fabricating overmolded qfn packages - Promex
advertisement

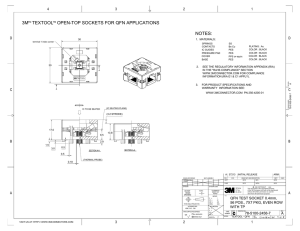
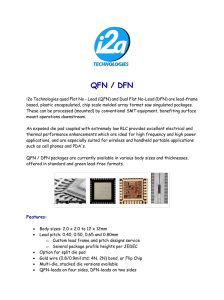
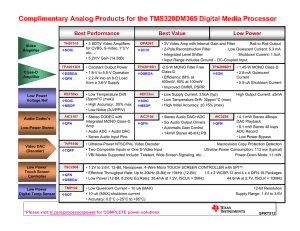
Test, Assembly & Packaging TIMES TM “The IC Packaging & Test Authority” © Copyright TAP TIMES 2011. Reprinted with permission. Volume 2, Number 2 March 2011 Published 10X/Year taptimes.com SPECIAL TUTORIAL SERIES: FABRICATING OVERMOLDED QFN PACKAGES Richard Otte & Chris Pugh cpugh@promex-ind.com otte@promex-ind.com Promex Industries Santa Clara, Calif. promex-ind.com Otte Pugh The QFN Article Series This is the first in a series of articles addressing issues related to designing, fabricating and utilizing QFNs. T This installment concentrates on the basic overmolded QFN. Later articles will address customizing QFNs; their electrical parasitics; open-cavity QFNs and QFNs built on substrates to implement system-in-package modules. he versatile plastic overmolded QFN (Quad Flat, No-Lead) is the package of choice for many semiconductor devices with 100 IOs or . less. We view the QFN as a “packaging platform” enabling cost-effective modification to suit the specific needs of the customer’s application and target markets. The JEDEC standard copper leadframe-based QFN provides a baseline platform suitable for the majority of IC packaging applications. The market is evolving, however, with an increasing need to address higher frequencies, electrical parasitics, RF performance, MEMS packaging, stacked and multiple die configurations and the related material synergies required to ensure optimal package performance. JEDEC standard QFNs or DFNs (Dual Flat, NoLeads with leads on only two sides rather than all four) are available in square metric sizes ranging from 2 x 2mm to 12 x12mm in leadcounts from 4 to 100 with an overall thickness of 1mm and lead pitch of 0.65mm, 0.5mm and sometimes 0.4 mm available. Figure 1 shows a variety of these standard QFNs. The table at right lists 32 sizes of QFNs and DFNs that are available off-the-shelf. Fabricating Leadframe-Based QFNs Figure 2 shows the process flow to package semiconductor chips in QFNs using a leadframe and saw singulation. An alternate singulation process is used for high volumes. That singulation process utilizes a mold with individual pockets for each QFN and a matching punch set to singulate the devices. The tooling cost of ~$100,000 per size is justifiable for very high volumes. (The sawing process illustrated here, however, is the most common.) 1. QFNs range in size from 2mm x 2mm to 12mm x 12mm with 6 to 100 leads. Test, Assembly & Packaging TIMES Test, Assembly & Packaging January-February TIMES March2011 2011 OVERMOLDED PACKAGES Page 1 Off-the-Shelf DFN and QFN Sizes Available QFN DFN Dimension 2 x 2mm 2 x 3mm 3 x 3mm 3 x 3mm 3 x 3mm 4 x 3mm 4 x 4mm 4 x 4mm 5 x 5mm 5 x 5mm 5 x 5mm 6 x 6mm 6 x 6mm 7 x 7mm 7 x 7mm 8 x 8mm 8 x 8mm 9 x 9mm 10 x 10mm 10 x 12mm Lead Count 8 12, 16 20 16 20, 24 20 28, 32 36, 40 40 48 48 56, 60 52, 56 68 64 72 100 Lead Count 6, 8, 10 10, 12 8, 10 12 12 Lead Pitch in. 0.5 0.5 0.65 0.5 0.4 0.5 0.65 0.5 0.65 0.5 0.4 0.5 0.4 0.5 0.4 0.5 0.4 0.5 0.5 0.4 2. The Saw-Singulated QFN Fabrication Process pad so that after molding, as explained later, the metal elements are “gripped” or “captured” more effectively by the molding compound. The major process flow steps for a plastic overmolded, saw-singulated QFN are: • Die attach to lead frame array • Wire bond die to lead frame sites • Over-mold the lead frame arrays • Ink stamp or laser mark individual devices • Saw-singulate individual packages • Test & bin • Pack for shipment Packaging Die in QFNs The packaging process starts with a leadframe, as shown in Figure 3. The leadframe has four arrays of QFN sites, is fabricated from a copper alloy and is usually 200 microns (~0.008”) thick. The leadframe is etched from both sides using etch patterns that are slightly different. The etch pattern from the side that will eventually be mounted on the circuit board has more metal removed from the edges of leads and the die 3. This is a typical QFN leadfame with four arrays. The overall dimensions are ~ 75mm x 200mm. After etching, the leadframes are patternplated. A standard plating metallurgy uses nickel, paladium and gold. A nickel-plated layer uses a thickness of 0.5 to 2.0 microns; when palladium is employed, the thickness ranges from 0.02 to 0.15 microns; gold is plated from 0.003 to 0.015 microns. A Universal Plating System This plating system has the advantage that it is “universal”—meaning it wire bonds well, solders well and has a reasonable shelf life. The amount of gold is low enough to avoid the embrittlement of solder joints that occurs with higher amounts of gold. Test, Assembly & Packaging TIMES OVERMOLDED PACKAGES Plating is required only on those surfaces where wire bonding or solder will occur; ideally all other surfaces will be bare copper to which molding compound and die attach adhesives adhere better than they do to gold-plated surfaces. Ideally, all of the bare copper surfaces will be treated to improve adhesion. Figure 4 shows the opposite side of the leadframe in Figure 3. 