Arc brazing - Innovative, safe and economical
advertisement

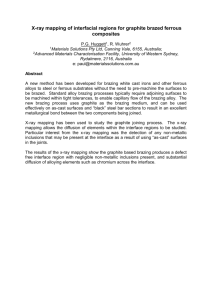
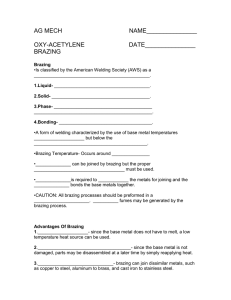
Arc brazing - Innovative, safe and economical Norbert Knopp, Mündersbach and Robert Killing, Solingen, Germany Introduction After welding and together with adhesion and mechanical joining, arc brazing is an important process for connecting metallic components. In comparison to welding, less heat is introduced into the joining area in arc brazing, meaning less damage to surface layers such as zinc plating and less distortion of components. Alongside conventional soft soldering using the wave soldering process, a soldering iron or flame, and brazing using a flame or an electric brazing furnace, arc brazing has become firmly established in manufacturing over the past few years with the increasing use of thin sheet metal with metallic plating. The term arc brazing covers a wide field, as it includes a whole range of soldering procedures. Some of these procedures, such as MIG/MAG brazing, use consumable electrodes, others, such as TIG and plasma soldering, use non-consumable tungsten electrodes. So far, however, application of the procedure is concentrated mainly on brazing thin metal sheets or fine metal sheets, especially sheet metals with metallic plating. The intention of this brochure is to demonstrate the factors involved. 1 plated materials are found most often in vehicle construction, household appliances and ventilation and air conditioning technology. Zinc plating can be applied in various ways. Hot galvanising can be carried out in a continuous operation, known as continuous galvanising (Sendzimir galvanising), or by dipping in zinc baths. The latter is known as hot dip galvanising. In addition there is electrogalvanising and metal spraying of zinc through thermal spraying. Thin coatings of aluminium, zinc/aluminium, zinc/nickel, aluminium/zinc, aluminium/silicon and aluminium/nickel can be applied to steel surfaces by hot dipping. The plating thickness produced by the various procedures varies greatly [1]. The thickest coatings occur with hot dip galvanising, measuring around 80 micrometers. The next thickest in order are continuous galvanising (around 20 micrometers) and galvanised zinc plating at a few micrometers in thickness. In hot dip galvanisation, various iron/zinc coatings are deposited on the surface of the iron first, followed by a coating of pure zinc. Figure 1 shows galvanic zinc plating on an iron surface with a thickness of 8 micrometers; Figure 2 shows a zinc plating of around 80 micrometers produced using loose piece plating. The thicker the zinc plating, the greater are the Definition of welding/brazing The differences between fusion welding and brazing are listed in Table 1. Whereas in welding the weld deposit and the parent metal are melted around the joining area and joined by the hardening of the fluid area of the materials, in brazing only the solder is melted and the connection to the parent metal is provided via adhesive forces and diffusion. The different connecting mechanisms also result in the lower energy requirement in soldering and consequential advantages such as reduced damage to the material and lower levels of distortion. The reduced heat feeding involved has other advantages which will be covered in later sections. 2 It all comes down to the plating To protect against corrosion, steel panels and profiles are often plated with metal. These Fusion welding as defined in DIN 1910 Brazing as defined by DIN 8505 Brazing is a process for joining metallic materials using a molten filler material (solder), where appropriate using flux. The welding temperature of the solder is below that of the parent metals being joined. These are wetted Fusion welding is welding using without being melted. molten metal limited to the joining area, with or without filler metal. Welding is the joining of materials in the weld zone using heat and/or force with or without filler metal. This can be facilitated or simplified using welding consumables, e.g. shielding gas, welding powder or paste. The energy required for welding is supplied by an external source. Table 1 Differences between fusion welding and brazing Figure 1 © 2003 EWM HIGHTEC WELDING