Global Resin Trends 2015
advertisement

00 Cover_Layout 1 12/16/14 6:57 AM Page cvr1
Plastics Engineering
JANUARY 2015
www.4spe.org ■ www.plasticsengineering.org ■ Global Resin Trends 2015: An Expert Roundtable
Global Resin Trends 2015:
An Expert Roundtable
PE
PE
■ Academic-Industry
Partnerships: Three
Examples
■ You Want a Raise?
■ PET Bottle and Film
PE/PP
Recycling
■ Polymer Degradation:
What Can Go Wrong
■ Join SPE’s “Race” at
NPE2015
PE/PP
00 Cover_Layout 1 12/16/14 6:57 AM Page cvr2
Speed + Strength
•
•
•
•
•
•
Strength of a structural adhesive
Speed of an instant adhesive
High impact and vibration resistance
Temperature resistance up to 300°F
Gap filling up to 0.2"
Suitable for a variety of substrates,
including metals, most plastics and rubbers
WWW.HENKELNA.COM/4090
1.800.LOCTITE (562.8483).
01 contents_editorial 12/16/14 7:00 AM Page 1
CONTENTS
VolUME 71 ■ NUMbER 1 ■ JANUARY 2015
2
From SPE
Join sPE’s “Race” at NPE2015
Industry News ................................48
COVER STORY
6
14
18
Global Resin Trends 2015: An Expert Roundtable
Edited By Michael Tolinski
look for some big moves in polyolefins over the next few years
Academic-Industry Partnerships: Preparing Tomorrow’s
Plastics Professionals
By Nancy D. Lamontagne
three examples show how collaboration is helping students
enter the industry
You Want a Raise?
By Dennis Gros
it’s a complicated issue in today’s plastics industry
GLOBAL LOOK
22
30
DEPARTMENTS
Willing & Label
By John Standish
the impact of labels & adhesives on PEt recycling is significant
A Look at Plastic Film Recycling
By American Chemistry Council
it’s growing, with lots of future opportunities
Industry Patents ............................54
By Dr. Roger Corneliussen
Upcoming Industry Events ..........58
Energy-Saving Tip ..........................59
By Dr. Robin Kent
Market Place ..................................60
Editorial Index ................................62
Advertiser Index ............................64
About the cover:
A few global polyolefin production and
export trends are reflected by this
graphic; learn more about future
trends from the experts in our “roundtable” cover story.
Plastics Engineering
JANUARY 2015
!$
INSIDE SPI
44
!
!$
■
& # $&
How to Measure Color
By Ron Beck
Proper analysis is key for plastic parts that require accurate,
consistent coloration
■ *** %! '( ' # #
40
Plastic Failure Through Molecular Degradation
By Jeffrey Jansen
Multiple mechanisms can attack polymers—here’s what can
go wrong
'# & # '
■
" 0# )'(&,
&(# &' %'
&
+ "%! '
■ $)
■
■
#(
$((!
, !#
'
#
!"
$!," &
&
( $#
( # $ &$#
■ $#
-' .
/ (
*** '% $&
34
!
'# & # '
CONSULTANT’S CORNER
INSIDE SPI
News about the state of the plastics industry and more,
from sPi: the Plastics industry trade Association
www.4spe.org
www.plasticsengineering.org | www.4spe.org | JANUARY 2015 | PlAstics ENgiNEERiNg |
1
02-05 From SPE_046854 IndustryNews.QXD 12/16/14 7:01 AM Page 2
FROM SPE
Join SPE’s “Race” at NPE2015
O
n Day 2 of nPE2015, don’t be surprised to see a lot
of green shirts hurrying around the show floor.
the people wearing them will be running in the
Plastics racetM, a fun and exciting event with a down-to-earth
purpose.
the high-profile race is expected to draw several hundred race participants and involve the support of up to 100
of the show’s near-2,000 exhibitors, whose booths will serve
as waypoint destinations for the “racers” during the event.
as part of sPE’s “next generation” initiative, the Plastics
race is just one of an ongoing series of programs and activities designed to attract qualified students and young
professionals to careers in the plastics industry.
Dr. Jaime gómez, sPE’s Vice President of communications and secretary explains, “like any organization, the
society of Plastics Engineers needs a constant influx of
young and enthusiastic professionals to replace the ranks of
our more senior members as they approach retirement.
Our next generation initiative is geared to help us sustain our
numbers and even grow our ranks.”
Unlike last year’s race (at antEc® las Vegas), where race
teams ventured up the Vegas strip to solve dozens of plastics-related riddles, this year’s Plastics race has been
completely re-formatted to be run on the show floor at
nPE2015, throughout its expansive Orlando county convention center venue.
at nPE2015, the Plastics race will take the form of an appdriven, smart-phone-based question hunt in which
soon-to-graduate engineering students and talented young
plastics professionals compete for nearly $12,000 in prizes
by answering questions they can only access by visiting
exhibiting sponsors’ booths.
Each four-person team will plot its own course from one
sponsor location to the next. at each waypoint they will use
their smart phones to scan a Qr code prominently displayed in the sponsor’s booth, verifying their visit. they then
select a category (e.g., polymer science, processing, materials, equipment, etc.) and difficulty (easy, medium, or hard) to
reveal the question to be posed.
if exhibiting sponsors wish to personally engage race par-
“Racers” on the hunt at ANTEC® 2014.
2
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
02-05 From SPE_046854 IndustryNews.QXD 12/16/14 7:02 AM Page 3
02-05 From SPE_046854 IndustryNews.QXD 12/16/14 9:45 AM Page 4
Join SPE’s “Race” at NPE2015
At NPE2015, participants in The Plastics
Race will use a smart-phone app to
answer questions.
ticipants, they may choose to pose a
separate “Exhibitor Bonus” question
about their company, its markets, technologies, products, or services,
prompting the racers’ inquiry and discussion.
Through each team’s smart phone
app, booths visited and answers submitted will be monitored at “Race
Control,” The Plastics Race’s on-site
nerve center. At the completion of the
race, points will be totaled, winners
determined, and prizes awarded at a
reception following the race.
Gómez explains, “While only one
team can win first place, everyone
wins by participating in The Plastics
Race. All participants win by having
4
At NPE2015, The
Plastics Race will take
the form of an appdriven, smart-phonebased question hunt
in which soon-tograduate engineering
students and talented
young plastics
professionals compete
for nearly $12,000 in
prizes by answering
questions they can
only access by visiting
exhibiting sponsors’
booths.
the opportunity to meet people, make
new contacts, expand their knowledge, cultivate existing connections,
network with associates, uncover
employment possibilities, discover
new companies, and learn about
many of the new and existing products and technologies on display at
NPE2015.
“And exhibiting sponsors win as
well, whether they are new to the
industry or a well-established name,
whether their booths are large or
small, or whether they’re in a prime
location or ‘far off the beaten track.’ By
actively funneling dozens and dozens
of racers to their booths over the sixhour duration of the race, all 100
Jaime Gómez
exhibiting sponsors will ‘stand out
from the crowd’ at NPE as they stir
curiosity and draw the attention of
nearby show-goers, while demonstrating their endorsement of SPE and
the upcoming generation of plastics
industry professionals that its programs and activities are designed to
support.”
For more information on how to join the
2015 Plastics Race, whether as a race
participant or exhibiting sponsor (or to
read more about last year’s race), visit
www.4spe.org/antec/tpr.
| PlASTiCS ENGiNEERiNG | JANUARY 2015 | www.4spe.org | www.plasticsengineering.org
02-05 From SPE_046854 IndustryNews.QXD 12/16/14 7:03 AM Page 5
2TQFWEVKQPGHƂEKGPE[EQWPVUA broad perspective is essential: every
day, some 3.5 billion high-quality plastic parts are produced on ALLROUNDER machines – so the
WVOQUVRTQFWEVKQPGHƂEKGPE[KUTGSWKTGF+H[QWCTGUGGMKPIVQRTQFWEGVJCVGHƂEKGPVN[YGCTGVJG
TKIJVEJQKEG9GGPUWTG[QWTGEQPQOKEUWEEGUU#4$74)HQTGHƂEKGPVKPLGEVKQPOQNFKPI
ARBURG, Inc.
4QEMYGNN4QCF
Newington, CT 06111
Tel.: +1 (860) 667 6500
Fax: +1 (860) 667 6522
e-mail: usa@arburg.com
#4$74) 6GEJPQNQI[ %GPVGT /KFYGUV /KNNGPPKWO &TKXG 'NIKP +. 6GN #4$74)6GEJPQNQI[%GPVGT%CNKHQTPKC&QRRNGT4QCF+TXKPG%#6GN
www.arburg.us
2015
23-27,
)
March
(Level 2
ll
a
H
West
9
States
$QQVJ
United
o, FL Orland
COVER STORY
Global Resin Trends 2015:
An Expert Roundtable
Look for some big moves in polyolefins
over the next few years
PE
PE
PE/PP
PE/PP
By Michael Tolinski
6
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
06-13 Cover Story_046854 IndustryNews.QXD 12/16/14 2:33 PM Page 7
G
iven all the attention on new sources of resin feedstock (i.e., shale gas),
there’s a strong need for some expert comment to put current (and
future) resin trends into context. Below, four experts in the areas of
polyolefin supply and demand respond to some timely questions, offering some
long-range views—plus explanations about why things might not turn out as
some people expect.
this year’s “Roundtable” features
responses from:
• chris Bezaire, senior vice president,
Polyethylene Business, for Nova
chemicals. Bezaire joined Nova in
1994. Prior to his appointment to
the management team, he served
as vice president for Business and
technology integration.
• Kent Furst, manager, Polymers &
Materials Group, for the Freedonia
Group, inc. Furst has written over
50 studies since joining Freedonia
in 2005 and is currently involved
in research on the polyethylene,
fluoropolymer, and graphite industries and markets.
• Edward J. Holland, president and
cEO of M. Holland company. Ed
Holland has spent his entire career
at M. Holland co., beginning as a
sales representative in 1976 and
moving up to president and cEO in
1994. During his tenure, the company has grown from a small
regional plastics distributor to one
of the top four distributors in North
America.
• Robin Waters, director, Polyolefins
North America, for iHs. Waters
joined iHs in september 2012,
bringing 30 years of industry experience at DuPont and Basell
Polyolefins (now lyondellBasell) in
roles ranging from product and
sales management to strategic
planning and commercial management.
Global Supply Patterns
Plastics Engineering: It’s a complex question, but overall, how have geographic
polyolefin resin supply patterns changed
over the last few years?
Waters: the last few years have seen
significant supply buildup from the Middle East and china. the Middle East has
become by far the largest exporting
region for polyolefins, while china continues to look to reduce its dependence
on imported resin. Over the next five
years, we will see accelerated growth in
the global supply of three key “building
blocks”: ethylene, propylene, and
methanol.
the supply of these feedstocks is
changing around the world. china is
investing in coal- and methanol-toolefins technologies; North America is
tapping cheap domestic ethane from
natural gas…. For polyethylene a key
theme will be the unprecedented investments in new plants in N. America; iHs
expects to see some 50% increase in PE
capacity over the next five years. this
significant increase in capacity will, in
turn, lead N. America to become a
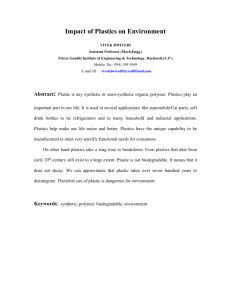
World polyethylene production by region, 2003–2023 (millions of metric tons) (chart
courtesy of the The Freedonia Group, from the company’s October 2014 report,
“World Polyethylene”).
www.plasticsengineering.org | www.4spe.org | JANUARY 2015 | PlAstics ENGiNEERiNG |
7
06-13 Cover Story_046854 IndustryNews.QXD 12/16/14 2:33 PM Page 8
Global Resin Trends _______________________________________________________
_
significant net exporter of PE. at the
same time the Middle East continues to
increase supply, albeit at a slower pace,
while growth in china continues to outpace all regions. the continued supply
growth from these three regions will
lead to significant shifts in trade and
also place pressure on higher-cost
regions, affecting operating rates and in
some cases resulting in asset rationalizations.
export into the global market, and
expect to be able to continue this in
the future, even as supply growth
begins to outpace demand growth.
Polyethylene Prices: Whys
& Wherefores
PE: Considering the North American production of shale gas, why have
polyethylene prices not really fallen over
past couple years (as of November 2014)?
Robin Waters
Furst: the answer is pretty simple:
basic supply and demand. Even though
shale gas has dramatically reduced production costs for ethylene and
polyethylene in n. america, new production capacity has not yet come
online. so polyethylene producers have
been able to maintain current prices
and enjoy the increased profitability
from cheap feedstocks. in fact, most
producers have been able to raise polyethylene prices since operating rates
have been so high.
driven by supply and demand than
cost. Even with the addition of new
capacity starting in 2015, the global
supply/demand balance will still be the
main driver of polyethylene pricing. any
polymer pricing reductions solely based
on capacity additions are likely to be
more tempered and short term.
Holland: While shale gas does deliver
lower-cost feedstocks to the U.s. petrochemicals market, the infrastructure
to deliver product is still being put in
place. Only a limited amount of producers have been able to introduce
shale gas feeds into their operations
and complete their conversions. in the
meantime, driven by strong demand
and operational issues that have led
to significant downtime, the n. american polyethylene market has been
operating at very high utilization rates.
thus the current market has been more
Bezaire: Polyethylene is a globally traded product with the price floor set by
producers with high costs, not by those
with low costs. While the production
of shale gas provides n. american
ethane-based producers with production costs that are among the lowest in
the world, the ethylene and polyethylene price floor is set by high-cost
naphtha-based producers globally, and
so shale gas does not directly impact
the price of polyethylene. in addition,
based on the n. american cost advantage, producers have the ability to
8
Waters: the fundamental basis for polyethylene prices remaining high is based
the fact that global demand cannot be
satisfied solely from low-cost regions
like the Middle East and n. america but
also requires supply from producers at
the upper end of the production cost
curve. thus there is a global price-setting
mechanism for polyethylene, an easily
transportable product. Producers in lower-cost regions therefore are able to
take prices essentially set by higher-cost
competitors. this brings into discussion
the cyclic nature of the chemical industry where high margins attract
investments in what is a very capital
intensive industry—a process we are
seeing played out here in n. america.
Lower PE Prices to Come?
PE: When will we really start to notice the
effects of shale gas production on polyethylene and polypropylene prices? Or,
why should we not expect to notice an
effect on prices?
Bezaire: We don’t expect shale gas production or future polyethylene supply
growth to (materially) affect polyethylene
prices, because the price floor is set by
the relatively high production costs of
naphtha-based producers around the
world. as an example, polyethylene
prices in the Middle East are not significantly different than polyethylene prices
around the world—even though their
ethane-based operations have the lowest cost structure in the world.
Furst: Unfortunately, i don’t think we’ll
see a dramatic decline in prices—
processors will not be able to party like
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
06-13 Cover Story_046854 IndustryNews.QXD 12/16/14 2:33 PM Page 9
_________________________________________________________________________
it’s 1999. Again, supply and demand
are at work here—Freedonia’s research
has found that the global market should
be able to absorb all the polyethylene
capacity increases that have been
announced in N. America. Even though
capacity growth seems excessive, declining production in Europe and flat
growth in South America will provide
ample export opportunities for N. American resin. So I doubt there will be the
kind of overcapacity and intense competition that leads to lower prices. The
more likely scenario is slower increases
in polyethylene prices, below inflation.
impressive rates due to its value in use,
and we expect that trend to continue.
Waters: For polyethylene prices, we
could start to see the effect of shale
gas as early as late 2015 as the anticipation of new capacities becomes more
imminent with the completion of
Braskem IDESA project in Mexico. However, it is more likely that the full effect
won’t be seen until 2017/2018 time
frame, as expected capacity builds in N.
America result in significant exports
leaving the region.
An important consideration in this
development is how much capacity
South America, North America’s preferred export region, will be able to
absorb…. To evaluate that situation one
must consider not only what if any new
capacity will be built in S. America, but
also what other regions, such as the
Middle East, will be competing for share
in the region.
IHS currently projects that N. American prices will become much more
competitive compared to other
regions—not the case today… and, along
with more competitive energy costs
overall, see improved competitiveness in
the processing community, particularly
for those applications that benefit from
what we refer to as “supply chain intensity,” i.e., applications requiring attributes
such as short lead times, high value-in-
Plastics Engineering: What could be
the effects of plastics product bans, like
California’s bag ban, on resin supplies
and price patterns? At what point could
a plastic product ban, even nationwide
bans, influence resin production patterns and prices?
PE: Are there signs that commodity resin
users are doing more switching between
resin types because of anticipated natural
gas production trends or volatility?
Bezaire: We continue to see interest
among some polypropylene converters in switching to polyethylene due
to the perceived lower volatility in
Bag Ban Effects?
Chris Bezaire
use, high service requirements, and
more rigid specifications.
For polypropylene, the effect on prices
differs somewhat given the nature of its
feedstock supply. For certain, N. America benefits from low-cost propane, and
this is driving projects for on-purpose
production of propylene in N. America.
The question is how much of a role will
polypropylene play in monetizing the
propane and propylene; IHS believe
polypropylene projects will emerge, but,
as the value chain is less integrated than
that for ethylene and polyethylene, the
capacity growth is not expected to have
as dramatic effect on N. America net
trade as that for polyethylene.
For this reason IHS believes that, while
N. American polypropylene prices will
moderate relative to other regions,
the impact will be less than that for
polyethylene. That being given,
polypropylene continues to grow at
Furst: According to Freedonia, U.S.
demand for retail plastic bags was
about 1.7 billion pounds in 2013.
Assuming California is 13% of U.S.
demand (same as its share of GDP),
the state’s bag ban would impact 230
million pounds of PE resin. That’s a lot
of resin, but it’s less than 1% of the 29
billion pounds of polyethylene consumed in the USA overall, so it is
unlikely to have an effect on prices.
Even a nationwide bag ban would
have a limited effect. For plastic product bans to really impact resin
production and prices, they would
have to target a much larger portion
of overall resin demand, such as PET
beverage bottles or EPS foam containers, which is unlikely. However,
there is certainly the threat of “death
by a thousand cuts,” where numerous
bans of a limited scope lead companies to voluntarily abandon a
particular plastic product.
www.plasticsengineering.org | www.4spe.org | JANUARY 2015 | PlASTICS ENGINEERING |
9
06-13 Cover Story_046854 IndustryNews.QXD 12/16/14 2:33 PM Page 10
Global Resin Trends _______________________________________________________
_
ing global economic uncertainty and
the resultant growth outlooks.
another fallout of lower oil prices, if
sustained for any period, could be a
slowdown in the extraction and development of shale gas and oil in n.
america. this, in turn, could give pause
to the U.s. petrochemical expansions
announced but as yet unbuilt.
Ed Holland
polyethylene pricing, and where polyethylene offers equivalent or even
improved performance in their applications.
Oil’s Influence
PE: What about the price of oil? How might
continuing low oil prices impact resin
prices in 2015?
Holland: One major impact of lower
oil prices is to make heavy-feedstockderived product more competitive in
the global market. a second and more
unpredictable result is the geopolitical
effect that lower oil prices will have on
the economies and subsequent stability and policies of countries like russia,
Venezuela, nigeria, iraq, and others
whose government budgets are only
sustainable at oil prices over $80 per
barrel. Unrest in these already volatile
countries can have the effect of increas-
10
Waters: it’s important to realize that, on
a global basis, polyethylene capacity
exceeds demand to the point that global operating rates average in the
mid-80% range. so lower oil prices will
result in lower prices, beginning with
those producers whose costs are more
directly associated with the higher-cost
crude-based feed stocks, namely naphtha, and especially those located within
large demand regions, for example china, where capacity utilization is already
challenged by lower-cost exporting
regions, namely the Middle East. lower
oil prices may, however, lead to marginally improved margins for local,
naphtha-based producers, incentivizing them to run at higher rates.
the combination of lower costs and,
perhaps higher production from producers on the upper end of the cost
curve leads to increased price pressure
for the producers in low-cost exporting regions to maintain full production
rates, which we would expect them to
do given the attractive margins that still
exist despite lower crude. at some point
the lower export prices needed to maintain position in export markets reach a
point where domestic prices are influenced and respond; how much and
when can be debated.