4 Opposite side of the leadframe of Figure 3 shows the layer of tape used to protect the surfaces from mold compound bleed. This side has a layer of tape that covers the plated surface to protect it during the molding process that will be performed later. Preventing ‘Flash’ A common problem during molding is getting “bleed” or “flash” from the mold compound onto metal surfaces. The tape protects these surfaces from bleed. Die Preparation The standard height of QFNs is 1mm. To achieve that thickness, the die—while still on wafers—must be backgrinded to a thickness of 250- to 300 microns. After backgrinding, wafers are sawn to singulate the die. Sawn die go into the die attach process either “as sawn” on “bluetape,” a common industry standard sawing aid, or are first “plated” into/onto waffle packs or GelPaks. Die may or may not be tested while still in the wafer state before backgrinding. If tested, known bad die are rejected either when plated to waffle packs or GelPaks, or when the die are removed from blue tape during the die attach process. March 2011 If die have not been tested at the wafer level, they are tested and “binned” after packaging, as shown in Figure 2. Die Attach The QFN assembly process begins with dispensing the die attach adhesive and placement of the die. This is a critical process for QFNs. The die attach material must form a joint under the die with a minimal amount of voids and must extend beyond the edges of the die to form a “nice” fillet. Too much die attach material will result in the material flowing onto the wire bond sites causing multiple problems. Too little, however, will result in excess voids under the die that may result in cracking of the die during wire bond or in a poor thermal path, resulting in excess temperature rise in the die during operation. Wire Bonding After the die attach material is cured, the arrays go to wire bonding. QFN wire bonding is typically done with 0.001” gold wire using thermosonic ball bonding. Bonding to the die is usually straightforward. Bonding to the leadframe fingers, however, can be challenging. The difficulty arises from the fingers in the leadframe resting on the tape shown in Figure 4 and from 5. This photo shows the die attach matethe fingers not rial formiing a fille around the entire die. being held tightly. A close-up of several adjacent sites of a typical devices is shown in Figure 5. Careful setup and tooling of the wire bond process is necessary to achieve high quality bonding. Process control is very important at this stage. A dummy die (not a “real” die) is shown, which is used for test and development purposes. During singulation, the saw will remove the backbone to isolate the individual leads. Test, Assembly & Packaging TIMES OVERMOLDED PACKAGES Overmolding of the Die Arrays After all the die are wire bonded, the leadframe is placed in a mold with which it is compatible. Molding transfers molding compound from a “pot” into the cavity where the compound flows around the wire bonds, the chip and into all of the small spaces etched into the leadframe. Marking and Singulation After molding, the arrays of parts are ready for marking. Both laser marking and pad printing are commonly used to mark overmolded devices, including QFNs. After marking, the parts are sawn into individual units and are ready for testing and binning. The Finished QFN Figure 6 is a cross section of a finished QFN illustrating the features and results of the process. The most common overall QFN height is 1.0 mm. Heights from 0.4 mm to 1.4 mm are available, however, if the die and wire bonding are compatible with the low profile or if more height is needed to accommodate stacked die. Conclusion and Summary The QFN has emerged into the mainstream during the last five years and is now the package of choice for chips with 100 leads or less. This package offers many benefits: They include low cost due to minimal material content and ease of manufacturing; good heat-sinking through the large die pad; low parasitics through the short leads; small size; ease of assembly using conventional pick-and-place equipment; low tooling cost (< $10,000); and short (~ five week) lead time to tool a custom configuration. A Very Versatile Package The versatility of the QFN is another benefit, and the package allows a single die, March 2011 stacked die or SiPs built on a substrate— rather than a leadframe—to be packaged. The standard leadframe-based QFN is morphing in several directions, all of which retain these benefits. 