Refrigeration heat recovery system
advertisement

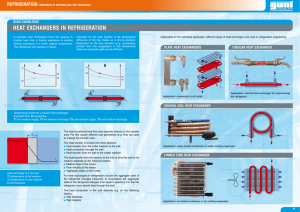
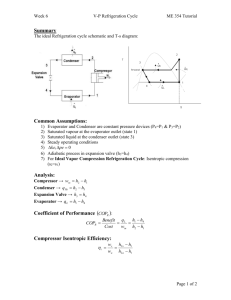
RESULT 149 IEA CA 90.075/2A.H05 OECD energy efficiency Refrigeration heat recovery Refrigeration heat recovery system Summary The system was installed in a poultry processing plant in Brampton, Ontario, Canada, owned by Maple Leaf Mills Limited, with partial funding from Energy, Mines and Resources, and the Ontario Ministry of Energy as a grant for research and development. The system was designed to recover low grade energy normally exhausted by refrigeration equipment, and upgrade this recovered waste heat using a heat pump to supply process hot water. The project has demonstrated the technical and economic viability of this system in a poultry processing plant. However, this system is not limited to poultry plants, but can be adapted for virtually all plants that require both refrigeration and hot water. To date, the heat recovery system has operated with an average Coefficient of Performance (COP) of approximately 10.7. Under these conditions, the system can provide a simple payback of approximately 2.9 years. Highlights • Payback period of 2.9 years • Reduction in refrigeration system maintenance • Improved refrigeration system efficiency Cascading condenser. Centre for the Analysis and Dissemination of Demonstrated Energy Technologies Aim of the Project expansion of the heat pump refrigerant (R12) at the same time condensing the ammonia refrigerant for the plant’s refrigeration system (ice machine). The use of this cascading system eliminates the need for an intermediate glycol runaround loop heat exchanger, reducing the investment cost of the system. The purpose of this project is to demonstrate the technical and economic feasibility of a heat recovery system to recover waste heat from the hot ammonia gas exiting the refrigeration equipment, and to use this to produce hot water for the process using a cascading heat pump. Figure 1 shows a schematic of the heat recovery system installed at the company. The Existing refrigeration equipment 177 kW cooling capacity Existing ice machine (Ammonia) NH3 111 kW cooling capacity Heat pump evaporator (cascading condenser) Shell & tube Preheater system 1st stage of heat recovery Glycol & water loop Glycol circulating pump Glycol fill pump R12 Exp. valve Condenser Plate heat exchanger Heat pump system 2nd stage of heat recovery 3.5 l/s 11.8°C Cold water supply 177 kW 24.8°C The first stage of heat recovery is a preheater system. This involves heat exchange between the ammonia refrigerant from the refrigeration equipment and a 30% solution of glycol and water in the glycol circulating The Principle The innovative feature of this system is the use of a cascading condenser. This is a heat exchanger which allows direct (Ammonia) NH3 heat recovery system is connected to approximately 460 kW of refrigeration capacity. The energy, which is normally exhausted to the atmosphere by the evaporative condensers, is recovered in two stages. Max. 63°C avg. 40.6°C 149 kW 6.8 l/s Water circulating pump Average system energy usage 27 kW 22,750 litre storage tank 40.6-63°C Existing storage tank To process 40.6-63°C Figure 1: Schematic representation of the heat recovery system. loop. This heat exchange occurs inside the shell and tube heat exchanger. The heat absorbed in the glycol circulating loop is transferred by a plate heat exchanger to the cold water supply. The glycol runaround system, that is the plate exchanger and the shell and tube heat exchanger, is necessary to ensure that the supply water does not come into direct contact with the ammonia refrigerant. The plate heat exchanger is designed to heat the incoming water by 11°C at a flow of 7.6 l/s. At lower flow rates, the cold water will be heated to higher temperature, if the refrigeration load is available. The second and principal stage of the heat recovery occurs in the cascading condenser of the heat pump. The cascading condenser is a heat exchanger which allows the ammonia refrigerant to condense thereby giving up its latent heat to the heat pump refrigerant (R12) which simultaneously evaporates. The heat pump refrigerant leaves the cascading condenser as a low pressure, low temperature gas and returns to the compressor. Here, its temperature is raised yet again before it is passed on to a condenser where its heat is transferred to the process water. The water is pumped into a 22,750 litre pressurized thermal storage tank which is connected to the plant’s existing water heating system. The Situation The basic concept has been successfully tested at a Maple Leaf Mills plant in Petersburg, Ontario, Canada, as part of a research project funded by the Canadian Electrical Association and Ontario Hydro. The system installed in Brampton is a packaged heat pump heat recovery system developed by BEST Energy Systems Inc. with the cooperation of Dryline System especially for the Petersburg project. There were no major changes