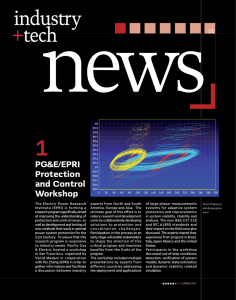
Met-Ed / EPRI / RACC Workshop
PQ / Advanced Manufacturing / Efficiency
Keeping Industrial & Manufacturing Facilities
Competitive & Productive
Mark Stephens, PE, CEM, CP EnMS
EPRI Principal Project Manager
Industrial Energy Efficiency & Power Quality Services
Baskar Vairamohan, PE, CEM
EPRI Project Manager
Technical Leader, Energy Utilization
Mark Josef
FirstEnergy Supervisor,
Distribution Planning & Protection
Bonnie Spayd
Reading Area Community College Executive Director,
Workforce & Economic Development
Met-Ed/FirstEnergy / EPRI / RACC
October 27, 2015
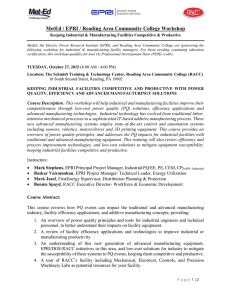
MetEd / EPRI / Reading Area Community College Workshop
Keeping Industrial & Manufacturing Facilities Competitive & Productive
MetEd, the Electric Power Research Institute (EPRI), and Reading Area Community College are sponsoring the
following workshop for industrial & manufacturing facility managers. For those needing continuing education
certification, this workshop qualifies for four (4) Professional Development Hour (PDH) credits.
TUESDAY, October 27, 2015 (8:00 AM - 4:00 PM)
Location: The Schmidt Training & Technology Center, Reading Area Community College (RACC)
15 N. Front Street, Reading, PA 19601
KEEPING INDUSTRIAL FACILITIES COMPETITIVE AND PRODUCTIVE WITH POWER
QUALITY, EFFICIENCY AND ADVANCED MANUFACTURINGY SOLUTIONS
Course Description: This workshop will help industrial and manufacturing facilities improve their
competitiveness through low-cost power quality (PQ) solutions, efficiency applications and
advanced manufacturing technologies. Industrial technology has evolved from traditional laborintensive mechanical processes to a sophisticated IT-based additive manufacturing process. These
new advanced manufacturing systems employ state-of-the-art control and automation systems
including sensors, robotics, motors/drives and 3D printing equipment. This course provides an
overview of power quality principles, and addresses the PQ impacts for industrial facilities with
traditional and advanced manufacturing equipment. This training will also review efficiency and
process improvement technologies, and low-cost solutions to mitigate equipment susceptibility,
keeping industrial facilities competitive and productive.
Instructors:
•
•
•
•
Mark Stephens, EPRI Principal Project Manager, Industrial PQ/EE, PE, CEM, CPEnMS - Industrial
Baskar Vairamohan, EPRI Project Manager/ Technical Leader, Energy Utilization
Mark Josef, FirstEnergy Supervisor, Distribution Planning & Protection
Bonnie Spayd, RACC Executive Director- Workforce & Economic Development
Course Abstract:
This course reviews how PQ events can impact the traditional and advanced manufacturing
industry, facility efficiency applications, and additive manufacturing concepts, providing:
1. An overview of power quality principles and tools for industrial engineers and technical
personnel, to better understand their impacts on facility equipment.
2. A review of facility efficiency applications and technologies to improve industrial or
manufacturing productivity.
3. An understanding of this new generation of advanced manufacturing equipment,
EPRI/DOE/RACC initiatives in this area, and low-cost solutions for industry to mitigate
the susceptibility of these systems to PQ events, keeping them competitive and productive.
4. A tour of RACC’s facility including Mechanical, Electrical, Controls, and Precision
Machinery Labs as potential resources for your facility.
Page 1|2
MetEd / EPRI / Reading Area Community Workshop
Keeping Industrial & Manufacturing Facilities Competitive & Productive
Tuesday, October 27, 2015, 8:00 a.m. – 4:00 p.m.
1. Improving Power Quality (PQ) through low-cost solutions
• The Electrical Environment: Common Levels of PQ
• Effects of Voltage Sags on Industrial equipment including demonstrations
• Embedded Solutions through equipment design strategy (w/ demos)
• Embedded Solutions through targeted power conditioning (w/ demos)
• EPRI PQ Investigator Tool to Assess Equipment Susceptibility
• Relevant Case Studies – Robotics and PQ
• Economics of Downtime – Cost/Payback / Net Present Value of PQ Solutions
2. Reading Area Community College Lab Overview
3. Efficiency Applications
• Adjustable Speed Drives
• Compressed Air Best Practices
• Chilled Water Systems
LUNCH
4. Electrification Technologies
• Industrial Process Heating
• Machining and Welding
• Applications and Case Studies
5. Advanced Manufacturing – The Future of How Things are Made
• Technology Overview
• Power Quality, Energy Intensity & Performance Characterization of Advanced
Manufacturing Equipment
6. Reading Area Community College (RACC) Lab Tours
• Mechanical Lab – Hydraulics, pneumatics, mechanical drives
• Electrical Lab – Power Distribution, Motor Controls,
• Controls Lab – PLCs, Robots, Process Control Equipment, Field Transmitters, Sensors
• Precision Machinery Lab – QA, Mill Lathe, Band Saw, Drill Press
Page 2|2
Mark Stephens manages research and services work
related to Industrial Power Quality and Energy
Efficiency as well as Retrofit Energy Savings Devices
(RESDs) at EPRI. He is a Senior Member of the
Association of Energy Engineers, and several power
quality standards working groups in IEEE and CIGRE.
With over 27 years of professional experience, he has
a solid background in all aspects of industrial plant
systems including control systems, power quality,
energy efficiency and energy management systems.
Mark W. Stephens, PE, CEM,CP EnMS
Principal Project Manager
Industrial Energy Efficiency Power Quality
Services
Power Delivery and Utilization
Stephens joined EPRI in 1997 as an employee of the
former Power Electronics Application Center (PEAC).
His most visible projects include extensive research
and management of the seminal EPRI System
Compatibility Task 24 research program which led to
the development of the SEMI F47 power quality
standard. Since then, he was worked to characterize
and improve power quality and energy efficiency
issues in all manufacturing sectors by leading testing
and site audits at customer locations in the worldwide.
Working extensively to resolve industrial power quality
and energy efficiency issues at the equipment level
and process level, Stephens has taught over 60
industrial related courses and is commonly asked to
lecture on the subject at conferences worldwide. He
has written over 20 conference papers on the subject
matter as well.
Stephens received a Bachelor Science degree in
electrical engineering from the University of
Tennessee in 1988 and has been a registered
professional engineer in the state of Tennessee since
1995, a certified energy manager since 2010 and an
ISO 50001 certified practitioner of energy
management systems since 2012.
Baskar Vairamohan is a Project Manager at the Electric
Power Research Institute (EPRI).
Baskar Vairamohan P.E. C.E.M.
Project Manager/ Technical Leader
Energy Utilization
Power Delivery and Utilization
Mr. Vairamohan has a decade of laboratory and field
experience in testing, monitoring, evaluation and application
of end-use technologies. He is currently responsible for
managing industrial energy efficiency projects related to
process heating, motors, pumps and drives, advanced
manufacturing technologies and additive manufacturing
technologies such as 3D printing. He is part of the core
EPRI team that conducts industrial energy assessments. He
also oversees the 80 PLUS® related computer, server,
storage and industrial power supply testing.
Mr. Vairamohan has co-authored several industry relevant
research papers that were published in technical journals
and conferences. He was one of the key authors who
developed the power supply efficiency test measurement
standard which is now adopted by ENERGY STAR and
followed by power supply manufacturers worldwide.
Prior to working at EPRI, Mr. Vairamohan worked as a
Programmer Analyst at Cognizant Technology Solutions in
India. Mr. Vairamohan holds a Bachelor of Engineering
degree in Electrical Engineering from Anna University
(India) and Master of Science from the University of
Tennessee, Knoxville. He is also a Certified Energy
Manager (CEM).
76 S. Main Street
Akron, Ohio 44308
Mark Josef is Supervisor of Distribution
Planning & Protection at FirstEnergy.
He is responsible for corporate technical
support and guidance for distribution
circuit protection, power quality, var
support, volt-var control, and distributed
generation.
Mark Josef,
FirstEnergy Supervisor,
Distribution Planning and Protection
Mark joined FirstEnergy in 2008. His
prior work experience included working
in both the consumer appliance industry
and medical industry designing
electronic circuits to meet UL and FDA
safety and performance.
Mark received his BS and MS degrees in
electrical engineering from the
University of Akron and Case Western
Reserve University in 2001 and 2005
respectively, and is a registered
professional engineer in the state of
Ohio.
9-23-14
Bonnie L. Spayd
Executive Director of Business and
Industry Programs for The Schmidt
Training and Technology Center
Bonnie Spayd is currently employed as The
Executive Director of Business and Industry
Programs for The Schmidt Training and
Technology Center at Reading Area
Community College. In her position she is
responsible for providing a continuum of
technology- based education and training to
local and regional business and industry,
dislocated/underemployed workers and
technology degree seeking students. She is
responsible for non-credit and credit training
and education programs in workforce
development, business, manufacturing, IT,
mechatronics, automation, precision
machining, industrial maintenance, electrical
and waste water utilities. She works closely
with the private sector in developing
internships and job placement programs. She
has positioned RACC as a Partner School with
the Packaging Manufacturer’s Machine
Institute (PMMI) a National original equipment
manufacturers organization and coordinated
the efforts needed for RACC to be recognized
by the Manufacturing Institute (within the
National Association of Manufacturers –
NAM) as a “M-List” Community College that
teaches manufacturing employees to industry
standards. Prior to joining RACC’s staff
Bonnie worked in business development for
The Manufacturers Association of Berks
County, in engineering/quality control/ quality
assurance/ sales and marketing
communications for a safety products
manufacturer and in production and
supervision for a pharmaceutical reagent
manufacturer. She holds a BS and MEd in
Biological Science from Kutztown University.
Reading Area Community College
10 South Second Street
Reading, PA 19602
Met-Ed/EPRI/RACC Workshop
10/27/2015
Power Quality,
Advanced
Manufacturing, &
Energy Efficiency
Seminar
Mark Stephens, PE, CEM, CP EnMS
Principal Project Manager, EPRI
Baskar Vairamohan, PE, CEM
Project Manager, EPRI
Mark Josef
Distribution Planning & Protection, FirstEnergy
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Seminar Outline
8:30 AM - Welcome and Introductions
8:40 AM - Improving Power Quality (PQ) through Low-Cost Solutions
– The Electrical Environment: Common Levels of Power Quality (PQ)
– Effects of Voltage Sags on Industrial equipment including demonstrations
– Embedded Solution Approaches through equipment design strategy with
demos
– Embedded Solutions through targeted power conditioning with demos
– Machine and Panel Level Solutions
– Relevant Case Studies
– Economics of Downtime
11:30 AM Efficiency Applications
– Efficient Application of Adjustable Speed Drives
– Compressed Air Best Practices
– Chilled Water Systems
Lunch (12:00-12:45)
2
© 2015 Electric Power Research Institute, Inc. All rights reserved.
1
Met-Ed/EPRI/RACC Workshop
10/27/2015
Seminar Outline
12:45 PM Electrification Technologies
– Non-Road Electric Transportation – Electric Forklifts
– Electrotechnologies for Industrial Process Heating
– Electrotechnologies in Machining and Welding
– Applications and Case Studies
1:30 PM Advanced Manufacturing – The Future of How Things are Made
2:15 PM Break
2:30 PM Reading Area Community College Lab Overview
2:40 PM Tour Reading Area Community College Labs
– Mechanical Lab
– Electrical Lab
– Controls Lab
– Precision Machinery Lab
3
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Who is EPRI?
Founded by and for the electricity
industry in 1973
Independent, nonprofit center for public
interest energy and environmental
research
Collaborative
Value
Collaborative resource for the electricity
sector
Work with Utilities, Industry, and
Government
Thought
Leadership
Major offices in Palo Alto, CA; Charlotte,
NC; Knoxville, TN
4
Industry
Expertise
© 2015 Electric Power Research Institute, Inc. All rights reserved.
2
Met-Ed/EPRI/RACC Workshop
Scott Bunton, CEM
Technical Lead
PQ Proposals &
Assessments
10/27/2015
Mark Stephens, PE, CEM,CP EnMS
Overall Manager & Mentor of Industrial
Team
Bill Howe, PE, CEM
PQ Program Manager
Industrial Center of
Excellence Manager
Team Advisory Role
Industrial
Assessment
Team
Baskar Vairamohan, CEM
Specialists: Project Management,
& Industrial Process Heating
James Owens, EMIT
PQ and EE Team Member
Logistics, Scheduling, Process
Alden Wright, PE, CEM, CP EnMS
Technical Lead, EE Assessments
5
© 2015 Electric Power Research Institute, Inc. All rights reserved.
EPRI’s Industrial Energy Efficiency and Power Quality
Work
Headed up primarily from Knoxville, we specialize in solving EE & PQ Problems
In all Manufacturing Sectors
Our Primary mission is to Focus on Reducing End Use Customer Losses by
improving process Energy Efficiency and PQ through:
– Energy Efficiency Assessments
Traditional Areas
Process Heating
Energy Management
– Power Quality Assessments
Voltage Sags
Harmonics
Flicker
Wiring and Grounding
– Common Areas to PQ and EE
Testing (lab and field)
Consulting with OEMs
Training
6
© 2015 Electric Power Research Institute, Inc. All rights reserved.
3
Met-Ed/EPRI/RACC Workshop
10/27/2015
EPRI Industrial Site Assessments 1996-2014
Site Investigations 1996‐2014
7
Industry
Semiconductor
Plastics
Food & Beverage
Automotive
Paper/Printing
Machining
Aviation/Aerospace
Fibers/Textile
PetroChem/Nat Gas
Chemical
Commercial
General
Glass
Heavy Ind
Metals/Wire
Govt
Electronic
Medical/Hospital
Pharma
Power Gen
Sites
29
28
25
21
17
12
11
11
9
8
8
7
7
6
6
5
4
4
4
1
Total Sites
Average/Year
223
13
Percentage
13%
13%
11%
9%
8%
5%
5%
5%
4%
4%
4%
3%
3%
3%
3%
2%
2%
2%
2%
0%
Metals/Wire
3%
Govt
General
Heavy Ind
2%
3% Glass 3%
3%
Commercial
4%
Chemical
4%
Semiconduct
or
14%
Plastics
13%
Fibers/Textile…
PetroChem/
Nat Gas
4%
Aviation/Aero
space
5%
Machining
6%
Food &
Beverage
12%
Paper/Printing
8%
Automotive
10%
© 2015 Electric Power Research Institute, Inc. All rights reserved.
The Electrical
Environment:
Common Levels of
Power Quality
Mark Josef
Distribution Planning & Protection,
FirstEnergy
© 2015 Electric Power Research Institute, Inc. All rights reserved.
4
Met-Ed/EPRI/RACC Workshop
9
10/27/2015
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Power Quality
Transients
– Impulse
– Oscillatory
– Irregular
Short Duration
Variations
– Sags/Swells
– Interruptions
Interruptions
– Momentary/Sustained
Waveform Distortion
– Harmonics
Voltage Fluctuations
10
© 2015 Electric Power Research Institute, Inc. All rights reserved.
5
Met-Ed/EPRI/RACC Workshop
10/27/2015
Transients
Impulse Transients
Lighting
Oscillatory Transients
Irregular Transients
11
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Short Duration Variations
Momentary Interruption
– Less than 10% of the voltage
Protective device operation with
automatic reclosing
Sags
Swells
12
Time Period
© 2015 Electric Power Research Institute, Inc. All rights reserved.
6
Met-Ed/EPRI/RACC Workshop
10/27/2015
Short Duration Variations
Momentary Interruption
Sags
Voltage sag
– A decrease in voltage of
10% to 90% for durations
less than 1 minute
Electrical Faults
Large load additions
Motor starting
Capacitor banks turning
off
Swells
13
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Short Duration Variations
Momentary Interruption
Sags
Swells
Voltage swell
– An increase in voltage to
more than 110% for
durations less than 1
minute
Electrical Faults
Large load shedding
Capacitor banks turning
on
14
© 2015 Electric Power Research Institute, Inc. All rights reserved.
7
Met-Ed/EPRI/RACC Workshop
10/27/2015
Long Duration Variations
Overvoltage
– Sustained voltages, longer than
1 minute, outside range A.
Load variations
Temporary switching
conditions
Voltage regulating equipment
Under voltage
Sustained Interruptions
15
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Long Duration Variations
Overvoltage
Under voltage
– Sustained voltages, longer than
1 minute, outside range A.
Overloaded equipment
Load variations
Temporary switching
conditions
Voltage regulating equipment
faults
Sustained Interruptions
16
© 2015 Electric Power Research Institute, Inc. All rights reserved.
8
Met-Ed/EPRI/RACC Workshop
10/27/2015
Long Duration Variations
Overvoltage
Under voltage
Sustained Interruptions
– Decreases in supply voltage,
to less than 90% of nominal
voltage for more than 1
minute.
– Protective Device Operation
– Faults
17
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Momentary and Sustained Interruptions
PUCO Definitions:
– Momentary - A momentary interruption means an interruption of
electric service to one or more customers of duration limited to the
period required to restore service by an interrupting device.
A single operation of an interrupting device that results in a voltage
zero. Such switching operations must be completed within a specified
time of 5 min or less.
– Sustained - the interruption of service to a customer for more than
five minutes.
18
© 2015 Electric Power Research Institute, Inc. All rights reserved.
9
Met-Ed/EPRI/RACC Workshop
10/27/2015
Fuse Save vs. Fuse Sacrifice Protection
Strategy
Customer
Customer
®
®
Fuse Save
18.6 mi of
Exposure
19
Fuse Sacrifice
2.1 mi of
Exposure
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Fuse Save: Allows automatic devices, like relays and reclosers
to clear temporary faults without damaging the fuse.
Reduces overall outage duration (SAIDI)
Increases “blinks” or momentaries (MAIFI)
Fuse Blow: The fuse clears the fault before relays or reclosers
operate.
Often used to protect underground systems – UG faults are
generally permanent.
Used in commercial/industrial areas where customers
complain most about momentaries.
Some utilities block the instantaneous trip on the relay to
ensure that the fuse will clear
20
© 2015 Electric Power Research Institute, Inc. All rights reserved.
10
Met-Ed/EPRI/RACC Workshop
10/27/2015
Fuse Sacrifice (Fuse Blow)
• The fuse-sacrifice strategy delays the initial operation(s) of the recloser, giving
downstream fuses time to sense faults and operates.
• i.e., For any fault down-stream of tap-fuse A, the recloser is delayed enough to
allow tap-fuse A time to operate before the recloser operates.
21
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Fuse Save
In a fuse-saving strategy, reclosers are set to operate one or more times on a
“fast” time-current characteristic, more quickly than downstream fuses can
operate, then and subsequently one or more times on a “slow” characteristic
which provides ample time for downstream fuses to sense and operate.
i.e., For a fault downstream of tap-fuse A, the station recloser operates one or
more times more quickly than the tap fuse will operate.
22
© 2015 Electric Power Research Institute, Inc. All rights reserved.
11
Met-Ed/EPRI/RACC Workshop
10/27/2015
Advantages of each Strategy
Fuse Sacrifice
Fuse Saving
– The number of temporary outages
to all customers on the circuit is
minimized
– Permanent faults on lateral taps
are cleared in one operation (the
fuse blowing), minimizing faultduty.
– The number of recloser operations
is minimized.
– Temporary faults on fused lateral taps
can be cleared and restored by fastoperating reclosers, minimizing
permanent outages.
– Quicker clearing of temporary faults
by the recloser can minimized
though-fault duty.
– Lower total fault energy (I2T) for
permanent main-line faults
– Lateral temporary faults result in
outages to small zones, reducing
the area to be investigated for
temporary outage causes.
23
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Disadvantages of each Strategy
Fuse Sacrifice
Fuse Saving
– Temporary faults on fused-lateral
taps will result in sustained outages
to the customers on that tap,
necessitating the dispatching of
line/trouble personnel to investigate
and repair the fuse that operated.
– Intermittent recloser operations
(temporary faults) downstream of
lateral fuses, make identifying
location difficult.
– Coordination with tap fuses can be
restrictive with regards to lateral tap
fuse sizing.
– Coordination may involve fuses
beyond the first lateral fuse.
– All customers downstream of
recloser see temporary outages,
even for permanent faults on fused
laterals.
– Increased recloser
operations/maintenance.
24
© 2015 Electric Power Research Institute, Inc. All rights reserved.
12
Met-Ed/EPRI/RACC Workshop
10/27/2015
Why Voltage Sags Occur...
• LG/LL Faults Occur on the Utility System
due to: Weather/Trees/Public Interference
• Internally induced plant events
(starting of large high inrush load)
• Although the utility can reduce the number of events (tree trimming, root
cause analysis) it is impossible to eliminate all voltage Sags.
