Svend Skovgaard Petersen - CFD Modelling of a - CD
advertisement

Master Thesis
CFD Modelling of a Biomass Incinerator for
Prediction of Risk Areas for Corrosion Damages
Svend Skovgaard Petersen
July 2012
CFD Modelling of a Biomass
Incinerator for Prediction of
Risk Areas for Corrosion
Damages
17/7-2012
This Thesis was produced by:
Svend Skovgaard Petersen, s072374
DTU-MEK, Force Technology
Supervisors
Dr. Jens Honore Walther (DTU-MEK)
Elisabeth Akoh Hove - Force Technology
Jan Hein Jørgensen (DTU-CHEC)
Danmarks Tekniske Universitet
Preface
This thesis was developed as part of a major project at Force Technology concerning damages on biomass incinerators. The project is part of the obligation
that Force Technology has as being one of the nine GTS institutes in Denmark,
which provide none profit research and development for the Danish industry.
This thesis should be seen as a first step in this project for generating a model
for predicting corrosion damages on biomass incinerators. The work was done
as a cooperation between Force Technology, Danmarks Tekniske Universitet DTU and the Verdo heat and power plant in Randers - DK. The thesis focuses
on the model development and the use of this through a CFD analysis, with the
reader being Verdo and the Danish industry. Thus, quite a substantial academic
work was moved to appendices, including specific CFD models and preliminary
numerical analyses conducted on Verdo heat and power plant. When used in
the report, short descriptions and references are made to these appendices.
I would like to thank the production team at Verdo heat and power plant for
providing the necessary informations on their geometry of the boiler, the running conditions and corrosion damages seen at Verdo. Also a big thank you
to the department of Industrial Processes at Force Technology for providing
the project, computational power and know how within simulations of incinerators. I also wish to thank my two main supervisors Dr. Jens Honore Walther
from DTU-MEK and Elisabeth Akoh Hove from Force Technology. From DTUCHEC, Flemming Frandsen and Jan Hein Jørgensen should have a thanks for
sharing their knowledge on this complex subject as well.
Finally I wish to thank my wife for great moral support during the whole
project.
Abstract
In this thesis a numerical model for predicting areas with high risk of corrosion
in biomass fired boilers has been developed. The model was developed through
a literature study and tested in a full scale CFD analysis of the second boiler at
Verdo heat and power plant. STAR-CCM+ was used for the CFD calculations.
The model is based on the metal temperature of heat transfer surfaces in the
boiler and the concentrations of potassium chloride(KCl) and oxygen(O2 ). A
series of preliminary analyses of the used models were conducted in order to validate the simulation of the combustion processes. The main simulation consist
of: a wood chip grate firing simulated with a bed model, a biomass suspension
firing simulated with combustion of Lagrangian particles and a fully spacial and
physical resolved, integrated steam circuit of super heater 3(SH3). The fully
resolved SH3 provided a precise load distribution of the super heater. The average outlet temperature of the steam in SH3 was within 10 % of the temperature
measured by Verdo. The developed corrosion model does not predict precise
corrosion rates but only high, medium and low levels of corrosion risk. The
most severe spots of corrosion seen by Verdo were predicted by the model with
good precision similar to the corrosion profile across SH3.
A numerical model for coarse ash deposition was also developed, showing good
agreement between the heaviest fouling areas in the boiler and the model. Decm
was predicted in the bottom and mid section of SH3.
position rates of 1 day
The secondary air nozzles in the furnace had a poor configuration, as the jets
pushed the freeboard combustion zone together instead of mixing it with oxygen
rich air as intended. A result of this was an uneven load distribution in the boiler
and in particular SH3.
Resumé
I dette speciale er der blevet udarbejdet en numerisk korrosionsmodel til forudsigelser af risikoområder i biomassefyrede kedler. Modellen blev udarbejdet gennem
et litteraturstudie og testet ved en fuldskala CFD analyse af kedel nummer to ved
Verdo kraft varmeværk. Til CFD beregningerne blev STAR-CCM+ anvendt.
Korrosionsmodellen bygger på metaltemperaturen af hedefladerne i kedlen samt
koncentrationer af kaliumklorid(KCl) og ilt(O2 ). En række indledende analyser
af de brugte modeller blev udarbejdet for at validere forbrændingen. Hoved
simuleringen består af: en bed-model for simulering af ristefyret flis, en simulering af suspensionsfyring af biomasse ved brug af Lagrangian partikler, og en fuld
integreret, geometrisk og fysisk opløst simulering af overheder 3(OH3). Denne
opløsning gav en meget nøjagtig fordeling af belastningen på OH3. Den gennemsnitlige udløbstemperatur for dampen i OH3 blev beregnet indenfor 10% af den
målte temperatur hos Verdo. Den udviklede korrosionsmodel er ikke beregnet
til forudsigelser af præcise korrosionsrater, men kun til forudsigelse af områder
med høje, medium og lave korrosionsrisiko. Modellen giver et korrosionsprofil i
form af risikogradueringer hen over OH3 meget lig det virkelige korrosionsprofil.
En numerisk model til forudsigelse af grovkornet askeopbygninger blev sideløbende udarbejdet. Modellen viste gode overensstemmelser mellem de mest udprægede belægningsområder i kedlen og OH3. Belægningsraten blev bestem til
cm
ca 1 dag
.
Indstillingerne af de sekundære luftdyser i forbrændingskammeret viste sig at
være uhensigtsmæssige. I stedet for a opnå den ønskelige blanding af ilt og
brandbare gasser i forbrændingskammeret, skubber de bare de brandbare gasser
sammen. Dette resulterer i en ujævn belastning af hele kedlen og især OH3.
Contents
Preface
i
Abstract
iii
Resumé
v
Nomenclature
1 Introduction
xiii
1
1.1
Biomass as a fuel . . . . . . . . . . . . . . . . . . . . . . . . . . .
1
1.2
Verdo heat and power plant as a case study . . . . . . . . . . . .
2
1.2.1
Damages seen on Verdo . . . . . . . . . . . . . . . . . . .
2
Force Technology and "Damage seen on biomass power plants" .
5
1.3.1
5
1.3
Motivation for the study . . . . . . . . . . . . . . . . . . .
2 Operation conditions at Verdo
7
2.1
Firing methods used at Verdo . . . . . . . . . . . . . . . . . . . .
7
2.2
Fuel analyses . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9
3 Literature study
3.1
3.2
11
Critical species and corrosion processes . . . . . . . . . . . . . . .
11
3.1.1
Summary of the corrosion process . . . . . . . . . . . . .
14
Including the critical corrosion species in the bed model . . . . .
14
3.2.1
K release . . . . . . . . . . . . . . . . . . . . . . . . . . .
14
3.2.2
Cl release . . . . . . . . . . . . . . . . . . . . . . . . . . .
15
3.2.3
S release . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16
viii
CONTENTS
3.2.4
Minimum and maximum release of K . . . . . . . . . . . .
17
Corrosion risk evaluation . . . . . . . . . . . . . . . . . . . . . . .
17
3.3.1
First criteria - Metal temperature
. . . . . . . . . . . . .
18
3.3.2
Second criteria - Oxygen . . . . . . . . . . . . . . . . . . .
19
3.3.3
Third criteria - Presence of Cl2 . . . . . . . . . . . . . . .
20
3.3.4
Summary on the model for risk of corrosion . . . . . . . .
20
Deposition of coarse ash particles . . . . . . . . . . . . . . . . . .
20
3.4.1
Deposition mechanism . . . . . . . . . . . . . . . . . . . .
20
3.5
Coarse ash deposition modelling . . . . . . . . . . . . . . . . . .
22
3.6
Simulating the grate firing using a bed model . . . . . . . . . . .
26
3.7
Previous work done on spreader simulation and suspension firing
28
3.3
3.4
4 Governing equations and numerical modelling
4.1
31
The governing equations . . . . . . . . . . . . . . . . . . . . . . .
31
4.1.1
Continuity
. . . . . . . . . . . . . . . . . . . . . . . . . .
32
4.1.2
Conservation of momentum . . . . . . . . . . . . . . . . .
32
4.1.3
Turbulence modelling . . . . . . . . . . . . . . . . . . . .
33
4.1.4
The Energy equation . . . . . . . . . . . . . . . . . . . . .
33
4.1.5
Equation of state . . . . . . . . . . . . . . . . . . . . . . .
34
4.2
Concepts of CFD . . . . . . . . . . . . . . . . . . . . . . . . . . .
34
4.3
Using STAR-CCM+ for CFD . . . . . . . . . . . . . . . . . . . .
35
4.3.1
36
Deposition of particles in STAR-CCM+ . . . . . . . . . .
5 Results
5.1
5.2
39
Results from preliminary analyses . . . . . . . . . . . . . . . . . .
39
5.1.1
Main and secondary air supply . . . . . . . . . . . . . . .
39
5.1.2
The distribution of wood chips on the grate . . . . . . . .
40
5.1.3
Suspension firing and bed model . . . . . . . . . . . . . .
40
5.1.4
Simulating the steam in SH3 . . . . . . . . . . . . . . . .
41
Main results . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
42
5.2.1
5.2.2
The mesh used for simulation with integrated steam circuit of SH3 . . . . . . . . . . . . . . . . . . . . . . . . . .
42
Physics, models, BC’s and convergence . . . . . . . . . . .
44
CONTENTS
ix
5.2.3
Results for the full domain . . . . . . . . . . . . . . . . .
46
5.2.4
Summary of the general freeboard . . . . . . . . . . . . .
55
5.2.5
The region near SH3 . . . . . . . . . . . . . . . . . . . . .
55
5.2.6
Summary of corrosion risk from surface temperature in
the SH3 region . . . . . . . . . . . . . . . . . . . . . . . .
60
Coarse ash deposition . . . . . . . . . . . . . . . . . . . .
61
5.2.7
6 Discussion
65
6.1
Issues when simulating spreaders for wood chip . . . . . . . . . .
65
6.2
Problems and important parameters when simulating suspension
firing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
66
6.3
Errors and uncertainties regarding the bed model . . . . . . . . .
67
6.4
Mesh limitations for boiler simulations . . . . . . . . . . . . . . .
68
6.5
Stabilities of combustion simulations with Lagrangian particles
and multiple region interactions . . . . . . . . . . . . . . . . . . .
69
6.6
Deposition of particles . . . . . . . . . . . . . . . . . . . . . . . .
70
6.7
Risk assessment for high temperature corrosion in the Verdo boiler 72
6.7.1
Corrosion due to concentrations in the flue gas . . . . . .
72
6.7.2
Corrosion from a deposition point of view - including shedding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
73
The missing SO2 simulation and corresponding sulphation
of KCl . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
74
Mitigation of high temperature corrosion . . . . . . . . . . . . . .
74
6.7.3
6.8
7 Conclusion and future work
77
7.1
Wood chip distribution on the bed . . . . . . . . . . . . . . . . .
77
7.2
Suspension firing using Lagrangian particles . . . . . . . . . . . .
77
7.3
Simulating combustion of spreader distributed wood chips on the
grate with a bed model . . . . . . . . . . . . . . . . . . . . . . .
78
Full scale simulation with integrated steam region for SH3 . . . .
78
7.4.1
The general freeboard . . . . . . . . . . . . . . . . . . . .
78
7.4.2
The SH3 region with corrosion . . . . . . . . . . . . . . .
79
7.4.3
Deposition of coarse ash particles - fouling . . . . . . . . .
80
7.5
Recommendations for Verdo . . . . . . . . . . . . . . . . . . . . .
80
7.6
Future work . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
80
7.4
x
CONTENTS
List of Figures
81
List of Tables
89
Bibliography
92
A Models used in STAR-CCM+
97
A.1 Modelling Lagrangian particles . . . . . . . . . . . . . . . . . . .
97
A.1.1 Momentum balance for particles . . . . . . . . . . . . . .
97
A.1.2 Lagrangian Energy Model . . . . . . . . . . . . . . . . . .
98
A.1.3 Turbulent Dispersion . . . . . . . . . . . . . . . . . . . . .
98
A.1.4 Two way coupling . . . . . . . . . . . . . . . . . . . . . .
98
A.1.5 Coal combustion of Lagrangian particles . . . . . . . . . .
98
A.1.6 Particle Radiation . . . . . . . . . . . . . . . . . . . . . . 104
A.2 Modelling radiation . . . . . . . . . . . . . . . . . . . . . . . . . . 104
A.3 Simulating heat exchangers with porous media regions . . . . . . 105
A.3.1 Energy extracted from the heat exchangers . . . . . . . . 106
A.3.2 Pressure drop over the heat exchangers . . . . . . . . . . 107
B Preliminary analyses
109
B.1 Primary and secondary combustion air . . . . . . . . . . . . . . . 109
B.1.1 Primary air . . . . . . . . . . . . . . . . . . . . . . . . . . 109
B.1.2 Secondary air . . . . . . . . . . . . . . . . . . . . . . . . . 109
B.2 Distibution of wood chips on the grate . . . . . . . . . . . . . . . 110
B.3 Simulating suspension firing . . . . . . . . . . . . . . . . . . . . . 118
B.3.1 Summary on suspension firing . . . . . . . . . . . . . . . . 124
B.4 Tuning in the bed model . . . . . . . . . . . . . . . . . . . . . . . 125
B.5 Simulating the steam in the SH3 tubes . . . . . . . . . . . . . . . 129
B.5.1 Mesh used to simulate the steam in the SH3 tubes . . . . 129
B.5.2 The physics inside the SH tubes . . . . . . . . . . . . . . 130
B.5.3 Results for flow in SH3 tubes separately . . . . . . . . . . 130
B.6 Average outlet temperature, residuals, pressure and heat flux for
SH3 in full simulation . . . . . . . . . . . . . . . . . . . . . . . . 133
CONTENTS
C Production values at Verdo during full load
xi
135
C.1 Air monitor at Verdo . . . . . . . . . . . . . . . . . . . . . . . . . 136
C.2 Steam monitor at Verdo . . . . . . . . . . . . . . . . . . . . . . . 137
C.3 Wood chip monitor at Verdo . . . . . . . . . . . . . . . . . . . . 138
C.4 Biomass for suspension firing monitor at Verdo . . . . . . . . . . 139
C.5 Fuel analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 140
C.6 Size distributions for biomass fuel . . . . . . . . . . . . . . . . . . 144
D Developed calculation codes
153
D.1 Matlab code for pipe flow . . . . . . . . . . . . . . . . . . . . . . 154
D.2 Matlab code for depositing particles . . . . . . . . . . . . . . . . 156
D.3 Maple code for calculating volatile mass fraction . . . . . . . . . 158
xii
CONTENTS
Nomenclature
Ap
Surface area of particle
CD
Drag force coefficient of particle
Ec
Activation energy for char
Epn
Activation energy for particle in devolatization
H
Height
P
Probability of an event
Pa
Probability of sticking due impact angle
Pp
Probability of sticking due to stickiness of particle
Ps
Probability of sticking due to stickiness of wall
Pcorr
Probability of corrosion
Pstick Total probability of a particle sticking
XCH4 Unknown mass fraction of CH4
XCO2 Unknown mass fraction of CO2
XCO
Unknown mass fraction of CO
XH2
Unknown mass fraction of H2
Yi,ult
Mass fraction of C, O, H and KCl in the ultimate dry analysis
Yi,vol
Mass fraction of C, O, H and KCl in the volatiles
Λ
Ratio between air-excess and fuel
Ω
Solid angle of a sphere
α
Angle
xiv
ū
Nomenclature
Mean part of velocity in turbulence modelling
βn,rest Normal restitution coefficient
βt,rest Tangential restitution coefficient
δij
Kronecker’s delta
Ṁ
Mass flow
Q̇
Effect
ṁ
Mass flux
γcp
Mass fraction of coal
λ
Wave length of radiation
Ac
Pre-exponential factor for char oxidation
Apn
Pre-exponential factor for devolatization
Cp
Heat capacity
M
Molar mass
Nu
Nusselt number
Re
Reynolds number
R
Universal gas constant
T
Temperature
T15
Temperature for which the melt fraction is 15 %
T70
Temperature for which the melt fraction is 70 %
Tp
Temperature of particle
Tsurf Surface temperature of metal
Y
Mass fraction
ep
Erosivity of impacting particles
hp
Heat transfer coefficient for particles
m
Mass
mp
Mass of particle
nK
Molar quantity of K
Nomenclature
nCl
Molar quantity of Cl
p
Pressure
µ
Dynamic viscosity
ω
Under relaxation factor
ρ
Density of the fluid
ρu′i u′j Reynolds stresses
σij
Second order stress tensor
τij′
The viscous stress
Fb
Body force on particle
Fd
Drag force on particle
Fp
Pressure force on particle from pressure gradients
Fs
Surface force on particle
Fu
User defined force on particle
FV M
Virtual mass of particle
vp
Velocity of particle
vs
Slip velocity between particle and fluid continuum
cpn
Reaction rate constant
fmelt
Melt fraction
g
Gravity
h
Enthalpy
k
Thermal conductivity of the fluid
lp
Distance from cell center to particle
n
Number of occurrences
p
Propensity of sticking
ref
Effective radius for a face cell
rvpn
Kinetic rate of volatile matter production
rvpn
Volatile matter production rate
xv
xvi
Nomenclature
t
Time
u′
Fluctuating part of velocity in turbulence modelling
ui
Velocity tensor
volf rac Volatile mass fraction
wt%
Weight percent basis
xi
Spacial first order tensor
Af ace Area of cell face
Abbreviations
CFD Computational Fluid Dynamics
CHPP Combined Heat and Power Plant
GHG Green House Gasses
VM
Volatile matter
AMG Algebraic Multigrid solver
BC
Boundary condition
BiCGStab Bi Conjugate Gradient Stabilizer
CDS
Central Difference Scheme
DEM Discrete Element Model
FC
Fixed carbon
GCV Gross Calorific Value
NCV Net Calorific Value
NS eq. Navier-Stokes equations
RANS Reynolds Avereged Navier-Stokes equation
SD
Standard Deviation
VM
Volatile matter
Tde
Turbulent dissipation energy
Tke
Turbulent kinetic energy
V
Volume
Chapter 1
Introduction
1.1
Biomass as a fuel
Through the last century the use of fossil fuels such as coal and oil have been
a key factor for the development of the modern society. In the use these fuels
a large amount of green house gasses(GHG) have been released causing the
concentrations of GHG in the atmosphere to rise significantly, [1]. These GHG
have always been in the atmosphere, but the increase are now associated with
an increase of the global temperature and melting of the ice poles. Here CO2
is the GHG contributing the most with an estimated share of 9 − 26 %, [1]. A
great deal have been done to lower these emissions of GHG by increasing the
use of natural sustainable resources such as wind, solar and biomass. All though
emitting GHG, biomass is considered a green natural resource, as the release
of GHG through burning of it, is no more than the plants have taken out of
the atmosphere. Thus biomasses have a GHG cycle from one year in annual
biomasses such as straw up to a couple of centuries for wood. However the
burning of the fossil fuels release GHG stored million of years ago. Biomass in
the form of wood have been used as a source for warming and light by man for
millenniums. Today the biomass as a fuel includes straw, waste, wood and other
waste products from the agricultural industry. In 2006, the global consumption
of biomass was estimated to make up for 12 % of the global energy release, [2].
When including the share of water, wind and solar power, it makes up for 80 %
of the total use of the sustainable energy. In 2006 in Denmark, the biomass
held a share of the sustainable energy of approximately 70 %, where the main
constitution of the biomass was straw, wood and biodegradable waste, [2].
The utilization of this biomass in Denmark and the western society is mainly
2
CHAPTER 1. INTRODUCTION
done through large incinerators at combined heat and power plants(CHPP). In
Denmark, the use of biomass is partly an effect of a government legislation from
1993 stating, that a use of 1.4 million ton of straw and wood a year should be
used by the Danish energy sector by 2005. In 2008 this was expanded by the
government with 700.000 tons by the year 2011.
However, the use of biomass in CHPP’s is not without problems, as the inorganic
content in the biomass cause fouling and corrosion damages in the boilers, in a
scale far worse than coal fired CHPP’s, [3]. A lot of research have been conducted
in hopes of understanding and reducing these problems. This goes from full
scale experimental tests to very detailed academic work. E.g. the combustion
of annual biomass has been investigated by Knudsen in a Ph.d. project, [4],
and the deposition and corrosion in biomass incinerators have been investigated
in the Ph.d. project by Nielsen in [5]. A large work was done by Frandsen in
the last decade, leading to his doctoral thesis on the subject of ash formation,
deposition and corrosion when utilizing straw in CHPP’s, [3]. Analyses of boilers
have also been conducted by use of computational fluid dynamic(CFD) as a tool
for quantifying the flow and temperature conditions in biomass incinerators, see
references [6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16].
In this work a numerical simulation of a boiler at a biomass CHPP will be
conducted. This includes an effort of bringing some of the large amounts of material on biomass incinerators in the literature together in a numerical corrosion
model for CFD codes. The model was developed through a literature study and
applied on a full scale biomass fuelled CHPP, the Verdo heat and power plant.
1.2
Verdo heat and power plant as a case study
The Verdo heat and power plant in Randers- Denmark changed in 2009 from
being a coal fired plant to a pure biomass fired plant. This was done as a part of
a strategy of putting Verdo in the lead of green energy production. Today the
Verdo plant is one of the largest purely biomass fired plants in Denmark with
a maximum production of 48 MW electrical power and 140 MW thermal power
for district heating. However the change from a mix of coal and biomass to pure
biomass has introduced problems with fouling and corrosion around their super
heater 3, SH3, which is the first super heater the flue gas encounters.
1.2.1
Damages seen on Verdo
In the fall of 2011 Verdo contacted the Korrosion og Metallurgi department in
Force Technology in order to have the super heater investigated and estimate
an expected time for replacement. This work showed severe corrosion of the
tubes and Force Technology estimated less than 1 year before critical failure,
1.2. VERDO HEAT AND POWER PLANT AS A CASE STUDY
3
[17]. Measurements on the metal thickness of the SH3 tubes had also been
conducted by Verdo them self since they changed from coal to biomass. These
measurements showed severe accelerated corrosion rates, leading to a necessary
replacement of SH3 after only 3 years of production with 100% biomass.
In Figure 1.1 the location of the thickness measurements are indicated, and in
Table 1.1 are the corresponding measured metal thickness’s of the tubes are
listed.
Figure 1.1: Sketch over location of known corrosion damages on SH3 at Verdo. The
SH3 is located at approximately 14 m directly above the grate.
In Table 1.2 the estimated corrosion rate and the minimum thickness before risk
of rupture are listed.
Table 1.1: The design and measured thickness at all 14 tube rows in the four positions
indicated at Figure 1.1, adopted from [17].
Position
A
B
C
D
Design [mm]
6.3
6.3
6.3
4.5
5.5
5.6
5.4
4.2
5.6
5.6
5.7
4.3
5.4
5.5
5.6
4.3
5.5
5.6
5.3
4.1
5.4
5.7
5.1
3.9
[mm]
5.7
5.6
5.2
3.9
5.5
5.5
5.1
3.7
5.4
5.3
5.1
3.9
5.6
5.6
5.5
3.7
5.5
5.4
5.1
4.2
5.8
6.0
5.4
3.8
6.2
5.7
5.9
3.8
The measurements show severe corrosion at particular the front side of the tubes
facing towards the flue gas. This very defined location of corrosion gives a good
reference for an eventual corrosion model.
6.0
5.8
5.3
3.7
5.6
5.5
5.6
3.9
4
CHAPTER 1. INTRODUCTION
Table 1.2: Corrosion rates for the two tube thickness’s. The measured thickness is the
minimum measured thickness by Verdo and Force. The min. thickness is the minimum
thickness estimated by Force Technology - Korrosion og Metallurgi before risk of rupture. The Corrosion rate are the estimated future rates estimated by Force Technology
- Korrosion og Metallurgi based on corrosion history and temperature, adopted from
[17].
Design thickness [mm]
Measured thickness [mm]
Min. thickness [mm]
6.3
4.5
5.1
3.3
5.3
4
Corrosion rate
0.9
0.6
# mm $
10.000
The information in Table 1.1 and Table 1.2 are plotted against each other in
Figure 1.2.
Figure 1.2: Plot of the measured thickness’s at location A, B, C and D. The design
and minimum thickness for the two tube thickness are indicated by the four horizontal
lines. Location A,B and C have a design and minimum thickness of 6.3 mm and 5 mm
respectively. Location D has a design and minimum thickness of 4.5 mm and 4 mm
respectively. It is clear that the largest corrosions are found in the middle rows.
It is clear that for especially location C the corrosion is most severe in the middle
rows.
h
1.3. FORCE TECHNOLOGY AND "DAMAGE SEEN ON BIOMASS
POWER PLANTS"
1.3
5
Force Technology and "Damage seen on biomass
power plants"
At the division for "Energi, Klima og Miljø" and department of "Industrial Processes" at Force Technology, a large project named "Damages on biomass fired
power plants" is currently in the work. In connection to this project, an arrangement with Verdo was established, giving a relevant up-to-date case study
for the project and a cutting edge analysis for Verdo.
1.3.1
Motivation for the study
This work is the result of a job as student worker on the project "Damages on
biomass fired power plants" at Force Technology and my master thesis at DTUMEK. The aim of this thesis is to provide a numerical model for predicting
critical areas with a high risk of corrosion in biomass fired power plants. The
study and final model are intended to be the first part of the Damages on biomass
fired power plants project at Force Technology. The aim is not to generate an
exact corrosion prediction model, but only a general assessment of the corrosion
risk and the foundation for a future model for predicting damages in biomass
incinerators.
The potential for a successful model could be as a design tool in the design
phase of incinerators. By this, gaining longer life time of super heaters and
higher efficiencies of power plants, and thereby reducing some of the problems
associated with biomass as a fuel in power plants.
6
CHAPTER 1. INTRODUCTION
Chapter 2
Operation conditions at Verdo
In this chapter the conditions at Verdo heat and power plant will be outlined.
This includes the fuel and firing methods used.
2.1
Firing methods used at Verdo
At Verdo they use a combination of wood chips and annual biomass as fuels. The
wood chips are spread out on to the grate by the use of a spreader mechanism,
where the chips are burned as grate firing. The annual biomass is burned in
suspension above the grate, known as suspension firing. See Figure 2.1 for a
schematic illustration of the two firing methods.
For the combustion of the wood chips, air is fed in under the grate. This air is
referred to as the primary air. On the walls, a series of air nozzles are located
which supply additional air for both the combustion used by the suspension
firing and combustion of volatile gasses from the grate. This is referred to
as over-fire or secondary air. At the top of Figure 2.1 some piping are shown
illustrating super heaters. It should be noted that the real configuration of these
are quite different, see Figure 2.3.