to the original design other than the relocation of some equipment in the plant. The data representing the system performance for two summer months in 1987 is given below. • The hot water flow rate averages approximately 3.84.6 l/s with peaks of about 6.8-7.6 l/s. system, thus recovering more energy at minimum of cost. The installation of the heat pump has increased the capacity of the ice machine. Theoretically, it is estimated to be in the range of 1-2%, although this cannot be backed up by measured data. The increased capacity was the result of reducing the head pressure of the existing refrigeration system and thus providing a slightly higher load to the heat pump. The refrigeration heat recovery system has other benefits such as the elimination of the evaporative condenser system and a reduction in the refrigeration system maintenance. • The plate heat exchanger increases the cold water supply temperature by approximately 13°C. This represents an average of 177 kW with peaks of approximately 409 Kw. Economics • The heat pump increases the temperature of the water by approximately 8°C resulting in an average heating capacity of 149 Kw with peaks of 300 Kw. The investment for this project is CAD 165,000, including engineering (CAD 24,000), equipment; heat pump, storage tank, plate heat exchanger, pumps, cascading condenser, shell and tube condenser (total cost: CAD 104,000) and installation (CAD 37,000). • The average energy input into the heat recovery system is 27 kW. The peak energy input is 51 kW. • The average daily thermal energy delivered by the heat recovery system is 7030 kW per day or 293 kW per hour. The heat pump has a greater cooling capacity than is currently required. This gives the opportunity for additional refrigeration equipment to be added to the existing heat pump The preliminary results of this demonstration project illustrate both the technical and economic viability of this type of heat recovery system. The energy saving, assuming 75% boiler efficiency, is 330 m3 of natural gas annually corresponding to CAD 60,550. The new system eliminated the need for the older evaporative condensers, as a result the water demand is reduced by 6.8 million litres for an extra CAD 2,490 saving. Moreover, 58,125 kWh/year (the electricity used to operate the older system) is recovered, corresponding to an additional cost saving of CAD 2,325 (assuming CAD 0.04/kWh). The operating cost of the system (27 kW x 24h x 365 days x CAD 0.04) represents a supplementary cost of CAD 9,495. The net cost saving is approximately CAD 56,000 giving a simple payback of 2.9 years. This calculation does not include cost savings from improved performance of refrigeration equipment and the elimination of the maintenance cost of evaporative condensers. Host Organisation More Information Tend-R-Fresh 32 Kennedy Rd. South L6W 3E3 Brampton Ontario Canada Tel.: +1-416-453-6260 Contact: Mr J. Pimentel Dryline System 2359 Royal Windsor Drive Unit 6 L5G 4S9 Mississauga Ontario Canada Tel.: +1-416-855-2331 Contact: Mr E. Pasquini Engineering Organisation Best Energy Systems Inc. 208 Wyecroft Rd. L6K 3T8 Oakville Ontario Canada Tel.: +1-416-849-6522 Contact: Mr P. Rowles Please write to the address below if you require more information. IEA * OECD energy efficiency Swentiboldstraat 21, 6137 AE Sittard, P.O. Box 17, 6130 AA Sittard, The Netherlands, Telephone: +31-(0)46-595-224, Telefax: +31-(0)46-510-389. * IEA: OECD: IEA The Scheme The IEA was established in 1974 within the framework of the OECD to implement an International Energy Programme. A basic aim of the IEA is to foster co-operation among the 22 IEA Participating Countries to increase energy security through energy conservation, development of alternative energy sources, new energy technology, and research and development (R&D). CADDET functions as the IEA Centre for Analysis and Dissemination Demonstrated Energy Technologies for all IEA CADDET member countries. This is achieved, in part, through a programme of energy technology and R&D collaboration currently within the framework of 35 Implementing Agreements, containing a total of more than 60 separate collaboration projects. Demonstrations are a vital link between R&D or pilot studies and the end-use market. Projects are published as a CADDET ‘Demo’ or ‘Result’ respectively, for ongoing and finalised projects. This project can now be repeated in CADDET member countries. Parties interested in adopting this process can contact their National Team or CADDET. This brochure is printed on 100% chlorine-free bleached paper International Energy Agency Organisation for Economic Co-operation and Development Neither CADDET, nor any person acting on their behalf: (a) makes any warranty or representation, express or implied, with respect to the information contained in this brochure; or (b) assumes any liabilities with respect to the use of this information. It is permissible to make a copy of this publication as long as the source is acknowledged. June 1993