Fabrication and characterization of polycrystalline SiC resonators
advertisement

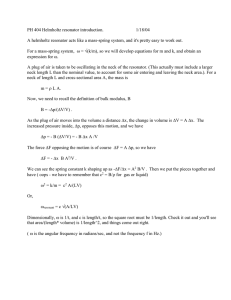
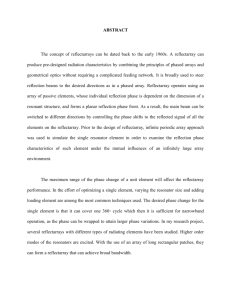
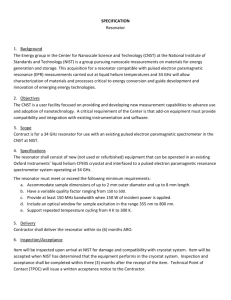
IEEE TRANSACTIONS ON ELECTRON DEVICES, VOL. 49, NO. 12, DECEMBER 2002 2323 Fabrication and Characterization of Polycrystalline SiC Resonators Shuvo Roy, Member, IEEE, Russell G. DeAnna, Christian A. Zorman, Member, IEEE, and Mehran Mehregany, Senior Member, IEEE Abstract—This paper presents the development of polycrystalline 3C silicon carbide (polySiC) lateral resonant devices, which are fabricated by a three-mask surface micromachining process using silicon dioxide (SiO2 ), polysilicon, and nickel (Ni) as the isolation, sacrificial, and contact metallization layers, respectively. The polySiC resonators are packaged for operation in high temperature environments using ceramic-based materials and nickel wirebonding procedures. Device operation is successfully demonstrated over 10 5 –760 torr and 22–950 C pressure and temperature ranges, respectively. Quality factors ( s) of 100 000 at 10 5 torr and resonant frequency drifts of 18 ppm/h under continuous operation are achieved using an scanning electron microscope (SEM) setup. Device resonant frequency varies nonlinearly with increasing operating temperature. Finite element modeling reveals that this variation resulted from the interplay between the Young’s modulus of polySiC and induced stresses, which occur due to mismatch in thermal expansion coefficients of the polySiC film and the underlying silicon (Si) substrate. Index Terms—High temperature transducers, lateral resonant devices, microelectromechanical systems (MEMS), microsystems, polySiC, resonators, silicon carbide (SiC), surface micromachining. I. INTRODUCTION M ICROMACHINED polysilicon resonators are emerging as potential on-chip replacements for conventional discrete oscillators and filters in high performance communication transceivers [1]. The integrated microelectromechanical polysilicon devices exhibit frequency selectivity characteristics active filtering techniques that are superior to integrated based upon traditional electron devices. Micromachined resonator s of 80 000 under vacuum conditions and resonant frequency coefficients of 10 ppm/ C have been reported transceiver components, the utility [2]. In addition to high of polysilicon resonators has also been demonstrated in a number of other applications including mechanical properties Manuscript received May 30, 2002; revised October 14, 2002. This work was supported by DARPA MTO under Grant DABT63-98-1-0010 and ARO/MURI under Grant DAAH04-95-10097. The review of this paper was arranged by Editor K. Najafi. S. Roy is with the Department of Biomedical Engineering, The Cleveland Clinic Foundation, Cleveland, OH 44195 USA (e-mail: roys@bme.ri.ccf.org). R. DeAnna was with the U.S. Army Research Laboratory, Vehicle Technology Center, NASA Glenn Research Center at Lewis Field, Cleveland, OH 44135 USA. He is now with Advanced Engineering Technologies, Norcross, GA 30071 USA. C. Zorman and M. Mehregany are with the Department of Electrical Engineering and Computer Science, Case Western Reserve University, Cleveland, OH 44106 USA. Digital Object Identifier 10.1109/TED.2002.807445 testing, pressure sensing, and inertial navigation systems [3]–[5]. However, the electrical and mechanical properties of polysilicon begin to rapidly degrade at elevated temperatures ( 350 C), making it increasingly unsuitable for high temperature applications [6]–[8]. In contrast, SiC is well known for its mechanical characteristics, such as high Young’s modulus and yield strength, chemical inertness, high thermal conductivity, and electrical stability at temperatures well above 600 C [8], [9]. Although these material properties and microfabrication compatibility of SiC make it an attractive structural material and/or high temperature microelecfor fabrication of high tromechanical devices, the development of SiC as a structural material has been limited by a combination of fabrication, packaging, and testing challenges. The lack of a durable wire bonding technology is a major impediment to the implementation of SiC-based devices for high temperature applications. We have developed a nickel (Ni) wire bonding process for Ni contact pads on 3C-SiC films using conventional tools and wire diameters and demonstrated reliable operation up to 550 C [10]. Ni is attractive as a contact metal for high temperature SiC devices in that Ni has a melting temperature of 1453 C, forms an ohmic contact to both n-type and p-type 3C-SiC substrates, and is also available in wire diameters similar to that of the Al and Au bonding wires (e.g., 25 m). For high temperature applications, it is desired that the contact pad and the wire be of the same material because intermetallic growth and interface corrosion, which can occur between dissimilar metals at high temperatures, results in a rapid degradation of bond strength and a shift in the principal failure mode from wire breaks to bond lifts. The stability of the wire bonds is threatened by such a problem, especially at elevated temperatures. Therefore, reliability should be improved when pad metallization and bonding wires are of the same material. This paper presents the development of polycrystalline SiC (polySiC) folded beam lateral resonant devices (subsequently called resonators) that are fabricated, packaged, and successfully operated over a wide range of pressures and temperatures. First, the