Handout on Chapter 15
advertisement

Learning Objectives
15.1 The Acceptance-Sampling Problem
Acceptance sampling plan (ASP): ASP is a specific plan that clearly states
the rules for sampling and the associated criteria for acceptance or
otherwise. Acceptance sampling plans can be applied for inspection of (i)
finish items, (ii) components, (iii) raw materials, (iv) materials in process,
(v) supplies in storage, (vi) maintenance operations, (vii) data or records etc.
Three aspects of the sampling are important:
1. Purpose of acceptance sampling is to sentence lots, not to estimate the lot
quality
2. Acceptance sampling plan simply accept or reject the lots. Do not provide
any direct form of quality control.
3. Not use to inspect quality into product, instead use as a audit tool to
ensure that the output of a process conforms to requirements.
15.1.1 Advantages and Disadvantages of Sampling
Advantages of Sampling
1. Less expensive because of less inspection compare to entire lot.
2. Less handling of product and hence reduce damage
3. Applicable to destructive testing
4. Fewer personnel are involved in inspection activities
5. Reduces the amount of inspection error
6. The rejection of lot motivate the vendor for quality improvement
Some
Disadvantages of Sampling
1. Risk of accepting a bad lots and rejecting a good lots
2. Less information about the product
3. Need some plan and formulation compare to 100% inspection
15.1.2 Types of Sampling Plans
Single Sampling Plan: Single sampling plan is the sampling inspection plan
in which the lot disposition is based on the inspection of a single sample of
size n .
Double Sampling Plans: Following an initial sample, a decision based on
the information in that sample is made either to (1) accept the lot, (2) reject
the lot or (3) take a second sample . If the second sample is taken, the
information from both the first and second sample is combined in order to
reach a decision whether to accept or reject the lot.
Multiple Sampling Plan: Multiple sampling plan is an extension of the
double sampling concept, where more than two samples are required in
order to reach a decision regarding the disposition of the lot.
Sequential Sampling Plan: The ultimate extension of multiple sampling is
sequential sampling, in which units are selected from the lot one at a time,
and the following inspection of each units, a decision is made either to
accept the lot, reject the lot or select another unit.
15.1.3 Lot Formation There are several important considerations in forming
lots for inspection.
1. Lots should be homogeneous
2. Larger lots are preferred over smaller ones
3. Lots should be conformable to the materials-handling systems used in
both the vendor and consumer facilities.
15.1.4 Random Sampling
The selected units for inspection from the lot should be chosen at random,
and they should be representative of all the items in the lot. The random
sampling is an important concept in acceptance sampling plan. Without
random sample, bias will be introduced in the results.
15.1.4 Guidelines for Using Acceptance Sampling
The major types of acceptance-sampling procedures and their applications
are shown in Table 15.1, page 681. In general, the selection of an
acceptance-sampling procedure depends on both objective of the sampling
organization and the history of the organization whose product is sampled.
15.2 Single Sampling Plan for Attributes
15.2.1 Definition of a Single-Sampling Plan
The operating procedure of the single sampling attributes plan is as follows:
1. From a lot of size N , draw a random sample of size n and observe the
number of nonconforming units d.
2. If d is less than or equal to the acceptance number c , which is the
maximum allowable number of nonconforming units, accept the lot. If d > c ,
do not accept the lot.
15.2.2 OC Curve for Single Sampling Plan
The OC curve reveals the performance of the acceptance sampling plan. We
consider two types of OC curves:
Type A OC curve: Type A OC curve is used to calculate the probabilities of
acceptance an isolated lot of finite size N . Suppose the sample size is n and
the acceptance number is c . Then the exact number of defective items in the
sample has the Hypergeometric distribution.
Type B OC curve: Type B OC curve is used to calculate the probabilities of
acceptance a continuous stream of lots (infinite or large size). This is a curve
showing the probability of accepting a lot as a function of the process
average p.
For very large lot size N , both curves give the same information. However,
Type A OC curve will always be below the type B OC curve (see Figure
15.6, page 640). We will discuss about Type B OC curve only and will be
used throughout the chapter.