25
© 2015 Electric Power Research Institute, Inc. All rights reserved.
How Common are Sags and Interruptions?
Results of EPRI TPQ-DPQ III Study
Key results:
•For every interruption, you may experience 8 to 20 voltage sags
depending on what voltage level that you are fed from by the utility.
•The number of events that will be seen at your site is dependent on
what type of connection you have from the utility.
26
© 2015 Electric Power Research Institute, Inc. All rights reserved.
13
Met-Ed/EPRI/RACC Workshop
10/27/2015
How many phases “sag”?
Ref: EPRI TPQ-DPQ III Study, June 2014
27
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Outage or Sag ?
28
© 2015 Electric Power Research Institute, Inc. All rights reserved.
14
Met-Ed/EPRI/RACC Workshop
10/27/2015
Typical Recloser Screens
RMS Voltage
Faulted Feeder “A”
TD 1
Reclose
Attempt 3
Reclose
Attempt 2
Reclose
Attempt 1
Initial
Fault
TD 3
TD 2
Time
RMS Voltage
Adjacent Feeder “B”
TD 1
Sag Event
From Initial Fault
TD 2
TD 3
Sag Event
Sag Event
Sag Event
Reclose
Attempt 1
Reclose
Attempt 2
Reclose
Attempt 3
Time
29
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Targeting by Cause
Northwest US
Florida
EPRI Fault Study
Lightning
Tree contact
Equipment failure
Animal
Wind
Dig−in
Vehicle accident
Ice/snow
Vandalism
Construction activity
Other
0
5
10
15
20
25
Percent of faults by cause
FIGURE 7.1
Tom Short, Electric Power Distribution Handbook, CRC Press, 2004
30
© 2015 Electric Power Research Institute, Inc. All rights reserved.
15
Met-Ed/EPRI/RACC Workshop
10/27/2015
Who’s “Fault” is it?
31
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Important Realization
Utilities Share Responsibility
– Tree Trimming, Lighting Arrestors, Grounding, Maintenance,
Provide PQ information to industrials, etc
– Circuit patrols, Reviewing customer complaints and device
operations, INST/QT setting reviews.
Industrials Share Responsibility
– Understanding Equipment Vulnerability, PQ Specifications, Power
Conditioning, Proper Wiring/Grounding, etc
Most effective solutions are reached when both sides
work together to see what can be done
32
© 2015 Electric Power Research Institute, Inc. All rights reserved.
16
Met-Ed/EPRI/RACC Workshop
10/27/2015
Effects of Voltage Sags
on Industrial Equipment
Mark Stephens, PE, CEM, CP EnMS
Principal Project Manager, EPRI
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Effects of Voltage Sags
(MagDur)
Duration (4 Cycle)
1
0.5
0
0
1
2
3
4
5
6
7
8
-0.5
-1
Magnitude (50% of nominal)
Lights may or may not flicker
Equipment shutdown or malfunction
Can result in production downtime an/or
product loss
For every 1 momentary interruption a customer will see 8 to 20
voltage sags (EPRI TPQ-DPQ III Study)
34
© 2015 Electric Power Research Institute, Inc. All rights reserved.
17
Met-Ed/EPRI/RACC Workshop
10/27/2015
Interrelated Processes
Is Power
Present?
NO
YES
Process
Exhaust
Is Compressed
Air Present?
NO
YES
Automated
Process
Air Compressor
CONTINUALLY
REPEATED
Is Process
Cooling Water
Present?
NO
Stop
Automated
Process
YES
NO
Power
Source
Interlocked
Automated
Process
PCW
Pump
Power
Are the Exahaust
Systems Running?
YES
Is Interlocked
Process Running?
Process
Mechanical
NO
YES
Ok to Run
Automated
Process
35
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Why is PQ Important - Impacts
What happens to a manufacturing process when a power
quality problem occurs?
Who is to blame?
How do we work together to fix the problems?
36
© 2015 Electric Power Research Institute, Inc. All rights reserved.
18
Met-Ed/EPRI/RACC Workshop
10/27/2015
Typical Reported Per Event Cost of PQ Disturbance
No.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
37
Process
Semiconductor
Semiconductor
Semiconductor
Metal Casting
Chemical Plant
Pulp and Paper Mill
Aerospace Engine Machining
Food and Beverage
Chemical Plant
Chemical Plant
Electronic Components
Crystal Growth
Chemical Plant
Wiring Manufacturing
Chemical Plant
Fibers Plant
Paper and Packaging
Plastic Bag Manufacturing
Plastics
Stainless Steel Manufacturing
Reported
Cost
$1,500,000
$1,400,000
$ 700,000
$ 200,000
$ 160,000
$ 110,000
$ 100,000
$ 87,000
$ 75,000
$ 75,000
$ 75,000
$ 60,000
$ 46,175
$ 34,000
$ 18,000
$ 15,000
$ 10,000
$ 10,000
$ 7,500
$ 5,500
Service Voltage
69 kV
161 kV
12.5 kV
13.8 kV
12.5 kV
161kV
13.8kV
12.5 kV
66kV
66kV
12.5 kV
12.5 kV
66kV
12.5 kV
12.5 kV
12.5 kV
12.5 kV
480V
12.5 kV
12.5 kV
Load
25 MW
30 MW
10 MW
16 MW
5 MW
100 MW
10 MW
5 MW
3 MW
5 MW
5 MW
1 MW
30 MW
2 MW
2 MW
1 MW
4 MW
4 MW
4 MW
2 MW
Automotive
Reported as high
as $700,000.
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Goal – Extending the Operating Envelope
“Extending the operating envelope” of equipment means that we have
to reduce the area of equipment malfunctions by enabling the
equipment to ride through deeper and longer voltage sags.
38
© 2015 Electric Power Research Institute, Inc. All rights reserved.
19
Met-Ed/EPRI/RACC Workshop
10/27/2015
Sag Generator
39
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Voltage Tolerance Curve:
Ice Cube Relay
How many potential shutdown events would be caused by the
relays?
40
3
© 2015 Electric Power Research Institute, Inc. All rights reserved.
20
Met-Ed/EPRI/RACC Workshop
10/27/2015
Voltage Tolerance Curve:
Small Contactor
What happens during
a voltage sag down to
50% of nominal for 5
cycles ?
41
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Voltage Tolerance Curve of Motor Starters
Which motor starters are the
most susceptible to voltage sags?
42
© 2015 Electric Power Research Institute, Inc. All rights reserved.
21
Met-Ed/EPRI/RACC Workshop
10/27/2015
Emergency Off (EMO) Circuit
Q1. What happens if the EMO relay or Main
Contactor are extremely vulnerable to voltage sags?
Q2. What if the plant voltage is low?
Q3. What if the transformer rated output voltage does
not match the relay and contactor?
43
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Master Control Relay Example
What happens if
1CRM1 is a
sensitive relay?
What happens
when an
operator hits the
E-Stop?
44
© 2015 Electric Power Research Institute, Inc. All rights reserved.
22
Met-Ed/EPRI/RACC Workshop
10/27/2015
DC Power Supplies
DC Power supplies range from single-phase
linear to switch-mode designs and are used to
power user interface PCs, tool controllers, and
instrument I/O applications.
The voltage sag ride-through of most power
supplies designed for PC, tool controllers, and
instrument I/O applications is directly related to
the amount of stored energy and power and/or
topology.
PQ Performance Varies based on topology and
loading
An example is 120 volts to 24Vdc. The
"secondary" voltage is a lower, control level
voltage.
45
© 2015 Electric Power Research Institute, Inc. All rights reserved.
DC Power Supply Susceptibility Example 1: Single-Phase
120Vac Input Switch Mode
Heavily Loaded Power Supplies will typically have less
immunity to voltage sags than lightly loaded supplies.
Astrodyne SCN-600-12
Voltage Sag Ride Through Curve
Voltage (% of Nominal)
48% Load
70%
65%
60%
55%
50%
45%
40%
35%
30%
0.000
Input:120Vac
46
0.200
72% Load
0.400
94% Load
0.600
0.800
1.000
Duration (in seconds)
© 2015 Electric Power Research Institute, Inc. All rights reserved.
23
Met-Ed/EPRI/RACC Workshop
10/27/2015
DC Power Supply Susceptibility Example 2: Universal
Input Types
Idec PS5R-A12, 7.5W
%V nom ina l
40
30
Vin=208Vac
20
Vin=120Vac
10
0
0
10
20
30
40
50
60
CM50 (208 Volts)
Cycles
Voltage (% of Nominal)
100% Load
SEMI F47
100%
80%
60%
40%
20%
0%
0
0.2
0.4
0.6
0.8
1
1.2
Duration (in seconds)
47
© 2015 Electric Power Research Institute, Inc. All rights reserved.
PLC Based Control Systems
48
© 2015 Electric Power Research Institute, Inc. All rights reserved.
24
Met-Ed/EPRI/RACC Workshop
10/27/2015
PLC System Wiring (Typical)
E-Stop
49
© 2015 Electric Power Research Institute, Inc. All rights reserved.
AC Powered PLC Power Supply
From Typical PLC Literature:
“
”
What that means to you:
- Oversensitive Power Supply
- Process Shutdown due to voltage Sags
What can be done about this?
50
© 2015 Electric Power Research Institute, Inc. All rights reserved.
25
Met-Ed/EPRI/RACC Workshop
10/27/2015
PLC Voltage Sag Response Demo!
AB PLC-5
AC I/O
– AC output Card drives AC Relay
– Relay contact drives AC fan and
feeds back to PLC AC Input Card
DC I/O
– DC output Card Drives DC Relay
– Relay contact drives DC fan and
feeds back to PLC DC Input Card
51
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Discrete Inputs (DI)
24 VOLTS AC/DC
48 VOLTS AC/DC
120 VOLTS AC/DC
230 VOLTS AC/DC
TTL LEVEL
NON-VOLTAGE
PROXIMITY SWITCHES
PUSH BUTTON/SELECTOR
ISOLATED INPUT
SWITCHES
5-50 VOLTS DC (SINK/SOURCE)
LIMIT SWITCHES
MOTOR STARTER AUX. CONTACTS
RELAY CONTACTS
PRESSURE SWITCHES
ZERO SPEED SWITCHES
FLOW SWITCHES
AC Input ON to OFF detection time is ~11ms!
52
DRY CONTACT OUTPUT CARD OF ANOTHER PLC
© 2015 Electric Power Research Institute, Inc. All rights reserved.
26
Met-Ed/EPRI/RACC Workshop
10/27/2015
Discrete Outputs (DO)
12-48 VOLTS AC
120 VOLTS AC
230 VOLTS AC
12-48 VOLTS DC
120 VOLTS DC
MOTOR STARTERS
230 VOLTS DC
DISCRETE ON/OFF VALVES
CONTACT (RELAY)
SOLENOIDS
ISOLATED OUTPUT
RELAYS
TTL LEVEL
5-50 VOLTS DC
(SINK/SOURCE)
PILOT LIGHTS
BINARY CODED DECIMAL (BCD)
DISPLAYS
ALARMS HORNS/BUZZERS
INPUT CARD OR ANOTHER PLC
Output Devices Can be Susceptible to
Voltage Sags.
53
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Adjustable Speed Drives
54
© 2015 Electric Power Research Institute, Inc. All rights reserved.
27
Met-Ed/EPRI/RACC Workshop
10/27/2015
AC PWM Drive
INPUT
SECTION
ENERGY
STORAGE
SECTION
Rectifier
Diode Bridge
DC Bus
Capacitor
800
800
600
600
400
200
0
-200
-400
-600
-800
Voltage (V)
Voltage (V)
400
Voltage (V)
MOTOR
IGBT
Inverter
700
600
500
400
300
65
70
75
80
85
200
0
-200
200
-400
100
-600
-800
0
60
60
65
Time (mS)
70
75
80
60
85
65
70
75
80
85
Time (mS)
Time (mS)
Source Voltage
55
AC
OUTPUT
SECTION
Motor Input Voltage
DC Bus Voltage
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Voltage Sag Impact on ASD
Rectifier
dc Link
Inverter
660V
420V
Induction
Motor
dc Bus
Voltage
trip level
Drive Trips on Undervoltage
56
© 2015 Electric Power Research Institute, Inc. All rights reserved.
28
Met-Ed/EPRI/RACC Workshop
10/27/2015
Example Drive Response
57
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Why Do ASDs Sometimes Trip During Minor Voltage
Sags?
VSI AC Drive During a Single-Phase Sag
(Van = 100%, Vbn = 100%, Vcn = 0%)
DC Bus Voltage (in Volts)
DC Bus Voltage
Bridge Rectifier Output
Trip Level
700
600
500
400
300
200
100
0
0
0.005
0.01
0.015
0.02
Time (in Seconds)
58
© 2015 Electric Power Research Institute, Inc. All rights reserved.
29
Met-Ed/EPRI/RACC Workshop
10/27/2015
Line-Side and Motor-side Contactors
59
© 2015 Electric Power Research Institute, Inc. All rights reserved.
ASD Enable/Run Signal
Drive
Enable/Run
Contact on
120 V AC relay
60
© 2015 Electric Power Research Institute, Inc. All rights reserved.
30
Met-Ed/EPRI/RACC Workshop
10/27/2015
Embedded Solution
Approaches through
equipment design strategy
(with demos)
Mark Stephens, PE, CEM, CP EnMS
Principal Project Manager, EPRI
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Mitigation Levels
Embedded Solutions
62
© 2015 Electric Power Research Institute, Inc. All rights reserved.
31
Met-Ed/EPRI/RACC Workshop
10/27/2015
Method 1: Design with DC Power
One of the best methods of
increasing the tolerance of control
circuits is to use direct current (DC)
instead of alternating current (AC) to
power control circuits, controllers,
input/output devices (I/O), and
sensors.
DC power supplies have a “built-in”
tolerance to voltage sags due to their
ripple-correction capacitors, whereas
control power transformers (CPTs)
and AC components do not have
inherent energy storage to help them
ride through voltage sags
Many OEMs are moving in this
direction to harden their equipment
designs
63
DC Powered Emergency Off Circuit
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Demonstration Time – PLC using DC Power Supply
Rather Than CPT
How Much Better is the
DC solution?
– Depth of Sag
– Duration of Sag
What other benefits
does DC have?
What are some design
considerations with DC?
DC Powered PLC Circuit
64
© 2015 Electric Power Research Institute, Inc. All rights reserved.
32
Met-Ed/EPRI/RACC Workshop
10/27/2015
AC Versus DC Powered PLC Ride-Through Demo
SEMI F47
85
80
Legend
75
70
AC PLC
65
60
55
DC PLC
%Vnom
50
45
40
35
30
25
20
15
10
5
0
0
65
5
10
15
20
25
30
35
Cycles
40
45
50
55
60
© 2015 Electric Power Research Institute, Inc. All rights reserved.
DC Powered PLC System in Weld Shop
100%
Magnitude (Percentage of Pre-Sag Voltage)
90%
80%
70%
60%
50%
40%
30%
20%
10%
0%
0
5
10
15
20
25
30
35
40
Duration (cycles)
Min Phase-to-Phase
66
AB SLC-5/X PLC
© 2015 Electric Power Research Institute, Inc. All rights reserved.
33
Met-Ed/EPRI/RACC Workshop
10/27/2015
Summary of Robust Power Supply Strategies
67
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Summary of Robust Power Supply Strategies:
Relative Power Supply Response at 100% Loading
Ride-Through for
Single-Phase Voltage
Sags
68
© 2015 Electric Power Research Institute, Inc. All rights reserved.
34
Met-Ed/EPRI/RACC Workshop
10/27/2015
DC Power Supply Buffer Module
DC Buffer modules are
devices that are installed in
parallel with the output of DC
power supplies to offer
extended voltage sag ride
through protection.
There are several
manufacturers of DC voltage
buffers
Most manufacturers assert
that buffers may be used in
parallel to supply more
energy.
These modules can supply
power up to 15 seconds at full
load current in the event of an
interruption of DC power.
69
Ref: ABB Buffer module CP-B 24/20.0 data sheet
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Method No. 2: Utilize Sag Tolerant
Components
If AC Relays and Contactors
are used in the machine
design, then utilize compliant
devices.
Consider response at both 50
and 60 Hz.
We have certified a many
relays and contactors to
SEMI F47.
70
© 2015 Electric Power Research Institute, Inc. All rights reserved.
35
Met-Ed/EPRI/RACC Workshop
10/27/2015
New Solution for an Old Problem: “Nice Cube”
Concept
Original “AC Ice Cube”
Drop out ~70% Vnom
71
Remove “AC Ice Cube” Insert
“Nice Cube” Puck Into Base
Insert “DC Ice Cube”
Drop Out ~ 25-30% Vnom
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Nice Cube Relay
72
© 2015 Electric Power Research Institute, Inc. All rights reserved.
36
Met-Ed/EPRI/RACC Workshop
10/27/2015
Nice Cube Costs
Nice Cube
Model
Number
120Vac
24Vac
73
Comments
UL and CE
Compliant
UL and CE
Compliant
Price/unit
$85
$85
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Nice Cube Demo
© 2015 Electric Power Research Institute, Inc. All rights reserved.
37
Met-Ed/EPRI/RACC Workshop
10/27/2015
Example Robust Contactor
Telemecanique LC1F150 Coil LX9FF220
Voltage Sag Ride Through Curve
Voltage (% of Nominal)
DUT 60HZ
SEMI F47
DUT 50HZ
100%
80%
60%
40%
20%
0%
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Duration (in seconds)
75
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Example Voltage Sag Response of Motor Controls
Based on Robustness of Components
76
© 2015 Electric Power Research Institute, Inc. All rights reserved.
38
Met-Ed/EPRI/RACC Workshop
10/27/2015
Method 3: Apply Custom Programming Techniques –
Delay Filters
77
Delay filters can be verify the
presence of power and work as
a “de-bounce” mechanism for
when components drop out due
to a voltage sag. The PLC
motor-control circuit shown
demonstrates how this method
can be applied.
The program is designed to
detect whether the auxiliary
contact is open for more than
250 milliseconds.
If the contact is open for more
than that preset time, then the
“Timer On Delay Coil” in Rung 2
will be set and unlatch the
previous rung to remove voltage
from the motor starter.
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Method 3: Apply Custom Programming
Techniques –State Machine Programming
78
State Machine Programming is
based on the idea that
manufacturing processes are
comprised of a number of steps
with the goal of producing and
moving a product.
Therefore, machine-state
programming keeps track of
every sequential process state
and associated variables by
writing variables to non-volatile
memory in the event power is
lost.
When power returns, the
processing step number and
variables can be recalled so that
the machine can continue from
where it stopped.
© 2015 Electric Power Research Institute, Inc. All rights reserved.
39
Met-Ed/EPRI/RACC Workshop
10/27/2015
Method 3: Apply Custom Programming
Techniques – Programming Using
Phase/Voltage Sensing Relay
A phase monitor or voltage
sensing relay, used in
conjunction with
programming, can also
protect against the effects of
voltage says.
The relay contacts can be
used to run a check on the
system, retrieve past
information stored in
memory, or hold control
parameters constant until
the event is over.
79
Potential Sensing Devices For Voltage Sags
(Left to Right)
Phase Monitoring Relay
PQ Relay
“Original” PQ Relay (AC Ice Cube)
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Method 4 – Examine Configuration Settings
A low-cost or perhaps no-cost
method of increasing the
tolerance of AC and DC motor
drives to voltage sags is through
software configuration settings.
This method applies to all types
of drives, including, but not
limited to, AC pulse-width
modulation (PWM), directcurrent, AC-pulse, stepper, and
servo drives.
80
© 2015 Electric Power Research Institute, Inc. All rights reserved.
40
Met-Ed/EPRI/RACC Workshop
10/27/2015
Method 4 – Examine Configuration Settings
Functional Description:
Automatic Reset and Automatic Restart
In most cases, drive
manufacturers give users
access to basic microprocessor
program parameters so that the
drive can be configured to work
in the user’s particular
application.
A drive’s programming
parameters associated with
reducing the effect of voltage
sags are seldom describes in
one section of the user manual.
81
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Method 4 – Examine Configuration Settings
Functional Description: Motor Load Control
Motor-load control uses the motor’s inertia or controlled
acceleration/deceleration to ride-through voltage sags.
82
© 2015 Electric Power Research Institute, Inc. All rights reserved.
41
Met-Ed/EPRI/RACC Workshop
10/27/2015
Method 4 – Examine Configuration Settings
Functional Description: Phase Loss and DC Link Undervoltage
Detecting a loss of phase enables a drive to delay a fault condition
and ride through the loss of phase. The DC link undervoltage trip
point can be adjusted to enable a drive to ride through sags.
83
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Method 4 – Examine Configuration Settings
Functional Description: Limits
Rate of acceleration, rate of deceleration, current limit, and
torque limit are parameters that affect the way a drive
attempts to recover after a voltage sag.
