The Use of Ultrasonic Flaw and Noise Models in Designing Titanium
advertisement

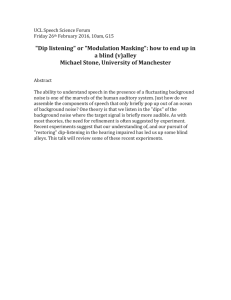
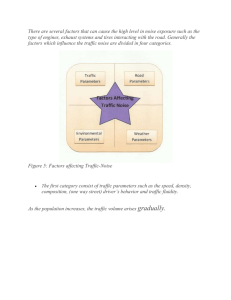
THE USE OF ULTRASONIC FLAW AND NOISE MODELS IN DESIGNING TITANIUM TEST BLOCKS Chien-Ping Chiou, Issac Yalda, Frank 1. Margetan and R. Bruce Thompson Center for Nondestructive Evaluation Iowa State University Ames, Iowa 50011 Derek 1. Sturges Quality Technology Center General Electric Aircraft Engines Cincinnati, Ohio 45215 INTRODUCTION Recently, computer models of inspection processes are emerging as important simulation tools in many aspects of applications of nondestructive evaluation. This work reports one such application to the design of test samples for studying the detection of hardalpha inclusions in titanium alloys. The infrequent occurrence of natural hard-alpha defects has necessitated extensive use of synthetic-hard-alpha (SHA) test samples. However, in manufacturing these titanium test samples, the traditional "trial and error" practice has proven to be costly and time-consuming. The current goal of designing a block simulating a titanium billet containing numerous SHA defects, with properties approximating those of natural hard-alpha defects, presents an even more complex challenge. The primary use of the test block will be to examine the relative performance. of a conventional billet inspection method and an advanced multi-zone technique [1]. The block also will be used to evaluate the accuracy of the ultrasonic flaw and noise models, and for testing a statistical probability-of-detection methodology [2-3]. The major design criterion was that the block should contain SHA with properties suitable for demonstrating - and challenging - the detection capability of each of the two inspection techniques. In order to arrive at a proper set of defects to meet this criterion, state-of-the-art ultrasonic flaw and noise models developed at Iowa State University [4-9] were employed to predict defect echo amplitudes and competing backscattered noise levels for a variety of defects with different acoustic impedance levels, shapes, sizes, orientations and locations. In the following, the two billet inspection techniques are first introduced. Brief reviews of model theories and their earlier experimental verifications are then provided. Primary model outputs consisting of A-scans for defect signals and probability distributions for gated-peak noise voltages are presented. These can be combined to predict various types of signal-to-noise ratios. Examples will be given for some of the defect scenarios considered, and the influence on the model calculations on the final specimen design will be discussed. Review ofProgress in Quantitative Nondestructive Evaluation. Vol. 17 Edited by D.O. Thompson and D.E. Chimenti" Plemun Press, New York, 1998 2069 TITANIUM BILLET INSPECTIONS As was previously stated, the primary intended use of the test block is to examine the relative performances of a conventional inspection method and an advanced multi-zone technique [1]. Fig. 1 illustrates the basic features of the two inspection techniques. In the conventional inspection (Fig. I(a», a single focused transducer is used to cover the entire billet depth (as the billet rotates). In this case, distance-amplitude correction (DAC) is needed to modify the ultrasonic signals to achieve a constant response (from reference FBR's) throughout the billet depth. For the new multi-zone technique, shown in Fig. I(b), multiple focused transducers are used. Each custom-designed transducer covers a specific range of depths close to its focal zone, leading to a much better detection ability [1]. FLAW MODELS The first set of tools utilized in the test block design is a noise-free flaw model for predicting ultrasonic responses from the synthetic hard-alpha inclusions [4-5]. The basic framework is based on the Thompson-Gray measurement model [10] in conjunction with Auld's reciprocity relationship [11]. The objective is to develop fast and accurate inspection simulators which can be easily used in an industrial environment. For a given experimental setting, this model is able to predict complete rf waveform signals that can be compared on the absolute level with actual A-scan or C-scan measurements, with a computation time an order-of-magnitude faster than other numerical methods. (a) (b) Figure 1. The basic features of titanium billet inspections by (a) the conventional method and (b) the multi-zone technique. 