fabrication of polySiC resonators by a surface micromachining process using silicon dioxide (SiO ), polysilicon, and Ni as the isolation, sacrificial, and contact metallization layers, respectively, is presented. Details of the resonator packaging scheme using ceramic-based materials and Ni wirebonding procedures are then outlined. Next, testing procedures and optical and scanning electron microscope-based experimental setups to investigate changes in resonator with pressure and resonant frequency with temperature are described. Finally, resonator testing results at both room and 0018-9383/02$17.00 © 2002 IEEE 2324 IEEE TRANSACTIONS ON ELECTRON DEVICES, VOL. 49, NO. 12, DECEMBER 2002 Fig. 1. Schematic description of polySiC resonator fabrication showing cross-sections after (a) sputter deposition of Al; (b) definition of resonator pattern by plasma etching; (c) sputter deposition of Ni; (d) definition of Ni contact regions by photolithography and wet etching; and (e) release of polySiC resonators in KOH. high temperature are presented and the behavior of resonant frequency with temperature is examined using finite element analysis. II. FABRICATION POLY SiC RESONATORS BY SURFACE MICROMACHINING A. PolySiC Film Growth Substrates are prepared by depositing polysilicon films on oxidized Si wafers. A 1.5 m-thick SiO film is grown thermally on 100-mm diameter, (100) Si wafers. A 3.5 m-thick polysilicon film is then deposited on the SiO film in a low-pressure chemical vapor deposition (LPCVD) furnace, using silane as the precursor gas. The deposition pressure, temperature, and growth rate are 270 mtorr, 610 C, and 0.42 m/h, respectively. Afterwards, the polysilicon substrates are rinsed in deionized (DI) water and spin-dried in nitrogen to remove any particulate contaminants. PolySiC films are grown in a cold-wall, rf-induction-heated, vertical APCVD reactor using a growth procedure similar to a three-step process to grow epitaxial 3C-SiC films on (100) silicon wafers [11], [12]. The three-step deposition process begins with an in situ hydrogen etch, followed by the formation of a carbonized layer on the polysilicon surface, and continued by bulk polySiC film growth. The hydrogen etch is performed at 1000 C and is used to remove the native oxide, as well as any metallic and organic contaminants from the polysilicon surface [11]. After the hydrogen etch, the susceptor is cooled to below 500 C. Carbonization is then initiated by heating the susceptor to the growth temperature of 1280 C under a stable flow of 15% propane in hydrogen (84 sccm) and hydrogen (25 slm). Once the growth temperature is attained, temperature and flow rates are held constant for 90s. During carbonization, propane flowing over the heated susceptor decomposes into reactive hydrocarbon radicals, which adsorb on the substrate surface and react with free Si atoms to form SiC. The hydrogen carrier gas reacts with and removes nonstoichiometric deposits in the carbonized silicon, leaving a thin polySiC film on the substrate surface. This reaction will continue until the thickness of the polySiC film is 100 Å. At this thickness, Si no longer diffuses to the surface in amounts sufficient to sustain film growth at reasonable rates [13]. Growth is continued by simultaneously reducing the propane flow to 26 sccm and introducing 5% silane in hydrogen at 102 sccm. Temperature and flow rates are held constant for the duration of the deposition. Using this procedure, 2 m-thick polySiC films were grown on single wafers at a growth rate of 1 m/h. Secondary ion mass spectroscopy (SIMS) measurements of SiC films grown on silicon under identical conditions revealed that the films were unintentionally doped with nitrogen to a concentration of 4E18 cm [11]. B. Surface Micromachining Process The polySiC films deposited on the polysilicon layers are mechanically polished using a SiC slurry to reduce the ROY et al.: FABRICATION AND CHARACTERIZATION OF POLYCRYSTALLINE SiC RESONATORS Fig. 2. SEM micrograph of a released polySiC lateral resonant device. The suspension beam lengths and widths are nominally 100 m and 2.5 m, respectively. Exposed polySiC shows up as dark gray, while the Ni metallization appears light gray. surface roughness (Ra) from 400 Å on the as-grown films to 40 Å [14]. The polishing process results in a final polySiC film thickness of 1.75 m. Fig. 1 outlines the fabrication of polySiC resonators by surface micromachining. A 5000 Å-thick aluminum (Al) film is deposited on the polished polySiC films by sputtering and subsequently patterned using photolithography and aluminum (Al) etchant to delineate the resonator geometry. Next, the resonator pattern is defined in the polySiC by dry etching in a CHF /O /He plasma with the patterned Al acting as etch mask [15]. Afterwards, the Al mask is stripped and a 7500 Å-thick Ni film is sputter deposited, patterned by photolithography, and wet etched using commercial Ni etchant to define nickel contacts to the polySiC. Finally, the resonator is released by a timed etch of the sacrificial polysilicon in 40 wt.