84
© 2015 Electric Power Research Institute, Inc. All rights reserved.
42
Met-Ed/EPRI/RACC Workshop
10/27/2015
Example Settings Rockwell Power Flex 70 & 700
Conducted SEMI F47
compliance Testing on Power
Flex 70 and 700 Series drives in
EPRI Lab.
Drives have built in parameters
that can be used to improve
voltage sag performance.
Drives loaded to 100%
85
© 2015 Electric Power Research Institute, Inc. All rights reserved.
PowerFlex 70 and 700 Ride-Through Parameters
• Two distinct modes of operation, ASD, to help with “Ride-Through”
“Inertia ride-through” or “Decel” mode
ASD attempts to maintain the DC bus voltage at certain
level by regenerating power from load
More output speed droop relative to “Continue Mode”
For a given sag duration, DC bus voltage will not droop as much as
“Continue” mode
“Continue Mode”
For a given sag duration, larger DC bus voltage droop than “Decel” mode
Less output speed droop relative to “Decel” mode
Drive is allowed to run at set-speed and load
Depending on duration of sag and the level of bus voltage droop
• May result “undervoltage” fault
Increased output current to maintain load
• ASD may trip on “Overload”
86
© 2015 Electric Power Research Institute, Inc. All rights reserved.
43
Met-Ed/EPRI/RACC Workshop
10/27/2015
Example Response
Example Worst
Case Speed
Deviation: 12
Cycles, 50% Vab
without Line
Reactor
Set for P184=
“DECEL” mode
87
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Example Response
Example Worst
Case Speed
Deviation: 12
Cycles, 50% Vab
without Line
Reactor
Set for P184=
“Continue”
mode
88
© 2015 Electric Power Research Institute, Inc. All rights reserved.
44
Met-Ed/EPRI/RACC Workshop
10/27/2015
Method 5 – Select Appropriate Trip Curves for Circuit
Breakers
Some equipment, especially equipment with AC-to-DC converters,
may respond to a voltage sag by drawing inrush current when the
voltage supply returns to normal.
During a voltage sag, the AC-to-DC converter capacitors
discharge. At the end of the sag, the sudden presence of a full
voltage causes the discharged capacitors to rapidly recharge.
The magnitude of this inrush of current depends on the depth and
duration of the voltage sag. The resulting current transient may be
large enough to trip circuit breakers that have a quick response
time.
Process machines with any type of AC-to-DC converter—such as
DC power supplies, AC or DC variable-speed drives, and servo
drives—can not only cause such transients but may also be
susceptible to breaker trips caused by the transients.
89
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Method 6 – Specify a Voltage Sag Recommended
Practice for OEMs!
A new recommended
practice for voltage sag
immunity was published by
IEEE in the fall of 2014.
IEEE P1668 is based on
SEMI F47 but includes
requirements for three
phase voltage sags.
This recommended
practice defines test
requirements and test
criteria.
90
© 2015 Electric Power Research Institute, Inc. All rights reserved.
45
Met-Ed/EPRI/RACC Workshop
10/27/2015
IEEE P1668 – User Specs Desired Machine Response
Full (normal) operation – equipment performs as expected or intended and all
of its relevant parameters are within technical specification or within allowed
tolerance limits. Equipment performance should be expressed and measured
against the set of relevant/critical “equipment outputs” (e.g. speed, torque,
voltage level, etc.), which have to be defined as per the process requirements.
Self-recovery – equipment does not perform intended functions, or its outputs
vary outside the technical specification/limits, but equipment is able to
automatically recover after the end of voltage sag event without any
intervention from the user.
Assisted-recovery – equipment does not perform intended functions, or its
outputs vary outside the technical specification/limits, and equipment is not able
to automatically recover after the end of voltage sag event. Assisted-recovery
criteria should be applied only when there are dedicated and/or trained
personnel/staff, who either operate the equipment, or are responsible for
supervising the equipment at all times when equipment is in use. If some
external control circuit is applied for automatic restarting of equipment, this
should be treated as a self-recovery criterion.
91
© 2015 Electric Power Research Institute, Inc. All rights reserved.
IEEE P1668
Spec. Sheet
format to be used
for Single-phase
equipment
testing
requirements.
92
© 2015 Electric Power Research Institute, Inc. All rights reserved.
46
Met-Ed/EPRI/RACC Workshop
10/27/2015
IEEE P1668
Spec. Sheet
format to be used
for 3-phase
equipment
testing
requirements.
93
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Other Considerations
Make sure the device rated voltage matches the nominal
voltage. Mismatches can lead to higher voltage sag
sensitivities (for example 208Vac fed to 230Vac rated
component).
Consider Subsystem performance. Vendor subsystems
must be robust for the entire system to be robust.
Otherwise, power conditioning may be required for the
subsystem.
Consolidate Control Power Sources. This will make the
implementation of any required power conditioner scheme
much simpler and cost effective.
Use a targeted voltage conditioning approach as the last
resort. Apply Batteryless power conditioner devices where
possible (next session)
94
© 2015 Electric Power Research Institute, Inc. All rights reserved.
47
Met-Ed/EPRI/RACC Workshop
10/27/2015
Embedded Solutions
through targeted
power conditioning
with demos
Mark Stephens, PE, CEM, CP EnMS
Principal Project Manager, EPRI
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Example Cost vs. Coverage
96
© 2015 Electric Power Research Institute, Inc. All rights reserved.
48
Met-Ed/EPRI/RACC Workshop
10/27/2015
Typical PQ Mitigation Devices
Comparison of Power Conditioning Devices
Coverage (Vnom) / Duration
Application
Device
11
--
33
3
ProDySC
0% / 2 sec.
30% / 2 sec.
50% / 2 sec.
3
AVC (two rated
models)
45% / 30 sec.
45% / 30 sec.
50% / 30 sec.
25% / 30 sec.
25% / 30 sec.
50% / 30 sec.
1 Contrl Ckt
PowerRide RTD
0% / 2+ sec.
0% A-B, B-C; 7080% C-A / 2+ sec.
70-80% / 2+ sec.
1 Contrl Ckt
MiniDySC
0% / 0.05 sec.
50% / 2 sec.
n/a
n/a
1 Contrl Ckt
CVT
40-50% / 2+ sec.
n/a
n/a
1 Contrl Ckt
VDC (6T Model)
37% / 2+ sec.
n/a
n/a
1 Contrl Ckt
Coil Hold-in (CoilLock
and KnowTrip)
25% / 2+ sec.
n/a
n/a
1-phase
97
Supercapacitor UPS
Notes
at full load
at full load
3-phase Input, 1-phase Output
for relays, contactors, motor starters
0% /15 sec.
© 2015 Electric Power Research Institute, Inc. All rights reserved.
“Selective” Conditioning
The Premise:
All equipment power users are not ultra-sensitive.
The Plan:
To prop up the single-phase “weak links” only.
The Weak Links:
Small, single-phase 100Vac-230Vac, typically power
supplies, sensors and controls.
The Benefit: Lower Cost than Macro Solutions.
98
© 2015 Electric Power Research Institute, Inc. All rights reserved.
49
Met-Ed/EPRI/RACC Workshop
10/27/2015
Uninterruptible Power Supply (UPS)
For Control Loads
Small 500Va to
3kVA
UPS Systems are
sometimes Used
Battery Based
UPS
Are Often
“Overkill”
“Abandoned in Place” UPS Systems
99
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Industrial UPS Example:
SDU DIN Rail DC UPS Series
100
Features
Modular, rugged industrial grade design
Microprocessor based controls
Automatic self-test feature for UPS function
and battery management check
Power module wide operation temperature range (20 to +50°C)
Flexible batteries back-up expansion capabilities
Overload protection in normal and battery modes
User replaceable batteries
Both power and battery modules are UL508 Listed
IP-20 rated input and output screw terminals
No internal fan, no extra cooling required
Sturdy, reliable all metal DIN Rail mounting
connector
LED Status Indicators
Universal Dry Contact Relay terminals provide
remote signaling
Monitoring, diagnostics, and remote turn-on
and shut-off capabilities
Limited two-year warranty
Cost/Unit ~$500 USD
© 2015 Electric Power Research Institute, Inc. All rights reserved.
50
Met-Ed/EPRI/RACC Workshop
10/27/2015
New Supercapacitor UPS
New Product from Marathon
Power
“Batteryless” UPS
Supercapacitors store energy
3kVA, 2100 W
120V, 208V, 230V models
Interruption Coverage:
– 15 seconds at full load
– 45 seconds at ½ load
15 to 45 Seconds @
Full Load
101
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Constant Voltage Transformer (CVT)
102
© 2015 Electric Power Research Institute, Inc. All rights reserved.
51
Met-Ed/EPRI/RACC Workshop
10/27/2015
103
Output Voltage
On-line Device. In-Rush Current
of load(s) MUST be considered in
sizing.
Output of CVT can collapse when
in-rush current gets close too high
( around 4 x rated size).
Sub-Cycle Response.
Should be oversized to at least 2
times nominal of load to increase
ride-through.
Acts as an isolation transformer
and protects against voltage
sags.
Input Voltage
CVT Application & Features
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Sample CVT Sizing
Recommendations
Specs
Recommended Max
Nominal Load VA/
Current @ 120Vac
Recommended Max
Inrush Load VA
Current @ 120Vac
Dimensions (inch)
Weight (lbs)
250VA
100 VA / 0.83 A
500VA
200 VA / 1.67 A
1kVA
400 VA / 3.33 A
3kVA
1200 VA / 10 A
500 VA / 4.16A
1000 VA / 8.33A
2000 VA / 16.67 A
6000 VA / 50A
9.88x4.5x7.44
27
12.69x7.78x6.44
37
16.75x7.78x6.44
62
18.69x10.56x9.03
142
MIN SIZE = 2.5 X Nominal VA
or
1/2 Max Inrush VA*
(whichever is larger)
*most critical with contactor loads
104
© 2015 Electric Power Research Institute, Inc. All rights reserved.
52
Met-Ed/EPRI/RACC Workshop
10/27/2015
CVT Typical Costs ($USD)
105
© 2015 Electric Power Research Institute, Inc. All rights reserved.
CVT Coverage vs. Sample Historical Data
106
© 2015 Electric Power Research Institute, Inc. All rights reserved.
53
Met-Ed/EPRI/RACC Workshop
10/27/2015
The Dip Proofing Inverter
No batteries; therefore, no
replacement and maintenance
costs or hazardous waste.
Fast (<700µS) transfer, off-line
system develops little heat & fails
to safety.
Able to withstand high inrush
currents; no need to oversize as
with UPS’s & CVT’s.
Lightweight, small & easy to
retrofit; no step-up transformers or
batteries.
Accurate application control;
adjustable ride through time &
variable transfer level.
Primarily designed for inductive
and low power factor loads.
107
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Typical Connections
108
© 2015 Electric Power Research Institute, Inc. All rights reserved.
54
Met-Ed/EPRI/RACC Workshop
10/27/2015
Sample DPI Specifications
(120V Models)
Specs
Nominal Load
Current
Useable Stored
Energy
Ride-Through
Timer Range
Transfer Level
Range
Dimensions (inch)
Weight (lbs)
250VA
2A
500VA
4A
1kVA
8A
3hkVA
25A
45J
90J
180J
540J
0.01 to 2.56 Seconds
7.68x12.25x6.4
11
50% to 80%
50% to 90% Recommended (Special Order)
11.4x12.25x6.4
15.75x12.25x6.4
21x12.25x6.4
17
22
31
Ride-Through Time = Stored Energy (Watt-Second)/Load (Watts)
Example:
500VA DPI Unit has 90 Joules = 90 Watt-Seconds
Circuit Load = 45 Watts
Ride-Through Time = 90 Watt-Seconds/ 45 Watts = 2 Seconds
109
© 2015 Electric Power Research Institute, Inc. All rights reserved.
DPI Output
Output Voltage
Input Voltage
Square Wave not compatible with some PLC AC Input Cards.
•1-3 second ride-through based on real power required and sizing.
110
© 2015 Electric Power Research Institute, Inc. All rights reserved.
55
Met-Ed/EPRI/RACC Workshop
10/27/2015
DPI Coverage vs. Sample Historical Data
111
© 2015 Electric Power Research Institute, Inc. All rights reserved.
DPI Typical
Costs
112
© 2015 Electric Power Research Institute, Inc. All rights reserved.
56
Met-Ed/EPRI/RACC Workshop
10/27/2015
Voltage Dip Compensator (Vdc)
No batteries; no maintenance.
Fast compensation.
Able to withstand high inrush
currents.
Small footprint, easy to retrofit.
Support exceeds SEMI F47
standard requirements.
Handles inductive and low power
factor loads.
120Vac and 208Vac Models
113
© 2015 Electric Power Research Institute, Inc. All rights reserved.
VDC Output
AC Output is a Sine Wave
instead of a Square Wave
Product by Dip Proofing Technologies
www.dipproof.com
www.measurlogic.com
114
© 2015 Electric Power Research Institute, Inc. All rights reserved.
57
Met-Ed/EPRI/RACC Workshop
10/27/2015
VDC Coverage
4T Model – Down to 50%
115
© 2015 Electric Power Research Institute, Inc. All rights reserved.
VDC Coverage (4T Model) vs. Sample Historical Data
116
© 2015 Electric Power Research Institute, Inc. All rights reserved.
58
Met-Ed/EPRI/RACC Workshop
10/27/2015
Typical VDC Pricing
117
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Dynamic Sag Corrector
MegaDySC
Three-Phase Protection
Draws power from remaining
sagged voltage down to 50% of
nominal voltage, and injects a
series voltage to regulate a
sinusoidal output voltage
Below 50%, draws power from
internal storage capacitors
Mega and Pro DySC have on
board event logging.
400-3200Amps
ProDySC
Three-Phase Protection
25-200Amps
MiniDySC
Single-Phase Protection
1-50 Amps
118
© 2015 Electric Power Research Institute, Inc. All rights reserved.
59
Met-Ed/EPRI/RACC Workshop
10/27/2015
Example DySC Output
500
400
300
200
100
0
Input Voltage (Van)
- 100
- 200
- 300
- 400
- 500
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5
t ( s)
500
300
Missing Volts
100
- 100
- 300
- 500
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5
t ( s)
600
400
DySC Output Voltage
200
0
- 200
- 400
- 600
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5
t ( s)
119
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Voltage Sag Correction & Ride-Through Times
Ride-Through Times: (Based on
100% load, 0.7PF at 60Hz line
frequency)
Standard Runtime:
2 seconds for sags from 87% to
50% of nominal voltage every 60
seconds
– Up to 5 seconds coverage on
Extended Run-Time Models
3 cycles for Standard Outage units
from 50%-100% (zero voltage
remaining)
12 cycles for Extended Outage units
from 50%-100% (zero voltage
remaining)
120
© 2015 Electric Power Research Institute, Inc. All rights reserved.
60
Met-Ed/EPRI/RACC Workshop
10/27/2015
MiniDySC Coverage vs.Sample Historical Data
121
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Catalog #
2 Amp
1608N‐002A120V2S
1608N‐002A120V2E
http://ab.rockwellautomation.com/Power- 4 Amp
DS10004A120V2SH1000A
Supplies/Voltage-Sag-Protector
DS10004A120V2EH1000A
6 Amp
1608N‐006A120V2S
1608N‐006A120V2E
12 Amp
1608N‐012A120V2S
1608N‐012A208V1S
1608N‐012A220V2S
1608N‐012A230V2S
1608N‐012A240V1S
1608N‐012A240V2S
25 Amp
1680N‐025A120V2S
1680N‐025A120V2E
50 Amp
1680N‐050A120V2S
1680N‐050A120V2E
MiniDySC
Cost www.softswitch.com
122
Price
1,165.00
1,551.00
1,498.33
1,949.88
2,193.00
2,193.00
2,321.00
3,087.00
3,087.00
3,087.00
3,087.00
3,087.00
2,579.00
3,382.00
4,159.00
6,431.00
© 2015 Electric Power Research Institute, Inc. All rights reserved.
61
Met-Ed/EPRI/RACC Workshop
10/27/2015
Coil Hold-in Devices
• Designed to “Prop Up” individual relays and
contactors. Available at 120, 230 and 480Vac.
• Holds in down to 10 to 20% of %Vnominal.
• Ideal for Motor Control Center Applications.
• Size Based on Voltage and Coil Resistance.
• Cost: less than $130 per unit
123
CoilLock
Low Voltage
Ride Through
Module
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Coil Hold-In Device Ride-Through Curve
SEMI F47
124
© 2015 Electric Power Research Institute, Inc. All rights reserved.
62
Met-Ed/EPRI/RACC Workshop
10/27/2015
Coil Hold-In Device Costs
Know Trip
DESCRIPTION
PQSI Coil Lock
Model
Number
1000-120V
1001-120V
1002-120V
MODEL 120 8.0 - 35 OHMS
Coil Resistance
Measured with
DC Ohmmeter
801 to 4.5k Ohms
[1]
201 to 800 Ohms
[1]
Comments
UL Compliant File
E255764
UL Compliant File
E255764
UL Compliant File
8 to 200 Ohms [1] E255764
UL & CE Compliant
(50 ma no load, 0.4
1002-120V-CE 8 to 200 Ohms [1] Amp w/8 Ohm Coil)
UL Compliant File
1003-120V
3 to 7.9 Ohms [1] E255764
601 to 17.5k
UL Compliant File
1001-240V
Ohms [2]
E255764
155 to 600 Ohms UL Compliant File
1002-240V
[2]
E255764
20 to 154 Ohms UL Compliant File
1003-240V
[2]
E255764
125
Price
120
120
120
140
120
140
140
140
MODEL 120-8.5 36 - 200 OHMS
MODEL 120A 201 - 800 OHMS
MODEL 120B 801 OHMS and UP
PART
NUMBER
MODEL
120
MODEL
120-8.5
MODEL
120A
MODEL
120B
MODEL
120HP
MODEL
MODEL 240 151 OHMS and UP
240
MODEL
240A
MODEL 240A 5 - 35 OHMS
MODEL
240B
MODEL 240B 36 - 150 OHMS
MODEL
480
MODEL 480 151 OHMS and UP
MODEL
480 &
MODEL 480 and RC4 40 - 150 OHMS RC4
MODEL 120HP .5 - 7.9 OHMS
LIST
PRICE
$268
$268
$268
$268
$696
$417
$1,006
$1,006
$423
$615
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Machine and Panel Level Solutions
Mark Stephens, PE, CEM, CP EnMS
Principal Project Manager, EPRI
© 2015 Electric Power Research Institute, Inc. All rights reserved.
63
Met-Ed/EPRI/RACC Workshop
10/27/2015
Machine and Panel Level Solutions
127
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Technologies Covered
Pro DySC (larger version of MiniDySC)
Omniverter AVC
Active Power Flywheel
–(a.k.a CAT UPS)
128
© 2015 Electric Power Research Institute, Inc. All rights reserved.
64
Met-Ed/EPRI/RACC Workshop
10/27/2015
Dynamic Sag Corrector
MegaDySC
Three-Phase Protection
Draws power from remaining
sagged voltage down to 50% of
nominal voltage, and injects a
series voltage to regulate a
sinusoidal output voltage
Below 50%, draws power from
internal storage capacitors
Mega and Pro DySC have on
board event logging.
400-3200Amps
ProDySC
Three-Phase Protection
25-200Amps
MiniDySC
Single-Phase Protection
1-50 Amps
129
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Example DySC Bypass Configuration
130
© 2015 Electric Power Research Institute, Inc. All rights reserved.
65
Met-Ed/EPRI/RACC Workshop
10/27/2015
Omniverter Active Voltage Conditioner
Inverter controlled power conditioning
for high power applications
25 kVA to 5 MVA at Low Voltage and
1 MVA to 50 MVA + at Medium Voltage
2-36kV
The AVC is a 3 phase device and
corrects voltages Line to Line.
The AVC is a LOAD dedicated device
and as a standard does not provide
correction back to the supply
131
© 2015 Electric Power Research Institute, Inc. All rights reserved.
How Does The AVC Work ?
The AVC consists of an inverter which
feeds an injection transformer connected
in series with the utility supply.
The inverter produces compensating
voltage vectors which correct for utility
voltage disturbances (sags, imbalance,
flicker, voltage harmonics and optionally
overvoltages, etc).
For Medium Voltage (MV) applications
add a rectifier transformer and change
voltage ratio on injection transformer
Should the AVC require energy to provide
correction it draws this power from its
rectifier.
– There are NO storage devices in the
AVC
– NO back feed of any upstream fault
132
© 2015 Electric Power Research Institute, Inc. All rights reserved.
66
Met-Ed/EPRI/RACC Workshop
10/27/2015
AVC – Sag correction & Power conditioner
Actual voltage sag event showing AVC input
(top) and output (bottom)
Before
After AVC
133
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Example Distribution Panel Recommendations
Sometimes the most effective
solution is to provide
conditioned power for the entire
IPP Panel. Advantages of this
approach include:
– Simplified Cut Over/Fewer
Touch Points
– Single Power Conditioner for
many loads
– When sized to support kVA
of transformer, this approach
will support future expansion
in panels
134
© 2015 Electric Power Research Institute, Inc. All rights reserved.