6. A typical QFN cross-section shows the die attach material forming a fillet around the entire die. Further Reading 1. The Promex web site offers details of JEDEC standard, off-the-shelf QFNs. Visit www.promexind.com. 2. See IPC Standard 7093 Design and Assembly Process Implementation for Bottom Termination SMT Components. This standard is in final draft form and will be issued shortly. It contains much information on standard, overmolded QFNs and related “bottom terminated” components. The QFN has emerged into the mainstream during the last five years and is now the package of choice for chips with 100 leads or less. Mr. Otte has been president and CEO of Promex Industries since 1995. Earlier, he served for more than 22 years in various posts with Raychem. He earned both a BSEE and an MSEE from MIT. Mr. Pugh is Promex’ vice president for sales and marketing. He earned a bachelor’s degree from Simon Fraser University, Vancouver, B.C., Canada, and an MBA from the University of San Francisco. C Test, Assembly & Packaging TIMES April 2011 SPECIAL TUTORIAL SERIES: FABRICATING OVERMOLDED QFN PACKAGES Richard Otte & Chris Pugh cpugh@promex-ind.com otte@promex-ind.com Promex Industries Santa Clara, Calif. promex-ind.com Otte Pugh Custom QFNs Fill A Growing Need The T Part 2 in the Series This is the second in a series of articles addressing issues related to designing, fabricating and utilizing QFNs packages. This installment concentrates on the need for customizing plastic over molded QFN’s. The first article appeared in the March issue. he first in this series presented the QFN as a flexible and cost-effective “packaging platform” ad- aptable to the evolving needs of the customer’s application and target markets. In today’s environment, there is an increasing need to address higher frequencies, RF performance, MEMS packaging and stacked/multiple die configurations that need packaging solutions that have evolved beyond the original JEDEC standard QFN outline. Custom QFN’s Made Simple The JEDEC standard size, height and footprint may not always result in package characteristics suitably optimized for high frequency, MEMS packaging or multiple and stacked die applications. The versatility of the QFN package leadframe array concept allows cost effective customization in a relatively short time period to address a specific package dimension or performance objective. Non-JEDEC standard features are usually accommodated without difficulty with a custom leadframe design. 1. Typical QFN leadframe is comprised of four zones. The overall dimensions are ~ 75 mm x 200 mm. Some typical QFN package variables that could be customized include: 1. Height: thinner or thicker than the 0.9 mm +/- 0.1 mm nominal JEDEC standard. Overall stand-off heights of less than 0.4mm have been achieved. 2. Leads: varying the number on each side, the lead length and lead width, custom lead pitches, custom distance between the die attach pad and the lead itself. Tying various leads directly to the die attach pad. Non symmetrical lead counts and different sized leads within the same package are also attainable. Short leads provide low parasitics. 3. Die attach pad (DAP): made larger to increase thermal efficiency or smaller to fit small die sizes better. Custom shapes or multiple DAPs are also possible. 4. Board level footprint: as a“drop-in” replacement for an existing board level component or customized for a specific requirement. 5. Package shape: rectangular rather than square. 6. Leadframe finish: custom plating options (for example, spot silver) to accommodate down bonds to the die attach pad better; lead frames optimized for copper wire bonding. 