Other Influences
PE: What are some less-often talked-about
influences on resin prices that will be relevant in 2015?
Kent Furst
Holland: the health of the overall global market, especially in the presumed
high growth chinese and indian
economies, is always an overlay to any
discussion of future pricing influences.
recent stimulation of the chinese market through the lowering of interest
rates has raised concern of the ability
to sustain the aggressive growth targets expected of the chinese consumer
market. the chinese have proven predictions of their inability to sustain
growth wrong in the past, but it is worthy of close attention.
another influence in 2015 could be
the strength of the U.s. dollar. if predictions of an even stronger dollar in
2015 come true, it will improve the
prospects for resin and finished goods
imports to n. america and negatively
impact the U.s. export market. in resin
markets, this has the capability to be
magnified if oil prices remain at
levels below $80 per barrel and heavy-
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
06-13 Cover Story_046854 IndustryNews.QXD 12/16/14 2:33 PM Page 11
Better Fit,
Improved Cosmetics
At Ashland, we are collaborating with the
transportation industry to find new solutions to meet
industry regulations and customer needs. It’s what we
call “Good Chemistry”.
The use of composites is increasing in automotive
and heavy truck applications to address the need
for lightweight, corrosion-resistant parts. To ensure
outstanding fit and finish in those parts, Ashland offers
a complete line of Low Profile Additives (LPAs). These
LPAs help provide excellent dimensional stability and
control of short and long term waviness; resulting in
parts with smooth, flat surface profiles. Whether it is a
zero shrink structural application or a Class A painted
part, there is an Ashland LPA that fits your need.
Ashland LPAs are one of many solutions in
our transportation portfolio which enable our
customers to produce outstanding, lighter parts. Our
commitment to the transportation industry is as solid
as our products themselves. To learn more about
Ashland’s transportation solutions, visit ashland.com/
transportation.
® Registered trademark, Ashland or its subsidiaries, registered in various countries
™ Trademark, Ashland or its subsidiaries, registered in various countries
© 2014, Ashland
AD-13032
With good chemistry great things happen.™
06-13 Cover Story_046854 IndustryNews.QXD 12/16/14 2:33 PM Page 12
Global Resin Trends _______________________________________________________
_
feedstock-dependent international producers are able to better compete in the
U.S. market.
Waters: We can’t ignore the global
economy and its impact going into
2015. In 2014 we saw positive economic
news regarding the USA, for example,
but growing concerns regarding emerging economies, as well as continued
conflicts that continue to raise concerns over sustained global growth.
We need to continue to understand
and anticipate the impact events in
other regions have on prices here in N.
America.
Of course we also need to continue
to sort out the impact of any prolonged period of low crude which, if
played out as many expect, will lead to
shifts not really contemplated for
much of the past couple of years. Of
particular interest would be the impact
on capital spending in N. America,
which could see delays if the assumed
cost advantage for natural gas vs.
crude is viewed less favorably. All of
these topics are intertwined and mean
perhaps a more complicated picture
compared to a year ago.
Bio-Based Resins: Priced Out?
Plastics Engineering: Are there any signs
that bio-based polymer prices are becoming competitive with conventionally
produced resins? If so, which bioresins
and why?
Furst: Low-cost natural gas has had a
significant negative effect on the
biobased plastics industry. However,
this has less to do with price than it
does with investment, business focus,
and margins. Braskem, Dow Chemical,
and Mitsui have all shelved plans to
build biobased polyethylene capacity in
Brazil not necessarily because the economics were bad, but because their
investment focus turned to gas-based
polyethylene. Even if biobased polyethylene is at price parity, gas-based
polyethylene is an established technology which is a sure bet in terms of
profitability.
Other biobased plastics have had
enormous difficultly in achieving price
parity, and a number of high-profile
companies have gone out of business.
The most successful has been NatureWorks’ PLA, which is not only price
competitive with polystyrene and PET,
but has also gained wide acceptance
among plastic processors and brand
owners in the USA, Europe, and Asia.
Holland: With notable positive development efforts—Braskem’s production
and marketing of sugarcane-derived
ethanol and LDPE and Invista’s
pursuit of sugar-based nylon intermediates—bio-based polymers are not
as yet having a significant effect on
overall business activity in the polymers market.
In order to thrive, bio-based raw
materials must first become readily
available at competitive prices and in
large quantities. The trend to bio-based
feedstocks and their resultant polymers that exhibit all the properties and
recyclability of their oil- and gas-based
competitors is a positive development
for these products. However, it’s been
proven over and over again that these
resins must be cost-competitive to be
successful, and, as of yet, cost parity
with established feedstock derivatives
has not been achieved.
Aggressive end-user efforts to adopt
bio-based, sustainable products into
their supply chain are needed to drive
the success of those innovative producers that have committed significant
capital investment to these products.
Stay connected with the global plastics industry,, strengthen your professional
networks by making new contacts, participate in discussions, or simply share
your own news.
Visit us on the web at www.4spe.org
Follow us on Facebook, LinkedIn and Twitter.
12
| PLASTICS ENgINEErINg | JANUArY 2015 | www.4spe.org | www.plasticsengineering.org
06-13 Cover Story_046854 IndustryNews.QXD 12/16/14 2:33 PM Page 13
NPE2015
You
Y
ou make
ma gr
great
eat things.
Together, we make
great things happen.
Two-thirds
T
wo-thirds of all buyers worldwide are willing to pay
more for consumer products that are manufactured in an
environmentally responsible way*. Sustainable manufacturing
is not just the latest trend; it is the future of the consumer
products industry
industry.. Discover the technology
technology,, processes,
and people you need to manufacture goods that meet
the demands of increasingly eco-friendly market.
*2013 Aspirational Consumer Index
See how plastics can produce results for you.
Register for free today at www
www.npeguestpass.org/PE4
.npeguestpass.org/PE4
NPE2015: THE INTERNA
INTERNATIONAL
TIONAL
PLASTICS SHOWCASE
March 23-27, 2015
Orange County Convention Center
Orlando, Florida USA
www.npe.org
www.npe.org
14-17 Lamontagne_046854 IndustryNews.QXD 12/16/14 7:05 AM Page 14
Academic-Industry Partnerships:
Preparing Tomorrow’s Plastics Professionals
Three examples in the USA show how collaboration can be
stepping-stones into the industry for new generations of students
By Nancy D. Lamontagne
P
reparing tomorrow’s plastics professionals starts
today. Collaborations between academic institutions
and the plastics industry are helping to give plastics
engineering students the real-world experience they’ll need
to be future innovators and problem solvers. Whether companies donate equipment or participate in research
collaborations, industry partners gain brand exposure with
future purchasers or employees, and benefit from fresh
ideas coming from the lab.
“Partnerships with industry are critical for plastics engi-
neering programs,” says Robert Malloy, chairman of the
University of Massachusetts–Lowell (UMass Lowell) Plastics
Engineering Department. “We could not survive or be as
effective without strong industry connections.”
Keeping Education Relevant
The UMass Lowell Plastics Engineering Dept. depends upon
industry leaders to provide the advice and guidance that
keeps the program relevant to industry needs. Many man-
UMass Lowell student Azadeh Farahanchi is pursuing her doctorate degree in Plastics Engineering under the mentorship of
Prof. Robert Malloy, the department’s chair (photo by Joson Images for UMass Lowell).
14
| PLasTiCs EnginEERing | JanUaRY 2015 | www.4spe.org | www.plasticsengineering.org
14-17 Lamontagne_046854 IndustryNews.QXD 12/16/14 7:05 AM Page 15
ufacturing, hardware, and software companies sponsor labs
and donate or consign equipment for labs, providing stateof-the-art equipment for student training. corporate partners
established some of the department’s more than 50 endowed
scholarships, which help ensure talented engineering students can complete their education program.
“Our job as plastics educators is to ensure that the plastics
industry has an adequate supply of trained plastics engineers,” says Malloy. “We could not do this effectively without
the great industry support we receive.”
About 95% of the UMass lowell plastics engineering students complete one or more co-ops as an undergraduate.
“students get a better feel for the aspects of the industry they
like, and it helps them with their career path,” says Malloy.
“We also feel the employers benefit, as the students bring a
good skill set with them.”
Meanwhile, UMass lowell has had a partnership with
Moldflow simulation software since even before Autodesk
acquired the company in 2008. Moldflow established an
endowed scholarship, funded the renovation of the Moldflow
computer lab, and provided simulation software for the
lab. since then, Autodesk upgraded the lab and contributed
supplying additional funds to the scholarship endowment.
the newly renovated lab provides students with access to the
full suite of Autodesk software
technovel, a Japanese-based, multi-screw extruder manufacturer, placed both twin- and quad-screw compounding
lines in UMass lowell’s new Mark and Elisia saab Emerging
technologies and innovation center. the state-of-the-art,
ultra-high speed compounding extruders operate at screw
speeds as high as 4,500 rpm. “this investment by technovel is very significant and gives our students the opportunity
to work with equipment that is as sophisticated as any
equipment they will encounter in industry,” says Malloy.
One of the newest collaborations for UMass lowell involves
a new Plastics sustainability Research lab sponsored by sPi:
the Plastics industry trade Association. the lab will have a variety of equipment for mechanically recycling plastic materials,
which sPi is procuring from its member companies. After
being displayed in the “Zero Waste Zone” at NPE2015 in
Orlando, Florida, the equipment will be shipped to UMass
lowell, where students will learn how to use it.
“We hope that this lab will help our students and graduates
have a much better understanding of recycling processes and
hopefully will work to enhance recycling rates for plastics,”
says Malloy. “this lab will also give us an additional plastics
recycling research capability that we have not really had in
the past.”
Malloy sees a bright future for industry partnerships. “i
repeatedly hear from employers that they are concerned
about their aging workforce and are seeking new and young
plastics engineering talent. Having a presence on campus is
becoming almost a requirement if companies want the best
and brightest graduates.”
Graduate students at the University of Akron use an electromagnetic processing line in the school’s National Polymer
Innovation Center. It can orient nanoparticles and polymer
phases to produce functional films with enhanced properties
in the thickness (“z”) direction for capacitors, fuel cell membranes, and ultra-high density information storage devices.
“We Learn, and They Learn”
the University of Akron in Ohio partners with industry in
many ways. For example, its National Polymer innovation
center offers a place for companies to work with the university on a smaller scale to develop new processes. this
exchange also gives the students who work in the center
important insight into product development.
“companies come to us sometimes because of our expertise, sometimes because of our equipment, or they might have
an idea of what they want and just need to work with someone on it,” says Eric Amis, dean of the college of Polymer
science and Polymer Engineering. “We learn, and they learn.”
the center’s unique equipment includes a very advanced
roll-to-roll film processing line. companies can try out products on the line with the idea that they might build a similar
line, for example. “A lot of new products are tied to changes
in processing characteristics, and this equipment allows
companies to try out a lot of formulations or processing
parameters,” says Robert Weiss, chair of the Department of
Polymer Engineering. “that is a big advantage.”
www.plasticsengineering.org | www.4spe.org | JANUARY 2015 | PlAstics ENgiNEERiNg |
15
14-17 Lamontagne_046854 IndustryNews.QXD 12/16/14 7:05 AM Page 16
Academic-Industry Partnerships ________________________________
amis says the college of Polymer science and Polymer Engineering’s educational foundation is in synthesis, processing,
measuring, and modeling, but the specific topics that it focuses on are of immediate importance. right now, hot topics
include functional materials as well as biomaterials.
For example, Prof. Matthew Becker at akron was recently
awarded $3 million from the Ohio third Frontier initiative to collaborate with PolyOne, lubrizol corp., sns nanoFiber, Viscus
Biologics, and austen Bioinnovation institute to accelerate the
development of biomaterials and get them out of the lab and
into real-world applications. the collaborators will contribute
matching funds and will focus on the development of novel polymers, X-ray shielding materials, protective coatings for medical
devices and catheters, and antimicrobial materials for wound
healing. Ohio third Frontier provides funding to Ohio companies and institutions to create new technology-based products,
companies, industries, and jobs.
like many academic institutions, the University of akron
places a lot of emphasis on developing intellectual property that
can be licensed or used to launch spin-off companies. “akron
has been doing well with this, and the students are an important part of the teams who talk to the industry partners about
how to implement technology,” says coleen Pugh, chair of the
Polymer science Department.
companies also come to akron to increase their technology
portfolio. For example, Premix, which is now owned by the
composites group, came for help in expanding their sustainable
materials. “We developed a joint iP agreement with the company,” explains Pugh. “the students worked on projects that will
increase their sustainable materials offerings, including scaling
up materials.”
internships are another way that students get a chance to
learn what it’s like to work in industry. this experience can
help them decide on an academic or industry career path.
some of the University’s graduate students work for two days
per week for one year, and students have also had internships
at PolyOne and Omnova solutions inc.
Gaining Industry Experience
For students in the Plastics Engineering technology and rubber Engineering technology programs at Ferris state University
in Michigan, internships play a central part of their education.
they’re required to take part in an internship, typically during
the summers after their freshman and junior years. companies
providing these internships have included nike, Ford Motor co.,
general Motors, chrysler, and many tier One automotive suppliers as well as major material suppliers.
16
Prof. Robert Speirs of Ferris State University teaches students how to operate a vacuum tank for tube extrusion.
“For the freshmen, our goal is for them to gain exposure to
the industry and get an understanding of what goes on there,
as well as what their interests are in terms of a technical career,”
explains robert speirs, professor and program coordinator of
the Plastics Engineering Program. “Many companies put them
into a project environment where they are guaranteed success,
and often a mentoring system is used to ensure the students
have someone with them a majority of the time.”
When the students enter their second internship, they tend
to drive projects such as cost-savings exercises, implementation
projects, or quality or materials control programs, and they often
save the company some significant money towards the end of
their tenure. companies frequently view this second internship
as an extended interview, and thus many of the students leave
with a career opportunity. Fifty to sixty percent of Ferris state
students in the program receive a job offer in this way.
speirs says that recent improvements in the economy are
making companies more aggressive in recruiting students for
internships. “Many are including housing as part of their recruiting package, even though the internships are paid,” says speirs.
One reason for this change is that hiring has been low since
2008-2009, so companies are dealing with an aging workforce.
they need to hire talented young employees who can move up
into leadership positions over the next 10 to 15 years.
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
14-17 Lamontagne_046854 IndustryNews.QXD 12/16/14 7:05 AM Page 17
The University of Akron’s multipurpose hybrid roll-to-roll
film manufacturing line can
produce transparent conductive films by depositing conductive nanofibers onto cast
polymer liquid, which subsequently solidifies.
the Plastics and Rubber Engineering technology programs are relatively expensive to run, and thus they rely on
industry assistance in the form of materials and machine
donations. “industry assistance is very important to keeping
us in operation and helps keep us modern,” explains speirs.
“the students learn to use this equipment, and when they
graduate and… get the opportunity to specify instruments,
they will lean towards manufacturers they know.”
For example, Bekum America corp., KraussMaffei, Maplan
Rubber Machinery, and AEc all provide equipment to the Ferris state programs, and a variety of materials suppliers provide
materials that students use in the laboratories. companies
also provide important insight into today’s trends through
guest lecturers and other interactions with students.
www.plasticsengineering.org | www.4spe.org | JANUARY 2015 | PlAstics ENgiNEERiNg |
17
18-21 Gros_046854 IndustryNews.QXD 12/16/14 7:08 AM Page 18
You Want a Raise?
That’s a complicated issue in the plastics industry of today…
By Dennis Gros
President, Gros Executive Recruiters, Franklin, Tennessee, USA
I
n the midst of this renaissance of American manufacturing, plastic companies will have engineers, quality
experts, sales personnel, and tech-savvy workers at the
top of their hiring list in 2015. And the number of jobs will
exceed the number of people who can step in and perform
immediately. So if you’re in one of those professions, that’s
good news, right? It’s a matter of supply and demand—and
a great time for a pay raise!
Not so fast, plastics professional. Let’s take a closer look at
the factors that affect the dollars and sense of your paycheck.
18
Why They Need You Now
Here are the reasons your job opportunities will bloom in
2015:
• Expansion. It’s not that the American economy is amazingly robust. Rather, it’s the rest of the world that is
doing so poorly. So by comparison, the USA is the best
location globally for manufacturing over the next few
years. U.S. manufacturers are proving they can compete
on quality and price with the best in the world. To be
| PLASTIcS ENGINEERING | JANUARY 2015 | www.4spe.org | www.plasticsengineering.org
18-21 Gros_046854 IndustryNews.QXD 12/16/14 7:08 AM Page 19
sure, nearly all economists are predicting good economic growth in 2015. For plastics companies specifically,
the supply of North American gas is plentiful and low in
cost—giving U.s. plastics companies a boost both domestically and in export markets.
•
Machines replace hands. the trend of replacing line workers with machines (automation/robotics) also will
continue. therefore, hiring requirements will be for
people who think and do, not just people who do.
•
Replacing retirees. More work in the plastics industry
requires more people, but there aren’t enough experienced sophomores to fill the jobs as the senior workers
retire. At this time, workers age 55-64 represent more
than 20% of the overall workforce, and sometimes as high
as 40% in skilled trades. if you are one of the few with
plastics experience, expect to be in demand. Not enough
young workers are embracing work in the plastics industry, or manufacturing in general, to close the gap.
A Step Back in Time
“How’s business?” At meetings and conferences, that’s the
question you can expect to hear right after, “Hi, how are you
doing?” the answer is almost always couched in two frames
of reference—pre-recession and post-recession—such as,
“i’m doing 10% better than in 2007.” (Rarely do they detail the
metrics of red ink in 2009 and 2010.) As time goes by, the
memory doesn’t hurt so much, but it’s ever-present.
it’s likely that plastic companies will approach hiring with
utmost caution in 2015, because profitability, while good,
remains a tenuous proposition, affected by costs beyond control from:
• healthcare insurance for employees,
• costs of resin and other commodities, and
• costs of regulatory compliance.
Which Brings Us to your Paycheck…
You can slice it anyway you want, but the reality is that paychecks in the plastics industry are barely keeping up with
inflation. According to the federal government’s U.s. inflation
calculator, you would need to earn 14.7% more today than
you did in 2007 just to keep up with inflation—and that’s
exactly where plastics industry salaries are today. But that is
largely due to the unprecedented 11% jump in average
salaries in 2013. i don’t expect an 11% increase again because
financial realities and corporate profits don’t support it;
2013 was a catch-up year.
As a result, American workers, including those in the plastics industry, are facing a break-even paycheck. All of us are
paying higher prices for gasoline, utilities, insurance, food, and
taxes, and there’s little financial wherewithal to move ourselves
forward. there’s also no leftover money in worker paychecks
to ensure their futures once they leave the workplace.
Here’s one example of how to look at workplace pay for
managers and employees in the plastics industry. in 2007—
just a year prior to the economic downturn—business was
good. Employers were placing recruiting assignments with
our firm for process engineers at a target compensation of
about $85,000. today, employers are placing recruiting
assignments for the same position at about the same target
compensation.
company owners shouldn’t be accused of hoarding profits. in plastics, the margin on every order is extremely tight
because economic advantages are being smothered by a
weak economy. so until the business environment improves
and employers feel more secure in boosting wages to outstrip inflation, actual pay will be an issue.
Hot Job Titles
it pays to be in an industry that pays. to find the most fertile
market in plastics, look at your product, but don’t stop there.
look at your customer’s product, and its demand in the marketplace. When you’re working within a profitable market
niche, your boss has greater latitude to offer pay increases.
Automotive: car sales are up, and so is the need for plastic components. Just like their dealers, car manufacturers
have earned their reputation as skilled negotiators. there’s
only a tiny margin of profitability in each piece, but when
you’re making millions around the clock, cash flow is good and
overall profitability is not bad. Plastic manufacturers making
parts for the auto industry will be hiring quality engineers and
managers, automation engineers, and process engineers.
Building products: With construction markets expected to
have a second straight solid year in 2015, companies will need
workers to meet the growing demand for energy-efficient
plastic building products, creating demand for sales, marketing, and computer-savvy manufacturing workers and
design engineers.