67
Met-Ed/EPRI/RACC Workshop
10/27/2015
Example Measured Loading of IPP Panel
Panel Lightly Loaded
– Several Spare CB in Panel
– 480Vac CB Rating is 50A
– 480Vac Phase Currents
Phase A – 4.89A
Phase B – 4.11A
Phase C – 1.67A
Measurements were taken when
line was running.
It is possible that some loads
could be cycled off.
135
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Example Three Phase Solution – ProDySC
The Dynamic Sag Corrector
from Softswitching Technologies
Deep Sag Coverage especially
when lightly Loaded
Has Capacitors that allow for
some ride-through for
interruptions
136
© 2015 Electric Power Research Institute, Inc. All rights reserved.
68
Met-Ed/EPRI/RACC Workshop
10/27/2015
Example Three Phase Solution – AVC
Coverage out to
30 Seconds
137
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Active Power/CAT UPS Solution
For continuous power
after 10-15 seconds
Diesel
Genset
CLEANSOURCE
CS 600
On-line
Temperature: OK
Current: OK
Voltage: OK
Battery: OK
Critical Load
UPS
Utility
Power
138
DC Flywheel
UPS
© 2015 Electric Power Research Institute, Inc. All rights reserved.
69
Met-Ed/EPRI/RACC Workshop
10/27/2015
CAT UPS
250kW/300kVA unit costs in the range of $100k-$140k depending upon accessories
and options. Flywheel speed 8000 RPM. In recent years there has been a number
of installations in US for bridge power application; provides 15 second protection
under rated load condition.
139
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Flywheel During Recharge or Float
DC Buss
IGBT Inverter
Motor,
Generator
To UPS
&
Battery Input
Flywheel
Energy
DC Monitoring
AC Monitoring
IGBT Control
Drive
Bearing
Field
Drive
Sensors
Flywheel
Storage
Flywheel Sensors:
Over speed
Control and System Monitoring
Over voltage
Over temperature
140
120 VAC
Comm
Vibration
Local EPO
© 2015 Electric Power Research Institute, Inc. All rights reserved.
70
Met-Ed/EPRI/RACC Workshop
10/27/2015
Flywheel During Discharge
DC Buss
IGBT Inverter
Motor,
Generator
To UPS
&
Battery Input
Flywheel
Energy
DC Monitoring
AC Monitoring
IGBT Control
Drive
Bearing
Field
Drive
Sensors
Flywheel
Storage
Flywheel Sensors:
Over speed
Control and System Monitoring
Over voltage
Over temperature
141
120 VAC
Comm
Vibration
Local EPO
© 2015 Electric Power Research Institute, Inc. All rights reserved.
The Cat UPS Family
UPS 300
480Vac, 60Hz
UPS 300E
UPS 600
UPS 900
142
© 2015 Electric Power Research Institute, Inc. All rights reserved.
71
Met-Ed/EPRI/RACC Workshop
10/27/2015
Continuous Power System
Non-Critical
Auto Transfer
Switch
Load
From
Utility
Cat UPS
Parallel On-Line
Critical
Load
Cat
Gen Set
143
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Dynamic Voltage Regulation
+10%
+2%
Nominal Voltage
RMS Voltage sampled
every 5 cycles
-2%
-10%
144
© 2015 Electric Power Research Institute, Inc. All rights reserved.
72
Met-Ed/EPRI/RACC Workshop
10/27/2015
CAT UPS Performance from Test in EPRI Lab
145
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Technology Summary
Active Power /CAT UPS:
UPS is integrated into package
electronics
Bearing
On Board Vacuum Pump Included in
system
800lb flywheel
Spins at 8,000 RPM
150,300,600,900kW for 10+ seconds Multiple sizes
Flywheel standby power is about 2500W
Maintenance:
– Air filters as needed
Vac pump oil, six ounces once a year
– Major Maintenance every 3 to 4
years, $6,357 dollars per unit for
bearing change
146
© 2015 Electric Power Research Institute, Inc. All rights reserved.
73
Met-Ed/EPRI/RACC Workshop
10/27/2015
Relevant Case Studies
Mark Stephens, PE, CEM, CP EnMS
Principal Project Manager, EPRI
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Display Manufacturer
Case Study
© 2015 Electric Power Research Institute, Inc. All rights reserved.
74
Met-Ed/EPRI/RACC Workshop
10/27/2015
Production Lines
Line A manufactures 19" Displays for monitors with provisions for 21"
Line B manufactures flat panel 19” Displays for monitors with provisions for 17”.
Pegasus Line manufactures 17” Displays for PC monitors.
32” line manufactures TV Displays .
27” Line manufactures TV Displays
20” Line manufactures TV Displays.
149
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Financial Impact of Three Events
Date
Impact
# of
Units
Rejected
(A)
Downtime
in Minutes
# of Units missed
due to downtime
(based on 28
second Mercury
Index time)
(B)
Total #
of
Units
missed
(A) +
(B)
Total
Cost
(based
on $180
per unit)
11/19/98
Power
fluctuation
caused CS light
houses to trip
30
20
43
73
$13,140
11/23/98
Power
Glitch
AG, SCR, PII,
Lost
all
screening
73
48
103
176
$31,680
01/26/99
Power glitch in
screening
process
44
10
22
66
$11,880
147
78
168
315
$56,700
Total
150
© 2015 Electric Power Research Institute, Inc. All rights reserved.
75
Met-Ed/EPRI/RACC Workshop
10/27/2015
Voltage Sag Characteristics Inside the Plant
Cumulative Histogram for 208V
1994
1995
1996
1997
1998
1999
50
43
45
Number of Events
40
35
29
110 Total Events
30
25
20
15
11
10
1
20
1
1
1
65
1 1
60
2
5
5
10
5
8
4
2
95
100
90
85
80
75
70
55
50
45
40
35
30
25
15
0
RMS Voltage Magnitude (in % of Nominal)
151
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Type of Events
Momentary
3-Phase
2-Phase
1-Phase
Number of Events
20
15
15
12
11
10
10
9
9
8
8
6
5
4
3
3
3
3
2
2
1
1
0
0
0
1994
1995
0
1996
0
1997
1998
0
0
1999
Year
152
© 2015 Electric Power Research Institute, Inc. All rights reserved.
76
Met-Ed/EPRI/RACC Workshop
10/27/2015
Sensitive Equipment
153
© 2015 Electric Power Research Institute, Inc. All rights reserved.
How Sensitive?
90%
% of Nominal Voltage
80%
70%
60%
50%
40%
30%
20%
10%
154
AC Contactor
Servo Drive
PLC @120 &
208V
PLC @ 120V
PLC @ 208V
PLC @ 120V
PLC @ 208V
24V DC PS
24V DC PS
24V DC PS
0%
© 2015 Electric Power Research Institute, Inc. All rights reserved.
77
Met-Ed/EPRI/RACC Workshop
10/27/2015
Embedded Solution
Change PLC Input from AC to DC
input.
Use a 3-Phase AC input to 24VDC
output Power supply.
If PLC AC power supply is
integrated to the Module use a
small power conditioning (e.g., Dip
Proofing Inverter or CVT).
155
© 2015 Electric Power Research Institute, Inc. All rights reserved.
AC Versus DC Input for PLCs
156
© 2015 Electric Power Research Institute, Inc. All rights reserved.
78
Met-Ed/EPRI/RACC Workshop
10/27/2015
How Effective is a 3-Phase AC Input to 24V DC output
Phoenix Contact PS
PLC Power
Supply unit
24V DC
Source
Loading on
24V DC
Source
Voltage Sensitivity Threshold (in %) for 30 Cycle
Ride-Through
Three Phase
Sags
Two-Phase
Sags
Single-Phase
Sag
CV500-PS211
Phoenix
Contact
20%1
0%
0%
0%
CV500-PS211
Phoenix
Contact
35%
45%
0%
0%
CV500-PS211
Phoenix
Contact
60%
50%
0%
0%
157
© 2015 Electric Power Research Institute, Inc. All rights reserved.
How Effective is this Solution?
Impact of Decreasing Voltage Sag Sensitivty of PLC
With No Improvement
Redcuing Sensitivity of PLC to 50% of Nominal
20
18
18
Number of Process Upsets
16
15
14
12
12
10
8
6
6
6
4
3
2
0
1
1994
158
1
1
0
1995
1996
1997
1998
© 2015 Electric Power Research Institute, Inc. All rights reserved.
79
Met-Ed/EPRI/RACC Workshop
10/27/2015
Lessons Learned
In designing new process lines use DC input controllers
wherever possible.
Use a robust DC source for all your DC inputs (such as, 3Phase AC to 24V DC power supply)
Know the sag immunity of your DC power supplies in your
plant.
159
© 2015 Electric Power Research Institute, Inc. All rights reserved.
A “Nice” Power
Quality Solution at a
Plastics Plant
© 2015 Electric Power Research Institute, Inc. All rights reserved.
80
Met-Ed/EPRI/RACC Workshop
10/27/2015
Monofilament Plastic Extrusion Plant
Plant has multiple lines with
various vintages of technology
throughout the separate lines:
– Early 1980s through Late 1990s
Plant was experiencing high
number of voltage sag related
shutdowns due to power quality.
Utility asked EPRI to come in
and do a PQ Audit to determine
how to make the processes more
robust.
161
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Site Power Quality Data
162
© 2015 Electric Power Research Institute, Inc. All rights reserved.
81
Met-Ed/EPRI/RACC Workshop
10/27/2015
Correlated Voltage Sag Shutdowns per Line
Correlated Vsag Induced Shutdowns
No. Shutdowns
10
8
7
6
4
4
3
2
0
163
9
8
1
1
7A
3P
3
0
5A
3A
9A
Line
8A
1A
2A
4A
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Monofilament Line Control Layout
164
© 2015 Electric Power Research Institute, Inc. All rights reserved.
82
Met-Ed/EPRI/RACC Workshop
10/27/2015
PQ Events against AC “Ice Cube” Relays
3 Interruptions
Note Shown:
4.74,3840, & 3300
Seconds in duration.
165
Solution Options
© 2015 Electric Power Research Institute, Inc. All rights reserved.
166
© 2015 Electric Power Research Institute, Inc. All rights reserved.
83
Met-Ed/EPRI/RACC Workshop
10/27/2015
Economic Analysis: Option 1 - Lowest Cost, Lowest
Coverage
Initial Outlay - ~$2,299
Installation Cost - ~ $2,000
Annual Benefit – possibly avoid
up to 3 upsets per year at
$5,000/process upset –
Maintenance Costs
– Payback 4 months
Investment - $4,299
Return - $14,000/yr
– Net Present Value $51,599
5 yr lifetime
– (based on max remaining life on line
drives)
8% discount rate
167
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Example Nice Cube Solution on Lines
Also Configure Drives for Ride-Through Where Possible
168
© 2015 Electric Power Research Institute, Inc. All rights reserved.
84
Met-Ed/EPRI/RACC Workshop
10/27/2015
Result Example from Line 1A
169
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Other Findings – Off-Line UPS not Fast Enough for
Control Applications
Process Line 2A had a
UPS installed on the
process controls.
However, testing showed it
would not react fast enough
to keep loads from
dropping.
Removed UPS after Nice
Cube installation.
170
© 2015 Electric Power Research Institute, Inc. All rights reserved.
85
Met-Ed/EPRI/RACC Workshop
10/27/2015
Economics of Downtime
- Cost/Payback of
Implementing Low Cost
Solutions
Mark Stephens, PE, CEM, CP EnMS
Principal Project Manager, EPRI
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Payback Considerations
Customers respond more positively to
business cases based entirely on
solving known business or
manufacturing problems
Decision makers aren’t interested in the
technical details, but rather in the
business effect of the interruptions
caused by the PQ event and how the
proposed solution will improve bottom
line profitability
Acceptable payback requirements vary.
Typical ranges are from 12 months to
36 months with anything over 18
months being increasingly harder to
cost justify
172
© 2015 Electric Power Research Institute, Inc. All rights reserved.
86
Met-Ed/EPRI/RACC Workshop
10/27/2015
Calculating Payback
To Calculate Payback you need
to know
– One Time Capital Outlay
– Cost of installation
– Annual Benefit
– Ongoing Annual Expense
173
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Payback Analysis
Compatibility Financial Analysis from IEEE 1346
Examples
Investment
One-time
outlay
capital Enhanced equip,
Custom Power
+
Installation
Net Investment
Installation cost
Return
Examples
Annual benefit
Cost of reduced
downtime
-
annual UPS
maintenance,
Premium utility
service
Net annual return
Ongoing
expense
Pay back (months) = (net investment/net annual return) * 12
174
© 2015 Electric Power Research Institute, Inc. All rights reserved.
87
Met-Ed/EPRI/RACC Workshop
10/27/2015
Cost of Solution Varies Based on Knowledge of
Problem
Embedded
Solutions
can be very cost
effective
175
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Example Embedded Solution Costs
Costs shown for four different plants based
on separate power quality audits where
embedded approaches are recommended
Price based on fixing most critical
equipment issues in each plant
For Semiconductor:
– Many Production Tools and Support
Equipment
Solution
For Food Processing:
Cost
– Boiler, Labeling, Cooking
For Automotive:
– Paint Shop and Body Shop Controls
For Fiber Cable:
– Multiple Lines
(most expensive losses are from
cable jacketing section)
176
One Time
Capital Outlay
120,000
100,000
80,000
Semiconductor
60,000
Automotive Assembly
Food Processing
Fiber Cable M fr
40,000
20,000
0
© 2015 Electric Power Research Institute, Inc. All rights reserved.
88
Met-Ed/EPRI/RACC Workshop
10/27/2015
Cost of Installation
For an embedded solution
implementation, the cost of
installing each device must be
considered
Items to consider:
– Engineering Labor
– Procurement Labor
– Electrician Labor
– Line Downtime Costs to
install solution
– Installation Fixtures
For some low cost embedded
solutions, the cost of installation
is as much as the cost of the
hardware!
177
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Calculating the Cost of A Power Quality Disturbance
IEEE 1346 provides a good
resource for calculating the cost
of power quality events.
In some industries the actual
cost for each event can be
difficult to measure
In other industries the cost can
be more directly calculated
178
© 2015 Electric Power Research Institute, Inc. All rights reserved.
89
Met-Ed/EPRI/RACC Workshop
10/27/2015
Annual Benefit
The annual benefit is best calculated based on a
yearly average of past PQ related losses.
Can also be projected based on PQ data (number
of events, magnitude and duration), known
susceptibility of equipment and an estimated cost
per event
May also include production line utilization rate in
calculation.
179
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Ongoing Annual Expense
For small Embedded Solution
Power Conditioners, the cost of
this is minimal since there are
no batteries to maintain
An occasional checkup of power
conditioner output, status
indicators, and dust
accumulation is all that is
required
180
© 2015 Electric Power Research Institute, Inc. All rights reserved.
90
Met-Ed/EPRI/RACC Workshop
10/27/2015
Cable Manufacturer
Payback Example
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Example Cable Manufacturer Payback Estimation
Assume fiber optic cable manufacturer looses $30,000
per each event when a cable jacketing line is running
and is shutdown due to PQ.
Seven (7) events below threshold for line equipment to
shutdown last year (based on PQ Data)
Utilization rate of line is 40%
Embedded Solution hardware costs is $3,997
Installation Costs are estimated at $3,000
Ongoing Annual Expense is estimated at $1,000
182
© 2015 Electric Power Research Institute, Inc. All rights reserved.
91
Met-Ed/EPRI/RACC Workshop
10/27/2015
Example Payback Time Calculation
The estimated payback time for implementing a power quality solution is calculated by:
Pay back (months) = (net investment/net annual return) * 12
Net Investment = Power Conditioner costs + Installation Costs
Power Conditioner Costs (including payoff) = $3,997
Installation Costs = $3,000
Net Annual Return = Annual Benefit – Ongoing Expenses
Annual Benefit = (number of events expected below voltage sag threshold next year
multiplied by the utilization rate of the line multiplied by cost of each shutdown) = 7 x
0.4 x $30,000 = $84,000
Ongoing Expenses = $1,000
Payback Period = [($3997+$3000)/(($84,000-1000)]x 12=($6997/$83,000) x 12
Payback Period = 1.0 Month !
183
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Energy Efficiency
Applications
Efficient Application of Adjustable Speed Drives
Compressed Air Best Practices
Chilled Water Systems
© 2015 Electric Power Research Institute, Inc. All rights reserved.
92
Met-Ed/EPRI/RACC Workshop
10/27/2015
Efficient Application of
Adjustable Speed Drives
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Adjustable Speed Control
Valves, clutches, brakes,
and dampers typically
adjusts the output of the
equipment, wasting energy
to varying degrees.
Variable Speed Drives
(a.k.a. Adjustable Speed
Drives (ASDs) save
energy by modulating the
ASDs Allow for Energy
output of the motor to
Efficient Control of Process
satisfy the changing
Outputs
system requirements.
186
© 2015 Electric Power Research Institute, Inc. All rights reserved.
93
Met-Ed/EPRI/RACC Workshop
10/27/2015
Example Losses In System Elements With Mechanical Control Versus ASD Control at
four load Levels
187
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Adjustable Speed Control Example
3 , 60 Hz
460 Volt Source
Flow
FIC
Flow Element
Motor
188
Variable Speed Pump
© 2015 Electric Power Research Institute, Inc. All rights reserved.
94
Met-Ed/EPRI/RACC Workshop
10/27/2015
Screening Methodology
Good Candidate for ASD if:
– High Annual Operating Hours
– Variable Load Characteristics
– Moderate To High Horsepower Rating
189
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Required Information
Motor Horsepower Rating
Annual Equipment Operating
Hours
Fraction of Time Operate at Less
Than Rated Load
Amount of Flow Variation
190
© 2015 Electric Power Research Institute, Inc. All rights reserved.
95
Met-Ed/EPRI/RACC Workshop
10/27/2015
Load Duty Cycle – Excellent Candidate
Example of an Excellent ASD Candidate
25
20
Percent 15
Operating
Hours
10
5
0
30
35
40
45
50
55
60
65
70
75
80
85
90
90
95 100
95 100
Percent Rated Flow
191
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Load Duty Cycle – Good Candidate
Example of a Moderate ASD Candidate
25
20
Percent 15
Operating
Hours
10
5
0
192
35
40
45
50
55
60
65
70
75
Percent Rated Flow
80
85
© 2015 Electric Power Research Institute, Inc. All rights reserved.
96
Met-Ed/EPRI/RACC Workshop
10/27/2015
Load Duty Cycle – Poor Candidate
Example of a Poor ASD Candidate
25
20
Percent 15
Operating
Hours
10
5
0
30 35 40 45 50 55 60 65 70 75 80 85 90 95 100
Percent Rated Flow
193
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Example Findings in Plant
The combustion blowers on the 5 kilns before the rotating drum dryers
all utilize 60hp Motors with a throttling damper.
Initial tests and measurements show that the operating point for flow, fan
is loaded about 50% - therefore a VFD could be more feasible.
Combustion Blower
Damper Controlled
Throttling
at 20% Open
Damper
Measured Power:
Voltage480 Vac
Avg Phase Current 35.6 Amp
PF0.9
Power (kW) = 26.6kW
Combustion Blower
194
© 2015 Electric Power Research Institute, Inc. All rights reserved.
97
Met-Ed/EPRI/RACC Workshop
10/27/2015
Candidate 1 – Combustion Blower
195
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Good Drive Candidate: Combustion Blower
25.0
100%
90%
80%
20.0
70%
60%
50%
15.0
% Max Flow
40%
30%
20%
10.0
10%
0%
% of Time
5.0
50.0
45.0
0.0
Hours @ 90% to 100% Flow
Hours @ 80% to 90% Flow
Hours @ 70% to 80% Flow
Hours @ 60% to 70% Flow
Hours @ 50% to 60% Flow
Hours @ 40% to 50% Flow
Hours @ 30% to 40% Flow
Hours @ 20% to 30% Flow
Hours @ 10% to 20% Flow
Hours @ 5% to 10% Flow
Hours @ 0% to 5% Flow
40.0
35.0
30.0
25.0
15.0
10.0
5.0
0.0
~ASD Power => HP*0.746(Flow/Max Flow)^3
196
ASD Power
20.0
% of Time
© 2015 Electric Power Research Institute, Inc. All rights reserved.
98
Met-Ed/EPRI/RACC Workshop
10/27/2015
ECM – Turn off Blower!
…Combustion blowers are manually controlled
via SCADA by operator. Found several
instances of hours of “dead heading” a fan with
the throttling damper closed.
Turn MOTOR OFF When Damper is Fully Shut!
197
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Candidate 2 – Dryer Blower
700,000.000
600,000.000
500,000.000
400,000.000
300,000.000
200,000.000
100,000.000
0.000
198
© 2015 Electric Power Research Institute, Inc. All rights reserved.