Suppose the lot size N is large (say infinity). Under this condition, the
distribution of the number of defectives d in a random sample of n items is
binomial with parameters n and p , where p is the fraction defective items
in the lot. The probability of observing exactly d defectives is
P{d defectives} = p (d ) =
n!
p d (1 − p ) n − d
d !(n − d )!
(1)
The probability of acceptance is that d is less than or equal to c . That is
c
n!
p d (1 − p) n − d
d
!
(
n
−
d
)!
d =0
Pa = {d ≤ c} = ∑
(2)
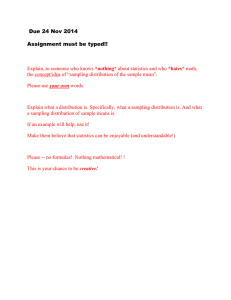
To construct OC curve plot Pa against the lot fraction defective p . The
following Table give the OC curve calculation for n = 89 and c = 2 and the
corresponding Figure is presented in Figure 15.2.
p
Pa
0.005 0.010 0.020 0.030 0.040 0.050 0.060 0.070 0.080 0.090
0.9897 0.9397 0.7366 0.4985 0.3042 0.1721 0.0919 0.0468 0.0230 0.0109
Figure 15.2. OC curve of the single-sampling plan n = 89 , c = 2
Explanation: Consider the above sampling plan with n = 89 and c = 2 . If the
lots have 1% defective, the probability of acceptance the lot is 0.9397. This
means that if 100 lots from a process that manufactures 1% defective
product are submitted to this plan, one would expect to accept 94 of the lots
and reject 6 of them. Similarly, if the lots have 2% defective, the probability
of acceptance the lot is 0.7366. This means that if 100 lots from a process
that manufactures 2% defective product are submitted to this plan, one
would expect to accept 74 of the lots and reject 26 of them.
Exercise 15.2, page 669.
p
0.001
0.002
0.003
0.004
0.005
0.006
0.007
0.008
0.009
0.010
0.020
0.030
0.040
0.050
0.060
0.070
0.080
0.090
0.100
0.200
f(d=0)
0.90479
0.81857
0.74048
0.66978
0.60577
0.54782
0.49536
0.44789
0.40492
0.36603
0.13262
0.04755
0.01687
0.00592
0.00205
0.00071
0.00024
0.00008
0.00003
0.00000
f(d=1)
0.09057
0.16404
0.22281
0.26899
0.30441
0.33068
0.34920
0.36120
0.36773
0.36973
0.27065
0.14707
0.07029
0.03116
0.01312
0.00531
0.00208
0.00079
0.00030
0.00000
f(d=2)
0.00449
0.01627
0.03319
0.05347
0.07572
0.09880
0.12185
0.14419
0.16531
0.18486
0.27341
0.22515
0.14498
0.08118
0.04144
0.01978
0.00895
0.00388
0.00162
0.00000
Pr{d<=c}
0.99985
0.99888
0.99649
0.99225
0.98590
0.97730
0.96641
0.95327
0.93796
0.92063
0.67669
0.41978
0.23214
0.11826
0.05661
0.02579
0.01127
0.00476
0.00194
0.00000
Type-B OC Curve for n=100, c=2
1.20
1.00
Pr{acceptance}
0.80
0.60
0.40
0.20
0.00
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
p
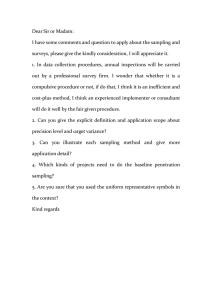
Effect of n and c on OC curves
A sampling plan that discriminated perfectly between good and bad lots
would have an OC curve looks like Figure 15.3, page 639. The ideal OC
curve in Figure 15.3 never be obtained in practice. Figure 15.4 shows that
the OC curve becomes more like idealized OC curve shape as the sample
size increases. Figure 15.5 shows how the OC curve changes as the
acceptance number changes.