% KOH at 40 C and dried using a supercritical CO drying process. Fig. 2 presents a SEM micrograph of a released polySiC resonator. PolySiC resonators are fabricated on three different substrates (i.e., three separate polySiC growth runs), termed A, B, and C. After release and supercritical drying, but prior to packaging, all devices are examined under an optical microscope for possible fabrication flaws and/or damage from handling. Resonators are also manually probed using a micromanipulator to check for stiction. Flaw-, damage-, and stiction-free resonators are then examined using SEM to confirm structural integrity and measure resonator geometry. Using this procedure, 5 resonators from each substrate are selected for packaging and testing. These 15 resonators are subsequently termed A1–5, B1–5, and C1–5, where the letter identifies the substrate and the numeral indicates the particular device. III. PACKAGING OF POLY SiC RESONATORS The released resonator chip is packaged for high temperature operation onto a ceramic plate with patterned gold pads and steel posts as shown in Fig. 3. The chip is attached to the ceramic plate using commercially available zirconia cement 2325 (AREMCO Ultra-Temp 516), which is thermally conductive, stable to 1760 C, and resistant to chemical attack. The gold pads on the ceramic plate enable electrical connections from the resonator package to external circuitry through the stainless steel screws, nuts, and washers. Electrical connections from the Ni contact pads on the resonator chip to the gold pads on the ceramic plate are realized by 25 m-diameter Ni wires, which are attached by a thermosonic wirebonding process optimized for maximum pull strength [10]. In a typical thermosonic wirebonding procedure, the resonator package is first mounted on a stage and heated to 250 C. The Ni bonding wire is then guided to the first bonding site on a Ni contact pad of the polySiC resonator and pressed onto the surface with a force of 340 mN by a titanium carbide (TiC) wedge mounted on a Kulicke & Soffa 4123 ultrasonic wire bonder. While the wire is firmly clamped between the contact pad and TiC wedge, a 12 ms pulse of 520 mW ultrasonic vibration is applied to the wedge. The ultrasonic energy causes localized wire deformation that breaks up the surface oxides at the bonding site, resulting in cold weld between the wire and contact metallization as shown in Fig. 4. Afterwards, the wedge, along with the wire, is lifted and positioned at a second bonding site on the gold pad on the ceramic plate and bonded similarly, forming a wire loop anchored at the nickel and gold pads. The wire clamps then retract, pulling the wire and severing it near the end of the second bond. The wirebonding procedure is repeated to connect other contact pads of the resonator to corresponding gold pads on the ceramic plate. IV. TESTING PROCEDURES The packaged resonators are tested under different pressure and temperature conditions. Fig. 5 presents the electrical circuit scheme for resonator testing. A signal generator consisting of a HP 33 210A variable function generator connected to a Krohn-Hite 7602M wide-band power amplifier is used to apply a 0–200 Vpp sinusoidal excitation voltage to the comb drive of the resonator. The polySiC shuttle and silicon substrate are both electrically grounded during testing and a high value series resistance (10 M ) is incorporated to provide short circuit protection. Resonance is determined visually by adjusting the excitation voltage frequency applied from the signal generator to the drive pad of the resonator until maximum resonator amplitude is observed. The application of a pure sinusoidal signal to the comb drive leads to a frequency doubling effect, and consequently, the resonant frequency is twice the frequency of the excitation voltage at which maximum resonator amplitude is observed [16]. The resonant frequency is related to device geometry and material properties according to [17]: (1) is the resonant frequency, is the Young’s modulus where is the suspension beam of polySiC, is the film thickness, is the shuttle mass, width, is the suspension beam length, is the mass of the folding trusses, and is the total mass of the suspension beams. The 3 dB bandwidth of the resonator 2326 IEEE TRANSACTIONS ON ELECTRON DEVICES, VOL. 49, NO. 12, DECEMBER 2002 Fig. 3. Packaged device chip suitable for high temperature operation: (a) photograph showing device mounted on ceramic plate with gold pads and stainless steel screws, washers, and hex nuts; and (b) cross-sectional schematic view across line AA′ in (a). Fig. 4. SEM micrograph of nickel wirebonds on a nickel contact pad of a polySiC resonator at 22 C. Fig. 5. Electrical circuit scheme for testing polySiC resonators. The suspension beam lengths and widths are 250 m and 2.5 m, respectively. vibration amplitude spectrum is estimated by adjusting the frequency of the excitation voltage until the resonator amplitude is 71% of the maximum value [16]. Knowledge of the resonant frequency and 3 dB bandwidth is used to determine the resonator using (2) is the 3 dB bandwidth. where Fig. 6 presents the experimental setup used to test devices at atmospheric pressure (760 torr). The resonator package is placed on a heater capable of attaining temperatures as high as 1000 C. The heater is mounted on a thermally-insulating ceramic tile inside an aluminum chamber with openings for argon, electrical connections, and optical access. A variac is used to control the power to the heater, and hence, the temperature of the resonator, which is determined by the thermocouple. Probe tips are pushed against the screws to electrically connect the resonator to the test circuitry. A long working distance microscope is used to monitor device motion through the Pyrex watch glass that protects the microscope optics from thermal damage during high temperature operation. During testing, argon that is regulated to 2 psi is introduced into the chamber during