New Developments in Gas Engine Lubrication
advertisement

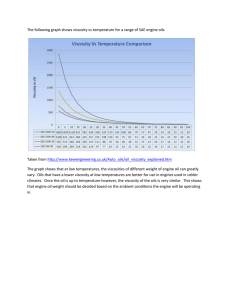
WHITEPAPER Next Generation Gas Engine Oils for Improved Sustainability in the Power Generation Market. Kathy TELLIER, ExxonMobil Research & Engineering Co., Paulsboro, NJ (USA) Gilles DELAFARGUE, ESSO S.A.F (France) Thomas DIETZ, ExxonMobil Lubricants and Petroleum Specialities Company, Fairfax, VA (USA) Kevin HARRINGTON, ExxonMobil Lubricants and Petroleum Specialities Company, Fairfax, VA (USA) ABSTRACT Engine designs, operating conditions, customers’ needs and environmental factors continue to place high demands on lubricants for natural gas engines. Projections for future energy supply and demand indicate that oil, coal and natural gas will continue to be the predominant energy sources through 2030.1 As energy prices fluctuate through market cycles, owners and operators of natural gas engines will seek ways to reduce their energy costs. This will be especially true in power generation markets where fuel costs directly affect profitability. In addition, the power generation industry is seeking options to improve their productivity and support sustainability. In many cases, a well designed lubricant can provide benefits that contribute to sustainability such as extended oil life, reduced oil for disposition, energy efficiency and extended equipment life for power generation applications, including cogeneration and landfill applications. This paper will focus on next generation natural gas engine oil product developments utilising leading edge product technology that provides extended oil life, excellent piston deposit control and increased engine efficiency potentially reducing greenhouse gas emissions. Comprehensive research test programs which have evaluated oxidation stability, high temperature thermal stability and frictional characteristics of promising candidates will be discussed. The paper will also provide highlights of the extensive engine durability test programs which evaluate the oil life, piston cleanliness and wear performance of gas engine oils in shop and field applications. Consequently the development of these next generation natural gas engine oils could significantly enhance the sustainability benefits of natural gas fuelled power generation engines. INTRODUCTION Innovative lubricants can help deliver tangible performance and sustainability-related benefits as well as material economic advantages to industry and consumers. Advanced lubricating oils can help increase equipment operating efficiency and engine fuel economy, and help contribute to reduced energy and resource use, lower emissions and cost savings for gas engines. Innovations in synthetic-based product formulations help deliver longer lubricant performance cycles, and help reduce lubricant consumption, used oil volumes and operating expenses. Additional sustainability benefits can also be obtained by utilizing landfill or biogas as a fuel, thereby reducing impact of the greenhouse gases that are generated. Gas engine oils can be specifically formulated to address the requirements of landfill or biogas contaminants. Recent trends in engine design include increasing power output and efficiency through higher compression ratios and higher turbocharger pressures. At the same time, with increasing focus on emissions, the amount of oil available in the engine to lubricate piston rings and cylinder liners has been reduced. In addition, with pressure on operators to reduce lubricant-related maintenance costs, there is even greater need to maximise the effective life of the lubricant, as well as enabling reduced engine downtime and labour cost for oil changes, and reduced volume of waste oil produced to minimize disposal costs. Finally, with significant increasing cost of energy, owners and operators of natural gas engines welcome any opportunity to improve energy efficiency. As with any new product development, ExxonMobil Research & Engineering engineers and chemists first identify the key lubricant attributes required for an application, and then confirm those parameters that need to be improved. For this development, the focus was to develop a top performing synthetic gas engine lubricant with outstanding oxidation resistance with low oil consumption, hence enabling oil drain interval extensions and excellent piston cleanliness control. Friction reduction would also enable increased engine efficiency, resulting in reduced emissions. The product profiling was done with equipment builders' advice, in association with the users and maintainers of such equipment. A thorough understanding of how products are used, and the factors that limit their performance, is essential if meaningful and beneficial improvements are to be made. Many manufacturers of finished lubricants utilise "off the shelf" additive packages to formulate a lubricant for a particular application, which does not always lead to the best lubrication solution. For high performance