2070 To achieve the desired computation efficiency, theoretical approximation has become necessary. Here a suitable choice for weak scatterers like hard-alpha inclusions is the Born approximation. In the volumetric formulation under the Born approximation, the unknown scattered field within the volume of the flaw is substituted with the corresponding incident field. The resulting form is a three-dimensional volumetric integral containing the product of the square of incident displacement field and a function of the inclusion material properties. As has been shown in our previously study [5], this model is applicable to a wide range of inclusions with complicated morphology for which many cases involve nonweak scatterers. 0.09, - - - - - - - - - - - - - - - - - - -_________......., 007 c ~ "0 c.." 00) 0.01 E .( ' 0,01 .:.: ~ c. ~ ~ ~ ·003 ·005 ~ ·007 16 46 61 ime in 0.02 micro econds 76 91 Figure 2. Absolute amplitude and phase comparisons between model and experiment for a typical cylindrical synthetic hard-alpha inclusion, acquired from a side-on position using a 5 MHz focused transducer at normal-incidence [5]. One example of using the flaw model is shown in Fig. 2 where an rf waveform predicted by the model is compared with that of a typical synthetic hard-alpha inclusion of cylindrical shape [5] . The experimental waveform was acquired from the inclusion's circumferential (side-on) position using a 5 MHz focused transducer. Overall good agreement in absolute amplitude can be seen from the comparison. The slight phase delay of the second backwall echo, not accounted for in the nominal Born approximation, will be corrected in a future modification. It should be noted that a separate rf "reference" signal experiment was also carried out to deduce the efficiency of the inspection system. This reference signal and other geometry and material parameters, as will be described later, are the necessary inputs to both the flaw and noise models to compute predictions on an absolute scale. 2071 NOISE MODELS The design task also made use of models which predict characteristics of the backscattered microstructural noise seen in pulse/echo inspections of metal components. The particular model used [6-9] assumes that multiple scattering events can be neglected, and that the observed noise is an incoherent superposition of the direct echoes from all insonified grains. The basic model [6-8] relates the position averaged root-mean-squared (rms) noise level seen at an arbitrary observation time to: (I) details of the measurement system; and (2) properties of the specimen under inspection. The specimen properties include the surface geometry, density, sound velocity, ultrasonic attenuation coefficient, and a frequency-dependent quantity known as the Figure-of-Merit (FOM) for noise severity. The FOM depends solely on the metal microstructure, and parameterizes the contribution of the microstructure to backscattered noise. In principle, the FOM can be calculated from detailed knowledge of the microstructure (single-crystal elastic coefficients, and grain size and orientation distributions), but such detailed knowledge is not usually available for practical inspections of gas turbine engine titanium components. The basic noise model can be used in two ways. By analyzing measured backscattered noise A-scans, the FOM can be determined for frequencies in the bandwidth of the transducer. Conversely, if the FOM is known, the rms backscattered noise