testing to minimize thermal oxidation effects on the probe tips and heater. Fig. 6. Test setup for atmospheric pressure (760 torr) experiments. Heater temperature is controlled using the variac. Device motion is observed using the optical microscope. Measurement uncertainty in resonant frequency is 50 Hz. 6 Fig. 7 presents the experimental setup used to test devices under vacuum conditions. The resonator package is placed on a movable hot stage mounted inside an environmental SEM (Philips XL30 ESEM), which uses a lanthanum hexaboride (LaB ) filament in the electron gun. Electrical feedthroughs are used to connect the resonator package to external test circuitry. The temperature of the hot stage is measured using ROY et al.: FABRICATION AND CHARACTERIZATION OF POLYCRYSTALLINE SiC RESONATORS Fig. 7. Schematic description of the environmental SEM setup used for experiments under vacuum conditions. Device motion is observed on an attached monitor. Electrical feedthroughs are used to connect components to 1 Hz. external circuitry. Measurement uncertainty in resonant frequency is <6 a thermocouple and resonator motion is observed using a video monitor attached to the electron microscope optics. In addition to the room-temperature imaging capabilities of a standard SEM under high vacuum (chamber base pressure of 2.6 10 torr) conditions, the environmental SEM can also perform imaging under low vacuum (0.1–20 torr) and/or high temperature ( 1000 C) conditions. V. RESULTS A. Room Temperature Testing PolySiC resonators are tested using both the atmospheric and environmental SEM setups at room temperature. Young’s modulus values are determined using (1) with experimentally-determined resonant frequencies, measured geometries of the resonators, and assumed polySiC density of 3230 kg/m to calculate the mass of the shuttle, trusses, and beams [18]. Resonator s are determined using (2) with the experimentally-determined 3 dB bandwidths. The wire bonds on seven of the 15 packaged polySiC resonators broke due to handling mishaps during testing, and consequently, only three devices (A1, B2, and C1) are characterized under all pressure conditions. Table I presents a summary of resonator s and extracted Young’s modulus values of polySiC films using the atmospheric pressure setup at room temperature (22 C). Resonant frequencies and 3 dB bandwidths of the resonators are determined by applying excitation voltages of 40–170 Vpp, depending on specific device geometry, which provided a vibration amplitude of 5 m at resonance. The extracted Young’s modulus values range from a low of 250 GPa for Device #B3 to a high of 427 GPa for Device #B4. The variation in the extracted Young’s modulus values can be attributed to errors in measurement of resonator geometry and unintended fluctuations in growth conditions in the APCVD furnace during polySiC film growth. Nevertheless, the Young’s modulus are generally consistent with the results of a preliminary study reported previously [19]. Resonator s range from a low of 25 for Device #A1 to a high of 2327 152 for Device #B3. Examination of the data does not reveal any readily observable relationship between the extracted Young’s modulus values and resonator s. However, there is a general positive correlation between resonator and the resonant frequency: devices with higher resonant frequencies exhibit higher s than lower resonant frequency devices. In the atmospheric pressure test setup, damping resulting from Couette flow underneath the shuttle is the dominant energy dissipation mechanism, and consequently, the resonator is proportional to stiffness of the resonator suspension [16]. Therefore, resonators with higher suspension stiffness, and hence, higher resonant frequencies, exhibit higher s than lower resonant frequency devices. Table II presents a summary of resonator s and extracted Young’s modulus values of polySiC determined using the environmental SEM test setup at room temperature under low vacuum conditions (0.1–0.2 torr). Exact pressure control in the SEM is not possible under the low vacuum conditions and pressure determination is difficult since the pressure gauge readings are not reliable near the base pressure of the mechanical pump, which is approximately 0.1–0.2 torr. Resonant frequencies and 3 dB bandwidths of the resonators are determined by applying excitation voltages of 2–10 Vpp, depending on specific device geometry, which provided a vibration amplitude of 5 m at resonance. Resonator s and Young’s modulus values are determined in a manner similar to those for the atmospheric pressure testing described earlier. Resonator s at low vacuum are significantly larger than resonator s determined under atmospheric pressure conditions due to decreased damping effects at 0.1–0.2 torr. However, Couette flow is still the dominant energy dissipation mechanism under low vacuum conditions since resonator s increase with resonant frequency from a low 2875 for Device #A1 (10 055.3 Hz resonant frequency) to a high of 3672 for Device #B5 (29 920.5 Hz resonant frequency). The extracted Young’s modulus values ranging from a low of 310 GPa for Device #C1 to a high of 413 GPa for Device #B2 are consistently within the experimental error of those values obtained using the atmospheric pressure test setup as well as previous reports [19]. Table III presents a summary of resonator s and extracted Young’s modulus values of polySiC determined using the environmental SEM test setup at room temperature under high torr). Although chamber pressures vacuum