products, ExxonMobil prefers to utilise individual additive components in combination with the highest quality base oil components. Synthetic basestocks (such as polyalphaolefins) are utilised to achieve optimum performance in key areas. Global product quality and consistency is also an important aspect of ExxonMobil's product development strategy. In the long term, this offers the best value to the customer, not only in terms of the cost and performance, but also in the protection afforded to the engine/equipment in which they are used, wherever that may be. PRODUCT DEVELOPMENT PROCESS OVERVIEW There are a number of parameters essential to the successful development of new, high quality synthetic gas engine oil. At the heart of any lubricant is the base oil and this is especially important for a high performance gas engine oil. Hence carefully selected synthetic base stocks, based on years of experience in engine applications, ensure consistent, high level of performance of the finished synthetic product. Selection of the correct balance of additives is also critical to finished product performance. An important requirement for a premium lubricant is to maximise its effective in-service life. These life extensions must coincide with other component service intervals to be beneficial to the end user. Often, this may require double (or higher multiples) of the existing oil drain interval. Oil drain interval extension is achieved by ensuring the factors that limit oil life, such as oxidation, nitration, viscosity increase, TBN level, etc; all remain within acceptable limits for the intended life of the lubricant. Engine deposits and wear levels must be maintained at satisfactory levels as well. The wear protection of the moving components within the engine is vital. The oil's wear protection additives ensure that expensive or heavily loaded components (such as pistons, crankshafts, and bearings) remain within serviceable tolerance limits during their normally expected life. Cleanliness is also crucial for long term reliability of the engine, especially in the piston ring grooves, and on the cylinder liner surfaces where lacquers or varnishes could interfere with effective lubrication and control of lube oil consumption. Minimal lubricant consumption in use is essential to controlling total cost of ownership and is essential to achieving lower cost of engine operations. High oil consumption rates lead to increased lubricant purchases for the operator and could partially negate the advantages of longer-life engine oil. A reduction in friction would positively influence efficiency of the engine, and in turn generate energy savings under mixed and boundary lubrication regimes. Commensurate with improvements in fuel efficiency, CO2 emissions will also be reduced. Conformance to equipment builder specifications and requirements is essential to ensure the acceptance and commercial feasibility for the product. These are just a few of the parameters necessary to ensure that any new premium synthetic gas engine oil product provides a compelling value proposition for the customer. ExxonMobil formulators strive to attain "balanced performance" formulations, where optimised all-round performance is achieved. BENCH TEST PROGRAM The use of effective lab screening tests is essential to enable rapid evaluation of experimental lubricants under controlled conditions, with each test simulating a condition that the oil would experience in service. A comprehensive bench test program ensures that the best overall candidates are selected for subsequent evaluation in real-life testing. Specific attributes can be evaluated in laboratory tests, as outlined in the following. In House Thin Film Oxidation Test (Hot Tube) This test evaluates the ability of oil to prevent the formation of high temperature thin film deposits in the hot areas of the engine (e.g. piston ring grooves). Photo 1 - Reference ratings A small volume of oil flows in heated glass tubes for a fixed period of time. The tubes are then rated for deposits on a demerit scale, shown in Photo 1 (1= clean; 10= heavy). Typical results are shown in Figure 1, comparing the new lubricant vs. two competitive natural gas engine oils. Over time, this test has proven to be an excellent indicator of deposit formation on engine components subjected to high temperatures. Demerits, 1=clean, 10=heavy deposits Lower Number better Performance 10 9 8 7 6 5 4 3 2 1 0 Candidate Competitor A Competitor B Figure 1 – Typical hot tube test results In House Oxidation / Nitration Bench Tests Lubricant exposed to oxygen and/ or nitrogen oxide will degrade over time, forming oxidation products that increase viscosity, and reduce lubricant life. There are a number of different methods to assess the potential performance of a candidate, one of which is described in the following test(s). Bulk Oxidation Test This test evaluates the ability of oil to resist bulk oil oxidation and has been shown to be a good indicator of its extended oil drain capabilities. The oil is heated at elevated temperatures for a fixed period of time while air is bubbled through the sample in the presence of catalyst. The viscosity increase is measured at the conclusion of the test. Typical results are shown in Figure 2, comparing the new lubricant to the same competitive oils. Those oils with the lowest viscosity increases in this test tend to demonstrate the extended oil life capabilities in the field. This test has also been enhanced to allow evaluation of oil’s nitration resistance. 