GmbH 1/8 Galvanic zinc plating – 8µm thick WM023401;08.03 weld metal in form of bubbles. The mechanism behind mechanical pore formation is illustrated in Figure 3. This results in - usually tube-shaped - chains of pores in the weld metal. The problem of mechanical pore formation diminishes with a reduction in thickness of the items being joined. This is because in thin sheets very dense gaps are quite unlikely, and also because solidification is slower, improving degassing. Even so, groove shapes without gaps are preferable when welding materials with plated surfaces. Pores can also be formed, however, if zinc vapour becomes trapped by overflowing weld deposit. 3.3 Deterioration of welding properties difficulties arising in welding and brazing. Zinc vapour penetrating the arc area due to the significant affinity of zinc and oxygen also reduces the welding efficiency of the arc process. Free oxygen binding increases the surface tension on the forming droplet and produces a coarse material transfer combined with additional spatter formation. This applies to manual arc welding using stick electrodes, but especially to MAG welding. In this case the greater spatter effect also means that the shielding gas nozzle must be cleaned more often. As the viscosity of the weld deposit increases, the welding speed will often have to be reduced. 3 3.4 Figure 2 Loose piece zinc plating - 80µm thick Problems when welding materials with zinc-plated surfaces When welding zinc-plated surfaces, various problems can occur which become more complex with increasing thickness of the zinc coating [2]. 3.1 Cracking Zinc mixing into the weld deposit may create zinc deposits on the grain boundary, causing liquid metal embrittlement cracks in the weld seam through internal stress. However, the stress level required to form cracks must only be anticipated with higher strength steels and greater sheet thicknesses, which means that cracking in thin metal sheets has no great significance for welding. 3.2 3.5 Combustion of the zinc plating Next to the seam, the protective zinc plating is partially destroyed during welding. The same applies to the underside of the joint for thinner metal sheets. If these areas are very narrow – less than 2-3 mm – they do not necessarily have to be reworked, because the surrounding baseer zinc protects the iron cathodically. If wider zones are damaged, however, these must be re-plated just as the weld seam itself, e.g. by applying coating materials, applying solder coating or by Pore formation Due to the low boiling point of zinc (907° C), the substance may vaporise under the effect of the heat from the welding process. If this occurs at the surface only, the zinc vapour produced may escape as smoke. If the zinc is in a narrow gap such as in a fillet or lap weld, however, the zinc vapour cannot escape, leading to a pressure build-up in the welding gap, which, when it reaches a sufficient level, is released into the © 2003 EWM HIGHTEC WELDING GmbH Heavy smoke formation Due to evaporating and combusting zinc, smoke formation increases during welding, meaning that the permissible MWC (Maximum Working area Concentration) values for zinc oxide and for dust are generally exceeded. In this case, extraction of the welding smoke is required at the point of origin. Figure 3 2/8 Principle of mechanical pore formation WM023401; 08.03 Figure 5 Figure 4 Both inert gases (MIG brazing) and inert gases with low proportions of active gases (MAG brazing) are used as shielding gas. Direct current power sources with constant voltage characteristics are used for brazing. For working in the short arc range, conventional power sources can be used. For pulse arc brazing, electronic power sources (Figure 6) are preferable. Due to the lower electric output generally used for brazing, it is important that the power sources can be precisely adjusted, especially in the lower range, and that they have a fast control response. Schematic diagram of MSG brazing as per [3] thermal spraying. The difficulties described here for welding zincplated structures are much less marked in arc brazing due to the lower melting point of the solder and the lower heat feeding. The advantages of brazing will be covered below, but first the procedure for arc brazing and the solders used are described in more detail. 