conditions ( as low as 2.6 10 torr are attainable, most determinations of resonant frequencies and 3 dB bandwidths are conducted at 5–9 10 torr. Fig. 8 presents a SEM micrograph of the shuttle section of an actuating resonator at 9 10 torr. Resonators required excitation voltages of 0.3–0.8 Vpp, depending on specific device geometry, which provided amplitudes of at least 5 m at resonance. Resonator s and Young’s modulus values are determined in a manner similar to those described for the low vacuum testing earlier. Resonator s at high vacuum are significantly larger than s determined under low vacuum conditions, ranging from a low of 57 828 for Device #C1 to a high of 107 926 for Device #B2. In contrast to resonator s exhibited under atmospheric pressure and low vacuum conditions, s at high vacuum are not necessarily greater for higher resonant frequency devices since thermoelastic friction and anchor losses, not Couette flow damping, are the primary energy 2328 IEEE TRANSACTIONS ON ELECTRON DEVICES, VOL. 49, NO. 12, DECEMBER 2002 TABLE I RESONANT FREQUENCY, Q, AND YOUNG’S MODULUS OF POLYSiC AT 760 torr TABLE II RESONANT FREQUENCY, Q, AND YOUNG’S MODULUS OF POLYSiC AT 0.1–0.2 torr RESONANT FREQUENCY, Q, AND YOUNG’S MODULUS OF POLYSiC AT <10 TABLE III dissipation mechanisms [17]. The extracted Young’s modulus values, ranging from a low of 310 GPa for Device #C1 to a high of 414 GPa for Device #B2, are consistently within the experimental error of those values obtained under low vacuum and atmospheric pressure conditions as well as previous reports [19]. An 800 million cycle, 16 h aging test performed at 22 C on Device #A4 reveals a resonant frequency drift of 17.5 ppm/h. torr B. High Temperature Testing Fig. 9 presents graphs showing the variation of resonant frequency with temperature for two polySiC resonators with comparable geometries. Device #B3 is actuated with an excitation voltage of 150 Vpp inside the atmospheric pressure test setup. The corresponding resonant frequency drops from 30 400 Hz at ROY et al.: FABRICATION AND CHARACTERIZATION OF POLYCRYSTALLINE SiC RESONATORS Fig. 8. SEM micrograph of shuttle section near a comb drive of a polySiC 10 torr and 22 C. Frequency of the resonator under actuation at 9 excitation voltage is 10 059.94 Hz. The distance between blur edges is the resonator amplitude. 2 22 C to 30 000 Hz at 410 C. Resonator actuation is not observed above 500 C in the atmospheric pressure setup. However, upon cooling to temperatures below 500 C, resonator operation resumes, which suggests the possibility of dielectric breakdown of the electrically isolating SiO layer above 500 C. Device #C1 is actuated with an excitation voltage of 3.5 Vpp under low vacuum (0.1–0.2 torr) conditions. The resonator operates over a 22–950 C temperature range. In contrast to device operation in the atmospheric pressure setup, the lower excitation voltage used to resonate the polySiC actuators under vacuum conditions ensures that electrically isolating SiO layer does not exhibit dielectric breakdown at elevated temperatures. The resonant frequency of the vacuum-tested device drops steadily from 28 930 Hz at 22 C to 28 402 Hz at 700 C, followed by an increase to 28 544 Hz at 900 C, and then a slight decrease to 28 500 at 950 C. Resonator actuation at temperatures 950 C is not attempted due to concerns about the lifetime of the LaB filament in the electron gun of the environmental SEM. The resonator package survives repeated pressure ( 10 –760 torr) and thermal (22–950 C) cycling without failure. Nickel wirebonds on resonator contact pads were examined in the SEM during high temperature operation at 500 C and after cooling down to room temperature from 950 C. The wirebonds do not exhibit any observable degradation due to the thermal cycling or high temperature. Finite element analysis is performed to investigate changes in resonant frequency with increasing temperature. A preliminary finite element model is analyzed using ANSYS5.3 software to examine interactions between the polySiC resonator and underlying silicon substrate [20]. Fig. 10 presents the model of a 2 m thick resonator with 150 m long and 3 m wide suspension beams anchored on a 3.5 m thick polysilicon layer overlying a 1.5 m thick SiO film on the silicon substrate, which is a typical geometric construction of devices tested. The polySiC layer is meshed with 20-node brick elements, while underlying layers are meshed with eight-node brick elements. The bottom of the silicon substrate is fixed in the direction normal to the surface and allowed free thermal expansion in directions parallel 2329 to the surface. Fig. 11 presents a graph showing the variation of thermal expansion coefficients with temperature for 3C-SiC (assumed equivalent to polySiC) and silicon, while Table IV lists the other material properties used in the finite element analysis [20]–[22]. Fig. 12 presents graphs of normalized resonant frequency versus temperature based on the results of the finite element analysis and the experimental data (vacuum conditions) that is presented in Fig. 9. Although the geometry of the resonator in finite element model is different from the resonator that is actually tested inside the SEM, there are certain similarities in the behavior of resonant frequency with increasing temperature. In both cases, there is an initial steady decrease in resonant frequency, followed by a slight increase, and another slight decrease. The differences between the finite element results and experimental data can be