The fuel for suspension firing is injected through three feeding tubes onto spreader
stones for distribution of the fuel, see Figure 2.2(a) for picture of the spreader
stone. The wood chips fall down through a duct leading to the spreader shown
in Figure 2.2(b). The spreading is controlled by the angle of the horizontal plate
in the front and by the carrier air jet coming from the small nozzles above the
plate.
The two different firing methods can be adjusted separately in order to control
the combustion. This is done primarily through the mass flow of fuel injected at
each location and through the carrier air. The combustion in the furnace is also
8
CHAPTER 2. OPERATION CONDITIONS AT VERDO
Figure 2.1: Schematic figure of the running conditions at the Verdo plant. Adapted
from reference [15].
(a) Picture of the injection tube for the annual
biomass fuel leading to a
spreader stone.
(b) Picture of the wood chip
spreader seen from inside of the furnace.
Figure 2.2: Pictures from inside of the furnace in Verdo at shut down. The pictures
was taken at the end of this project, as the SH3 was about to be replaced. a) Picture
of a spreader stone used for spreading suspension fired fuel. b) Picture of the spreader
for wood chips at the top. At the bottom the spreader for the old coal firing is seen.
2.2. FUEL ANALYSES
9
controlled by regulating the primary and secondary air. The values for the fuel
consumption and air are found from the information in Appendix C.1 on page
136 to Appendix C.4 on page 139, which corresponds to a full load production
at Verdo.
Figure 2.3: Geometry of the simulated second boiler at the Verdo heat and power plant.
Fuel spreaders are located on the front wall in the lower left corner of the figure. SH3
is the fully resolved tube banks at the upper left part of the boiler. The orange blocks
illustrates the SH2, SH1, ECO3, ECO2 and ECO1.
2.2
Fuel analyses
A very important part of a combustion simulation is the fuel used for it. The
contents of the fuel used at Verdo, consisting of the wood chips and annual
biomass, is presented in this section. Verdo provided the fuel analyses which
contains both a proximate, ultimate and size distribution analyses. These are
found in Appendix C.5 on page 140 and Appendix C.6 on page 144. The most
important analyses are presented here. The proximate analysis contains the distribution of water, volatile matter (VM), fixed carbon (FC) and ash on a weight
percentage basis, wt%. The ultimate analysis, containing the atom distribu-
10
CHAPTER 2. OPERATION CONDITIONS AT VERDO
Table 2.1: Proximate analysis of the fuel used at Verdo. 1) Wood chips. 2) Dark biopellets. 3) Light bio-pellets (oat peel). 4) Light bio-pellets 2. 4) Seed pellets. 5) Wood
pellets. 6) Miscellaneous biomass dust. See Appendix C.6 on page 144 for analysis and
pictures.
1
2
3
4
5
6
7
Ash, wt%
0.77
7.72
3.68
2.79
7.28
1.06
0.58
3.85
Water, wt%
42.6
17.02
8.42
13.18
14.23
7.90
6.17
11.15
FC, wt%
7
VM, wt%
49
Heating value [GJ/ton]
10.49
2-7 averaged
7
78
15.67
17.27
16.34
15.61
18.45
18.88
17.04
Table 2.2: Ultimate analysis of the fuel used at Verdo on dry basis with the Gross
Calorific Value(GCV), and Net Calorific Value(NCV). 1) Wood chips. 2) Dark biopellets. 3) Light bio-pellets (oat peel). 4) Light bio-pellets 2. 4) Seed pellets. 5) Wood
pellets. 6) Miscellaneous biomass dust. See Appendix C.6 on page 144 for pictures.
1
2
3
4
5
6
7
(2-7)averaged
Ash, wt%
0.8
7.6
3.6
2.7
7.5
1
0.5
3.82
Cl, wt%
0.02
0.08
0.06
0.07
0.12
0.01
0.01
0.06
S, wt%
0.01
0.2
0.08
0.08
0.16
0.01
0.01
0.09
C, wt%
49.6
47.2
46.8
47.3
44.7
50.1
50
47.68
H, wt%
6
6.1
6.1
6.1
6
6
6
6.05
N, wt%
0.17
2.69
0.88
0.66
2.23
0.11
0.07
1.11
O, wt%
43
36
43
43
39
43
43
41.17
GCV
20.11
19.40
19.10
19.21
18.62
20.26
20.30
19.54
NCV
18.8
18.09
17.78
17.89
17.30
18.96
18.98
18.17
tion, is usually conducted on a dry, ash free wt% basis. The main elements in
a ultimate analysis is C, O, H, N, S and Cl and sometimes heavier compounds
such as K, Ca, Si, Al. The proximate and ultimate analyses are presented in
Table 2.1 and Table 2.2. The fuel number 1 is the wood chips and fuel number
2-7 are the fuel used for suspension firing. As no information on the distribution
of VM and FC was given, the value of 0.07 wt% for FC in reference [18] was
used. This yields a VM value of 49 wt% for the wood chips and 78 wt% for the
biomass. In order not to have seven different analyses, the average values for
water, carbon, ash ect. for the six different biomass fuels used in the suspension firing are found. The six different biomass fuels are assumed to have an
equally distribution of weight according to Verdo. This, combined with that the
six fuels are not that different in contents, makes the averaging approximation
reasonable. This average value is the last column in Table 2.1 and Table 2.2
named 2-7 averaged.
Chapter 3
Literature study
In the following chapter a model for high temperature corrosion damages on
biomass incinerators on specifically SH tubes, will be developed from the literature. For this, the key chemical reactions and species on the tubes will have
to be clarified. Once found, the deposition mechanism of these components can
be investigated in accordance with the origin and concentration of the species.
Thus one also has to look at the releases of the species from the burning of the
biomass. The model therefore needs to address the release of critical corrosion
species in order to quantify concentration levels, temperature and flow velocities
of these species near the super heater tubes. These are all important parameters
to estimate the risk of fouling and corrosion of the tubes, [19]. Thus the model
contains three main categories: The release, deposition/fouling and corrosion.
At the end of the chapter a short review of previous numerical work done on
spreaders and bed models will be given.
3.1
Critical species and corrosion processes
The most critical parameter in the corrosion of the super heater tubes in biomass
fired boilers is the presence of chlorine, Cl2 , [3, 5, 18, 19]. The existence of Cl2
in the deposits is closely related to alkali metals and in particular potassium,
K, as will be elaborated later in section section 3.2 on page 14. Combined with
elevated temperatures, high temperature corrosion of the metal tubes can occur. From reference [19] the chemical reactions of the corrosion processes are
described. In proximity to the tube, the environment can be oxidising or reducing, depending on the flow, gas mixture and others. An oxidising environment
on the metal surface can occur when the flue gas is rich on oxygen, O2 , and
12
CHAPTER 3. LITERATURE STUDY
thin layers of deposit and oxides exists. Reducing conditions can occur under
thick deposit layers, if the flue gas is reducing or if burning particles stick to
the surface and keep burning. In the latter, the particles use the oxygen for the
remaining combustion. Normally (if the flue gas is oxygen rich) there will be an
oxidising environment at the surface of the deposits and reducing environment
at the metal surface, having a crossover in between. This decline in available
oxygen towards the metal surface acts as a catalyst to some chemical processes.
At the surface and outer layer of the deposit a sulphation of potassium chloride,
KCl, can take place, in which hydrogen chloride, HCl, is formed, see reaction
(3.1).
1
2KCl(s) + O2 (g) + SO2 (g) + H2 O(g) −→ K2 SO4 (s) + 2HCl(g)
2
1
2HCl(g) + O2 (g) −→ Cl2 (g) + H2 O(g)
2
(3.1)
(3.2)
The HCl can then form chlorine gas, Cl2 , see reaction (3.2). The chlorine gas
will diffuse in all direction, including towards the metal surface all depending of
the partial pressure. Here the chlorine can cause selective corrosion with Fe, Cr
and Ni compounds in the metal, see reaction (3.3) to (3.6)
Fe(s) + Cl2 (g) −→ FeCl2 (g)
(3.3)
Cr(s) + Cl2 (g) −→ CrCl2 (g)
(3.4)
3
Cr(s) + Cl2 (g) −→ CrCl3 (g)
2
(3.5)
Ni(s) + Cl2 (g) −→ NiCl2 (g)
(3.6)
The products in reaction (3.3) to (3.6) are the corrosion products, and will go
from solid state to gaseous state where they are stable at the low oxygen partial
pressure under the oxide layer, [5]. Further the relative high vapour pressure
from these metal chlorides will cause an outwards diffusion. This diffusion will
continue out to a point in the deposit with high enough oxygen content, where
the metal chlorides will experience oxidation. Here the release of the chlorine
gas, see reaction (3.7) to (3.8), closes an effective closed circuit, and the chlorine
can diffuse in all directions again, including into the metal surface and repeat
the corrosion process, see Figure 3.1.
3FeCl2 (g) + 2O2 (g) −→ Fe3 O4 (s) + 3Cl2 (g)
(3.7)
3
2FeCl2 (g) + O2 (g) −→ Fe2 O3 (s) + 2Cl2 (g)
2
(3.8)
The reactions in reaction (3.7) and (3.8) can similarly be written for Cr and Ni.
3.1. CRITICAL SPECIES AND CORROSION PROCESSES
13
Figure 3.1: Principle sketch of how high the temperature corrosion processes occur on
the metal surface and deposit layer, adopted from [34].
For the reactions above to run, certain conditions need to be satisfied. First
the chlorine partial pressure needs to be high enough to initiate the corrosion.
Second, the oxygen partial pressure (reducing conditions) should be low, and
third the metal chlorides partial pressure is high enough to diffuse outwards
again, [19]. In Table 3.1, the minimum partial pressure of Cl2 for creating
metal chlorides along with the temperature/partial pressure for four main metal
chlorides are stated. In the table the two temperatures T4 and T6 are used.
These refer to the temperatures at which the partial pressure of the formed
metal chloride is high enough to drive the corrosion. Some uses the T4 as the
limit while other more conservative work have used T6 .
Table 3.1: Pressure for creation of metal chlorides, and the temperatures where the
pressure is 10−4 atm (T4 ) and 10−6 (T6 ), adapted from [19].
Cl2 -partial pressure for
T4 -Temperature -
T6 -Temperature-
generation of metal-
partial pressure of metal-
partial pressure of metal-
chlorides
chlorides is 10−4 atm
chlorides is 10−6 atm
[atm]
[◦ C]
[◦ C]
FeCl2
10−14
536
418
CrCl2
10−18
741
588
CrCl3
10−8
611
489
NiCl2
10−10
607
494
It is clear that FeCl2 is the one most likely to be subjected to corrosion, as it has
a very low minimum chloride pressure along with a low minimum temperature
of T6 = 418 ◦ C to drive the corrosion.
14
3.1.1
CHAPTER 3. LITERATURE STUDY
Summary of the corrosion process
The main cause of corrosion is from a sulphation of KCl in the deposits on
the tubes, in which chlorine gas is released and causes selective corrosion of
the tubes. Reducing conditions are needed on the metal surface, as well as a
minimum temperature of 418◦ C at the metal surface to drive the corrosion cycle.
3.2
Including the critical corrosion species in the bed
model
For the combustion of the fuel on the grate, a bed model is used. This is in
short an external model in this case, that simulates the combustion by inputs
from the CFD simulation and in return generates a profile of the temperature
and release of species. This is explained in more detail in section 3.6 on page 26.
However the main governing parameter in the bed model is the temperature.
The following is with focus for final utilization in the bed model.
The presence of Cl, K and S during combustion of biomass have a large influence
on both the deposit build up, as well as the corrosion process, [3]. It is therefore
natural to look at the release of these species. As actual measurements in the
combustion zone of an incinerator are very difficult, controlled lab-scale test
have been made by Johansen et al. in reference [20], and by Bjørkman et al. in
reference [21]. These tests investigate the release of the critical species for ash
formation at different isothermal conditions during pyrolysis and combustion.
Although the tests are conducted on combustion of corn stover, the basic release
mechanism and temperature range are presumed to be the same for wood chips
and other biomasses for now, [21].
3.2.1
K release
In Figure 3.2 it can be seen that only a small amount of K is released in the low
temperature range T < 700 ◦ C for combustion conditions, while this threshold is
shifted approximately 100 ◦ C towards higher temperatures for pyrolysis. Beyond
this point a high increase in the releases are observed, resulting in a release of
approximately 50% of the total amount of K present in the fuel. The retained
50% of K in the ash is related to the amount of chlorine and the presence of
silicate and aluminosilicate, which will be explained below.
3.2. INCLUDING THE CRITICAL CORROSION SPECIES IN THE BED
MODEL
15
Figure 3.2: Relative release of K during pyrolysis and combustion. A considerable
increase in the release is noticed at T > 700 ◦ C. Adopted from [20].
3.2.2
Cl release
In Figure 3.3 the relative release of chlorine is shown as a function of temperature. The graph shows a relative high amount of chlorine, 50 wt%, released
at lower temperatures 400 − 700 ◦ C. Bjørkman et al. found similar tendencies
in [21]. No clear explanation on how this chlorine is bound in the fuel and no
exact release mechanism was found. The chlorine is probably released as HCl
retained in the fuel. However, Bjørkman et al. concluded that the chlorine was
not bound in the water content of the fuel as almost 100 % of the chlorine remained at 200 ◦ C. Above 700 ◦ C the remaining chlorine is released resulting in
a complete dechlorination. A strong correlation between the release of chlorine
and the release of potassium is found. This indicates that the release of potassium is limited by the amount of chlorine left after the first evaporation stage
of chlorine, leaving chlorine to be the limiting factor on this stage.
16
CHAPTER 3. LITERATURE STUDY
Figure 3.3: Relative release of Cl during pyrolysis and combustion, where the experimental running time before sampling are indicated with e.g. 20 min in the figure.
Adopted from [20].
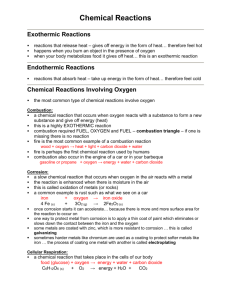
3.2.3
S release
Approximately 60 % of the sulphur release takes place in the temperature range
below 900 ◦ C. An increase during combustion is seen from 900 ◦ C until complete
desulfurization at 1150 ◦ C. During pyrolysis no additional release beyond 60 %
is observed.
Figure 3.4: Relative release of S during pyrolysis and combustion. Adopted from [20].
3.3. CORROSION RISK EVALUATION
3.2.4
17
Minimum and maximum release of K
A minimum and maximum expression is given in reference [20] to estimate the
release of K into the flue gas. These are listed here as eq. (3.9) and (3.10).
Kmin =
n500
Cl
nK
(3.9)
Kmax =
ntot
Cl
nK
(3.10)
Here n is the molar quantity of Cl and K respectively and the superscript 500
is the molar quantity of Cl available at 500 ◦ C and tot is total amount of Cl in
the fuel. See Figure 3.5 for the use of eq. (3.9) and (3.10).
Figure 3.5: Upper and lower estimate of K release. Adopted from [20].
As the release of K is mainly associated with Cl, eq. (3.9) and (3.10) also
express the release of KCl. As this project only needs the release amounts at
the different temperatures for the bed model no further explanations will be
given here. A more detailed discussion and explanation on the release path and
mechanisms of K, Cl and S can be found in reference [20].
3.3
Corrosion risk evaluation
As mentioned a full model of the advanced deposition and corrosion mechanism
is out of the scope of this work. A frame work for a more simple model for
corrosion will therefore be given. Instead of modelling all the details, the main
18
CHAPTER 3. LITERATURE STUDY
precursors for corrosions will instead be evaluated at the surface and adjacent
fluid cells.
Each contributing factor for corrosion is defined as an event. Each event is given
a probability value between 0 and 1, depending on risk of that particular event
to cause corrosion. E.g. a very low temperature will give a value of 0 and a high
temperature gives a value of 1 for the temperature event, a zero concentration
of KCl will give a value of 0 for the KCl event and so on. If the probability of
corrosion due to each event is individually independent, the multiplication rule
for independent events can be used, [24]:
P (AB) = P (A)P (B)
(3.11)
where A and B are events. By multiplying the probability from each event the
model probability of corrosion is found
Ptotal = P1 · ... · Pi · ... · Pn
(3.12)
Here Ptotal is the total corrosion risk assessment by the model, Pi is the probability of event i to cause corrosion where i = [1; n] and n is the total number of
events taking into account.
First of all the different precursors for corrosion must be identified and assigned
as an event. When calculating the probability as done in eq. (3.12), each event
are able to completely dismiss the possibility of corrosion, as it can take the value
0 and thereby leading to a total probability of 0. By expanding the complexity
of the model with more events the likelihood of independent events decrease,
and the probability formula needed to describe the risk needs to be changed
accordingly. In lack of depth of knowledge regarding the interdependencies only
the most important parameters for corrosion are investigated in the following.
When defining the important parameters the presence of Cl bound as KCl has
already been identified, along with the metal surface temperature. Furthermore
the oxygen was found to have significance.
3.3.1
First criteria - Metal temperature
As a first criteria for high temperature corrosion the critical metal temperature
of the tube surface, Tsurf , have to be high enough. In Table 3.1 the minimum
temperature for the corrosion to occur was stated as 418 ◦ C. According to
Nielsen et al. in reference [5], no or little corrosion occurs at Tsurf = 480 ◦ C.
The probability of corrosion due to surface temperature event, Pcorr (Tsurf ), is
set to zero between these two temperatures, 450 ◦ C. At Tsurf = 520 ◦ C, severe
corrosions may become a problem according to Nielsen et al., and at 600 ◦ C rapid
corrosion rates were found in reference [3]. A conservative upper boundary with
Pcorr (Tsurf ) = 1 at 520 ◦ C is used. In between these two temperatures a linear
3.3. CORROSION RISK EVALUATION
19
function, as a first choice is chosen, see eq. (3.13).
Tsurf < 450 ◦ C
1
Pcorr (Tsurf ) = 70 · Tsurf − 6.428 f or 450 ◦ C ≦ Tsurf ≦ 520 ◦ C
1
Tsurf > 520 ◦ C
(3.13)
The probability curve for the temperature event is illustrated in Figure 3.6.
0
Figure 3.6: Probability of corrosion due to metal surface temperature alone.
3.3.2
Second criteria - Oxygen
The oxygen concentration was found to be important in the sulphation process
of KCl. However at the surface of the metal tubes, on top of the corrosion front,
an oxid layer exist. The corrosive species Cl2 (g) and the corrosion product
FeCl2 (g) diffuse in and out across this oxide layer, [5]. A dense oxide layer
will therefore lower the diffusion across and thereby the corrosion. According
to Henriksen et al. in reference [19] and Hansen et al. in reference [25], a
low oxygen concentration (reducing conditions) in the flue gas will result in
a thinner and more porous oxide layer. This will allow more diffusion of the
corrosion species across the oxide layer and allow high corrosion rates. Likewise
will an oxidising environment yield a more dense and thick oxide layer, providing
better protection.
Reducing conditions will also prohibit the sulphation process in the freeboard,
leaving KCl to be more stable. This gives KCl the possibility to deposit on ash
particles or directly on cold wall and tube surfaces. Reducing conditions would
therefore increase the KCl concentration in the deposits. If the conditions shifts
or fluctuates between reducing and oxidising, the KCl will undergo sulphation
in the deposits which will increase the risk of corrosion, [19].
20
CHAPTER 3. LITERATURE STUDY
A low oxygen concentration therefore yields a higher risk of corrosion, [19].
However there have not been established any specific thresholds. In stead of
including oxygen in the corrosion model in eq. (3.12) as an contributing event,
it will only be commented on through the overall oxygen profile in the freeboard.
3.3.3
Third criteria - Presence of Cl2
The presence of Cl2 on the surfaces in the boiler is closely related to the presence
of KCl and sulphation by SO2 , eq. (3.1). KCl can be deposited in several ways as
described in section 3.4.1 on page 20. Like the oxygen it have not been possible
to establish certain corrosion thresholds for KCl and SO2 concentrations on
the surfaces. The KCl and SO2 as events in eq. (3.12) must therefore also be
discarded for now and only evaluated from the general concentration levels.
3.3.4
Summary on the model for risk of corrosion
A general model for predicting the corrosion risk on surfaces was develop. Unfortunately it was only possible to establish valid thresholds for the temperature
event. Other corrosion parameters that could be used as corrosion events, such
as the concentration of O2 , KCl and SO2 have not be quantified in this work.
However the model is not discarded as it could be a useful tool for further development. The model is used with the one parameter/event that was quantified,
namely the temperature. As the model does not predict the total corrosion it
will not be used as a final prediction model, but as an important tool in the
work. The expression in eq. (3.13) is used to expressed probability from the
metal surface temperature, Pcorr (Tsurf ), and will act as a base for the corrosion
model.
3.4
Deposition of coarse ash particles
In this section the different mechanisms of deposition is described followed by a
development of a coarse ash deposition model.
3.4.1
Deposition mechanism
Some studies on how deposition of ash particles, to especially the surface of super
heaters occur, have been made, [3, 5, 10]. Most of them describe how deposits
build up when firing with straw. Here several mechanisms are contributing,
where the main mechanisms are impacts of coarse ash particles, condensation
and thermal boundary layer diffusion(thermophoresis). Each mechanism has
a different role, where the first two are the ones found most crucial. Coarse
3.4. DEPOSITION OF COARSE ASH PARTICLES
21
ash deposition depends on many parameters such as flue gas speed, direction in
relation to the solid surfaces, particle size, temperature and stickiness of both
particle and deposit/wall. Especially stickiness is an important factor or the
particles will just bounce of and not stick. For the walls and particles to be
sticky, initial condensation of alkali salts on the surfaces and temperature of
both particles and surface are important. The condensation of the alkali salts
is important, as it acts as an initiating film of glue for the impacting particles. The previously mentioned stickiness is a function of what compounds and
species are on the surface and the temperature. Kær et al., [9, 10], developed
a CFD model for modelling the deposition rates of impacting particles, thermophoresis and vapour deposition, stating good agreement between their model
and experimental data. Simulating all of these deposition mechanism is out of
the scope for this work. Instead a simulation of coarse ash impacting particles
and their deposition contribution will be given, as this is the main deposition
factor, [9].
A general assumption when burning wood chips rather than straw is the lesser
amount of ash produced from wood chips [19]. This favours the condensation
instead of the impactation mechanism regarding deposit build up. However,
as the Verdo plant is firing both wood chips and annual biomass such as biopellets and waste products of seeds, the assumption of low ash in the freeboard
cannot be made. Furthermore, the annual biomass is fired using suspension
firing which further contributes to ash particles in the freeboard. The precursors
for the deposition mechanism where ash particles cause large fouling problems
therefore exist. As the most relevant species in the flue gas regarding fouling
and corrosion problems is alkali salts, and predominantly KCl, the focus will be
given to the deposition of this, [3, 5].
Condensation of KCl is primarily dependent on temperature, the partial pressure of KCl in the flue gas and the equilibrium partial pressure at the surface.
According to reference [5] KCl will predominantly go directly from gas to solid
phase called deposition or desublimation, and only for high concentration levels
actually condense into liquid form. This can be shown using thermodynamical
distribution calculations that minimizes the total Gibbs free energy of a system,
[5]. See Figure 3.7 for a thermodynamical distribution of the species at a straw
fired case. Here the ratio between air-excess and fuel, Λ = 1.3, was used. A
value of 1 represent a stoichiometric mixture. A value below one represents a
oxygen lean mixture and a value above one represent a oxygen rich mixture.
22
CHAPTER 3. LITERATURE STUDY
Figure 3.7: Thermodynamical stable species of potassium under oxidizing conditions
(Λ = 1.3), straw fired case. Adopted from [5].
From Figure 3.7 the concentration of KCl depends on other species such as
sulphur, silicium and oxygen in the flue gas. In theory the distribution of the
species therefore varies in the entire freeboard and no exact temperature or
concentration level can be given to estimate condensation/deposition. However
the temperature range of 650 − 750 ◦ C seems promising.
3.5
Coarse ash deposition modelling
A deposition model for coarse ash particles developed by Kær in reference [9]
will be explained and adapted in the following.
The presence of alkali salt and especially KCl is an important factor for fouling. From reference [5] and Figure 3.7, the deposition temperature, when KCl
goes from gas to solid, is found to approximately 750◦ C. However this one
temperature maybe to general, as the deposition of KCl happens in a broader
temperature range and depend on the the other specie concentrations, c.f. Figure 3.7. In reference [9], Kær derived an expression for the molten fraction,
fmelt of flue gas particles, using KCl and silicate particles as the main species,
see eq. 3.14.
fmelt (T, Y) = fmelt,KCl (T)
mKCl
msilicate
+ fmelt,silicate (T)
mtotal
mtotal
(3.14)
Where T is the temperature, Y is the mass fraction, m is the mass of KCl and
silicate, and fmelt (T) is found from Figure 3.8.
3.5. COARSE ASH DEPOSITION MODELLING
23
Figure 3.8: Approximated melting curves of potassium and silicate-rich particles.
Adopted from reference [10].
In reference [6] and [16], the sticky and flow criteria, T15 and T70 was used to
estimate whether particles will stick or not. The indices in T15 and T70 denote
the temperatures for which the melt fraction of 15% and 70% occur. They argue
that only particles with melt fraction above T15 can stick. If the melt fraction
on the surface should come above T70 , the slag will melt off again reaching a
steady state equilibrium. However, as the corrosion of the metal will proceed
regarding a slag-layer thickness equilibrium at T70 , the upper limit of T70 is miss
leading if only looking at potential fouling and corrosion problems and therefore
not used.
These melt criteria can be used on e.g. Lagrangian particles as done by Kær in
[9]. Here Kær compare different methods of predicting the stickiness e.g. stickiness due to viscosity of the ash particles and the above mentioned melt criteria.
The method that was adopted for the work in [9] was the meltcriteria, and is
also chosen as the method for this work. Kær divided the sticking propensity
from ash impactation into three categories: 1) Incoming sticky particles collide
with a none sticky wall and stick depending on the melt fraction of the particle,
first part of eq. (3.15). 2) Incoming none sticky particles that stick due to sticky
surface, second part eq. (3.15). 3) non sticky particles that do not stick and
erode material from the surface, last part of eq. (3.15).
pstick = p(Tp ) + [1 − p(Tp )]ps (Tsurf ) − ep [1 − p(Tp )][1 − ps (Tsurf )]
(3.15)
Here p(Tp ) is the propensity of sticking for impacting particles at particle temperature. ps (Tsurf ) is the sticking propensity of particles due to stickiness of
surface temperature. ep is erosivity of impacting particles on the wall. It is
assumed that the contents of the coarse ash and the ash deposits are the same.
p(Tp ) and ps (Tsurf ) can therefore be evaluated by the same melting curve. In
Figure 3.9 the propensity for sticking, pmelt , due to T15 and the melt fraction
24
CHAPTER 3. LITERATURE STUDY
of ash is illustrated by using the expression in eq. (3.14) and a distribution of
0.1 %wt KCl and 0.9 %wt silicate rich ash.