99
Met-Ed/EPRI/RACC Workshop
10/27/2015
Poor Drive Candidate: Dryer Blower
9.0
100%
90%
8.0
80%
70%
7.0
60%
6.0
50%
5.0
40%
% Max Flow
30%
4.0
20%
10%
3.0
0%
2.0
45.0
0.0
40.0
Hours @ 90% to 100% Flow
Hours @ 80% to 90% Flow
Hours @ 70% to 80% Flow
Hours @ 60% to 70% Flow
Hours @ 50% to 60% Flow
Hours @ 5% to 10% Flow
Hours @ 40% to 50% Flow
Hours @ 30% to 40% Flow
Hours @ 20% to 30% Flow
Hours @ 10% to 20% Flow
Hours @ 0% to 5% Flow
35.0
30.0
25.0
ASD Power
20.0
15.0
10.0
5.0
0.0
~ASD Power => HP*0.746(Flow/Max Flow)^3
199
% of Time
50.0
1.0
% of Time
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Compressed Air Best Practices
Excellent Resource: Improving Compressed Air
System Performance: A Sourcebook for Industry, US
DOE
© 2015 Electric Power Research Institute, Inc. All rights reserved.
100
Met-Ed/EPRI/RACC Workshop
10/27/2015
Diagram Ref: Improving Compressed Air System
Performance: A Sourcebook for Industry, US DOE
201
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Appropriate and Inappropriate Use
Ref: EPRI PQ Investigator
Use if safety enhancements,
significant productivity gains, or
labor reductions result (typically
10% to 15% efficient)
– Pneumatic tools,
packaging/automation equipment,
conveyors, etc.
Inappropriate Uses
– Open blowing, sparging,
aspirating, atomizing, transporting
liquids or light solids, cooling
operations, vacuum generation,
abandoned equipment
Low-pressure blowers may be a
more efficient alternative
Appropriate Use –Automation
Ref: Improving Compressed Air System
Operation
Performance: A Sourcebook for Industry, US DOE
202
© 2015 Electric Power Research Institute, Inc. All rights reserved.
101
Met-Ed/EPRI/RACC Workshop
10/27/2015
Example Inappropriate Use….
Compressed air found being
improperly used to hold
open boiler intake damper.
90 PSI, ~1/4 dia
– Estimated Cost ($.05/kWh)
~$4,500/year in waste
203
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Watch Those Leaks!
• Leaks
– Keep < 10% of compressor capacity
– May be calculated as shown
• Establish a Leak Prevention Program
• See www.eere.energy.gov
Ref: Improving Compressed Air System
Performance: A Sourcebook for Industry, US DOE
204
© 2015 Electric Power Research Institute, Inc. All rights reserved.
102
Met-Ed/EPRI/RACC Workshop
10/27/2015
Leak Detectors – Ultraprobe 15,000
205
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Example
Compressed Air Survey
Plant has 12 air compressors
– All Constant Speed
– 200hp and 125 hp units
94.5% to 95% efficient
– No trim compressors
Compressed air used in extensively
throughout plant for product
positioning in production lines.
206
© 2015 Electric Power Research Institute, Inc. All rights reserved.
103
Met-Ed/EPRI/RACC Workshop
10/27/2015
Example Compressed
Air Survey
15 Leaks found in spot survey
– In compressor rooms
Backup Compressor Connection
At backup compressor connection
Around air dryer connections
– Throughout plant
Line “A” (partial walkdown)
Adjacent Line (partial walkdown)
Piping above Dryer
– ~ $7,000-$8,000/year in losses
from those identified – likely
much higher overall
Ultraprobe 15000
207
Checking Piping Leaks
Above Air Dryer
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Pressure and Electricity Costs
High pressure air costs more to produce than lower pressure air.
For the example system operating at 100 psig, rule of thumb, every 2
psi equates to a 1% increase in energy costs.
100 HP Compressor Calculation
Compressor
Annual Operation
Electricity Cost
Motor Efficiency
100
8760
0.0734
0.9
hp
hours
$/kWh
Efficiency
Annual Electricity Cost $53,296 Annual Cost = (hp motor)(0.746)(hours/year)($/kWh)/(motor efficiency)
Bottom Line: Look for opportunities to lower overall system pressure!
208
© 2015 Electric Power Research Institute, Inc. All rights reserved.
104
Met-Ed/EPRI/RACC Workshop
10/27/2015
Use Outside Air for Compressor Air Make Up
Air can be compressed more efficiently when the intake air is cooler.
Rule of Thumb - Power required by air compressor reduces by 1% for
every 3˚C / 5.4˚F drop in inlet air temperature.
Example:
Plant has 200 hp air compressor, 8000 hours/year operation, 95% efficient
Average inside air temp = 74 deg F, Average outside air temp =60 deg F, $0.0734/kWh
ECM No. ____ Bring in Outside Air for Compressor Air Make Up Cost/kWh
Operating Hrs/yr
Air Compressor Size
Motor Efficiency
Compressor Power Usage
Compressor Diversity
Load Diversity
Net Hours Base Loaded
Average Inside Air Temp
Average Outside Air Temp
Reduction Factor
Estimated Electricity Consumption Decrease
kWh/yr saved Estimated Yearly Savings
# of required intakes
Estimated cost Utility Incentives
Net Estimated Cost
0.0734 Average kWh Costs
8000
200 Total HP
0.95 Percent
157 kW
100% % of time compressor is on
75% % of time at or near full load
6000
74 Deg F
60 Deg F
2.6% Power Reduction Factor = 1‐(T outside/T inside) 4.1 kW
24,720
$ 1,814
1
$ 1,750 Based on $1750 per intake
$ ‐
Note if applicable
$ 1,750 Total cost minus any incentives
0.96 Years
EstimatedPayback
12 Months
209
© 2015 Electric Power Research Institute, Inc. All rights reserved.
1.00
Blow Off –To avoid surge, centrifugal compressors
may discharge compressed air to the atmosphere to
control compressed air output to the system.
– Blow-off control is the least efficient method of controlling
compressed air output, since input power remains constant
as the supply compressed air to the system decreases.
0.75
Fraction Power (FP)
Power/Output
Relationships by Control Type
Blow Off
Modulation
0.50
Load/Unload
Variable Speed
On/Off
0.25
0.00
0.00
0.25
0.50
0.75
1.00
Fraction Capacity (FC)
• Modulation Control - the position of the inlet air valve is modulated from full open to full closed in
response to compressor output pressure.
– Modulation control typically employs PID control with a narrow control range about + 2 psig. Inlet modulation is a
relatively inefficient method of controlling compressed air output.
• Load/Unload Control – Load/Unload on control points from 90 psig-100 psig.
– Power is drawn when unloading (60% to 30%) of full load.
• Variable-Speed Control - Rotary-screw air compressors can be equipped with variable frequency
drives to vary the speed of the screws and the corresponding compressed air output.
– As in other fluid flow applications, the variation of speed to vary output is extremely energy efficient.
• On/Off Control - The compressor turns on and begins to add compressed air to the system when the
system pressure falls to the lower activation pressure. Typical lower and upper activation pressures would
be 90 psig and 100 psig.
• On/off control is the most efficient type of part-load control, since the compressor
draws no power when it is not producing compressed air.
210
© 2015 Electric Power Research Institute, Inc. All rights reserved.
105
Met-Ed/EPRI/RACC Workshop
10/27/2015
Compressed Air Storage
Stores compressed air until needed
Use of compressed air storage tanks can
– Smooth out demand events during peak periods.
2 psi increase in header pressure can lead to 1 to 2 percent
higher energy consumption
Smoothing out these peaks reduces energy use
– Control the rate of pressure drop to end use
– Protect critical pressure applications from other events in the
system.
Providing some PQ ride-through as well!
If plant has storage tanks, PQ issues are normally not an issue
with the compressed air
211
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Example Compressed Air Survey
Air Knifes (many)
– From main air compressor system
~ $1800+/year
– From local 1.5kW blower (measured at motors)
~$1,100/Year
Air Knife
Plant uses air at 100 to 120 psig
– Potential to lower pressure to reduce energy
consumption
– 10 psig rise in pressure can result in 5%
power increase
Local Blower on Process Line
212
© 2015 Electric Power Research Institute, Inc. All rights reserved.
106
Met-Ed/EPRI/RACC Workshop
10/27/2015
Chilled Water Systems
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Chilled Water Systems
The plant/building Chilled water
system can represent a large part
of the overall load.
214
© 2015 Electric Power Research Institute, Inc. All rights reserved.
107
Met-Ed/EPRI/RACC Workshop
10/27/2015
ECM – Reset the Supply Water Temperature
Increasing the chilled water
supply temperature can
decrease chiller electricity
consumption significantly.
Temp
Energy
As a Rule-of-Thumb: Raise
Chilled Water Temp by 1 deg F
for 1.7% decrease in
compressor energy
consumption.
215
© 2015 Electric Power Research Institute, Inc. All rights reserved.
ECM - Reset Chilled Water Temp
216
© 2015 Electric Power Research Institute, Inc. All rights reserved.
108
Met-Ed/EPRI/RACC Workshop
10/27/2015
ECM- Reduce Condenser Water Temperature
Chillers operate more efficiently
when the condensers are provided
with cooler water.
As a Rule-of-Thumb, for every 1 deg.
F temperature drop in condensing
water temp, a 1% savings can be
expected.
This is accomplished by changing
the cooling tower water temp set
point.
217
Temp
Energy
© 2015 Electric Power Research Institute, Inc. All rights reserved.
ECM- Reduce Condenser
Water Temperature
Plant must check chiller mfr
make sure that proposed set
point is not below the min
recommended condenser water
setting.
218
© 2015 Electric Power Research Institute, Inc. All rights reserved.
109
Met-Ed/EPRI/RACC Workshop
10/27/2015
Use of ASDs on Chillers
From York Optispeed
Literature
(1-3 year payback)
219
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Building Management System (BMS) / Building Automation
System (BAS)
Beyond thermostat adjustments
– Control heating and cooling parameters by time of day, building
occupation, etc.
– Modify operation of chilled water systems, HVAC systems, etc.
– Increased effectiveness with VFD-controlled motors
Adjust motor speed according to set parameters or changing
conditions
220
© 2015 Electric Power Research Institute, Inc. All rights reserved.
110
Met-Ed/EPRI/RACC Workshop
10/27/2015
Example: Building Management Software from Johnson
Controls (two varieties)
Central Plant OptimizationTM 10 - Metasys
– Claims 5-15% compared to bldg. with standard automation
– Set point adjustments made programmatically
Central Plant OptimizationTM 30 – Optimum Energy
– Claims 15-20% with software only
– Set point adjustments made continuously, in real time
221
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Lunch
© 2015 Electric Power Research Institute, Inc. All rights reserved.
111
Met-Ed/EPRI/RACC Workshop
10/27/2015
Seminar Outline
12:45 PM Electrification Technologies
– Non-Road Electric Transportation – Electric Forklifts
– Electrotechnologies for Industrial Process Heating
– Electrotechnologies in Machining and Welding
– Applications and Case Studies
1:30 PM Advanced Manufacturing – The Future of How Things are Made
2:15 PM Break
2:30 PM Reading Area Community College Lab Overview
2:40 PM Tour Reading Area Community College Labs
– Mechanical Lab
– Electrical Lab
– Controls Lab
– Precision Machinery Lab
223
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Electrification
Technologies
Baskar Vairamohan, PE, CEM
Project Manager, EPRI
© 2015 Electric Power Research Institute, Inc. All rights reserved.
112
Met-Ed/EPRI/RACC Workshop
10/27/2015
Electric Forklifts
© 2015 Electric Power Research Institute, Inc. All rights reserved.
EPRI Non-road Electric Transportation Program
Program at EPRI began in 1994
Goal: Market enhancement and
expansion
– R&D/technology development
– Technology demos
– Case studies, information tools and
technology transfer
– Standards development through the IWC
Take action now: Market ready
technologies
226
© 2015 Electric Power Research Institute, Inc. All rights reserved.
113
Met-Ed/EPRI/RACC Workshop
10/27/2015
EPRI Non-road Electric Transportation Program
Airports
– Ground support
equipment
– Ground power
Mining
– EV’s and Conveyers
Rail
– Locomotives, cranes
Agriculture
– All terrain vehicles
– Tractors
227
Warehouses
– Forklifts
– Truck
refrigeration units
Truck Stops
– Shore Power
– On-board power
Seaports
– Cranes
– Cargo handling
– Ships/Dredges
Construction
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Technology Description and Options
Electric
Class 1: Electric Counterbalanced
Class 2: Electric Narrow Aisle
Class 3: Electric Walkie
Internal Combustion (IC)
Class 4: IC Cushion
Class 5: IC Pneumatic
228
© 2015 Electric Power Research Institute, Inc. All rights reserved.
114
Met-Ed/EPRI/RACC Workshop
10/27/2015
Technology Description and Options
CLASS 1, 2, 3
Designed for Indoor Applications
3 or 4-Wheel
Electric
Sit Down/Stand
up Riders
229
Narrow Aisle
Walkie/
Reach Truck/ Walkie End
Order Pickers Rider/ Stacker
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Technology Description and Options
CLASS 4, 5
Designed for Outdoor Applications
IC Cushion
IC Pneumatic
(3,000 – 15,500 lbs)
230
(3,000 – 51,000 lbs)
© 2015 Electric Power Research Institute, Inc. All rights reserved.
115
Met-Ed/EPRI/RACC Workshop
10/27/2015
Forklift by charger: operational profiles
Unit
Demand
(kW)
Unit Annual
NOx
CO2
HC
PM
Electricity (tons/year) - (tons/year) - (tons/year) - (tons/year) Consumption
Non
Non
Non
Non
(kWh)
Electric
Electric
Electric
Electric
Equivalent
Equivalent
Equivalent
Equivalent
Conventional
Charger
7.6
30,400
Fast Charger
16.6
34,486
Data not available
0.11
29.10
0.12
0.001
• Conventional lifts use a steady kW over a 16-hour period
(multiple battery operation) averaging 8 kW and approx. 122
kWh
• Fast charge lift trucks use an average of 17 kW and approx.
133 kWh over an sporadic 8-hour period varying from 5 kW to
40 kW depending on business operations
231
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Example: Memphis Forklifts
Forklifts
Class I:
Electric
2011
159
Class II: Class III:
Electric Electric
175
116
Class IV:
% IC:
Class V: IC
% Electric:
IC
Total
Class IVpneumatic
Class I-III
Cushion
V
188
312
950
47%
53%
• In 2011, 53% of new forklifts purchased were IC (~500 lifts) • According to dealers, approx 200 new IC lift sales could be converted to electrics over five years with an effective outreach/incentive plan
Installs
Rapid
Conventional
232
100
100
Electricity
Demand
Consumptions
Growth (kW)
kWh/yr
1,658
1,143
3,488,640
7,132,320
Site NOx
Site CO2
Reductions Reductions
(tons)
(tons)
11
32
2,908
8,725
• Lifecycle cost benefits to End Users: $6,837,625 (~34k per lift)
o Save ~$10,000 per forklift on Maintenance
o Save ~$25,000‐$45,000 per forklift on Fuel
232
© 2015 Electric Power Research Institute, Inc. All rights reserved.
116
Met-Ed/EPRI/RACC Workshop
10/27/2015
Success: Alabama Power Forklift Incentive
Increases Profit
$1,800,000
$1,600,000
$1,400,000
$1,200,000
$1,000,000
$800,000
$600,000
$400,000
Incentives Paid
$200,000
Profit
$0
1998
233
2000
2002
2004
2006
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Success: SCE Shifts Load
Results:
–Shifted 9100 kW - 14% over goal
–Customers liked it – “painless” & “sensible”
–TOU customers saved up to $500/forklift
–Smaller users looking ahead to TOU rates
–Customer survey – 96% satisfied
–Multi-shift users had unique challenges
–Some shifted more & saved more
–Many shifted more hours than required
234
© 2015 Electric Power Research Institute, Inc. All rights reserved.
117
Met-Ed/EPRI/RACC Workshop
10/27/2015
Case Studies and Tools
This lift truck cost
calculator will enable
you to compare
electric versus
combustion and
propane (LP) life cycle
costs including the
ability to adjust the
capital costs.
Free: open access to
utilities and customers
http://et.epri.com/LiftTruckCalculator.html and iTunes
235
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Example of a customer using EPRI forklift tool
Metal Processing Company, CA
Business Driver: Economic
Benefits
Replaced eight 6,000 and two
10,000 LPG forklifts
Forklifts are utilized in
manufacturing and distributing on
finished metal products used in
the commercial construction
industry
Company expects:
– $435,344 in savings over 5 years
(includes the purchase price, net
fuel and maintenance)
236
2 shift operation, 5 days a week
Units are used 60% outside in all weather conditions and 40% inside the manufacturing plant
© 2015 Electric Power Research Institute, Inc. All rights reserved.
118
Met-Ed/EPRI/RACC Workshop
10/27/2015
Top 20 Forklift manufactures by sales, 2009
237
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Economic Modeling and Results for Comparison of Electric
and Fuel Cell Forklifts
Conventional Charger
Fuel Cell
Fast Charge (15kW)
Fast Charge (30kW)
238
© 2015 Electric Power Research Institute, Inc. All rights reserved.
119
Met-Ed/EPRI/RACC Workshop
10/27/2015
Economic Modeling and Results for Comparison of Electric
and Fuel Cell Forklifts
Conventional battery powered forklifts are most costeffective at low workloads
Fuel cell forklifts are more expensive to own and operate
even at high workloads
Fast-charge technologies can have economic benefit at high
workloads
Fuel cell forklifts may be economically advantaged in outlier
facilities (high expansion costs, subsidies, 250+ lifts)
239
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Case for Electric Technologies
Economic benefits - save
money over the life
Noise reduction - productivity
and safety
Emission reduction - healthier
workplace and region
Maintenance reduction - save
money over the life of the
vehicle (90% fewer moving
parts with no engine fluids or
hoses)
240
© 2015 Electric Power Research Institute, Inc. All rights reserved.
120
Met-Ed/EPRI/RACC Workshop
10/27/2015
Drivers for Electrification
Businesses are facing intense economic pressures to
improve productivity, enhance quality, and lower costs to
remain competitive
Utilities are seeking to serve their customers, manage load
and promote local economic development
Society seeks to curb emissions to improve quality of life
while growing jobs and stimulating the local economy
Electrification through application of novel, efficient electric
technologies can address all of these needs
Electrification can be a win-win-win for businesses, utilities, and
society
241
© 2015 Electric Power Research Institute, Inc. All rights reserved.
“Drivers” for Electrification: Case study in CA
Chart Data: TIAX estimates these achievable reductions in greenhouse gas and criteria emissions from electric drive
242transportation
© 2015 Electric Power Research Institute, Inc. All rights reserved.
121
Met-Ed/EPRI/RACC Workshop
10/27/2015
Education Campaign with EPRI and EEI 2014
Webinar
eLearning
tool
243
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Commercial & Industrial Guide to Electric Transportation
FREE Download: http://www.epri.com/abstracts/Pages/ProductAbstract.aspx?ProductId=000000003002004898
244
© 2015 Electric Power Research Institute, Inc. All rights reserved.
122
Met-Ed/EPRI/RACC Workshop
10/27/2015
Resources
Web http://et.epri.com/
– Forklift research and life
cycle cost calculator
– Demonstrations
– Case studies and public
reports
– Online training
Video YouTube
Local dealer
representatives
Utility representatives
245
© 2015 Electric Power Research Institute, Inc. All rights reserved.
• Electrotechnologies for
Industrial Process Heating
• Electrotechnologies in
Machining and Welding
• Applications and Case Studies
© 2015 Electric Power Research Institute, Inc. All rights reserved.
123
Met-Ed/EPRI/RACC Workshop
10/27/2015
Process Heating Overview
Process heating accounts for
– 21% of total industrial energy use
– 2 to 15% of total industrial production cost
Process temperature range: 300 – 5,000+oF
End Use Not
Reported
39.1%
Other
3.9%
Process Heating
21.0%
Machine Drive
10.6%
Electrochemical
Processes
1.3%
Process Cooling
and Refrigeration
1.5%
Facility HVAC
4.2%
CHP and/or
Cogeneration
8.5%
Conventional
Boiler Use
9.9%
Source: Energy Information Administration, 2006 Manufacturing Energy Consumption Survey
247
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Industrial Net Electricity Consumption (End Use)
Process
Cooling and
Refrigeration
7.2%
ElectroChem ical
Proces ses
7.2%
Facility
Lighting
6.9%
Other
6.6%
Machine Drive
50.6%
Facility HVAC
9.3%
Proces s
Heating
12.1%
~100 Billion
KWh
2006
Only 12.1% of Process Heating uses electricity
Total Industrial Net Electricity Consumption
= 2,850 Trillion Btu (= 834 Billion KWh)
Source: Energy Information Administration, 2006 Manufacturing Energy Consumption Survey
248
© 2015 Electric Power Research Institute, Inc. All rights reserved.