attributed to differences in resonator geometry as well as variations between the actual material property parameters and those used in the model as well as the influence of intrinsic stresses in the various material layers. Examination of the material properties used in the finite element model provides qualitative insight into the resonant frequency versus temperature behavior for the polySiC resonators. The thermal expansion coefficient of SiC is lower than that of silicon from 22 C to 200 C, while at higher temperatures, the thermal expansion coefficient of SiC is greater than that of silicon. Consequently, at temperatures below 200 C, the silicon substrate expands faster than the polySiC layer, which induces a resultant compressive thermal stress in the suspension beams of the resonator. This scenario is consistent with results of the finite element analysis, which shows that the anchored ends of the suspension beams of the modeled resonator experience 5 MPa compressive stress at 177 C. The net effect of the induced compressive stress in the suspension beams and decrease in Young’s modulus of polySiC leads to a decrease in the resonant frequency. As temperature increases above 200 C, the polySiC film begins to expand faster than the silicon substrate, which induces a resultant tensile stress in the resonator suspension beams. This shift in stress is also consistent with results of the finite element analysis, which shows that the anchored ends of the suspension beams of the modeled resonator experience 60 MPa tensile stress at 727 C. Consequently, the lowering effect on the resonant frequency due to the decrease in Young’s modulus is counteracted by the induced tensile stress, which tends to increase resonant frequency. The net effect of increasing tensile stress and decreasing Young’s modulus with increasing temperature leads to a resonant frequency minimum ( 475 C in Fig. 12), and then, an increase. However, as the temperature increases even further ( 825 C in Fig. 12), the effect of the decrease in Young’s modulus dominates, leading to the eventual decrease in resonant frequency. VI. CONCLUSION PolySiC resonators have been fabricated by a surface micromachining process using SiO , polysilicon, and Ni as the isolation, sacrificial, and contact metallization layers, respectively. The resonators are packaged using ceramic-based materials, stainless steel fasteners, and nickel wirebonding proce- 2330 IEEE TRANSACTIONS ON ELECTRON DEVICES, VOL. 49, NO. 12, DECEMBER 2002 Fig. 9. Graphs showing variation of resonant frequency with temperature for two polySiC resonators—one tested at atmospheric pressure (760 torr) and the other tested under vacuum conditions (0.1–0.2 torr). At atmospheric pressure, the resonator excitation voltage is 150 Vpp and the device does not operate above 500 C due to breakdown of insulating SiO layer. In contrast, the resonator operates at temperatures as high as 950 C under vacuum conditions with an excitation voltage of 3.5 Vpp. Fig. 10. Solid model of a 2 m-thick polySiC resonator investigated using finite element analysis. The suspension beams are 150 m long and 3 m wide. Fig. 11. Graphs of the thermal expansion coefficients of polySiC and silicon as a function of temperature. dures. Optical and SEM-based setups are built to test the devices under atmospheric pressure (760 torr) and vacuum conditions ( 10 torr), as well as temperatures up to 950 C. Resonator s increase with vacuum level to as high as 100 000 at 10 torr at 22 C due to decreased damping-related energy dissipation. Resonant frequency drifts of 18 ppm/h under continuous operation have been observed. Resonator packaging survived repeated pressure ( 10 –760 torr) and thermal (22–950 C) cycling without failure. High temperature testing revealed that device resonant frequency decreases by 2% between 22 C and 700 C, followed by a slight increase at 900 C, and then, eventual decrease at 950 C. Finite element analysis reveals that changes in resonant frequency with increasing temperature depend on the interplay between the decrease in Young’s modulus of polySiC and induced stress in the suspension beams of the resonators, which occurs due to mismatch in thermal expansion coefficients of the polySiC film and the underlying substrate. ROY et al.: FABRICATION AND CHARACTERIZATION OF POLYCRYSTALLINE SiC RESONATORS 2331 TABLE IV MATERIAL PROPERTIES FOR FINITE ELEMENT ANALYSIS Fig. 12. Graphs showing the similarity in relative changes of device resonant frequency as a function of temperature for the finite element model in Fig. 10 and experimental data in Fig. 9. ACKNOWLEDGMENT The authors would like to thank the following people for their valuable assistance: A. K. McIlwain in the Department of Materials Science and Engineering, Case Western Reserve University (CWRU); A. J. Fleischman in the Department of Biomedical Engineering, The Cleveland Clinic Foundation; R. K. Burla, currently at Microsoft Corporation; L. Dudik in the Electronics Design Center, CWRU; and S. Yu in the Electronics Design Center, CWRU. REFERENCES Q [1] C. T.-C. Nguyen, “High- micromechanical oscillators and filters for communications,” in Proc. IEEE Int. Symp. Circuits and Systems, 1997, pp. 2825–2828. [2] C. T.