Figure 3.9: Melt fraction and propensity of sticking due to T15 criteria. A ratio of 0.1
KCl and 0.9 Silcate particles was used.
In Figure 3.9 the ratio of 0.1 wt% KCl and 0.9 wt% silicate particles gives a
relative high T15 value of approximately 900 ◦ C. If a distribution of 0.15 and
0.85 between KCl and silica is presence the critical T15 temperature will be
reached already at 675◦ C, see Figure 3.10. This lower temperature fits better
to the predictions in reference[6] and [16].
Figure 3.10: Melt fraction and propensity of sticking due to T15 criteria. A ratio of
0.15 KCl and 0.85 Si-rich particles was used.
As shown, the fraction of KCl in the ash particles has to be found as it influence
3.5. COARSE ASH DEPOSITION MODELLING
25
the model drastically. As discussed later in section 6.6 on page 70 the KCl fraction of the deposits could not be found numerically in the simulation. Instead,
the KCl content of the ash located on the SH3 of approximately KCl = 36 %wt
found in reference [23], was used.
Allthough Kær postulate that the formula in eq. (3.15) provide good results
in reference [9], some missing aspects can be pointed out. First off all, the
formula will always predict particles sticking if the melt fraction exceed 0.7
from 700◦ C, p(Tp ) = pstick = 1. As the temperature in the first part of a boiler
typically lies around 1100 − 1400◦ C, this will probably predict heavy fouling
areas in the combustion zone on the convective walls. It is also contradicting
to the statement, that both the particle and wall should be sticky in order to
have coarse ash deposition, c.f. section 3.4.1 on page 20. Kær mention the
effect of cooling of the particles in the cold boundary layer near walls. However
this effect is most pronounced for very small particles. Larger particles coming
perpendicular to the boundary layer from a hot zone would therefore often stick
when using eq. (3.15).
If one takes a more mathematical approach to eq. (3.15) and see the propensities
as probabilities, as done in eq. (3.12), the rule of independent events can be used
again. Assuming that the probability of sticking depends on both the stickiness
of the particle and the wall stickiness it impinges, and these two are independent
of each other, a different version of eq. (3.15) can be written:
Pstick = Pp (Tp ) · Ps (Tsurf )
(3.16)
Here neglecting the erosion part. Pstick is the total probability of sticking, Pp
is the probability of sticking due to particle stickiness and Ps is probability of
sticking due to stickiness of wall. The formula in eq. (3.15) also neglects the
impact angle of the particles, αimpact . According to references [9, 19], particles
sticking to a surface also depend on the direction of the flue gas, and thereby
meant the direction of the impact angle in relation to the surface. Although
a vague formulation, it make sense to include some kind of impact angle when
predicting the probability of sticking. A simple guess provided here, for a probability of sticking as a function of impact angle, Pa (αimpact ), could be a Gaussian
distribution curve as shown in Figure 3.11.
26
CHAPTER 3. LITERATURE STUDY
Figure 3.11: Probability of sticking due to impact angle, αimpact [deg]
This assumes that a particle is most likely to stick if it hits perpendicular to the
surface. This conclusion can be drawn from both reference [9] and [19]. The
impact angle can also be seen as independent of the temperature of the particle
and wall temperature and thus an even more conservative guess of a sticking
probability is found in eq. (3.17).
Pstick = Pp (Tp ) · Ps (Tsurf ) · Pa (αimpact )
(3.17)
This expression will be tested against the expression provided by Kær. As the
simulations will be run as steady state, it only simulates one typical operational
condition at a time. The boundary conditions(BC) of the walls are also dependent on how long the plant has been running, regarding deposit build up and
the following insulating effect of these. Different boundary cases can be made
simulating first clean tubes and then adding an ash layer corresponding to e.g.
24 hours off build up and changing the boundaries accordingly. The new BC
will change the solution and deposition rates. This procedure can be done successively for a number of layers to achieve a semi transient solution, as done by
Kær in [9] but will not be tried here.
3.6
Simulating the grate firing using a bed model
A bed model models the burning of the fuel on the grate in a furnace, and
is used as a tool in numerical simulations of furnaces. An extensive study on
grate firing technology was done by Yin et al. in reference [18]. In references
[7, 8, 10, 11, 13] the principle of bed models can be found. This study will
not give any detailed description of the topic of bed modelling as the used bed
model was provided by Force Technology. However, the main principles will be
outlined in the following, as the modifications done to the provided bed model
are explained. The technique used by Molcan et al. in reference [13] is adopted
here.
3.6. SIMULATING THE GRATE FIRING USING A BED MODEL
27
Discretisation of the grate
The provided bed model descretise the grate into four zones from the front
furnace wall to the back, see Figure 3.12.
Figure 3.12: Illustration of the grate discretisation. The blue area indicate the area
used for the bed model.
The discretisation is made from the duct system providing the primary air for
the combustion. As seen, each zone goes from one furnace side to the other,
with no discretisation in this transverse direction. For each zone, a uniform
distribution of the calculated species and temperature is assumed. The four
zones are, regarding the simulation, stationary, but as the grate moves in order
to discard the ash in reality, the bed model must handle this.
Distribution, transportation and burning of wood chips on the bed
The used bed model was original developed for straw fired boilers. The feeding of
fuel in such furnaces is usually done from the front by e.g. a stoker screw. Here
the fuel burns in a certain order as it moves into the furnace. First by drying,
then devolatization of volatile gasses and finally char burnout, leaving only ash
as the component left on the bed before led into an ash pit. However, at Verdo
the wood chips used as fuel on the bed are distributed by a spreader, giving a
more even distribution of fresh fuel on the bed, see Figure B.17 in Appendix B.2
on page 110. This is not what the bed model was designed for. The solution to
this was to define the zone for where the wood chips land as zone A. The zones,
for which the chips would be transported into by the movement of the grate, is
named zone B, C an D. For each of the zones A-D a given drying, devolatization
and combustion is then specified. Thus wood chips landing on e.g. bed zone 3
will undergo the drying, devolatization and combustion associated to a zone A
28
CHAPTER 3. LITERATURE STUDY
process on zone 3. The used % of the combustion process in zone A-D are listed
in Table 3.2.
Table 3.2: The used fractions for evaporation, devolatization, char burnout and release
of KCl at the different zones. Zone A is the landing zone of the wood chips.
Zone
Evaporation, %H2 O
Volatization, %V M
C-burnout, %C
Ash, %Ash
KCl, %KCl
A
70 %
75 %
20 %
0%
80 %
B
30 %
25 %
55 %
10 %
20 %
C
0%
0%
25 %
10 %
0%
D
0%
0%
0%
80 %
0%
Total
100 %
100 %
100 %
100 %
100 %
The percentages stated in Table 3.2 are values based on experiences done in the
department of Industrial Processes at Force Technology and the actual temperature profile at Verdo. This is explained further in Appendix B.4 on page 125.
The inputs from zone A-D from the different wood chips are then summed up
on zone 1-4 in the following way, where the evaporation of water is used as an
example:
Zone 1
Zone 2
Zone 3
Zone 4
q
1 − Zone2−4
ṁwood,Z4 · %H2 OZC + ṁwood,Z3 · %H2 OZB +
ṁwood,Z2 · %H2 OZA + ṁwood,Z2 · %H2 OZA
=
ṁwood,Z4 · %H2 OZB + ṁwood,Z3 · %H2 OZA
ṁwood,Z4 · %H2 OZA
Here the notation of e.g. ṁwood,Z4 is the mass flux of wood chips landing on
zone 4 and %H2 OZA is the percentage of H2 O released on zone A according
to Table 3.2. The mass flux are found in Appendix B.4 on page 125. The
values generated from the above are used as input to the bed model along with
the irradiation on the zones. The irradiation is the radiation absorbed by the
bed. A calculation sheet (bed model) then simulates the combustion processes
and generates the input values for the CFD code. As the CFD code and the
simulation are coupled through the radiation and release of species an iterative
process is needed to find a steady state for the bed model.
3.7
Previous work done on spreader simulation and
suspension firing
Lagrangian particles have been used to simulate biomass suspension firing, see
reference [7, 14]. In reference [14], Belosevic conducts a thorough literature re-
3.7. PREVIOUS WORK DONE ON SPREADER SIMULATION AND
SUSPENSION FIRING
29
search on different CFD models and is a good overview on the subject. One of
the conclusions is that a general acceptance of coal models used on biomass is
found in the literature. Here Lagrangian particles often represents the biomass
or fuel. Some of the main concerns about using a coal combustion model on
biomass are the way volatiles are packed in the particles, the amount of moisture, the difference in surface morphology between coal and biomass particles,
partitioning of particles, and the release rates of volatiles. However, as the focus for this work is the corrosion part and not detailed aspects of suspension
firing, a coal combustion model is used for this. STAR-CCM+ provides a coal
combustion model for Lagrangian particles and is readily used. This model also
allows inorganic species such as KCl to be released with the combustible VM. A
stoichiometric analysis of the fuel and combustion reactions must be done. This
is done in Appendix A.1.5 on page 100.
30
CHAPTER 3. LITERATURE STUDY
Chapter 4
Governing equations and
numerical modelling
This chapter will give a brief introduction fluid dynamics and to the field of Computational Fluid Dynamics(CFD). CFD is a numerical approach for describing
and solving a fluid dynamical problem in a given domain. In general the fluid
domain is descretized into small volumes of computational cells, where the governing equations are solved. The main subjects are therefore the discretization
of the domain into what is called a mesh and the governing equations, as will
be elaborated in the following.
4.1
The governing equations
In fluid dynamics the three laws of conservation for a physical system applies,
[26]:
• Conservation of mass (Continuity)
• Conservation of momentum (Newtons’s second law)
• Conservation of energy (first law of thermodynamics)
Different simplifications can then be applied to each, such as incompressible
flow which leads to constant density and so on. The conservation of energy can
be decoupled from the other two, and left out for cases where the energy part
is neglectible. For fluids containing chemical reactions at least two extra laws
must be satisfied as well, [26]:
CHAPTER 4. GOVERNING EQUATIONS AND NUMERICAL
MODELLING
32
• Conservation of species
• Laws of chemical reactions
No detailed descriptions will be given of these extra two conservation laws in
this work, expect for relevant information when used in the work.
4.1.1
Continuity
The equation for conservation of mass is often referred to as the continuity
equation, eq. (4.1):
∂ρ ∂ρui
=0
(4.1)
+
∂t
∂xi
Here ui is the velocity tensor on the compact form using Einstein notation, ρ is
the density of the fluid, xi is a spacial first order tensor and t is the time. For
an incompressible flow with constant ρ it takes the simpler form:
∂ui
=0
∂xi
(4.2)
which states that the volume should remain constant.
4.1.2
Conservation of momentum
The conservation of momentum in a fluid volume can be expressed by the NavierStokes equations, NS eq., [27]:
∂ui
∂ui
+ ρuj
= ρgi +
üûúý
∂t
∂x
j
ü ûú ý
∂σij
∂xj
ρ
T ransient
V olume
ü ûú ý
Convective
(4.3)
ü ûú ý
Dif f usive
where gi is the volume force(gravity) and σij is the stress on the fluid. On the
left hand side the transient and convective terms are found and on the right
hand side the volume and diffusive terms are found. σij is written as:
A
∂uj
∂ui
+
σij = −pδij + µ
∂xj
∂xi
B
(4.4)
Here p is the pressure, δij is Kronecker’s delta and µ is the dynamic viscosity.
The first part on the right hand side is the static pressure in the fluid and
the second part is the viscous stress. Eq. (4.3) and (4.4) are known as the
constitutive equations for a Newtonian fluid and holds for a laminar flow. As
most flows are turbulent, equations describing turbulent flows are desired. Using
4.1. THE GOVERNING EQUATIONS
33
the method of averaging and Reynold decomposition the Reynolds equation are
obtained, [27]:
A
∂ ūi
∂ ūi
ρ
+ ūj
∂t
∂xj
B
= ρḡi +
2
∂ 1
σij − ρu′i u′j
∂xj
(4.5)
Eq. (4.5) are also known as the Reynolds Averaged Navier-Stokes equation or
in short, RANS. It expresses the mean of a turbulent flow and are similar to
that of the laminar flow in eq. (4.3) except for the last part, ρu′i u′j . This part
is known as the Reynolds stress and forms a symmetrical second order stress
tensor with six unknowns. Thus the turbulent flow contains ten unknowns: six
Reynolds stresses- ρu′i u′j , three velocities- ui and the pressure p. However the
averaged form of eq. (4.1) and (4.5) only form 4 equations. Hence the system is
not closed and this problem is referred to as the closure problem for turbulent
flows.
4.1.3
Turbulence modelling
As implied the turbulent flow can not be solved directly using only the governing equations. By the use of turbulence models, additional equations are
used to close the system. A wide range of models exists with different levels of
complexity and approximations. Usually the models are divided into Algebraic
models, turbulence-energy equation models and simulation models, where algebraic models are the simplest and simulation models are the most advanced, [27].
Typically for the first two types, the Reynolds stresses are expressed through
the product of a turbulence viscosity and mean strain rate. For the algebraic
models, the turbulence viscosity is often calculated by a mixing length, and by
turbulent kinetic energy in the turbulence-energy model. For simulation models
like Large Eddy Simulation, LES, the larger turbulence eddies are sought to be
resolved and the smallest eddies modelled. A more detailed explanation will not
be given here. Books like [28] can be consulted for further detailed descriptions.
The model used in this work is the well tested K −ǫ model which is a turbulenceenergy model. No particular focus have been given to this aspect of the CFDmodel, but kept in mind when resolving boundary layers.
4.1.4
The Energy equation
The energy equation can be derived from the first law of thermodynamics as
done in reference [26]. The result on compact form is:
ρ
3
∂h
∂h
+ ui
∂t
∂xi
4
=
∂p
∂ui
∂p
∂
+ ui
+
(k · ∇T) + τij′
∂t
∂xi ∂xj
∂xj
(4.6)
34
CHAPTER 4. GOVERNING EQUATIONS AND NUMERICAL
MODELLING
where h is the enthalpy, k is the thermal conductivity of the fluid and τij′ is the
viscous stress also found in eq. (4.4). The thermal conductivity originates from
the assumption that the fluid heat conduction follows Fourier’s law.
The variables h, k, ρ and µ in the governing equations (4.1), (4.3)-(4.4) and
(4.6) are all a function of the primary variables (p, T) and relations is typically
found from experimental data.
4.1.5
Equation of state
The equation of state correlates the density with temperature and pressure. The
famous ideal gas law can be used for such a correlation. This is usually a fair
approximation but fails to predict condensation and evaporation. The model
used in the fluid continuum for this work is an ideal gas, where the evaporation
of water from Lagrangian particles is done with a dedicated model described in
Appendix A.1 on page 97.
4.2
Concepts of CFD
This section will give a brief introduction into how the governing equations of
the fluid is solved using numerical calculation. Once the fluid domain is defined,
a computational mesh can be generated. This mesh is a spatial discretisation
of the full domain into finite volume cells. The level of accuracy of the final
solution strongly depends on the refinement of this descretisation. Different
methods of generating such a mesh exist, where the most common cell types are
structured and unstructured rectangular cells, tetrahedral cells and polyhedral
cells. Typical simple volume shapes are preferred, as the computational grid is
derived from the cell faces. Having complex cell shapes increases the number
of faces and thereby equations and computational time. However, for complex
shapes with e.g. high curvature and/or sharp edges, cells like polyhedral cells
are necessary.
The governing equations are non-linear partial differential equations. In order
to solve these equations the continuous derivatives are replaced with discrete
approximation by the Finite Difference and Finite Volume Method applied on
the computational grid. One of the most commonly used approximation schemes
are the Central Difference Scheme, CDS. For the finite volume method, the
scheme uses two neighbour values to approximate the derivative/flux across
the face into the cell. As the flux approximation uses neighbour values all the
computational cells are coupled into a system of linear equations of the form
Ax = b, [29].
For very large simulations the computational requirements to solve the system
4.3. USING STAR-CCM+ FOR CFD
35
explodes, e.g. a direct Gaussian elimination scales O(n3 ) where n is the number
of cells, [29]. Efficient iteration schemes such as multi-grid solvers have been
developed and can reduce the scaling to O(n), but the computational cost is still
substantial, when the number of computational cells increase, [29]. Especially
when working in 3D, the number of cells can explode if not careful. E.g. if the
refinement of the discretisation in all three directions is doubled the number
of cells growth n = 23 = 8 times. Thus, there is a trade off between spatial
discretisation accuracy and the computational effort, which also sets a limit
for the size of the domain and the level of details that can be resolved in that
domain.
Different tools, e.g. the wake refinement tool in STAR-CCM+, are available to
refine the mesh in local areas. These are useful when resolving the gradients of
the continuum with the discretisation. One of the main focus when building a
mesh should be to refine the mesh, such as the gradients are properly resolved.
High gradients are typically found in areas with high velocities near a wall due to
a no slip condition. This induce velocity gradients. Combustion zones generate
high local temperatures and thus high temperature gradients. If not resolved
the numerical diffusion of the scalars will not produce correct results. Likewise
areas with low gradients allows the mesh to be coarse.
4.3
Using STAR-CCM+ for CFD
For this work the commercial CFD software STAR-CCM+ has been used. For
simulating physics like radiation and particles, the appropriate models have to
be selected and set up in STAR-CCM+. See Table 4.1 for an overview of the
used models for simulating of the Lagrangian particles and Appendix A.1 on
page 97 for an explanation these models. Other models used for describing the
physics in the fluid continuum such as radiation is explained in Appendix A.2 on
page 104 and heat exchangers through a porous media is described in Appendix
A.3 on page 105.
CHAPTER 4. GOVERNING EQUATIONS AND NUMERICAL
MODELLING
36
Table 4.1: Table of used Lagrangian models to simulate the Lagrangian phase for coal
combustion
Group
Model(s) used
Particle type
Material particles
Material
Multi-Component Coal
Equation of State
Constant Density
Mass Transfer
Coal Combustion
Energy
Lagrangian Energy Model
Tracking
Track file, Boundary sampling
Species
Lagrangian Species
Moisture Evaporation
Coal Moister Evaporation
Char Oxidation
First-Order Char Oxidation
Raw Coal Devolatilization
Two-Step Devolatization
Optional Models
Particle Radiation, Turbulent Dispersion, Two-Way coupling, Drag force
4.3.1
Deposition of particles in STAR-CCM+
The models in section 3.5 on page 22 needed to be implemented in STARCCM+. This was done through field functions describing the sticking probabilities, and a composite BC for particles when hitting a wall or interface boundary.
The composite BC was set to rebound the particles as default, and escaping described by the field function for sticking. Thus, if the probability for a particle
to stick is zero it rebounds. If not zero it will take the probability calculated
for escaping. However through dialogue with the developer of STAR-CCM+,
CD-adapco, it was concluded that STAR-CCM+ could not monitor the mass
flux of particles leaving the domain(deposits) through wall boundaries. It can
only monitor the incident mass flux, which is the total mass flux hitting the
boundary.
To solve the monitor problem of particle mass flux leaving the system, a somewhat laborious method needed to be used. A method, involving extracting the
parcel mass flow escaping and face areas, for post-processing in the programming
software Matlab, was developed. A parcel is a Lagrangian particle holding the
physical particles. Thus a parcel can, and usually does, contain multi particles.
In STAR-CCM+, the parcel mass flow escaping through a wall can be calculated
by field functions, using the parcel mass flow rate and sticking probability.
Ṁescape = Ṁ · Pstick
(4.7)
kg
where Ṁescape is the mass flow escaping with units [ kg
s ], Ṁ [ s ] is the mass flow
rate and Pstick [−] is the probability to stick. This value is as mentioned in the
kg
units [ kg
s ] and needs to be in [ m2 s ], which is where the problem in STAR-CCM+
4.3. USING STAR-CCM+ FOR CFD
37
comes in. No solution was found to extract the face area for which the particles
hit, and then use this information in another field function to get the wanted
value. Furthermore, the contribution from multiple hits on a face cell needs to
be summed which also was an issue. This is due to the way tracked values for
particles are stored, which results in, that the information can not be transferred
to the boundaries for post-processing.
The Matlab code was therefore written to calculate the mass flux escaping from
a parcel through the hit face cell, and then sum multiple hits if any. The code
needs a Xyz internal table from STAR-CCM+ with the cell face areas of the
boundary and corresponding positions along with a Xyz table containing the
Ṁescape values for the parcels, and the position for where they hit.
For finding the hit cell faces, the effective radius, ref , of the faces are calculated
by:
ó
Af ace
2
Af ace = πref =⇒ ref =
(4.8)
π
where Af ace is the area of the face. If a parcel hit is within this effective radius
for any face, the mass flux is calculated and added to the face with the closest
face center. The value is stored in a table similar to the area table extracted.
ref will always under predict the distance from the face center to the nodes
expanding the boundary faces to the neighbour cells. A chance of a particle
hit, with the distance to face center, lp , that does not fall under any effective
radius is therefore presence. This holds especially true for very long faces, see
Figure 4.1. When this occur the ref is multiplied by the ratio of lp and ref to
include it.
Figure 4.1: Schematic figure of ref and parcels hitting the face but outside the ref . Red
dots are cell nodes, green are boundary nodes and black is the impacting particle.
The code produce an output .csv file with the total mass flux escaping for the
positions giving by the face areas. The produced table can then be imported into
STAR-CCM+ where the values can be interpolated onto the boundaries using
the interpolatePositionTable function. The actual code is found in Appendix
D.2 on page 156.
38
CHAPTER 4. GOVERNING EQUATIONS AND NUMERICAL
MODELLING
Chapter 5
Results
The results from the conducted analyses will be presented in this chapter. The
results are divided into two sections. One for the preliminary analyses conducted
in order to validate some of the used models and assumptions, and one for the
main simulation of the boiler with an integrated steam circuit in SH3.
5.1
Results from preliminary analyses
As the final simulation was suspected to be very large and complex, it was decided to investigate some of the most crucial models and parameters in different
preliminary simulations. In this way important informations on several parameters could be obtained relatively quickly, as the computational time was much
faster for each simulation. A short description along with main results from the
analyses is given in this section. The produced results can be found along with
an detailed description of these in Appendix B on page 109. This section can be
seen as an introduction to the main results of this thesis in section 5.2 on page
42, as these lay the foundations for the parameters used in the full simulation
of the boiler.
5.1.1
Main and secondary air supply
The primary and secondary air flow was not given for each zone and nozzles,
but only as a total flow for the total primary and secondary air supply. The
assumption made and calculations done can be found in Appendix B.1 on page
109. A Matlab script was made to calculate the secondary air and can be found
in Appendix D.1 on page 154. Reasonable values for the velocities were found.
40
5.1.2
CHAPTER 5. RESULTS
The distribution of wood chips on the grate
The wood chip distribution on the bed was analysed using Lagrangian particles.
This was done to find the correct distribution of wood chips for the bed model
and evaluate the momentum from the carrier air jet. The exact geometry of the
air nozzles was not given, so the momentum of the jet was evaluated according
to the wood chip distribution. To do this, a parameter study of the Lagrangian
particles regarding size and restitution coefficient was also done. The whole
analysis can be found in Appendix B.2 on page 110. The main conclusion from
this study was as following. The values of βn,rest = 0.15 for the normal restitution coefficient and βt,rest = 1 for the tangential restitution coefficient of the
Lagrangian particles were adopted for the rest of the work. An rectangle inlet
geometry was found for the air nozzles for the carrier jet. This produced a satisfactory momentum and thereby wood chip distribution. The most important
parameters for the numerical simulation, besides the momentum of the jet, was
found to be the restitution coefficients.
5.1.3
Suspension firing and bed model
To simulate the suspension firing, the coal combustion model for Lagrangian
particles in STAR-CCM+ was used. The simulation is described in Appendix
B.3 on page 118. The simulation produced a combustion in the same areas
described by Verdo and was concluded to be satisfactory for this work. The
most important parameter for tuning was found to be the particle size of the
simulated fuel. A more precise size analysis was desired, as fragmentation during
transport of the fuel could not be included.
As the suspension firing and grate firing influence each other significantly, the
bed model was tuned simultaneous with the suspension firing. This entire work
done for bed convergence and calibration can be found in Appendix B.4 on
page 125. The developed bed model and the produced temperature profile was
calibrated after a real thermal picture of the grate. The model predicted a rough
profile matching the thermal picture. The main combustion was predicted in the
half closest to the front wall. Unfortunately, a misunderstanding between Verdo
and Force Technology regarding the front and back wall in the thermal image,
resulted in a reverse profile of the bed model. Thus the main combustion should
have been nearer the back wall. This misunderstanding was found to late in the
project to change and effects the entire work. However, due to the configurations
of the secondary air nozzles, the main flow was estimated in consultancy with
the supervisors of the project, not to change drastically above these. The error
should not discard the corrosion model, as the net release of energy and species
would be the same if the main combustion was moved further to towards the
back wall.
5.1. RESULTS FROM PRELIMINARY ANALYSES
5.1.4
41
Simulating the steam in SH3
Due to numerical instabilities caused by an initial bad mesh of the SH3 tubes, the
tubes were meshed and simulated in a separate simulation. The work done in the
separate simulation produced a far better mesh and an initiation solution for the
steam region in the full scale simulation. The better mesh was produced with
the generalized cylinder meshing tool in STAR-CCM+. The analysis showed
that the Cp value for the superheated steam needed to be altered in STARCCM+. The default value under predicted the value by almost a factor 2, as
it was based on the atmospheric pressure. The actual pressure in the tubes is
109 bar. Using a constant uniform heat flux as a BC to match the total energy
extracted by SH3, the average outlet temperature of the steam was found only
1.5◦ C from the actual value. This corresponds to a deviation of the numerical
value of approximately 3 % from the real value.
42
5.2
CHAPTER 5. RESULTS
Main results
The work produced a full simulation of the second boiler at Verdo, with a
fully resolved and integrated co-simulation of the steam circuit in SH3. The
conditions simulated was a full load condition. In the following the main results
of this will be presented. First a description of the mesh and physics used for the
simulation is presented. Next, the main results for the general freeboard in the
full simulated domain is described. This leads to a more detailed investigation
of the region where the SH3 is located, which includes the application of the
corrosion model and results for the coarse ash deposition model.
