Environmental Product Declaration
advertisement

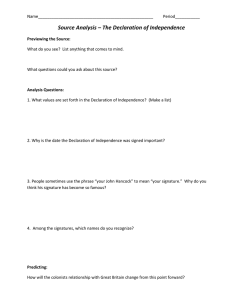
Namensänderung • Change of name Changement de nom Vorher Before Avant V&M DEUTSCHLAND GmbH Jetzt Now Maintenant Vallourec Deutschland GmbH Vorher Before Avant V&M FRANCE Jetzt Now Maintenant Vallourec Tubes France Namensänderung • Change of name Changement de nom Vorher Before Avant V&M DEUTSCHLAND GmbH Jetzt Now Maintenant Vallourec Deutschland GmbH Vorher Before Avant V&M FRANCE Jetzt Now Maintenant Vallourec Tubes France Seit • Since • Depuis 1. November 2013 Seit • Since • Depuis 1. November 2013 Environmental Product Declaration in accordance with ISO 14025 MSH Sections from VALLOUREC & MANNESMANN TUBES - Circular, square and rectangular structural steel hollow sections - Declaration number EPD-VMT-2010111-E Institut Bauen und Umwelt e.V. www.bau-umwelt.com Summary Environmental Product Declaration Institut Bauen und Umwelt e.V. Program operator www.bau-umwelt.com V & M Deutschland GmbH Theodorstrasse 90 D-40472 Düsseldorf Germany www.vmtubes.de/msh Declaration owner EPD-VMT-2010111-E Declaration number MSH Sections This Environmental Product Declaration in accordance with ISO 14025 describes the specific environmental performance features of the building products declared herein which are manufactured in Germany by V&M Deutschland GmbH. It intends to promote the development of construction that is compatible with environmental and health requirements and discloses all the relevant environmental data. Declared building products This validated declaration is based on the PCR-Dokument Baustähle 2010-09 (Product Category Rules for structural steels). It authorizes the holder to use the stamp of the Institut Bauen und Umwelt e.V. in connection with the declared products for a period of three years, starting from the issue date. The declaration owner is liable for the underlying information and evidence. Validity This declaration is complete and provides in detailed form: - Construction physical data - Information about the nature and origin of the raw materials used - Descriptions of the processes used in the manufacture of the declared products - Data on in-service condition, extraordinary impacts and re-use phase - Life cycle assessment (LCA) results - Evidence and verifications Content Issue date 14 September 2010 Signatures Professor Dr.-Ing. Horst J. Bossenmayer (President of IBU) This declaration and the underlying rules have been reviewed and approved in accordance with ISO 14025 by an independent expert committee (SVA). Verification Signatures Professor Dr.-Ing. Hans-Wolf Reinhardt (President of SVA) Dr. Frank Werner (Verifier appointed by the SVA) Summary Environmental Product Declaration MSH sections are hot-finished structural hollow sections made from unalloyed and fine grain structural steels in accordance with DIN EN 10 210-1. MSH sections are used in a wide range of construction applications: Industrial building construction Bridge construction Boiler frames and support structures Grandstands Sport complexes Exhibition buildings Airport terminals and hangars Steel-glass façade structures Offshore structures Application fields The life cycle assessment (eco-balance) was carried out in accordance with DIN ISO 14040 ff, based on data provided by V &M Deutschland and on the GaBi 4 database. The assessment was conducted as a cradle-to-grave assessment for the production phase of the products, taking into account all the upstream chains, such as raw material production, energy provision and transports. In addition to these production related aspects, the recycling potential of the structural steel hollow sections was considered in the life cycle assessment. The use phase is not included in the analysis. MSH sections Parameter Unit / kg Total (production and recycling) Production Recycling potential Primary energy, non-renewable [MJ] 13.720 27.246 -13.526 Primary energy, renewable [MJ] 0.667 0.667 4.35E-05 0.977 2.018 -1.042 Ozone depletion potential (ODP) [kg R11 equiv.] 6.33E-08 1.72E-08 -4.61E-08 Acidification potential (AP) [kg SO2 equiv.] 1.86E-03 4.88E-03 -3.02E-03 Eutrophication potential (EP) [kg PO4 equiv.] 1.59E-04 4.14E-04 -2.55E-04 [kg ethene equiv.] 2.88E-04 8.24E-04 -5.35E-04 Global warming potential (GWP 100) [kg CO2 equiv.] Photochemical ozone creation potential (POCP) Issued by: PE INTERNATIONAL GmbH, Leinfelden-Echterdingen, Germany Further tests and verifications included in the Environmental Product Declaration: Non-coated structural steel products require no verifications Product description Life cycle assessment (LCA) framework Environmental Product Declaration Page 4 MSH Sections Product group: Declaration owner: Declaration number: Structural steels V & M Deutschland GmbH EPD-VMT-2010111-E This Environmental Product Declaration covers hot finished circular, square and rectangular MSH sections manufactured at the V & M mills in Düsseldorf Rath and Mülheim (Germany). Scope 1 Issued 14-09-2010 Product definition Hot finished structural steel hollow sections in unalloyed and fine grain structural steels in accordance with EN 10 210-1 Product definition Building