-C. Nguyen and R. T. Howe, “CMOS micromechanical resonator oscillator,” in IEDM Tech. Dig., 1993, pp. 199–202. [3] H. Kahn, S. Stemmer, K. Nandakumar, A. H. Heuer, R. L. Mullen, R. Ballarini, and M. A. Huff, “Mechanical properties of thick, surface micromachined polysilicon films,” in Proc. Int. Workshop on MEMS, 1996, pp. 343–348. [4] C. J. Welham, J. Greenwood, and M. M. Bertioli, “High accuracy resonant pressure sensor by fusion bonding and trench etching,” in Proc. 1998 Eurosensors XII, vol. 76, 1998, pp. 298–304. [5] K. Funk, H. Emmerich, A. Schilp, M. Offenberg, R. Neul, and F. Laermer, “A surface micromachined silicon gyroscope using a thick polysilicon layer,” in Proc. IEEE Int. Conf. MEMS, 1999, pp. 57–60. [6] G. Pearson, W. Read, Jr., and W. Feldman, “Deformation and fracture of small Si crystals,” Acta Metall., vol. 5, p. 181, 1957. [7] M. Biebl, G. Brandl, and R. T. Howe, “Young’s modulus of in situ phosphorus-doped polysilicon,” in Proc. 8th Int. Conf. Solid-State Sensors and Actuators, and Eurosensors IX, vol. v 2, 1995, pp. 80–83. [8] A. J. Fleischman, S. Roy, C. A. Zorman, and M. Mehregany, “Behavior of polycrystalline SiC and Si surface-micromachined lateral resonant structures at elevated temperatures,” in Proc. Int. Conf. Silicon Carbide, III-Nitrides and Related Materials, vol. 264–268, 1997, pp. 889–892. [9] G. Krotz, W. Legner, C. Wagner, H. Moller, H. Sonntag, and G. Muller, “Silicon carbide as a mechanical material,” in Proc. 8th Int. Conf. SolidState Sensors and Actuators, and Eurosensors IX, 1995, pp. 186–189. [10] R. K. Burla, S. Roy, V. M. Haria, C. A. Zorman, and M. Mehregany, “High temperature testing of nickel wirebonds for SiC devices,” in Proc. Conf. Design, Characterization, and Packaging for MEMS and Microlectronics, SPIE Symp. on Microelectronics and MEMS, vol. 3893, 1999, pp. 324–333. [11] C. A. Zorman, A. J. Fleischman, A. S. Dewa, M. Mehregany, C. Jacob, S. Nishino, and P. Pirouz, “Epitaxial growth of 3C-SiC films on 4-inch diameter (100) silicon wafers by atmospheric-pressure chemical vapor deposition,” J. Appl. Phys., vol. 78, pp. 5136–5138, 1995. [12] R. G. DeAnna, A. J. Fleischman, C. A. Zorman, and M. Mehregany, “Design, operation, and modeling of a vertical APCVD reactor for silicon carbide film growth,” J. Chem. Vapor Deposition, vol. 6, pp. 280–295, 1998. [13] C. A. Zorman, S. Roy, C.-H. Wu, A. J. Fleischman, and M. Mehregany, “Characterization of polycrystalline silicon carbide films grown by atmospheric pressure chemical vapor deposition on polycrystalline silicon,” J. Mater. Res., vol. 13, pp. 406–412, 1998. [14] A. A. Yasseen, C. A. Zorman, and M. Mehregany, “Roughness reduction of 3C-SiC surfaces using SiC-based mechanical polishing slurries,” J. Electrochem. Soc., vol. 146, pp. 327–330, 1999. [15] A. J. Flesichman, C. A. Zorman, and M. Mehregany, “Etching of 3C-SiC using CHF /O and CHF /O /He plasmas at 1.75 Torr,” J. Vac. Sci. Technol. B, vol. 16, pp. 536–539, 1998. 2332 [16] W. Tang, “Electrostatic comb drive for resonant sensor and actuator applications,” Ph.D. dissertation, Dept. EECS, Univ. California, Berkeley, 1990. [17] C. T.-C. Nguyen, “Micromechanical signal processors,” Ph.D. dissertation, Dept. EECS, Univ. California, Berkeley, 1994. [18] A. J. Fleischman, “Silicon carbide for high temperature microelectromechanical systems,” Ph.D. dissertation, Dept. EECS, Case Western Reserve Univ., Cleveland, OH, 1999. [19] A. J. Fleischman, X. Wei, C. A. Zorman, and M. Mehregany, “Surface micromachining of polycrystalline SiC deposited on SiO by APCVD,” in Proc. Int. Conf. Silicon Carbide, III-Nitrides and Related Materials, vol. 264–268, 1997, pp. 885–888. [20] R. G. DeAnna, S. Roy, C. A. Zorman, and M. Mehregany, “Modeling of SiC lateral resonant devices over a broad temperature range,” in Proc. Int. Conf. Modeling and Simulation of Microsystems, 1999, pp. 644–647. [21] R. R. Reeber and K. Wang, “Thermal expansion and lattice parameters of group IV semiconductors,” Mater. Chem. Phys., vol. 46, pp. 259–264, 1996. [22] R. R. Reeber and K. Wang, “Thermal expansion of beta-SiC, GaP and InP,” in Proc. Symp. Covalent Ceramics III—Science and Technology of Non-Oxides, MRS Fall Meeting, vol. 410, 1995, pp. 211–216. Shuvo Roy (M’95) received the B.S. degree (magna cum laude) with General Honors for triple majors in physics, mathematics (Honors), and computer science from Mount Union College, Alliance, OH, in 1992. He received the M.S. and Ph.D. degrees in electrical engineering from Case Western Reserve University, Cleveland, OH in 1995 and 2001, respectively. While pursuing his doctorate, he conducted research in the areas of design, microfabrication, packaging, and performance of MEMS for harsh environments. He is a Co-Director of the BioMEMS Laboratory in the Department of Biomedical Engineering at The Cleveland Clinic Foundation (CCF). He also investigated microstructural characteristics and mechanical properties of MEMS materials, developed the requisite microfabrication technologies and demonstrated operation of the first surface-micromachined silicon carbide transducers at high temperatures (up to 950 C). He has also developed miniaturized micro-relays for high performance electrical switching and ice detection sensors for aerospace applications. He joined CCF in 1998 to develop MEMS technology for various biomedical applications (BioMEMS) including surgical instruments, noninvasive monitoring, bioartificial organs, portable diagnostics, and drug delivery. He is also investigating new and novel materials for BioMEMS including polymers and natural proteins. He has over 21 technical publications, co-authored one book chapter, and given over 20 invited presentations. Dr. Roy is the recipient of a Top 40 under 40 award by Crain’s Cleveland Business in 1999 and the Clinical Translation Award at the 2nd