5.2.1
The mesh used for simulation with integrated steam circuit of SH3
The mesh was generated using polyhedral cells. On the furnace walls only one
prism layer was used as the main flow in a furnace is not very boundary sensitive.
On the SH3 tubes two prism layer cells was used in order predict the flow and
heat transfer better. For the mesh inside the tubes in SH3 the mesh produced
in Appendix B.5.1 on page 129 was used. STAR-CCM+ automatically makes
the interface between the main freeboard mesh and the imported mesh for the
SH3. The mesh used for the simulation contained in total 11.557.129 volume
cells, see Figure 5.1 for global mesh. Volumetric control volumes were used to
make the mesh coarse between the tube rows, as the mesh could not grow in
size in between otherwise. This saved in the order of 3 million computational
cells. In Figure 5.2 the mesh around the SH3 is shown.
5.2. MAIN RESULTS
43
Figure 5.1: Global mesh used for the main simulation. 11.557.129 volume cells with
one prism layer on the furnace walls, and two on the SH3 tubes. The grey cells are wall
boundary cells, tan is volume cells in the mid plane and yellow is in-place interface cells
towards SH2.
Figure 5.2: Mesh around SH3 tubes. Two prism layer cells on the SH3 tubes with a
stretching of 1.5 and total thickness of 1.5 mm.
44
5.2.2
CHAPTER 5. RESULTS
Physics, models, BC’s and convergence
All the models described previously in section 4.3 on page 35 and Appendix A
on page 97 were used to generate the results in this section. Beside these, the
altered Cp value for the steam circuit described in Appendix B.5 on page 129
was used. Instabilities in the Bi Conjugate Gradient Stabilizer(BiCGStab) in
the Algebraic Multigrid solver, AMG solver, for the pressure solver was seen. A
W cycle was there fore used for the AMG pressure solver. The W cycle has more
relaxation sweeps between grid levels than the V cycle and thus more robust for
stiff systems, [30].
As the surfaces of the physical tubes in SH3 are subjected to condensation,
deposition and fouling of ash and alkali metals, the thermal properties must be
expected to be different as well. Two of the most important properties that are
expected to influence the simulation are the radiation emissivity of the surface
and thermal resistance of the ash layer. The default value in STAR-CCM+ for
emissivity of 0.8 fits the overall surfaces in the furnace consisting of bare metal,
but not a surface with ash depositions. An estimated mean value of 0.55 fore
the SH3 BC is found in reference [39] and used. The thermal resistance of the
fouled surface must also be considered, as ash deposits have a very low heat
W
conductivity. In reference [40] the value of 0.14 m·K
is found, and adopted here.
5.2. MAIN RESULTS
45
Convergence of the full scale simulation
In Figure 5.3 the residuals for the simulation are presented. It shows relatively
high residuals in the order of 1 − 20% for the most parameters. The two with
really low residuals are the steam and coal volatile species. The spikes seen
in especially the turbulent dissipation, Tdr, is caused by Lagrangian particles
injected. However the residuals are relatively stable and no indications of further convergence can be seen. To better evaluate convergence, monitors of the
temperature, heat flux through the tube walls and pressure of the steam in SH3
were set up. In Figure 5.4 the average outlet temperature is plotted. It is seen
that minor fluctuations occur but is converged towards a temperature of 494 ◦ C.
The monitored outlet temperature from Verdo was found as 490 ◦ C in Appendix
C.2 on page 137. The pressure and heat flux monitors can be found in Appendix
B.6 on page 133. These also show a stable converged solution in the SH3. The
stable values in the tubes indicates converged flow and thermal conditions in
the freeboard, as the two regions are coupled. It was therefore concluded that
the simulation had converged towards a reasonable solution.
Figure 5.3: Residuals for the full scale simulation with the steam in SH3 simulated as
an integrated circuit. The large fluctuations in the turbulent kinetic energy, Tke, is
caused by injection of Lagrangian particles.
46
CHAPTER 5. RESULTS
Figure 5.4: Monitor plot of the average outlet temperature for the steam in SH3, in
the the full scale simulation with the steam in SH3 simulated as an integrated circuit.
Minor oscillations at are seen.
A further discussion of the residuals can be found in section 6.5 on page 69.
5.2.3
Results for the full domain
In Figure 5.5 the mid plane temperature profile are shown. The lower part of
the furnace are much the same as in the analysis of the suspension firing in
Appendix B.3 on page 118. The temperature in the region where the SH3 is
located, top left corner, are in the range of approximately 700◦ C to 1100◦ C. The
highest temperatures are found in the center of the hot column. The temperature just before SH3 is around 1000 ◦ C, which is the melting range for silicate,
see Figure 3.8. In the straight section before the outlet of the domain the effect
of Eco1-3 and SH1-2 can be seen as the temperature drops to around 500◦ C.
The porous regions simulating these are outlined in Figure 5.6. Here the temperature through the furnace and up through the super heaters and economisers
are shown by horizontal profiles.
5.2. MAIN RESULTS
47
Figure 5.5: Temperature profile of the mid plane. SH3 are located in the top left
corner just above the narrow passage. The high temperatures indicates the grate and
suspension firing. The temperature just before SH3 is around 1000 ◦ C, which is the
melting range for silicate, see Figure 3.8.
Figure 5.6: Horizontal temperature profiles at y= 0.1 m, 2.5 m, 4 m, 6 m, 8 m, 10 m,
12 m, 14.5 m, and 18 m above the grate. Notice the effect of the secondary nozzles, in
how they push the main flow together.
48
CHAPTER 5. RESULTS
In Figure 5.6 the narrow band making up the main flow are clearly shown as the
secondary jets push the main flow together. The high concentrated temperatures
induce a convectional driven current with high velocities in the centre. The
velocities can be seen in Figure 5.7. The colorbar is limited at 15 ms as showing
the velocities of the secondary and carrier jets would cause a poor resolution of
the interesting velocities in the freeboard. Some of the jets are seen as the large
red vectors. The other jets are not visible in the figure as the mid plane does
not cut through them.
Figure 5.7: Vector plot of the velocities at the mid plane. Due to very high inlet
m
velocities of 43 m
s at the carrier jets, the velocity field is limited at 15 s to more clearly
see relevant velocities. A large low velocity eddy is seen at the upper back side of the
furnace.
In the right upper corner of the furnace just before the wall contraction a large
low velocity eddy is located. This part of the furnace also have a low temperature
as shown in the earlier figures. The low temperatures are caused by these eddies
recirculating the same flue gas. This is a ineffective region for extracting heat.
In the last part before the outlet, the pressure drop over the porous regions evens
out the flow to a more homogeneous velocity profile. The flue gas is accelerated
as it is forced through the narrow passage. Right after the passage, the flow
separates due to the sharp expansion of the freeboard, causing a small eddy
between SH3 and SH2. The black vertical line in the furnace to the left, is the
5.2. MAIN RESULTS
49
Figure 5.8: Vector plot of the velocities at the mid plane near SH3. Just after the
expansion an eddy is seen, as the flow separates from the wall. The maximum velocity
near the SH3 is around 12 m
s.
plane used in Figure 5.9. In Figure 5.8 the velocities in the mid plane in the
region where the SH3 is located are shown. The highest velocities are around
12 ms right after the contraction. Including Figure 5.9, which shows a crosssectional velocity profile around the SH3, the 12 ms are the highest velocities and
found near the mid plane.
Figure 5.9 also shows to large eddies near the loft, one in each side. These are
probably caused by the main flow hitting the loft and acting as an impinging
jet. The tubes are also outlined in this figure showing the 14 rows. The vertical
black line is the mid plane used in the other figures as well. The large eddies
cause the flow to pass the tubes almost perpendicular to the tubes in some areas,
instead off parallel as in the center of the SH3. This could be a factor for fouling,
c.f. Figure 3.11 in section 3. Figure 5.9 also indicates that the solution is not
completely symmetric. This originates from the random Lagrangian particles.
It could also be caused by premature injection of the first Lagrangian particles
before symmetry was obtained or too few iterations between each particle injection. This will be elaborated and looked further into in section 6.6 on page
70. A more evenly distributed flow would give a better heat transfer to the SH3
and thus a higher efficiency for the power plant.
50
CHAPTER 5. RESULTS
Figure 5.9: Vector plot of the velocities across the center of SH3. Two large eddies are
seen in the top corners. The highest velocities are seen in the center of SH3.
The oxygen concentration at the mid plane is shown in Figure 5.10 plotted as
the mole fraction. The colorbar was limited at 0.1 to highlight the oxygen lean
areas. The blue/green areas represent the areas where a combustion have used
the oxygen. It is however not clear if there is a combustion in the flue gas all the
way to SH3, or the lean zone is an effect of poor mixing and thus originates from
further back towards the bed. Using the same cross-sectional plane as earlier, an
oxygen profile across the furnace is produced in Figure 5.11. It is clear that the
main combustion takes place in the middle of the furnace as there is relatively
much oxygen near the side walls in the top. At the side walls near the bottom, a
combustion of the larger particles hitting the side walls takes place and use the
oxygen. The oxygen lean areas will cause a reducing environment near the metal
surface, which was one of the prerequisites for the corrosion, c.f. section 3.3.2
on page 19. Thus the lean oxygen region in the middle of SH3 will contribute
to the corrosion process. The U-shaped yellow contours in Figure 5.11 at near
the suspension firing are caused by a combustion between the CO released from
the bed and the oxygen in the carrier jet for the wood chips. The high CO
concentration from the bed can be seen at the bottom part of the furnace in
Figure 5.12.
5.2. MAIN RESULTS
51
Figure 5.10: O2 distribution at the mid plane. Concentration plotted as mole fraction.
Cutoff at 0.1 to highlight oxygen lean band. The suspension firing is clearly seen as the
oxygen lean area.
Figure 5.11: O2 distribution at the transverse plane used previously in the middle of
narrow passage. Concentration plotted as mole fraction, cut off at 0.1 mol to highlight
oxygen lean band.
52
CHAPTER 5. RESULTS
Figure 5.12: CO distribution at the mid plane. Concentration plotted as mole fraction.
This CO profile is in the mid plane and the combustion process with the carrier
jet are therefore not visible as the plane does not intersect these jets. Again,
the area where the main suspension firing takes place is visible as the CO rich
area in the middle of the furnace. The combustion seems to continue all the
way to the SH3 as the concentration diminish. The CO is one of the parameters
power plants often measure further down in the system, as this is an indication
of how good their combustion is. In Figure 5.13 a horizontal profile of the CO
just before the outlet is shown. The outlet section of the simulated domain is
the blue and yellow area to the right. The red area is the equivalent profile in
the furnace. The colorbar is limited at a highest of 2 · 10−4 and lowest of 2 · 10−5
to focus on the outlet section. It can be seen from this that the profile is not
homogeneous. A surface average was calculated on the outlet witch showed a
concentration of 61.4 ppm CO.
5.2. MAIN RESULTS
53
Figure 5.13: CO distribution horizontal plane right before outlet at the left. Concentration plotted as mole fraction. Surface average concentration at outlet calculated as
61.4 ppm.
An important parameter for the corrosion process was the presence of KCl. In
Figure 5.14 the concentration at the mid plane are shown. The release of KCl is
done both from the bed and suspension firing, where the amount is found from
the ultimate analysis and eq. (3.10). The main concentration follows the same
flow patterns as for the oxygen and CO just described. Sadly the sulphation
reaction in the flue gas between KCl and SO2 described in eq. (3.1) was not
done. Thus the concentration levels are to high. However as the SO2 is released
under almost same conditions and therefore place, the reaction only decrease the
concentration of KCl and not distributes it. A cautious estimation of the critical
areas for corrosion from a KCl concentration point of view, can therefore still be
done. In Figure 5.15 a transverse KCl profile in the previously used plane are
shown. A main concentration is seen in the center of the furnace but also some
high concentrations near the side walls. These originates from the suspension
firing. An estimation from this combined with Figure 5.14, is that the most
exposed parts of the SH3 for KCl are the middle rows lower half.
54
CHAPTER 5. RESULTS
Figure 5.14: KCl distribution at the mid plane. Concentration plotted as mole fraction,
cut off at 0.0004 to highlight KCl rich band.
Figure 5.15: KCl distribution at previusly used transverse plane in the middle of the
narrow passage. Concentration plotted as mole fraction, cut off at 0.0004 mol to highlight KCl rich band.
5.2. MAIN RESULTS
5.2.4
55
Summary of the general freeboard
The simulation showed that the main flow is pushed together as a narrow band
by the secondary air jets. This generates high velocities and relative high concentrations of all the flue gas species except for O2 . The oxygen had a lower
concentration in this band due to the combustion, which could accelerate the
corrosion. Two large eddies are seen in the SH3 region. The eddies are probably
caused by the main flow acting as an impinging jet on the sealing of the furnace.
The eddies cause large temperature differences in the regions. The most exposed
parts of the SH3 for KCl are the middle rows lower half.
5.2.5
The region near SH3
The temperature of the tube surfaces of SH3 are shown in Figure 5.16 along
with a temperature profile of the flue gas just after SH3. Unfortunately the
resolution of the plotting feature in STAR-CCM+ is not good enough to see
details when plotting all the tubes together. However the overall tendency is
clear and relevant areas will be highlighted later.
Figure 5.16: Surface temperature of SH3. Inlet temperature of steam, Tin = 448◦ C.
Average outlet temperature of steam, Tout = 492◦ C. Left colorbar represent the scale
of the SH3 surface temperature. Colorbar at right represents the temperature of the
flue gas in the plane just after the SH3.
The highest temperatures are found in the upper part of the middle tube rows
near their outlets. Naturally the longer the total length of a pipe, the higher
56
CHAPTER 5. RESULTS
the outlet temperature. Thus the front tube, which does not have an extra loop
have a relative low outlet temperature. The high temperature of 562◦ C was a
bit surprising as the mean outlet temperature is 490◦ C according to Appendix
C.2 on page 137. The calculated average temperature was found to 494◦ C, see
Appendix B.6 on page 133 for monitor plot of outlet temperature, residuals for
simulation, monitor of max. pressure in tubes and total heat flux through SH3’s
surface.
The upper threshold for corrosion was found to be 520◦ C in section 3.3 on page
17. The plot in Figure 5.17 are therefore generated with this being the upper
limit for the colorbar. This also highlights the great temperature differences of
the tube surfaces.
Figure 5.17: Surface temperature of OH3. Cutoff at T = 520◦ C in left colorbar representing the scale of the SH3 surface temperature. Colorbar at the right represents the
temperature of the flue gas in the plane just after the SH3. It is clear how the uneven
temperature field effects the load distribution of SH3
The large eddies shown in Figure 5.9 actually cause a slight cooling of the outlet
steam in the tubes near the side walls, although not obvious from the presented
results. This is a result of the eddies and the relative cool side wall temperatures
of 330◦ C that produce a cold current in near the side walls.
The steam temperature in one of the middle rows are seen in Figure 5.18. This
illustrates the relative cold front tube compared to the other tubes with an extra
loop, and a general idea of the temperatures in the different tubes of a single
row. Notice the outlet temperature of near 515 ◦ C for the inner tubes, which is
25 ◦ C above the mean.
5.2. MAIN RESULTS
57
Figure 5.18: Temperature inside a middle row of tubes. It can be seen how the outer
tube has a relative cold outlet temperature compared to the other tubes. An outlet
temperature of nearly 515 ◦ C is seen for some tubes.
Figure 5.19: Velocity inside a middle row of tubes. Higher velocities are seen near the
bending of the tubes.
Likewise the magnitude of the velocities are shown in Figure 5.19. The inlet velocity was set to 13.59 ms , meaning that the maximum velocity reaches
approximately 50% higher values at corners than the mean. The steam flow
direction is down from the left and up at the left, which is also indicated in the
temperature plot as well, since the steam is heated. The inner five tubes have
an extra loop going up and down compared to the outer tube.
58
CHAPTER 5. RESULTS
The literature study produced a model for prediction of corrosion risks from
the surface temperature of metals. This was applied on the SH3 tubes and
generated the plots in Figure 5.20 and Figure 5.21. Here it must be stressed
that this is only a risk assessment from the metal temperature. The model
divide the risk into three categories: Low, Medium and High. Here a low risk is
areas with little or no risk of high temperature corrosion. Medium risk areas are
areas where high temperature corrosion is likely to occur if other necessities are
fulfilled, described in section 3.3 on page 17. High risk areas are areas, where
high temperature corrosion will occur if the other necessities are fulfilled.
Figure 5.20: Risk of corrosion due to surface temperature alone. It is seen that the
middle rows are the ones most prone to exhibit high temperature corrosion from this
plot. In particular the back tubes have an elevated risk.
The corrosion risk on the tubes is low at the front tubes, near the steam inlet
for all tubes. The risk is highest for the tubes in the middle, especially near the
outlet of the steam.
5.2. MAIN RESULTS
59
Figure 5.21: Detailed view of the risk of corrosion due to surface temperature alone in
the lower middle part of the tube bank. The spacing between the rows in the middle,
that is just a bit larger than between the other rows, is the middle of the SH3 and boiler.
The small high risk areas near the bending indicates an elevated risk of corrosion on
the center front side tubes near the tip.
As shown in Figure 5.21 there are some high risk regions at the lower tip of the
tubes as well. This is in the region where Verdo have experienced high corrosion
levels as well.
The potassium chloride concentration in the boundary cells can be plotted on
the surface of the tubes. This is done in Figure 5.22. The uneven distribution
of the KCl is caused by an uneven distribution of the Lagrangian particles after
injection. The three main areas originates from the three suspension firing areas.
It should be noticed that the maximum concentration only is approximately 50%
higher than the minimum. Thus, there is a relatively even distribution.
60
CHAPTER 5. RESULTS
Figure 5.22: The KCl mole fraction in the boundary cells of the SH3 plotted on the
surface of SH3. A relative even distribution when looking at the scale. All though three
main areas can be pointed out near the side walls and in the center.
5.2.6
Summary of corrosion risk from surface temperature in
the SH3 region
The model generally predicts that there is a medium or high risk from the
surface temperature event in the last section of the tubes, and low risk on the
front tubes with the relatively cold steam. In Figure 5.21 the model predicts
high risk areas on the outer tube in the area facing the flow and in the middle
of the free board. This fits the corrosion profile over the tube banks seen at
Verdo. On the tubes coming down again from their second loop the model also
predicts high risk areas. No corrosion information exist at the presence for this
section.
5.2. MAIN RESULTS
5.2.7
61
Coarse ash deposition
To produce a final risk assessment for high temperature corrosion the deposition
of KCl was found to be important. One of the main cause of deposition of KCl
was found to be through impacting particle deposition. An analysis of impacting
particles was conducted according to the models discussed in section 3.5 on page
22. Both the model used by Kær in reference [9] and the model developed by the
author of this work were tested. Each model was tested for 25.000 and 100.000
parcels, but only the results for the 100.000 parcel analysis is shown. For the
analysis, the particles from the suspension firing along with particles released
from the bed was used. The particle diameter of the particles from the bed
was set as a uniform distribution from 10 µm to 1 mm, [9]. All of the analysis
were produced from a baseline simulation ensuring the same velocity field for
each analysis. In Figure 5.23 the two models are compared. A limitation of
kg
1 h·kg
on the colorbar is used to highlight the important areas. This limitation
kg
cm
corresponds to 0.96 day
when using a density of 2500 m
3 for the ash. Some cells
kg
experienced deposition rates as high as 200 h·kg
. This is unnatural high and
was caused by very small cell face areas in combination with impacts of parcels
carrying large mass. The value of 1 represented a reasonable upper limitation of
the colorbar, removing the abnormalities and focusing on the main tendencies.
62
CHAPTER 5. RESULTS
(a) Deposition on the side walls predicted by the model developed in
this work.
(b) Deposition predicted by the model developed by Kær in reference
[9].
Figure 5.23: Comparison of the two models used to predict fouling a) The model developed in this work b) The model used by Kær in [9]
It is clear that the model of Kær predicts way more deposits on the furnace
walls compared to the model developed in section 3.4 on page 20. As discussed
5.2. MAIN RESULTS
63
later in section 6.6 on page 70 the modified model predicts the actual conditions
at Verdo better, and is therefore the one used when looking at deposition on
the SH3 in Figure 5.24 and Figure 5.25.
Figure 5.24: Deposition of ash particles at SH3. The units are hkg
and the value of
·m 2
kg
cm
1 equals 0.96 day when using an ash density of 2500 m3 . Cutoff at 1 due to insufficient
particle resolvement and to fine mesh, and thereby some unnatural high deposition rates
locally. 100.000 parcels was used.
The numerical predicted deposition on SH3 is illustrated in Figure 5.24. It
shows two main areas of deposition. One being the middle of the tubes in the
top third, and the other being the front side of the tubes near the bottom. As
the bottom is where the corrosions are measured as well a more detailed plot
is showed in Figure 5.25. The main reason for high deposition rates in these
areas in particular are the part of the model that includes the impact angel.
The areas with the highest deposition rates are therefore typically where main
flow is not parallel to the pipes. This corresponds well to the conditions seen at
Verdo which will be elaborated in section 6.6 on page 70.
64
CHAPTER 5. RESULTS
Figure 5.25: Deposition of coarse ash particles at lower right part of SH3. The units are
kg
kg
cm
h·m2 and the value of 1 equals 0.96 day when using an ash density of 2500 m3 . Cutoff at
1 due to insufficient particle resolvement, and thereby some unnatural high deposition
rates locally. 100.000 parcels was used. Heavy depositions are seen at the front of the
tubes facing the flow direction.
The deposition on the tubes was also investigated with the model by Kær.
However as there is no certain growth rate for the deposits at Verdo it was not
possible determine if one model is more valid than the other on this background.
cm
The developed model predictions of approximately 0.96 day
fits measurements
conducted at the biomass fired power stations used in reference [5]. These show
cm
deposition rates between 0.2 to 4 day
in locations similar the one of SH3.
Summary of coarse ash deposition
A new numerical model for coarse ash deposition have been develop and tested
against an existing model developed by Kær in [9]. The new model fits the
fouling conditions better at the side walls. Both models gave abnormal local
deposition rates on the tubes due to too fine a mesh on the tubes. A rough
cm
mean value of the deposition areas showed deposition rates in the order of 1 day
on faces towards the flow direction.
Chapter 6
Discussion
A discussion of the produced results and assumptions behind will be given in this
chapter. As the found values, used parameters and models in the preliminary
results were of such importance for the final full simulation these are discussed
here as well.
6.1
Issues when simulating spreaders for wood chip
During simulation of the wood chip distribution in Appendix B.2 on page 110
the carrier jet was approximated with a rectangular inlet boundary. Due to lack
of information at this stage of the project it was concluded to be a reasonable
approximation. A visit to Verdo, during shut down of one the boilers gave the
opportunity to see the actual geometry, see Figure 2.2 on page 7.
The jet nozzles are the small holes below the horizontal spreader plate. From
this, it seems that the assumption of a rectangular shape was OK, as there
is less than one hole diameter between the holes. In the feeding duct there
are some dust deposited in small banks. This was the same tendency that the
Lagrangian particles showed when βt,rest was not 1. The assumption made of
setting it to 1 could therefore be wrong. However in the real duct the wood
chips bounce together and push each other towards the jet. This is not the case
for Lagrangian particles as they do not have any interactions. The dust banks
are also much smaller in particle size than the wood chips which could be a
contributing factor for these formations.
According to Verdo some wood chips fell on the first half of the bed as well, which
the analysis did not show. The prediction of a more concentrated distribution in
one area by the model indicates that more work could be done on the restitution
coefficients. A quick fix to this could be to have the coefficients over an interval
66
CHAPTER 6. DISCUSSION
instead of a fixed value. However more scientific analyses for supporting the
models are desired.
Also the shapes of the wood chips are expected to have an important influence
on the trajectories and distribution. Lu et al. in reference [41] and Rosendahl
et al. in reference [42] also points out the importance of the shape deviations
from spherical. Rectangular shapes will typically have a higher Cp value and
a different cross-sectional area which typically both increase the drag and thus
the potential travel distance in suspension. In Appendix B.2 on page 110 the
Discrete Element Model (DEM) in STAR-CCM+ is mentioned as a possible
solution to resolve some of these issues. The DEM model does not include the
coal combustion model. However, the analysis in Appendix B.3 on page 118
shows that the evaporation and thus the combustion can be neglected for large
wood chip particles in suspension. For a pure analysis of the distribution this
could therefore be a better tool.
More information about the wood chip mass flux distribution over the injector
surface could also improve the accuracy. For this study an uniform mass flux
over the wood chip inlets was used.
6.2
Problems and important parameters when simulating suspension firing
Some of the same issues as for the wood chips, are found regarding simulations
of suspension firing. The shape however may not be as critical at Verdo, as
much of the fuel(the pellets) gets broken up into smaller more spherical shapes
in the feeding ducts and conveyor belts. However, this gave rise to another
problem as there is no way of predicting the fragmentation of these pellets. The
size distribution analysis was conducted on fresh unfragmented fuel samples, see
Appendix C.6 on page 144. The actual size distribution of the fuel when entering
the furnace are therefore very different. At a visit to Verdo, fragmentation of
the fuel for suspension firing on the conveyor belt was evident. Unfortunately
no size analysis was conducted on this part. For this reason a distribution of
50 wt% for small dust particles with 1 mm diameter and 50 wt% for pellet
particles with 5 mm diameter was used. At the late stage of the project, Verdo
suggested a distribution of 75/25 towards the smaller particles. As the used
distribution lie in the middle of the fuel analysis and the estimations of Verdo,
the used sizes are found reasonable. However, the simulation analysis for the
suspension firing showed a dependency of the particle size. Thus for future work
a fuel size distribution analysis as close to the injection point would be desirable.
Fragmentations of the particles during combustion was not included in the simulations. The primary reason being that STAR-CCM+ can not simulate this
for solid particles, only for droplets impinging walls. Work done by Syred et
6.3. ERRORS AND UNCERTAINTIES REGARDING THE BED MODEL
67
al. in reference [43] shows the effect of fragmentations and conclude, that for
an accurate prediction of the combustion, fragmentation models must be used.
As the combustion process in it self is not the main focus of this work, the
use of no fragmentation models are found OK. Naturally, the combustion must
not be completely off, but as the main combustion of the suspension firing was
found to match the flame seen by Verdo, the model is found valid. For more
precise tuning of the model, more precise experimental results must be used as
a reference. This is also out of the scope for this thesis and the project at Force
Technology.