level (as a function of time or depth) can be predicted for any inspection scenario of interest. Comparisons of measured and predicted rms noise-vs-time curves for engine titanium alloys can be found in Ref. [9]. From the rms noise level, other measures of the noise, such as probability density functions for gated-peak noise, can be estimated [9]. Four steps were required to predict the gated-peak noise attributes of interest to the test block designers: (1) the FOM of the test block material was "measured"; (2) rms-noisevs-time curves were predicted for selected conventional and multi-zone inspection scenarios; (3) for the conventional inspection, the rms noise curVe was modified to reflect the distance amplitude correction (DAC) used during inspection; and (4) characteristics of the gatedpeak noise in the time gates under study were computed from the modified rms curve. The FOM-vs-frequency curve was deduced by analyzing backscattered noise from specimen coupons using 5-MHz and I5-MHz focused transducers. Two coupons were studied, one of which underwent the same Hot Isostatic Pressing (HIPing) procedure which will be used in the final stage of test block fabrication, and one without HIPing. Deduced FOM values for both specimens are shown in Fig. 3, and one sees that the effect of the HIPing operation was to decrease the FOM value slightly. As discussed in Ref. [8], the deduced FOM curve depends upon the value of ultrasonic attenuation assumed for the specimen. In this case the attenuation was assumed to be negligible. Although the true attenuation may not be negligible, this assumption has little impact on the overall model predictions. The detection criterion are based on examining signal ratios, i.e., flaw-to-FBH signal ratios and signal-tonoise ratios. To first order, the attenuation affects the FBH signals, flaw signals, and backscattered noise signals similarly, and hence cancels when ratios are calculated. Examples of noise model predictions are shown in Fig. 4, assuming the measured FOM curve and negligible attenuation. Fig. 4(a) shows predicted rms-noise-vs-time curves for the conventional inspection both with and without DAC. In this case a time dependent DAC is applied so that the equal echoes are seen from #3 FBH's at different depths. The DAC needed to accomplish this was determined by using the signal model to calculate the 2072 0.040 0.035 ~ 0.030 U- 'f" 0.025 tT .!e O.020 ::::. - - unHIP'd-5MHz ~ 0.Q15 - - - HIP'd-5MHz 0 u.. 0.010 - - unHIP'd-15MHz . . . .. -HIP'd-15MHz 0.005 0.000 0 5 10 15 20 25 Frequency (MHz) Figure 3. FOM values of billet coupons before and after HIPing, deduced from comparison of measured noise echoes to a back-surface echo from a block of fused quartz. Two transducers were used: 5-MHz, 0.75"-diameter, 6" focus; and I5-MHz, 0.5" diameter, 3.5" focus . amplitudes of echoes from #3 FBH's at a series of depths in the billet. From the DACcorrected rms noise level, gated peak noise probability density functions were estimated for several time gates of interest. Results are shown Fig. 4(b) for three such gates. The mean gated peak noise voltage, standard deviation, and likely maximum noise voltage (seen during 1800 0.0010 §' 0.0008 ~ 0 .E!. :cftI > 0 .0006 0 CL C 0 ... Gi CI) CI) (II :; '0 0 .0004 c: z GI .c 0.0002 0 0 .0000 0 20 40 Time (m icroseconds) (a) 1 microsec. gate centered 0.55" deep 1 microsec. gale centered 5.0" deep 900 I 600 (II CJ) ~ / .c 1200 ...J II: 1500 300 0 0.000 0.003 0.006 0.009 Gated-Peak Noise (Volts) (b) Figure 4. Predicted noise magnitudes for conventional inspection of 10" billet, using a single cylindrically-focused transducer. The beam is focused just inside the billet surface, corresponding to noise arrival times just beyond t=O. (a) Rms curves with and without distance-amplitude-correction. (b) Probability distributions for gated peak noise voltages within three inspection gates. 