requirements for the qualification
of a diffusion welding process are as follows:
•
•
•
a Procedure Qualification Record (PQR) is to be prepared by
recording all the essential and non-essential variables observed during
the welding process to create the test joint and also the results of
mechanical testing and examination of that joint. The diffusion welding
variables are listed in the new table - QW-266;
a Welding Procedure Specification (WPS) is to be prepared by
documenting all essential and nonessential variables and providing the
necessary instructions for diffusion welding during production; and
a test block shall be prepared with the minimum dimensions of 8
inches x 8 inches and a thickness of at least 50 interface planes
being welded to qualify the WPS. Three tension test specimens need
to be taken perpendicular to the interface planes and three parallel
to the interface planes. The test results need to be in accordance
with QW-153 requirements. Three cross-sections, one from the
top, centre and bottom of the test coupon, need to be prepared and
examined metallographically. The acceptance criteria are presented
in paragraph QW-185.3.
With respect to diffusion welding operator qualification, the welding operator
needs to be tested by welding a procedure qualification test coupon and
examined metallographically as presented in paragraph QW 185.3.
Diffusion welding has been recognized by ASME to be used in the
manufacturing of microchannel heat exchangers* with specific requirements
for items such as design calculations, examination and testing, provided
in a new mandatory appendix – Appendix 42 - to ASME Code Section VIII
Division 1.
Appendix 42 identifies two methods for proof of design for microchannel
heat exchangers. Using design calculations, formulas from Appendix 13
can be applied using a joint factor of 0.7. Alternatively, proof testing in
accordance with UG-101 can be performed.
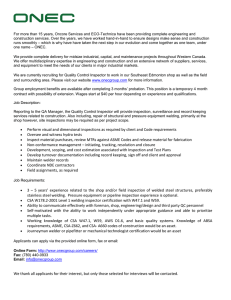
Diffusion Welding Process
Diffusion Welding Process
Initial Stage
Dynamic Force
Heat
Heat
Work Piece
Work Piece
Dynamic Force
Final Stage
The material grains diffuse, closing interfacial
voids
Work Piece
Work Piece
Solid bounded materials
2010 Edition, ASME Section IX Qualification Standard for Welding and Brazing Procedures, Welders, Brazers, and Welding and Brazing Operators.
1
“Faying surface” (definition): In welding, that surface of a member which is in contact with, or in close proximity to, another member to which it is to be joined.
2
10
Issue 1
2012
National Registration Service for Boilers,
Pressure Vessels and Fittings
By Tanya Francis and Colleen Ratcliff, Administrative Assistants, Boilers and Pressure Vessels Safety Program
Looking to register a design across Canada or within select
jurisdictions outside of Ontario? If so, you may want to consider the
voluntary ‘National Registration’ service offered by TSSA that allows
you to do exactly that.
By choosing to opt for this service, you could avoiding the potential
challenges that come along with trying to obtain a Canadian
Registration Number (CRN) in various provinces as each province
does have its own jurisdictional authority. Once a CRN is issued for a
boiler, pressure vessel or fitting design in one province or territory, that
same CRN is identified to other jurisdictions and is used as the basis
for the registration number across Canada for these types of designs.
Here’s a snap-shot of what the service is all about and what it can do
for you.
How it works: It’s like a “one-stop service”. When a design is
registered in Ontario, TSSA will then send the required documents to
the requested provincial and territorial jurisdictions for registration. The
file will then be followed and tracked until all requested registrations
are received. The advantage is clear – an applicant comes to one
location instead of having to go to individual jurisdictions.
Fee info: A deposit will be required for national registration (for each
CRN). The deposit amount will be applied to the administrative fee and
the incurred fees for national service (excluding Ontario registration)
as registrations are completed in the requested jurisdictions. Any
charges over and above the deposit amount will be invoiced at that
time. The total costs are calculated on the administration fee plus
the charges incurred from each jurisdiction requested. Note: Design
registration in the province of Ontario is per the Boilers and Pressure
Vessels fee schedule and will be invoiced separately from the national
registration service.
CRN marking: When a design is registered in one province and
subsequently in others, additional digits or letters identifying those
provinces shall be added after the digit or letter representing the original
registering province.1 For example: a design registered in Ontario is
issued the CRN as K4567.5. If this design is then registered in Alberta,
the CRN will be K4567.52, and then in Manitoba: K4567.524. If, however,
the design is registered in all provinces and territories the CRN can
then be shortened to: K4567.5C. And, in those circumstances where a
design is exempt from registration in some provinces and territories but
registered in all the provinces and territories that require registration, then
the CRN may be listed as K4567.5CL (L stands for limited). Specific rules
for CRN markings are outlined in CSA B51, Boilers, Pressure Vessels
and Pressure Piping Code, clause 4.3.