product for steel construction and mechanical engineering purposes: Application fields: Placing on the market/ Codes of practice Quality control Technical delivery condition, properties Industrial building construction Bridge construction Boiler frames and support structures Grandstands Sport complexes Exhibition buildings Airport terminals and hangars Steel-glass façade structures Vehicle construction Shipbuilding Offshore structures Agricultural equipment Materials handling systems General mechanical engineering DIN EN 10 210:Steel-glass façade structures in unalloyed and fine grain structural steels Part 1: Technical delivery conditions Part 2: Tolerances, dimensions and sectional properties DIN 18800 to DIN 18808: DIN 18800 to DIN 18808: German standards for steel structures Eurocode 3 (EN 1993-1-1 to EN 1993-1-12): European standards for steel structures DASt Guidelines: supplementary guidelines issued by the German Steel Construction Association Deutscher Ausschuss für Stahlbau (DASt) Quality and environmental management system conforming to ISO 9001 and ISO 14 001 Certificate for internal control of production (CE mark) for the Düsseldorf Rath and Mülheim plants ●Materials conforming to DIN EN 10 210-1 Steel grades: S 235 JRH S 275 J0H and J2H S 355 J0H, J2H and K2H Environmental Product Declaration Page 5 MSH Sections Product group: Declaration owner: Declaration number: Structural steels V & M Deutschland GmbH EPD-VMT-2010111-E Issued 14-09-2010 S 275 NH and NLH S 355 NH and NLH S 420 NH and NLH S 460 NH and NLH ● Product designation according to DIN EN 10 210 a) b) c) ● Order quantity (weight or total length) Length type and range or length (see DIN EN 10 210-2) Product form details: HFCHS = hot finished circular hollow section HFRHS = hot finished square or rectangular hollow section d) Steel designation according to DIN EN 10 210-1, 4.2 e) Dimensions (see DIN EN 10 210-2) Dimensions according to DIN EN 10 210-2: Circular hollow sections: Square hollow sections: Rectangular hollow sections: Outside diameters up to 2500 mm Outer dimensions up to 800 x 800 mm Outer dimensions up to 750 x 500 mm Wall thicknesses for all hollow section types: up to 120 mm Technical delivery condition MSH sections are supplied in one of the delivery conditions below: Grades JR, J0, J2 und K2: hot finished; Grades N und NL: normalized (by annealing and/or rolling) Structural properties Mechanical and technological properties at room temperature General structural steels (Detailed values according to DIN EN 10 210-1, Table A.3) Minimum yield strength (depending on nominal wall thickness) S 235 S 275 S 355 195 – 235 MPa 225 – 275 MPa 295 – 355 MPa Environmental Product Declaration Page 6 MSH Sections Product group: Declaration owner: Declaration number: Structural steels V & M Deutschland GmbH EPD-VMT-2010111-E Issued 14-09-2010 Tensile strength (depending on nominal wall thickness) S 235 S 275 S 355 350 – 510 MPa 400 – 630 MPa 450 – 680 MPa Elongation, min. (depending on nominal wall thickness) S 235 S 275 S 355 22 – 26 % 19 – 23 % 18 – 22 % Impact energy 27 J at 27 J at 27 J at 40 J at Grade JR Grade J0 Grade J2 Grade K2 +20°C +0°C -20°C -20°C Fine grain structural steels Values according to DIN EN 10 210-1, Table B.3 Minimum yield strength (depending on nominal wall thickness) S 275 S 355 S 420 S 460 255 – 275 MPa 335 – 355 MPa 390 – 420 MPa 430 – 460 MPa Tensile strength S 275 S 355 S 420 S 460 370 – 510 MPa 470 – 630 MPa 520 – 680 MPa 540 – 720 MPa Elongation, min., longitudinal / transverse S 275 S 355 S 420 S 460 24 / 22 % 22 / 20 % 19 / 17 % 17 / 15 % Impact energy, min. Grade N Grade NL 40 J at 27 J at -20°C -50°C Physical properties Density [g/cm³] 7.85 Modulus of elasticity [kN/mm²] (dynamic) 212 Shear modulus [kN/mm²] 81 Environmental Product Declaration Page 7 MSH Sections Product group: Declaration owner: Declaration number: Structural steels V & M Deutschland GmbH EPD-VMT-2010111-E 2 Issued 14-09-2010 35 – 47 Thermal conductivity [W/mK] True specific heat capacity [J/kgK] 461 Thermal diffusivity [10-6m²/s] 9.6 – 13 Mean coefficient of thermal expansion 11.5 – 11.9 Fire safety Material class A1, non-flammable in accordance with EN 13 501-1 Magnetic behaviour magnetizable Base materials Base materials Primary products Table 2.1: Base materials for the production of continuously cast starting material for MSH sections in general and fine grain structural steels Base materials for MSH sections Raw material production and origin Element Content in % Carbon ≤ 0.22 Silicon ≤ 0.60 Manganese ≤ 1,70 Phosphorus ≤ 0.040 Sulfur ≤ 0.040 Niobium ≤ 0.050 Vanadium ≤ 0.20 Aluminium, min. 0.020 Titanium ≤ 0.03 Chromium ≤ 0.30 Nickel ≤ 0.80 Molybdenum ≤ 0.10 Copper ≤ 0.70 Nitrogen ≤ 0.025 Iron Rest (≤ 99.5) Raw materials Coke Most of the coke used as solid fuel for the blast furnaces stems from the steel mill's own coking plant. Iron ore The pig iron is produced by melting iron ores, preferably from Brazil, Canada and Australia. Environmental Product Declaration Page 8 MSH Sections Product group: Declaration owner: Declaration number: Structural steels V & M Deutschland GmbH EPD-VMT-2010111-E