Annual BioMEMS and Biomedical Nanotechnology World 2001 meeting. Russell G. DeAnna received the B.S. degree in mechanical engineering from The Ohio State University, Columbus, in 1982, the M.S. degreefrom the University of California, Berkeley, in 1985 and the Ph.D. degree in mechanical and aerospace engineering from Case Western Reserve University (CWRU), Cleveland, OH, in 1993. He worked at General Electric Nuclear Energy Business, San Jose, CA in reactor safety analysis before joining NASA Glenn Research Center at Lewis Field, Cleveland, in 1985. At NASA Glenn, he was employed by the Vehicle Technology Center of the Army Research Laboratory (ARL). This laboratory is the critical link between the scientific and military communities. He has developed expertise in both empirical testing and analytical modeling of turbo machinery components. He later worked on MEMS sensors and instrumentation for gas-turbine engines with ARL/NASA in collaboration with Prof. Mehran Mehregany of CWRU. In 2000, he joined Movaz Networks, a telecommunications company developing an all-optical, cross connect. He is the principal designer of the MEMS micro-mirror switch. He joined Advanced Engineering Technologies, Norcross, GA, in late 2002 to work on finite element modeling and analysis applications. IEEE TRANSACTIONS ON ELECTRON DEVICES, VOL. 49, NO. 12, DECEMBER 2002 Christian A. Zorman (M’96) received the B.S. degree (cum laude) in physics and the B.A. degree (cum laude) in economics from the The Ohio State University, Columbus, in 1988, and the M.S. and Ph.D. degrees in physics from Case Western Reserve University (CWRU), Cleveland, OH, in 1991 and 1994, respectively. His doctoral research involved an investigation of the secondary electron emission properties of CVD diamond films for vacuum electronics. Dr. Zorman joined the MEMS program at CWRU in 1994 as a Research Associate and immediately began working in the SiC MEMS area. He was promoted to Senior Research Associate in 1997 and Researcher in 2000. In addition to his research positions within the University, he has held appointments as Adjunct Assistant Professor in the Department of Electrical Engineering and Computer Science and Interim Administrative Director of the Microfabrication Laboratory. He currently is an Associate Professor in EECS at CWRU. He has been instrumental in the construction of AP- and LPCVD reactors for SiC thin films, and has led the development of recipes for the growth of single and polycrystalline 3C-SiC films for micromachined sensors and actuators. In addition to the development of novel bulk and surface micromachining techniques for SiC, he was a key contributor in the development of novel polishing, wafer bonding, and low defect density growth processes for SiC. He has published over 85 technical papers, two book chapters, and has taught several short courses on SiC for MEMS. Dr. Zorman is a past chairman of the MEMS Technical Group in the American Vacuum Society and is currently serving as co-chairman. Mehran Mehregany (SM’00) received the B.S. in electrical engineering from the University of Missouri, Columbia, in 1984, and the M.S. and Ph.D. degrees in electrical engineering from the Massachusetts Institute of Technology, Cambridge, in 1986 and 1990, respectively. From 1986 to 1990, he was a consultant to the Robotic Systems Research Department at AT&T Bell Laboratories, where he was a key contributor to ground-breaking research in microelectromechanical systems (MEMS). In 1990, he joined the Department of Electrical Engineering and Applied Physics at Case Western Reserve University (CWRU), Cleveland, OH, as an Assistant Professor. He was awarded the Nord Assistant Professorship in 1991, was promoted to Associate Professor with tenure in July 1994, and was promoted to Full Professor in July 1997. He held the George S. Dively Professor of Engineering Endowed Chair from January 1998 until July 2000, when he was appointed the BFGoodrich Professor of Engineering Innovation. He served as the Director of the MEMS Research Center at CWRU from July 1995 until July 2000. He is well known for his research in the area of MEMS, and his work has been widely covered by domestic and foreign media. He has over 200 publications describing his work, holds 12 U.S. patents, and is the recipient of a number of awards/honors. He served as the Editor-in-Chief of the Journal of Micromechanics and Microengineering from January 1996 to December 1997, and is Assistant-to-the-President of the Transducers Research Foundation. His research interests include silicon and silicon carbide MEMS, micromachining and microfabrication technologies, materials and modeling issues related to MEMS and IC technologies, and MEMS packaging. He is the Founder and served as the President (July 1993 to March 1999) of Advanced Micromachines Incorporated, Cleveland, a company in the MEMS area. Advanced Micromachines Incorporated was acquired by The BFGoodrich Corporation in March 1999. He founded NineSigma, Inc., an information technology company, in February 2000 and served as its CEO (June 2000 to January 2001) and CTO (January 2001 to August 2001), during which period he successfully completed initial rounds of private financing and grew the company to 15 employees. He co-founded FiberLead, Inc., an optical telecommunications company, in September 2000 and served as its CEO until September 2001; during which period he successfully completed the early stage round of venture capital financing and grew the company to five employees.