Packaging: No area of plastics is hotter than this, as plastics continue to make inroads because of their advantages
in providing strong durable packaging at a lower cost and
their ability to meet the sustainability needs of consumer
product goods and medical companies. in highest demand:
workers who can meet the challenging design characteristics
with both their software skills and knowledge of materials.
Medical: the medical components market is simply booming as medical device manufacturers continue to innovate to
bring lower-cost, higher-quality products that provide better
health-care results. their thirst for plastics products is insatiable because they provide better performance at lower
www.plasticsengineering.org | www.4spe.org | JANUARY 2015 | PlAstics ENgiNEERiNg |
19
18-21 Gros_046854 IndustryNews.QXD 12/16/14 10:01 AM Page 20
You Want a Raise?_______________________________________________
costs. that’s driving the demand for engineers and material experts who can design products that give companies an
edge in the marketplace.
Final Thoughts
as professional recruiters, we are rich in job inquiries now,
but we also see that companies are reluctant to pull the trigger and invest money in not just a salary, but relocation costs,
overhead, and benefits.
Why? it’s the economy. Wage increases need to begin
outpacing inflation. and for that to happen, we need our
elected representatives in Washington, D.c., to generate an
economic environment that fosters real growth. We need
regulations and policies that help businesses compete globally and which do not serve as a barrier to growth and
innovation.
20
About the Author: Dennis Gros is founder and president of Gros
Executive Recruiters (grosrecruiters.com). He founded the
forerunner of Gros Executive
Recruiters in 1989 and moved
operations to the Nashville,
Tennessee, area two years
later. The firm has placed an
aggregate of more than $45
million in new employee
starting salaries. Gros is a former chapter president for the
Society of Plastics Engineers,
and the firm is an active member of SPI: The Plastics Industry
Trade Association.
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
18-21 Gros_046854 IndustryNews.QXD 12/16/14 7:53 AM Page 21
From: The Recruiter
To:
The Employer
F
What is your most di!cult hiring challenge?"
Finding qualified candidates!
Evaluating candidates during the interview!
or every year of the Gros Executive Recruiters salary survey, we ask this question: “What’s your most difficult
hiring challenge?” And every year, you reply overwhelmingly with one voice: “Finding Qualified Candidates.” In 2014, this
answer garnered 70% of 455 responses.
The challenge of attracting the best workers is more than an
issue of attractive pay. As an industry, we need to compete
with the information technology industries for the brightest
minds. And for that, we need to shine. We need glamour. Young
people are picking the hottest new companies with the latest and
greatest capabilities. If your equipment and your technologies
are not cutting-edge, don’t expect to attract top-notch talent.
The obstacles facing management include the need to conceptualize the job. That is, re-think and re-define the job
function, because many of the archived job descriptions don’t
fit current circumstances. You need to prove to them and
show them—both before and during the hiring process—that
you have those leading-edge technologies because the traditional image of manufacturing is dirty, dingy, dark, and dusty.
That image is your enemy.
If your equipment and systems aren’t contemporary and lead-
Meeting salary and/or benefit expectations!
Expressing your company’s vision and goals!
Enticing the candidate to relocate to your city!
Other!
ing-edge, it’s almost impossible to attract the top minds that are
needed to generate ideas, products, and processes that will keep
your company moving forward. So your capital investments
actually pay for themselves twice: on the production floor and
in the Human Resources office. Just like in your production
process, outdated equipment leads to a downward spiral in the
qualifications of your new hires.
Employers also should understand that twenty-somethings
are motivated by accomplishment. They want the excitement,
the adrenaline high of contributing to the organization and bringing a new product to the marketplace. They want the
psychological reward of discovering, creating, and building the
products that make a positive impact on other people’s lives. In
a tangible form, you can demonstrate that opportunity. I wish
you a successful hunting expedition!
www.plasticsengineering.org | www.4spe.org | JANUARY 2015 | PlASTICS ENGINEERING |
21
22-29 Global Look_046854 IndustryNews.QXD 12/16/14 7:24 AM Page 22
GLOBAL LOOK
Willing & Label
The impact of labels and adhesives on PET container recycling is significant
By John Standish
technical Director, association of Postconsumer Plastic recyclers, Washington, D.c., Usa
i
n plastics recycling, we often discuss
strategies to efficiently collect and
process more resins and packaging
types. But as we work to grow and diversify the recycling stream, we shouldn’t
lose sight of critical evolutions that have
occurred in a longtime standby of our
sector: PEt packaging.
and when it comes to PEt, one of the
most pressing concerns is label technologies. not surprisingly, the type of
labels on plastic packaging can greatly
affect the recycling process. in recent
years, brands and packaging stakeholders have begun employing new methods
of creating and displaying their labels
in an effort to reduce costs and make
products stand out on the shelf in front
of consumers.
the association of Postconsumer
Plastic recyclers (aPr) and other concerned industry players have worked
hard to determine how different labeling
systems are affecting the plastics recycling process. What follows is a rundown
of the findings to date and suggestions
on how label technology and recycling
can move forward together.
22
PET bottles (and their labels) await the next step in the recycling process
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
22-29 Global Look_046854 IndustryNews.QXD 12/16/14 7:24 AM Page 23
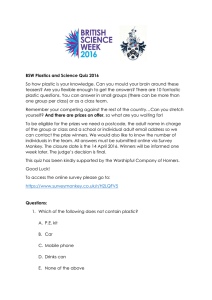
•
Left: A typical wrap-around label for a PET bottle, where a thin line of hot-melt
adhesive is used to fix the label in place. Center: A concept for Avery Dennison's
sleeve-label technology which allows the PET bottle to show through; this style of
label allows NIR automated sorters to clearly see the PET behind the label. Right:
The “Bris Bottle” is Spear’s first commercial application for their label technology,
in which the pressure-sensitive label washes off cleanly. (Photos courtesy of the
author, Avery Dennison, and Spear, respectively.)
A Trio of Approaches
there are currently three widely
employed label types used for PEt
packaging: wrap-around, full-wrap
shrink sleeves, and plastic film pressure-sensitive labels. Each one of these
label variations demonstrates different
levels of performance when recycled,
and it’s helpful to understand exactly
what each label type entails.
the wrap-around label is the most
commonly utilized method for beverage containers. the polyolefin film
labels are wrapped around the bottle
and fixed in place with a small line of
hot melt adhesive. in many cases, the
printing is done on one film surface
and then laminated to a second film
so that the ink is sandwiched between
the two layers.
the APR’s “Design guide for Plastics
Recyclability” provides packaging
designers valuable information about
how packages can be developed to
have minimal impact on the recycling
process, and the guide details the following as the preferred practice for
recyclers working with PEt bottles that
have wrap-around labels:
• the hot caustic wash water melts
and disperses the hot melt adhesive, releasing the label from the
bottle.
• With the ink laminated between
two layers of film, the ink cannot
stain the wash water or the PEt
flakes.
• Because the film is olefin-based,
it will float in water, and is readily
separated from the PEt that sinks
in water.
Posing Challenges
Full-wrap shrink sleeve labels in use
today differ from their wrap-around
counterparts because they typically cover a PEt bottle from the closure down
to the base of the container. From a
recycling point of view, these labels
pose challenges for several reasons:
sleeved clear PEt bottles are often
seen as colored bottles by autosortation equipment and ejected
from the recycle stream.
• the most widely used label stocks
are PEtg or even PVc, which sink
in water with the PEt bottle flake
and are difficult to separate from
the PEt in the widely used sinkfloat process step.
• the inks on sleeve labels have
traditionally not been designed to
have good adhesion in hot caustic
wash water and can bleed into
the wash water.
the APR encourages measuring the
recycling impact of shrink sleeve and
pressure-sensitive labels (more on
these below) using laboratory-scale
testing process and evaluation criteria,
which are covered in full in the APR
“critical guidance Documents.” Avery
Dennison and Polysack, two current
APR member companies, now offer
commercially available labels that meet
the strictest test results criteria in the
“sleeve label guidance Document.” in
addition, American Fuji seal and UPM
Raflatac now offer sleeve label materials that are recognized by the APR
for meeting critical guidance.
testing from the APR and these companies has shown best recycling
performance for full-sleeve labels
occurs when:
• the label floats in water;
• ink adhesion on the label is
retained during exposure to hot
caustic wash water; and
• printing on the label covers no
more than 75% of the bottle
surface area so that NiR (nearinfrared) and color auto-sorters
can clearly identify the clear PEt
bottle beneath the label.
clearly, these types of labels can be
fully integrated into the recycling
stream, but precautions need to be
put in place by manufacturers, and
the cooperating companies understand that point.
“Finding a label solution that can
maintain the integrity of the PEt recycling stream is vital to the practices of
www.plasticsengineering.org | www.4spe.org | JANUARY 2015 | PlAstics ENgiNEERiNg |
23
22-29 Global Look_046854 IndustryNews.QXD 12/16/14 7:24 AM Page 24
GLOBAL LOOK
Willing & Label ________________________________________________
Wash water from a sample set of containers that all used paper labels:
Some floating material can be seen,
largely from closures, and at the bottom of the beaker is paper pulp that
sinks with PET flake. A little bit of
label makes a lot of pulp. (Photo courtesy of TK.)
brands and retailers who want to
reduce the environmental impact of
their packaging,” says rosalyn Bandy,
senior sustainability manager at avery
Dennison. “the aPr critical guidance
Documents have enabled avery Dennison to supply label constructions
that help brands and retailers meet
their sustainability goals. it’s not just
about having zero impact—it’s about
bringing value.”
applications, including beverage, personal care, food, and home-cleaning
products. they are also widely used
on PEt thermoformed packages.
adhesives are primarily selected to
meet brand-owner needs for adhesion
in hot, cold, and wet environments. in
most cases, the impact of the adhesive,
ink, or label on recycling has not been
evaluated. However, spear label
and the Kennedy group, also aPr
members, are suppliers of pressuresensitive film labels and have
employed the “Pressure sensitive label
critical guidance Document” to
demonstrate that their label technologies meet the strictest test result
guidance contained in the protocol.
test data demonstrates that these
firms’ labels have negligible impact on
recycling, in part because they:
• release cleanly from the PEt container, leaving no adhesive residue
on the bottle;
• leverage label stock made from
an olefin film that floats and is
easily separated from PEt; and
• use ink that adheres to the label
in the hot caustic wash step and
so does not “bleed” into the wash
water and create risk of staining
the PEt.
these stakeholders have vowed to
continue to push forward the recyclability side of film pressure labels. “the
Kennedy group is committed to developing innovative products that
promote recycling and sustainability,”
says the Kennedy group’s Pat
Kennedy. “With the introduction of
PureVue, we’re complementing our
family of pressure-sensitive labels with
a product that is ideal for environmentally conscious brand owners. Our goal
is to work with organizations like the
aPr to help brand owners meet their
corporate sustainability objectives.”
and what about paper pressure-sensitive labels? these products are widely
used on PEt thermoforms. as an
industry, we want to collect and recycle
this packaging type, but the paper
labels can have an especially negative
impact on PEt recycling. the paper
can “pulp” in the wash step and release
ink into the wash water. in addition,
the adhesives used can be difficult to
remove from the PEt surface.
the aPr recently created a protocol
for evaluating PEt thermoform labels
and adhesives for compatibility with
recycling to encourage label suppliers
to develop labels that have the lowest
impact on recycling. there are now a
Pressure Pioneers
the final label option is the pressuresensitive approach, which can use
either a paper or polymer film substrate. the label is printed on one side
of the label substrate, and a layer of
adhesive is applied on the entire back
side of the label to firmly adhere it to
the package. Pressure-sensitive labels
are used in a variety of PEt packaging
24
Left: Carbonated soft drink bottles that employ wrap-around labels after a PET
whole-bottle wash step—the labels are removed by the wash step. Right: Bottles
with pressure-sensitive labels after that same whole-bottle wash step—these
labels are much more difficult to remove (photo courtesy of TK).
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
22-29 Global Look_046854 IndustryNews.QXD 12/16/14 7:24 AM Page 25
22-29 Global Look_046854 IndustryNews.QXD 12/16/14 7:24 AM Page 26
GLOBAL LOOK
Willing & Label ________________________________________________
Continuing Efforts
The Kennedy Group’s PureVue pressure-sensitive label (photo courtesy of
the Kennedy Group).
few sources of paper label stock that
perform well in this assessment. Avery
Dennison, Green Bay Packaging, UPM
Raflatac, and Wausau Coated Products
offer this type of paper label. The APR
encourages those that produce or
specify labels to use the label stocks
listed on the APR website
(www.plasticsrecycling.org).
26
The packaging industry’s development
of new sleeve and pressure-sensitive
label innovations seems set to continue. Fortunately, many members of the
label value chain have been working
closely to better understand and solve
the challenges of new labels when it
comes to recycling.
Sun Chemical and Eastman, for
example, are working together to develop an approach to creating a seam on
sleeve labels that will allow the label
seam to separate when a bottle goes
through a whole bottle wash process.
At the same time, companies selling
auto-sortation equipment are making
improvements to equipment and software to better manage labels, and ink
suppliers are using APR test methods
to develop new label inks.
The recycling industry welcomes
these innovations and strongly encourages their adoption by brand owners.
The APR, meanwhile, will continue
efforts to work with the label industry
to create solutions for challenges to
plastics recycling.
Those APR efforts, in fact, are becoming increasingly formalized and
effective. The Design Guide and Critical
Guidance Document initiatives mentioned earlier are both components of
the APR’s Champions for Change Program, which guides package designers
and innovators to develop packaging
compatible with today’s recycling
processes. The program provides stan-
dardized laboratory evaluations to
assess the impact of a package or package component on recycling.
In order to drive packaging innovation and qualify new materials, the APR
encourages brand owners to request
that suppliers provide data developed
through these tests. Companies that
meet the strictest test result guidance
given in the Critical Guidance Documents are formally recognized.
Stakeholders in the PET packaging field
are indicating they are paying attention
to the recycling industry’s efforts to
examine the impacts of label types,
and those companies are increasingly
becoming a part of the actual research.
With that type of cooperation, we
can ensure labels and recycling
processes evolve together. “Having
been involved with the APR and the
development of these test methods,
we are happy to see the response and
success to innovate labels,” says Kristina Hansen, project manager at
Plastics Forming Enterprises. “These
efforts will raise the quality of the recycling stream.”
About the Author: John Standish is
technical director of the Association of
Postconsumer Plastic Recyclers. He can
be reached at
john@plasticsrecycling.org.
This article was originally published
in Resource Recycling and Plastics Recycling Update magazines in 2014. Used
with permission.
| PlASTICS EnGInEERInG | JAnUARY 2015 | www.4spe.org | www.plasticsengineering.org
22-29 Global Look_046854 IndustryNews.QXD 12/16/14 7:24 AM Page 27
September 8-9, 2015
SAVE THE DATE!
SPE is proud to announce ANTEC® Brussels 2015 – a broad-based, high-quality
technical conference for the plastics industry. This is the second conference of its kind
to be held in Europe; EUROTEC 2013, which took place in Lyon, successfully presented
150 quality papers to attendees from 28 different countries.
These presentations covered a wide-range of topics involving polymer converting
technologies and applications, product developments, and elite plastics industry
innovations. EUROTEC 2013 was the largest technical conference in Europe that year.
ANTEC® Brussels 2015 will expand on the success experienced in Lyon. Taking place
in Brussels, Belgium on September 8-9, 2015, it will again be the premier event for
technical and business information for plastics professionals.
The conference will consist of exclusive sessions involving:
Composites
Automotive
Extrusion
Innovations
3D
and Nanocomposites
Trends
Technologies
in Polymers
Printing/Additive Manufacturing
Medical
And
Polymers
more!
In addition to selected peer-reviewed presentations, the conference will also offer
workshops and a compact exhibition, where you can interact with suppliers presenting
their newest products.
Don’t miss this premier event for the plastics industry!
Mark you calendars today!
Questions? Contact:
Carine Roos
croos@4spe.org
PH: +32 498.85.07.32
22-29 Global Look_046854 IndustryNews.QXD 12/16/14 7:25 AM Page 28
22-29 Global Look_046854 IndustryNews.QXD 12/16/14 7:26 AM Page 29
www.antec.ws
Monday PLENAR
PLENARY
Y Speaker
“The Role of Nanotechnology in Current and Future Space Missions”
Michael
Michael Meador,
Meadorr, NASA
N
NASA’s
A’’s M
Manager
Game
Changing
Development
Program’s
Nanotechnology
Project
Chief
anager of G
ame C
hanging De
velopment P
rogram’s Nanot
echnology P
roject & C
hief
Glenn
Polymers
Branch
of the NASA G
lenn P
olymers Br
anch
Mr. Meador is currently on loan from NASA to the White House Office of S cience & Technology
h l
as the
h Director
of the National Nanotechnology Coordination O ffice (NNCO).
NEW
NEW TECHNOLOGY
TECHNOLOGY Forums
Monday: “Inno
“Innovating
vating W
Within
ithin a Global C
Compliance
ompliance En
Environment”
virronment”
Presented by speakers from from UL, REACH (ECHA), PolyOne, FAA, FDA
Tuesday: “3-D P
Printing
rinting
g With
With a Fo
FFocus
ocus on Mat
Material
terial
erial
eria D
Development”
evelopment”
Presented by speakers from Shapeways, Materialise, Arburg, Oak Ridge, Teknor Apex
Wednesday: ““Advances
Advances in Batteries
Battteries
eries a
and
nd Sup
Super-Capacitors”
err-Capacitors”
Presented by speakers from LBNL, University Missouri-Columbia, Exponent,
Blue Spark Technolog
Technologies, Wildcat Discovery TTechnolog
echnologies
DIGITAL
DIGIT
TAL
A POSTER Sessions NEW!
SPE has moved to all-digital displays ffor
or thi
this year’s poster sessions. All posters will be presented by
students and industry proffessionals on HDT V flat screens in tandem with technical sessions.
For complete conference details, visit the website to view the ANTEC® 2015 A
Advanced
dvanced P
Program
rogram
30-33 American Chemistry Council_046854 IndustryNews.QXD 12/16/14 8:16 AM Page 30
A Look at Plastic Film Recycling
It’s growing, with lots of opportunity for future growth
By American Chemistry Council
Note: This article continues the series of
updates in PE from Plastics Make it Possible®, an initiative sponsored by
America’s Plastics Makers™ through the
American Chemistry Council.
i
n 1996, the american Plastics council (the predecessor to today’s
Plastics Division of the american
chemistry council) commissioned a
whitepaper on plastic film. in its
paper,1 the environmental consulting
firm Headley Pratt noted that, compared to alternatives, commonly used
plastic film typically:
• uses much less material to package products;
• takes less energy to produce;
• takes up less space in shipment,
storage, and at retail; and
• reduces environmental impacts
of transportation.
these benefits, due primarily to plastic film’s high strength-to-weight ratio,
were not really news to manufacturers
of plastic film and their customers.
What was newsy back then was the
whitepaper’s overview of the nascent
efforts to establish plastic film recycling programs, which at the time took
place predominately at businesses
that used large amounts of stretch
wrap. companies such as warehouse
and distribution centers, bulk mail
facilities, and grocery store chains had
begun gathering large amounts of film
over time and backhauling it to recycling facilities.
30
Early Collection Efforts
in all, approximately 190 million
pounds (86 million kg) of film were
recycled in 1995 out of a production of
11.25 billion pounds (5.1 billion kg),
according to the r.W. Beck consulting
firm. that added up to a 3% recycling
rate. consumer participation in the
recycling of plastic film was in even
earlier stages than commercial recycling. Due to the flexible nature of
plastic bags and wraps, plastic film
products typically were not being
included in the rapidly growing plastics
curbside collection programs. that
remains the case today.
the supermarket chain giant and
the (then) Mobil chemical company
initiated some of the original efforts to
engage consumers in plastic film recy-
cling. in the early 1990s, giant placed
collection bins at its 75 stores in the
Usa throughout Pennsylvania, Maryland, Virginia, and West Virginia with
signs urging consumers to return only
grocery bags that were provided by
giant. the bags were back-hauled to
giant’s distribution center where they
were baled and trucked to the trex
recycling facility in Winchester, Virginia. trex (at the time owned by Mobil)
used the grocery bags along with used
stretch wrap to manufacture plastic
lumber, which the company continues to do today.
the giant program and similar programs proved successful, and this new
retail collection system for consumer
grocery bags has expanded over time
into a widespread collection program
at thousands of major retailers across
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
30-33 American Chemistry Council_046854 IndustryNews.QXD 12/16/14 8:16 AM Page 31
the country, including grocery stores,
target, Wal-Mart, lowe’s, and others.
the program also evolved to collect
many other types of consumer film,
including bread bags, newspaper bags,
dry-cleaning wraps, tyvek®, and flexible product wraps, such as wraps for
cases of bottled water.