Issued 14-09-2010 Fluxes The fluxes, such as lime and olivine, are sourced from regional and international producers. Alloys High-grade Fe alloys and a wide range of different metals are used for the production of fine grain structural steels (low-alloy steels). (Information largely taken from the HKM steelworks' website www.hkm.de). Regional and general availability 3 The raw material for steel production is iron ore. In 2000, about 1 billion tonnes of iron ore was produced worldwide, mostly in open cast mines. The most important ore supplying countries are Brazil, Australia, China, Russia, the Ukraine and Kazakhstan. World reserves are estimated to be about 800 billion tonnes. New iron ore deposits are being discovered all the time, most recently in China. So, even given today's high production level, iron ore supplies are assured for several centuries to come. In addition, scrap is being used in steel production to an ever increasing extent (up to 30 % per heat). Production Production (Starting material) Production process The blast furnace process is the basis for steelmaking. Charging materials supply to the blast furnaces is effected via the preliminary stages of the integrated steelmaking process, namely the coking plant and burden preparation, in which coke and sinters are produced Ores and pellets suitable for direct charging are unloaded in the HKM works harbour and sieved before being fed to the blast furnaces. The hot metal or pig iron is poured into ladles which are transferred to the steel plant by rail. At the steel plant, high-grade steels are produced from the pig iron using state-of-the-art equipment for secondary metallurgical treatment. Finally, the liquid steel is cast using advanced continuous casting technology which ensures uniform solidification and an optimum microstructure of the ingots and tube-making rounds. By-products Mineral aggregates Besides coke, sinter, pig iron, crude steel and continuously cast starting material, about 2 million tonnes of other products (e.g. slag) are produced each year, which are appropriately processed for use as mineral aggregates in other industry sectors and their production processes. Ecological potential This 100 percent utilization of the mineral materials represents an important contribution towards protecting natural resources and saving energy. Coal derivatives The by-products from the processing of the coke oven gas, such as crude tar, crude benzene and sulfuric acid are used as starting products or reactants in the chemical industry. (Information largely taken from the HKM steelworks' website www.hkm.de) Environmental Product Declaration Page 9 MSH Sections Product group: Declaration owner: Declaration number: Production (MSH section) Structural steels V & M Deutschland GmbH EPD-VMT-2010111-E Issued 14-09-2010 Production of MSH sections 1 The plug mill at Düsseldorf-Rath The continuously cast tube-making rounds are heated to about 1280 °C in a rotary hearth furnace and then rolled to a hollow bloom in the pierce rolling mill. From there, the hollow bloom is transferred to the plug mill for two rolling passes, during which its wall thickness is significantly reduced through the annular gap between the work rolls and the plug. After reeling, followed by reheating in a walking-beam furnace, the hollow receives its final dimensions in a multi-stand sizing mill. The square or rectangular cross section is formed on the last stands. Subsequently, the MSH sections are allowed to cool on the cooling bed and are then transferred to the finishing line. Fig. 3-1: Schematic illustration of the plug rolling process at the Düsseldorf-Rath mill 2 The Mülheim mandrel mill The continuously cast tube-making round is heated to rolling temperature in a rotary hearth furnace and then pierced. This is effected by two specially grooved work rolls, which are rotated in the same direction and inclined towards the rolling stock axis so that it moves helically over the piercing mandrel. Without reheating, a mandrel bar which serves as an internal tool is inserted into the bloom and the assembly is passed through the eight two-high stands of the mandrel mill. Environmental Product Declaration Page 10 MSH Sections Product group: Declaration owner: Declaration number: Structural steels V & M Deutschland GmbH EPD-VMT-2010111-E Issued 14-09-2010 After rolling, the mandrel bar is pulled out of the tube, which is then reheated before being rolled to its final dimensions and cross section (circular, square or rectangular) in a stretch-reducing mill. Finally, the MSH sections are allowed to cool on the cooling bed and are then transferred to the finishing line either on roller tables or with the aid of cranes. Fig. 3-2: Schematic illustration of the mandrel rolling process at the Mülheim mill Auxiliary materials / additives Auxiliary materials Diverse lubricants matching the various rolling processes Health protection / Production Measures for the prevention of health risks and harmful effects from the production process: No health protection measures beyond the statutory OHS regulations for industrial operations are required throughout the production