6.3
Errors and uncertainties regarding the bed model
The bed model was adapted to handle a spreader distributed fuel supply. The
technique predicted the temperature profile within 50◦ C for the main combustion areas. However, at a presentation of the results for Verdo in the late stage
of the project, a misunderstanding of the thermal image was exposed. The
lack of information on the thermal image regarding physical orientation, and
a misunderstanding between Verdo and the author resulted in an inverted bed
model of the grate profile. The front wall was mistaken for the back wall, thus
resulting in the inverted bed profile. The misunderstanding arose from the assumption made in Force Technology that the grate was moving. The grate only
have one revolution a day(≈ 0.5 m
h ), which makes it almost stationary regarding
the combustion. The main area of grate fired combustion and heat release is
therefore in the back of the furnace where the wood chips land and not at the
front. The combustion process on a grate for a biomass incinerator is typically
divided in to four zones starting with an evaporation zone from the injection
side, then a pyrolysis and combustion zone, a char combustion zone and a char
gasification zone at the back of the grate. The fuel undergoes these four steps as
it is transported across by the movement of the grate. An important cause for
this profile is the way the fuel is feed in as a relative thick layer from the front
wall. The bias regarding the combustion areas obtained from waste incinerators
was therefore a contributing factor.
This is of course very unfortunate, but the error was discovered too late in the
project to change it. The error clearly effects the combustion at the lowest part
of the furnace. The question is how much it effects the corrosion model and
conditions in the SH3 region. It can be argued, that due to the settings of the
secondary jets, the main flow above these is almost independent of the profile
of the bed. The four rows of secondary jets at the back wall push the main flow
towards the front wall, as explained in section 5.2 on page 42. Assuming that
this is the case, the conditions near the SH3 should not change drastically by
moving the location of the combustion zone of the bed. This assumption was
shared by the supervisors of the project, and much of the flow conditions was
68
CHAPTER 6. DISCUSSION
still recognizable by Verdo in-spite of this error. Thus the error is not expected
to dismiss the corrosion model, but should be kept in mind.
For the interest of Verdo the error could be undone relatively quickly, but due
to the post-processing effort needed for this project it was not done here.
6.4
Mesh limitations for boiler simulations
The large size of incinerator boilers in combination with very small details, in
especially the curvature of the heat exchanger tubes, makes it very difficult
to fully simulate using CFD. To the authors knowledge the discretisation of
superheaters like SH3 in combination with a full incinerator simulation have
never been attempted before. In reference [44] Saripalli et al. attempts with a
semi-couple model, where sub-simulations are coupled. The normal approach
for simulating heat exchangers are normal done through porous media. Either as
a whole block like the ones used in this work for the rest of the heat exchangers,
or by slap approximations as done by Kær in reference [9, 10]. In the light of
this, the approach made in this work seems very ambitious. However, detailed
information of the specific load on the SH3 tubes seems to justify this.
By fully simulating the tubes, the computational mesh size increase drastically.
The simulations done by Kær was done on 600.000 computational cells while
an excess of 11.500.000 cells was used in the simulation here. It should be mentioned, that major progress have happened in the available computational power
in the decade between. The minimum requirements for the main simulation was
around 24 Gb of memory and preferable 36 Gb corresponding to 2 and 3 servers
with 8 CPU cores at each server at Force Technology. Besides from the computational requirements, a heavy graphic card must be available in order to render
the plots of the tubes in post-processing.
As the calculations was at the limit of the available computer power, a finer
mesh was not attempted. Likewise, no mesh convergence analysis was done, as
it was not possible to increase the mesh size any further. Instead, great effort
was put into bringing the cell count down in less important areas and refinement
in important areas.
The fine mesh of the tubes presented another problem when simulating fouling.
The amount of parcels needed for convergence of deposition was not found due
to too many face cells on the tubes, and not enough computational power for
enough Lagrangian parcels. That said, it did not seem impossible to produce
reasonable results using roughly 100.000 parcels. An estimation of the needed
number of parcels can be found by dividing the cross-sectional area of the freeboard in the region of the SH3, by the area of an average cell face of the tubes.
By this, a total of approximately 250.000 parcels are needed. One solution to
lower the number of needed parcels, was to use a fictive coarse surface mesh of
6.5. STABILITIES OF COMBUSTION SIMULATIONS WITH
LAGRANGIAN PARTICLES AND MULTIPLE REGION INTERACTIONS69
the tubes. The deposition flux from the smaller cells could then be projected to
the coarse area to get the mass flux on the fictive surface. This mass flux can
then be projected back onto the fine mesh for post-processing. By doing this,
the flux is evened out and convergence of the parcel numbers could be reached
earlier. This should be a feasible way, as the number of physical particles in
each parcel is increased as the number of parcel decreased. Also, the total deposition mass flux is found in the external code. Changing the used area here
to the fictive coarse surfaces is easy, and the projection back is done through
the interpolation function in STAR-CCM+.
6.5
Stabilities of combustion simulations with Lagrangian particles and multiple region interactions
It proved difficult to get low residuals on especially the combustion species and
energy, c.f. Figure 5.3 on page 45. However, it was found from monitors of the
outlet temperature of the steam, maximum pressure in the tubes and heat flux
through the tube walls, that the simulation had converged and stabilised at a
reasonable solution.
One could argue that the residuals in the simulation could be reduced even more.
This could maybe be done through lowering the under relaxation factors. But, as
the flow is coupled through so many elements such as randomness in Lagrangian
particles, the combustion reactions, the momentum and energy conservation,
radiation and last but not least the interface between the SH3 region and the
general freeboard, lowering the relaxation factor could also have a negative effect.
In practise there are two coupled solutions that is sought at the same time. Thus
when an change in the solution in freeboard happens near the inlet of the steam
in SH3, this effects the entire SH3 region. While this change converge it effects
the freeboard near the steam outlet and so on. This extra coupling is expected
to increase the residuals and can introduce some fluctuations in the solution
and makes it a form of transient. The small fluctuation seen on e.g. the outlet
temperature in Figure 5.4 on page 46 could be an artefact of this.
When combining these fluctuations with the random walk of the Lagrangian
particles it is not surprising that the residuals are at a relatively high level.
Further more, the experience at Industrial Processes at Force Technology shows,
that residuals for a combustion in STAR-CCM+ are generally high.
The solution found for the presented results are therefore found to be valid for
both a general picture of the simulated condition and to apply the corrosion
model on.
70
6.6
CHAPTER 6. DISCUSSION
Deposition of particles
The model for predicting depositions of coarse ash particles developed by Kær
in reference [9] was adopted and modified as well. The modifications done to
the model of Kær was done as it was expected to over predict depositions. The
two models was run under the same conditions and produced the results back
in Figure 5.23. The model by Kær predicted heavy fouling on the side walls as
expected, where the modified version only showed minor depositions. At Verdo
there were almost no fouling on the side walls of the furnace, which supports
the suspicion, see Figure 6.1.
(a) Picture of the furnace walls. Little fouling are seen on the walls.
(b) Picture of the a deposit build up at the
bottom of SH3 at the 6th row from the left
when seen from the front. Furnace front
wall in background.
Figure 6.1: Pictures from inside of the furnace in Verdo at shut down. a) Little depositions are seen on the side walls. b) Heavy fouling is seen on especially the front
side(bottom) of the SH3 tubes.
However, that the modified model produced areas with depositions on the side
walls at all was unexpected. The model should produce no depositions with
the surface temperatures found at the side walls. The temperature was set as a
fixed temperature according to Verdo. The explanation should be found in the
way STAR-CCM+ extracts the temperature of the impact surface. The field
function, for describing the probability of deposition due to surface temperature,
is based on the temperature on impact. This was thought to be the boundary
value of the surface, but is instead the value of the volume cell. Thus instead of
extracting the surface temperature it extracts the temperature of the boundary
layer.
The results for the developed numerical model for predicting fouling areas was
presented in Figure 5.24 and Figure 5.25 on page 63. It was clear that the model
predicted heavy deposit build up on the front side at the bottom of the tubes
and in the top half of the middle tubes. The deposit at Verdo at the bottom of
6.6. DEPOSITION OF PARTICLES
71
SH3 is shown in Figure 6.1(b). It is seen that there is a good correlation between
the numerical predictions and the conditions at Verdo. The large eddies seen in
the region can explain a phenomena seen at Verdo shown in Figure 6.2(b). Here
the deposits builds up on the side and not front. This is probably due to the
eddies. In Figure 6.2(a) the deposits seen on SH2 are shown. These deposits
are located one meter behind SH3. No attempt to predict the fouling on SH2
was done, but it is fair to believe that the large region with depositions on SH3
just in front predicted by the model, can be correlated to these formations.
(a) Picture of the deposit build up at the middle
of SH2 facing the flow direction.
(b) Picture of row 10 in SH3
from the right. The deposits
have a growth direction towards the center of the furnace indicating the flow direction.
Figure 6.2: Pictures from inside of the furnace at Verdo. a) Ash deposit at the top and
front of the middle part of SH2. b) Ash deposits on the side of row 10 in SH3.
Overall, there is a very good correlation between the numerical predictions and
the deposit formations at Verdo. However, the issue with STAR-CCM+ not
extracting the actual wall temperature have to be resolved. Furthermore, Kær
mention that the cooling in the boundary layer is an important factor for the
stickiness of especially the small particles. As there was only used one prism layer
cell to resolve the boundary layer of the furnace walls and two at the SH3 tubes
this could be a source of error. This could be a subject to investigate further
in a test case, with the effect of particle size and boundary layer resolution on
the particle stickiness being the main topics. Also a more scientific base for the
stickiness due to impact angle could be desired all though the one used seems
to behave OK.
In section 3.4 on page 20 it was also shown how the content of KCl influence
the stickiness of the particles. As the sulphation reaction between the fluid
continuum and the particles was not succeeded, it was assumed that the particles
72
CHAPTER 6. DISCUSSION
would have a minimum of 15 wt% KCl in order to satisfy the probability curve in
Figure 3.10. In the department of Korrosion og Metallurgi at Force Technology,
the chemical composition of the depositions at the SH3 tubes was analysed,
[23]. This showed that the major contents of: K = 33 wt%, SO4 = 19 wt%
and Cl = 18 wt%. Here Cl is likely to be bound as KCl, and SO4 as K2 SO4 .
The molecular weight is almost the same for the two components giving an
approximately content of KCl = 36 wt%. Assuming that this is the content of
the deposited coarse particles the criteria of 15 wt% is well met. However for
a general fuel composition the chemical reactions in the flue gas reactions must
be included in order to predict fouling before the boiler is build.
6.7
Risk assessment for high temperature corrosion
in the Verdo boiler
The main model for evaluating the risk of high temperature is the model deduced
from the surface temperature. This is because all the corrosion reactions do not
occur if this is not satisfied. Other parameters such as the concentration of
KCl is more diffuse as it is hard to define a general concentration level for
which the process will e.g. be accelerated. Thus when evaluating the risk, the
base will be the risk from surface temperature. The results in Figure 5.20 and
Figure 5.21 therefore represent some of the most important results for this work.
By comparing Figure 5.21 and the measurements used for the motivation for
the work in Figure 1.1 and Table 1.1 there is a good correlation. The model
predicts a high risk area at the tip of the SH3 facing towards the flow, especially
in the middle rows.
6.7.1
Corrosion due to concentrations in the flue gas
By comparing the risk from surface temperature with the KCl concentration in
Figure 5.14 and Figure 5.15 one sees that the areas with high surface temperature risk are also the areas exposed the highest concentrations of KCl. This
may not be surprising as the KCl is released during the devolatilisation process, where a lot of heat is released in the following burning of the combustible
volatiles. The potential for depositing KCl and thereby Cl2 in the high surface
temperature areas are therefore also present. This increases the risk of corrosion
substantial.
The O2 concentration was found to be very low in the center of the SH3 region.
This favours the deposition of KCl onto the cool surface as it is more stable
under reducing conditions. Furthermore it reduce the protecting oxide layer on
the metal tubes. Thus, the oxygen lean area in the center of SH3 will probably
accelerate the corrosion here.
6.7. RISK ASSESSMENT FOR HIGH TEMPERATURE CORROSION IN
THE VERDO BOILER
73
6.7.2
Corrosion from a deposition point of view - including
shedding
The measurements done in reference [17] showed that the highest corrosion was
on the tube side facing the flow direction. Comparing the fouling analysis in
Figure 5.25, the picture in Figure 6.1(b), the risk from high temperatures in
Figure 5.21 and the corrosion measured, the following is worth considering.
The deposition of ash particles occur mainly on the front of the tubes facing the
flow. As mentioned this ash deposited contained high amounts of the corrosive
species Cl, c.f. the discussion above and reference [23]. The deposition of Cl
clearly increase the corrosion risk in these areas in this point of view. However
as the ash is also very insulating a thick layer will lower the surface temperature.
Thereby, it changes the plot in Figure 5.25 to a lower risk rating in these areas.
This is especially true for areas where there are a large temperature gradient
between the flue gas and steam circuit when the tubes are clean, e.g. in the
first half of the steam circuit due to relative cold steam. This means, that either
is the plot in Figure 5.21 not as saying as intended, and/or something else is
causing or contributing to the high corrosions measured. A theory for corrosion
of the front side was therefore developed. In reference [3], Frandsen discusses the
shedding of large deposits. When ash deposits grow too large, their own weight
can cause large chunks to fall of known as shedding. Sometimes this exposes the
bare metal tubes. This adds a whole new dimension to the corrosion problem
as it is difficult to estimate what, when and where this will happen. However,
the shedding increases the metal surface temperature, which again increases the
corrosion rate, [3]. The shedding therefore allows the temperature and presence
of Cl to drive a fast corrosion rate in-spite of the insulating layers in some
periods. The risk model from high surface temperatures therefore still holds.
Although there is a very high metal temperature at the tubes near the steam
outlet, the temperature gradient is not as high here as the steam is very hot.
Thus near the steam outlet the surface temperature will allmost allways be very
high. The deposition analysis and pictures from Verdo near the steam outlet in
the middles rows, show very high fouling tendencies. This should give this area
a high risk of corrosion as well. However no damages on the tube in form of
tube ruptures have been experienced here. No measurements of the corrosion
have be conducted either. There is therefore no data to compare this prediction
with.
If no corrosion occur in this region near the steam outlet, an explanation is
needed to distinguish between regions like the ones near the steam outlet and
the region near the bottom. A theory could include the shedding. One can
imagine that the deposited Cl will eventually diffuse out of the deposit during
the described corrosion process over time. If no shedding, and thereby fresh
amounts of Cl to the inner layers of the deposit occur, the corrosion will grad-
74
CHAPTER 6. DISCUSSION
ually decrease. If the deposit formations occur on the side of the tubes or in
between, they will likely grow together, see Figure 6.2. By doing this the attachment area for the total formation will increase. A formation on the side of
a tube bank will induce a different kind of load on it self. This will probably
also cause less sheddings. The two situations, where one being the deposits
suspended below and the other attached to the side, could therefore have a difference in the corrosion process. Measurements of the corrosion on the tubes
and ash contents in the region before the steam outlet is necessary to confirm
or dismiss this theory.
6.7.3
The missing SO2 simulation and corresponding sulphation
of KCl
The corrosion risk was according to Flemming Frandsen at DTU, the author of
reference [3], very dependent on the ratio of SO2 and KCl. This is because of
the sulphation process in reaction (3.1) in section 3.1 on page 11. The ratio is
one of the driving forces for the corrosion rate. The SO2 was not included in the
simulation as not enough information was found regarding the reaction between
SO2 and KCl. The reaction will happen both on the surfaces of the particles and
tubes and in the fluid continuum. Chemical reactions between solids and the
continuum are also not possible to simulate in STAR-CCM+ directly. Additional
deposition models as the ones in reference [9], should be included before having
an accurate estimation of the ratio. These would cause a drain of the species in
the continuum once deposition occur and thereby changing the concentrations.
In order to estimate the corrosion rate from the ratio between SO2 and KCl,
considerable additional work would therefore have to be done in describing the
chemistry and model development. The missing work in the complex chemistry
of the sulphation process and deposition could off course refine the corrosion
risk assessment.
6.8
Mitigation of high temperature corrosion
Several methods for mitigating high temperature corrosion in biomass incinerators have been attempted in the industry, [19]. The PSO project in reference [19]
is a good overview of the most promising methods. Methods such as washing
of the fuel to extract Cl, material choice, additives and flow condition optimisation are evaluated from full scale tests conducted. This work will not give a
deeper description of the subject, although highly relevant, as it is out of the
scope of this work. However, the most promising methods for Verdo based on
the analysis conducted, would be flow optimisation and maybe additives if the
oxygen lean band can be spread out, and will be briefly outlined.
The additive solution is based on adding species such as SO2 to the flue gas in
6.8. MITIGATION OF HIGH TEMPERATURE CORROSION
75
order to release K from KCl in the flue gas and bind it into K2 SO4 . This will,
if implemented correctly, remove some of the Cl from the deposits and have it
as HCl in the flue gas, where it is far less corrosive in the convective part of the
boiler. This could be an interesting perspective to include in the CFD analysis,
once the sulphation reactions have been included. However, the oxygen lean
column would have to be addressed first for an effective implementation.
The flow optimisation solution is more broad and free for interpretation. The
main goal of such an optimisation is to have a better mixing of the flue gas
before reaching the super heaters, and lowering the velocities in the secondary
combustion zone. The mixing insures a better combustion, more even distribution of the critical corrosion species and temperatures. Thus a more even load
on the super heaters. By having a better mixing, the high velocities could also
be reduced. With lower peak velocities, than the ones seen in the narrow band
described, it is possible to have some particle settling. This would reduce the
amount of ash convected up to the super heaters and thereby reduce fouling
and corrosion elements. The optimisation would therefore not only mitigate the
fouling and corrosion but also optimise the combustion and the efficiency of the
super heaters.
An obvious optimisation parameter is the secondary air jets. The configuration
of the jets during this investigated was very unfortunately, as it push the main
flow together instead of mixing it. All tough the bed model produced a wrong
picture of the lower part of the combustion, it is not expected to influence the
negative effect of the secondary jets. An optimisation of these jets is therefore
highly recommendable to Verdo. The jets could easily be adjusted in the number
of active jets along with the magnitude and possible direction. For large tests
and possible alternations of the boiler, a CFD analysis as conducted here could
save a lot of resources in the process, as alternations is more easily done in a
CFD analysis.
76
CHAPTER 6. DISCUSSION
Chapter 7
Conclusion and future work
The second boiler at Verdo has been analysed using a CFD analysis conducted
in the commercial program STAR-CCM+. Preliminary analyses were conducted
prior to a full scale simulation of the boiler with fully integrated steam circuit
of SH3. A developed model for predicting high risk areas of corrosion has been
applied on the SH3 tubes. The main conclusions from these analyses are presented in the following. The developed corrosion model was only applied on the
SH3 in the full scale simulation.
7.1
Wood chip distribution on the bed
A CFD analysis of the wood chip spreaders was conducted using spherical Lagrangian particles. The distribution found numerically fitted the main distribution at Verdo. The restitution coefficient, shape and size of the Lagrangian
particles was found to have most influence on the results. The evaporation of
water from the particles during suspension was found to be neglectable. The
element contents of the wood chips found from the fuel analysis could thus be
used directly in the bed model. The mass flux distribution of the wood chips
on the grate was found and used in the bed model.
7.2
Suspension firing using Lagrangian particles
The suspension firing of biomass was simulated using Lagrangian particles and
the coal combustion model included in STAR-CCM+. The analysis showed
that particularly the size of the particles was of importance for the rate of
combustion. The general properties effecting the Lagrangian particles was fund
78
CHAPTER 7. CONCLUSION AND FUTURE WORK
to be the same as for the wood chip analysis.
The main combustion of the fuel was found in the areas seen by Verdo. The
larger particles used for the simulation ended up on the bed where the main
combustion proceeded. The coal combustion model seems to predict a reasonable combustion for the used biomass. For final validation, more experimental
results are needed. The model was found sufficient for this work.
7.3
Simulating combustion of spreader distributed
wood chips on the grate with a bed model
Due to a misunderstanding between Force Technology and Verdo, the produced
temperature and species profile of the grate by the bed model was reversed
regarding the front and back of the grate. The overall technique used to adapt
the bed model for predicting the profile was found promising. Further work
would have to be done to establish and validate the bed model for use on spreader
distributed biomass. The net release of energy and species by the reversed profile
should not be different. Due to the configurations of the secondary air jets the
overall picture of the boiler, regarding temperature and species concentrations,
is not expected to suffer critically from the reversed profile. The error therefore
effects the presented results, in especially the lower part of the furnace, but does
not discard the work.
7.4
Full scale simulation with integrated steam region for SH3
The main simulation of the boiler, with the steam of SH3 as an integrated circuit,
was found using 11.5 million volume cells. The average outlet temperature of the
simulated steam was found approximately 4 degrees higher than the measured
value at Verdo. The deviation is from a heating of the steam from 448 ◦ C to
490 ◦ C giving over prediction of about 10%. A better mesh resolution of the
boundary layer was desired especially for for the coarse ash deposition model,
but not done due to available computational power. The overall solution was
found to be credible besides from the bed model. The results consisted of the
three main categories: general freeboard, the SH3 region with corrosion and
fouling.
7.4.1
The general freeboard
The results show that the secondary air jets push the main flow into a narrow
band in the front to back direction. Near the secondary air jets the band spans
7.4. FULL SCALE SIMULATION WITH INTEGRATED STEAM REGION
FOR SH3
79
from side wall to side wall but narrows in until reaching the SH3. In this narrow
band higher velocities and concentrations are experienced for all species except
for oxygen. A combustion of CO is seen all the way up to the SH3 which is a
contributing factor to the narrow band.
A large eddy is seen in the top and back part of the furnace. This eddy consist of
slow moving recirculating air cooled by the back wall. This lowers the efficiency
of this part of the furnace.
7.4.2
The SH3 region with corrosion
Two large eddies were found near the sealing of the boiler in between the SH3
tubes. These were suspected to originate from the main flow acting as an impinging jet on the sealing. The eddies pull cooled flue gas into the SH3 area due
to the circulation near the sealing and side walls.
The impinging jet effect is suspected to be an artefact of the high velocities in
the the narrow main flow core. It was found that the main flow continues up
through the SH3 as a rather concentrated core with high velocities, temperatures
and low oxygen concentration. This cause a very uneven load on the SH3. The
outlet temperatures of the middle rows were found in Figure 5.18 to be over
25 ◦ C above the mean outlet temperature for the SH3. This corresponds a load
of 1.6 times higher on the middle tubes than the average.
A corrosion model was developed. The model was based on metal surface temperature and the concentration levels of KCl, SO2 and O2 . The model needs
additional information regarding general critical levels of the species, to be applicable for a general case. The base of the model is thus the surface temperature
of the tube metal with a general evaluation of the corrosion species. The model
was applied on the SH3 in the second boiler at Verdo.
The risk of corrosion due to high metal temperature revealed high risk areas
on the front side facing the flow direction at the bottom of SH3. The risk level
in these areas corresponded well with the corrosion experienced and measured
by Verdo and Force Technology. Furthermore, the model predicted high risk
areas of the middle row tubes in the back half of SH3. No measurements were
available for comparison in this area. The KCl concentration was found to be
relatively even near the tubes in SH3, and thus no particular corrosion risk
could be deduced from this. A lean oxygen level was found to be present in
the core of the main flow and thus the middle of the SH3. This will generate
a favourable environment for KCl condensation on the tubes and thus a higher
level of corrosion risk. The reducing environment of the lean oxygen flue gas
will cause a reduction of the protecting oxide layer on the metal surface of the
tubes. This also increase the risk level in the center of the SH3.
The overall corrosion risk was found to be the highest at the middle tubes
80
CHAPTER 7. CONCLUSION AND FUTURE WORK
near the bottom and back of SH3. The model fits the measurements at Verdo.
Measurements of the back tubes is needed for more full comparison. The model
is considered as a good initial model able of predicting the most critical areas
with room for further development.
7.4.3
Deposition of coarse ash particles - fouling
A model for coarse ash deposition was developed showing good correlations
between the extreme fouling areas at SH3 and the numerical predictions by the
model. The main fouling areas were found to be the front side of the outer tube
facing the main flow at the bottom, and in the middle section of the upper back
half in SH3. The level of deposition in these areas was found to be in the order
cm
of 1 day
. No values for the deposition rate at Verdo were available, but the
model predictions fits measurements conducted at other biomass power plants.
The deposition of coarse ash is found to be related to the corrosion areas. The
heavy fouling areas are therefore estimated as a contributing factor for the corrosion process at Verdo.
7.5
Recommendations for Verdo
It is recommended that Verdo seeks a better solution to their use of the secondary air jets. The jets push the main flow together instead of mixing it, and
optimisation possibilities here are therefore evident. This would lead to a better
more complete combustion and even the load on their SH3, and thereby gaining
a more efficient daily production and a reduction in the corrosion rates. The
preliminary investigations of such optimisations could be done through a CFD
analysis as done in this work.
The use of additives in form of sulphates could increase the corrosion in the lean
oxygen regions.
7.6
Future work
The inclusion of the critical levels for the O2 , KCl and SO2 would be next step
in developing the corrosion model. A deeper literature study will therefore have
to be made on this subject. By doing this, the sulphation process should be
included.
The core of the coarse ash deposition was found to be the stickiness of both
particle and wall, originating from the content of alkali salts. A solution for
the reactions between the Lagrangian phases, the fluid continuum and the wall
boundaries would therefore have to found as well.
7.6. FUTURE WORK
81
More models for the deposition of KCl from e.g thermophoresis and aerosols
would be a natural step when simulating fouling.
82
CHAPTER 7. CONCLUSION AND FUTURE WORK
List of Figures
1.1
1.2
2.1
2.2
2.3
3.1
3.2
Sketch over location of known corrosion damages on SH3 at Verdo.
The SH3 is located at approximately 14 m directly above the grate.
3
Plot of the measured thickness’s at location A, B, C and D. The
design and minimum thickness for the two tube thickness are
indicated by the four horizontal lines. Location A,B and C have a
design and minimum thickness of 6.3 mm and 5 mm respectively.
Location D has a design and minimum thickness of 4.5 mm and
4 mm respectively. It is clear that the largest corrosions are found
in the middle rows. . . . . . . . . . . . . . . . . . . . . . . . . . .
4
Schematic figure of the running conditions at the Verdo plant.
Adapted from reference [15]. . . . . . . . . . . . . . . . . . . . . .