4 Procedures of arc brazing The principles, processes and systems for arc brazing are described in detail in German Welding Association (DVS) Information Sheet 0938, Part 1 [3]; a second sheet containing application notes is in preparation. The procedures can be sub-divided into metal shielding gas (MSG) and tungsten shielding gas (TSG) brazing processes. The principle behind the processes is essentially similar to the corresponding welding processes, except that a filler material (solder) with a lower melting range than the parent metal is used. In addition, the technique of brazing is slightly different and the process requires different parameter settings. 5 Four-roller drive 6 Principle of and equipment for TIG brazing As with TIG welding, in this process the arc burns between a consumable tungsten electrode and the workpiece. Inert gases are used as shielding gases. TIG brazing can be carried out by hand with manually fed brazing rods or using partial mechanisation where the brazing wire is fed by a separate drive unit (Figure 7). The power sources have decreasing characteristics and should be precisely adjustable especially in the lower range. Uniform direct current is used for the welding process. Principle and equipment for MIG/MAG brazing Figure 4 illustrates the principle behind MIG/MAG brazing. The solder is drawn from the spool on the feed roller unit by the feed rollers and fed to the torch via a tube package. The tube package should not be longer than 3 m if the wire is only pushed. Push/pull drives, where the wire electrode is both pushed and pulled, are ideal. Optimum feed properties are also provided by a 4-roller drive (Figure 5). The wire feed hoses should be made of plastic due to their low sliding resistance. In continuous operation, the use of water cooled torches is recommended. © 2003 EWM HIGHTEC WELDING GmbH Figure 6 3/8 Inverter power sources for MIG/MAG brazing WM023401; 08.03 8 Other processes in arc brazing In addition to the processes mentioned above, plasma MIG brazing, which combines a TIG and a MIG arc, can also be used. Separate settings of the two arcs in this hybrid process can be used to achieve specific effects. 9 Figure 7 7 Brazing additives Copper-based alloys (bronzes) are generally used in arc brazing. The main alloys are listed in Table 2. For zincplated metal sheets, silicon bronze SG-CuSi3 is mostly used. For aluminium-plated metal sheets, aluminium bronze is more appropriate. The table also includes the melting ranges of alloys. They are not much above 1000 °C and are therefore significantly lower than the melting range of the parent metal. Recently several special alloys for arc brazing have emerged, e.g. tin bronzes with a higher Sn-content (10 %) or silicon bronzes with an increased Mn content. In aluminium bronzes, nickel additives are also found. The brazing additives are available in diameters of 0.8 to 1.2 mm. The most frequently used brazing wire diameter is 1.0 mm. Schematic diagram of TIG brazing as per [3] Principle of and equipment for plasma brazing Plasma brazing can be carried out with uniform or pulse-shaped current. The power sources have decreasing characteristics; the principle behind the process is given in Figure 8. The constriction of the arc by a water cooled copper nozzle increases its energy density. Two shielding gas flows are required; one for the plasma gas and one for the shielding gas. The brazing additive in-feed is mechanised. As in TIG brazing, the power supply is not dependent on the quantity of brazing material used. To increase fusion performance and welding speed, the filler material can also be pre-heated by resistance heating through connection to a separate power source (plasma hot-wire brazing). As the tungsten electrode is positioned far back in the torch, the system is equipped with a high voltage pulse ignition aid. This first ignites a non-transferring auxiliary arc burning between the electrode and the restricting nozzle. This pre-ionises the subsequent arc path so that the transferring arc can then ignite touchlessly without a high voltage ignition pulse. 