process. VMD aims to obtain OHSAS 18001 certification for all its locations. Environmental protection / Production The low environmental impact from the production process is being steadily reduced even further through regular evaluations and continuous improvement measures and campaigns within the TQM (Total Quality Management) framework. All VMD production sites are certificated in accordance with ISO 14001. Environmental Product Declaration Page 11 MSH Sections Product group: Declaration owner: Declaration number: 4 Structural steels V & M Deutschland GmbH EPD-VMT-2010111-E Issued 14-09-2010 Product processing Processing recommendations Hot and cold forming Hot and cold forming can be readily performed. Hot forming should be carried out in the temperature range of 1050 to 750 °C. Forming operations such as forging and upsetting should be carried out in the upper temperature range. For processes that stretch the material, the lower temperature range is recommended. For reduction ratios < 5 % during the last forming step, the temperature may drop to 700 °C. After hot forming, the material must be allowed to cool in still air. If a temperature outside the range of 980 to 850 °C has occurred during the last forming stage, hot forming must be followed by a normalizing treatment. After heavy cold forming operations for which the relevant guidelines (AD Merkblätter / Codes of Practice) specify subsequent heat treatment, stress relieving will suffice in many cases unless normal annealing is expressly specified by any other applicable specifications. Welding The steels are weldable by all current manual or automatic methods. At ambient temperatures below approximately +5 °C and when welding wall thicknesses greater than 50 mm (with S 355 > 30 mm), a sufficiently wide zone should be preheated to between 80 °C and 200. The steel surface should be free from condensation. Stress relieving (see “Heat treatment”) is generally not required unless explicitly specified in the applicable construction regulation, or when the reduction of residual welding stresses appears advisable in view of the type of welded structure and/or service conditions involved. Arc-welding should be carried out with appropriate consumables matching the steel's composition and properties. Their suitability must be verified. Products in S 355 and higher grades should preferably be welded using basic consumables. Heat treatment (reference values) Designation Normalizing S 235 900 – 930 °C S 275 870 – 900 °C S 355 890 – 940 °C S 420 880 – 950 °C S 460 880 – 960 °C Stress relieving 520 – 600 °C Cooling in air Cooling in still air 530 – 580 °C Workpieces must attain the specified temperature through the entire cross-section. Once the product has reached its hardening temperature no further soaking is required. For Grade N and NL steels, retarded cooling or tempering may be necessary after normalizing. Products with wall thicknesses greater than 25 mm, or with a wall thickness to outside diameter ratio > 0,15 may need accelerated cooling after austenitizing. Environmental Product Declaration Page 12 MSH Sections Product group: Declaration owner: Declaration number: Structural steels V & M Deutschland GmbH EPD-VMT-2010111-E Issued 14-09-2010 When stress relieving general structural steels (Grades JR, J0, J2 and K2), a minimum soaking time of 15 minutes is recommended for wall thicknesses up 15 mm, 30 minutes for wall thicknesses > 15 mm to 30 mm, and 60 minutes for wall thicknesses > 30 mm. When stress relieving fine grain structural steels (Grades N and NL), a minimum soaking time of 30 minutes is recommended. However, in the case of multiple annealing, the total soaking time should not exceed 150 minutes. For soaking times longer than 90 minutes, the lower temperature range should be used. OHS Environmental protection Leftover material Packaging 5 Occupational health and safety protection: Apart from the usual safety measures (e.g. wearing protective gloves), no other health protection measures are required when processing or fitting MSH sections. Environmental protection: Processing and fitting MSH sections does not cause significant environmental impact. Special environmental protection measures are therefore not required. Leftover material and packaging waste: Leftover material scraps and packaging must be separated and disposed of in line with the local waste regulations. In addition the guidelines given under 7 "End of life" must be observed. MSH sections are 100% recyclable. MSH sections (circular, square or rectangular) are bundled with steel straps or secured with dunnage for shipment (waste key nos 150103 - wooden packaging, 150104 metallic packaging). All the packaging material used is recyclable. In-service condition Contents Contents in in-service condition: MSH sections are manufactured from unalloyed and fine grain structural steels in conformance with DIN EN 10 210-1. The elements contained in the steel are listed in Table 2.1 above. Environmental health effects General health and environmental aspects: Resistance / in-service condition Corrosion protection Detailed information about corrosion protection