Figure 15.3: Ideal OC Curve
Specific Points on the OC curve
Acceptable Quality Level (AQL): The AQL represents the poorest level of
quality for the vender's process that the consumer would consider to be
acceptable as a process average.
Lot Tolerance Percent Defective (LTPD): The LTPD represents the
poorest level of quality that the consumer is willing to accept in an
individual lot. Note that both AQL and LTPD are not the properties of the
sampling plan,
Figure 15.4. OC curve for different sample sizes
Figure 15.5. The effect of changing the acceptance number on OC curve
Exercise 15.7, page 668.
LTPD =
0.05
p
0.0010
0.0020
0.0030
0.0040
0.0050
0.0060
0.0070
0.0080
0.0090
0.0100
0.0200
0.0250
0.0300
0.0400
0.0500
0.0600
0.0700
N1 =
n1 =
pmax =
cmax =
binomial
Pr{d<=10}
1.00000
1.00000
1.00000
0.99999
0.99994
0.99972
0.99903
0.99729
0.99359
0.98676
0.58304
0.29404
0.11479
0.00967
0.00046
0.00001
0.00000
5000
500
0.0200
10
N2 =
n1 =
pmax =
cmax =
binomial
Pr{reject} Pr{d<=20}
0.0000
1.00000
0.0000
1.00000
0.0000
1.00000
0.0000
1.00000
0.0001
1.00000
0.0003
1.00000
0.0010
0.99999
0.0027
0.99991
0.0064
0.99959
0.0132
0.99850
0.4170
0.55910
0.7060
0.18221
0.8852
0.03328
0.9903
0.00030
0.9995
0.00000
1.0000
0.00000
1.0000
0.00000
10000
1000
0.0200
20
Pr{reject}
0.0000
0.0000
0.0000
0.0000
0.0000
0.0000
0.0000
0.0001
0.0004
0.0015
0.4409
0.8178
0.9667
0.9997
1.0000
1.0000
1.0000
difference
0.00000
0.00000
0.00000
-0.00001
-0.00006
-0.00027
-0.00095
-0.00263
-0.00600
-0.01175
0.02395
0.11183
0.08151
0.00938
0.00046
0.00001
0.00000
Different sample sizes offer different levels of protection.
For N = 5,000, Pa(p = 0.025) = 0.294; while for N = 10,000, Pa(p = 0.025) =
0.182.
Also, the consumer is protected from a LTPD = 0.05 by Pa(N = 5,000) =
0.00046 and Pa(N = 10,000) = 0.00000, but pays for the high probability of
rejecting acceptable lots like those with p = 0.025.
15.2.3 Designing a Single Sampling Plan with a specified OC Curve
Suppose that we wish to construct a sampling plan such that the probability
of acceptance is 1 − α for lots with fraction defective p1 , and the probability
of acceptance is β for lots with fraction defective p2 . Suppose that binomial
sampling (with Type -B OC curves) is appropriate, then the sample size n
and acceptance number c are the solution to
c
n!
p1d (1 − p1 ) n − d
d =0 d!( n − d )!
1−α = ∑
c
n!
p2d (1 − p2 ) n − d
β =∑
d =0 d!( n − d )!
The two simultaneous equations in (3) are nonlinear, and there is no simple
or direct solution. The nomograph in Figure 15.9, page 643 can be used for
solving theses equations in (3).
Figure 15.9. Bionomial nomograph
(3)
15.2.4 Rectifying Inspection
Accepting sampling programs usually require corrective action when lots are
rejected. This generally takes the form of 100% inspection or screening of
rejected lots, with all discovered defectives items either removed for
subsequent rework or return to the supplier or replaced from a stock of
known good items. Such sampling programs are called rectifying inspection
programs, because the inspection activity affetcs the final quality of the
outgoing product. This has been illustrtaed in the following Figure 15.10.