Collection Efforts Today
today, there are more than 18,000
store drop-off locations throughout
the UsA that collect plastic bags, wraps,
and film for recycling. As a result of this
expanded collection program and
increased commercial recycling, more
than one billion pounds (450 million kg)
of plastic film were recycled in 2012,
according to Moore Recycling Associates—a more than five-fold increase
since 1995. the EPA estimates that
plastic film was recycled at a nearly
15% rate in 2012, the most recent year
for which the agency has figures.
interestingly, based on audits of the
plastic film bales by Moore Recycling,
a majority of film collected for recycling
is not from grocery bags, but rather
from product wraps and other film
packaging.
the authors of the 1996 paper pointed out many difficulties associated
with plastic film recycling, including:
amassing enough volume, storage
space, collection infrastructure, contamination, and moisture. While those
obstacles remain, many have been
overcome over the years through trial
and error and pilot projects that
enhance recycling efficiencies.
One important obstacle remains:
consumer awareness of and participation in the recycling of plastic film. A
2014 survey by Plastics Make it Possible® found that while nearly two-thirds
of Americans say they recycle on a
“regular basis,” only 32% say they have
returned plastic shopping bags to
stores for recycling.
A recently developed labeling program for packaging could help raise
awareness and jumpstart the recycling of plastic film, as well as other
“How2Recycle” posters like this one are strong reminders that plastic film can and
should be recycled.
packaging. greenBlue’s sustainable
Packaging coalition in 2012 launched
the “How2Recycle” label program that
provides clear, simple, and nationally
harmonized directions for what and
where to recycle—right on the package. For the first time, this label literally
puts recycling instructions into the
hands of consumers, right at the point
of disposal. For plastic film packaging,
the label informs consumers that clean
and dry bags, film, and wraps should
be taken to store drop-offs for recycling.
greenBlue’s goal is to place the
How2Recycle label on the majority of
www.plasticsengineering.org | www.4spe.org | JANUARY 2015 | PlAstics ENgiNEERiNg |
31
30-33 American Chemistry Council_046854 IndustryNews.QXD 12/16/14 8:17 AM Page 32
A Look at Plastic Film Recycling _______________________________
consumer goods by 2016. Many big
names are on board including McDonald’s USA, conAgra, Kellogg’s, costco,
general Mills, Microsoft, and Estee
lauder.
Some recent additions to the labeling program could help boost plastic
film recycling:
• Reynolds consumer Products will
print the label primarily on its
Hefty brand slider bags.
• Kimberly-clark will add the label to
its Scott naturals Tube-Free bath
tissue flexible film packaging, followed by other Scott naturals
packaging and Kimberly-clark
products.
Hilex Poly, the nation’s largest
plastic bag manufacturer, will use
the label on a variety of its flexible
plastic packaging, including its
well-known “Thank You” plastic
bag.
Wegmans
became
• And
How2Recycle’s first grocery retailer, putting the label and a “Return
to Sender” message on all plastic
grocery and produce bags.
Even though plastic film recycling is
growing, substantial increases in consumer and commercial recycling will be
needed to reach the higher recycling
•
rates of plastic containers and other
materials. indeed, as the Plastics Division of the American chemistry council
noted earlier this year, “[E]xisting infrastructures for collecting commercial
film can be greatly expanded to capture significantly more of this material
from the increasing number of businesses seeking recovery options for
shrink film and transport packaging”
(emphasis added).
So opportunities exist for both consumers and businesses to increase
plastic film recycling. Hopefully both
will take advantage of these opportunities.
For more information on plastic film
recycling, visit www.plasticfilmrecycling.org.
Reference
1.
plastics.americanchemistry.com/understanding-plastic-film
Plastics Make it Possible highlights the
many ways plastics inspire innovations
that improve our lives, solve big problems, and help us design a safer, more
promising future. For more information
visit plasticsmakeitpossble.org.
So what happens to that billion
pounds of plastic film after it has
been collected? Recycled polyethylene film is used to make a range of
products, such as durable plastic and
composite lumber for outdoor decks
and fencing, home building products,
garden products, crates, pipe, new
film packaging, and plastic bags. One
example: Trex uses 140,000 recycled
plastic bags to make 500 square feet
(46.5 m2) of decking—the company is
one of the largest plastic film recyclers in the USA.
32
| PlASTicS EnginEERing | JAnUARY 2015 | www.4spe.org | www.plasticsengineering.org
30-33 American Chemistry Council_046854 IndustryNews.QXD 12/16/14 8:17 AM Page 33
34-39 Consultants Corner_046854 IndustryNews.QXD 12/16/14 8:15 AM Page 34
CONSULTANT’S CORNER
Plastic Failure Through Molecular
Degradation
Multiple mechanisms can attack polymer chains—here’s what can go wrong
By Jeffrey Jansen
the Madison group, Madison, Wisconsin, Usa
[Note: The author will be presenting the
SPE webinar “Degradation Failure of Plastics” on Feb. 18; see more details near
the end of the article in the sidebar.—
Ed.]
M
olecular degradation is a
leading cause of plastic component failure, with a study
indicating that 17% of plastic failures
are associated with a degradation
mechanism.1 in generic terms, molecular degradation of a plastic is the
deleterious alteration of the molecular
structure within the polymer as the
result of a chemical reaction. importantly, degradation mechanisms
principally involve a permanent reduction in molecular weight as a result of
the chemical reaction. there are
numerous molecular degradation
mechanisms, but the most common
are:
• thermal oxidation,
• ultraviolet radiation,
• chain scission, and
• hydrolysis.
34
Mechanisms of
Degradation
the dominant mechanism of molecular degradation and the extent of
degradation are dependent on the
composition of the plastic resin and
the surrounding environmental conditions. significant property reduction
can occur within most polymer families
as a result of molecular degradation.
all forms of degradation represent
Figure 1: This nylon water-heater valve degraded through contact with chlorinated
water at elevated temperatures.
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
34-39 Consultants Corner_046854 IndustryNews.QXD 12/16/14 8:15 AM Page 35
chemical reactions that result in molecular structural changes that are
accompanied by noted decreases in
physical properties. The reduction in
molecular weight associated with
degradation inherently leads to lower
ductility due to the accompanying loss
of entanglement of the now shortened
polymer chains. This reduces the
energy required for disentanglement/
slippage to occur and shifts the preferred mechanism from ductile yielding
to brittle fracture.
The manifestations of molecular
degradation can include:
• loss of mechanical properties, like
– reduction in strength,
– embrittlement,
– cracking, and
– catastrophic failure;
• reduction in chemical resistance;
• aesthetic changes, like
– discoloration,
– chalking,
– loss of gloss, and
– clouding/loss of transparency;
evolution
of volatiles (including
•
foul odor generation); and
• carbonyl formation (and loss of
dielectric properties).
Molecular degradation can occur
throughout the lifecycle of a plastic
component. Regardless of when the
degradation occurs, the effects can
lead to premature failure of the component. (An example of a failure is
shown in Figure 1, and some typical
circumstances are listed in Table 1.)
Thermal oxidation
Thermal oxidation is the degradation
of a polymeric material through contact with a chemical oxidizer. Most
polymers are subject to oxidation, and
it is the most common form of plastic
degradation (consider Table 2).
Oxidation is a chemical reaction in
which oxygen is introduced into the
molecular structure of the polymer,
creating a form of carbon-oxygen
bonds known as carbonyl functionality.
It produces a permanent change within
the plastic, most often in the form of
Table 1: Circumstances Leading to Premature Failure
Life Cycle Stage
Compounding
Drying
Processing
Processing
Storage
Installation
Service
Service
Service
Condition
Exposure to elevated
shear-induced heating while
additives are incorporated
into compound
Exposure to elevated temperature
for an extended period of time
while in the drying hopper
Insufficient drying of resin prior
to injection molding leading to
exposure to water at elevated
temperatures
Resin remains in the injection
molding barrel for a prolonged
period of time at temperature
beyond recommended
Outdoor exposure to sunlight of
non-stabilized polymeric
components
Uncontrolled elevated
temperatures used for welding
operations
Parts exposed to fluorescent
lighting
Exposure to temperatures higher
than anticipated for extended
periods
Contact with aggressive acidic or
basic cleaning chemical agents
Result
Chain scission
Thermal oxidation
Hydrolysis
Chain scission
Photo-oxidation
Thermal oxidation
Photo-oxidation
Thermal oxidation
Hydrolysis
Table 2: Inherent Resistance to Oxidation of Various Polymers
Polypropylene
Low Density Polyethylene
High Density Polyethylene
Nylon
Polyacetal
Poly(phenylene oxide)
Poly(ether ether ketone)
Poly(phenylene sulfide)
Poly(vinylidene fluoride)
Polytetrafluoroethylene
molecular weight reduction through
shortening of the polymer chains. Oxidation takes place via a multi-step
reaction based on free radical formation. Free radicals can be found within
plastic formulations as unintentional
residual byproducts of polymerization,
as formulation additives, or as contaminants. These free radicals react
Least Resistant
Most Resistant
with oxygen to attack the polymer
backbone covalent bonds.
In most cases, the rate of the degradation mechanism will accelerate with
time as the reaction proceeds to autocatalyze. Through thermal oxidation,
the polymer chains are cleaved, and
the resulting shortened chains are terminated with oxygenated functional
www.plasticsengineering.org | www.4spe.org | JANUARY 2015 | PLAsTICs ENgINEERINg |
35
34-39 Consultants Corner_046854 IndustryNews.QXD 12/16/14 8:15 AM Page 36
CONSULTANT’S CORNER
Plastic Failure Through Molecular Degradation _________________
groups, including carboxylic acids,
esters, ketones, and aldehydes.
Photo-oxidation
Photo-oxidation, commonly referred
to as ultraviolet (UV) degradation, is
the degradation of a polymeric material through exposure to terrestrial
light energy in conjunction with contact
with a chemical oxidizer, such as air.
Based upon their structure and the
functional groups comprising the polymer, some plastics are inherently
susceptible to photo-oxidation. given
enough light energy input, these susceptible functional groups, known as
chromophores, cleave to produce free
radicals.
Degradation through photo-oxidation is very similar to the thermal
oxidation, and is driven by the production of free radicals. Essentially,
the exposure to light energy results in
the accelerated formation of free radicals, which speeds the initiation of
the degradation reaction. Photo-oxidation is a chemical reaction facilitating
the incorporation of oxygen into the
backbone structure as carbonyl
groups, resulting in molecular weight
reduction of the polymer.
UV energy at short wavelengths is
most severe toward polymeric materials, and can break the covalent
molecular bonds forming the polymer
backbone. the shortest UV wavelengths found within the Earth’s
atmosphere are sufficient to produce
this degradation. Most often, the chromophore that is susceptible to the UV
energy is a functional group within the
polymer; however, it can also be associated with an additive within the
formulation. Bonds susceptible to photo-oxidation include carbon-nitrogen
bonds such as nitrile, amide, and
amine; carbon-oxygen bonds such as
ether, ester, ketone, and carboxylic
36
acid; carbon-chlorine bonds; oxygenoxygen bonds such as peroxide; and
nitrogen-hydrogen such as amide and
amine.
Degradation damage is generally
limited to the surface layer exposed
to the UV radiation, to a depth of
approximately 150 µm. the depth of
the degradation penetration is determined by the extent of oxygen
diffusion into the material. However,
even damage to this minimal degree
can produce a deleterious outcome.
the radiation exposure degrades the
polymeric material, which results in a
brittle surface layer. this degraded
layer is then subject to localized shrinkage, producing stresses, or the direct
application of stress in the application.
this stress, and the accompanying
strain, makes the material more prone
to further oxidation and results in the
initiation of cracks within the surface
layer. the cracking subsequently
extends into the base material through
brittle fracture.
Chain scission
chain scission is the degradation of a
polymeric material in the absence of
a chemical agent, in particular without
oxygen. as part of chain scission, the
molecular structure of the polymer is
altered solely based on energy, potentially as exposure to high levels of
stress or elevated temperature. the
covalent bonds forming the polymer
backbone will break down randomly,
resulting in rapid decreases in molecular weight.
like thermal oxidation, chain scission
proceeds via a free radical mechanism.
as the polymer backbone chains are
broken, carbon-carbon double bonds,
known as unsaturation, are formed.
the absence of oxygen drives this
degradation mechanism. normally,
chain scission is caused by exposure
to elevated temperatures in combination with high shear stress, and is often
associated with processing techniques
where air is not present.
Hydrolysis
Hydrolysis is the degradation of a polymeric material through contact with
water, specifically the hydrogen cations
(H+) or hydroxyl anions (OH-). Hydrolytic degradation can occur within plastic
materials as a result of submersion in
water, progression through condensation cycles, or by exposure to steam.
it can also result from contact with
acids (high H+ concentration) or bases
(high OH- concentration), which can
dramatically accelerate the process.
some polymers are inherently susceptible to hydrolysis, given their
molecular structure. specifically, condensation polymers, such as those
listed below, form water during the
polymerization process, and as
such are susceptible to hydrolytic
degradation:
• polyesters (like poly(butylene
terephthalate), poly(ethylene
terephthalate), and copolyester
resins);
• polycarbonate;
• nylons (nylon 6, nylon 6/6, nylon
12);
• polyurethane (ether-based and
ester-based); and
• polyacetal (homopolymers and
copolymers).
like the other types of molecular
degradation reviewed here, hydrolysis
represents a chemical reaction that
results in a permanent change within
the molecular structure of the polymer.
the hydrolysis mechanism proceeds
through the reaction of the polymer
with water, resulting in the cleavage
of the susceptible functional group,
commonly into chemical species that
resemble the initial reactants used in
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
34-39 Consultants Corner_046854 IndustryNews.QXD 12/16/14 3:07 PM Page 37
the original polymerization process.
With some polymers, water is produced as a byproduct of the hydrolysis
reaction, and in these cases the degradation proceeds relatively rapidly.
it is important to recognize that
hydrolysis is different than water
absorption. While water absorption
can significantly alter the mechanical
properties of a plastic, particularly
nylon resins, the effect is transient and
reversible.
Factors Influencing
Degradation
the various forms of molecular degradation present some commonalities
in regards to the factors that influence
the type of degradation and the rate
and degree of damage to the material.
generalized, the most important
parameters affecting the extent of
molecular degradation are as follows:
• Polymer type: the susceptibility to
the specific types of molecular
degradation is variable, and based
on the polymer structure.
• Effectiveness of stabilization additives: the type, loading, and
permanence of anti-degradant
package used in the plastic formulation.
• Temperature: Higher temperatures
result in increased reaction rates.
• Strength of reactant chemical or
radiation: stronger or more concentrated reactive agents will
result in faster degradation.
• Stress level: Higher levels of stress
results in more rapid degradation—internal and external
stresses are combined.
Figure 2: Reference and failed connectors, shown as received. The failed parts
exhibited significant discoloration.
Figure 3: Photomicrographs showing features associated with brittle cracking on
the transverse fracture surface of the connector (left) and an interconnecting
series of cracks on the interior surfaces at both the nipple end (left) and threaded
end (right).
A Case Illustration
What went wrong?
A plastic elbow connector used in a
food service application failed while
in service after approximately six
months of use (Figure 2). A series of
connectors installed within equipment
at the same site had all failed prematurely, while parts at other locations
Figure 4: SEM image showing mud cracking, characteristic of severe molecular
degradation, on the interior surface of connector.
www.plasticsengineering.org | www.4spe.org | JANUARY 2015 | PlAstics ENgiNEERiNg |
37
34-39 Consultants Corner_046854 IndustryNews.QXD 12/17/14 12:52 PM Page 38
CONSULTANT’S CORNER
Plastic Failure Through Molecular Degradation _________________
had performed as expected. as part
of normal operation, the systems are
cleaned using a variety of commercial
products. the elbow connector was
stated to be produced from a nylon
6/6 resin.
Evaluation
Microscopic examination of the failed
connector confirmed a catastrophic
transverse crack within the nipple end
of the elbow. the fracture surface displayed features associated with brittle
cracking. inspection of the interior surfaces of the elbow revealed
widespread cracking in an intersecting
pattern, commonly referred to as mud
cracking (Figures 3-4).
the exterior surface of the failed
part showed significant discoloration
in the form of yellowing; however,
cracking was not found. the extent
and form of the cracking was indicative
of molecular degradation of the elbow
material initiating from the interior.
scanning electron microscopic (sEM)
examination revealed further evidence
indicating molecular degradation was
severe and consistent with chemical
attack associated with exposure to an
aggressive, incompatible chemical
agent
Fourier transform infrared spectroscopy (Ftir) was performed on the
reference elbow, and the obtained
results were consistent with a nylon
resin (Figure 5). the interior surface of
the failed elbow was also analyzed,
and the resulting spectra contained
absorption patterns associated with
the nylon base material. However,
additional absorption bands indicative
of carbonyl functionality were also
present, consistent with oxidative
degradation.
Energy dispersive X-ray spectroscopy
(EDs) was performed on the base
material of the reference connector
and the interior surface of the failed
part. Both results showed relatively
high levels of carbon, oxygen, and
nitrogen, as expected for a nylon resin.
additionally, the interior surface of the
failed part presented a low, but significant level of potassium.
Conclusion
it was the conclusion of the evaluation
that the elbow connector failed as a
result of severe molecular degradation
of the nylon plastic resin. Degradation
was indicated by the significant mud
cracking and discoloration, as well as
the oxidation indicated by Ftir.
the degradation, and subsequently
the cracking, initiated on the interior
surface of the connector, indicating
that the chemical agent responsible
for the degradation was contained
within the equipment. analysis of the
interior surface of the failed part
showed the presence of potassium,
and because of the lack of other elements, this was thought to represent
the presence of potassium hydroxide.
given the internal nature of the degradation, the general classes of materials
that produce molecular degradation
in nylon 6/6, and the presence of
potassium, the likely potential source
of the deleterious chemical agent was
the cleaning products used in conjunction with sanitation of the food service
equipment.
Reference
1.
Figure 5: FTIR results on the failed elbow of the connector showed an absorption
band indicative of oxidation.
38
Wright, D. Failure of Plastics and Rubber Products (shawbury, shrewsbury, shropshire,
UK: raPra technology ltd., cambridge:
2001), p. 5.
About the author: Jeffrey A. Jansen is a
senior managing engineer and partner
at The Madison Group (www.madisongroup.com; +1 608-231-1907), an
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
34-39 Consultants Corner_046854 IndustryNews.QXD 12/16/14 3:05 PM Page 39
independent plastics engineering and
consulting firm. He specializes in failure
analysis, material
identification and
selection, and
aging studies for
thermoplastic
materials, and
has been solving
polymer-related
problems for 23
years,
during
which he has
performed over
1,525
failure
investigations. Jansen is a regular presenter for SPE’s webinar series, covering
a wide range of topics related to plastics
failure, material performance, testing,
and polymer technology.
SPE webinar:
Degradation Failure
of Plastics
Wednesday, February 18, 2015, 11:00
a.m. EST
Plastic materials offer a unique balance of strength and ductility
associated with their inherent viscoelastic nature. However, they are
susceptible to molecular degradation
through a variety of exposures. This
degradation can occur during compounding, processing, storage, or
while in service.
Understanding the nature of degradation can help prevent failure.