is contained in the brochure "Technische Information 4 - Korrosionsschutz von MSH-Konstruktionen", which can be downloaded from www.vmtubes.de 6 Fire MSH sections do not carry any health risk for the user or for persons involved in their production or processing. From the environmental point of view there is no restriction regarding the use of MSH sections. Extraordinary impacts Fire behaviour: MSH sections meet the requirements of DIN 4102-1 for building material class A1, nonflammable". Smoke gas development: None. Environmental Product Declaration Page 13 MSH Sections Product group: Declaration owner: Declaration number: Issued 14-09-2010 In the event of a flood, no negative environmental impact would arise from MSH sections because they undergo no change when exposed to water. Water 7 Structural steels V & M Deutschland GmbH EPD-VMT-2010111-E End of life Re-use/ Recycling MSH sections used for construction purposes are only partly reused after a building has been demolished. The major part goes to electric steelmaking plants, where it is used as scrap in melting shops (cf. Chapter 8-2, "Allocation"). MSH sections are 100 % recyclable. Disposal 8 8.1 Not applicable. Life cycle assessment (LCA) General This Life Cycle Assessment (LCA) was drawn up in accordance with ISO 14040/44, as well as the PCR-Dokument Baustähle (Product Category Rules for structural steels) and the constraints set out in the general guideline published by the Institut Bauen und Umwelt e.V. /IBU 2006/. The LCA covers all the relevant life cycle phases and is based on mill data collected at V & M TUBES Deutschland GmbH in 2008. The cradle-tograve analysis is representative of structural steel hollow sections manufactured by V & M Tubes Deutschland GmbH. 8.2 Production of structural steel hollow sections Declared unit The Declaration relates to the production of 1 kg of structural steel hollow section. System boundaries The system boundaries for the production phase of the declared structural steel hollow sections stretch from the production of the raw materials used through to shipment of the finished product. The production of auxiliary materials and other raw materials as well as internal transport routes are also included. The production data stem from two locations of V & M Deutschland GmbH (Mülheim and Rath) and were averaged over Germany-wide industrial production data for 2008. The analyzed product thus corresponds to one kilogram of an average structural hollow section as manufactured by V & M in 2008. The use phase of the structural steel hollow sections is not included in this study; it will have to be considered in the context of a building assessment. In addition to the production phase, the recycling potential of structural steel hollow sections has been included in the life cycle assessment. The production sites are located in Germany. Accordingly, the production processes as well as the preliminary stages such as electricity or fuel supplies take account of the relevant German constraints. Cut-off criterion All the data from the mill data acquisition system, i.e. for all the materials, the consumption of thermal energy, internal fuel and electricity, all the direct wastes, as well as emission measurements were considered in the life cycle assessment. Environmental Product Declaration Page 14 MSH Sections Product group: Declaration owner: Declaration number: Structural steels V & M Deutschland GmbH EPD-VMT-2010111-E Issued 14-09-2010 Internal transports up to and including the production phase, as well as material and energy flows accounting for less than 1 % of the assessed impact categories are all considered in the LCA. Packaging materials and their recycling are not considered in this study due to their minor significance. Waste dumped (1 %) in the end-of-life phase was also neglected. It can be assumed that the sum total of the neglected processes does not exceed 5 % of the assessed impact categories. Machinery, plant and infrastructure required in production are neglected. Transports External steel transports from Duisburg to Rath or Mülheim are taken into account. An average truck is used for this purpose. In the model, the distance between Duisburg and Rath is defined as 30km, and the distance between Duisburg and Mülheim as 10 km. The transports of the auxiliary materials and during the end-of-life phase can be neglected. Transports on the works premises were included in the assessment. The means of transport here was a normal diesel train with an annual transport distance of 10 km. The internal transports were calculated on the basis of the annual tonnage (of structural steel hollow sections) handled by the means of transport used. Period under consideration This Life Cycle Assessment is based on production data from V & M Deutschland GmbH from the year 2008. Background data The life cycle for the production of structural steel hollow sections was modelled using GaBi 4, a software system for holistic balancing (German: Ganzheitliche Bilanzierung) developed by PE INERNATIONAL GmbH /GaBi 4 2009/. The background data on energy, transports and auxiliary materials were taken from the