2073 a scan of a large area) were extracted for each gate studied. The maximum likely noise voltage was determined by using Monte-Carlo methods to simulate A-scan (with the noise voltages at each scan point assumed to be independent) and retaining the largest generated noise voltage in the simulation. MODEL-AIDED DESIGN The titanium sample for our test block application was selected from a 600 lb billet section, 10" in diameter and 48" in axial length. The design criteria for this test block are to select synthetic flaws that resemble naturally-occurring billet flaws, and to select flaw parameters that will challenge the inspection processes at all depths. For the former, axially oriented cylindrical synthetic inclusions, as was shown in earlier example of flaw model prediction, are the main considerations. They are much more realistic than the flat-bottom hole (FBH) standards currently in use. For the latter, several dozen inclusions of various nitrogen contents, lengths, diameters, and orientations are randomly allocated at 11 different depths. To the best of our knowledge, this test block represents the most sophisticated sample ever built for the purpose of flaw detection in titanium alloys. The design process used three iterations, involving running several thousands of model calculations covering various cases. In addition to the flaw parameters mentioned above, the other principal design parameters include the transducer properties, the inspection parameters, and the geometrical and material properties of the test block. The successive design stage iterations allowed identification of practical combinations of these parameters that the model predicted would have the desired ranges of detectability. One example of the results is summarized in Table 1, which lists the properties of the synthetic hard-alpha inclusions and the predicted performance of the two inspection techniques. The flaw detection/rejection criteria used by each technique are as follows. For typical conventional techniques, an indication is potentially rejectable if the flaw signal (including noise) exceeds a pre-determined amplitude threshold. Table I incorporates a specific example of this type of criterion, in which cases where the peak superimposed amplitude of flaw signal plus noise (S&N), in a time-gate, that exceed 55/80 of that from a #3 FBH in a specific calibration sample, are marked in bold-face type. The multi-zone technique uses dual threshold criteria: an indication is rejectable if its peak S&N is greater than 7/8 of the response amplitude from a #2 FBH, or if the signal-to-noise ratio (SNR; see the specific definition in Table 1) in a local area is greater than 2.5 [1]. As indicated by the bold-face numbers in Table 1, the ultrasonic models successfully predicted that more flaws would be detected by the multi-zone technique than the conventional method. Other similar modeling analyses have shown that practicable SHA parameters can be selected that should result in predicted combinations of signal and noise ranging from detection of a significant number of defects with conventional inspection to the provision of defects beyond the detection capability of the more sensitive multi-zone technique. This meets the major design criterion, as discussed above. These amplitude and SNR values have been "benchmarked" against typical empirical FBH response data; they also exhibit physically plausible trends as individual parameters are varied. SHA parameters that have been identified using this modeling effort have formed the basis for selecting defects to be placed in the billet test block. More thorough validations of the models will be reported in the future as extensive experimental data acquired from this test block become available. We will also further extend the model-aided design concept and explore other possibilities of its application. 