7. Package evolution: flip chip used as a replacement for traditional wire bonding. Custom Leadframes Are Cost-Effective The fabrication process for leadframebased QFNs lends itself to customization as long as basic design rules are followed. Test, Assembly & Packaging TIMES One major advantage of the leadframe-based QFN is the use of leadframes with standard outside dimensions that fit a standard mold tool. Saving Mold Tooling Cost QFN “sites” of any size can populate the standard leadframe array. This approach eliminates the need for a brand new, dedicated mold tool each time a new QFN package is required. Only the leadframe requires a redesign to the desired new QFN configuration, significantly reducing NRE tooling expense. NRE for a new leadframe is typically in the $5,000 range with a standard lead time of four to five weeks. While most leadframe arrays are populated with only one size of QFN, it is not impossible to mix two or more sizes within separate zones of the lead frame/mold combination. The leadframe array shown in Figure 1 has four separate zones all incorporating the same QFN. Reducing NRE Costs While it is wise—often essential—to keep all of the sites within each of the four zones the same, each of the four arrays could be of a different configuration, significantly reducing NRE tooling costs for multiple, unique configurations. Figure 2 shows a custom leadframe with several interesting features: First, the QFN is not square, but rectangular, ~ 5mm x 4mm. Obviously, any reasonable rectangular dimensions are viable. Leads Are Tied to Die Attach Pad The second feature of this custom site is that, for desired electrical reasons, many of the leads are tied directly to the die attach pad (DAP), providing a solid electrical ground. Again, virtually any combination of isolated and “grounded” leads is viable in a custom leadframe. A third option, not illustrated in this example, is to segment the die attach pad. That is viable as April 2011 long as the leadframe “hangs together.” Special design rules apply to QFNs with segmented DAPs. QFNs are Morphing in Several Directions The ability to quickly and inexpensively customize QFN’s has resulted in several application “forks” from the original, singledie JEDEC standard 2. A custom leadframe illuspackage. Today, this versatile trates rectangular a QFN with package platform com- leads tied to the die pad. monly incorporates stacked die, multiple die, passives, custom lead frame finishes, round and RF ribbon wire bonding including combinations of the two, as well as die-to-die wire bonding and flip chip. Figure 3 shows a cross section of a typical custom stacked die application. 3. QFN customized for stacked die As a reminder, the most common overall QFN height is 1.0mm, but overall heights from 0.4mm to 1.4mm are achievable if the die stack and accompanying wire bond loop heights are carefully controlled to provide an adequate mold cap. The most common overall QFN height is 1.0 mm, but overall heights from 0.4 mm to 1.4 mm are achievable . . . Test, Assembly & Packaging TIMES Custom Board-Level Footprints Two examples of non-JEDEC standard footprints are illustrated in Figures 4a and 4b, which show both die attach pad segmentation and customized lead size and features. Conclusion and Summary Customization of QFN’s addressing specific market needs or applications may be considered generally routine and cost effective. Custom QFNs should not be considered barriers to anyone who concludes a JEDEC standard QFN will not suit their purposes. Further Reading April 2011 The Promex web site offers details of JEDEC standard off-the-shelf QFNs and additional sources. Visit www. promexind.com. 4. Examples of non-JEDEC-standard footprints Mr. Otte is president and CEO of Promex Industries. Mr. Pugh is vice president of sales and marketing. Test, Assembly & Packaging TIMES May 2011 SPECIAL TUTORIAL SERIES: FABRICATING OVERMOLDED QFN PACKAGES Electrical Parasitics in QFNs Richard Otte & Chris Pugh cpugh@promex-ind.com otte@promex-ind.com Promex Industries Santa Clara, Calif. promex-ind.com W Otte Pugh Part 3 of 4 This is the third in a series of articles addressing issues related to designing, fabricating and utilizing QFN packages. The first article appeared in the March issue. e conducted a study to determine electrical parasitics at GHz frequencies of JEDEC standard, leadframe-based, saw-singulated, plastic overmolded QFNs by first extracting the S parameters and then calculating the electrical parasitics. We learned overmolded QFNs in sizes from 3 x 3mm to 7 x 7mm will function well at frequencies as high as 20GHz. (Table 1 below presents a simple summary of the results. More detailed values and the methodology by which the values were measured are described below.) Min. Max. C11 pF L11 nH C12 pF L21nH 0.262 1.442 0.086 0.598 0.212 0.825 0.004 0.228 Table 1. Min & Max Parasitics Measured in Overmolded QFN Sizes Between 3 x 3 & 7 x 7mm Configuration & Fabrication of Test Sample QFNs Two types of die were procured; one had isolated wire bond pads; the second bussed all of the bond pads together. Three sizes of each die