124
Met-Ed/EPRI/RACC Workshop
10/27/2015
Manufacturing Process Heating - Consumption of Electricity
by Sector, 2008
Primary Metal Manufacturing
– Largest electricity user
(39.4 billion KWh)
249
© 2015 Electric Power Research Institute, Inc. All rights reserved.
What is Process Heating?
Source: U. S. Department of Energy -Energy Savings Assessment (ESA) Process Heating Assessment and Survey Tool (PHAST) Introduction, Arvind
Thekdi, 2007
250
© 2015 Electric Power Research Institute, Inc. All rights reserved.
125
Met-Ed/EPRI/RACC Workshop
10/27/2015
Process Heating System Components
Heating devices: generate and supply heat
Heat transfer devices: move heat from source to
product
Heat containment devices: e.g. furnaces,
heaters, ovens
Heat recovery devices
Support Systems: e.g. sensors and controls,
materials handling, emission control, safety, other
auxiliary systems
251
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Categories of Process Heating
Combustion-based
Boilers and steam generators
Muffle furnaces
Atmosphere generators
Ovens
Blast furnaces
Radiant tube heat treat furnaces
Crucible furnaces
Reverberatory furnaces
Dryers
Salt bath furnaces
Indirect process heaters
Solid waste incineration
Kilns
Thermal oxidizers
Heat recovery and heat exchange
Electric Processes (Topic of discussion of this webcast)
252
Resistance
Electromagnetic Waves
Induction
- Infrared (IR)
- Radio Frequency (RF)
Plasma Arc
- Microwave (MW)
- Ultraviolet (UV)
© 2015 Electric Power Research Institute, Inc. All rights reserved.
126
Met-Ed/EPRI/RACC Workshop
10/27/2015
Four Major Technologies
Induction Heating
Infrared Heating
Microwave Heating
253
Radio Frequency Heating
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Induction Heating
Used for heating directly, heat
treating or melting conductive
materials, typically metals.
Plastics and other nonconductive
materials (e.g., chemicals) often
can be heated by first heating a
conductive material that transfers
heat to the nonconductive material.
Generates heat within the
workpiece
Workpiece
Induction
coil
254
© 2015 Electric Power Research Institute, Inc. All rights reserved.
127
Met-Ed/EPRI/RACC Workshop
10/27/2015
Induction Heating Types
Direct induction heating:
– It occurs when the material to be heated is in the
direct alternating magnetic field.
– Comparably high power densities and high heating
rates can be achieved.
– Direct induction heating is primarily used in the metals
industry for melting, heating, and heat treatment
(hardening, tempering, and annealing).
Indirect induction heating:
– a strong electromagnetic field generated by a water
cooled coil induces an eddy current into an electrically
conducting material (susceptor), which is in contact
with the material to be treated.
– Plastics and other nonconductive materials (e.g.,
chemicals) often can be heated by indirect induction
heating
255
Courtesy: Electrolux
Heat Penetration Depth
do
1
2
d o
1
f
r f
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Induction Heating – Advantages
Precise heat location
Rapid heating of parts: Development of heat within the
workpiece by induction provides much higher heating rates
Fast start-up of equipment
Lower energy costs: When not in use, the induction power
supply can be turned off thus saving energy.
Easier process control and monitoring: It is easier to control
repeatability and monitor the process on a part-by-part basis
since it is not a batch process.
256
© 2015 Electric Power Research Institute, Inc. All rights reserved.
128
Met-Ed/EPRI/RACC Workshop
10/27/2015
Induction Heating – Advantages
Ease of automation: Many manufacturers have completely
automated their induction heating equipment.
Compact footprint: Induction heating installations are
generally much smaller than conventional gas fired heating
furnaces for equivalent throughput.
257
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Induction Melting – Operating Principle
An induction furnace operates on a similar
principle to a transformer.
The induction coil acts as a primary coil, having
many turns, and the charge acts a secondary
coil, with only a single turn.
When an alternating current is applied to the
induction coil of a furnace, a significantly larger
current is induced in the metallic charge
materials.
The resistance to the passage of the induced
current within the furnace charge causes the
charge to heat up until it eventually melts.
Once the metal is molten the magnetic field
generated creates a stirring action in the bath,
producing both homogenization of the chemical
composition and assimilation of any bath
additions.
Two major types: Coreless & Channel Furnace
258
© 2015 Electric Power Research Institute, Inc. All rights reserved.
129
Met-Ed/EPRI/RACC Workshop
10/27/2015
Coreless Induction Furnaces
Has refractory shell surrounded by the coil. Further
classified as:
Line: 60Hz
Medium: 200-1200Hz
High: Over 1200 Hz
Variable Frequency Units
Best suited for melting turnings or clippings & for simple
charging and pouring operations
Advantages:
– Furnace can be completely emptied to change an
alloy
– Can be sized to meet melting needs
– Very efficient – 55-80% compared to fossil-fuel (750%)
Disadvantages:
– Refractory cracks can cause premature lining failure
Source: Melting technologies for Aluminum and other Non-ferrous metals – EPRI Technical Commentary –Product Id:1001025, 2000
Image
259courtesy: Good Practice Guide 50 – Efficient Melting in Coreless Induction Furnaces
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Channel Induction Furnace
Inductor consists of water-cooled coil
embedded in the refractory
Channel is formed in the refractory
through the coil and this channel forms a
continuous loop with the metal in the main
part of the furnace
Hot metal in the channel circulates into
the main body of the metal in the furnace
and is replaced by colder metal
Advantages:
– Higher efficiency (70-80%) than coreless and
natural gas furnace
– Extremely effective at mixing to have
homogeneous temperature
– Can be used for holding molten metal
Source: Melting technologies for Aluminum and other Non-ferrous metals – EPRI Technical Commentary –Product Id:1001025, 2000
http://www.fomet.com/P/24/INDUCTION-FURNACE/POURING-INDUCTION-FURNACE---PR---PRV.html
260
© 2015 Electric Power Research Institute, Inc. All rights reserved.
130
Met-Ed/EPRI/RACC Workshop
10/27/2015
Comparison of Electric and Natural Gas Furnaces for Melting
Aluminum
Electric
Induction
Melting
Source: Melting technologies for Aluminum and other Non-ferrous metals – EPRI Technical Commentary –Product Id:1001205, 2000
261
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Infrared Heating
Wavelength range 0.76 – 10 microns
Line-of-sight technology
Suited for surface heating applications
Source: The Basics of Infrared, Wayne Pettyjohn, Georgia Power, Presented at IHEA workshop, March 2013
262
© 2015 Electric Power Research Institute, Inc. All rights reserved.
131
Met-Ed/EPRI/RACC Workshop
10/27/2015
Electric IR – Characteristics
Quantity
1
263
Control
Precision
Intensity
2
3
4
© 2015 Electric Power Research Institute, Inc. All rights reserved.
IR Fundamentals
Infrared (IR) heating is the transfer of thermal energy in
the form of electromagnetic waves.
The amount of power emitted by the surface of an object
is given by the Stefan-Boltzmann law.
The law states that the amount of power radiated by an
object is proportional to the surface area and the fourth
power of the absolute temperature of the surface.
264
© 2015 Electric Power Research Institute, Inc. All rights reserved.
132
Met-Ed/EPRI/RACC Workshop
10/27/2015
Factors to Consider For Designing IR System
Total output power (BTUs) of the source
Wavelength (temperature) of the source
Distance from the source to the product
Reflective characteristics of the oven cavity
Air movement and temperature in the oven
Time product is exposed to the source
Ratio of exposed surface area to mass of the product.
Specific heat of the product
Emissivity of the product
Thermal conductivity of the product
265
© 2015 Electric Power Research Institute, Inc. All rights reserved.
How does Infrared Work?
When infrared radiation strikes an object, it will:
– Be reflected from the surface of the object
– Travel straight through the object with little or no effect
– Be absorbed by the object, its energy converted to heat
Characteristics of IR:
Infrared heats from the source to the target – it does not heat the air in
between.
The heat energy is not transferred through an intermediate medium.
266
© 2015 Electric Power Research Institute, Inc. All rights reserved.
133
Met-Ed/EPRI/RACC Workshop
10/27/2015
Infrared Benefits
Immediate turn on/off
Full output obtained within
seconds
Reduced environmental concerns
(point emissions)
Electric IR Tunnel
Oven for Powder Coat
Curing
Energy efficiency > 90%
267
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Electric IR System to
Pre-Heat Aluminum
Billets
Infrared: Applications
Textile and Paper industry
for drying
Latex and adhesive drying
Annealing and curing of
rubber
Powder coating of metal
Preheating cast aluminum
wheels
Heating aluminum strips
prior to bending
Ink curing
Drying of parts
268
• Fine soldering
• Silk screening
• Molding plastics by
blowing, vacuuming,
squeezing the plastic
between calendar rolls
© 2015 Electric Power Research Institute, Inc. All rights reserved.
134
Met-Ed/EPRI/RACC Workshop
10/27/2015
Infrared Application – Food Industry
Tomato Peeling
Tomatoes are fed through
conveyors
IR heating heats the surface skin
of the tomatoes
Heated tomatoes pass through
vacuum valve and a core
scrubber to peel the skin
New application
Sustainable operation
Sample
inlet
conveyor
Reflector
Emitter
Conveyor
direction
(up)
Conveyor
direction
(up)
Sample
support
extension
Tomato
Sample outlet
Collector
– Conservation of water
– No harsh chemicals used
269
UC Davis and USDA Research
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Infrared Challenges and Remedies
Requires direct line-of-sight
– use metal parts to conduct
heat to other areas
Not effective where moisture
readily retained
– use combo IR-convection
oven solution
Water vapor in IR path can
absorb incident energy
– use air knife and ventilation
to minimize this factor
270
Two Pass Electric
Infrared Dryer
© 2015 Electric Power Research Institute, Inc. All rights reserved.
135
Met-Ed/EPRI/RACC Workshop
10/27/2015
Microwave Heating
Suited for drying applications of
polar molecules (i.e. water)
Industrial microwave frequencies
–
–
–
–
915 MHz
2.45 GHz (typically used)
5.8 GHz
24.125 GHz
Recent advances in solid state
amplifier devices make
improvements to magnetrons more
economically attractive
271
© 2015 Electric Power Research Institute, Inc. All rights reserved.
The Magnetron
The device in microwave ovens that
generates microwaves
272
© 2015 Electric Power Research Institute, Inc. All rights reserved.
136
Met-Ed/EPRI/RACC Workshop
10/27/2015
Microwave Drying Applications
273
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Microwave Heating Advantages
Quick heat penetration
Selective heating: Since different materials absorb microwave energy at
different rates, due to the loss factor, a product with many components
can be heated selectively. This is advantageous, for example, because a
prepackaged medicine or food product can be sterilized without heating
the package. Selective heating also results in more uniform temperature
and moisture profiles, improved yields and enhanced product
performance.
Improvement of product quality: Unlike conventional heating methods,
microwave technology avoids degradation of product strength and
surface properties. It is a non-contact method of heating. This is
beneficial in the textile industry because use of microwave dryers
decrease drying stresses, reduce material finish marring, and improve
overall product quality.
274
© 2015 Electric Power Research Institute, Inc. All rights reserved.
137
Met-Ed/EPRI/RACC Workshop
10/27/2015
Microwave Advantages
Increased flexibility: Complex shapes heat more uniformly
with microwave energy because heat is not generated
directly on the surface.
Combination with conventional methods: Because
microwave units are more compact, they may be added
before, after or inside conventional heating or drying units.
This can decrease processing times by as much as 75%.
275
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Microwave Application - Food Industry
Bacon cooking:
MW cooking systems operate
at 400 to 500 KW
Operating frequency: 915MHz
Throughput: 50,000 to 60,000
slices of bacon per hour.
Finished bacon is packed and
frozen for distribution.
Approximately 150 to 200
million kilograms of raw bacon
processed in USA per year
276
Source: http://www.microdry.com/btd.htm
© 2015 Electric Power Research Institute, Inc. All rights reserved.
138
Met-Ed/EPRI/RACC Workshop
10/27/2015
Radio Frequency Heating
277
© 2015 Electric Power Research Institute, Inc. All rights reserved.
RF Heating Application: Food Industry
Pest Control in Walnut Processing
UC Davis researchers found that industrial grade RF
heating at 27 MHz, 25kW system is proven to be effective in
killing the insects in a walnut without quality degradation.
278
© 2015 Electric Power Research Institute, Inc. All rights reserved.
139
Met-Ed/EPRI/RACC Workshop
10/27/2015
Benefits of RF Heating vs. Gas Convection
Quick heating: Heating occurs throughout the material’s
mass and is 2 to 20 times quicker than by conventional
methods.
Uniform heating: For a homogeneous (same composition)
material, heating is more uniform throughout the cross
section, ensuring more uniform material properties.
Selective heating/drying: In a heterogeneous (different
composition) material, each component responds to the
energy and heats at a different rate.
Improved product quality: Heat sensitive materials are not
exposed to high temperatures for long times, improving
product strength and quality.
279
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Benefits of RF Heating vs. Gas Convection
Combination with conventional methods: RF or microwave
heating boosters can be added before, after, or inside
existing equipment to speed the process.
Space savings: RF and microwave heating equipment
requires only 20 to 35% of the floor space of conventional
heating units.
High energy efficiency: The efficiency, defined as the energy
put into the material divided by the power supplied to the
equipment, is typically 50 to 70% for RF and microwave
heating.
280
© 2015 Electric Power Research Institute, Inc. All rights reserved.
140
Met-Ed/EPRI/RACC Workshop
10/27/2015
Resistance Heating
Direct resistance heating:
– This refers to systems that generate heat by
passing an electric current (AC or DC)
through a conductor, causing an increase in
temperature (I2R heating)
– material to be treated must have a
reasonable electrical conductivity.
– contact to the work piece is made by fixed
connectors, or in the case of melts, by
submerged electrodes.
– The connector and/or electrode material has
to be compatible with the material to be heattreated or melted.
281
The bar is heated by
passing current
through it (I2R)
Direct Resistance Heating of
Automotive Stabilizer Bars
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Resistance Heating
Indirect resistance heating and melting:
– refers to systems in which an electrical current is passed through a
resistor, and energy is transmitted to the work piece through
convection and/or radiation. E.g. Iso-thermal Melting (ITM) for
Aluminum
282
© 2015 Electric Power Research Institute, Inc. All rights reserved.
141
Met-Ed/EPRI/RACC Workshop
10/27/2015
Industrial Process Heating:
Applications and Case
Studies
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Introduction to Automotive Sector
Globally, U.S. motor vehicle industry is
the largest in the world.
– Annual production ~13million cars
– 76 assembly plants (15 companies)
– ~88-92% of energy is consumed for
manufacturing parts
– Employs ~420,000 as of 2009 (~1/2 of
number of people employed in 2000)
– Motor vehicle part manufacturing
sector – NAICS 3363
Source: Energy Efficiency Improvement and Cost Saving Opportunities for the Vehicle Assembly Industry
An ENERGY STAR® Guide for Energy and Plant Managers (Christina Galitsky and Ernst Worrell)
284
© 2015 Electric Power Research Institute, Inc. All rights reserved.
142
Met-Ed/EPRI/RACC Workshop
10/27/2015
Four Steps in Automobile Manufacturing
Primary Process
Heating Applications
Parts
Manufacturing
285
Vehicle Body
Production
Vehicle
Chassis
Production
Vehicle
Assembly
© 2015 Electric Power Research Institute, Inc. All rights reserved.
IR- Application in Coating (4 Step Process)
Base Coat
(or e-coat)
Primer
(or powder
coating)
Color (or
top coat)
Clear Coat
The powder
coating is gelled
in IR oven and
cured in
convection oven.
286
© 2015 Electric Power Research Institute, Inc. All rights reserved.
143
Met-Ed/EPRI/RACC Workshop
10/27/2015
Infrared Paint Curing
Gas-fired ovens:
– require the removal of all plastic components due to the operating
temperatures - labor intensive and time consuming.
– parts removed are often damaged and cannot be reused
– may contaminate uncured paint with dirt or smoke
Infrared ovens:
– can replace gas-fired low-bake ovens in paint curing applications
– IR processes reduce energy by reducing paint booth size
– increase productivity by reducing stoving time.
– do not require the removal of parts (like gas-fired ovens)
– reduce dirt inclusion in the uncured paint.
Need for Process Control system:
– In order to compensate for differences in the distances between
vehicles and the infrared lamps, color and ambient air temperature, a
control system should be installed with the infrared system
287
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Induction Heating Application
Induction hardening:
– Involves heating the work piece into the austenitic range by placing
the part in the magnetic field generated by high-frequency alternating
current flowing through an inductor.
– The part is then quenched with liquid.
– The process is extremely versatile and can be used for
uniform
surface hardening, localized surface hardening, tempering and
thorough hardening.
– The depth of heating is inversely proportional to the frequency,
consequently very precise case thickness can be developed.
Dp is Current penetration depth, material electrical resistivity (ρ), magnetic permeability (μ) and coil current frequency (f):
288
© 2015 Electric Power Research Institute, Inc. All rights reserved.
144
Met-Ed/EPRI/RACC Workshop
10/27/2015
Dual Frequency Gear Hardening
Parts
•Dual frequency systems are used more for surface
hardening parts with varying contours, such as gear
teeth.
•The gear is induction-heated by medium frequency
to the deep region for several seconds and is
reheated by high frequency for a short period (taking
advantage of the surface skin effect of high
frequencies) followed by quenching by water spray.
•For instance, a conventional induction heat
treatment might use a single frequency of 25kHz for
2.8 seconds. A dual frequency induction system
might use 3kHz frequency for 1.8 sec in preheating
and 150kHz for 0.18 sec during final heating. This
new technique produces the desired thin-surface
hardening with little distortion.
Inductors
289
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Resistance Heating Application: Pre-heat and Heat Treat
Automotive Stabilizer Bars
Direct resistance technology is used to stress relieve bars, up to 5in diameter.
– used to preheat round or square metal bar stock prior to operations such
as forging, stamping, extrusion, bending (for chains) and upsetting.
Workpiece material and shape are both important
Direct resistance readily heats materials with fairly high electrical resistivity,
such as carbon and low-alloy steels and nickel alloys.
Low electrical resistivity materials such as copper and aluminum are often not
cost-effective.
Direct Resistance Heating of 26 ft long x 5 in
Diameter Steel Bar to 1000oC
290
© 2015 Electric Power Research Institute, Inc. All rights reserved.
145
Met-Ed/EPRI/RACC Workshop
10/27/2015
Resistance Heating Application: Pre-heat and Heat Treat
Automotive Stabilizer Bars
DC versus AC Heating:
– It is desirable to use DC because of shorter heating times due to the
absence of inductance effects
– In heating carbon steels when below the Curie point,1420°F ( 770°C), AC
heating produces an intense skin effect such that the surface temperature
is higher than the core temperature – not desirable.
Benefits:
– High thermal efficiency (up to 90%)
– Rapid startup and heating
– Temperature distribution favorable to transformation & uniform distribution
– Higher production rates
– Ease of automation
– Reduced floor space requirements (15% to 20% less)
– Low capital equipment investment & Lower maintenance
291
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Food Processing – Key Applications
Comfort and Freeze Protection
• Water lines, transfer lines, ingredient
storage tanks need freeze protection
• Heat tracing and heat transfer coils for
sub flooring and doors in freezer facilities
• Blower heaters used to keep bugs out
of stocks
• Wash down comfort heaters for general
plant heating
Courtesy: Chromalox
292
© 2015 Electric Power Research Institute, Inc. All rights reserved.
146
Met-Ed/EPRI/RACC Workshop
10/27/2015
Main Cable Types
Self Regulating
Constant Wattage
Mineral Insulated
Courtesy: Chromalox
293
Copyright 2015 Chromalox, Inc. All rights reserved.
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Te m p e r a t u r e M a n a g e m e n t S ys t e m s
• Heat Tracing
• Tube Bundles
• Instrument Enclosures
• Turn-Key Capabilities
Courtesy: Chromalox
294
Copyright 2015 Chromalox, Inc. All rights reserved.
© 2015 Electric Power Research Institute, Inc. All rights reserved.
147
Met-Ed/EPRI/RACC Workshop
10/27/2015
Plastic and Rubber Products
Key Submarkets:
Equipment Applications:
Heating Applications:
• Plastic Film / Sheet Lines • Extruders
• Cartridge Heaters
• Engineered Plastics
• Presses / Molds
• Band Heaters
• Composites
• Heated Rolls
• Heat Transfer Systems
Courtesy: Chromalox
295
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Rubber Curing through Microwave
Microwave heating is a quick and efficient method of
heating materials that are difficult to heat by
convection or infrared methods, so production rates
increase and product quality improves.
The most widespread industrial use of microwave
heating in automotive sector is to heat rubber—
gaskets, weather stripping, tires.
Pipe insulation and gaskets for automobile windows
and doors are made from sponge rubber.