250 Lower Number better Performance 200 % Viscosity 150 Increase 100 50 0 Candidate Competitor A Competitor B Figure 2 - Typical bulk oxidation test results University Testing A program, sponsored by the U.S. Department of Energy, including representatives from prominent U.S. universities and a key gas engine equipment builder, evaluated various piston hardware options and lubricant technologies to successfully reduce friction in the piston ring pack.2 University modelling reaffirmed that additional friction reductions could be achieved by changes in lubricant characteristics. Two phases of testing were conducted in a commercial scale gas engine. The objective of the first phase was to evaluate the impact of viscosity on engine friction, engine efficiency and fuel consumption. The second phase evaluated the impact of base oil type (at constant viscosity) on the same parameters. The test engine was a Waukesha VGF F18, in-line 6 cylinder natural gas engine used for stationary power generation. Friction Mean Effective Pressure, mechanical efficiency and fuel consumption were measured at two load points (70 and 100%) for each test oil. The lubricant changing procedures were designed to replace as much oil as possible without requiring a full engine rebuild. To start, oil was drained from the sump and oil consumption meter. The oil filters were replaced. The engine was then filled with new oil and run for nearly an hour. The engine was then shutdown and the oil pan and oil consumption meter were drained again. The oil filters were also replaced again. The engine was then filled for a final time. The brake specific fuel consumption (BSFC) results are shown in Figure 3. The reference oil was tested at the beginning and end of each test phase. The two sets of test results were compared to each other and did not show any significant variation between the two, demonstrating excellent test repeatability. C 10.8 10.6 BSFC (MJ/bkW-hr) 10.4 Reference 10.2 SAE 30 - Phase 1 SAE 20 - Phase 1 10 SAE 30 - Phase 2 SAE 20 - Phase 2 9.8 9.6 9.4 9.2 70% Load 100% Load Figure 3 - BSFC results - Phase 1 and 2 Based on the results shown in Figure 3, the fuel efficiency relative to a SAE 40 reference oil was 1.5 to 3% for the Phase 2 SAE 30 candidate and 3 to 4% for the Phase 2 SAE 20 candidate based on 95% confidence interval. As lubricant viscosity decreases, the impact on engine durability must be considered. The majority of natural gas engine oil applications now utilise SAE 40 oils. SAE 30 oils are the most reasonable next step for commercial fuel efficient gas engine oils. SAE 20 oils will provide the greatest fuel economy benefit but could have greater potential impact on engine durability. The next sections of the paper will discuss how engine durability impacts were evaluated. High Severity Engine Test Once a candidate has been evaluated successfully in all relevant lab screening tests, appraisal in a more realistic application is required. However, speed to market is essential, so ExxonMobil uses a modified full scale gas engine, adapted to put the oil under maximum stress. Photo 2 - High severity engine test Modifications to the engine include: Reduced sump volume Elevated operating temperatures Air-fuel ratio set for maximum oxidizing and nitrating conditions Under such extreme operating conditions, any weaknesses in the lubricant's performance are quickly revealed. Successful completion provides assurance that the product will be more than capable of surviving in real life applications. Used oil analysis and piston demerit ratings are conducted during each test run. To evaluate the wear impact of lower viscosity candidates, the engine test protocol included detailed metrology of key engine components (pistons, piston rings, liners, valves, valve guides, bearings, etc) and oil condition monitoring. Photos 3 and 4 show a piston and set of valves at the conclusion of a test run with SAE 30 candidate. End-of-test used oil wear metal levels are also shown in Figure 4. Engine durability testing of lower viscosity candidates in the high severity engine test showed equivalent wear performance to the SAE 40 reference. Figure 5 shows one example of the metrology results, a comparison of liner wear steps measured with the SAE 40 reference oil and the SAE 30 candidate. A liner wear step (in units of microns) is measured by a profilometer in the area of top ring reversal. A total of 12 