type were obtained (1 x 1mm with 16 bond sites; 2.5 x 2.5mm with 32 bond sites; and 4 x 4mm with 48 bond sites.) Six standard QFN leadframe sizes were chosen (shown in the table on the next page): Test, Assembly & Packaging TIMES Electrical Parasitics in QFNs Size, mm x mm Leadcount Lead Pitch, mm 5x5 32 0.5 3x3 7x7 5x5 5x5 7x7 16 48 0.5 0.5 20 0.65 56 0.4 40 May 2011 0.4 Table 2. QFNs fabricated and measured each using two types of custom test die This resulted in each of the six sizes having two types of connections; in one type, all of the leads were “open” because they interfaced to the die with pads. In the second type, all of the leads were shorted because they were bonded to the fully metalized die. Standard Assembly Processing All test die were attached to the appropriate leadframe and ball bonded with 0.001” gold wire with a bond from either the open metal pad on the die or the shorted metal pad on the die to each QFN finger. The die size and wire bonding programs were identical for the two types of die in each of the six sizes of QFNs. That’s important because the parasitics vary somewhat with die size and wire bond configuration. Measurement Method to Extract QFN Parasitics The conventional microprobe method of measuring high frequency (>1 GHz) parameters was not utilized. A circuit board (shown in the photo) was fabricated with six probe sites. Coax cables, SMA connectors and 50-Ohm microstrip traces on the PWB were used to interface between the network analyzer and the circuit card. We learned overmolded QFNs in sizes from 3 x 3mm to 7 x 7mm will function well at frequencies as high as 20GHz. Photo shows one of six sites on the circuit card. The site above is used to connect to 0.5mm pitch side-by-side contacts on a QFN of any size. Two similar sites are available to contact to 0.4mm and 0.65mm pitch QFNs. Three additional sites are available to contact corner pads that are at 90o to each other. The die size and wire bonding programs were identical for the two types of die in each of the six sizes of QFNs. Focus on 5 x 5mm The measurement effort focused on the 5 x 5mm / 32-lead package with 0.5 lead pitch. The 3 x 3mm and 7 x 7mm/0.5 pitch packages were measured to show the variation with size; 5 x 5 packages with 0.4mm- and 0.65mm-pitch were also measured to demonstrate the impact of pitch on the parasitics. The parasitics were measured at two points on the QFNs: (a) center pairs of IOs and (b) corner pairs of IOs. Measuring the Data Points In general, five measurements were made for each data point. The resulting standard deviation was 5 percent or less of the average value of all of the parameters. The actual measurements, data analysis and extraction of the parasitics (C11, C12, L11, L12, Zo, etc.) were made by a third party, Dr. Eric Bogatin of Bogatin Enterprises Inc., a leading industry signal integrity expert. Test, Assembly & Packaging TIMES Electrical Parasitics in QFNs The steps in making a set of measurements are: 1. Measure S11 for the test card without a QFN and the contact points open. 2. Measure S11 for the test card without a QFN and the contact points shorted together. 3. Measure S11 with the QFN with the open lead die contacting the test card contact points. 4. Measure S11 with the QFN with the shorted lead die contacting the test card contact points. S11 was measured and plotted over a broad frequency range ~ 10 MHz to 8GHz resulting in an accurate measure of S11 for the above four cases. S11 for the open lead QFN results over the frequency range measured by taking the difference between S11 as measured with the “opens die” QFN and the open contact point test card (measurements 1 and 3 above). Likewise, by taking the difference between S11 for the shorted die QFN and shorted contact test card (measurements 2 and 4 above) S11 for the shorted lead QFN results. Since S11 is related to Zo, the value of C11 can be computed using the “opens” value of S11 vs frequency with the equations: Zo = 50 x ((1+S11)/(1-S11)) and C11 = 1/jwZo Likewise, L11 can be computed using the “shorts” value of S11 versus frequency with the equation L11=jwZo The values of C21 and L21 can be computed in a similar manner. Strictly speaking, the extraction is accurate for only that particular die size and wire bond pattern. May 2011 The S parameters and Zo presented are complex numbers and an in-depth explanation is beyond the scope of this article. Readers are encouraged to view the further reading section for appropriate links and to visit www.promex-ind.com Conclusion The computed values of C11, L11, C21 and L21 may be used in a simple lumped