Thus, topics covered during this
webinar will include:
• Introduction to plastic molecular
degradation, including the various mechanisms
• Material susceptibility to degradation
• Stabilizers to prevent degradation
• Testing to assess the level of
degradation
For more details or to register, go
to www.4spe.org/Events/webinars.
aspx.
www.plasticsengineering.org | www.4spe.org | JANUARY 2015 | PlASTIcS ENgINEERINg |
39
40-43 Beck_046854 IndustryNews.QXD 12/16/14 8:15 AM Page 40
How to Measure Color
Proper analysis is key for creating plastic parts that require
accurate & consistent coloration
By Ron Beck
R&D Manager, Americhem, Cuyahoga Falls, Ohio, USA
A
s children, one of the very first concepts you likely
learned was that of “color.” As a toddler, you learned
to tell red from blue. As you grew older, you began to
comprehend that there is far more diversity in colors than
you had originally grasped. Sea green and forest green may
both be green, you found; yet there is an easily perceptible
distinction between the two.
For many people, education on the differentiation of colors progresses little after childhood. They may recognize that
there is a difference between two shades of a color, but they
never learn how to measure this difference. And they are
widely alright with this fact, as the ability to visually perceive
a difference in color is what matters most to a layperson. For
those who make regular decisions regarding the coloration
of products, however, the skills to empirically differentiate colors are far more valuable.
So how should we measure color?
Principles of Examination
As is the case with many scientific endeavors, measuring
color involves examination followed by analysis. Thorough
examination requires clear procedures, responsible methods,
and a firm understanding of variability. You need good representative samples with which to work, as well as statistically
valid, clean, appropriately preserved standards. Any sample
Spectrophotometry is one method for repeatable, accurate color matching.
40
| PlASTiCS EnginEERing | JAnUARY 2015 | www.4spe.org | www.plasticsengineering.org
being measured must be statistically representative of the
entire batch, free from contamination, the same form as a target, and reproducible within acceptable limits of repeatability.
Visual examination
Evaluation of color can be—and generally is—done visually,
but there is a fundamental issue with this method. Perceptions
of color are highly subjective, as visual examination involves
many complicating variables—from differences in the eyes
and brains of examiners to the conditions of the examining
environment. light sources vary in brightness and color rendering ability, for instance, and the properties of an object
being examined could shift over time. As a result, consistent
judgment is difficult to come by, and repeatability and reproducibility of color measurements determined visually are
generally low.
If you choose to compare colors visually, know that the
methodology you select can affect color measurement outcomes. For instance, if you measure a single sample (imagine
a square painted with a sample of a batch of yellow paint) versus a single standard (imagine a square painted with a
sample of a batch of yellow paint previously determined to
be of acceptable coloration), you may find that your judgment
of similarity between the sample and the standard shifts over
time, making repeatability difficult. As an alternative, if you
choose to compare a single standard against numerous
reference batches of a color, these previous batches can provide visual anchors to help you reproduce the same
judgments from examination to examination.
Instrumental examination
the alternative to visual examination is to use specialized
instruments to measure color. Instrumental examination
allows you to assign quantifiable values to colors, making
comparison simpler and eliminating some of the inherent
inconsistencies of visual judgment. Remember, however,
that a machine is not a human eye, and thus the consistency of instrumental measurement should always be paired
with an understanding that regardless of its numerical values, an object’s color could still appear differently depending
on who is looking at it and where.
While color-identifying instruments are very useful for scientific color measurement, there are a few things to keep in
mind when using an instrumental approach. First, know your
instrument. An advantage that eyes have over instruments is
that you know exactly how to use them. complex instruments, however, could easily have a misadjusted setting that
confuses your measurements if you are not intimately familiar with the mechanism’s workings. Ensure that whatever
equipment and procedures you use will deliver results within acceptable error tolerances, and that you know how
precisely your instrument will measure. Account for angle of
viewing and the reflective properties of any gloss or coatings
that could confound your measurements as well.
”
40-43 Beck_046854 IndustryNews.QXD 12/16/14 8:15 AM Page 41
If you choose to
compare colors
visually, know that the
methodology you select can
affect color measurement
outcomes.
Principles of Color Analysis
”
Once you’ve determined the methodology you will use for color examination and have your measurements, it’s time to
analyze your findings. the biggest key for color analysis is to
remember that perceptibility is not the same as acceptability.
Perceptibility of the difference between color samples is
determined by whether they look different to you; acceptability of the variance between the two samples is established
by values set in place by tolerances that vary from application to application.
In some cases, perceptible variations may be deemed
acceptable based on the governing parameters of an agreement, and discarding a batch of materials based on visual
analysis alone could be a costly mistake. On other occasions, depending on visual perception of color variance
could mean shipping a batch of product that does not meet
specifications. to avoid these issues, focus on computing
whether the variance between two colors falls within a set tolerance rather than whether you can see a difference.
Establishing color tolerances
When analyzing the acceptability of a color batch, you will be
scrutinizing values that portray nuanced variations between
color samples. Instrument readings will convey information
such as:
• ∆l: the difference in lightness/darkness
• ∆A: the difference in red/green values
• ∆B: the difference in yellow/blue values
• ∆c: the difference in chromaticity
• ∆E: the spectral “distance” between the two colors
• ∆H: the difference in hues
these values are used to determine graphically whether
a batch “passes” or “fails” based on specified tolerances.
www.plasticsengineering.org | www.4spe.org | JANUARY 2015 | PlAstIcs ENgINEERINg |
41
40-43 Beck_046854 IndustryNews.QXD 12/16/14 8:15 AM Page 42
How to Measure Color__________________________________________
there are a number of ways to determine whether a
batch falls within an acceptable tolerance, but not all methods of designating a tolerance are equally advisable. One
option, for instance, is to create a “pass/fail” box centered
upon the color values of the standard against which you are
measuring (Figure 1). the box shows the area within which
a batch must fall on the graph. if the value is within the box,
it is likely to be acceptable, but not in all instances. the box
assumes a linear, uniform behavior of color space, which is
not an accurate assumption.
another method is to use a circle centered upon the
color values of the standard to determine whether the
spectral distance between the standard and batch is small
enough to fit within the circle, and therefore be deemed
acceptable (Figure 2). However, as in the option of the
square box, it assumes linear, uniform behavior of color
space, which is not accurate.
the third option is to create an elliptical pass/fail system based on an equation set forth by the color
Manufacturing council (Figure 3). this system places a customizable emphasis on hue and chromaticity value, allowing
you to determine how much weight is placed on the hue and
chromaticity differences of the two colors. the ability to
adjust hue and chromaticity ratios in your calculations is
important because the area of the color space in which
your colors fall can impact how perceptible hue and chromaticity variances will be, and thus it’s beneficial to weigh
variance in neutral and high chromaticity colors differently. commonly used ratio values are 2:1 to determine
acceptability.
Figure 3: An elliptical pass/fail equation-based system places
a customizable emphasis on hue and chromaticity
Figure 1: A “pass/fail” box, centered upon the color values of
a standard, shows the area within which a sample batch
value must fall.
Figure 2: A circle centered upon the color values of a standard graphically shows the “spectral distance” between the
standard and a sample batch.
42
A recommended approach
creating an exact match between two colors with no visual
difference is both difficult and expensive. Mathematical difference and perceptible difference are two different things,
and what really matters is not whether there is variance
between two colors, but whether that difference is visually
close enough to be acceptable by a customer or consumer.
Of the three options, the elliptical pass/fail system gives you
the best point of reference when determining a tolerance that
accurately reflects whether a batch will meet this criterion.
When charting and comparing real-world results of batches
that were either accepted or rejected, we find that pass/fail
boxes and circles designate as failures a large number of
batches that were actually deemed acceptable. if you choose
the elliptical pass/fail system, your probability of false negatives and false positives drops dramatically compared to the
box or circle systems. the ellipse, accounting for the realities
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
40-43 Beck_046854 IndustryNews.QXD 12/16/14 8:15 AM Page 43
of how we view color in a non-linear,
non-uniform space, offers the best
chance of saving you time and money.
some instruments calculate according to the cMc l:c (color Measurement
committee lightness:chroma) equation
used to create pass/fail ellipses; in other cases you can run the calculations
yourself based on the delta values your
instrument reports. For the most part,
you can rely on your equipment to do
the math. the responsibility to choose
the right methodology and tolerance
system lies with you, however, so
remember your basics.
color measurement, to some extent,
is a mixture of science and art. this
article offers a high-level overview of
the subject to help you establish an
elementary understanding of color
measurement, but there is far more
to be said on the topic. Even long-time
color measurement veterans often
have questions on the appropriate
ratios and equipment to use.
About the author: Ron Beck joined
Americhem in 1976 as a product designer. After over 35 years with the company,
Beck has held
multiple positions. Currently,
Beck specializes
in color science,
technical statistics, product
design, and Six
Sigma. Beck’s
future goals for
Americhem are
to implement
the company’s
vDesign® program and exploit its new capabilities to
change the business model for color concentrates, as well as to utilize his Six
Sigma Black Belt training to improve plant
efficiency. He can be reached at
rbeck@americhem.com or +1 330-3543346.
Bioplastics
Re-Invention of Plastics via
Renewable Chemicals
!' #2' 1-'#3'& 40 #//05/%' 052 4* %0/('2'/%' 0/
+0-#34+%3 +#.+ -02+&# #/5#28 0/('2'/%' *'.' ' +3+4'& +/ 1=0; /0.,/0< 91 <69@ /0?069:708= .9770;.4,6 ,..0:=,8.0 6,<= A0,;< 3,?0 @4=80<<0/ , ;080@0/ <:4;4= 91 4889?,=498 48 =30 1406/ 91
.3074.,6<:96A70;<9@0?0; <970 91 =39<0 =0.38969240< ,6=39>23 <=466
:;974<482 4= ,::0,;< @466 =,50 69820; =3,8 ,8=4.4:,=0/ .9770;.4,64B,=498
=4706480< 0?0;=3060<< =30;0 3,< -008 , 80@ @,?0 91 -49:6,<=4.<
08=0;482 =30 342308/ .98<>70; :;9/>.=< <>.3 ,< ,;:0= *,;8< ,8/
,>=9:,;=< 48 0;.0/0< 0;;,;4 ,8/ ,<0;,=4 =30 1406/ 4< .98=48>9><6A
,8/ ;,:4/6A 0?96?482 &3070 91 =34< .9810;08.0 4< =9 -;482 A9> >: =9
<:00/ 98 <=,=091=3048/><=;A
=< &470 =9 $01;0<3 9>; '8/0;<=,8/482 91 49"6,<=4.< )'/&# +/ 20)2'33
208/, 4< -0482 .,;01>66A /0?069:0/ =9 7,=.3 =30 ;080@0/ .9810;08.0
=3070 ,8/ =30 >:/,=0< .,8 -0 ?40@0/ ?4, =30 6485 -069@
*441+0-#340/('2'/%'%0.$20%*52'*4." 14+0/#- 2'0/('2'/%' 0523'
8=;9/>.=498 =9 49"6,<=4.< !;408=,=498 ;4=4.,6 89@60/20 19; ,<=0;482 9/41A482 "96A70;<
49"6,<=4.< , ;,<39>;<0 98 %=,=091=308/><=;A
'33+0/
'33+0/
'33+0/
'33+0/
'33+0/
" #+/ 0/('2'/%'::
49"6,<=4.< @4=3 <=,-64<30/ ;9@482 9770;.4,6 %,60<
;,8/!@80;< ;0,=482 ,;50=">66 19; 49"6,<=4.<C
49"6,<=4.< 824800;0/ 19; 423"0;19;7,8.0
$080@,-60 3074.,6< 19; &;,/4=498,6 0@0; "96A70;<
49"6,<=4.< 48 69-,6 %><=,48,-464=A 119;=<
1%0.+/) 6'/43
2+/4+/) '74 '60-54+0/ +/ #$2+%#4+/)
#4'2+#-3 +/40 '#-+(' $,'%43
" ,0<,;< ",6,.0 ,< (02,< ( '%
3==:@@@";48=4829810;08.0.97
99999
0-8.'23 -#34+%3 +/ '&+%#- '6+%'3
!;6,8/9 '%
3==:@@@0/4:6,<=9810;08.0.97
www.plasticsengineering.org | www.4spe.org | JANUARY 2015 | PlAstics ENgiNEERiNg |
43
44-47 Inside SPI_046854 IndustryNews.QXD 12/16/14 8:05 AM Page 44
INSIDE SPI
INSIDE
Domestic Demand for Plastics Industry
Products Reaches Record-Setting Level
By William R. Carteaux
SPI President and CEO
D
omestic demand for plastics
industry products grew at a
record-breaking pace in 2013,
reflecting the value of manufacturing to
the U.S. economy, a report released by
SPI staff said. The latest figures available
show that the U.S. plastics manufacturing
industry operates as a $374 billion sector
that employs 900,000 men and women
with representation in each of our
nation’s 50 states.
SPI’s 2014 Global Business Trends
report indicates that the domestic
demand for plastics industry goods grew
6.5%, from $251 billion in 2012 to $267
billion in 2013. The previous high was
$262.6 billion in 2006.
Surpassing previous consumption levels confirms that the U.S. plastics
manufacturing industry is a major player in the world’s economy. And while
U.S. exports of raw materials continue to
show profitability, thanks in part to
increases in shale gas supplies, domestic
demand holds the key to a wealth of job
growth and economic benefits for firms
that invest in the nation’s manufacturing
renaissance.
The U.S. resin trade surplus has grown
in dollar terms, falling off slightly during
the 2008-2009 recession, and again in
44
Bill Carteaux
2012-2013, because of strength in the
U.S. economy relative to the rest of the
world. Meanwhile, the U.S. manufacturing trade balance has improved in part
due to “reshoring,” or the return of manufacturing operations that had been
“offshored” to other countries. Our country has become more competitive for
four main reasons: low wage inflation, a
lower-valued dollar, high productivity,
and abundant energy.
Exports resumed growth in 2013,
recording a 2.7% increase across most
sectors (resins, plastic products, and
molds), excluding machinery. However,
machinery sales and exports historically
expand on a triennial basis in conjunction
with NPE, SPI’s premiere international
plastics showcase. (NPE2015 is scheduled for March 23-27, 2015, in Orlando,
Florida, USA.)
Because of the flourishing domestic
market, more production was needed
in 2013 to meet the demand. The ratio of
industry exports to domestic shipment
fell from 22.2% in 2012 to 21.5% in
2013—another sign of an improving U.S.
economy.
As has been the case in recent years,
Mexico and Canada remain the U.S. plastics industry’s largest export markets,
with $14.9 billion in exports going to
Mexico and $12.5 billion to Canada in
2013. The industry had its largest trade
surplus with Mexico in 2013, at $10.8 billion, which is largely attributable to the
North American Free Trade Agreement
(NAFTA). U.S. plastics companies continue to take advantage of duty-free access
| PlASTICS ENGINEErING | JANUArY 2015 | www.4spe.org | www.plasticsengineering.org
44-47 Inside SPI_046854 IndustryNews.QXD 12/16/14 11:45 AM Page 45
to Mexico’s market, and this should serve
as an indication of the potential positive
trade benefits that await the U.S. should
it successfully conclude negotiations on
the Trans-Pacific Partnership (TPP) and
the Transatlantic Trade and Investment
Partnership (TTIP).
Analysis of the report also demonstrates the opportunity within the U.S.
plastics industry to reshore manufacturing positions. According to the
Reshoring Initiative, bringing jobs back to
the USA reduces the cost of ownership
and improves quality and consistency,
among other reasons. The report also
provides deep insight into industry-wide
trends as well as movements in molds,
resins, machinery, and plastic products.
Among the key findings in the resin sector, the report states that resin exports
have been competitive as feedstock costs
have fallen in response to growing shale
gas supplies. While U.S. natural gas costs
rose 35.4% in 2013, crude oil prices rose
only 4%. The price of oil is higher than the
price of gas on a weight or Btu basis,
therefore the domestic industry, which
relies primarily on gas-based feedstocks,
continues to have a significant cost advantage over the majority of overseas resin
competitors that use crude oil-based
feedstocks.
Here are few more facts:
•
The U.S. resin industry had a $20.5
billion surplus in 2013 (it was about
the same in 2012).
•
Resin exports increased 2.2%, while
imports increased 5.5%.
•
Plastics product trends: The estimated value of plastic products
contained in exports was $27 billion, and the estimated value
contained in imports was $47.6 billion, giving the USA a $20.6 billion
deficit in contained plastic product
trade.
•
Mold trends: The U.S. moldmaker
market share was 54.7% market
share in 2013, compared with 55.5%
in 2012.
•
Machinery trends: The U.S. machinery producers’ market share was
36.6% in 2013, up from 34.5% in
2012.
If you’re interested in an analysis of
the report, I would invite you to view a
replay of the recent webinar, “America’s
Competitive Position in a Global Economy,” accessible on our website at
www.plasticsindustry.org. Along with
Michael Taylor, SPI’s senior director of
international affairs and trade, other
speakers were Cliff Waldman, director
of economic studies at Manufacturers
Alliance for Productivity and Innovation
(MAPI), and Harry Moser, Reshoring Initiative founder and president. The full
report is also available at
www.plasticsindustry.org.
Plastics Machinery Shipments Continued to Rise in Q3
M
arket demand for plastics
machinery continued to
grow in the third quarter of
2014, according to statistics compiled
and reported by SPI: the Plastics Industry Trade Association’s Committee on
Equipment Statistics (CES).
“The market conditions that drive
investment in new industrial equipment have prevailed throughout all of
2014, and I expect these conditions to
persist in 2015. These are: low interest
rates, and the need for increased productivity in order to meet rising
aggregate demand," according to Bill
Wood, the plastics market economist
who analyzes and reports on the plastics machinery market sector for the
CES.
Shipments of primary plastics equipment (injection molding, extrusion, and
blow molding equipment) for reporting
companies totaled $301.4 million in
Q3. This is 6% higher than the revised
shipments total of $284.3 million in Q2
of this year, and is down only 2% compared with the robust total from Q3 of
www.plasticsengineering.org | www.4spe.org | JANUARY 2015 | PlASTICS ENGINEERING |
45
44-47 Inside SPI_046854 IndustryNews.QXD 12/16/14 8:05 AM Page 46
INSIDE SPI
2013. For the year to date, the total
value of primary equipment shipments
is up 6% compared with last year.
a closer look at the cEs data shows:
• the shipments value of injection
molding machinery decreased 4%
in Q3 of 2014, compared with the
total from Q3 of 2013 (for the year
to date, shipments of injection
molding machinery are up 4%).
• the shipments value of singlescrew extruders dropped 14% in
Q3, compared with last year (for
the year to date, single screw
extruder shipments are down 6%).
• the value of shipments of twinscrew extruders (which includes
both co-rotating and counter-rotating machines) jumped 33% in Q3
(for the year to date, shipments
of twin screw extruders are up
35%).
• the shipments value of blow molding machines advanced by an
estimated 27% in Q3 (for the year
to date, shipments of blow molding machinery are up an estimated
25%).
the cEs also compiles data on the
auxiliary equipment segment (robotics,
temperature control, materials handling, etc.) of the plastics machinery
industry. new bookings of auxiliary
equipment for reporting companies
totaled a record-breaking $108.2 million dollars in Q3. this represented a
gain of 8% compared with the total
from Q3 of 2013. For the year to date,
bookings of auxiliary equipment are
up 12%.
the trend upward in the cEs data
on plastics machinery shipments corresponds with the trends in the two
major data series compiled by the U.s.
46
government that measure activity levels in the industrial machinery sector.
according to the Bureau of Economic
analysis, business investment in industrial equipment escalated by 16%
(seasonally-adjusted, annualized rate)
in Q3 when compared with Q3 of
2013, and for the year to date investment is up 13%. the other important
machinery market indicator, compiled
by the census Bureau, showed that
the total value of new orders of industrial machinery jumped 47% in Q3
when compared with the total from
last year, and for the year to date,
industrial machinery orders are up a
stellar 34%.
“From a global perspective, the north
american region will be the strongest in
terms of total economic activity in the
coming months,” says Wood. “With the
exception of china and india, the economic activity in most of the other
major economic regions of the world
will see sluggish or even negative
growth. But strong demand in the U.s.
helps to sustain the momentum in the
global economy in 2015.”
the cEs also conducts a quarterly survey of plastics machinery suppliers that
asks about present market conditions
and expectations for the future. the
responses from the Q3 survey indicate
that machinery suppliers remain optimistic about the market demand for
their products in the coming months.