Average outgoing quality (AOQ)
Those lots not accepted by a sampling plan will usually be 100% inspected
or screened for nonconforming or defective units. After screening,
nonconforming units may be rectified or discarded or replaced by good
units, usually taken from accepted lots. Such a programmed of inspection is
known as a rectifying or screening inspection. For those lots accepted by the
sampling plan, no screening will be done and the outgoing quality will be
the same as that of the incoming quality p . For those lots screened, the
outgoing quality will be zero, meaning that they contain no nonconforming
items. Since the probability of accepting a lot is Pa , the outgoing lots will
contain a proportion of pPa defectives. If the nonconforming units found in
the sample of size n are replaced by good ones, the average outgoing quality
(AOQ) in lot size of N will be
( N − n)
pPa
N
= pPa for latge N
AOQ =
(4)
In short, one defines the average outgoing quality as the expected quality of
outgoing product following the use of an acceptance sampling plan for a
given value of the incoming quality. Figure 15.11, gives a typical AOQ
curve as a function of the incoming quality.
Figure 15.11. Average outgoing quality curve for n = 89
If the incoming quality is good, then a large proportion of the lots will be
accepted by the sampling plan and only a smaller fraction will be screened
and hence the outgoing quality will be small (good). Similarly, when the
incoming quality is not good, a large proportion of the lots will go for
screening inspection and in this case also, the outgoing quality will be good
since defective items will be either replaced or rectified. Only for
intermediate quality levels, lot acceptance will be at a moderate rate and
hence the AOQ will rise (see Figure 15.11). The maximum ordinate of the
AOQ curve represents the worst possible average for the outgoing quality
and is known as the average outgoing quality limit (AOQL). In other
words, the AOQL is defined as the maximum AOQ over all possible levels
of the incoming quality for a known acceptance sampling plan. The AOQL
of a rectifying inspection plan is very important characteristic. It is possible
to design a rectifying inspection program that have specified value of
AOQL.
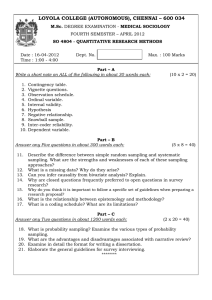
Exercise 15.10, page 669.
N = 3000, n = 150, c = 2
p
0.001
0.002
0.003
0.004
0.005
0.006
0.007
0.008
0.009
0.010
0.015
0.020
0.025
0.030
0.035
0.040
0.045
0.050
0.060
0.070
0.080
0.090
0.100
Pa=Pr{d<=2}
0.99951
0.99646
0.98927
0.97716
0.95991
0.93769
0.91092
0.88019
0.84615
0.80948
0.60884
0.42093
0.27341
0.16932
0.10098
0.05840
0.03292
0.01815
0.00523
0.00142
0.00036
0.00009
0.00002
AOQ
ATI
0.0009
151
0.0019
160
0.0028
181
0.0037
215
0.0046
264
0.0053
328
0.0061
404
0.0067
491
0.0072
588
0.0077
693
0.0087 AOQL 1265
0.0080
1800
0.0065
2221
0.0048
2517
0.0034
2712
0.0022
2834
0.0014
2906
0.0009
2948
0.0003
2985
0.0001
2996
0.0000
2999
0.0000
3000
0.0000
3000
(a)
OC Curve for n=150, c=2
1.00
Pr{accept}
0.80
0.60
0.40
0.20
0.00
0.000
0.010
0.020
0.030
0.040
p
0.050
0.060
0.070
0.080
(b)
AOQ Curve for n=150, c=2
AOQL ≅ 0.0087
0.0100
0.0090
0.0080
0.0070
AOQ
0.0060
0.0050
0.0040
0.0030
0.0020
0.0010
0.0000
0.000
0.010
0.020
0.030
0.040
0.050
0.060
0.070
0.050
0.060
0.070
0.080
p
(c)
ATI Curve for n=150, c=2
3500
3000
2500
ATI
2000
1500
1000
500
0
0.000
0.010
0.020
0.030
0.040
0.080
p
Average total inspection
If the lot quality is 0 < p < 1 , the average amount of inspection per lot will
vary between the sample size n and the lot size N . If the lot is of quality p
and the probability of lot acceptance is Pa , then the average total inspection
per lot will be
ATI = n + (1 − Pa )( N − n)
The ATI curves for the sampling plan n = 89 , c = 2 and lot sizes of 10000 ,
5000 and 1000 are shown in Figure 15.12.