GaBi 4 database. The reference area for the Life Cycle Assessment is Germany. Accordingly, the production processes as well as the preliminary stages such as electricity or fuel supplies are viewed under the constraints relevant in this country. Data quality The life cycle for the production of structural steel hollow sections was modelled using GaBi 4, a software system for holistic balancing (German: Ganzheitliche Bilanzierung) developed by PE INERNATIONAL GmbH /GaBi 4 2009/. All the background datasets relevant to the production of the declared product were taken from the GaBi 4 database. The data used were last revised less than 8 years ago. Allocation In the present study, material credits along the starting material production route are referred to as allocations. By-products such as benzene, sulfur, tar and blast-furnace slag are booked as material substitutions in the balance. For tar, the dataset bitumen is credited, for sulfur the dataset sulfur, and for benzene the dataset benzene. Blastfurnace slag is credited entirely (100 %) to the dataset "gravel". Regarding the recycling potential, the following assumptions have been used: The collection rate of structural steel hollow sections is 100 % 11 % of the collected structural steel hollow sections are re-used as such. In this context, the modelled production plan is used as a 100 % material credit. 88 % of the collected structural steel hollow sections are melted in an electric furnace, i.e. they replace primary steel. The remelting rate is 89 %. 1 % of the collected structural steel hollow sections are not retained in the model; this corresponds to a loss in the context of waste separation. Environmental Product Declaration Page 15 MSH Sections Product group: Declaration owner: Declaration number: Note on the use phase 8.3 Structural steels V & M Deutschland GmbH EPD-VMT-2010111-E Issued 14-09-2010 The useful life of building products depends on the design, use and maintenance of the building. The use phase is not included in the assessment, because it is a maintenance-free and generally long-life product. Representation of balance and evaluation Life cycle balance The following chapters show the evaluation of the life cycle balance with regard to primary energy consumption and wastes. Primary energy consumption To produce 1 kg of structural steel hollow section, 27.2 MJ of non-renewable energy is consumed. The renewable energy consumption amounts to 0.7 MJ. Table 8-1: Primary energy consumption in the production of 1 kg of structural steel hollow section in [MJ /kg] Structural steel hollow sections Parameter Production Primary energy, non-renewable (MJ / kg) 27.246 Primary energy, renewable (MJ / kg) 0.667 Consumption of non-renewable primary energy: In the production of structural steel hollow sections, approximately 80 % of the total non-renewable energy consumed goes into the production of the starting material (steel ingots / tube-making rounds). The production of the actual product accounts for 19 % of non-renewable (fossil) energy in the form of electric current and thermal energy. The last percent is distributed among internal transports and the production of auxiliary materials. Consumption of renewable primary energy: Renewable energy consumption amounts to 0.7 MJ/kg and is predominantly attributable to the production of the starting material (ingots / tube-making rounds). Total primary energy consumption, i.e. renewable and non-renewable, amounts to 27.9 MJ per kg of structural steel hollow section. The most important influencing factor is starting material production, followed by electricity and thermal energy supplies to the equipment used to produce the structural steel hollow sections. The chart below indicates the contributions of the individual process groups to the total primary energy consumption (renewable and non-renewable). Environmental Product Declaration Page 16 MSH Sections Product group: Declaration owner: Declaration number: Structural steels V & M Deutschland GmbH EPD-VMT-2010111-E Issued 14-09-2010 Primary energy consumed in the production of 1 kg of structural hollow section 30.00 25.00 20.00 M J Primary energy consumption from nonrenewable sources [MJ] 15.00 Primary energy consumption from renewable sources [MJ] 10.00 5.00 0.00 Total Energy Starting material Additives Transport (external) Fig. 8-1: Absolute consumption of renewable and non-renewable energy [in MJ / kg] by starting material, production, auxiliary materials, and transports involved in the production of structural steel hollow sections A closer evaluation of the primary energy consumption (see Fig. 8-2) per 1 kg of structural steel hollow section produced reveals that hard coal is the main primary energy carrier. It is the main energy source in the production of starting material (steel ingots and tube-making rounds). Within the energy mix, hydropower and wind energy are both equally important and account for the largest shares among the renewable energy sources used. Fig. 8-2: Breakdown of energy consumption per kg of structural steel hollow section by renewable and non-renewable primary energy sources Environmental Product