Sponge rubber is formed by adding a blowing agent
that activates with heat, forming gas bubbles which
are entrapped in the rubber.
A combination infrared/microwave heating process
achieves an effect that conventional heating cannot.
Infrared heat first cures the surface to obtain a
smooth “skin. ” Microwave energy then cures the
interior to a uniform porosity.
296
© 2015 Electric Power Research Institute, Inc. All rights reserved.
148
Met-Ed/EPRI/RACC Workshop
10/27/2015
Metal Heat Treatment for Railroad Bearing (Pillar/ Ajax
Tocco)
Challenge: Increasing production demand for
railroad bearings required additional heating
capability. Excessive energy and maintenance
cost were associated with the initial gas fired
furnace operation.
New Method:
– Induction heating systems from Pillar/ Ajax Tocco
were considered as an alternative to conventional
gas fired furnace.
– The new installation requirement is evaluated to
determine cost/performance savings opportunities
via use of induction heating systems.
– Five new 2500 kW - 60/200 Hz induction heating
systems were installed.
297
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Metal Heat Treatment for Railroad Bearing (Pillar/ Ajax
Tocco)
Payback and Other Benefits
1. Overall cost savings/ton was
25% to 30%, providing a payback
period that ranged from 0.9 years
to 1.25 years
2. Scale loss reduced by 75%
3. Scrap reduced by 75%
4. Operating labor reduced by 50%
5. Maintenance reduced by 50%
6. Cost: Total installed system cost
was $600,000
298
© 2015 Electric Power Research Institute, Inc. All rights reserved.
149
Met-Ed/EPRI/RACC Workshop
10/27/2015
Hybrid Application - Electric IR Booster Speeds Aluminum
Aging Process (1/3)
Problem:
Unable to meet high demands by a leading cast
aluminum wheel manufacturer
Traditional method:
– Wheels were aged by:
heating the wheels to 1000oF and holding it
for 8 hours
rapidly quenching to bring wheel to room
temperature
artificially age wheels at 325oF gas oven for
30 min (300ft length)
– It took 2 passes to bring the wheel from room
temperature to 300oF and then age the wheel
at 325oF for 30 min – 300ft length
299
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Hybrid Application - Electric IR Booster Speeds Aluminum
Aging Process (2/3)
New Method:
– An electric IR heater (booster) along with the traditional gas-fired
oven was introduced.
– Example of Hybrid technology – utilizing electric and gas heating
– Wheels were passed through a 14ft electric (short wavelength) IR
oven
– Temperature of the wheels raised from room temperature to 300oF,
prior to the wheels entering into the gas oven.
– With the IR oven located at the entrance of the existing gas oven, the
wheels were now entering the gas oven at 300oF instead of room
temperature, and therefore the temperature of the wheels could easily
be elevated to the desired 325oF aging temperature.
– This also enabled the gas oven temperature to be maintained closely
at 325oF throughout the entire 300ft length without fluctuations.
300
© 2015 Electric Power Research Institute, Inc. All rights reserved.
150
Met-Ed/EPRI/RACC Workshop
10/27/2015
Case Study: Electric IR Booster Speeds Aluminum Aging
Process (3/3)
Results:
The result of introducing the IR
booster oven is that the wheels can
complete the artificial aging for 30
minutes at 325oF in one pass instead
of the earlier two pass which nearly
doubled the throughput of the plant
.
301
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Case Study – Determining Best Application for Process
Heating of Rock Granules
Granular Product heating is done in a
rotary dryers via Natural Gas.
– Process heats a lot of ambient air
as well.
– In one process there are many
ambient air intakes in addition to
combustion air.
85 Ton/Hr Flow
302
© 2015 Electric Power Research Institute, Inc. All rights reserved.
151
Met-Ed/EPRI/RACC Workshop
10/27/2015
Potential Process Heating Electrification Opportunity
Electro technology approach could
allow heating right before required and
consume significantly less BTUs.
As a result of the audit, EPRI brought
together WPS, Alabama
Power/Southern, and WPS Customer
for tests at the TAC in Birmingham.
– WPS Customer sent sample product for
testing with various electrotechnologies
(induction, IR)
303
Alabama Power’s TAC Web site
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Testing
WPS Customer
– Provided granular
material
EPRI
– Engineers to help
with test
APC TAC Center
– Facility
– Engineering Support
304
© 2015 Electric Power Research Institute, Inc. All rights reserved.
152
Met-Ed/EPRI/RACC Workshop
10/27/2015
Background
TAC received several 5 gallon
containers of material from WPS
Customer for testing.
Process Heating Tests were
conducted using four separate
heating techniques.
– Induction/conduction Test
– IR Stationary Test
– IR Flat Conveyor
Heating of material directly
while transported on
conveyor
– Infraround
Heating of pipe, transfer
heat to material
305
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Induction/conduction Test
at TAC Center
Investigated if material was metallic enough
by itself to use induction
Used ceramic / alumicon crucible to hold
material and test induction coil around
crucible
Found material not metallic enough for
induction alone to heat the material
Test was re-run using a piece of pipe in the
crucible which heated the material via
conduction
This method did not seem to be feasible
from a time standpoint and the test was
stopped after 60 seconds.
306
© 2015 Electric Power Research Institute, Inc. All rights reserved.
153
Met-Ed/EPRI/RACC Workshop
10/27/2015
Flat Conveyor Test
Most of testing focused on the
conveyor based IR system as it
was most controllable and
“automated”.
Test Steps
– Set Conveyor Speed and Hopper
Opening
(to control flow)
– Weigh Material, Measure Temp
– Load Feed Hopper
– Start Power Logging
– Start IR Heaters
– Remove Covers
– Start Conveyor
– Time Batch Run
– Measure Batch Temp
307
© 2015 Electric Power Research Institute, Inc. All rights reserved.
IR Heating Granular Material
Test in Progress
308
© 2015 Electric Power Research Institute, Inc. All rights reserved.
154
Met-Ed/EPRI/RACC Workshop
10/27/2015
Example Power Profile (kW) Vs. Time
90
80
70
60
kW
50
40
30
20
10
0
8:39:33 AM 8:39:42 AM 8:39:50 AM 8:39:59 AM 8:40:08 AM 8:40:16 AM 8:40:25 AM 8:40:34 AM 8:40:42 AM 8:40:51 AM 8:41:00 AM
-10
Time
309
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Electrotechnology
in Machining and
Welding
© 2015 Electric Power Research Institute, Inc. All rights reserved.
155
Met-Ed/EPRI/RACC Workshop
10/27/2015
Traditional Machining – Subtractive Manufacturing
In CNC Machining, an unfinished
product or "blank" undergoes a
finishing process.
This could include stamping,
milling, boring, cutting, drilling,
and/or grinding.
Many metal fabricators utilize
computer numerical control
(CNC) machines and other
electronic equipment to shape
these metal components which
are used in various markets automotive, appliance, and
electronics, just to name a few.
311
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Typical CNC Machine
312
© 2015 Electric Power Research Institute, Inc. All rights reserved.
156
Met-Ed/EPRI/RACC Workshop
10/27/2015
Multi-Axis Servo Drive - Key Electro technology in CNC
Machining
A multi-axis servo is typically a three-phase input device that is
used in robotics and CNC applications where precision
positioning and speed controls are needed for cutting, spinning,
or positioning on more than one axis at a time.
These units typically have a power supply that sources the rack
along with a CPU and servo drive cards for each individual axis.
313
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Additive Manufacturing
What is it?
– Additive Manufacturing (AM) is a process to describe the technologies
that build 3D objects by adding layer-upon-layer of material, whether
the material is plastic, metal, concrete or even human tissue.
– Traditional methods have been subtractive manufacturing where
materials are removed from a big piece or block of metal, wood etc to
create the needed object
– In 3-D printing, the printer uses a blueprint of a digital model to
make the item one layer at a time. Printers have been designed to use
different materials—including plastic, ceramic, silver, steel,
concrete and even stem cells— to make products.
Source: http://additivemanufacturing.com/
314
© 2015 Electric Power Research Institute, Inc. All rights reserved.
157
Met-Ed/EPRI/RACC Workshop
10/27/2015
Steps Involved in Additive Manufacturing
Required: Computer, 3D modeling software (Computer
Aided Design or CAD), 3D machine equipment and layering
material.
Steps:
– CAD sketch is first produced
– Additive Manufacturing equipment reads in data from the CAD file and
lays downs or adds successive layers of liquid, powder, sheet material
or other, in a layer-upon-layer fashion to fabricate a 3D object.
Source: http://additivemanufacturing.com/
315
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Examples of Additive Manufacturing
+ SLA - Stereolithography
Very high end technology utilizing laser
technology to cure layer-upon-layer of
photopolymer resin (polymer that changes
properties when exposed to light).
The build occurs in a pool of resin. A laser
beam, directed into the pool of resin, traces
the cross-section pattern of the model for that
particular layer and cures it.
During the build cycle, the platform on which
the build is repositioned, lowering by a single
layer thickness. The process repeats until the
build or model is completed.
Specialized material may be need to add
support to some model features.
Models can be machined and used as patterns
for injection molding, thermoforming or other
casting processes.
316
Source: http://additivemanufacturing.com/
© 2015 Electric Power Research Institute, Inc. All rights reserved.
158
Met-Ed/EPRI/RACC Workshop
10/27/2015
Examples of Additive Manufacturing
+ FDM Fused Deposition Modeling
Process oriented involving use of
thermoplastic (polymer that changes
to a liquid upon the application of heat
and solidifies to a solid when cooled)
materials injected through indexing
nozzles onto a platform.
The nozzles trace the cross-section
pattern for each particular layer with
the thermoplastic material hardening
prior to the application of the next
layer.
The process repeats until the build or
model is completed.
Specialized material may be need to
add support to some model features.
Similar to SLA, the models can be
machined or used as patterns.
317
Source: http://additivemanufacturing.com/
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Examples of Additive Manufacturing
+ MJM Multi-Jet Modeling
Multi-Jet Modeling is similar to
an inkjet printer in that a head,
capable of shuttling back and
forth (3 dimensions-x, y, z))
incorporates hundreds of small
jets to apply a layer of
thermopolymer material, layerby-layer.
Source: http://additivemanufacturing.com/
318
© 2015 Electric Power Research Institute, Inc. All rights reserved.
159
Met-Ed/EPRI/RACC Workshop
10/27/2015
Examples of Additive Manufacturing
+3DP – 3D Printing
This involves building a model in a
container filled with powder of either
starch or plaster based material. An
inkjet printer head shuttles applies a
small amount of binder to form a
layer. Upon application of the binder,
a new layer of powder is sweeped
over the prior layer with the
application of more binder. The
process repeats until the model is
complete. As the model is supported
by loose powder there is no need for
support. Additionally, this is the only
process that builds in colors.
Source: http://additivemanufacturing.com/
319
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Examples of Additive Manufacturing
+ SLS - Selective Laser Sintering
(SLS)
Somewhat like SLA technology
Selective Laser Sintering (SLS)
utilizes a high powered laser to fuse
small particles of plastic, metal,
ceramic or glass. During the build
cycle, the platform on which the
build is repositioned, lowering by a
single layer thickness. The process
repeats until the build or model is
completed. Unlike SLA technology,
support material is not needed as
the build is supported by unsintered
material.
Source: http://additivemanufacturing.com/
320
© 2015 Electric Power Research Institute, Inc. All rights reserved.
160
Met-Ed/EPRI/RACC Workshop
10/27/2015
Electron Beam Welding
Electron beam welding (EBW) is a
fusion welding process in which a
beam of high-velocity electrons is
applied to two materials to be joined.
The work pieces melt and flow
together as the kinetic energy of the
electrons is transformed into heat
upon impact. EBW is often performed
under vacuum conditions to prevent
dissipation of the electron beam
Electron Beam (EB) Welding is used
for joining ferrous metals, light metals,
precious metals, and other alloys to
themselves or each other
Photo Source: http://www.ebteccorp.com/content.php?p=eb_welding
http://en.wikipedia.org/wiki/Electron_beam_welding
321
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Electron Beam Machining (EBM)
Electron-beam machining (EBM) is a
process where high-velocity electrons
concentrated into a narrow beam are
directed toward the work piece, creating
heat and vaporizing the material. EBM
can be used for very accurate cutting or
boring of a wide variety of metals.
Surface finish is better and kerf width is
narrower than those for other thermal
cutting processes
To achieve the fast evaporation of the
material, the power planar density in the
beam cross-section must be as high as
possible: - values up to 10^7 W/mm^2
can be achieved at the spot of impact
As the electrons transfer their kinetic
energy into heat in a very small volume,
the material impacted by the beam is
evaporated in very short time.
EBM Technology
Photo Source: http://www.ebteccorp.com/content.php?p=eb_welding
http://en.wikipedia.org/wiki/Electron_beam_machining
322
© 2015 Electric Power Research Institute, Inc. All rights reserved.
161
Met-Ed/EPRI/RACC Workshop
10/27/2015
Electron Discharge Machining (EDM)
EDM can be used to machine
conductive materials of any
hardness (for example steel or
titanium) to an accuracy of up to
one-thousandth of a millimeter
with no mechanical action.
By virtue of these properties,
EDM is one of the key
technologies in mold and tool
making.
There are two distinct processes
– wire-cutting EDM
– die-sinking EDM
Photo Source: http://lyntron.com/manufacturing/edm
http://www.gfac.com/content/gfac/com/en/Products/EDM.html
http://www.milcowireedm.com/wire-edm.htm
323
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Die-Sinking Electron Discharge Machining (EDM)
In the case of die-sinking EDM, the required
shape is formed negatively in the metal with
a three-dimensional electrode.
By superimposed movements in the main
axes x, y, c, z, the most varied shapes,
indentations and cavities are created, such
as cannot in part be achieved by any other
machining system.
Example, a helicoid cavity or a rectangular
hole in one single steel block or the
machining of an extremely thin, hardened
steel sheet that may not be subjected to
any mechanical pressure.
Source: http://www.edmmachining.com/sinker_edm.htm
324
© 2015 Electric Power Research Institute, Inc. All rights reserved.
162
Met-Ed/EPRI/RACC Workshop
10/27/2015
Wire Cutting Electron Discharge Machining (EDM)
EDM wire cutting uses a metallic wire
(electrode) to cut a programmed contour in
a workpiece.
Extrusion dies and blanking punches are
very often machined by wire cutting.
In the machining area, each discharge
creates a crater in the workpiece (material
removal) and an impact on the tool (wear of
the tool/electrode).
The wire can be inclined, thus making it
possible to make parts with taper or with
different profiles at the top and bottom.
The wire is usually made of brass or
stratified copper, and is between 0.02 and
0.33 mm diameter.
Photo Source: http://www.gfac.com/content/gfac/com/en/Products/EDM.html
325
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Electro Chemical Machining (ECM)
ECM is a gentle electro-chemical process that
removes the metal without sparking with the
workpiece being polarised positively (as anode) and
the tool polarized negatively (as cathode), using a
DC or a pulse source
The charge in the working gap between cathode and
anode runs through an electrolyte solution - usually
sodium nitrate or sodium chloride - and detaches
metal ions from the workpiece
This material can then be filtered out from the
electrolyte solution in form of metal hydroxides.
The contour of the tool cathode is customized to suit
machining requirements.
ECM thus removes metal only at those points where
it is required and it does so without causing
mechanical or thermal stresses. This is where the
main advantage of the process lies.
The narrowly defined process allows for the
reproducible precision machining of even the most
delicate filigree components.
Source: http://www.substech.com/dokuwiki/doku.php?id=electrochemical_machining
http://www.emag.com/machines/applications/technologies/ecm-electro-chemical-machining/technology.html
326
© 2015 Electric Power Research Institute, Inc. All rights reserved.
163
Met-Ed/EPRI/RACC Workshop
10/27/2015
Electroforming
Electroforming is a processing
technique in which a current is applied
to positive and negative electrode
submerged in an electrolytic bath in
order to deposit an electroplatable
material on the surface of the
electrode
By replacing the electrode with a
mold made of a conductive material ,
the electroplatable material can be
deposit on the surface of the mold
and therefore create metal
components in the same shape as the
mold
Photo Source: http://www.servometer.com/products/precision-electroforms/
http://www.omron.com/ecb/products/cn/special/connector-p1.html
327
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Electrochemical Finishing
Passivation, in physical chemistry and
engineering, refers to a material
becoming "passive," that is, being less
affected by environmental factors
such as air or water. It involves a
shielding outer layer of corrosion
which can be applied as a
microcoating or found occurring
spontaneously in nature.
Passivation is useful in strengthening
and preserving the appearance of
metallics.
As a technique, passivating is the use
of light coat of material such as metal
oxide to create a shell against
corrosion. Passivation can occur only
in certain conditions, and is used in
microelectronics to enhance silicon
328
Photo Source: http://www.cogne.com/en/concrinox2.asp
http://www.dynaox.com/solution_en/2010/11/parkerizing-process-bynsd.html
http://en.wikipedia.org/wiki/Passivation_(chemistry)
© 2015 Electric Power Research Institute, Inc. All rights reserved.
164
Met-Ed/EPRI/RACC Workshop
10/27/2015
Laser Beam Machining
Laser Beam machining (LBM) is an
unconventional & advanced machining process in Parts Made by LBM Process
which a laser beam is focused on the workpiece
causing material removal by vaporization.
A pulsed ruby laser is normally used for
developing a high power.
Profile creation of sheet metal parts is the most
common applications, but it is also possible to drill
holes and create blind features in many different
types of material.
Gas-assisted laser beam machining is common.
The gas type can be oxygen, inert gas, or air,
depending on material type and quality
requirements.
Examples of microelectronic micro-machining
include cutting, scribing & drilling all substrates,
trimming any hybrid resistors, patterning displays
of glass or plastic and trace cutting on
semiconductor wafers and chips.
Photo Source: http://www.mechanicaldesignforum.com/content.php?18-Laser-beam-machining-(LBM)
329
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Laser Beam Welding
Laser Beam Welding of High
Performance Alloys
Laser beam welding (LBW) is a welding
technique used to join multiple pieces of
metal through the use of a laser.
The beam provides a concentrated heat
source, allowing for narrow, deep welds
and high welding rates.
The process is frequently used in high
volume applications, such as in the
automotive industry.
Photo Source: http://www.laserk.com/newsletters/paperwelding.html
http://en.wikipedia.org/wiki/Laser_beam_welding
http://www.technology-licensing.com/etl/int/en/What-we-offer/Technologies-for-licensing/Metallics-andrelated-manufacturing-technologies/Laser-beam-welding-of-high-performance-alloys.html
330
© 2015 Electric Power Research Institute, Inc. All rights reserved.
165
Met-Ed/EPRI/RACC Workshop
10/27/2015
Plasma Arc Welding
Plasma Welding for Medical Device
Industry
Plasma arc welding (PAW) is an arc welding process
similar to gas tungsten arc welding (GTAW).
The electric arc is formed between an electrode and the
workpiece. The key difference from GTAW is that in
PAW, by positioning the electrode within the body of the
torch, the plasma arc can be separated from the
shielding gas envelope.
The plasma is then forced through a fine-bore copper
nozzle which constricts the arc and the plasma exits the
orifice at high velocities (approaching the speed of
sound) and a temperature approaching 28,000 °C
(50,000 °F) or higher.
Arc plasma is the temporary state of a gas. The gas gets
ionized after passage of electric current through it and it
becomes a conductor of electricity. In ionized state atoms
break into electrons(-) and ions(+) and the system
contains a mixture of ions, electrons and highly exited
atoms. The degree of ionization may be between 1% and
greater than 100% i.e; double and triple degrees of
ionization. Such states exist as more number of electrons
are pulled from their orbits.
The energy of the plasma jet and thus the temperature is
dependent upon the electrical power employed to create
arc plasma. A typical value of temperature obtained in a
plasma jet torch may be of the order of 50000oF against
about 10000oF in ordinary electric welding arc....
Photo Source:
http://www.substech.com/dokuwiki/lib/exe/detail.php?id=plasma_arc_welding_paw&cache=cache&medi
a=plasma_arc_welding.png
http://www.medicaldeviceweldingservices.com/plasma-wire-welding.htm
http://en.wikipedia.org/wiki/Plasma_arc_welding
331
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Resistance Welding Process
Resistance Welding
Electric resistance welding (ERW)
refers to a group of welding
processes such as spot and seam
welding that produce coalescence of
faying surfaces where heat to form
the weld is generated by the electrical
resistance of material vs. the time
and the force used to hold the
materials together during welding
Small pools of molten metal are
formed at the point of most electrical
resistance (the connecting or "faying"
surfaces) as an electrical current
(100–100,000 A) is passed through
the metal.
Photo Source: http://www.lucasmilhaupt.com/en-US/brazingfundamentals/brazingvswelding/
http://www.solteccorp.com/resistance-welders-by-avio
http://marinenotes.blogspot.com/2013/01/resistance-spot-welding-resistance-spot.html
332
© 2015 Electric Power Research Institute, Inc. All rights reserved.