parameter model to characterize the QFN packages as long as the dimensions, meaning mostly wire bond length, are less than 1/10th of the wavelength of the frequency of interest. Since these lengths are < 1 mm, the lumped parameter model should be good for signals with a wavelength of 10mm or more. A 10mm wavelength in this molding compound (dielectric constant of 4) corresponds to a frequency of 15GHz. Realistically, the QFN, especially the small sizes, will have a minimal impact on signals of much higher frequencies. Further work is required to determine the exact limits. Further Reading The Promex and Bogatin Enterprises web sites offer details of this QFN parastics study. Visit promex-ind.com or bethesignal.com. Mr. Otte is president and CEO of Promex. Mr. Pugh is vice president for sales and marketing. Test, Assembly & Packaging TIMES June 2011 SPECIAL TUTORIAL SERIES: FABRICATING OVERMOLDED QFN PACKAGES Richard Otte & Chris Pugh cpugh@promex-ind.com otte@promex-ind.com Promex Industries Santa Clara, Calif. promex-ind.com Otte Pugh Substrate-Based QFNs Innovate the System-in-Package T Part 4 of 4 This is the final installment in a series of articles addressing issues related to designing, fabricating and utilizing QFN packages. The first article appeared in the March issue. he plastic overmolded QFN (Quad Flat No-Lead) has evolved into the package of choice for many semiconductor devices with 100 IOs or less. QFNs may be viewed as a “packaging platform” enabling cost-effective modification to suit the specific needs of the customer’s application and target market. A copper leadframe-based JEDEC standard QFN provides a baseline platform highly suitable for most IC packaging applications that use a single die. A Versatile Packaging Platform The versatility of the QFN packaging concept allows consideration for addressing evolving market applications where a substrate, rather than a lead frame, is a better alternative. System-in-Package parts developed using the QFN platform approach enable a miniaturized, reliable and cost-effective chip-scale package while providing excellent manufacturing yields. Common substrate materials utilized are FR-4 and FR-5 as well as PTFE and BT material for highfrequency RF applications. The Land Grid Array The footprint of a substrate-based QFN is sometimes referred to as a Land Grid Array (LGA). Surface-mount side (backside) solder pad configurations may duplicate those of a typical QFN using locations around the package periphery, or alternately, a more complex LGA base substrate may be designed with custom solder pad layouts. LGAs often incorporate HDI (high density interconnect) features such as buried and blind vias or application-specific thermal management features. 1. Surface mount side of ~75 mm x ~200 mm custom substrate with four arrays of 16 SiP sites. Substrate Based QFNs The two substrate images shown in Figures 1 and 2 are the opposing sides of a custom FR-4 substrate array designed as a platform for a SiP using a QFN-like configuration. The SMT attach points for an LGA are simply a layer of metal on a circuit board. Since these substrates are usually designed with four metal layers, the SMT footprint can have almost any configuration. The footprint shown in Figure 1 has a single row of contacts around the periphery but differs from a conventional QFN footprint because the typical die attach pad of a JEDEC standard leadframe-based package has been replaced by two separate pads. 2. Component side of the custom SiP substrate shown in Figure 1 prior to overmolding. X-outs are defective sites.s. Test, Assembly & Packaging TIMES June 2011 FABRICATING QFNS These are likely to be ground and power for what is most commonly a low-power SiP. Even though this substrate has four metal layers, its overall thickness is still approximately 200 microns and is similar to the conventional leadframe-based QFN leadframe. Importantly, these substrates can usually be over-molded using the same tooling used for the leadframe-based QFNs, thus saving on tooling costs. Enhanced Flexibility An important benefit of using a substrate is the enhanced interconnect flexibility enabled by the circuit board-like substrate. While the example shows peripheral SMT pads, almost any pattern is viable, such as multiple rows or a completely filled-in array. Circuit board substrates may be fabricated in less lead time and with less cost than a new or custom leadframe. Any substrate layout revisions or future design changes are more efficiently and relatively inexpensively managed with the LGA substrate approach. System parts placed on the component