Declaration Page 17 MSH Sections Product group: Declaration owner: Declaration number: Structural steels V & M Deutschland GmbH EPD-VMT-2010111-E Issued 14-09-2010 The Table below presents the primary energy consumption due to the recycling potential. Table 8-2: Primary energy consumption due to the recycling potential of von 1 kg structural steel hollow section [MJ /kg] Total Primary energy consumption from renewable sources [MJ]4.35E‐05 Primary energy consumption from non‐renewable sources [MJ] ‐13.526 Starting material credit Reuse (primary) credit EAF ‐2.30E‐06 ‐2.32E‐06 ‐16.342 ‐2.996 4.81E‐05 5.811 Primary energy consumption, total: The primary energy consumption during the complete life cycle of 1 kg of structural steel hollow section amounts to 14.4 MJ. Table 8-3: Life cycle primary energy consumption of 1 kg structural steel hollow section in [MJ /kg] Total Production End of life Primary energy consumption from renewable resources [MJ] 0.667 0.667 4.35E‐05 Primary energy consumption from non‐renewable resources [MJ] 13.720 27.246 ‐13.526 Secondary fuels None used. Nonrenewable resources Table 8-4 shows the proportion of non-renewable mineral substances (including oil and gas) of the total amount of non-renewable resources used, taking into account all the upstream chains. Table 8-4: Non-renewable resources used per 1 kg of structural steel hollow section produced, including upstream chains Non-renewable resources Total kg 5.29 Iron ore kg 1.76 Waste (barren rock) kg 3.35 The proportion of non-renewable resources which go into the production of 1 kg of structural steel hollow section amounts to 5.29 kg, of which 96 % is accounted for by iron ore and barren rock. The remaining resources account for less than 1 % and are therefore not listed in the Table. Wastes Table 8-5 breaks down the accumulated waste volume into three fractions: overburden/tailings (including mine processing residues), municipal waste (including domestic and industrial wastes) and hazardous waste (including radioactive wastes). Environmental Product Declaration Page 18 MSH Sections Product group: Declaration owner: Declaration number: Structural steels V & M Deutschland GmbH EPD-VMT-2010111-E Issued 14-09-2010 At 84,4 %, starting material production accounts for the largest share in tailings (overburden and mine processing residues), followed by the energy consumption attributable to the production of the structural steel hollow sections (overburden), which makes up 15,6 %. The hazardous waste volume (sludge) is entirely attributable to starting material production. The Table below provides an overview of the waste accumulating over the life cycle of 1 kg of structural steel hollow section. Table 8-5 Waste accumulation over the life cycle of 1 kg of structural steel hollow section Structural steel hollow sections [kg/kg] Impact assessment Parameter Total (production and recycling) Production Recycling Overburden & tailings 2.747 3.666 -0.919 Municipal waste 0.0412 0.0169 0.0244 Hazardous waste 0.0034 0.0065 -0.0003 Table 8-6 lists the contributions of the production of structural steel hollow sections to the impact categories global warming potential (GWP), ozone depletion potential (ODP), acidification potential (AP), eutrophication potential (EP) and photochemical ozone creation potential (POCP). Table 8-6: Assessed life cycle impacts from 1 kg of structural steel hollow section Structural steel hollow sections [per kg] Parameter Unit / kg Production Recycling Total (production and recycling) Global warming potential (GWP) [kg CO2 equiv.] 2.018 -1.042 0.977 Ozone depletion potential (ODP) [kg R11 equiv.] 1.72E-08 4.61E-08 6.33E-08 Acidification potential (AP) [kg SO2 equiv.] 4.88E-3 -3.02E-03 1.86E-03 Eutrophication potential (EP) [kg PO4 equiv.] 4.14E-04 -2.55E-04 1.59E-04 [kg ethene equiv.] 8.24E-04 -5.35E-04 2.88E-04 Photochemical ozone creation potential (POCP) Figure 8-3 shows the relative contributions from the production of structural steel hollow sections to the various impact categories, broken down by the following process groups: starting material production, auxiliary materials, production of structural steel hollow sections, energy consumptions and internal transports. The dominance of starting material production is evident in all impact categories, with the exception of ODP. Environmental Product Declaration Page 19 MSH Sections Product group: Declaration owner: Declaration number: Structural steels V & M Deutschland GmbH EPD-VMT-2010111-E Issued 14-09-2010 Fig. 8-3: Relative contributions from the production of structural hollow sections to environmental impacts (GWP, ODP, AP, EP und POCP), broken down by process groups An examination of the impact categories across the process groups reveals the dominant influence of the starting material production group on the categories GWP, EP, POCP and AP. The hollow section production group's influence on GWP is limited to this category and results from the carbon dioxide emissions included in the model. Looking at the ODP it is clear that the main contributors are electric current, thermal energy and energy from natural gas. The credits for the by-products of starting material production (sulfur, tar, benzene and BF slag) are of minor significance. 