When asked about expectations for
future market conditions, 95% of the
respondents expect conditions to stay
the same or even improve in the coming
quarter, and 98% expect them to hold
steady or get better during the next 12
months.
there is a strong consensus that north
america is the global region where the
most promising market conditions are
expected in the coming year. Expectations for Mexico improved substantially
when compared with the responses
from last quarter. Expectations for latin
america, asia, and Europe were lowered. as for the major end-markets, the
respondents to the Q3 survey expect
that automotive and medical will remain
strong in terms of demand for plastics
products and equipment. Expectations
for packaging, appliances, and construction improved when compared with
the previous quarter.
the industry and survey analysis that
appears in this media report was contributed by Mountaintop Economics &
research, inc. (MEr), a supplier of market analyses and forecasts for decision
makers in the plastics industry. MEr
founder Bill Wood (billwood@plasticseconomics.com) is a plastics market
economist with more than 25 years of
experience in industrial market analysis
and forecasting.
the sPi committee on Equipment
statistics collects monthly orders and
shipments data from manufacturers
of plastic injection molding, extrusion,
blow molding, thermoforming, hot runners, and auxiliary equipment. a
confidential, third-party fiduciary, VEris
consulting, llc, compiles the monthly
data and analyzes individual company
data for consistency and accuracy.
Once this crucial process is completed,
VEris aggregates and disseminates
reports to participating companies. if
this is something you and your company are interested in please contact
Katie Masterson at
kmasterson@plasticsindustry.org or
+1 202-974-5296.
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
44-47 Inside SPI_046854 IndustryNews.QXD 12/16/14 8:14 AM Page 47
JOIN THE R
RACE
AC E T O FIND YOUR FUTUR
IN THE POLY MER & PL ASTICS INDUST
REGISTER
YOUR
TODAY!
OD
AY
REGISTERYOUR
YOUR
YOURTEAM
TEAMT
TODAY!
TOD
A!Y!
FIRST
TT
P
PLACE
LP
ALCE
TEAM
WINS
ACE
TEAM
FIRST
PLACE
WINS
F
FOUR
OUR
$
$1,500
1$
,15,05000
AP
APPLE
PLE
GIF
GIFT
FT
TFT
C
CARDS!
ARDS
! !
F
OUR
AP
PELE
E
GIFT
GIF
T
C
ARDS
FOUR
$1,500
APPLE
CARDS!
Additional
A
dditional
gif
gift
ftgif
t ccards
ds
darrds
priz
prizes
es tto
ob
be
aw
awarded
arded
Additional
A
dditional
gift
ftar
t rccards
dand
and
priz
prizes
es
tto
oe b
be
e aw
awarded
arded
@
TThe Plastics RACE
®
Join us ANTEC® 2015 @ NPE for an exciting new
t team-centered, Smartphone-based question and
answer hunt.
Plot your course from one sponsor location to
t the next, scan a specialized code posted in the booth
and answer a randomly generated question testing
your general knowledge in the fields of polymer science,
polymer chemistry, plastics engineering and more.
Points are totaled at the end of the race, winners
d determined and PRIZES ARE AWARDED!
Tuesday, March 24, 2015
10:00 am - 4:00 pm
•
•
Network with fellow race participants
a and booth personnel
Learn about specific products & services
from sponsoring companies
•
Connect with future employers to find
o out who is recruiting
•
Test your knowledge of the polymer
a and plastics industries
•
Race for amazing prizes!
Interested in participating as a sponsor?
ACT NOW!
There are a limited number of sponsorship
opportunities available for this event!
www.4spe.org/antec/tpr
48-53 Industry News_046854 IndustryNews.QXD 12/16/14 8:04 AM Page 48
Industry nEws
Energysafe pigments from Eckart are
designed to substantially increase the
solar reflectance properties of plastics
across a very wide color space. Plastics with Energysafe graphite Black
reflect up to 33% of the incident solar
energy (that is, they exhibit a total solar
reflectance (tsr) of 0.33). tsr-optimized
formulations restrict or even eliminate
the use of carbon black; for comparison, plastics pigmented with carbon
black have a tsr below 5%.
Energysafe graphite Black can be
used to adjust the darkness or L values
of plastics articles. it contributes to
decreasing the rate of absorption of
sunlight. this effect can lower overall
heat build-up, thus leading to plastics
with reduced surface temperatures.
surfaces of plastic articles with high
solar reflectivity will stay cooler under
the sun’s powerful radiation.
the product opens up immense
potential for the realization of “cool
plastics” in very dark shades, while high
tsr efficiency—corresponding to low
near-infrared absorption—results in
reduced heat build-up. this cooling
effect may be useful for automotive
application like vehicle dashboards or
other plastics interior parts which are
strongly exposed to sunlight. it’s suitable for polyolefins, engineering
plastics, and for PVc, and provides new
Photo courtesy of Eckart
48
design opportunities for solar reflective plastics in very dark shades. and
Energysafe does not require a reflective
substrate, the company adds.
www.eckart.net
Canatu, a manufacturer of zeroreflectance and flexible transparent
conductive films and touch sensors,
today launched cnB™ in-Mold Film, a
stretchable, formable, conductive film
optimized for 3-D formed capacitive
touch displays and touch surfaces for
automobile center consoles and dashboards, home appliance control panels,
remote controls, smartwatches, and
portable electronic devices.
“touch has recently become the
dominant user interface for tablets,
smartphones, and other consumer
products. One of the remaining challenges for product designers is to build
touch sensors into formed or backmolded plastic parts,” says Erkki
soininen, vice president of marketing
and sales at canatu.
“this is especially challenging when
those parts involve 3-D shaped curved
surfaces. canatu now has a solution to
this design challenge. cnB in-Mold
touch sensors free user-interface
designers from the flat-surface paradigm, making responsive touch on 3-D
surfaces a reality.”
cnB film is stretchable up to and
beyond 100% and can be easily formed
and back-molded using standard industrial processes such as film insert
molding. this means that cnB touch
sensors can be produced in almost any
shape, from smooth spherical domes to
sharp-edged casings with recesses and
bulges. With cnB-based touch sensors,
mechanical buttons in automotive
dashboards, portable and wearable
devices, washing machines, clothes dry-
Photo courtesy of Canatu
ers, dishwashers, ovens, and other
appliances can be replaced with a
robust water- and dust-proof 3-Dformed touch user interface.
www.canatu.com
More than 250 high-speed extruders
from battenfeld-cincinnati have now
been installed on all continents of the
world. Whether for thermoforming
sheet, industrial sheet, or edge bandings, the high-speed machines excel in
the sheet industry by their enormous
output combined with low energy
consumption and modest space
requirements.
For ten years now, the german-austrian extruder specialist has achieved
market success with a complete series
of high-speed extruders. now this pioneer in this special technology is
extending its machine portfolio by
adding an adiabatic extruder which
uses about 10% less specific energy.
the high-speed 34D-long single-screw
extruders, with a screw diameter of 75
mm, reach outputs of up to 1.8 ton/hr
and operate with screw speeds of up to
1,500 rpm. this is how high outputs
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
48-53 Industry News_046854 IndustryNews.QXD 12/16/14 8:04 AM Page 49
automotive awards program for our
collaborative efforts in replacing metal
to improve production efficiency,
reduce weight, and raise performance,”
says Kurt schuering, vice president,
global Key Accounts.
www.polyone.com
Photo courtesy of battenfeld-cincinnati
can be achieved with a small machine
size, and with optimal melt attributes.
the extruders are used for PP, Ps, APEt,
cPEt, PlA, and PE processing, as well as
in Pc sheet lines.
Based on extensive field experience
and latest findings from laboratory
tests, battenfeld-cincinnati has now
developed an adiabatic high-speed
extruder with virtually optimal energy
efficiency. this new process technology has made it possible to reduce
energy consumption by yet another
10% compared to previous high-speed
models, which already use 25% less
energy than conventional extruders
with the same output rates. After this
high-speed model was presented at
the K 2013 for the first time, the pilot
machine has now been in production
operation for several months.
this machine is laid out for a medium
output range of 800 kg/hr (900 kg/hr for
PP and Ps). in addition to its low energy consumption, the processing
machine stands out with an extremely
low noise level in operation and a 10%
higher specific feed rate.
Apart from the advantages already
mentioned, the machine‘s heat emission to its environment has also been
reduced considerably by the new
process technology concept. this
significantly improves production con-
ditions, especially during the summer
months, the company explains.
www.battenfeld-cincinnati.com
PolyOne was recognized at the sPE
Automotive innovation Awards ceremony for its participation in developing
an all-plastic temperature sensor,
which will be commercially introduced
on the 2015 Ford Edge. the sensor
directly measures and averages duct
air temperatures to control heating
and cooling in the vehicle.
the new patent-pending sensor, a
finalist in the Body interior category, is
easier to assemble and weighs 38%
less than the current metal design.
the sensor’s design eliminates the
need for a rubber O-ring, simplifying
assembly and blocking duct leakage
paths. in addition, the new sensor’s
faster response time leads to
improved occupant comfort and better fuel economy.
PolyOne worked with sensor manufacturer tDK-EPc corp. to define
performance and processing parameters, then formulated a specialty
polyamide-based material for the
application.
“We are extremely pleased to once
again be recognized by this prestigious
Amcor Rigid Plastics, a manufacturer
of rigid plastic packaging for food, beverage, spirits, home/personal care, and
healthcare industries, has announced
the development of unique hot-fill polyethylene terephthalate (PEt) containers
which accept metal lug closures—a first
for the food packaging industry. the
breakthrough technology, called the APEX63tM system, was unveiled at the
Private label Manufacturers Association (PlMA) annual trade show Nov.
16-18 in Rosemont, illinois, UsA.
the innovative technology allows the
fitment of metal lug closures to blowand-trim 24-oz. hot-fill containers, the
company explains. For the first time,
Photo courtesy of Amcor
www.plasticsengineering.org | www.4spe.org | JANUARY 2015 | PlAstics ENgiNEERiNg |
49
48-53 Industry News_046854 IndustryNews.QXD 12/16/14 8:04 AM Page 50
InduStry newS
consumers who are familiar with the
look and quality feel of a glass jar with
a metal lug closure can now enjoy the
same quality and reassurance of the
fresh “pop” of a metal lug closure on a
lightweight, shatter-proof PEt jar.
the a-PEX63 tM system ensures that
sealing integrity is maintained and
meets the industry average for removal
torque (ease of opening). Brand owners
can also maintain the same brand equity with the switch from glass to PEt.
the patent-pending technology was
achieved through the use of advanced
design and engineering techniques,
according to Bunlim ly, senior marketing manager for amcor rigid Plastics.
“this is a major development which
firmly positions PEt hot-fill containers
in the food packaging industry,” says ly.
“We’ve filled an important need for consumers and brand owners who seek
the benefits of PEt containers with met-
Photo courtesy of Sikora
50
al lug closures, delivering the same
quality and freshness associated with
glass along with significant performance, manufacturing, and sustainability
benefits.”
www.amcor.com
For continuous quality control in hose
and tube extrusion lines, Sikora lump
detectors are just as essential as diameter measuring devices. the 2- and
3-axis lump detectors lump 2000 XY
and lump 2000 t detect the smallest
lumps and neckdowns on the product
surface fast, precisely, and with high
reliability.
By the use of a powerful signal
processor, the number, height, depth,
and length of the faults are evaluated.
the combination of the double sensor
technology (differential measuring principle) with infrared light sources
ensures reliable fault detection, even
under difficult conditions such as dirt or
extreme vibration. the lump detector is
sturdy, and due to its small dimensions,
it can easily be installed in every extrusion line.
the setting of tolerance thresholds
and the visualization of lumps and neckdowns are realized with sikora’s
remote 2000 or a processor system of
the Ecocontrol series. alternatively, the
lump 2000 devices can be directly integrated with the line control via various
customer interfaces such as Profibus or
universal field bus modules.
www.sikora.net
the Kenics™ thermogenizer from
Chemineer is a post-extrusion mixing
device that provides superior color and
additive distribution and uniform tem-
Photo courtesy of Chemineer
peratures over a broad range of thermoplastics,
including
nylons,
polyethylenes, styrenes, acrylics, cellulosics, and vinyl resins.
Mixing is achieved by a stationary,
helical Kenics static Mixer element
assembly, which induce flow divisions in
the melt stream. this flow splitting combines with axial rotation of the stream,
thus ensuring the continuous transfer
of material back and forth between the
wall and the center of the stream.
Kenics thermogenizers can be supplied with electrical band heaters and
thermocouple ports for wall temperature control. available in 1-, 1½-, 2-, 3-,
and 4-inch (2.5-10 cm) diameters, they
install easily between the exit of an
extruder and the accompanying die.
www.chemineer.com
Promising more accurate temperature
control and long-term reliability, new
EsE series Earthsmart™ central chillers
from Conair give plastics processors
the flexibility to start with one chiller
and expand to a plant-wide multiple
chiller system operated by a single controller.
EsE chillers are available with integrated pumps and fluid reservoir or as
a standalone chiller to supply a sepa-
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
48-53 Industry News_046854 IndustryNews.QXD 12/16/14 8:04 AM Page 51
48-53 Industry News_046854 IndustryNews.QXD 12/16/14 8:04 AM Page 52
InduStry nEwS
rate pump tank system. Systems can be
water cooled, using tower water, or can
be installed in a remote-air-cooled condenser configuration.
There are 12 different sizes available,
from 10 to 160 tons, with a single refrigeration circuit available on units from 10
to 80 tons in capacity, and dual refrigeration circuits available from 20 to
160 tons. Each refrigeration circuit has
two Copeland scroll compressors, so
the system can stay up and running
even if one of the compressors should
require maintenance, the company
explains.
To meet immediate process requirements and allow for future expansion,
users can install one or more ESE
chillers and then add more modules
up to a total of six for cooling capacities
up to 960 tons. All units—up to a total
of 12 refrigeration circuits—can be connected to a single control interface
using twisted-pair wiring, for centralized
control of all chiller circuits.
www.conairgroup.com
A new method of Eco Bio Plastics Midland, Inc. (EBPM), in which cellulosic
material and post-industrial waste
paper can be used to create bioplastic
products, is said to be leading the way
to sustainability. The patented technology was first created in Tokyo, Japan,
by the Eco Research Institute, one of
Asia’s biggest bioplastics manufacturers. A joint venture with the Michigan
Molecular Institute, a leader in
advanced polymer research, has
allowed the resulting earth-friendly
composite resin, called Mapka, to
become available to customers in North
America.
52
Mapka resin is created by dry-grinding various types of cellulose, the most
abundant organic material on the planet, down to a mean particle size of 20
microns. It’s then incorporated into plastics as a physical and mechanical
property-enhancing filler. Ultimately,
these fillers can comprise up to 65% of
the total weight of the product and are
virtually undetectable to the naked eye.
This concept of incorporating a cellulosic material into plastics is not new;
however, EBPM’s patented pulverization technology allows the idea to go far
beyond traditional composites. “When
you compound plastic with organic
material, you need that material to be
a very fine powder,” says Fukuji Saotome, vice president of EBPM. “We are
the only manufacturer in the world with
the ability to do that on a large, commercially viable scale.”
With the technology, EBPM says it will
cater to a large variety of industries
looking to reduce their reliance on
unsustainable materials, such as plastics, and make their products better
for the environment. Materials can be
customized to fit customers’ specific
application and property requirements.
The technology also facilitates closedloop recycling systems for companies
with their own scrap paper materials.
www.ecobioplastics.com
Solvay Specialty Polymers has
unveiled an enhanced version of its
Lavanta® high-performance polyester
for production of light-emitting diodes
(LEDs) for televisions and backlight unit
applications. The second-generation
product—Lavanta 5115 WH 224—
reportedly provides significantly
Photo courtesy of Solvay
improved processability while maintaining its high heat and light stability.
“This second-generation material is
an important achievement because it
exceeds the processing requirements
of the LED industry, enabling molders
to maximize productivity and achieve
greater efficiencies,” says Glenn Cupta, global business development
manager for electrical/electronics for
Solvay Specialty Polymers. “The
enhanced processability is achieved
without sacrificing the excellent initial
whiteness and whiteness retention of
the material.”
Cupta notes the growing trend
among television manufacturers to use
fewer LEDs to reduce cost. This is
accomplished by sending higher amperage (current) through the LED, resulting
in significantly higher junction temperatures above 100°C (212°F) and greater
brightness. Previously used materials
are unable to withstand the higher heat
and light output, discoloring prematurely in applications such as reflector
cups.
www.solvay.com
| PLASTICS ENGINEERING | JANUARY 2015 | www.4spe.org | www.plasticsengineering.org
48-53 Industry News_046854 IndustryNews.QXD 12/16/14 8:04 AM Page 53
& &&
>/ &6&29 *335& !
!
.5$1 3.18
$".-# 18
3.1($2
&& &" !% $ &" !% !! &" !% #! % &"%-*/& &$&.#&2 <-0#"-*:"4*0/ 05/%4"#-&=
/*6&23*49$0..&2$*"- 1"24/&23)*13 40 %&6&-01
1-"34*$3 120'&33*0/"-3
*2*/( 2&/%3
.1/.1 3$ (-5$23,$-3 2423 (- !(+(38 $-$1&8 1$2(-2
3'$1,./+ 23("2 3'$1,.2$32 2 ".,/.2(3$2 !(./+ 23("2 /1(, 18
, "'(-$18 3..+(-& ,.+#(-& $73142(.- 47(+( 1($2 3$23(-& 2$15("$2 , "'(-$2 ,.-(3.1(-& (-2/$"3(.-
'$1,.2$3 4! (
!
.5$1 3.18
$".-# 18
3.1($2
% &"%-*/& "/5"29 2*/4*/(
2&6*&7
&##"3&% 120$&33 4205#-&3)004*/(
1(, 18 , "'(-$18 (-)$"3(.- ,.+#(-& $73142(.- 3'$1,.%.1,(-&
!+.6 ,.+#(-& 47(+( 1($2 4+31 2.-(" 6$+#(-& 3'$1, + ).(-(-& ,$3'.#2
, 3$1( +2 1$2$ 1"' 3$23(-& , 3$1( +2 ##(3(5$2 1$2(-2 ".,/.2(3$2
.+8.+$%(-2 .-%$1$-"$ $! 3' 41./$ ##(3(5$2 .+.12 .-%$1$-"$ $! 3' 73142(.-
% &"%-*/& &#25"29 >> .5$1 3.18
$".-# 18
3.1($2
>
>
)*/"-"3 2&6*&7
$0.0-%*/( &$9$-*/(
% &"%-*/& "9 "$,"(*/( 1%"4&
<."24= 1"$,"(*/(
2"*/*/( 702,&23
0"4*/(12*/4*/(
"* &(-& #$2(&- %(+, 1(&(# ".-3 (-$12 %. ,2 -# , 3$1( +2
/.+8.+$%(-2 ! 11($1 1$2(-2 %. ,(-& &$-32 $73142(.- 3$"'-.+.&8
3'$1,.%.1,(-& 2423 (- !(+(38
.5$1 3.18
$".-# 18
3.1($2
! .5$1 3.18
$".-# 18
3.1($2
% &"%-*/& 5-9 >/+&$4*0/ "/% *$20.0-%*/(
04"4*0/"- .0-%*/(
>/+&$4*0/;0-% 3104$00-*/(
:-)$"3(.- ,.+#(-& 3$"'-.+.&8 ,("1.,.+#(-& 1.3 3(.- + ,.+#(-&
/1(, 18 $04(/,$-3 ".-31.+,.-(3.1(-& 3..+(-& 1$2(-2 1$2$ 1"' "$-3$12 2$15("$2 /1.#4"3 #$5$+./,$-3 ".-24+3 -32 2$15("$2
'$1,.%.1,(-& .+.1 //$ 1 -"$ 7/.