166
Met-Ed/EPRI/RACC Workshop
10/27/2015
Electrolytic Deposition/ Removal
Electroplating is a process that uses electrical
current to reduce dissolved metal cations so
that they form a coherent metal coating on an
electrode.
The process used in electroplating is called
electrodeposition. It is analogous to a galvanic
cell acting in reverse.
Electrolytic Deposition Process
The part to be plated is the cathode of the
circuit. In one technique, the anode is made of
the metal to be plated on the part. Both
components are immersed in a solution called
an electrolyte containing one or more dissolved
metal salts as well as other ions that permit the
flow of electricity.
A power supply supplies a direct current to the
anode, oxidizing the metal atoms that comprise
it and allowing them to dissolve in the solution.
At the cathode, the dissolved metal ions in the
electrolyte solution are reduced at the interface
between the solution and the cathode, such
that they "plate out" onto the cathode.
Photo Source: http://www.nature.com/srep/2013/130703/srep02125/fig_tab/srep02125_F5.html
http://www.gearsolutions.com/article/detail/5434/the-electrolytic-edge-for-fine-finishing
333
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Advanced
Manufacturing – The
Future of How Things
are Made
Baskar Vairamohan, PE, CEM
Project Manager, EPRI
© 2015 Electric Power Research Institute, Inc. All rights reserved.
167
Met-Ed/EPRI/RACC Workshop
10/27/2015
Present Status: Mass Production and Central Manufacturing
Design for
Manufacturing
Economies of
Scale
Mass
Production
Product
Distribution
Source: UL Research, Rapid 2015
335
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Future: Custom Design and Distributed Manufacturing
Design for Use
Economies of
Scope
Mass
Customization
Distributed
Manufacturing
Supports local economies, bypass middlemen, and use
less energy
gy overall.
Source: UL Research, Rapid 2015
336
© 2015 Electric Power Research Institute, Inc. All rights reserved.
168
Met-Ed/EPRI/RACC Workshop
10/27/2015
Additive Manufacturing Market Growth – 2013 to 2023
OEM Parts, Industrial and Personal Systems will see a major growth in
the next 10 years
Source: UL Research, Rapid 2015
337
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Additive Manufacturing – 3D Printing
Digital to Physical
Traditional Manufacturing – Subtractive
Digital Manufacturing – Additive (Building Layer by Layer)
3D CAD File
Print the Model
Post Processing
Courtesy : Stratasys
338
© 2015 Electric Power Research Institute, Inc. All rights reserved.
169
Met-Ed/EPRI/RACC Workshop
10/27/2015
Technology – PolyJet Process (UV Cure)
Courtesy : Stratasys
339
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Benefits of Additive Manufacturing
Efficient use of
Resources
•
•
•
•
•
Fewer processing steps
Near net-shape
Less assembly and post-processing,
Less waste material
Less energy
• Production in lot size of ONE
Small Lot Productions • Mass customization
Rapid Manufacturing
Agile/ Lean
Manufacturing
Reverse Engineering
Cost Reduction
• Tool-less
• Extreme cycle time reductions
•
•
•
•
Spare parts on demand
No stockpiles
Eliminated or simplified supply chain
Simple logistics
• Scan and manufacture parts for legacy systems
• Expendable / Disposable products
Source: America Makes
340
© 2015 Electric Power Research Institute, Inc. All rights reserved.
340
170
Met-Ed/EPRI/RACC Workshop
10/27/2015
What’s currently going in Advanced
Manufacturing Nationwide
Regional Innovation Institutes
341
© 2015 Electric Power Research Institute, Inc. All rights reserved.
What are Regional Innovation Institutes? Why are they
formed?
Government initiative to bring
manufacturing back to America
Aimed to fill the gap between R&D and
Commercialization – valley of death
15 strategic areas identified to fund R&D
efforts
– E.g: Additive manufacturing, light weight
materials, digitalization, wide bandgap
power electronics, education etc.
Each institute is funded by US DOE/
DOD/ DOC/ NIST/ Education/ NSF for 5
years
Each institute is expected to self sustain
after 5 years
OUR FIRST PRIORITY IS MAKING AMERICA A MAGNET FOR NEW JOBS AND
MANUFACTURING. - PRESIDENT BARACK OBAMA
342
© 2015 Electric Power Research Institute, Inc. All rights reserved.
171
Met-Ed/EPRI/RACC Workshop
10/27/2015
Structure of Regional Innovation Institutes
National Institute (NNMI)
Regional Institutes
343
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Regional Innovation and Institutes
Focus: Accelerate adoption of additive manufacturing
technologies in the U.S. manufacturing sector & increase
domestic manufacturing competitiveness.
• Location: Youngstown, OH
Focus: Develop advanced manufacturing processes that will
enable large-scale production of wide bandgap (WBG)
semiconductors, which allow electronic components to be
smaller, faster and more efficient
• Location: North Carolina State University (NCSU) Raleigh, NC
Digital Manufacturing and Design Innovation Institute
Focus: Enable interoperability across the supply chain,
develop enhanced digital capabilities to design and test new
products, and reduce costs in manufacturing processes
• Location: University of Illinois (UI) Labs, Chicago, IL
344
© 2015 Electric Power Research Institute, Inc. All rights reserved.
172
Met-Ed/EPRI/RACC Workshop
10/27/2015
Regional Innovation and Institutes
Lightweight Innovations for Tomorrow
Focus: Will accelerate the introduction and
expand the use of more affordable products
made with high strength-to-weight alloys that
improve performance and reduce energy
consumption
• Location: EWI, Detroit, MI
Focus: Lowering the overall manufacturing
costs of advanced composites by 50%,
reducing the energy used to make
composites by 75% and increasing the
recyclability of composites to over 95% within
the next decade.
• Location: University of Tennessee, Knoxville
345
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Power Quality and
Energy Intensity
Characterization of 3D
Printing Machines
EPRI Test Results
© 2015 Electric Power Research Institute, Inc. All rights reserved.
173
Met-Ed/EPRI/RACC Workshop
10/27/2015
Why Focus on 3D Printing?
3D Printing (Additive Manufacturing)
is the most commonly recognizable
piece of technology constituting
advanced manufacturing.
10 Years ago, digital smart metering
was recognized as smart grid itself
(which was not true and often
misleading).
3D Printing is one of the first
building blocks in future smart
factory.
347
Recent Collaboration with America Makes
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Previous Successful Collaborative Efforts
Semiconductor
Processing
Equipment
EPRI has traditionally led research to
understand the customer end-use
equipment for the utility sector:
– Base line Power Quality Requirements
CNC
Machine
Tools
– Power Requirements, and Energy Intensity
This work has led End-Users, OEMs, and
Consultants to better understand the PQ
environment and utilize robust equipment
and power system designs.
This research has also led to new Industry
Standards (i.e. SEMI F47), improved
equipment designs through collaboration,
and important insights for everyone involved
along the way.
348
Chiller
Systems
Food
Processing
Plastic
Extrusion
© 2015 Electric Power Research Institute, Inc. All rights reserved.
174
Met-Ed/EPRI/RACC Workshop
10/27/2015
Key Research Questions
Power Quality & Reliability
– How will these loads be different from a PQ
Standpoint?
– What will PQ Sensitivities and Contributions be?
– What mitigation strategies will be required?
Power & Energy
– What will these loads look like from a power
standpoint?
– What is the energy intensity of additive
manufacturing in comparison with traditional
methods?
349
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Collaborators in Answering These Questions
National Research
Organizations
EPRI Member Utilities
3D Printing
Implementation Manufacturing Site(s)
350
Industrial Customers
© 2015 Electric Power Research Institute, Inc. All rights reserved.
175
Met-Ed/EPRI/RACC Workshop
10/27/2015
Injection Molding & Fused Deposition Modeling
• Part cycle time in seconds or minutes
• Hydraulic and Electronic motor drives (AC or DC)
• Resistive SCR Heaters for Melt Pipe and Mold
• Requires Cooling Water from local chiller or plant system
Injection Molding
• PQ Performance Understood
• Power Profile and Energy Intensity Understood
•
•
•
•
Part cycle time in minutes, hours, or days
Stepper Motor Drives
Resistive SCR Heaters for chamber
Requires compressed air & vacuum
or via internal pumps)
(from Plant air
FDM
• PQ Performance Not Well Understood
• Power Profile and Energy Intensity Not Well understood
351
*FDM – Fused Deposition Modeling
© 2015 Electric Power Research Institute, Inc. All rights reserved.
PQ Tests: Voltage Sag Tests
Completed Tests
America Makes:
–*FDM Machine
–**SLS Machine
Industrial Facility:
–*FDM Machine
ORNL/ MDF
–***EBM Machine
EPRI & FirstEnergy Performing Voltage
Sag Testing At America Makes
*FDM – Fused Deposition Modeling
**SLS – Selective Laser Sintering
***EBM – Electron Beam Melting
352
© 2015 Electric Power Research Institute, Inc. All rights reserved.
176
Met-Ed/EPRI/RACC Workshop
10/27/2015
Test Instruments for Voltage Sag Testing
EPRI 15A Single Phase Voltage Sag
Generator
EPRI 200A Three Phase
Voltage Sag Generator
353
© 2015 Electric Power Research Institute, Inc. All rights reserved.
NIST Artifact
354
© 2015 Electric Power Research Institute, Inc. All rights reserved.
177
Met-Ed/EPRI/RACC Workshop
10/27/2015
SLS Machine Test Result
Excerpts…
No UPS in system design
Machine does not meet
SEMI F47
EPRI indentified simple
improvements that will make
the machine more robust
90%
% Nominal Voltage
80%
70%
60%
50%
40%
SLA Dropout
30%
SEMI F47
20%
10%
0%
0
355
20
40
60
Voltage Sag Duration (Cycles)
© 2015 Electric Power Research Institute, Inc. All rights reserved.
FDM Machine Test Excerpts…
Machine was robust to voltage sags
and found to meet SEMI F47 and
IEC 61000-4-34
These are stringent voltage sag
standards
FDM machine has a built in UPS
The internal system was
programmed to initiate system shut
down if the voltage interruption is
more than 2 seconds
EPRI can work with OEM to
recommend increasing the timing
past 2 seconds to protect the
equipment.
356
© 2015 Electric Power Research Institute, Inc. All rights reserved.
178
Met-Ed/EPRI/RACC Workshop
10/27/2015
FDM Machine Test Excerpts…
Testing at America Makes
revealed the FDM machine
continued to run, during voltage
sags, but there was slight
product deformation.
357
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Plastics Additive Manufacturing Energy Intensity
(kWh/kg), NIST Artifact, 100% Dense
Key Finding-1: Desktop Units were able to
produce the same NIST part at 1/10 to 1/20th
the Energy Intensity of the Floor Models.
358
© 2015 Electric Power Research Institute, Inc. All rights reserved.
179
Met-Ed/EPRI/RACC Workshop
10/27/2015
Other Key Findings – Energy Measurement Results of
AM Equipment
• Some floor model 3D printers
regulate the chamber temperature
when the unit is not producing
product.
• Energy savings may be
realized by turning off the
chamber heaters when not in
use.
• However, this needs to be done
with caution. Laser based
systems require precise
chamber temperature to
operate
• Some floor model 3D printers
require chillers and compressed air
that may be shut off when not
producing product.
359
Chiller System
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Big Area Additive Manufacturing (BAAM)
Pellet-to-Part
– Pelletized feed replaces filament to
enable 50x reduction in material cost
High Deposition Rates (~20 lbs/h)
– ~100x commercial systems
– FDM is 1 to 4 ci/hr vs. BAAM is 200 to 400 ci/hr
Large Scale
– Prototype system 8’x8’x8’ build volume
– Commercial prototype 12’x6’x1.5’ build volume
Hybrid System
– Additive & subtractive capabilities
360
© 2015 Electric Power Research Institute, Inc. All rights reserved.
180
Met-Ed/EPRI/RACC Workshop
10/27/2015
Energy Intensity of 3D Printing Machines
Floor FDM
Floor SLS
Floor FDM
Floor FDM
Floor EBM
EBF
Floor
Desktop FDM
Desktop FDM
Desktop FDM
Desktop FDM
Desktop FDM
Floor BAAM
138.37
139.47
110.69
76.75
31.23
7
6.63
Key Finding-2: BAAM has
Lowest Energy Intensity of All
Units Tested by EPRI So Far!
5.33
2.97
1.16
0
361
BAAM
8.09
20
Energy Intensity (Wh/g) or (kWh/kg)
40
60
80
100
120
140
160
© 2015 Electric Power Research Institute, Inc. All rights reserved.
World’s 1st 3D Printed Car
Fast Facts
Print Time = 44 hours
Deposition Rate = 30-40 lbs/h
Material = 15-20% CF-ABS
Printed Weight = 1100 lbs
Finished Car Weight = ~1600 lbs
Estimated BTUs = ~1.97 MMBTUs (EPRI)
Retail Car Price = ~$20,000
https://www.youtube.com/watch?v=Mb3LK6SM1-Y
362
© 2015 Electric Power Research Institute, Inc. All rights reserved.
181
Met-Ed/EPRI/RACC Workshop
10/27/2015
Summary
Additive manufacturing industry is poised for
exponential growth
New applications will be developed in the next 5 years
3D Printers in general are sensitive to voltage
disturbances
– By following few simple low cost recommendations
the OEMs can harden the equipment and make
them robust
– The findings from the tests could be shared with
OEMs to help them understand the equipment better
Newer designs (such as BAAM) have lower energy
intensity than existing equipment
More industries will adopt 3D printing and advanced
manufacturing techniques in the coming years.
363
© 2015 Electric Power Research Institute, Inc. All rights reserved.
Seminar Outline
12:45 PM Electrification Technologies
– Non-Road Electric Transportation – Electric Forklifts
– Electrotechnologies for Industrial Process Heating
– Electrotechnologies in Machining and Welding
– Applications and Case Studies
1:30 PM Advanced Manufacturing – The Future of How Things are Made
2:15 PM Break
2:30 PM Reading Area Community College Lab Overview
2:40 PM Tour Reading Area Community College Labs
– Mechanical Lab
– Electrical Lab
– Controls Lab
– Precision Machinery Lab
364
© 2015 Electric Power Research Institute, Inc. All rights reserved.
182
Met-Ed/EPRI/RACC Workshop
10/27/2015
Together…Shaping the Future of Electricity
365
© 2015 Electric Power Research Institute, Inc. All rights reserved.
183
Met-Ed/EPRI/RACC Workshop
10/27/2015
October 27, 2015
Bonnie Spayd, Executive Director, Business & Industry,
Reading Area Community College (RACC)
What is mechatronics?
RACC Certificates and AAS Degree
Describing multiple entry/exit points,
credentials, degree options
RACC Keys to Success
1
Met-Ed/EPRI/RACC Workshop
10/27/2015
Computer Science
Mechatronics
Electrical
Engineering
Mechanical
Engineering
Controls
Engineering
Part count reduction
Pulleys
Belts
Drive sprockets
Spline shafts
Gearboxes
Motors
Bearings
Line shafts
- 45 to 0
- 15 to 0
- 15 to 0
- 2 to 0
- 16 to 10
- 1 to 10
- 18 to 3
- 6 to 0
Total
- 118 to 23
(81% reduction)
Case Study in Mechatronic Design
Generation 1 to generation 3 machine design, courtesy of R.A. Jones Packaging.
2
Met-Ed/EPRI/RACC Workshop
10/27/2015
AMIST 1
(Advanced Manufacturing Integrated Systems Technology)
Industrial Mechanical 1
• Hydraulics 1
• Hydraulics 2
• Pneumatics 1
• Pneumatics Maintenance
• Piping Systems
• Hydraulic
Troubleshooting
• Basic Mechanical Drives
• Light Duty V-Belt Drives
and Chain Drives
• Heavy Duty V-Belt Drives
• Heavy Duty Chain Drives
Industrial Electrical 1
• Electrical Control
Circuits 1
• Electrical Control
Circuits 2
• Electrical Motor
Control 1
• Electrical Motor
Control 2
• Electro-Fluid Power 1
• Electronic Sensors
• Residential/
Commercial Wiring
• Industrial Electrical
Wiring
• Industrial Power
Distribution
Industrial PLC 1
(AB SLC500) Part 1
• Introduction to
Programmable Logic
Controllers
• Basic PLC Programming
• PLC Motor Control
• Discrete I/O Interfacing
• Introduction to PLC
Troubleshooting & Systems
Troubleshooting
• Event Sequencing
• Application Development
• PLC Timer & Counter
Instructions
• Program Control
Instructions
• Math and Data Move
Instructions
3
Met-Ed/EPRI/RACC Workshop
10/27/2015
AMIST 2
(Advanced Manufacturing Integrated Systems Technology)
Industrial Mechanical 2
• Spur Gear & Multiple Shaft
Drives
• Mechanical Drives 3 (Bearings,
Gaskets, Seals, Gear Drives)
• Mechanical Drives 4 (Brakes,
Clutches, Bushings, Screw
Drives)
• Floor Standing Conveyors
• Vibration Analysis
• Laser Alignment
• Central Lubrication
• Pneumatic Directional Control
Valves & Air Logic
• Advanced Pneumatics
• Pneumatic Troubleshooting
Industrial Electrical 2
• Basic Electrical Machines System
• Advanced Electric Motor Controls
• DC Electronic Drives
• AC Electronic Drives
Industrial PLC 1 (AB SLC500) Part 2
• Analog Application System AB
SLC500
• Data Highway 485 System AB
SLC500
• Panelview Operator DH-485
System w/ Keypad AB SLC500
AMIST 3
(Advanced Manufacturing Integrated Systems Technology)
Process Control & Industrial
Instrumentation
• Process Control
• Thermal Process Control
Industrial Robotics & Motion
Control
• Automated Material
Handling Systems
• Flexible Manufacturing
Systems
• General Purpose Motion
Control System
• Multi-Axis Motion Control
System
Advanced Industrial PLC
AB ControlLogix
• ControlLogix Controller and
Troubleshooting Functions
• ControlLogix Analog Application System
• ControlLogix PanelView Plus System
• ControlLogix DeviceNet, ControlNet &
EtherNet
OR
PLC Siemens S7315
• Siemens Controller & Troubleshooting
Functions
• Siemens Analog Application System
• Siemens Profibus System
• Siemens Operator Panel (HMI)
4
Met-Ed/EPRI/RACC Workshop
10/27/2015
AMIST 4
(Advanced Manufacturing Integrated Systems Technology)
Computer Integrated Manufacturing
Systems
• Flexible Material Handling
• Robot Workstations
• Inventory Systems
• Serial Robot Communications
• PLC Communications
• Barcode Pallet Tracking
• Enterprise Resource Planning
• Manufacturing Execution Systems,
Management and Simulation
• EtherNet Operations & Applications
Manufacturing Fundamentals
• Blueprint Reading
• Quality Assurance
• Fundamentals of Project
Management
• MS Project
• Time Management
• Manufacturing Economics
• Budgeting and Resource
Management
Mechatronics Application Project
This course provides students the opportunity to apply skills and
knowledge gained from training in the electrical, mechanical
and process control program areas to an independent
mechatronics project related to consumer goods packaging.
BS Mechatronics Engineering
Technology*
(120+ credits) – Purdue University
Automation Equipment Designer
or
BS Electromechanical
Engineering Technology**
(120+ credits) – PSU Berks
Automation Engineering Assistant
BS Industrial Technology*
(120+ credits) – California State
University of PA Industrial
Manager or Supervisor
or
RACC AAS Mechatronics Engineering Technology
(75 credits) – RACC STTC Automation Equipment Technician
AMIST*** Level 2
(366 hours training = 12 credits)
RACC STTC Senior Industrial
Maintenance Technician
• Industrial Mechanics II
• Rotating Electrical Machines
• Programmable Logic Controls – Level 2
AMIST*** Level 3
•
•
•
Robotics & Motion Control
Process Control &
Instrumentation
Advanced Programmable Logic
Controls: AB ControlLogix or
Siemens
AMIST*** Level 4
•
•
•
Manufacturing Fundamentals
Computer Integrated
Manufacturing Systems
Mechatronics Application
Project
Entry Level Manufacturing Maintenance Job
AMIST*** Level 1
(342 hours training = 11 credits) – RACC STTC Industrial Maintenance Technician
• Industrial Mechanics I
• Industrial Electrical Systems
• Programmable Logic Controls – Level 1
* Math Required: Trigonometry
** Math Required : Calculus
*** Skills Certificate: AMIST
5
Met-Ed/EPRI/RACC Workshop
10/27/2015
Pre-Assessment of Theory & Hands-On Skills
Adjunct Teaching Faculty (Industry
Experienced)
Flexible Self-Paced Delivery of Curricula
Industry Relevant Equipment for Hands-On
Skills
Hybrid Learning Available (On-line + Lab)
Stackable Credentials (AMIST 1,2,3,4)
AAS Articulates to BS Degrees
Multiple/Job Ready Skill Exit Points
100% Job Placement
Bonnie Spayd, bspayd@racc.edu
www.racc.edu
6