measurements are taken around the perimeter of each liner. Both the average and standard deviation was calculated for each liner. There was no statistically significant difference between the two wear measurements. Photo 3- Piston cleanliness at End-of Test Photo 4 - Valves at End-of- Test Wear Metals 50 Wear metals (ppm) 40 30 20 10 0 Reference Candidate Al Cr Fe Pb Figure 4 - Used oil wear metals at End-of-Test Liner Wear Step 10 Liner Wear Step (um) 9 8 7 6 Reference 5 Candidate 4 3 2 1 0 0 1 2 3 4 5 6 7 Liner Figure 5 - Liner wear step comparisons FIELD DEMONSTRATIONS Once the final commercial candidate is selected based on the bench screening and high severity test engine results, field tests are conducted, including a wide variety of gas engine makes and models, representative of the key main equipment builders in the market. The configuration of each test used to evaluate lubricant candidates is shown in Appendix A. Field Demonstrations In addition to the initial fuel efficiency testing at the university and the in-house engine durability testing, field testing was conducted to evaluate three aspects of candidate performance under real life conditions: 1. engine durability impact of an SAE 30 lubricant over an extended period of time 2. extended oil drain capability 3. fuel efficiency improvement. Engine Durability Testing Engine durability testing was conducted in two (2), new 16 cylinder, 170 mm bore gas engines operating on clean, natural gas in gas compression service at 95-100% load (Units 242 and 254). The objective of this test was to evaluate the impact of lower viscosity lubricants on the durability of key engine components, i.e. liners, valves and valve guides, piston rings, bearings, etc. The test was conducted for over 7000 hours at full load. An intermediate boroscopic inspection was conducted on both units at 4000 hours. Photos 5 and 6 show the excellent liner and cylinder head condition (typical) at the intermediate inspection. A final inspection was conducted at over 8000 hours and two (2) power cylinder assemblies were removed for further inspection and photographs. Photos 7 and 8 show the excellent piston and connecting rod bearing condition at the end of the test period. Oil condition monitoring was conducted throughout the test period with used oil sample collection at 250 hour intervals. Samples were analyzed for key parameters, including kinematic viscosity at 100°C, oxidation and nitration, and wear metals. Figures 6 and 7 provide trends of kinematic viscosity and oxidation. Each chart also shows a commercial reference (in light blue) and the OEM condemning limit (in red). All used oil parameters were satisfactory throughout the test and well below the condemning limits, with the exception of lead which was determined to be related to a lube oil cooler metallurgy issue. The used oil analysis results confirmed the excellent wear performance of the lubricant and its extended oil life relative to the SAE 40 commercial reference. Photo 5 - Liner crosshatching at 4000 hr intermediate inspection Photo 6 - Cylinder head and valve condition at 4000 hr boroscopic inspection Kinematic Viscosity @ 100C Unit 242 Unit 254 Limit SAE 40 Reference cSt 16 14 12 10 0 2000 4000 6000 8000 Hours Figure 6 - Used oil analysis - Kinematic viscosity Oxidation absorbance/cm Unit 242 Unit 254 Limit SAE 40 Reference 30 25 20 15 10 5 0 0 2000 4000 6000 8000 Hours Figure 7 - Used oil analysis - Oxidation (as measured by FTIR in units of absorbance/cm) Photo 7 - Piston at 8331 hours Photo 8 - Connecting rod bearings at 8331 hours Extended Oil Drain Interval Testing The extended oil drain capability was evaluated in both units. Used oil analysis and monitoring continues. Unit 254 has reached 13,000+ hours without an oil drain while still maintaining excellent viscosity control, oxidation and nitration control and good wear performance. The oil was drained on Unit 242 at ~7000 hours due to elevated lead (caused by a lube oil cooler metallurgy issue) as mentioned in above. Figures 8 through 11 below show key used oil parameters measured during the test period. The lube oil cooler on Unit 254 also contributed to elevated lead levels in the used oil as shown in Figure 11. Kinematic Viscosity @ 100C cSt Unit 242 Unit 254 Limit 16 15 14 13 12 11 10 0 2000 4000 6000 8000 10000 12000 14000 Hours Figure 8 - Used oil analysis - Kinematic viscosity Oxidation Unit 254 Limit 30 20 10 0 0 2000 4000 6000 8000 10000 12000 14000 Hours Figure 9 - Used oil analysis - Oxidation Nitration Unit 242 absorbance/cm absorbance/cm Unit 242 Unit 254 Limit 30 20 10 0 0 2000 4000 6000 8000 10000 12000 Hours Figure 10 - Used oil analysis - Nitration 14000 Unit 254 Metals ppm Iron Aluminum Copper Lead 70 60 50 40 30 20 10 0 0 2000 4000 6000 8000 Hours 10000 12000 14000 Figure 11 -Used oil analysis - Wear metals Fuel Efficiency Confirmation Testing Fuel efficiency confirmation testing was conducted on two (2), new 16 cylinder, 170 mm bore gas engines