8
Pictures from inside of the furnace in Verdo at shut down. The
pictures was taken at the end of this project, as the SH3 was
about to be replaced. a) Picture of a spreader stone used for
spreading suspension fired fuel. b) Picture of the spreader for
wood chips at the top. At the bottom the spreader for the old
coal firing is seen. . . . . . . . . . . . . . . . . . . . . . . . . . . .
8
Geometry of the simulated second boiler at the Verdo heat and
power plant. Fuel spreaders are located on the front wall in the
lower left corner of the figure. SH3 is the fully resolved tube banks
at the upper left part of the boiler. The orange blocks illustrates
the SH2, SH1, ECO3, ECO2 and ECO1. . . . . . . . . . . . . . .
9
Principle sketch of how high the temperature corrosion processes
occur on the metal surface and deposit layer, adopted from [34].
13
Relative release of K during pyrolysis and combustion. A considerable increase in the release is noticed at T > 700 ◦ C. Adopted
from [20]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15
84
LIST OF FIGURES
3.3
Relative release of Cl during pyrolysis and combustion, where the
experimental running time before sampling are indicated with e.g.
20 min in the figure. Adopted from [20]. . . . . . . . . . . . . . .
16
Relative release of S during pyrolysis and combustion. Adopted
from [20]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16
3.5
Upper and lower estimate of K release. Adopted from [20]. . . . .
17
3.6
Probability of corrosion due to metal surface temperature alone.
19
3.7
Thermodynamical stable species of potassium under oxidizing
conditions (Λ = 1.3), straw fired case. Adopted from [5]. . . . . .
22
Approximated melting curves of potassium and silicate-rich particles. Adopted from reference [10]. . . . . . . . . . . . . . . . . .
23
Melt fraction and propensity of sticking due to T15 criteria. A
ratio of 0.1 KCl and 0.9 Silcate particles was used. . . . . . . . .
24
3.10 Melt fraction and propensity of sticking due to T15 criteria. A
ratio of 0.15 KCl and 0.85 Si-rich particles was used. . . . . . . .
24
3.11 Probability of sticking due to impact angle, αimpact [deg] . . . . .
26
3.12 Illustration of the grate discretisation. The blue area indicate the
area used for the bed model. . . . . . . . . . . . . . . . . . . . .
27
3.4
3.8
3.9
4.1
5.1
5.2
5.3
5.4
Schematic figure of ref and parcels hitting the face but outside
the ref . Red dots are cell nodes, green are boundary nodes and
black is the impacting particle. . . . . . . . . . . . . . . . . . . .
37
Global mesh used for the main simulation. 11.557.129 volume
cells with one prism layer on the furnace walls, and two on the
SH3 tubes. The grey cells are wall boundary cells, tan is volume
cells in the mid plane and yellow is in-place interface cells towards
SH2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
43
Mesh around SH3 tubes. Two prism layer cells on the SH3 tubes
with a stretching of 1.5 and total thickness of 1.5 mm. . . . . . .
43
Residuals for the full scale simulation with the steam in SH3
simulated as an integrated circuit. The large fluctuations in the
turbulent kinetic energy, Tke, is caused by injection of Lagrangian
particles. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
45
Monitor plot of the average outlet temperature for the steam
in SH3, in the the full scale simulation with the steam in SH3
simulated as an integrated circuit. Minor oscillations at are seen.
46
LIST OF FIGURES
5.5
85
Temperature profile of the mid plane. SH3 are located in the top
left corner just above the narrow passage. The high temperatures
indicates the grate and suspension firing. The temperature just
before SH3 is around 1000 ◦ C, which is the melting range for
silicate, see Figure 3.8. . . . . . . . . . . . . . . . . . . . . . . .
47
Horizontal temperature profiles at y= 0.1 m, 2.5 m, 4 m, 6 m, 8
m, 10 m, 12 m, 14.5 m, and 18 m above the grate. Notice the
effect of the secondary nozzles, in how they push the main flow
together. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
47
Vector plot of the velocities at the mid plane. Due to very high
inlet velocities of 43 ms at the carrier jets, the velocity field is
limited at 15 ms to more clearly see relevant velocities. A large
low velocity eddy is seen at the upper back side of the furnace. .
48
Vector plot of the velocities at the mid plane near SH3. Just
after the expansion an eddy is seen, as the flow separates from
the wall. The maximum velocity near the SH3 is around 12 ms . . .
49
Vector plot of the velocities across the center of SH3. Two large
eddies are seen in the top corners. The highest velocities are seen
in the center of SH3. . . . . . . . . . . . . . . . . . . . . . . . . .
50
5.10 O2 distribution at the mid plane. Concentration plotted as mole
fraction. Cutoff at 0.1 to highlight oxygen lean band. The suspension firing is clearly seen as the oxygen lean area. . . . . . . .
51
5.11 O2 distribution at the transverse plane used previously in the
middle of narrow passage. Concentration plotted as mole fraction, cut off at 0.1 mol to highlight oxygen lean band. . . . . . .
51
5.12 CO distribution at the mid plane. Concentration plotted as mole
fraction. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
52
5.13 CO distribution horizontal plane right before outlet at the left.
Concentration plotted as mole fraction. Surface average concentration at outlet calculated as 61.4 ppm. . . . . . . . . . . . . . .
53
5.14 KCl distribution at the mid plane. Concentration plotted as mole
fraction, cut off at 0.0004 to highlight KCl rich band. . . . . . . .
54
5.15 KCl distribution at previusly used transverse plane in the middle
of the narrow passage. Concentration plotted as mole fraction,
cut off at 0.0004 mol to highlight KCl rich band. . . . . . . . . .
54
5.6
5.7
5.8
5.9
86
LIST OF FIGURES
5.16 Surface temperature of SH3. Inlet temperature of steam, Tin =
448◦ C. Average outlet temperature of steam, Tout = 492◦ C. Left
colorbar represent the scale of the SH3 surface temperature. Colorbar at right represents the temperature of the flue gas in the
plane just after the SH3. . . . . . . . . . . . . . . . . . . . . . . .
55
5.17 Surface temperature of OH3. Cutoff at T = 520◦ C in left colorbar
representing the scale of the SH3 surface temperature. Colorbar
at the right represents the temperature of the flue gas in the plane
just after the SH3. It is clear how the uneven temperature field
effects the load distribution of SH3 . . . . . . . . . . . . . . . . .
56
5.18 Temperature inside a middle row of tubes. It can be seen how
the outer tube has a relative cold outlet temperature compared
to the other tubes. An outlet temperature of nearly 515 ◦ C is
seen for some tubes. . . . . . . . . . . . . . . . . . . . . . . . . .
57
5.19 Velocity inside a middle row of tubes. Higher velocities are seen
near the bending of the tubes. . . . . . . . . . . . . . . . . . . . .
57
5.20 Risk of corrosion due to surface temperature alone. It is seen
that the middle rows are the ones most prone to exhibit high
temperature corrosion from this plot. In particular the back tubes
have an elevated risk. . . . . . . . . . . . . . . . . . . . . . . . .
58
5.21 Detailed view of the risk of corrosion due to surface temperature
alone in the lower middle part of the tube bank. The spacing
between the rows in the middle, that is just a bit larger than
between the other rows, is the middle of the SH3 and boiler. The
small high risk areas near the bending indicates an elevated risk
of corrosion on the center front side tubes near the tip. . . . . . .
59
5.22 The KCl mole fraction in the boundary cells of the SH3 plotted
on the surface of SH3. A relative even distribution when looking
at the scale. All though three main areas can be pointed out near
the side walls and in the center. . . . . . . . . . . . . . . . . . . .
60
5.23 Comparison of the two models used to predict fouling a) The
model developed in this work b) The model used by Kær in [9] .
62
kg
5.24 Deposition of ash particles at SH3. The units are h·m
2 and the
kg
cm
value of 1 equals 0.96 day when using an ash density of 2500 m
3.
Cutoff at 1 due to insufficient particle resolvement and to fine
mesh, and thereby some unnatural high deposition rates locally.
100.000 parcels was used. . . . . . . . . . . . . . . . . . . . . . .
63
LIST OF FIGURES
87
5.25 Deposition of coarse ash particles at lower right part of SH3. The
kg
cm
units are h·m
2 and the value of 1 equals 0.96 day when using an
6.1
6.2
kg
ash density of 2500 m
3 . Cutoff at 1 due to insufficient particle
resolvement, and thereby some unnatural high deposition rates
locally. 100.000 parcels was used. Heavy depositions are seen at
the front of the tubes facing the flow direction. . . . . . . . . . .
64
Pictures from inside of the furnace in Verdo at shut down. a)
Little depositions are seen on the side walls. b) Heavy fouling is
seen on especially the front side(bottom) of the SH3 tubes. . . .
70
Pictures from inside of the furnace at Verdo. a) Ash deposit at
the top and front of the middle part of SH2. b) Ash deposits on
the side of row 10 in SH3. . . . . . . . . . . . . . . . . . . . . . .
71
A.1 Illustration of the porous media blocks. . . . . . . . . . . . . . . 106
B.1 Geometry of furnace at the left, and detail drawing of the spreader
at the right. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111
B.2 Global domain and mesh used for investigations of particle parameters. Domain is cut of by 0.5 m from the side facing the view
point in the z-direction(transverse), to shown internal mesh. The
poor graphical resolution of the surface mesh is caused by a very
fine surface mesh and poor quality file from STAR-CCM+. See
Figure B.3 for better resolution of surface mesh . . . . . . . . . . 113
B.3 Detail of the mesh near spreader plate and carrier jet nozzle. A
wake refinement was used to resolve the carrier jet. . . . . . . . . 114
B.4 The residence time of particles and velocity magnitude profile. . 115
B.5 Detail plot of continuum and wood chip velocities. Top colorbar:
Velocity in continuum. Bottom colorbar: Velocity of particles. . . 115
B.6 Particle distribution with same restitution coefficient, βrest = 0.1.
A normal Gaussian distribution of the Dwoodchips with a mean of
0.0284 m, SD= 0.5 and lower and upper bounds of 0.005 m and
0.06 m respectively. . . . . . . . . . . . . . . . . . . . . . . . . . . 116
B.7 Particle distribution with different normal restitution coefficient,
βn,rest = 0.2 for the back spreader and βn,rest = 0.05 for the
spreader in the front. A constant diameter of Dwoodchips = 0.0284 m
was used. The particles residence time is illustrated by color of
trajectories. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 117
88
LIST OF FIGURES
B.8 The domain and mesh used to simulate suspension firing and bed
model convergence. A total of 983.530 polyhedral cells. The top
section of cells before the domain outlet was extruded to avoid
reversed flow in the simulation. . . . . . . . . . . . . . . . . . . . 118
B.9 Detailed mesh for a) The combustion area for suspension firing
b) Surface mesh of the spreader stone used for spreading the
suspension fired fuel. . . . . . . . . . . . . . . . . . . . . . . . . . 119
B.10 Analysis of size of particles for suspension firing. Index 1-3 have
the mean diameters: D3,particle = 0.1 mm, D1,particle = 1 mm and
D2,particle = 5 mm. . . . . . . . . . . . . . . . . . . . . . . . . . . 120
B.11 Ash fraction of the particles in the lower part of the boiler. a)
Boiler seen from the back. b) Boiler seen from the side. It is seen
that the small particles burn almost instantly . . . . . . . . . . . 121
B.12 Residence time of particles . . . . . . . . . . . . . . . . . . . . . . 121
B.13 Mole fraction of volatiles in the continuum at the mid-plane of
the boiler . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 122
B.14 Iso surface of the mole fraction of volatiles in the continuum seen
from the front side. Iso value of 2 · 10−6 . . . . . . . . . . . . . . . 122
B.15 Iso surface of the mole fraction of volatiles in the continuum, seen
from the side. Iso value of 2 · 10−6 . . . . . . . . . . . . . . . . . . 123
B.16 Temperature in the lower part of the boiler. a) Boiler seen from
the side. b) Boiler seen from the back. . . . . . . . . . . . . . . . 124
B.17 H2 O mass fraction of the wood chips before landing on the bed.
125
B.18 Thermal picture of the grate during production. . . . . . . . . . . 126
B.19 Temperature at the grate calculated by the bed model, seen from
the top of the boiler. . . . . . . . . . . . . . . . . . . . . . . . . . 126
B.20 Temperature at the lower part of the boiler. . . . . . . . . . . . . 127
B.21 Residuals for the simulation behind the results in the suspension
firing and bed model analyses. The high spikes are the results of
Lagrangian particles being injected. . . . . . . . . . . . . . . . . . 128
B.22 Detailed mesh showing the curvature resolvement for a) Refined
mesh using the generalized cylinders tool b) Ordinary polyhedral
mesh. No surface mesh was generated due to graphical memory
problems caused by the many surface cells. . . . . . . . . . . . . 129
B.23 Temperatures in the SH3 tubes, when simulating the tubes separately, a constant heat flux as BC and altered Cp value. . . . . . 131
LIST OF FIGURES
89
B.24 The main monitor values for convergence in the separate steam
simulation. a) The average outlet temperature. b) The residuals
for the simulation. . . . . . . . . . . . . . . . . . . . . . . . . . . 132
90
LIST OF FIGURES
List of Tables
1.1
1.2
2.1
2.2
3.1
3.2
4.1
The design and measured thickness at all 14 tube rows in the four
positions indicated at Figure 1.1, adopted from [17]. . . . . . . .
3
Corrosion rates for the two tube thickness’s. The measured thickness is the minimum measured thickness by Verdo and Force.
The min. thickness is the minimum thickness estimated by Force
Technology - Korrosion og Metallurgi before risk of rupture. The
Corrosion rate are the estimated future rates estimated by Force
Technology - Korrosion og Metallurgi based on corrosion history
and temperature, adopted from [17]. . . . . . . . . . . . . . . . .
4
Proximate analysis of the fuel used at Verdo. 1) Wood chips. 2)
Dark bio-pellets. 3) Light bio-pellets (oat peel). 4) Light biopellets 2. 4) Seed pellets. 5) Wood pellets. 6) Miscellaneous
biomass dust. See Appendix C.6 on page 144 for analysis and
pictures. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10
Ultimate analysis of the fuel used at Verdo on dry basis with
the Gross Calorific Value(GCV), and Net Calorific Value(NCV).
1) Wood chips. 2) Dark bio-pellets. 3) Light bio-pellets (oat
peel). 4) Light bio-pellets 2. 4) Seed pellets. 5) Wood pellets. 6)
Miscellaneous biomass dust. See Appendix C.6 on page 144 for
pictures. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10
Pressure for creation of metal chlorides, and the temperatures
where the pressure is 10−4 atm (T4 ) and 10−6 (T6 ), adapted
from [19]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13
The used fractions for evaporation, devolatization, char burnout
and release of KCl at the different zones. Zone A is the landing
zone of the wood chips. . . . . . . . . . . . . . . . . . . . . . . .
28
Table of used Lagrangian models to simulate the Lagrangian
phase for coal combustion . . . . . . . . . . . . . . . . . . . . . .
36
92
LIST OF TABLES
A.1 Table over all heat exchangers and their main values. Enthalpies
found from [38]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107
A.2 Pressure drop values for the heat exchangers and the values used
for the calculations. . . . . . . . . . . . . . . . . . . . . . . . . . 108
B.1 Table of the calculated velocities for the secondary air nozzels.
The numbering is 1 as the bottom nozzles in the furnace and 4
as the top nozzles. . . . . . . . . . . . . . . . . . . . . . . . . . . 110
C.1 Monitor image of the air used for primary and secondary air inlets136
C.2 Monitor image of temperature and mass flow of cooling water/steam137
C.3 Monitor image of wood chip conveyor belt . . . . . . . . . . . . . 138
C.4 Monitor image of biomass for suspension firing conveyor belt . . 139
Bibliography
[1] Wikipedia.org: 11-7-2012, http : //en.wikipedia.org/wiki/Greenhouse
_gas#Greenhouse_gases
[2] Energistryrelsen (DK) : 11-7-2012, http : //www.ens.dk/da − DK/U nder
grundOgF orsyning/V edvarendeEnergi/bioenergi/Biomasse/Sider/F orside.aspx
[3] Frandsen, J. Flemming; 2009, Ash Formation, Deposition and Corrosion
When Utilizing Straw for Heat and Power Production - Doctoral Thesis,
DTU-CHEC
[4] Knudsen, N. Jacob; 2004, Volatilization of Inorganinc Matter during Combustion of Annual Biomass - Ph.D. Thesis, DTU-CHEC
[5] Nielsen, P. Hanne; 1998, Deposition and High-Temperature Corrosion in
Biomass-Fired Boilers - Ph.D. Thesis, DTU-CHEC
[6] Mueller, C.; Selenius, M.; Theis, M.: 2005, Deposition behaviour of molten
alkali-rich fly ashes - development of a submodel for CFD applications.
Elsevier, pp. 2991-2998.
[7] Yin, C.;Kær, S. K.; Rosendahl, L.; Hvid, S.L.: 2010, Co-firing straw with
coal in a swirl-stabilized dual-feed burner: Modelling and experimental
validation, Bioresource Technology, 101, p.4169-4178
[8] Yin, C.; Rosendahl, L.; Kær, S. K.; Clausen, S.: 2008, Mathematical Modelling and Experimental Study of Biomass Combustion in a Thermal 108
MW Grate-fired boiler, Energy & Fuels, 22, p.1380-1390
[9] Kær, S. K.: 2001, Numerical invetigation of deposit formation in straw-fired
boilers, Ph.D thesis- Aalborg University
[10] Kær, S. K.; Rosendahl, L. A.; Baxter, L. L.: 2006, Towards a CFD-based
mechanistic deposit formation model for straw fired boilers. Fuel, pp. 833848
[11] Kær, S. K.: 2004, Numerical moddeling of a straw-fired grate boiler, Fuel,
83, p. 1183-1190
94
BIBLIOGRAPHY
[12] Dudek S. A.; Wessel R. A.; Strempek J. R.: 119, Three-Dimensional Numerical Modelling of Stoker-Fired Power Boilers, Presented at the 1999
ASME International Mechanical Engineering Congress and Exposition,
Nashville, Tennessee
[13] Molcan, P.; Caillat, S.; Le Gleau, F.; Perdrix, E.: 2010, NUMERICAL SIMULATION OF WOOD CHIPS COMBUSTION IN 25 MW
SPREADER STOKER BOILER, Third International Symposium on Energy from Biomass and Waste, Venice, Italy
[14] Belosevic, S: 2010, Modelling approaches to predict biomass co-firing with
pulverized coal, The Open Thermodynamics Journal, 4, 50-70
[15] Kühlert, K.; Nester, S.; Denison, M.: 2001, Development and validation of a
Fluent-based CFD model for combined wood waste, sludge and natural gas
combustion in a stoker boiler, TAPPI Engineering/Finishing & Converting
Conference (Pulp & Paper Industry), San Antonio, Texas, Sept. 16-20, 2001
[16] Zevenhoven-Onderwater, M.; Blomquist, J. P.; Skrifvars, B. J.: 1999, The
prediction of behaviour of ashes from five different solid fuels in fluidised
bed combustion. Fuel, Volume 79, pp. 1353-1361.
[17] Holst, J.N.: 2011, Vurdering af restlevetid på overhederslanger kedel 2,
Force Technology, Department of Korrosion og Metallurgi, DK-Brøndby
[18] Yin ,C.; Rosendahl, L. A.; Kær, S. K.: 2008, Grate-Firing of biomase for
heat and Power production, Progress in Energy and Combustion Science,
34, p. 725-754
[19] Henriksen, N.; Busse, O.; Johnsen, J. B.: Forebyggelse af korrosion og
belægningsdannelse, Elsam -PSO projekt nr. 3142, 2003.
[20] Johansen, J. M.; Jakobsen, J. G.; Frandsen, F. J.; Glarborg, P.: 2011,
Release of K, Cl and S during Pyrolysis and Combustion of High-Chlorine
Biomass. Energy & Fuels, pp. 4961-4971
[21] Bjørkman, E.; Strømberg, B.: 1997, Release of Chlorine from Biomass at
Pyrolysis and Gasification Conditions. Energy & Fuels, Volume 11, pp.
1026-1032
[22] Hansen, J. V.; Petersen, S. S.; Hove, E. A.: 2011, Katalog over
Skadesmekanismer i forbrændingsanlæg, Force Technology, Department of
Industrial Processes, DK-Lyngby
[23] Westborg, S.; Sørensen, K.G.: 2011, Undersøgelse af belægning på overhederrør, Verdo, Force Technology, Department of Korrosion og Metallurgi,
DK-Brøndby
BIBLIOGRAPHY
95
[24] Pitman, J.: 2006, Probability, Springer, Third Edition
[25] Hansen, J. V.; Petersen, S.S.; Hove, E.A.: 2011, Katalog over
Skadesmekanismer i forbrændingsanlæg, Force Technology, Department of
Industrial Processes, DK-Lyngby
[26] White F. M.: 2006, Viscous fluid flow, McGraw-Hill, 3. edition.
[27] Sumer, B. M.: 2007, Lecture notes on turbulence, DTU, MEK
[28] Wilcox D. C. : 1994, Turbulence Modelling for CFD, DCW Industries,
Inc.,La Canada, California.
[29] Bingham, B. B.;Larsen, P. S.; Barker, V. A: 2011, Computational Fluid
Dynamics - Lecture Note for Ccurse no. 41319, DTU, Lyngby, Denmark
[30] STAR-CCM+ help file, vers. 7.02.011
[31] Larsen, S. Poul; Carlsen, Henrik; Teknisk Termodynamik: DTU-Institut
for Mekanisk Energy, 2008
[32] Incropera, F; Dewitt, D; Bergman, T; Lavine, A; 2007, Introduction to
Heat Transfer, 5.th Edition, University of California, John Wiley & Sons
[33] White, F. M.: Fluid Mechanics, McGraw-Hill, 6. edition
[34] Riedl, R; Dahl, J.:1999, Corrosion in fire tube boilers of biomass combustion
plants, Proceeding of the China International Corrosion Control Conference
’99, Nr. 90129, China
[35] http : //www.simetric.co.uk/si_wood.htm , 25-06-2012
[36] Schwager, T.; Becker, V.; Poschel, T: 2008, Coefficient of tangential restitution for viscoelastic spheres, The European Physical Journal, E. 27, 107-14
[37] Turns, R. Stephen; An introduction to Combustion - Concepts and Applications, 2. edition; McGraw-Hill, 2000
[38] http : //www.peacesof tware.de/einigewerte/wasser_dampf _e.html,
may-2012
[39] Zbogar, A; Frandsen, F: 2003, Surface Emissivity of Coal Ashes, IFRF
Combustion Journal, Article Nr. 200305
[40] Robinson, A; Buckley, S; Baxter, L: 2001, Experimental Measurements of
the Thermal Conductivity of Ash Deposits: Part 1. Measurement Technique, Energy & Fuels, 15, p. 66-74
96
BIBLIOGRAPHY
[41] Lu, H; Ip, E.; Scott, J.; Foster, P.; Vickers, M., Baxter, L.L.: 2008, Effects
of particle shape and size on devolatilization of biomass particles, Fuel, 89,
p. 1156-1168
[42] Rosendahl, L.A.; Yin, C.; Kær, S.K.; Friborg, K.; Overgaard, P: Physical
characterization of biomass fuels prepared for suspension firing in utility
boilers for CFD modelling, Biomass & Energy, 31, p. 318-325
[43] Syred, N.; Kurniawan, K.; Griffiths, T.; Gralton, T.; Ray .R.: 2007, Development of fragmentation models for solid fuel combustion and gasification
as subroutines for inclusion in CFD codes, Fuel, 86, p. 2221-2231
[44] Saripalli, R.; Wang T.: 2005, SIMULATION OF COMBUSTION AND
THERMAL FLOW IN AN INDUSTRIAL BOILER, Proceedings of the
Twenty-Seventh Industrial Energy Technology Conference, New Orleans,
LA
Appendix A
Models used in STAR-CCM+
The used models are explained in this appendix. For some models certain values
was derived. These derivations can also be found in this appendix.
A.1
Modelling Lagrangian particles
For simulating suspension firing of biomass the STAR-CCM+ coal combustion
model for Lagrangian particles was used. The set-up and main models used by
STAR-CCM+ will be explained in the following.
A.1.1
Momentum balance for particles
The momentum balance for material particles are:
mp
dvp
= Fs + Fb
dt
(A.1)
Where mp is the mass and vp is the velocity of the particle, t is time, Fs is
the surface force and Fb is the body force. The surface and body forces can be
divided into:
(A.2)
Fs = Fd + Fp + Fvm
Fb = Fg + Fu
(A.3)
where Fd is the drag force from the continuous phase, Fp is the pressure force
from gradients in the static pressure of the continuous phase, Fvm is the virtual
mass added to the particles as it accelerates the continuous phase, Fg is the
gravity force and Fu is a user defined force. The Fvm is neglectable as the
particle density is much higher than the continuous phase and there fore not
98
APPENDIX A. MODELS USED IN STAR-CCM+
activated, [30]. Nor is there defined any user defined forces. The drag force is
calculated as:
1
(A.4)
Fd = CD ρAp |vs |vs
2
Here vs is the particle slip velocity and CD is the drag coefficient calculated
from the Schiller-Neumann correlation found in [30] and Ap is the surface area
of the particle.
A.1.2
Lagrangian Energy Model
The energy model for Lagrangian particles is the heat transfer coefficient, hp ,
for the particle. This is found from the Nusselt number(Nu):
hp =
Nup · k
)
Dp
(A.5)
Here Dp is the diameter of the particle and k is the thermal conductivity of
the continuum phase. The Nusselt number is calculated by the Ranz-Marshall
correlation:
1
1
(A.6)
Nup = 2(1 + 0.3Rep2 Pr 3 )
Where Re is the Reynolds number and Pr is the Prandtl number of the continum
phase, [30].
A.1.3
Turbulent Dispersion
The turbulent dispersion introduces the effect of small unresolved turbulent
eddies and thus randomness into the Lagrangian particle tracks. This is done
through the RANS model and a random-walk technique explained in reference
[30]. In the RANS model the fluctuating part u′ cause the random source.
A.1.4
Two way coupling
In the default one-way coupling only the continuous phase effect the Lagrangian
phase through drag and heat transfer. However as the size of the Lagrangian
particles are relative big in relation to the continuum volume cells, a two-way
coupling between the continuous phase and the Lagrangian particles was chosen.
This adds a source in the continuous phase equations.
A.1.5
Coal combustion of Lagrangian particles
The coal combustion model include the coal moister evaporation, first-order char
oxidation and two-step devolatization submodels.