side are cost-effectively interconnected as desired using conventional automated pick-and-place SMT and direct chip attach methods. Saw singulation is an easier process as the “softer” materials used in an LGA-based QFN SiP eliminate the need for sawing through a hard copper leadframe. Typical SiP Process Flow Figure 3 shows the process flow to build an LGA substrate-based SiP in a QFN-like package. The first step is usually conventional SMT assembly. The requirement to perform flip chip or wire bonding assembly steps after the SMT process requires care in the SMT process to avoid contaminating the contact points for the flip-chip attach and wire bond sites. Modern SMT commonly allows counts of 30+ parts in a 10mm x 10mm x 1 mm final size package. 3. SIP Process Flow Typical SiPs include multiple die, either in chipscale packages, wire bonded, or flip-chip attached, and conventional 0402, 0201 and 01005 SMT-size parts. After component placement, the substrate array is over-molded. Overmolding Needs Tight Process Control This overmolding process for complex SiPs requires tight process control to avoid wire bond sweep; avoid excess force that would move or shear components attached to the substrate; and completely fill the mold cavity to eliminate voids caused by component size, positioning and layout interfering with mold compound flow. After marking, the parts are sawn into individual units and are ready for testing and binning. Apparently evolving from the leadframe-based QFN JEDEC standard, the most common overall QFN/SiP/LGA height is 1.0mm. Heights from 0.4 mm to 1.4 mm are available, however, if the die and wire bonding are compatible with the low profile or if more height is needed to accommodate higher components. Tape & Reel Like standard QFNs, SiP/LGA versions may be placed on tape and reel, thereby turning the complex SiP package into a “standard” SMT component for the next level of board assembly. Test, Assembly & Packaging TIMES FABRICATING QFNS Substrate-based SiPs for RF Applications QFN-like SiPs for the RF market may be addressed by the use of PTFE or BT laminates as the substrate base. Both materials offer excellent dielectric properties at high frequencies, as well as advantages in flexural strength, modulus, thermal expansion characteristics and glass transition temperatures over conventional FR-4. These substrates also exhibit fine processing characteristics for automated SMT, various types of wire bonding or plastic over-molding. RF paths need to be carefully designed to minimize wire bond length and overall loop height. Above 20 GHz, generally RF ribbon or RF wedge bonding replaces gold ball bonding with round wire. Reaching Its Performance Peak At these higher frequencies, plastic overmolding also begins to reach its performance peak. The solution is a QFN substrate-based package that is assembled with a separately attached “domed” plastic lid, eliminating the over molding process step. The B-stage epoxy coated lid exactly fits the package outline and is applied to the substrate as a final step in the assembly process. The result is an air cavity substrate-based QFN SiP suitable for RF applications. Conclusion & Summary The JEDEC standard leadframe-based QFN is a versatile package for many market applications with 100 leads or less. Viewing the QFN as a “packaging platform” allows the designer to innovate market need applications relatively inexpensively and with dramatically shortened lead times using stable assembly processes. QFN packages based on LGA substrates offer significant advantages for use as a similar base platform addressing the growing system-in-package market. June 2011 Applying a domed lid to a PTFE material or BT laminate substrate-based QFN provides a high-performance air cavity SiP suitable for the rapidly growing RF market. The Promex web site offers details of opentooled QFNs as well as all articles in this series. (Visit www.promex-ind.com.) 2. See “IPC Standard-7093 Design and Assembly Process Implementation for Bottom Termination SMT Components”. It contains much information on standard overmolded QFNs and related “bottom terminated” components. Promex Industries Inc. is a service provider to many semiconductor companies, as well as a participant in industry efforts including the writing of IPC Standard 7093 referenced above. Mr. Otte is president and Mr. Pugh is vice president-sales and marketing. QFN Packaging ! RoHS compliant QFN/ TQFN/ DFN assembly. Stacked die, MEMS packaging & SiP’s (2D, 3D & SMT). ITAR registered, ISO 13485:2003 Medical certified. Silicon Valley’s Packaging Foundry www.promex-ind.com