9 Evidence and verifications Non-coated structural steel products require no verifications 10 PCR document and review This declaration is based on the PCR-Dokument Baustähle 2010-09 (Product Category Rules for structural steels). Review of the PCR document by Independent Advisory Board (SVA). SVA President: Professor Dr-Ing. Hans-Wolf Reinhardt (Stuttgart University, IWB) Independent verification of the declaration in accordance with ISO 14025: internal external Validation of the declaration: Dr Frank Werner Environmental Product Declaration Page 20 MSH Sections Product group: Declaration owner: Declaration number: 11 Structural steels V & M Deutschland GmbH EPD-VMT-2010111-E Issued 14-09-2010 References IBU 2006 Leitfaden Umwelt-Produktdeklarationen (Version of 20.01.2006) für die Formulierung der produktgruppen-spezifischen Anforderungen der Umwelt-Produktdeklarationen (Typ III) für Bauprodukte, Institut Bauen und Umwelt e.V., www.bau-umwelt.com IBU 2009 Regeln für Umwelt-Produktdeklarationen – Baumetalle, September 2009 BBS 1997 Bundesverband Baustoffe, Steine und Erden (Hrsg.): Leitfaden zur Erstellung von Sachbilanzen in Betrieben der Steine-Erden-Industrie, Frankfurt, 1997. Eyerer und Reinhardt 2000 Eyerer P., Reinhardt, H.-W. (Eds): Ökologische Bilanzierung von Baustoffen und Gebäuden – Wege zu einer ganzheitlichen Bilanzierung, Birkhäuser Verlag, Basel 2000 BBS 1999 Bundesverband Baustoffe, Steine und Erden (Eds): Wirkungsabschätzung und Auswertung in der Steine-Erden-Industrie, Frankfurt, 1999. BMVBW 2001 Bundesministerium für Verkehr, Bau- und Wohnungswesen (Eds): Leitfaden Nachhaltiges Bauen, Berlin, 2001. Standards and laws DIN EN ISO 9001 Quality management systems - Requirements (ISO 9001:2008); Trilingual version EN ISO 9001:2008 DIN EN ISO 14001 DIN EN ISO 14001: 2009-11, Environmental management systems – Requirements with guidance for use (ISO 14001:2004 + Cor. 1:2009); German and English version EN ISO 14001:2004 + AC:2009 DIN ISO 14025 DIN ISO 14025: 2007-10, Environmental labels and declarations - Type III environmental declarations - Principles and procedures (ISO 14025:2006); German and English version EN ISO 14025:2010 DIN EN ISO 14040 DIN EN ISO 14040:2006-10, Environmental management - Life cycle assessment - Principles and framework (ISO 14040:2006); German and English version EN ISO 14040:2006 DIN EN ISO 14044 DIN EN ISO 14044:2006-10, Environmental management - Life cycle assessment - Requirements and guidelines (ISO 14044:2006); German and English version EN ISO 14044:2006 Application rules DIN EN 10 210 Hot finished structural hollow sections in unalloyed and fine grain structural steels Part 1: Technical delivery conditions, German version EN 10 210-1:2006 Part 2: Tolerances, dimensions and sectional properties; German version EN 10 2102:2006 DIN EN 13501-1 Fire classification of construction products and building elements Part 1: Classification using data from reaction to fire tests; German version EN 135011:2007+A1:2009 Environmental Product Declaration Page 21 MSH Sections Product group: Declaration owner: Declaration number: Structural steels V & M Deutschland GmbH EPD-VMT-2010111-E Issued 14-09-2010 DIN 4102-1 DIN 4102-1:1998-05, Fire behaviour of building materials und building components Part 1: Building materials; Concepts, requirements and tests DIN 18 800 to DIN 18 808 German standards for steel structures Eurocode 3 DIN EN 1993-1-1 to DIN EN 1993-1-12: European standards for the design of steel structures DASt-Richtlinien Supplementary guidelines, issued by the German Steel Construction Association Deutscher Ausschuss für Stahlbau (DASt) Data Sheets (WBL) Data Sheets (WBL) issued by & M Deutschland GmbH: WBL 012 R: Unlegierter Stahl – Rohre, Hohlprofile für Konstruktionszwecke, Stähle: S 235 JRH, S 275 J0H und J2H, S 355 J2H, Oktober 1994, überprüft 1999 (Unalloyed steel – Tubes, hollow sections for construction purposes, steel grades: S 235 JRH, S 275 J0H and J2H, S 355 J2H, October 1994, revised 1999 WBL 260 R: Feinkorn-Güten, schweißgeeignet – Rohre, Rohrerzeugnisse für Druckbeanspruchung, Stähle: StE 420 N, WStE 420, TStE 420, EStE 420, Oktober 1994 (Fine grain structural steels, suitable for welding – Tube and pipe, tube products for pressure purposes, steel grades: StE 420 N, WStE 420, TStE 420, EStE 420, October 1994) WBL 268 R: Fine grain steel, suitable for welding– Tubes and hollow sections for construction purposes, steels grades: S 460 NH and NLH, August 2002 Umwelt-Produktdeklaration Seite 22 MSH-Profile Produktgruppe Deklarationsinhaber: Deklarationsnummer: Baustähle V & M Deutschland GmbH EPD-VMT-2010111-D Erstellung 14-09-2010 Editor: Institut Bauen und Umwelt e.V. (IBU) Rheinufer 108 53639 Königswinter Tel.: +49 (0)2223 296679-0 Fax: +49 (0)2223 296679-1 E-mail: info@bau-umwelt.com Internet: www.bau-umwelt.com Photo credits: V & M Deutschland GmbH V & M Deutschland GmbH Theodorstrasse 90 D-40472 Düsseldorf Germany www.vmtubes.de/msh In the case of any doubts, the original EPD “EPD-VMT-2010111-D” shall apply.