A.1. MODELLING LAGRANGIAN PARTICLES
99
The evaporation model
The evaporation model assumes that the water of the particle is located as film
on the particle surface. Before the release of volatiles and char combustion
can take place, all the water on the surface has to be evaporated. This is a
reasonable initial model, as the water in the particles probably will keep the
temperature of the particle at 100 ◦ C, until the majority of water is evaporated.
The STAR-CCM+ formulation is that of the Quasi-Steady Single-Component
Droplet Evaporation model as applied to a water droplet, and the associated
Sherwood and Nusselt numbers are calculated using the Ranz-Marshall correlation, [30].
Devolatization models
A one step or two step devolatization model can be used in order to simulate
the release of volatiles from the particles. In eq. (A.7) to (A.9) the general
devolatization model for n steps are described according to reference [30]:
rawcoalp −→ V Mpn (g) + (1 − V Mpn )(char)p
(A.7)
Here V Mpn is the volatile matter content of the proximate analysis and (char)p
is the char in the particle. The kinetic rate of volatile matter production for the
n’th step, rvpn , is expressed as:
rvpn = cpn V Mpn γcp
(A.8)
Here γcp is the mass fraction of coal and cpn is the reaction rate constant defined
as:
B
A
Epn
cpn = Apn exp −
(A.9)
RTp
Here Apn is a pre-exponential factor, Epn is the activation energy for the particle
in the n’th reaction, R is the universal gas constant and Tp is the temperature
of the particle. The default choice in STAR-CMM+ is a two step model with
given release rates and activation energies for both steps. The two step model
is more accurate when knowing the parameters for each step, as it is for the
well tested combustion of coal particles. As little or no knowledge is know
about these parameters for biomass, the simple one step model is used. The
activation energy and pre-exponential release factor are fund in reference [14]
J
and Apn = 1 · 106 s−1 respectively.
as Epn = 7.4 · 107 kg·mol
Char oxidation
The char is the residue after the devolatization, which is generalised to pure
carbon. The used oxidation processes in this work is done by O2 , but could also
100
APPENDIX A. MODELS USED IN STAR-CCM+
have been by H2 O and CO2 . The oxidation reaction is:
2 C + O2 −→ 2 CO
(A.10)
The reaction rate is based on the diffusion of O2 to the particle and a mass
balance of the V M produced from devolatization, and can be found in reference
[30]. The reaction rate constant, kc , for the specific oxidation reaction is:
A
Ec
kc = Ac Tp exp −
RTp
B
(A.11)
Here Ec is the activation energy for the char and Ac is a pre-exponential factor.
Mass distribution of the volatile species
The four main components in the coal model, rawcoal, char, ash and water are
defined in the following way. The rawcoal consist of volatiles and char, where
volatiles are the volatile species such as CO, CO2 , H2 and CH4 and the char is
the fixed carbon in the particle. Thus the raw coal is the dry, ash free part of
the biomass. Ash is an inert component and only contributes with mass in this
study, while water evaporates from the particle.
Derivation of mass distribution for volatiles
To find the mass distribution of the volatile species, the fractions of VM, C, ash
and H2 O in the proximate analysis in Table 2.1 must be used. These fractions
must be combined with the ultimate analysis with the atom constitution. The
volatile species only contain the atoms C, O, H, K and Cl in this study. To fulfil
mass conservation the molar mass, M, of the atoms and the molar mass of the
volatile species is used to set up a set of linear equations, [13]:
12
12
12
· XCH4 +
· XCO +
· XO2 = YC,vol
16
28
44
(A.12)
16
32
· XCO +
· XCO2 = YO,vol
28
44
(A.13)
4
· XCH4 + XH2 = YH,vol
16
(A.14)
XKCl = YKCl,vol
(A.15)
Here Yi,vol is the mass fraction of C, O, H and KCl of the volatiles, and Xi is
the unknown mass fraction of the volatile species CH4 , CO, CO2 , H2 and KCl.
A.1. MODELLING LAGRANGIAN PARTICLES
101
The coefficients are the ratio of the molar mass of the atoms and the molar
mass of the volatile species. E.g. in eq. (A.12) the first coefficient is the ratio
M
of M C = 12
16 , here rounded of for simplicity in the text. The mass fraction
CH4
Yi,vol can be found by dividing the mass fractions from the dry ultimate analysis,
Yi,ult , with the mass fraction of the volatiles, volf rac , see eq. (A.16) to (A.20).
volf rac = YC,tot − YC,f ixed + YO + YH + YKCl = 0.8796
(A.16)
YC,ult − YC,f ixed
= 0.4625
volf rac
(A.17)
YO,vol =
YO,ult
= 0.4681
volf rac
(A.18)
YH,vol =
YH,ult
= 0.0688
volf rac
(A.19)
YKCl,ult
= 0.0007
volf rac
(A.20)
YC,vol =
YKCl,vol =
In order to have mass conservation, the sum of the mass distribution after the
volatization should be the same as before volatization minus the mass fraction
q
Yi,vol = 1, see
of the fixed carbon, YC,f ixed = 0.07 and ash, Yash = 0.0381, i.e.
eq. (A.21).
XCl2 + XCO + XCO2 + XH2 + XCH4 = YC,vol + YO,vol + YH,vol + YKCl,vol = (A.21)
0.4625 + 0.4681 + 0.0688 + 0.0007 = 1
Further more the ratio between CO2 and CO is temperature dependant, and is
found using the same equation from the bed-model
3
−6400 K
Ratio = 2510 · exp
T
4
3
−6400 K
= 2510 exp
1373 K
4
= 26.66
(A.22)
Here it is assumed that the volatiles are released during suspension firing, where
an average temperature off 1100◦ C is estimated. This gives an additional equation:
xCO
= 26.66
(A.23)
xCO2
Equation A.12 to A.23 can be solved using a mathematical program e.g. Maple,
where equation A.12, A.13, A.14, A.21 and A.23 are solved as a linear set of
equations yielding the unknowns: XCH4 = 0.1594, XCO = 0.7817, XCO2 =
0.0293, XH2 = 0.0290 and XKCl = 0.0007
102
APPENDIX A. MODELS USED IN STAR-CCM+
Derivation of heat of formation for raw coal
In order to calculate the energy release from the biomass correctly, STARCCM+needs the heat of formation for the rawcoal in [ kJ
kg ], which in this case
is the heat of formation of the dry, ash free biomass. Using eq. (2.35) from
reference [37] the amount of heat removed from a system can be calculated as
hR = hprod − hreac
(A.24)
Here hprod is the enthalpy of the volatile products CO, CO2 , H2 , H2 O and CH4 ,
hreac is the heat of formation for the reactants and thereby the raw coal heat
of formation,hf ormation , and hR is the enthalpy of the reaction. The heat of
combustion, hc , also known as the Gross Calorific Value for the fuel, is the same
as the enthalpy of reaction, hR , but with opposite sign, see Table 2.1 for value.
Eq. (A.24) can be rewritten to find hf ormation
hR = −hc = hprod − hreac
(A.25)
hc = hreac − hprod
(A.26)
hf ormation = hc + hprod = GCV + hprod
(A.27)
As mentioned before the hprod is the enthalpy of the combustion products. The
combustion products is better defined as the end products after all combustion
reactions. Here it is assumed that water is evaporated so the raw coal devolatile
to volatile gasses and char:
Rawcoal −→ V olatiles + char
(A.28)
The volatiles was described earlier as
volatiles −→ CO + CO2 + H2 + CH4
(A.29)
CO, H2 and CH4 will react with O2 and burn as gasses:
1
CH4 + O2 −→ CO + 2H2
2
(A.30)
1
CO + O2 −→ CO2
2
(A.31)
1
H2 + O2 −→ H2 O
2
(A.32)
From eq. (A.30) to (A.32) it can be seen that the end combustion products
is H2 O and CO2 for a complete combustion, leaving H2 O and CO2 as hprod
A.1. MODELLING LAGRANGIAN PARTICLES
è
103
é
kJ
in eq. (A.24). The units of eq. (A.27) is in kmol
, all though it can also be
written
è éon a mass basis. The units of the heat of formation in STAR-CCM+
was kJ
kg , and the above equations are only general combustion equations with
no considerations of the coefficients of the species in eq. (A.29). In order to find
the heat of formation of the final combustion products, we therefore need to use
the coefficients of the volatile gasses for combustion of one kg of bio-mass first.
The distribution of the species is then converted to a /mol basis in order to use
the enthalpies of the products to find the heat of formation. Finally the heat of
formation can be converted back to a basis of /kg for the STAR-CCM+ input.
Using the coefficients for the volatile species found in section Appendix A.1.5
on page 100 eq. (A.29) can be written
1 kgvolatile −→ 0.782 kgCO + 0.029 kgCO2 + 0.029 kgH2 + 0.159 kgCH4 (A.33)
To convert eq. (A.33) to a mol basis the molar masses of the species are
kg
kg
kg
used, MCO2 = 44.008 kmol
MCO = 29.009 kmol
, MCH4 = 16.042 kmol
, MH2 =
kg
2.016 kmol
:
1 kgvol =
A
0.782
29.009
kg
kg
kmol
B
CO
A
+
0.029
44.008
kg
kg
kmol
B
A
+
CO2
0.029
2.016
0.027 kmolCO + 6.66 · 10−4 kmolCO2 + 0.015 kmolH2
kg
kg
kmol
B
A
+
0.159
kg
kg
kmol
16.042
(A.34)
+ 0.010 kmolCH4
H2
Plugging the coefficients from eq. (A.34) into eq. (A.30) yields:
1
0.010 CH4 + 0.010 · O2 −→ 0.010 CO + 0.020 H2
2
(A.35)
The CO produced in eq. (A.35) must be included in eq. (A.31)
1
(0.010 + 0.027) CO + (0.010 + 0.027) O2 ≫ 0.037 CO2
2
(A.36)
Likewise must the H2 produced in eq. (A.35) be included in eq. (A.32)
(0.020 + 0.015) H2 + (0.020 + 0.015)
1
O2 −→ 0.035 H2 O
2
(A.37)
Thus the complete combustion of one kg volatiles produce:
CO2 = 0.037 kmol + 6.66 · 10−4 kmol = 0.038 kmol
(A.38)
H2 O = 0.035 kmol + 0.015 kmol = 0.050 kmol
(A.39)
MJ
kmol
From reference [37], the heat of formation for CO2 = −395
and H2 O =
MJ
at 1400 K is found. This yields a hprod for one kg of volatiles:
−250 kmol
3
hprod = 0.038 kmolCO2 · −395
MJ
kmol
4
3
+0.049 kmolH2 O · −250
MJ
kmol
4
= −27.2
MJ
kgvol
(A.40)
B
CH4
=
104
APPENDIX A. MODELS USED IN STAR-CCM+
As the preceding calculations was done for one kg of volatiles and the volatile
fraction of one kg of rawcoal was found in eq. (A.16) as 0.8796, hprod for one kg
of rawcoal is:
hprod = −27.2
MJ
kgvol
· 0.8796
kgvol
kgrawcoal
= −23.9
MJ
(A.41)
kgrawcoal
Using eq.(A.27) the heat of formation for STAR-CCM+ can be found:
hf ormation = GCV + hprod = 19.5
A.1.6
MJ
kg
− 23.9
MJ
kgrawcoal
= −4.3
MJ
kg
(A.42)
Particle Radiation
The particle radiation model is a part of the radiation model for the continuous
phase. There is a two way coupling of the radiation between the continuum
and particles. The particle generates a source term in the continuum energy
equation as explained in the next section. As the particle is able to store heat
the term is also found in energy equation for the particle.
A.2
Modelling radiation
Different radiation models are available in STAR-CCM+ depending on the required physics. For a continuum with a media transparent to radiation but with
boundaries having radiation properties the surface to surface, S2S, model can be
used. However as this work models a real gas with combustion, the media participation of the gray gasses regarding absorbing, emitting and scattering can not
be neglected. Thus the more computational heavy model Participating Media
Radiation, DOM, is used. The model uses the Discrete Ordinate Method, hence
the abbreviation DOM. The gray gasses in this work are H2 O and CO2 . The
model also include particle radiation from Lagrangian particles when activated
here, meaning that radiation has to be selected in the Lagrangian models.
In the STAR-CCM+ help guide, reference [30], the basic model equation for
describing a beam of radiation and how it looses energy due to absorption, gain
energy by emission and redistributes energy by scattering is:
ksλ
dIλ
= −βλ Iλ + kaλ Ibλ +
ds
4π
Ú
4π
Iλ (Ω)d(Ω) + kpaλ Ipbλ +
kpsλ
4π
Ú
4π
Iλ (Ω)d(Ω)
(A.43)
Here λ is the wavelength, Iλ is the radiant intensity at wavelength λ, Ibλ is the
black body intensity, Ω is the solid angle, βλ is an extinction coefficient, kaλ is
the absorption coefficient at wave length λ, ksλ is the scattering coefficient at
wavelength λ, kpaλ is the particle absorption coefficient at wavelength λ, kpsλ is
A.3. SIMULATING HEAT EXCHANGERS WITH POROUS MEDIA
REGIONS
105
the scattering coefficient at wavelength λ and s is the distance in Ω direction.
The extinction coefficient is defined as:
βλ = kaλ + ksλ + kpaλ + kpsλ
(A.44)
The absorption, scattering and emissivity coefficients and the solid angle are parameters available for the user to define. The solid angle Ω is a three-dimensional
measure of a sphere with Si-units steradians [sr]. A full sphere corresponds to
4π sr, [30]. In the DOM model in STAR-CCM+ the the number of ordinates
must be defined, where 4 ordinates divide the sphere seen by a cell into 4 solid
angles. Thus the higher the number of ordinates the more accurate a solution.
The default value of 4 ordinates have been used in this work.
The emissivity, ǫ, is used in the radiant intensity Iλ for a gray body as:
I = ǫσT4
(A.45)
where σ is the Stefan-Boltzmann constant.
In [39] several experiments on coal ash emissivities are compared. It shows that
the emissivity are temperature dependant, but can be regarded as constant for
small temperature intervals as found in the SH3 region. No sure value could
be found however, as the different experiments compared, showed a quite large
spread in the found values, e.g. 0.38-0.65 at 1000K. A rough mean of the values,
0.55, is adopted for the emissivity used in this work at the SH3 surfaces.
A.3
Simulating heat exchangers with porous media
regions
The SH3 was fully resolved. In order to save computational cells in the less
important section of the boiler, superheater 1 and 2(SH1-2) and the economisers(ECO), are simulated with blocks of porous media. These induce a pressure
and heat loss. See Figure A.1 for location of the heat exchangers.
106
APPENDIX A. MODELS USED IN STAR-CCM+
Figure A.1: Illustration of the porous media blocks.
The pressure drop and heat flux must be calculated analytical and given as
input to STAR-CCM+, this is done in the following.
A.3.1
Energy extracted from the heat exchangers
From Appendix C.2 on page 137 the temperature and mass flow values of the
superheated steam can be found. The effect can be calculated as, [31]:
Q̇ = ṁ · Cp · (Tsteam,out − Tsteam,in ) = ṁ · (hsteam,out − hsteam,in )
(A.46)
Based on the running conditions of the plant the effect of each heat exchanger
is calculated, and listed in Table A.1:
A.3. SIMULATING HEAT EXCHANGERS WITH POROUS MEDIA
REGIONS
107
Table A.1: Table over all heat exchangers and their main values. Enthalpies found from
[38].
ECO 1 sec. 1
ECO 1 sec. 2
ECO 2
Walls
SH1
SH2
SH3
ṁ [Kg/s]
Pressure [bar]
Tsteam,in [C]
Tsteam,out [C]
hin [kJ/kg]
hout [kj/kg]
Q̇ [MW]
29
29
29
29
29
29
29
155
145
135
120
120
115
109
159
200
242
316
325
379
448
200
242
316
325
382
448
490
680.13
857.89
1048.21
1434.95
2688.40
3000.55
3222.18
857.89
1048.21
1434.95
2688.4
3000.55
3222.18
3337.38
-5.16
-5.52
-11.22
-36.35
-9.05
-6.43
-3.34
T otoutput
-40.72
from Heat ex.
T otoutput
from boiler
The calculations can be checked with the output from the plant as a total. The
total output for the plant is found in Appendix C.2 on page 137 to Q̇tot =
Ẇelectrical + Q̇thermal = 32.5 MW + 106 MW = 138.6 MW. As the values
in Table A.1 are for one boiler the total potential energy for Verdo would be
154.14 MW. An energy loss of 15.54 MW or 10% are there fore seen for the
entire system which seems reasonable.
A.3.2
Pressure drop over the heat exchangers
The pressure drop over a heat exchanger can be estimated with analytical formulas, depending on the number of rows, spacing, size of tubes, flow velocity,
viscosity and temperature. To estimate the pressure loss a calculating sheet
developed by Force Technology was used. This sheet uses the formulas of (VDIWärmeatlas 7. auflage 1994), and is not explained further. The geometric values
was found from the drawings of the heat exchangers. The results are presented
in Table A.2.
-77.07
108
APPENDIX A. MODELS USED IN STAR-CCM+
Table A.2: Pressure drop values for the heat exchangers and the values used for the
calculations.
ECO 1 sec. 1
ECO 1 sec. 2
ECO 2
SH1
SH2
U [m/s]
5
5
5
5
5
N
16
14
16
17
24
dlong [mm]
90
90
90
130
46
dtrans [mm]
200
200
200
200
215
∆P [P a/m]
28
24.42
22
17.17
9.93
∆P [kg/m4 ]
1.12
0.98
0.88
0.69
0.4
Appendix B
Preliminary analyses
The preliminary analyses conducted prior to the main simulation of this thesis
can be found in this appendix.
B.1
Primary and secondary combustion air
The methods for estimating the inlet values for the primary and secondary air
will be elaborated in the following.
B.1.1
Primary air
Very little exact information was available about the distribution of the primary
air for the grate. The duct system is a main duct separating into two ducts, one
for each side of the furnace. At each side, the ducts branches off into additional
four ducts leading in and under 4 zones of the grate. The controls for adjusting
the airflow was a simple mechanical leaver placed at each of the four branches
at each side. The settings for these leavers were: 1/4, 1/2, 1 and 1, starting
from the front of the furnace. Verdo provided a crude but simple method for
0.5
1
1
distributing the flow through each zone as: 0.25
2.75 , 2.75 , 2.75 and 2.75 for zone 1, 2,
3 and 4 respectively. The fractions were applied on the mass flow of the primary
air and used in the bed model.
B.1.2
Secondary air
The inlet values for the secondary air nozzles were not available, and therefore
had to be estimated. From reference [33] the pressure drop in a pipe can be
110
APPENDIX B. PRELIMINARY ANALYSES
written as:
1
∆p = Ktot ρU 2
2
(B.1)
where Ktot is the total pressure loss coefficient due to minor and major losses,
ρ is the density of the fluid and U is the velocity of the fluid. Due to lack of
information about the pipe system, the pressure loss coefficient was difficult to
estimate and a practical approach was used.
All the air ducts have the same pressure drop as the separate ducts originate
from the main feeding duct of secondary air and terminates in the boiler, see
Appendix C.1 on page 136. The flow will automatically seek to satisfy this,
when e.g. turning a valve i one pipe(increasing K). This decrease the velocity in
the corrected pipe and increase the velocity in the other pipes to gain the same
pressure drop. However the pressure loss coefficient is related to the friction
coefficient, which is a function of the Reynolds number in the duct. Thus we
seek the velocity which is a function of it self. An iteration program was written
to solve this, see Appendix D.1 on page 154. It uses the pressure loss coefficients
for an pipe exit, the valves and wall friction and solves eq. (B.1). As the pressure
drop and mass flow is given the pipe flows are solve separately. It is assumed
that the main factor for distributing the flow is the valves. Due to the lack of
information of the rest of the pressure loss coefficients in each pipe the calculated
velocity is normalised to produce the required mass flow in the end. The code
produce the results in Table B.1:
Table B.1: Table of the calculated velocities for the secondary air nozzels. The numbering is 1 as the bottom nozzles in the furnace and 4 as the top nozzles.
Secondary nozzle string
U [m
s]
B.2
Top-Front
20.00
1. Back
33.06
2. Back
35.48
3. Back
35.63
4.Back
35.85
Distibution of wood chips on the grate
The wood chips are spread out on the bed by use of a spreader, see Figure B.1.
B.2. DISTIBUTION OF WOOD CHIPS ON THE GRATE
(a) Bottom of furnace
111
(b) Geometry of spreader plate and air nozzles
Figure B.1: Geometry of furnace at the left, and detail drawing of the spreader at the
right.
The wood chips fall down the feeding duct gaining momentum. At the exit
of the feeding ducts a carrier air jet and a small ramp is located in order to
control the direction and spreading of the chips, see Figure B.1(b). Most of
the main geometry was available but important information about the air jets
such as the nozzle geometry and number of nozzles were not. As the nozzles
contribute with a substantial amount of air to the free board, the penetration
depth of the jet into the free board is very important. A simulation of the
spreader part was therefore conducted in order to estimate the momentum and
penetration of the carrier jet. Beside the momentum information of the jet, the
distribution of the wood chips on the grate can be found from this analysis. The
distribution is used to validate the momentum of the jet, as a correct jet will
give the correct chip distribution on the grate. Most of the overall geometry
of the spreader was available, including angle of ramp plate, αramp = 5◦ , and
geometry of duct carrying the wood chips. The mass flux of wood chips for full
load on the plant was given, ṁwood = 2.38175 kg
s , see Appendix C.3 on page 138.
Beside the information found in Appendix C.1 on page 136 and Appendix C.3
on page 138, the mass flux of the air jet ṁ(air,spreader) = 3.66 kg
s , and fall height
of wood chips in duct before reaching spreader, Hf all = 3 m was provided by
Verdo. The unknown parameters were the exact particles size and distribution
on the grate, the exact density of the wood, the restitution coefficient of wood
chips bouncing of the duct and furnace walls, and geometry and numbers of
air nozzles. The simulation was made before the size distribution analysis was
available, which made the size an unknown.
As the number and geometry of the air nozzles were not know, the nozzles
was approximated with a rectangle covering the whole injection width. It is
assumed that a series of round air nozzles placed in a row with close proximity
will form one coherent jet after a small distance from the nozzle outlets, similar
to that of the rectangular outlet. Having the width of the injection part, the
112
APPENDIX B. PRELIMINARY ANALYSES
only free parameter is the height of the rectangle air nozzle when tuning the
outlet velocity. A first guess of the height of the nozzle was 25 mm, from the
illustration profile drawing of the spreader, Figure B.1(b). An average density of
kg
wood chips is found from reference [35] to approximately 500 m
3 . The size of the
wood chips was according to Verdo approximately Lwoodchip = 3 − 7 cm, with
a rectangular shape. As the only possible shape of particles in STAR-CCM+is
spherical, the used diameter is calculated from the average rectangular chips
conserving the volume, the effect of this is discussed in section 6.1 on page 65.
E.g a wood chip with dimension Vchip = 1 · 2 · 6 cm = 12 cm3 yields a particle
diameter of
Dwoodchips = 2 · r = 2 ·
ó
3
3Vchip
=2·
4π
ó
3
3 · 12 · 10−6 m3
= 0.0284 m
4·π
(B.2)
An alternative method could have been using the Discrete Element Model
(DEM) application in STAR-CCM+as this uses discrete solid particles interacting with each other. This application allows the construction of spherical
particles joined together giving non-spherical shapes. Due to increasing complexity and little extra information, this was not chosen however.
When using Lagrangian particles in STAR-CCM+ one needs to define and consider the particles interaction with boundaries. This is done by defining the
normal and tangential restitution coefficient for the particles when colliding
with walls. The normal restitution coefficient, β(n,rest) , is the ratio between the
height of a particle released with zero velocity and the height it rebounds after
a collision with a wall perpendicular to the particle trajectory.
β(n,rest) =
Hrelease
Hrebound
(B.3)
Thus a particle with a coefficient of 1 is perfectly elastic. The tangential restitution coefficient, β(t,rest) , defines how much of the velocity is lost in the perpendicular direction of the wall. Thus it can be seen as the friction between
particle and wall. In some work according to reference [36], the Columb friction
coefficient is used for the tangential restitution coefficient. These parameters are
essential when simulating particles interaction with the boundaries. No information of the restitution coefficient for wood chips was found in the literature.
Thus, a small physical test was conducted with small irregular wood pieces
released from 1 m, showing an approximate normal restitution coefficient of 0.1.
The simulation was only conducted for one half of the lower part of the furnace
with two spreaders. In this way, effects of e.g. particle size are easier illustrated,
as particle with different properties can be injected from separate spreaders. The
aim was that the momentum of the air jet should correspond to a reasonable
distribution of the wood chips on the grate for minor, average and larger sized
particles. In Figure B.2 the domain and mesh used for the analysis are shown.
B.2. DISTIBUTION OF WOOD CHIPS ON THE GRATE
113
Figure B.2: Global domain and mesh used for investigations of particle parameters. Domain is cut of by 0.5 m from the side facing the view point in the z-direction(transverse),
to shown internal mesh. The poor graphical resolution of the surface mesh is caused by
a very fine surface mesh and poor quality file from STAR-CCM+. See Figure B.3 for
better resolution of surface mesh
The wall boundary condition was used on both sides of the section. For a better
resolution of the surface mesh see Figure B.3, which shows the mesh used to
resolve the spreader and carrier jet.
114
APPENDIX B. PRELIMINARY ANALYSES
Figure B.3: Detail of the mesh near spreader plate and carrier jet nozzle. A wake
refinement was used to resolve the carrier jet.
A wake refinement tool was used to extrude the fine mesh from the nozzle. At
Figure B.4 and Figure B.5 the velocities and residence time of the particles
are shown. The inlet velocity of the carrier jet was found to vjet = 43.64 ms
from previous mentioned geometry and mass flow. It is clear that the particles
are accelerated by the carrier jet as the velocities are increased over the short
distance of the spreader plate from vp ≈ 5 ms to vp ≈ 7 ms , where vp is the
velocity of the particles. The deflection of the jet in the vertical direction is
caused by the air from the bed. For this analysis the total mass flux of air from
Appendix C.1 on page 136 where spread evenly over the entire bed, as no bed
analysis had been conducted yet. The particles are suspended in the combustion
zone for approximately 0.7-1 seconds.
B.2. DISTIBUTION OF WOOD CHIPS ON THE GRATE
115
Figure B.4: The residence time of particles and velocity magnitude profile.
Figure B.5: Detail plot of continuum and wood chip velocities. Top colorbar: Velocity
in continuum. Bottom colorbar: Velocity of particles.