2074 ~ Wt.N (%) 20.0 20.0 5.90 20.0 20.0 20.0 5.90 20.0 20.0 20.0 Diameter (in) 2/64 2/64 5/64 5/64 5/64 5/64 8/64 8/64 8/64 8/64 Length (in) 2/64 16/64 16/64 5/64 8/64 16/64 16/64 5/64 8/64 16/64 1.25 l.65 3.18 SIGNAL (mVpp) 4.35 15.70 9.61 18.68 24.65 28.40 12.01 23.15 30.65 35.48 16.49 SIGNAL & NOISE (mVpp) (%#2FBH) 4.53 27.4 15.75 95.3 9.65 58.6 18.72 113.2 24.68 149.3 28.43 171.9 12.07 73.0 23.18 140.2 30.68 185.5 35.50 214.7 16.53 100.0 MULTIZONE INSPECTION 1.88 9.22 5.23 11.16 15.05 17.50 6.81 14.07 18.97 22.13 9.73 SNR Note: SIGNAL & NOISE = (SIGNAL 2 + (Average I-l1s gate Noise)2)112 SNR = (Signal- Average Zone Noise)/(Maximum Zone Noise - Average Zone Noise) mVpp = peak-peak amplitude in millivolts Maximum in gate from 0.2" to 5.5" of 500000 trials Average in gate from 0.2" to 5.5" Maximum in gate from 0.2" to 1.35" of 15000 trials Average in gate from 0.2" to 1.35" NOISE: Average in 1-fJ.s gate, depth 0.55" Average of #2 FBH response at 0.2" and 0.9" #3 FBH response, with DAC Depth (in) 0.55 0.55 0.55 0.55 0.55 0.55 0.55 0.55 0.55 0.55 SYNTHETIC HARD ALPHA PROPERTIES 4.51 9.08 21.84 0.90 2l.86 100.0 CONVENTIONAL INSPECTION (with DAC) SIGNAL SIGNAL & NOISE (mVpp) (mVpp) (%#3FBH) 1.79 2.01 9.2 11.43 11.47 52.5 6.96 7.01 32.1 8.74 8.784 40.2 13.19 13.22 60.5 20.56 20.58 94.2 8.65 8.70 39.8 11.07 11.11 50.8 16.64 16.66 76.2 25.56 25.58 117.0 Table 1. Example oftest block design data. Bold-face numbers indicate signal amplitudes or signal-to-noise ratios above reject levels. I ACKNOWLEDGMENT This work was supported by the Engine Titanium Consortium under Federal Aviation Administration Grant No. 94-G-048. REFERENCES 1. E. J. Nieters, et aI., "A Multizone Technique for Billet Inspection," Review of Progress in Quantitative Nondestructive Evaluation, D. O. Thompson and D. E. Chimenti, eds., Vol. 14B, 1995,2137-2144. 2. W. Q. Meeker, R B. Thompson, C.-P. Chiou, S.-L. Jeng and W. T. Tucker, "Methodology for Estimating Nondestructive Evaluation Capability," Review of Progress in Quantitative Nondestructive Evaluation, D. o. Thompson and D. E. Chimenti, eds., Vol. 15B, 1996, 1983-1990. 3. W. Q. Meeker, S.-L. Jeng, c.-P. Chiou and R B. Thompson, "Improved Methodology for Predicting POD of Detecting Synthetic Hard Alpha Inclusions in Titanium," Review of Progress in Quantitative Nondestructive Evaluation, Vol. 17 (to be published). 4. c.-P. Chiou, F. 1. Margetan and R B. Thompson, "Modeling of Ultrasonic Signals from Weak Inclusions," Review of Progress in Quantitative Nondestructive Evaluation, D. o. Thompson and D. E. Chimenti, eds., Vol. 15A, 1996,49-55. 5. c.-P. Chiou, F. 1. Margetan, R B. Thompson and Brian Boyd, "Development of Ultrasonic Model for Hard-alpha Inclusions in titanium Alloys," Review of Progress in Quantitative Nondestructive Evaluation, D. o. Thompson and D. E. Chimenti, eds., Vol. 16B, 1997, 1529-1536. 6. F.l Margetan, RB. Thompson, and I. Yalda-Mooshabad, "Backscattered Microstructural Noise in Ultrasonic Toneburst Inspections," Journal of Nondestructive Evaluation 13, 1994, 111. 7. FJ. Margetan, RB. Thompson, and I. Yalda-Mooshabad. "Modeling Ultrasonic Microstructural Noise in Titanium Alloys," Review of Progress in Quantitative Nondestructive Evaluation, D. o. Thompson and D. E. Chimenti, eds., Vol. 12B, 1993, 1735-1742. 8. F.l Margetan, et aI., "The Practical Application of Grain Noise Models in Titanium Billets and Forgings," Review of Progress in Quantitative Nondestructive Evaluation, D. o. Thompson and D. E. Chimenti, eds.30l. 14B, 1995,2129-2136. 9. FJ. Margetan, I. Yalda, and RB. Thompson, "Predicting Gated-Peak Noise Distributions Ultrasonic Inspections of Metals," Review of Progress in Quantitative Nondestructive Evaluation, D. o. Thompson and D. E. Chimenti, eds., Vol. 15B, 1996, 1509-1516. 10. B. A. Auld, "General Electromechanical Reciprocity Relations Applied to the Calculation of Elastic Wave Scattering Coefficients," Wave Motion, 1, 1979,3-10. 11. R B. Thompson and T. A. Gray, "A Model Relating Ultrasonic Scattering Measurements Through Liquid-Solid Interfaces to Unbounded Medium Scattering Amplitudes," Journal of Acoustical Society of America, 74 (4), 1983, 1279-1290. 2006