1422$+2 $/3 .5$1 3.18
$".-# 18
3.1($2
% &"%-*/& 5(534 -"34*$3 */ 540.04*6& >>
0.103*4&3
>/6&34*("4*6& 2&1024 0/ "540.04*6& 1-"34*$3 2&$9$-*/(
-07 0-%*/( 0/'&2&/$& 12&6*&7
$2(-2 $-&(-$$1(-& 3'$1,./+ 23("2 3'$1,.2$32 ".,/.2(3$2 %.1
43. $73$1(.12 4-#$1'..# (-)$"3(.- ,.+#(-& 3$"'-.+.&8 ". 3(-& #$".1 3(-& /+ 23("2 / 13 #$2(&- 3..+2 2.%36 1$ ".,/.2(3$2
3'$1,.2$3 1$(-%.1"$# 3'$1,./+ 23("2 %(!$12 &+ 22 " 1!.- -# /1(, 18
$04(/,$-3 -# ,.+#2 3..+(-& %.1 ".,/.2(3$2 !+.6 ,.+#(-& , "'(-$18 3..+(-& % (+41$ - +82(2 3$23(-& 2$15("$2
3$1( +2 !(./+ 23("2 1$"8"+$# , 3$1( +2 ".,/.2(3$2 3..+(-& -#
/1."$22(-& $04(/,$-3 %.1 ".,/.2(3$2 47(+( 1($2 1$"8"+(-& $04(/,$-3
2(9$1$#4"3(.- $04(/,$-3 2423 (- !(+(38 2( ! 2$# /+ 23("2 , "'(-$18 -#
1$2(- 2.41"$2
(./+ 23(" 3$1( +2 43.,.3(5$ +.6 .+#(-& "3 +$7 "* (-8+$"
3' 41./$ - '$1,.%.1,(-&
.-%$1$-"$ :-)$"3(.- .+#(-& (5(2(.- $2(&- .5$1 3.18
$".-# 18
3.1($2
>
.5$1 3.18
$".-# 18
3.1($2
% &"%-*/& "2$) &%*$"- -"34*$3 //5"&%*$"- 84253*0/
)&2.0'02.&23
% &"%-*/& &14&.#&2 ;&3*(/ >335&
&3*(/ 30'47"2&
&3*(/ '02 */%53429
-0#"-
"* &(-& #$2(&- -# /1.#4"3 #$5$+./,$-3 2$15("$2 2.%36 1$
3$23(-& 2$15("$2 /+ 23("2 $#4" 3(.- " #$,(" /1.&1 ,2 /1.%$22(.- +
#$5$+./,$-3 ,.+#, *(-& 3..+(-& 2$15("$2 -# ,.+# , 3$1( +2
47(+( 1($2 "'(++$12 #18$12 , 3$1( + ' -#+(-&
$#(" + / 132 #$2(&- 5 +(# 3(.- 1$2(-2 ,$#(" + '$ +3' " 1$
/ "* &(-& 23$1(+(9 3(.- 3$23(-& $04(/,$-3 % (+41$ - +82(2 +$& + 2$15("$2
1.!.3("2
4,! (
'(- + 2
.5$1 3.18
$".-# 18
3.1($2
!
.5$1 3.18
$".-# 18
3.1($2
% &"%-*/& 12*- 0.103*4&3 //5" 2"151
0.105/%&23
&34*/(&"352*/(0/420- 4&34*/( "/% 30'47"2&
:-)$"3(.- ,.+#(-& , "'(-$18 ,.+#, *(-& 3..+(-& ,.+#(-&
43., 3(.- /+ -3 ,.-(3.1(-& /1(, 18 ".,/.4-#(-& $04(/,$-3 $7314#$12
/$++$3(9$12 -# 47(+( 1($2 !+$-#(-& -# %$$#(-& , 3$1( + ' -#+(-& 04 +(38
".-31.+ 1$2(- #18(-& -# "+$ -(-& 3$23(-&
% &"%-*/& 06&.#&2 %%*4*6&3 !&"2#00,
)&2.0'02.*/( 0/'&2&/$& 72"151
0/'&2&/$& 72"151
0-02"/43*(.&/43
##(3(5$2 ".+.1 -32 -# /(&,$-32 %(++$12 -# %(!$1 1$(-%.1"$,$-32
- -.%(++$12 /+ 23("(9$12 '$ 3 -# 23 !(+(9$12 !+.6(-& &$-32 %+ ,$
1$3 1# -32 ".,/ 3(!(+(9$12 /1."$22(-& (#2 +4!1(" -32 3'$1,.%.1,(-&
3$"'-.+.&8 ".,/.2(3$2 3'$1,.2$3 1$(-%.1"$# 3'$1,./+ 23("2 %(!$12 &+ 22
" 1!.- -# /1(, 18 $04(/,$-3 -# 3..+(-& %.1 ".,/.2(3$2
.-%$1$-"$
.3 3(.- + .+#(-& .-%$1$-"$ $".1 3(-& -#
22$,!+8
#! (', !, (% '" +)$'(+ *#+)$'(+ -$%#.!(&
/ 54-57 Patents_046854 IndustryNews.QXD 12/16/14 8:03 AM Page 54
Industry PAtEnts
By roger Corneliussen
renewable Plasticizers
Us Patent 8,802,877 (august 12, 2014),
“Process for Modifying Vegetable Oils
and Primary Plasticizer for Vinyl Polymers,” Milton sobrosa cordeiro, sergio
teixeira, and ariovaldo Fernandes, Jr.
(nPc industrias Quimicas ltda., Mogi
das cruzes, Brazil).
Epoxidized vegetable oils have been
used in small proportions as secondary
plasticizers and thermo-co-stabilizers in
the production of flexible, semi-rigid,
and rigid polyvinyl chloride materials.
However, the use of epoxidized triglycerides as primary plasticizers results in
exudation due to limited compatibility
with the polymeric matrix.
cordeiro et al. developed compatible
plasticizers for vinyl polymers by transesterification of vegetable oils and
alcohols, catalyzed by an alcoxide generated by the reaction of an alcohol with
an alkaline metal.
Controlled release
Us Patent 8,808,752 (august 19, 2014),
“controlled release articles and Method
for Producing the same,” Junji Oshima
(Japan Envirochemicals, ltd., Osaka-shi,
Osaka, Japan).
Micro-encapsulation of antibiotics
for preventing microorganism growth
enables a slow controlled-release for
lasting effects. this is done by interfacial polymerization involving an oil
phase and an aqueous phase. this
blending of different phases is complicated, leading to increased ingredient
54
and production costs.
Oshima developed a simple process by
dissolving the hydrophobic antibiotic in a
hydrophobic acrylic monomer, dispersing
the solution in water and polymerizing
the monomer with an oil-soluble initiator.
to be successful the antibiotic has a melting temperature less than 80°c. this
process is simple, leading to decreased
costs at all levels with good performance.
the antibiotic is selected from a sterilizer,
antibacterial agent, antiseptic, anti-algae,
fungicide, herbicide, insecticide, attractant, repellent, rodenticide, etc. having
antibiotic activities.
non-toxic Flame retardants
Us Patent 8,814,998 (august 26, 2014),
“Method of Preparation and application for Flame retarding composition,”
aziz Khadbai, Joseph roberts sparling,
James Burton anderson, and ian Douglas Buchanan (texas, Usa).
Many consumer products use combustible materials such as wood, plastics,
synthetic wood, and composites requiring flame retardants. However, common
flame retardants can be toxic and dangerous to health.
Khadbai et al. developed water-soluble
coatings of phosphates and borates.
such coatings are safe and effective
flame retardants and can be applied by
coating, painting, dipping, or spraying. an
example water solution consists of 69-81
wt% water, 1-20 wt% ammonium
polyphosphate, 4-5 wt% sodium borate,
4-5 wt% boric acid, and 0.8-1 wt% hydrogen peroxide.
Light-Emitting diodes
Us Patent 8,815,414 (august 26, 2014),
“Polymer compound and Polymer light
Emitting Device using the same,”
shigeya Kobayashi, and Hidenobu Kakimoto (sumitomo chemical company,
limited, tokyo, Japan).
certain polymers can form light-emitting compounds but they have
insufficient light emission efficiency (light
emission luminance per electric current).
Kobayashi and Kakimoto developed lightemitting materials based on substituted
benzocyclobutanes these polymers combined hole-transporting material with
electron-transporting material, light-emitting material, stabilizer, and antioxidant.
cyclobutane is condensed to aromatic rings such as benzene, naphthalene,
anthracene, and pyrene and may have
different substituents such as alkyl,
alkoxy, alkylthio, and aryl groups. a polymer light-emitting device consists of a
polymer electron-transporting layer
between a cathode and a light-emitting
layer, and a polymer hole-transporting
layer between an anode and a light-emitting layer, resulting in a maximum outer
quantum yield of 1.5 % when a voltage is
applied between an anode and a cathode.
Polymeric dyes
Us Patent 8,816,040 (august 26, 2014),
“Polymer Dye,” takaki Kanbara, Junpei
Kuwabara, Hikaru Yamada, and nobutaka Fujimoto (Univ. of tsukuba,
tsukuba and sumitomo seika chemi-
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
54-57 Patents_046854 IndustryNews.QXD 12/16/14 8:03 AM Page 55
cals co., ltd., Kako-gun, Japan).
in many color applications, a metallic
luster is desirable without problems of
metallic fillers. Metallic problems range
from solubility and toxicity, to blocking
electromagnetic waves and corrosion.
in addition, metals often require expensive and costly plating processes.
Kanbara et al. developed a polymer
dye with a metallic luster for a variety of
colors, without containing any metals.
the 2000 to 50,000 number-average
molecular weight polymer contains
monocyclic heterocyclic groups such as
diketopyrrolopyrrole, squalene, or
carotene.
Reactive Nanoparticles
Us Patent 8,816,107 (August 26,
2014),”Functionalised Nanoparticles,
their Production and Use,” giovanni
Baldi, Alfredo Ricci, Mauro comes Franchini, Daniele Bonacchi, and Marco
Bitossi (colorobbia italia s.p.A.,
sovigliana-Vinci, italy).
Nanoparticles are usually not soluble
in a hydroalcoholic environment, which
is very important for biomedical and
pharmacological applications. Baldi et
al. found that mono- and di-functional
compounds are able to bind with
nanoparticles of transition metal oxides
and metals, forming stable complexes.
the functionalized nanoparticles can be
used in processes which require a specific hydrophobic/hydrophilic behavior
such as the production of plastics (e.g.,
polyethylene or polyester) or synthetic
fibers (e.g., nylon) and natural fibers (e.g.,
cotton).
Piezoelectric Polymer
Us Patent 8,829,121 (september 9,
2014), “Piezoelectric Polymer Material
and Method for Producing same,” Mitsunobu Yoshida, shunsuke Fujii, Hitoshi
Onishi, Yoshiro tajitsu, taizo Nishimoto, Kazuhiro tanimoto, and Kenichi goto
(Mitsui chemicals, inc., Minato-ku,
tokyo, and Kansai Univ., suita-shi, Osaka, Japan).
in piezoelectric materials, mechanical
stress results in electrically charged
materials. typical piezoelectric materials
are PZt (PbZrO3–PbtiO3-based solid
solution), which is a ceramic material.
However, since PZt contains lead,
toxicity is a problem, reducing potential
medical applications. Because piezoelectric polymeric materials are generally
electrically inferior to PZt, there
is demand for improved polymer
piezoelectric materials.
Yoshida et al. developed a helical
chiral polymer such as polylactic acid
with a weight-average molecular weight
of 50,000-1,000,000, optical activity,
and 20-80% crystallinity, showing
enhanced piezoelectricity. this polymer
can also be blended with polyvinylidene
fluoride for piezoelectric materials.
Biodegradable Sorbents
Us Patent 8,829,107 (september 9,
2014), “Biodegradable superabsorbent
Polymer composition with good
Absorption and Retention Properties,”
Franck Furno, Harald schmidt, and Nicolaas De Bruin (Evonik Degussa gmbH,
Essen, germany).
superabsorbent polymers based on
acrylic acid or acrylates are not
biodegradable and, therefore, not environmentally friendly. Furno, schmidt,
and De Bruin developed a biodegradable superabsorbent polymer by adding
starch to the monomer mixture during
polymerization of the superabsorbent
polymer. the starch compound is introduced into the monomer solution as a
powder or powder suspension and then
polymerized to form a hydrogel. the
hydrogel has a water content of 30 to
about 80 wt% and is an easily kneadable dough-like mass. the monomers
are unsaturated monomers copolymerizable
with
acrylamides
and
methacrylamides or vinylamides.
Aramid Polymerization
Us Patent 8,835,600 (september 16,
2014), “Process of Forming an Aramid
copolymer,” Kiu-seung lee (E.i. du Pont
de Nemours and co., Wilmington,
Delaware, UsA).
Forming aramid copolymers is difficult because of the very different
reactivity ratios of the reactants. lee
developed a method for forming a controlled copolymer composition by mixing
two organic (N-methyl-2-pyrrolidone
(NMP) or dimethylacetamide) solutions.
One of the solutions contains a precise
ratio of amino phenyl benzimidazole
and paraphenylene diamine dihydrochloride. the other solution with the
same solvent contains terephthaloyl
dichloride. Polymerization occurs when
the two solutions are mixed. Hcl forms
a rigid monomer, enabling precise
copolymerization to high molecular
weights.
Food Packaging
Us Patent 8,840,826 (september 23,
2014), “Method of Making Multilayer
container,” Katsuro sasauchi and Jun
Kawata (Nakamoto Packs co., ltd., Osaka, Japan).
Most food containers are formed by
thermoforming sheet plastics. However, many food products are heated by
microwaves to 100°c. Most thermoplastic containers do not have high heat
www.plasticsengineering.org | www.4spe.org | JANUARY 2015 | PlAstics ENgiNEERiNg |
55
54-57 Patents_046854 IndustryNews.QXD 12/16/14 8:03 AM Page 56
Industry PAtEnts
resistance and transparency for this situation.
sasauchi and Kawata found a suitable
thermoformed multilayer sheet consisting of an a-PEt layer and a functional
resin layer with oxygen barrier properties
and impact resistance. During thermoforming there are two stretching and
heat setting processes.
Hydrogels
Us Patent 8,841,408 (september 23,
2014), “Macromonomers and Hydrogel
systems using native chemical ligation, and their Methods of Preparation,”
Phillip B Messersmith, Bi-Huang Hu,
Jing su (northwestern Univ., Evanston,
illinois, Usa).
Hydrogels are hydrophilic polymeric
networks which can absorb and retain
large amounts of water. Hydrogels are
useful in controlled release systems for
drug delivery, tissue repair, and tissue
engineering, and as surgical sealants
and adhesives. although great progress
in medical applications of hydrogels has
been made, it remains challenging to
develop cross-linking methods that satisfy the demanding biological and
handling requirements for medical treatment. accordingly, there is an unmet
need for biocompatible hydrogels capable of deployment by minimally invasive
methods and solidification under physiological conditions.
Messersmith, Hu, and su developed
biocompatible macromonomer hydrogels using a thioester that readily reacts
with an n-terminal thiol (cysteine) through
transesterification and rearrangement
to form an amide bond through a fivemember ring intermediate.
56
Barrier sensors
Us Patent 8,845,969 (september 30,
2014), “Material, system, and Method
that Provide indication of a Breach,”
Mahalaxmi gita Bangera, Michael H.
Baym, roy P.Diaz, roderick a. Hyde,
Muriel ishikawa; Y., Edward K. Y. Jung,
Jordin t. Kare, Erez lieberman, nathan
P. Myhrvold, Dennis J. rivet, Michael a.
smith, Elizabeth a. sweeney, and lowell l Wood, Jr. (the invention science
Fund i, llc., Bellevue, Washington, Usa).
Barrier materials are very useful, but if
the barrier is broken, the effects can be
serious. some signaling system indicating a breach would be helpful.
Bangera et al. developed a multilayer
film barrier with a barrier layer and a
signaling layer for clothing, like gloves. a
breach in some way changes sends an
electromagnetic signal to a detector. the
detector can include a radio frequency
identification sensor and/or a radio frequency identification reader. this
material may also include a second signaling layer which emits a chemical when
broken. the signaling layer is based on
optical fibers which changes a signal
when broken. the second signaling layer is formed by coating with or dipping
into a liquid containing an indicator
chemical.
Polynorbornene
Us Patent 8,835,580 (september 16,
2014), “catalyst for norbornene
Monomer Polymerization and Method
for Producing norbornene Polymer,”
satoshi Fujibe and nobuyuki Kibino
(showa Denko K.K., tokyo, Japan).
Polynorbornene is one of the cyclic
polyolefins that are special in that the
crystals are very similar to the amor-
phous phase, resulting in strength, stiffness, transparency, and heat resistance.
applications include optical films with a
low glass transition of 35°c. the addition
of polar groups could greatly expand its
usefulness and improve its range of
properties. although norbornene
monomers are polymerized with transition metal catalysts, polar groups
deactivate these catalysts, making polymerization of monomers with polar
groups impossible.
Fujibe and Kibino developed a catalyst
for polar norbornene polymerization.
the catalyst is based on a transition metal complex containing a π-allyl ( ξ3-allyl)
ligand and a bidentate β-ketoimine ligand
as a main catalyst, and a norbornene
compound in which a methylene chain is
introduced between a norbornene skeleton and an ester group.
restoring soil
Us Patent 8,802,915 (august 12, 2014),
“Hydrocarbon Decomposition for soil
and Water remediation,” Pedro Murillo
gutierrez (chihuahua, Mexico).
there are many methods for cleaning hydrocarbon-polluted soil. these
methods are usually based on sequestrants, flocculants, or surfactants which
extract the hydrocarbons for transport to
some other site. But the hydrocarbon
pollution is only transfered to another
site and not eliminated.
Murillo gutierrez developed a dihydroguaiaretic surfactant with a
phosphate source. When mixed with the
contaminated soil, the surfactant induces
a break-up of the hydrocarbons and oxidation into mineral fertilizers at room
temperature and atmospheric pressure.
the end product is a fertile soil with complete elimination of the pollutant.
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
54-57 Patents_046854 IndustryNews.QXD 12/16/14 8:03 AM Page 57
One Magazine
To Do Everything…
Plastics Engineering
I
O
R
G
N
E
P
FOR ADVERTISING OPPORTUNITIES:
ROLAND ESPINOSA • 201 748.6819
respinosa@wiley.com
58-59 Events_046854 IndustryNews.QXD 12/16/14 8:03 AM Page 58
UPCOMING INdUstry EVENts
sPE CONFErENCEs
sPE E-LIVE® WEBINArs
OtHEr UPCOMING EVENts
Jan. 14, 2015. single-screw Extruder
Analysis and troubleshooting
(seminar)
site: Polymers center of Excellence,
charlotte, north carolina, Usa
Contact: sue Wojnicki
tel.: +1 203-740-5420
Email: swojnicki@4spe.org
Website: www.4spe.org/singlescrew
Jan. 15, 2015. “Introduction to
Plastics”
Jan. 28-30, 2015. BioPlastics: reinvention of Plastics via renewable
chemicals
site: intercontinental, Miami, Florida,
Usa
Contact: innoPlast solutions, inc.
tel.: +1 973-446-9531
Email: info@innoplastsolutions.com
Website:
www.BioPlastconference.com
Feb. 3-5, 2015. thermoset topical
Conference
site: le Parker Meridien, Palm
springs, california, Usa
Contact: shelane nunnery
tel.: +1 630-247-6733
Email: shelane@gvineme.com
Website: www.4spe.org/Events
Feb. 22-25, 2015. International
Polyolefins Conference
site: Hilton Houston north Hotel,
Houston, texas, Usa
Contact: David Hansen
Email: david.hansen47@yahoo.com
Website:
www.spe-stx.org/conference.php
Feb. 23-25, 2015. 9th European
Additives & Colors (ACE)
Conference
site: Meliá sky Hotel, Barcelona,
spain
Contact: carine roos
tel.: +32 498 85 07 32
Email: croos@4spe.org
Website: www.4spe.org/Events
March 23-25, 2015. ANtEC®
Orlando @NPE2015
site: Orange county convention
center, Orlando, Florida, Usa
Contact: Barbara spain
tel.: +1 508-338-2646
Email: bspain@4spe.org
Website: www.antec.ws
May 5, 2015. 10th Annual AUtO
EPCON
site: Detroit Marriott troy, Michigan,
Usa
Contact: sue Wojnicki
Email: swojnicki@4spe.org
Website: www.4spe.org/Events
58
Feb. 18, 2015. “degradation Failure
of Plastics”
March 5, 2015. “Plastic Failure
Prevention”
April 15, 2015. “the Effects of
Impact and Other rapid Loading
Mechanisms on Plastics”
(all webinars begin at 11:00 a.m. U.s.