116
APPENDIX B. PRELIMINARY ANALYSES
At Figure B.6 the distribution of particles are shown for a normal distribution of
the particles with a mean diameter of Dwoodchip = 0.0284 m, standard deviation
SD= 0.5 and lower and upper bound of 0.005 m and 0.06 m respectively. The
high SD generates a near uniform distribution over this interval. It shows that
the smaller wood chips travel longer out on the grate than the bigger chips. The
carrier jet cannot accelerate the larger particles as fast as the small particles
because of the higher inertia of the large particles.
In Figure B.6 the particles have the same normal restitution coefficient, β(n,rest) =
0.1.
Figure B.6: Particle distribution with same restitution coefficient, βrest = 0.1. A normal
Gaussian distribution of the Dwoodchips with a mean of 0.0284 m, SD= 0.5 and lower
and upper bounds of 0.005 m and 0.06 m respectively.
In Figure B.7 the normal restitution coefficient is analysed. Here a value of
βn,rest = 0.2 was used for the particles injected in the spreader in the back, and
βn,rest = 0.05 was used for the particle in the front spreader. A value of βt,rest =
1 was used. It shows as expected that the particles with highest coefficient
travels the longest, as these do not loose as much energy when colliding with
the duct walls.
B.2. DISTIBUTION OF WOOD CHIPS ON THE GRATE
117
Figure B.7: Particle distribution with different normal restitution coefficient, βn,rest =
0.2 for the back spreader and βn,rest = 0.05 for the spreader in the front. A constant
diameter of Dwoodchips = 0.0284 m was used. The particles residence time is illustrated
by color of trajectories.
An analysis was conducted with other values of βt,rest besides 1. These showed
that for values other than 1, the particles basically stopped/froze on the walls
in the duct leading to the spreader and carrier air nozzles. Even for high values
as 0.99. As the above analysis with βt,rest = 1 showed good results, it was
concluded to use the value of 1.
The value of 0.15 was adopted for the normal restitution coefficient for the rest
of the work. Further more it was concluded that the momentum of the carrier
air was accurate enough, as it produced good results for the distribution of
particles on the grate. According to Verdo roughly 90% of the chips land on the
back 2/3 of the grate, but no certain measurements had never been recorded.
The analysis results match this result, all though maybe overshooting with the
main wood chip mass flux on the back half of the bed. The final distribution
analysis of the wood chips is conducted in Appendix B.4 on page 125, where the
bed model and suspension firing are also investigated.
118
B.3
APPENDIX B. PRELIMINARY ANALYSES
Simulating suspension firing
The suspension firing was simulated together with the bed model. The results
in Appendix B.4 on page 125 were therefore produced along with the results
presented in this section.
In Figure B.8 the domain and mesh used for this analysis are presented. A
total of 983.530 polyhedral cells was used. The mesh was refined by volumetric
control volumes in the area where the combustion process of the suspension
firing was expected to take place. This area is visible as the ordered cells with
uniform cell sizes in Figure B.9(a).
Figure B.8: The domain and mesh used to simulate suspension firing and bed model
convergence. A total of 983.530 polyhedral cells. The top section of cells before the
domain outlet was extruded to avoid reversed flow in the simulation.
B.3. SIMULATING SUSPENSION FIRING
(a) Refined mesh in the combustion zone of
the suspension firing.
119
(b) Surface mesh of the spreading stone.
Figure B.9: Detailed mesh for a) The combustion area for suspension firing b) Surface
mesh of the spreader stone used for spreading the suspension fired fuel.
In Figure B.9(b) the spreader stone used to spread the biomass fuel are illustrated by the surface mesh. In Figure B.10 a plot of the trajectories for three
particle sizes are shown. The red trajectories are particles with a diameter of
0.1 mm, the blue trajectories are particles with a diameter of 1 mm and the
green trajectories are particles with a diameter of 5 mm. The different diameters are controlled by three different injectors, hence the title of the colorbar.
The trajectories show, that the small particles are lifted up by an up going jet
right after injection into the furnace. The medium sized particles are partially
lifted up in the middle of the furnace and partially injected all the way to the
back wall. Here they fall down onto the bed. All the large particles end up on
the bed.
120
APPENDIX B. PRELIMINARY ANALYSES
Figure B.10: Analysis of size of particles for suspension firing. Index 1-3 have the mean
diameters: D3,particle = 0.1 mm, D1,particle = 1 mm and D2,particle = 5 mm.
In Figure B.11 the particle trajectories are coloured with the fraction of ash.
Here red indicates a complete burnout of the fuel leaving only ash left in the
particles. Comparing Figure B.11 with Figure B.10 it is clear that the small
particles burn all most instantly while the large particles will burn on the bed.
It it also clear that the maximum residence time in the Lagrangian particle solver
is set to low for the large particles to burn out. In Figure B.12 the residence
time are plotted for the same trajectories as in Figure B.10 and Figure B.11.
The small particles leave the domain in approximately 2 seconds. In relation
to Figure B.11 the small particles are completely burned out in less than one
second. The results in Figure B.10 to Figure B.12 clearly show the significance
of the particle size. Thus for a correct simulation of the suspension firing the
particle distribution has to be correct.
B.3. SIMULATING SUSPENSION FIRING
(a) Ash fraction in particles seen from the front
of the boiler
121
(b) Ash fraction of particles seen from
the side of the boiler
Figure B.11: Ash fraction of the particles in the lower part of the boiler. a) Boiler seen
from the back. b) Boiler seen from the side. It is seen that the small particles burn
almost instantly
Figure B.12: Residence time of particles
In Figure B.13 the mole fraction of the released coal volatiles from the suspension
firing are shown for the mid plane of the furnace. It shows two areas with
relatively high concentrations. The area just after the entrance into the furnace
corresponds to the volatilization of the small particles. The area in the middle
of the furnace corresponds to where the medium sized particles devolatize. The
reaction coefficients in the process from the STAR-CCM+ coal volatile specie to
the actual volatile species found in Appendix A.1.5 on page 102 eq. (A.29) are
set to 1 · 106 s−1 and an activation energy of zero. This was done in order to get
122
APPENDIX B. PRELIMINARY ANALYSES
a fast, none heat demanding reaction as the reaction is not an actual chemical
reaction, see eq. (A.29) in Appendix A.1.5 on page 102.
Figure B.13: Mole fraction of volatiles in the continuum at the mid-plane of the boiler
In Figure B.14 and Figure B.15 an iso-surface is shown for the coal volatiles.
Plotting the volatiles in this way shows the volume where the main combustion
of the suspension fired fuel will take place. The main combustion is seen to take
place approximately 2/3 out from the front wall of injection. This correspond
to the approximately flame length that Verdo sees with a live camera in the
furnace. One can also see the volatilization of the medium sized particles on the
back side of the bed in Figure B.15.
Figure B.14: Iso surface of the mole fraction of volatiles in the continuum seen from
the front side. Iso value of 2 · 10−6 .
B.3. SIMULATING SUSPENSION FIRING
123
Figure B.15: Iso surface of the mole fraction of volatiles in the continuum, seen from
the side. Iso value of 2 · 10−6 .
In Figure B.16 temperature profiles for the mid plane and a cross sectional plane
are shown. As expected from a steady state simulation on a symmetric geometry,
symmetry is found. Some small none symmetric properties of the geometry is
present in the lowest string of secondary air jets on the back wall. The effect
of these in this simulation is apparently insignificant. In Figure B.16(a) the
top(and only active) jet on the front wall and the second jet from the top on the
back wall are visible. The other jets are not visible as the section does not cut
through their center. It is clear that the secondary jets push the main column of
hot air together to a relative narrow band. In Figure B.16(b) the carrier jet for
the wood chips are visible as the four light blue areas. Also one may notice the
high temperature areas surrounding these jets. This is due to the combustion
reaction between the rich CO flow from the bed and the rich oxygen flow from
the jets.
124
APPENDIX B. PRELIMINARY ANALYSES
(a) Temperature at the mid-plane
seen from the side
(b) Temperature at a plane 0.5 m
from the front wall. Plot seen from
the front side.
Figure B.16: Temperature in the lower part of the boiler. a) Boiler seen from the side.
b) Boiler seen from the back.
B.3.1
Summary on suspension firing
An analysis of the Lagrangian particles simulating the biomass fuel was conducted showing the effect of particles sizes. Small particles with size of 1 mm
or less burns almost instantly while the majority of particles of 1 cm falls to the
bed and burn there. Further more the used models predicts the flame generated
by the combustion accordingly to the description by Verdo. The secondary jets
push the main column of flue into a narrow band. The coal combustion model
was found sufficient for this work.
B.4. TUNING IN THE BED MODEL
B.4
125
Tuning in the bed model
The bed model was calibrated along with the analysis of the suspension firing.
First the final mass flux of wood chips was analysed. In Figure B.17 the distribution and water content of the wood chips are shown along with temperature
profiles described in the previous section. It shows that almost no evaporation
of the water in the wood chips occurs. Thus one can assume that the fuel input
for the bed model is the same as found in the proximate fuel analysis. The mass
flux of the wood chips onto the different bed zones was integrated and used as
input for zone A-D described in section 3.6 on page 27.
Figure B.17: H2 O mass fraction of the wood chips before landing on the bed.
The bed model used, depends on the incoming thermal radiation to calculate the
temperature and combustion process occurring on the bed. This is found using
a surface integral of the boundary irradiation in STAR-CCM+. As the radiation
in the boiler depends on the temperature, the simulation conducted in STARCCM+ and the bed model are coupled. Thus, one has to make a convergence
study on the bed model. Here one guesses at a temperature and irradiation at
first. The generated output values from the bed model are then used as input
values for the STAR-CCM+ simulation. The STAR-CCM+ simulation then
have to converge before finding the irradiation on the bed again. These values
are then used to generate a new output from the bed model and so on. 11
iterations were made before finding equilibrium between the bed model and the
STAR-CCM+ simulation. In Figure B.18 and Figure B.19 a comparison between
a thermal picture of the bed temperature and the calculated temperature from
the bed model are shown.
126
APPENDIX B. PRELIMINARY ANALYSES
Figure B.18: Thermal picture of the grate during production.
Figure B.19: Temperature at the grate calculated by the bed model, seen from the top
of the boiler.
In Figure B.18 the picture only covers one side of the grate, which is why
there is no information on the lower part of the picture. The image reflects
the temperaure just above the bed. The large yellow area corresponds to a
temperature of 1350 − 1400◦ C. The bed model was calibrated after this picture.
This means that an additional iteration process, beside the one mentioned above,
was needed in order to gain the correct temperature profile of the bed. This
process involved tuning the combustion percentages in Table 3.2 in section 3.6 on
page 27. No academic foundation was used to do this other than the experience
in the department of Industrial Processes at Force Technology and the thermal
B.4. TUNING IN THE BED MODEL
127
image. In Figure B.20 an attempt to show the temperatures near the bed are
made. The white areas of the grate right at the front and back, are the part of
the grate not included in the bed model, as the primary air ducts did not cover
these regions. An adiabatic boundary condition was used in these areas.
Figure B.20: Temperature at the lower part of the boiler.
In Figure B.21 the residuals for the simulation behind the generated results
above are presented. The fluctuation spikes are seen when the Lagrangian particles are injected. This magnitude of the spikes indicate the high coupling
between the particles and the fluid continuum. Convergence is assumed due to
decreasing fluctuations towards reasonable level of residuals for a particle combustion simulation. Also a high level of under relaxation, ωLagrange = 0.3, was
used on the Lagrangian particles to achieve the decreasing fluctuations. The bed
model was converged and tuned in the first 6900 iterations not shown. These
were left out to focus on the end result.
128
APPENDIX B. PRELIMINARY ANALYSES
Figure B.21: Residuals for the simulation behind the results in the suspension firing
and bed model analyses. The high spikes are the results of Lagrangian particles being
injected.
From the results and residuals the bed model was concluded to be a good representation of the grate firing. The values produced by this model was used
for the full boiler simulation in the next section. Thereby avoiding the time
demanding task of converging the bed model on the very large simulation.
B.5. SIMULATING THE STEAM IN THE SH3 TUBES
B.5
129
Simulating the steam in the SH3 tubes
There were some difficulties with numerical instabilities in the Bi Conjuncuated
Gradient stabilizer(BiCGstab) when simulating the steam inside of the SH3
tubes, coupled to the flue gas side, in one big simulation. After a very extensive
analysis of the problem in cooperation with CD-adapco the problem was suspected to be a bad meshing of the SH3 tubes. As the simulation already had
reached and exceeded the cell count limits, 14 million polyhedral cells, for doing
any calculations in time, a second approach to the problem was needed. First
the SH3 tubes were simulated in a separated simulation, as described in the following sections. The solution and mesh from the separate SH3 simulation was
imported into the full boiler simulation, and thereby initiating the simulating
the steam region with a stable solution. The proces and results for the separate
simulation is presented in the following.
B.5.1
Mesh used to simulate the steam in the SH3 tubes
The SH3 tubes was simulated separately in order to gain better numerical stability in the steam region. By doing this it was possible to use a meshing tool
called Generalized cylinders, which is an optional meshing tool available once
polyhedral meshing has been selected. This tool gives the possibility to stretch
the cells in the longitudinal direction of the tubes. Using this tool it is possible
to resolve the curvature of the tube walls much better, but still keeping the same
or less, overall number of cells in the steam region, see Figure B.22.
(a) Refined mesh using the generalized
cylinders tool. 3.115.040 generalized cylinder volume cells in the steam region.
(b) Mesh using ordinary polyhedral cells.
5.941.189 polyhedral volume cells in the
steam region.
Figure B.22: Detailed mesh showing the curvature resolvement for a) Refined mesh
using the generalized cylinders tool b) Ordinary polyhedral mesh. No surface mesh was
generated due to graphical memory problems caused by the many surface cells.
130
APPENDIX B. PRELIMINARY ANALYSES
Not only was the curvature resolved better, but better cell quality was gained
by using this tool with only half the number of volume cells. A target size of
1 cm and minimum size of 0.5 cm was used.
B.5.2
The physics inside the SH tubes
To simulate the physics a steady state turbulent case with real gas simulation
was set up. The K-ǫ turbulence model was used to model turbulence and the
DOM radiation model to include radiation.
The default Cp value for steam in STAR-CCM+ was found to be incorrect for
high pressures as in the SH3 tubes. The default value is a sixth order polynomial
over a temperature range from 100 to 5000 K. The polynomial fit the values for
steam at 1 atm but under estimate the values for steam at 109 bar, which is the
actual pressure in the tube, by almost a factor 2. To fix this an additional H2 O
specie was added to the simulation. As the temperature range for the steam
was suspected to be in the range of approximately 440 − 500◦ C with a Cp value
kJ
kJ
and 2.63 kg·K
respectively, a constant value in between seamed to
of 2.83 kg·K
be a reasonable first choice. The Cp value for this specie was set as a constant
kJ
value of 2.73 kg·K
at 470◦ C and 109 bar, using a zero order polynomial, [38].
This values deviates 5% from the minimum and maximum values expected in
the region.
For BC, a velocity inlet was used instead of the mass flow inlet, as the velocity
inlet is more stable. The velocity was set to get the right mass flow according to
the running conditions. For outlet conditions the pressure outlet was used, with
a value of 109 bar. A BC for the tube walls of constant heat flux was used to
fulfil the heat extracted from the system, found in Table A.1. This does not take
the local variances in heat flux into account, and will produce some areas with
higher and lower temperatures than actual are, but used as a initial estimation.
B.5.3
Results for flow in SH3 tubes separately
The simulation gave good results regarding the averaged outlet temperature,
giving a final average temperature of 488.5◦ C missing the mark of 490◦ C with
only 1.5◦ C, see Figure B.24(a) for average outlet monitor. See Figure B.23 for
at temperature profile through the pipes.
B.5. SIMULATING THE STEAM IN THE SH3 TUBES
131
Figure B.23: Temperatures in the SH3 tubes, when simulating the tubes separately, a
constant heat flux as BC and altered Cp value.
The simulation was used to export a better mesh into the full main simulation with the coupled steam region. Furthermore initialization values for for
the converged SH3 region consisting of temperature, pressure, turbulent dissipation rate, turbulent kinetic energy and velocity was imported in to the main
simulation. No prism layers was used in the tubes as the volume cells were
already small. As the outlet temperature only differed 1.5◦ C from the target,
it seemed to be an OK trade off between accuracy and wanted export values,
see Figure B.24(a). The set up of the simulation described above can be done
in a matter of hours with meshing and physics setup. The convergence on 24
processor cores was approximately 2 hours, see Figure B.24(b) for residuals.
Last drop in residuals is caused by changing the under relaxation factor for the
energy from 0.9 to 0.7.
132
APPENDIX B. PRELIMINARY ANALYSES
(a) Monitor plot for the average outlet temperature for separate steam simulation.
(b) Monitor plot of residuals for separate steam simulation.
Figure B.24: The main monitor values for convergence in the separate steam simulation.
a) The average outlet temperature. b) The residuals for the simulation.
B.6. AVERAGE OUTLET TEMPERATURE, RESIDUALS, PRESSURE
AND HEAT FLUX FOR SH3 IN FULL SIMULATION
133
B.6
Average outlet temperature, residuals, pressure
and heat flux for SH3 in full simulation
134
APPENDIX B. PRELIMINARY ANALYSES
Appendix C
Production values at Verdo
during full load
Se following pages
APPENDIX C. PRODUCTION VALUES AT VERDO DURING FULL
LOAD
136
C.1
Air monitor at Verdo
Table C.1: Monitor image of the air used for primary and secondary air inlets
C.2. STEAM MONITOR AT VERDO
C.2
137
Steam monitor at Verdo
Table C.2: Monitor image of temperature and mass flow of cooling water/steam
138
C.3
APPENDIX C. PRODUCTION VALUES AT VERDO DURING FULL
LOAD
Wood chip monitor at Verdo
Table C.3: Monitor image of wood chip conveyor belt
C.4. BIOMASS FOR SUSPENSION FIRING MONITOR AT VERDO 139
C.4
Biomass for suspension firing monitor at Verdo
Table C.4: Monitor image of biomass for suspension firing conveyor belt
140
C.5
APPENDIX C. PRODUCTION VALUES AT VERDO DURING FULL
LOAD
Fuel analysis
See following pages
144
C.6
APPENDIX C. PRODUCTION VALUES AT VERDO DURING FULL
LOAD
Size distributions for biomass fuel
See following pages
Prøver
1. Flis
2. Mørk biopiller
Prøver
3. BioPiller Lys Havre skaller
4. Biopiller Lys
5. Frøpiller
Prøver
7. Smuld
6. Træpiller
Vand, Aske og brændværdi (modtaget DTI)
Aske
%, tør
Vand
%, våd
Brændværdi (NCV)
GJ/ton , våd
1 Flis.
0,77
42,60
10,49
2.Mørk biopille.
7,72
17,02
15,67
3.Lys biopille havreskaller
3,68
8,42
17,27
4.Lys Biopille 2
2,79
13,18
16,34
5.Frøpiller.
7,28
14,23
15,61
6.Træpiller.
1,06
7,90
18,45
7.Smuld
0,58
6,17
18,88
Partikelstørrelsefraktioner
Partikelstørrelsefraktioner
Akkumuleret partikelstørrelsefordeling
Andel < 3 mm
Appendix D
Developed calculation codes
154
D.1
1
2
3
4
5
APPENDIX D. DEVELOPED CALCULATION CODES
Matlab code for pipe flow
%Denne kode bygger på bogen Fluid Mechanics af F. White og ligning (6.49) for
%beregning af friktionsfaktoren og (6.78) for beregning af
%mundingshastigheden.
%
%Ud arbejdet af Svend Skovgaard Petersen 28.06.2012
6
7
8
9
10
clc
clear all
%masseflow af hele systemet
MasseflowTarget=9.62
%kg/s
11
12
13
14
15
16
17
%Spjaeld position:
Spjaeld_pos(1) = 0.59;
Spjaeld_pos(2) = 0.76;
Spjaeld_pos(3) = 0.80;
Spjaeld_pos(4) = 0.78;
Spjaeld_pos(5) = 0.80;
18
19
20
21
22
23
24
%Spjaeld diameter:
Dh(1) = 0.508;
Dh(2) = 0.457;
Dh(3) = 0.457;
Dh(4) = 0.508;
Dh(5) = 0.3239;
25
26
27
% air fan pressure
% PB = 26−(−1.79)*100;
28
29
30
% temp luft
Temp_luft = 182;
31
32
33
34
%Spjæld tryktabskoefficienter
KS = [7.3 1.5 1.5 1.5 1.5];
35
36
37
%Dyse tryktabskoefficienter
KD = [1 1 1 1 1];
38
39
40
%densitet af luft (182 C)
rho=0.7787;
41
42
43
%kinematisk viskositet ved ca. 200C og 120 bar
vis=2.8e−5;
44
45
46
%Længde af rør
L=6;
47
48
49
%Dysemunding diameter
Dm = [0.1397 0.1397 0.1143 0.1016 0.038];
50
51
52
53
%Antal dyser på hver streng
n = [7 6 7 12 24];
54
55
56
57
%Pressure in Pa
b(1:5,1)=2600;
D.1. MATLAB CODE FOR PIPE FLOW
58
59
60
155
%pre−allokere U vektorer
U=ones(5,1)*1;
Uold=zeros(5,1);
61
62
63
64
65
66
%iterationsløkke
while all(abs(U−Uold)>1e−5)
Re=U.*Dm'./vis; %Reynoldstallet
f=(1./(−1.8*log(6.4./Re+(0.0001/3.7)^(1.11)))).^2;
Km=f.*L./Dm';
%Tryktabkoefficient pga. friktion
67
%sum(K)*rho*0.5 eq.(6.78)
A=[(KS(1)+KD(1)+Km(1))*0.5*rho;
(KS(2)+KD(2)+Km(2))*0.5*rho;
(KS(3)+KD(3)+Km(3))*0.5*rho;
(KS(4)+KD(4)+Km(4))*0.5*rho;
(KS(5)+KD(5)+Km(5))*0.5*rho];
68
69
70
71
72
73
74
%gemmer den gamle hastighed
Uold=U;
75
76
77
%løser ligningssystemet
U=sqrt(b./A);
78
79
80
end
81
82
83
84
%Beregner masseflow ud fra de fundne hastigheder
masseflow=sum(rho*Dm'.^2./4*pi.*U.*n');
85
86
87
%tjekker forholdet mellem givet og beregnet massflow
ratio=MasseflowTarget/masseflow;
88
89
90
%korrigere det beregnede masseflow
U_final=U*ratio
%Friktionsfaktor
156
D.2
1
2
3
4
5
APPENDIX D. DEVELOPED CALCULATION CODES
Matlab code for depositing particles
%Script to find which boundary faces lagrangian particles hits, and and
%sum up on flux on that face.
%Svend Skovgaard Petersen 15−06−2012
clear all
clc
6
7
8
filename='furnacein_kaer_100000.csv';
%name of output file
9
10
11
12
area=load('furnacearea.csv','csv');
%file with cell face areas
data1=load('furnaceout_kaer_100000.csv','csv'); %file with fluxdata
%data2=load('tableformatlab2.csv','csv');
%file with boundary cells
13
14
15
diff=length(data1);
l=length(area);
%number of flux hits
%number of faces
16
17
18
19
20
%Initiating zero flux on boundaries
flux=zeros(l,4);
flux(:,2:4)=area(:,2:4);
%setting coordinates
21
22
23
%matrix with cell coordinates
cellpos=[area(:,2)'; area(:,3)'; area(:,4)'];
24
25
26
%Effecktive radius of each face
radius=sqrt(area(:,1)/pi);
27
28
29
for j=1:diff
30
31
32
temp=0;
%resetting vector
33
34
35
36
% If the deposition is not zero
if data1(j,1)Ó=0
diff−j
%How far again is the calculation
37
38
39
40
%Calc. ditance between particle and cells
dis=sqrt((cellpos(1,:)−data1(j,2)).^2+(cellpos(2,:)−data1(j,3)).^2 ...
+(cellpos(3,:)−data1(j,4)).^2);
41
42
ratio=min(dis)/radius(find(dis==min(dis)));
43
44
45
46
47
48
49
indice=find(ratio*1.1*radius(:)>dis(:));
%which face does particle hit
temp=dis(indice);
disttemp=min(temp);
%finding the closets/rigth particles
k=find(disttemp==dis(indice));
%the the right indice
ind=indice(k);
if indÓ=isempty(ind)
%The particel is within effective radius
50
if flux(ind,1)==0
%is this the first particle hitting
flux(ind,1)=data1(j,1)/area(ind); %writing the flux to the face
else
%if multiple particles on face
flux(ind,1)=data1(j,1)/area(ind)+flux(ind,1);
%adding flux
end
51
52
53
54
55
56
57
else
D.2. MATLAB CODE FOR DEPOSITING PARTICLES
58
disp('error')
59
60
end
61
62
end
63
64
65
end
flux(:,1)=flux(:,1)*3600;
%rewrite to hor basis
66
67
68
69
%writing flux to commaseperated file
dlmwrite(filename,flux)
157
158
D.3
APPENDIX D. DEVELOPED CALCULATION CODES
Maple code for calculating volatile mass fraction
See following pages.
Program for calculating the mass fraction of the different vaolatiles and heat of formation for Raw Coal
used by STAR-CCM+
>
Loading LinearAlgebra
Finding the mass fraction
Molar mass of species [kg/kmol]
>
(1)
>
(2)
Procentage of C, H og O. (Fixed carbon=0.07)
>
(3)
>
(4)
>
(5)
>
(6)
>
(7)
>
(8)
Ratio between Co og CO2, CO/CO2. From the temperature:
>
(9)
>
(10)
>
(11)
>
(12)
>
(13)
>
(14)
>
(15)
>
(16)
>
(17)
Checking if the stoichiometric coefficients is 1:
>
(18)
Rounding of to get 1:
>
(19)
>
1.000
(20)
For STAR-CCM+
Number of atoms for starccm:
>
(21)
>
(22)
>
(23)
>
(24)
Finding how many mol rawcoal per kg rawcoal there is
>
(25)
>
(26)
>
(27)
>
(28)
>
(29)
>
(30)
>
(31)
>The number of Atoms, assuming that C should be one gives the:
>
(32)
>
(33)
>
(34)
>
(35)
Heat of formation i kJ/kg
enthalpy for end products [kJ/kmol]
>
(36)
Heat of formation for the products in [kJ/kg], /kg because one kg of rawcaol was used.
>
(37)
Calorific value of fuel [kJ/kg]
>
(38)
Heat of formation for fuel in [kJ/kg]
>
(39)
>
(40)