10 Shielding gases Whereas with the tungsten brazing process only inert gases (normally argon) are used as shielding gas due to the service life of the tungsten electrode, the use of argon with low proportions of active components in MSG brazing has certain advantages over pure argon. In our own tests with SG-CuSi3 brazing wire, adding 2.5 % CO2 or 1 % O2 resulted in improved stability of the arc, lower porosity and better flow characteristics of the solder. The heat feeding is increased slightly. The best visual appearance of the brazed seam and particularly good arc characteristics were achieved using argon + 2 % N2. However, pore formation was slightly greater. How the various shielding gases affect other brazing materials is shown in Table 3. Type DIN code Alloy base Melting range °C Silicon bronze SG-CuSi3 Cu + 3% silicon 910-1025 Tin bronze SG-CuSn6 Cu + 6% tin 910-1040 Aluminium bronze SG-CuAl8 Cu + 8% aluminium 1030-1040 Table 2 Figure 8 The main brazing materials used in arc brazing Schematic diagram of plasma brazing as per [3] © 2003 EWM HIGHTEC WELDING GmbH 4/8 WM023401; 08.03 Flow Seam Heat feeding Porosity Arc characteristics Designation Draft Limiting span length Butt weld on buttjoint 0 < S < 2tmin Fillet weld on tee joint 0 < S < 2tmin Wire Shielding gas SG-CuSi3 Argon + o ++ + o 99%Ar, 1%O2 ++ + o ++ ++ Fillet weld on lap joint 0 < S < 2tmin Fillet weld on lap joint 0 < S < 2tmin Fillet weld on lap joint (3 plate joining) 0 < S < 2tmin Egde joint weld 0 < S < 2tmin Flange weld 0 < S < 2tmin + SG-CuAl8 97.5%Ar, 2.5%CO2 ++ + o + ++ 98%Ar, 2%N2 ++ -- o ++ ++ 98%Ar, 2%H2 + -- o + o 70%Ar, 30%He + + + + o Argon + + ++ + + + 99%Ar, 1%O2 + + Figure 9 o + + o + + the coating in front of the torch and the rising vapour does not enter the arc area. Arc stability is not reduced, and the shielding nozzle becomes less dirty. The negative affects of the zinc coating described above for welding do not therefore occur, or are at least greatly reduced. The arc also cleans the bond level. Therefore, no flux is usually required for arc brazing. Occasionally, brazing on a slip of forward brazing material is recommended, so that the arc does not burn directly on the parent metal [1]. This means that less zinc combusts, but fusion penetration and the mixing of iron into the solder are reduced. Iron can only be dissolved in small quantities in copper materials. The proportion of iron over and above the absorption limit is present in the braze seam in the form of rounded foreign body inclusions, and the mechanical properties of the joint are impaired. The fear that bonding errors may occur due to the forward solder is unfounded with proper application, as the bond in brazing is not created by partial melting. The melting temperature of the solder is sufficient to melt the zinc layer still present on the surface (419 °C), enabling it to form an alloy with the solder. A type of special brass is produced as an intermediate layer, creating a material-inclusive bond. There is also a diffusion of copper into the parent material, which reinforces the bond. With arc brazing little heat should be fed in. On the one hand, this protects the metallic coating against excessive damage, and reduces the warping of the normally thin items being joined, on the other hand significant heat feeding is not required anyway because of the low melting + SGCuSn10 Table 3 11 97.5%Ar, 2.5%CO2 + 98%Ar, 2%N2 -- + - - o 98%Ar, 2%H2 -- - - o o 70%Ar, 30%He ++ + ++ ++ ++ Argon ++ o ++ + + 99%Ar, 1%O2 ++ + o ++ ++ 97.5%Ar, 2.5%CO2 + + o ++ ++ 98%Ar, 2%N2 ++ -- o -- ++ 98%Ar, 2%H2 -- -- -- -- -- 70%Ar, 30%He + o + + + + + + Effect of shielding gases in MSG brazing Workpiece preparation Due to the reduced sheet metal thickness concerned, mechanical working of the edges of the parts to be joined is not normally necessary. Butt joints, fillet welds on a T- and lap joints, seams on unprepared faces and flanged seams occur (Figure 9). To ensure good wetting between the solder and the parent material, the joining area should be bare metal and free of impurities. 