(5)
Figure 15.12. Average outgoing quality curve for n = 89
15.3 Double, Multiple, and Sequential Sampling
15.3.1 Double-Sampling Plan
A double -sampling plan is an procedure in which, under certain
circumstances, a second sample is required before the lot can be sentenced.
Application of double sampling requires that a first sample of size n1 is
taken at random from the (large) lot. The number of defectives is then
counted and compared to the first sample's acceptance number c1 . Denote
the number of defectives in sample 1 by d1 and in sample 2 by d 2 .
If d1 ≤ c1 , the lot is accepted on the first sample.
Also c2 denotes the acceptance number for both sample. If d1 > c2 , the lot is
rejected on the first sample.
If c1 < d1 ≤ c2 , a second sample of size n2 is drawn from the lot. Then the
combined number of observed defective from both sample is d1 + d 2 .
If d1 + d 2 ≤ c2 , the lot is accepted. However, if d1 + d 2 > c2 the lot is rejected.
The operation of double sampling plan is presented in Figure 15.13, page
647.
Figure 15.13: Operation of the double-sampling plan,
n1 =50, c1 =1, n 2 =100 and c 2 =3.
The OC Curve for Double Sampling Plan
The double sampling OC curve has a primary OC curve that gives the
probability of acceptance as a function of lot or process quality. It also has
supplementary OC curves that show the probability of lot acceptance and
rejection on the first sample. The OC curve for the plan n1 = 50 , c1 = 1 ,
n2 = 100 and c2 = 3 are shown in Figure 15.14.
Average Sample Number Curve for a Double Sampling Plan
Since when using a double sampling plan the sample size depends on
whether or not a second sample is required, an important consideration for
this kind of sampling is the Average Sample Number (ASN) curve. This
curve plots the ASN versus lot fraction defective p . The general formula for
the ASN in double sampling, if we assume complete inspection of the
second sample, is
ASN = n1 PI + (n1 + n2 )(1 − PI )
(6)
= n1 + n2 (1 − PI )
where PI is the probability of making a lot-dispositioning decision on the
first sample. That is
PI = P{lot is acceptaed on the first sample} + P{lot is rejected on the first sample}
The ASN curve for formula for a double-sampling plan with curtailment on
the second sample is
ASN = n1 +
⎡
c2
∑ P (n , j ) ⎢n P (n , c
j = c1 +1
1
⎣
2 L
2
2
− j) +
⎤
c2 − j + 1
PM (n2 + 1, c2 − j + 2)⎥
p
⎦
where P(n1 , j ) is the probability of observing exactly j defectives in a
sample of size n1 , PL (n2 , c2 − j ) is the probability of observing exactly c2 − j
or fewer defectives in a sample of size n2 , and PM (n2 + 1, c2 − j + 2) probability
of observing exactly c2 − j + 2 defectives in a sample of size n2 + 1 . Figure
15.15, page 650 compares the average sample number curves of complete
and curtailed inspection for the double-sampling plan, n1 = 60 , c1 = 2 ,
n2 = 120 , c2 = 3 and the average sample number that would be used in the
single-sampling plan with n = 89 and c = 2 . For more details page 650-651.
(7)
Figure 15.15. Average sample number curves for single double sampling
Rectifying Inspection
When rectifying inspection is performed with double sampling, the AOQ
curve is given by
[ PaI ( N − n1 ) + PaII ( N − n1 − n2 )] p
AOQ =
N
(8)
assuming that all defective items discovered, either in sampling or 100%
inspection, are replaced with good ones. The average total inspection curve
is give by
ATI = n1 PaI + (n1 + n2 ) PaII + N (1 − Pa )
Note that
Pa = PaI + PaII
is the probability of final lot acceptance and that the acceptance probabilities
depend on the level of lot or process quality p .
(9)