Eastern time, unless otherwise
noted)
Contact: Barbara spain
tel.: +1 508-338-2646
Email: bspain@4spe.org
Website:
www.4spe.org/Events/webinars.aspx
Feb. 4-6, 2015. Plastics news
Executive Forum
site: Hilton lake las Vegas resort &
spa, nevada, Usa
Contact: nicole laPointe
tel.: +1 313-446-6078
Email: nlapointe@crain.com
Website: www.plasticsnews.com
sPE MEEtINGs
Feb. 5-10, 2015. Plastindia 2015
site: gandhinagar, gujarat, india
Contact: Plastindia Foundation
tel.: +91 8414499000
Email: chrysolitemedia@gmail.com
Website: www.plastindia.org
Feb. 9, 2015. Akron section Meeting
topic: sabic innovative Materials—
structural Foam Molding Processes
and Materials
site: Hilton Fairlawn, akron, Ohio,
Usa
Contact: tony Dean
tel.: +1 330-929-9916
Email: francis@neo.rr.com
Feb. 10-11, 2015. Polymers in
Photovoltaics 2015
site: Hotel nikko Düsseldorf,
Düsseldorf, germany
Contact: Becca Utteridge
tel.: +44 (0) 117 314 8111
Email: rju@amiplastics.com
Website:
www.amiplastics-na.com/events
March 9, 2015. Akron section
Meeting
topic: thogus Molding tour—twopart Molding/Overmolding
site: avon lake, cleveland, Ohio, Usa
Contact: tony Dean
tel.: +1 330-929-9916
Email: francis@neo.rr.com
March 9-11, 2015. Masterbatch asia
2015
site: swissotel the stamford,
singapore
Contact: adele Brown
Email: ab@amiplastics.com
Website:
www.amiplastics-na.com/events
April 13, 2015. Akron section
Meeting
topic: Earth First Plastics—
sustainability of Plastics
site: Hilton Fairlawn, akron, Ohio,
Usa
Contact: tony Dean
tel.: +1 330-929-9916
Email: francis@neo.rr.com
March 18-19, 2015. green Polymer
chemistry 2015
site: Maritim Hotel, cologne,
germany
Contact: Kat langner
tel.: +44 (0) 117 314 8111
Email: kl@amiplastics.com
Website:
www.amiplastics-na.com/events
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
58-59 Events_046854 IndustryNews.QXD 12/16/14 8:03 AM Page 59
March 23-27, 2015. NPE2015
Site: Orange County Convention
Center, Orlando, Florida, USA
Contact: SPI: The Plastics Industry
Trade Assoc.
Tel.: +1 202-974-5235
Email: attend@npe.org
Website: www.npe.org
April 14-16, 2015. Plastic Pipes in
Infrastructure
Site: Millennium Gloucester Hotel,
London, UK
Contact: Giulia Esposito
Tel.: +44 (0) 117 314 8111
Email: ge@amiplastics.com
Website:
www.amiplastics-na.com/events
April 14-16, 2015. Stretch & Shrink
Film 2015
Site: Maritim Hotel, Cologne,
Germany
Contact: Sabine Prack
Tel.: +44 (0) 117 314 8111
Email: sp@amiplastics.com
Website:
www.amiplastics-na.com/events
April 27-29, 2015. Plastic Pouches
2015
Site: Imperial Riding School
Renaissance Hotel, Vienna, Austria
Contact: Charmaine Russell
Tel.: +44 (0) 117 314 8111
Email: cr@amiplastics.com
Website:
www.amiplastics-na.com/events
June 1-4, 2015. Automotive Plastics
Conference & Exhibit
Site: Adoba Hotel, Dearborn,
Michigan, USA
Contact: Executive Conference
Management
Tel.: +1 313-429-3905
Email: ecm@executiveconference.com
Website:
www.executive-conference.com
#
50
site causes but where it does not control the asset. One
area of confusion is whether an emission is in Scope 1
or Scope 3. The key issue is whether the site has control
of the asset, and actual ownership is less important than
control.
Carbon Footprinting: The Basics
A carbon footprint can be either for a site or for a product.
These are very different: A site carbon footprint does not
include the embodied energy in raw materials, it relates only
to emissions resulting from site activities. A product carbon
footprint covers the complete carbon emissions resulting
from the production of the product. The site footprint will
only be part of the product carbon footprint.
Action:
•
Prepare an initial carbon footprint. You will need it
sooner than you think. Carbon footprinting will become
an issue for customers as they attempt to reduce their
own carbon footprint.
Carbon footprinting requires data on all carbon emissions,
and there is a three-part classification:
•
Scope 1: Direct—this covers emissions that a site
directly causes, or from a controlled asset.
•
After preparing an initial carbon footprint, data
collection should become part of normal operations.
•
Scope 2: Indirect (from imported utilities)—this covers
emissions from electricity or other imported utilities, e.g.,
heat or steam.
•
Start recording and publishing your carbon emissions
regularly.
•
Scope 3: Indirect (other)—this covers emissions that a
Dr. Robin Kent — ©Tangram Technology Ltd.
(www.tangram.co.uk)
Note: Dr. Robin Kent is the author of Energy Management in Plastics Processing, published by Plastics Information Direct, and managing director
of Tangram Technology Ltd., consulting engineers specializing in energy management in plastics processing. rkent@tangram.co.uk.
www.plasticsengineering.org | www.4spe.org | JANUARY 2015 | PLASTICS ENGINEERING |
59
60-64 Classified_editorial 12/16/14 7:55 AM Page 60
MARKET PLACE
■
PROFESSIONAL
SERVICES
■
PROFESSIONAL
SERVICES
! " " # $
*+
+
,
()
■
,
PROFESSIONAL
SERVICES
%&! % '
)
)
JSW
Twin screw compounding
extruder trials available!
USA: Japan Steel Works America, Inc.
41135 Vincenti court
novi, Mi 48375 Usa
Office: 248-536-0288 X103
Email: spaulot@jswcompounding-usa.com
Energy management consulting
•Energy
surveys and reports
management and systems
•Energy management training
•Energy
Belgium : JSW Europe GmbH
c/o tigro industries nV, Europalaan 37,
3900 Overpelt, Belgium
tEl : +49-211-311-6660
E-mail : gion@jsw.de
We only deal with plastics processors
We survey plastics processing sites for
energy efficiency opportunities
We provide detailed and costed programmes
for energy efficiency improvements
We benchmark sites and machines
pe@tangram.co.uk, www.tangram.co.uk
EXTRUSION TECHNOLOGY CENTER
31 County Route 59, Phoenix, NY 13135
www.sam-na.com • 315-934-4287 • info@sam-na.com
Flexible Packaging and Converting Product Development
EXTRUSION
COATINGS – LAMINATES – CAST FILMS
Substrates:
Liquid Coatings:
Extrusions:
60
Paper, Board, Film, Foil, Nonwoven
Water Based Primers & Coatings
Up To 11 Layer Coextrusions
| Plastics EnginEEring | JanUarY 2015 | www.4spe.org | www.plasticsengineering.org
60-64 Classified_editorial 12/16/14 7:55 AM Page 61
■
HELP
WANTED
■
HELP
WANTED
QUALITY ENGINEER
wanted by a glass mfg co. in Alabaster, AL. Conduct testing & dimensional layouts using
mechanical & electrical inspection gages; conduct trial fit & function builds at customers' facilities; evaluate process capability using statistical
tools; perform tech'l & statistical investigations &
analysis on production, qlty, process & current
model eqpmt issues using std problem solving
methods; assist in creating necessary documentation for customer initial sample submissions
incl APQP, customer docs & any other reqd documentation; prep advanced qlty planning docs &
participate in qlty planning activities, incl FMEA's,
Process Flow Diagrams, Control Plans, Gage
R&R's & capability studies; dvlp, install & operate
qlty systems for incoming material, in process
parts & finished products. Reqs Bach's deg in
Industrial Engg, Industrial Engg Mgmt, Electrical
Engg, or closely related field, & 2 yrs of exp.
Forward resume to
AGC Automotive Alabama, Inc.
101 Total Solutions Way
Alabaster, AL 35007
SPE Topical Conferences
KNOWLEDGE
SPE Topical Conferences focus in depth on the plastics
material, process or industry that impacts your job.
Generally 2-3 days in length, topical conferences
feature speakers who present technical sessions on
a theme related to a single subject.
They are hosted by SPE Sections, Divisions, and
Special Interest Groups; are held year-round in North
America, Europe, India and Australia; and often
include a tradeshow, allowing you to learn about and
experience the latest products and services directly
related to your interest area.
■
HELP
WANTED
MAINTENANCE
ELECTRICAL ENGINEER
wanted by a glass manufacturing company in
Alabaster, AL. Design, develop & maintain
electrical components, eqpmt, & systems;
evaluate specs & dsgn new electrical eqpmt
& design new & modify existing electrical
drawings; lead installation & startup of eqpmt
to ensure that budget, project schedule, &
OSHA regulatory compliances are maintained; assist mechanical engineers, maintenance, & production with any concerns
which may need electrical controls. Requires
Bachelor's degree in Manufacturing Systems
Engineering, Mechanical Engineering, Industrial Engineering, or closely related field, & 2
years of experience.
Forward resume to
AGC Automotive Alabama, Inc.
101 Total Solutions Way
Alabaster, AL 35007
Society of Plastics Engineers
CORPORATE SPONSORSHIP PROGRAM
The SPE Corporate Sponsorship Program provides you with a variety of ways
to maximize your marketing dollars by gaining access to the world’s largest
plastics professional network. Contact Tom Conklin at +1 203-740-5453 for
details on the following benefits of partnership:
Advertising to over 55,000 members and prospects
Live webinar featuring your company’s latest innovation
Full page ad in Plastics Engineering magazine
Presence on SPE’s website homepage and member social network
Conferences are held on topics including:
Automotive
Blow Molding
Color & Appearance
Extrusion
Flexible Packaging
Foams
Nanotechnology
Plastics Environmental
Polyolefins
Thermoforming
Thermoplastic Elastomers
Thermosets
Vinyl Plastics
PARTNER WITH SPE TO LAUNCH YOUR NEW PRODUCT
For a complete listing of all upcoming events, visit:
www.4spe.org
Society of Plastics Engineers
www.4spe.org
www.plasticsengineering.org | www.4spe.org | JANUARY 2015 | PlAstics ENgiNEERiNg |
61
60-64 Classified_editorial 12/16/14 7:55 AM Page 62
EDITORIAL INDEX
Society of
Plastics Engineers
AEC ......................................................17
Madison Group ..................................34
EDITORIAL STAFF
Amcor Rigid Plastics......................49-50
Maplan Rubber Machinery................17
American Chemistry Council ......30, 32
M. Holland Co. ......................................7
Managing Director
Russell C. Broome
American Fuji Seal ..............................23
Moore Recycling Assocs. ..................31
Assoc. of Postconsumer
Mountaintop Economics & Research ..46
Editor-in-Chief
Briana Gilmartin
Managing Editor
Michael Tolinski
Plastic Recyclers ............................22-6
Nakamoto Packs Co. ..........................55
Austen BioInnovation ........................16
Northwestern Univ.............................56
Autodesk..............................................15
Nova Chemicals ....................................7
Avery Dennison ..............................23-6
NPC Industrias Quimicas ..................54
battenfeld-cincinnati ......................48-9
Plastics Forming Enterprises ............26
Bekum America ..................................17
PolyOne ........................................16, 49
Art Director
Gerry Mercieca
Canatu..................................................48
Polysack ..............................................23
2014–2015 EXECUTIVE COMMITTEE
Chemineer ..........................................50
Premix/Composites Group................16
Colorobbia Italia ................................55
R.W. Beck ............................................30
President
Vijay Boolani
Conair ............................................50, 52
Showa Denko K.K. ..............................56
DuPont ................................................55
Sikora ..................................................50
Eastman ..............................................26
Solvay Specialty Polymers ................52
Eckart ..................................................48
Spear Label ......................................23-4
Eco Bio Plastics Midland ....................52
SPI ..............................................15, 44-6
Evonik Degussa GmbH ......................55
SNS NanoFiber....................................16
Ferris State Univ. ..........................16-17
Sumitomo Chemical Co. ....................54
Freedonia Group ..................................7
Sumitomo Seika Chemicals Co. ....54-5
Green Bay Packaging ........................26
Sun Chemical ......................................26
Gros Exec. Recruiters ........................18
Trex ..............................................30, 32
Hilex Poly ............................................32
Univ. of Akron................................15-17
Japan Envirochemicals ......................54
Univ. of Mass.-Lowell....................14-15
IHS ..........................................................7
UPM Raflatac ................................23, 26
Invention Science Fund......................56
Veris Consulting..................................46
Kennedy Group ..............................24-6
Viscus Biologics ..................................16
KraussMaffei ......................................17
Wausau Coated Products ..................26
Lubrizol ................................................16
Contributing Editors
Dr. Roger Corneliussen
Patrick Toensmeier
Dr. Robin Kent
CEO, SPE
Willem De Vos
President-elect
Dick Cameron
Senior Vice President
Scott E. Owens
Vice President/Treasurer
Dr. Raed AlZubi
Vice President
Dr. Gregory A. Campbell
Vice President
Thierry d'Allard
Vice President/Secretary
Dr. Jaime A. Gómez
Vice President
Dr. Jeffrey H. Helms
Vice President
Olivier Crave
2013–2014 President
Jon Ratzlaff
Plastics Engineering (ISSN 0091-9578) is published monthly, except bimonthly in July/August and November/December, by Wiley Subscription Services, Inc., a
Wiley Company, 111 River Street, Hoboken, NJ 07030 USA. The magazine is compiled and edited by the Society of Plastics Engineers, Editorial and Business Office,
6 Berkshire Blvd., Suite 306, Bethel, CT 06801 USA. Telephone +1 203-775-0471, Fax +1 203-775-8490. SPE Home Page: www.4spe.org. Communications should
be sent to the Editor. Send address changes and undeliverable copies to the Circulation Manager at the SPE address given above. Send subscription orders and claims
for non-receipt to Wiley Subscription Services at the Wiley address given above. SPE members receive the magazine as a benefit of membership. Subscription rate for
nonmembers is $151 for 1 year; add $100 per year for subscriptions outside North America. Single-issue price is $20. Plastics Engineering is
printed by Dartmouth Printing Co., a Sheridan Group Company. Periodical postage paid at Hoboken, NJ, and additional entry office.
Accepted at special postal rates provided in P.M., Sec. 132 122. Copyright 2015 by the Society of Plastics Engineers, Inc. POSTMASTER:
Send address changes to Plastics Engineering, 6 Berkshire Blvd., Suite 306, Bethel, CT 06801 USA. Reproduction in whole or in part
without written permission is prohibited. Plastics Engineering is indexed by Engineering Information Inc.
Neither Wiley Subscription Services, Inc., nor the Society of Plastics Engineers, nor Plastics Engineering is responsible for opinions or
statements of facts expressed by contributors or advertisers, either in the articles published in Plastics Engineering or in the technical papers
that are presented at the meetings of the Society. Editorials do not necessarily represent the official policy of Wiley Subscription Services,
Inc., or the Society. Display and classified advertisements are included as an educational service to readers of Plastics Engineering.
Advertising appearing in Plastics Engineering is not to be taken as an endorsement, expressed or implied, of the respective company’s
processes, products, or services represented in the ad.
Printed in the U.S.A.
62
| PLASTICS ENGINEERING | JANUARY 2015 | www.4spe.org | www.plasticsengineering.org
60-64 Classified_editorial 12/16/14 7:56 AM Page 63
60-64 Classified_editorial 12/16/14 7:57 AM Page 64
ADVERTISERS INDEX
Allgrind Plastics
www.allgrind.com ................................................................................................................60
AGC Automotive Alabama, Inc.
us.agc.com ............................................................................................................................61
ARbuRG
www.arburg.us ........................................................................................................................5
Ashland
www.ashland.com/transportation ......................................................................................11
branson ultrasonic Corporation
bransonultrasonics.com ........................................................................................................39
Henkel
www.henkelna.com/4090............................................................................................Cover 2
InnoPlast Solutions
BioPlastConference.com/brochure.html ............................................................................43
J.P. Curilla Associates
Email: jpcecl@aol.com ..........................................................................................................60
Japan Steel Works
www.jswcompounding-usa.com ..........................................................................60, Cover 4
John Anderson & Associates
www.plasticsjobsearch.com ................................................................................................60
NPE 2015
www.npeguestpass.org/PE1 ................................................................................................13
Plastic Flow
www.plasticflow.com ............................................................................................................60
Plastic Process Equipment, Inc.
www.ppe.com • Email: Sales@ppe.com ....................................................................Cover 3
Polyhedron Laboratories, Inc.
www.polyhedronlab.com......................................................................................................60
Process & Design Technologies, LLC
www.processdesigntech.com ................................................................................................60
Reedy International
www.reedyintl.com ................................................................................................................21
Rheo-Plast Assocs.
www.rheoplastusa.com ........................................................................................................60
SAM North America, LLC
www.sam-na.com ............................................................................................................60
Shepherd Color Co.
www.shepherdcolor.com......................................................................................................17
SIkoRA
www.sikora.net/purityscanner ..............................................................................................3
SPE ANTEC® orlando
www.antec.ws ................................................................................................................28, 29
SPE ANTEC® brussels
Email: croos@4spe.org ........................................................................................................27
SPE Apparel
www.4spe.org ......................................................................................................................51
SPE Careers
www.4spe.org/careers ............................................................................................................32
SPE Corporate Sponsorship Program
www.4spe.org/ ......................................................................................................................61
SPE International Polyolefins Conference
www.spe-stx.org/conference.php ......................................................................................25
SPE Membership Application
www.4spe.org/membership ................................................................................................63
SPE PlastiVan Educational Program
www.4spe.org ........................................................................................................................20
SPE Topical Conferences
www.4spe.org ........................................................................................................................61
Tangram Technology
www.tangram.co.uk ..............................................................................................................60
The Plastics RACE
www.4spe.org/antec/tpr ......................................................................................................47
Wiley RoI/PENG
Email: respinosa@wiley.com ................................................................................................57
64
ADVERTISING SALES
FoR PRINT AND oN LINE DIGITAL
ADVERTISING SALES in
Plastics Engineering magazine
please contact:
Global Advertising Director
Stephen Jezzard
E-mail: sjezzard@wiley.com
Sr. Account Manager
Print & E Media Advertising
Roland Espinosa
Tel: 201-748-6819
E-mail: respinosa@wiley.com
111 River Street
Hoboken, NJ 07030 USA
Society of
Plastics Engineers
6 Berkshire Blvd., Suite 306
Bethel, CT 06801 USA
www.4spe.org
| PlASTiCS ENgiNEERiNg | JANUARY 2015 | www.4spe.org | www.plasticsengineering.org
00 Cover_Layout 1 12/16/14 6:57 AM Page cvr3
YOUR DEPENDABLE SOURCE FOR
MOLDING ACCESSORIES
The Worlds Largest Variety of Accessories for the Plastics Industry!
95% OF ALL STOCK ORDERS SHIPPED THE SAME DAY!
AEROSOLS & CHEMICALS
MOLD WATERLINE COMPONENTS
CONTROLS, HEATERS & T.C.s
SCREWS, TIPS, NOZZLES & MOLD SUPPLIES
MATERIAL HANDLING
MACHINERY
Quality Products, Fair Prices & Best Service since 1974
®
P LASTIC P ROCESS E QUIPMENT, INC. www.ppe.com sales@ppe.com
PPE
PPE
PPE
SOUTH
11218 Challenger Avenue, Odessa, Florida 33556
727-834-8888 800-282-6783 Fax: 727-834-8873
Toll Free: USA, Canada & Mexico
8303 CORPORATE PARK DRIVE, MACEDONIA (Cleveland), OHIO 44056, U.S.A.
216-367-7000 Toll Free: 800-321-0562 Fax: 216-367-7022 Order Fax: 800-223-8305
WEST
6385 Montessouri Street, Las Vegas, Nevada 89113
702-433-6385 800-258-8877 Fax: 702-433-6388
800-362-0706
00 Cover_Layout 1 12/16/14 6:58 AM Page cvr4