operating with clean, natural gas in gas compression service at 95-100% load (Units 275 and 276). Each test engine was equipped with a temperature and pressure compensated fuel consumption meter (Roots rotary meter 5M175). An additional oil storage tank and associated piping was installed to facilitate oil switching between test cycles. The experimental design included four cycles conducted in an A-B-A-B sequence, alternating between candidate and reference oils in Units 275 and 276 as shown in Figure 12. This enabled a rigorous statistical analysis of the data. Each test cycle was approximately 500 hours in duration. Pressure and temperature compensated fuel consumption readings and engine/compressor operational data (e.g. speed, compressor discharge pressures and temperatures, air manifold pressure, etc) were recorded in a data acquisition system at 5 minute intervals throughout the test. The fuel meter and engine/compressor operational data were merged together, resulting in 40,000 data points. Two test oils were evaluated, a commercial SAE 40 reference and the SAE 30 candidate. Test Cycle Unit 275 Unit 276 A1 SAE 30 SAE 40 Ref. B1 SAE 40 Ref. SAE 30 A2 SAE 30 SAE 40 Ref. B2 SAE 40 Ref. SAE 30 Figure 12 - Table of Test Cycles A statistical analysis (mean and 95% confidence interval) was conducted on the merged data set. Figure 13 provides an overall comparison of fuel consumption in Units 275 and 276 when operating with the SAE 40 reference (in black) vs. the SAE 30 candidate (in blue). The SAE 30 candidate consistently showed a statistically significant fuel efficiency improvement vs. the commercial reference. The average efficiency benefit of the SAE 30 oil versus the conventional SAE 40 gas engine was calculated to be 1.5%. Fuel Consumption - Units 275 and 276 Reference vs. Candidate 300 280 M3/hr 260 240 220 200 Unit 275 Reference Unit 275 Candidate Unit 276 Reference Unit 276 Candidate Figure 13 - Comparison of fuel consumption Several variables were considered during the statistical analysis including engine load, ambient conditions, and humidity impact. Each variable was analyzed statistically to determine the magnitude of its impact on flow measurements. Each will be discussed in more detail in the subsequent paragraphs. As indicated in Appendix A, fuel efficiency confirmation testing was conducted at a site in gas compression service. Engine load was calculated based on compressor inlet and discharge pressures using original equipment manufacturer compressor curves. Ambient pressure and temperature are needed to convert actual fuel flow measurements to standard conditions (15.6C and atmospheric pressure). Fuel consumption meters were equipped with thermocouple and pressure transmitter inputs to provide a compensated flow signal for analysis. Absolute air humidity has an influence on the combustion since an increase in humidity can decrease the combustion speed and reduce maximum combustion temperature. Therefore, as humidity increases, engine efficiency decreases.3 CONCLUSIONS In depth understanding of gas engine lubrication issues reported from in service applications, in liaison with equipment builders enabled the targeting of a new synthetic lube oil product performance profile. It is aimed at solving the increasingly severe lubrication needs of engines operating on natural gas. A structured development utilizing effective and proprietary screening programs, and extensive field-test monitoring, is beneficial for the commercial launch of such products. Delivering proven outstanding performance including excellent wear protection, extended oil drain intervals, reduced oil consumption, and energy savings up to 1.5% versus conventional natural gas engine lubricants, Mobil SHC Pegasus provides advantages to gas engine operators by improving the overall productivity and contributing to the sustainability of their operations. A corresponding reduction in emissions in natural gas engines globally is equivalent to the annual CO2 emissions output of a 500 MW coal burning power plant. REFERENCES 1. Hard Truths - Facing the Hard Truths about Energy, National Petroleum Council, July 2007 2. "Friction Reduction Due to Lubrication Oil Changes in a Lean-Burn 4-stroke Natural Gas Engine: Experimental Results", Kris Quillen, Rudolf Stanglmaier, Victor Wong, Ed Reinbold, Rick Donahue, Kathleen Tellier, Vincent Carey, Copyright 2007 ASME 3. "About the Influence of Ambient Conditions on Performance of Gas Engines", Position Paper by the CIMAC working Group "Gas Engines", March 2009 Appendix A Objective ----> Demonstrate Engine Durability Engine Duration Application Load Test Oil Cat G3516 7000 hours Gas compression 100% SAE 30 candidate Equipment Demonstrate Extended Oil Drain Interval Cat G3516 12,000+ hours Gas compression 100% SAE 30 candidate Confirm Fuel Efficiency Cat G3516 4000+ hours Gas compression 100% SAE 30 candidate SAE 40 reference Fuel consumption meters; additional oil storage tank to facilitate oil switching