12 12.1 Carrying out arc brazing MSG brazing In MSG brazing the torch position is slightly inclined (10-20 °). This means that the forward heat and the arc result in partial vaporisation of © 2003 EWM HIGHTEC WELDING GmbH Seam types and gap widths in MSG brazing 5/8 WM023401; 08.03 Sheet thickness [mm] 1 1.5 2 3 Arc voltage [V] 14.0 14.3 14.5 17 72 90 118 Welding current intensity 55 [A] Wire feed [m/min] 2.3 3.4 4.5 6.0 Shielding gas: Argon – 12 l/min; brazing wire: SG-CuSi3 – 1.0 mm thick; parent metal: Mat. no. 1.0312; brazing position: flat, horizontal vertical; torch angle: 10-20° incline; brazing speed: 50-70 cm/min; seam type: fillet weld on lap joint. Table 4: Guidelines for MIG brazing in the short-arc range; values as per [3] range of the solder. MSG brazing can therefore be carried out in the short arc range or in the lower output range of the pulse arc. Depending on sheet thickness, the current intensities are around between 50 and 120 amperes, with pulse brazing slightly lower. Table 6 and Table 4 contain guideline values for setting the equipment. In modern MSG systems, characteristics pre-programmed by the manufacturer can be called up for the brazing process. Figure 10 Torch inclination and wire feed angle as per [4] 12.2 WSG brazing TSG brazing is also carried out with less energy, but unlike MSG brazing the torch is used as in backhand welding. The arc should be directed more towards the molten pool. That way the zinc plating is not combusted directly, but the forward heat still results in a partial melting loss of the plating. With this technique, however, the risk of the parent metal melting is lower. In mechanised brazing it is even possible to position the brazing wire slightly underneath the arc by means of the relevant wire feed setting, so that the arc is partly burning on the melting end of the wire. This further reduces the risk of iron inclusion. Opinion as to the best way of feeding the brazing wire still varies. Whereas in the diagrams of the principle in the German Welding Sheet thickness [mm] Sheet thickness [mm] 1 1.5 2 3 Arc voltage [V] 24 26 30 32 Pulse current intensity: [A] 80 100 110 120 Basic [A] 38 50 55 60 current intensity Pulse frequency [Hz] 2.5 – 3.0 Wire feed [m/min] 4.0 6.5 8.5 11 Shielding gas: Argon – 12 l/min; plasma gas: Argon – 0.9 l/min; brazing wire: SG-CuSi3 – 1.0 mm thick; parent metal: Mat. no. 1.0312; brazing position: flat, horizontal vertical; torch position: neutral; brazing wire feed: inclined in the direction of work; brazing speed: 50-70 cm/min; seam type: fillet weld on lap joint Table 6: Guideline values for plasma brazing with a pulsed arc; values interpolated as per [3] Association (DVS) Information Sheet 0938-1 in Figure 7 and Figure 8 the wire is inclined in the direction of work, in [4] positive results have been reported from a backhand brazing direction (Figure 10). Guideline values for setting the plasma equipment are given in Table 6 1 1.5 2 3 16.0 17.0 18.0 19.0 13 Welding current intensity 25 [A] *) 45 65 90 Pulse frequency [Hz] 20 35 60 80 Pulse duration [ms] 1.5 1.6 1.7 1.7 Figure 11 shows the upper- and underside of a brazed joint on galvanised vehicle bodywork with a thickness of 1 mm; in comparison, Figure 12 shows the undersides of MAG welds on the same panels. ) Arc voltage [V] * Wire feed [m/min] 2.0 3.0 4.5 6.0 *) Effective values Shielding gas: Argon – 12 l/min; brazing wire: SG-CuSi3 – 1.0 mm thick; parent metal: Mat. no. 1.0312; brazing position: flat, horizontal vertical; torch angle: 10-20° incline; brazing speed: 50-70 cm/min; seam type: fillet weld on lap joint Table 5: Figure 11 Upper side and underside of an MSG brazed joint on bodywork panels Guideline values for MIG brazing using a pulse arc; values as per [3] © 2003 EWM HIGHTEC WELDING GmbH Results of brazing tests 6/8 WM023401; 08.03 MAG plug welding with G3Si1 Figure 12 Underside of an MSG weld on vehicle bodywork It is clear that due to the lower molten pool temperature in brazing, the zinc plating on the underside is only slightly oxidised, but not burnt. On the upper side only a very narrow zone where damage may have occurred can be seen. Due to the cathodic protective effect of zinc, this does not need to be repaired if it is narrower than around 2 mm. Part of the liquefied zinc on the surface also runs back behind the arc and creates an alloy with the bronze on the edge of the brazed seam. The seam itself is corrosionresistant due to the alloy it consists of. This MIG plug brazing with SGCuSi3 Figure 14 Comparison of hole welding/hole brazing on vehicle bodywork panels 14 14.1 Errors in arc brazing Pores As the melting ranges of the solders used in arc brazing are only slightly above the boiling point of zinc, zinc vaporisation and thus pore formation is very low in brazing. A certain amount of internal porosity of the brazed seams can be tolerated if the mechanical properties of the joint are not unacceptably impaired. 