Benefits: Instead of multiple jurisdictions/provinces, your administration
contact is with TSSA. So, everything will be handled for you by TSSA.
This includes everything from the tracking the entire process to invoicing,
thus minimizing the time and energy you would need to spend.
So, if you’re interested in taking advantage of this service visit the
registration section of our Boilers and Pressure Vessels webpage at
www.tssa.org/regulated/boilers/registration/boilersRegistration02.asp
for more information, including resourceful forms and links. As there
have been some changes to some of the required items recently, we
encourage applicants to check TSSA’s website from time to time to
confirm the latest requirements.
1British Columbia starts with the number 1, Alberta is 2 across to Prince Edward Island is 9 and Newfoundland
and Labrador is 0. The territories have letters, Yukon Y, Northwest Territories is T and Nunavut is N.
Putting Public Safety First
www.tssa.org
T S S A B o i le r s a n d p r essu r e v esse ls edi t i o n
11
News from the Nuclear Sector
Ontario Power Generation’s Refurbishment of Darlington Nuclear Station
On March 1, 2012, Ontario Power Generation (OPG) signed a contract with SNC-Lavalin Nuclear Inc. and Aecon Construction Group Inc., in what is
being heralded as a significant step toward the refurbishment of OPG’s Darlington Nuclear Station. Together, they will spend the next three years on
planning and preparation of refurbishing Darlington’s four CANDU (CANadian Deuterium Uranium) reactors. Part of the planning phase will also include
the construction of a life-size replica reactor for training purposes. And, once this gets underway, you’ll be able to spot the location of the mock-reactor,
a first of its kind on this scale, located in the Darlington Energy Complex near the Darlington plant in Durham Region just east of Toronto.
*Photo courtesy of Ontario Power Generation
Actual construction work on refurbishing the nuclear station is targeted to begin in 2016 – with each of the four reactors to be taken off-line one at a
time – and slated for completion by 2024; this work should extend the reactor’s life by another 25 to 30 useful years.
12
Issue 1
2012
Message from the Director
(continued from the front cover)
compliance and ensures that safety inspection resources are applied
in the most effective manner. Through the application of RIDM, the
inspection results are being used by TSSA to generate a risk profile of
power plants and are a source of input for the determination of future
inspection frequencies. The safety outcomes, as evidenced by existing
incident data, are very positive for these sectors. Appreciating that
RIDM is an ongoing and evolutionary process, TSSA is continuing to
refine this process by further validating the risk formulae and identifying
discrepancies between assigned and required risk assignments.
For industry, it means that TSSA can continue to certify companies
as a Certificate of Authorization holder for having the appropriate
qualifications to perform specific work in accordance with relevant and
applicable codes and standards. And while the scopes of work and
authorization are many and varied, nuclear fabrication is a key area
which seems to be picking up momentum. As of late, TSSA has been
processing an increasing number of applications from manufacturers
who wish to be certified for the fabrication of nuclear components. A
harbinger of things to come?
In our field of work, accreditation is a critical element for operation –
both for TSSA and industry. For TSSA, this means operating and being
recognized as an authorized inspection agency and auditing authority
in Ontario, and throughout North America for Ontario. I am pleased
to report that TSSA recently underwent a successful audit by ASME
and has had its ASME Certificate of Accreditation as an Authorized
Inspection Agency renewed for another three-year term.
In closing, I welcome your feedback on how effectively we meet our
commitments and responsibilities. TSSA appreciates the ongoing work
by industry, including the input from the Boilers and Pressure Vessels,
and Operating Engineers Advisory Councils. I look forward to continuing
to work closely and collaboratively with industry in the interest of public
safety in these two very important industry sectors.
Update
B O I L E R S A N D PR E S S U R E V E S S E L S /
O p e r a t i n g e n g i n ee r s E di t i o N
FSC
Logo
here
We welcome your comments and story ideas for future
editions of this newsletter. Please contact:
TSSA UPDATE (Boilers and Pressure Vessels/
Operating Engineers Edition)
3300 Bloor St. West, 14th Floor, Centre Tower,
Toronto ON M8X 2X4
Email customerservices@tssa.org
Fax 416.231.1626
MAIL TO:
41187514