14.2 Cracks Due to the differing heat expansion coefficients of solder and the parent metal, cross-wise cracks can occur in the brazed joints. This cracking is increased if brazing is carried out on cold-worked structures under tensile stress. The brazed seams should therefore not be much longer than 50 mm. Longer seams may be produced using a series of consecutive short seams. 15 Durability of the joints It can be expected that the durability of brazed joints is at least that of the worked parent metals. Our own tests were conducted on fillet welds at the lap joint on car body panels (1mm thick). All shear tension samples cracked in the parent metal, Figure 15, while on the sheet cross-section, average strength values of 330 N/mm2 were measured. These values are not surprising because the partial penetration of the solder into the brazing gap enlarges the actual load-bearing surface. This behaviour cannot be expected with higher strength steels (yield point >260 N/mm2) and with thicker metal sheets (> around 1.5 mm). In this case preliminary tests should be carried out to determine whether the Figure 13 Cross-sections of MSG brazed joints on vehicle bodywork panels (s=0.8mm) with different gap sizes means that re-plating as in welding is not required. Figure 13 shows cross-sections of MSG-brazed fillet weld bonds on a lap joint. Although the capillary effect of the solder in arc brazing is not as great as in autogenic brazing, the solder has penetrated sufficiently into the brazing gap. The gap bridging capacity is good. A small amount of mixing with the parent metal is detectible only in the lower part-illustration. Figure 14 as a comparison shows a hole weld and hole brazing on vehicle bodywork panels. Better durability can be expected of the brazed than the welded seam due to the greater bonding area. Figure 15 Strength of brazed joints © 2003 EWM HIGHTEC WELDING GmbH 7/8 WM023401; 08.03 17 Literature [1] Killing, R.: MIG Brazing on Thin Metal Sheets, Metallbau Heft 9/1999, p. 52 – 54 Callwey-Verlag, Munich [2] Killing, R.: Living with Coatings, Metallbau Heft 5/1997, p. 32 – 35 Callwey-Verlag, Munich [3] German Welding Association (DVS) Information Sheet 0938-1 Arc Brazing – Principles and Requirements for System Technology – DVS-Verlag Düsseldorf September 2001 [4] B. Bouaifi, B. Quaissa, J. Tuchtfeld, AitMekideche and C. Radscheid: Plasma Brazing Galvanised Metal Sheets – Status and Trends in Vehicle Bodywork, DVS-Berichte Band 204, DVS-Verlag Düsseldorf 1999 Figure 16 Brazed seams on the rear panel of a car durability is sufficient for the intended purpose. This is not necessary if one of the metal sheets has a lower yield strength or is thinner. Tests with hole welds and hole brazings, as shown in Figure 14, indicated the advantage of brazed joints, as anticipated from the bond surfaces. In this case all samples cracked in the parent metal, while the welded points became detached from the parent metal at a lower load. For higher strength steels and thicker metal sheets, the same applies as described above. 16 Example applications Arc brazing has attained significant importance particularly in vehicle bodywork construction. As early as the 1970s, there were short brazed seams on the VW Beetle, which at that time were however produced using an oxy fuel gas flame. Even before the introduction of arc brazing into the automobile industry, manufacturers were “welding” garage doors made from galvanised materials using bronze wire and the MIG procedure. MIG brazing was not a concept at that time. Today, all car manufacturers deploy arc brazing, with both MSG brazing and plasma brazing being used. This applies mostly to short seams on the bodywork, which are brazed either manually or using industrial robots. Figure 16 shows these MSG brazed seams on the rear panel of a car. © 2003 EWM HIGHTEC WELDING GmbH 8/8 WM023401; 08.03